KR890003404B1 - 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치 - Google Patents
금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치 Download PDFInfo
- Publication number
- KR890003404B1 KR890003404B1 KR1019840001949A KR840001949A KR890003404B1 KR 890003404 B1 KR890003404 B1 KR 890003404B1 KR 1019840001949 A KR1019840001949 A KR 1019840001949A KR 840001949 A KR840001949 A KR 840001949A KR 890003404 B1 KR890003404 B1 KR 890003404B1
- Authority
- KR
- South Korea
- Prior art keywords
- lid
- tension ring
- container lid
- preform
- forming
- Prior art date
Links
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
Abstract
내용 없음.
Description
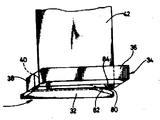
제1도는 본 발명장치에 의해서 제조하는 금속제 인장링이 부착된 용기뚜껑의 사시도.
제2도는 제1도에 표시한 금속제 인장링이 부착된 용기뚜껑의 제조공정을 표시한 개략 설명도.
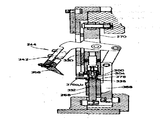
제3도는 본 발명장치의 요부인 금속제 인장링을 형성하기 위한 전(前)성형체 형성수단의 1실시예를 표시한 일부단면 측면도.
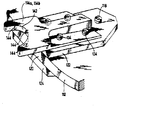
제4도는 제3도에 표시한 전 성형체 형성수단과 이것에 인접하는 전 성형체 공급수단과의 결합관계를 표시한 평면설명도.
제5도 내지 제7도는 제3도에 표시한 본 발명장치의 가동 전달날(剪斷刀)과 정지전달날에 의해서 전 성형체를 전단형성하는 상태를 표시한 부분 설명도.
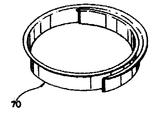
제8도는 본 발명장치에 의해 형성되는 전 성형체의 사시도.
제9도는 본 발명창치의 요부인 금속제 인장링을 형성하기 위한 전 성형체를 공급하는 수단의 1실시예를 표시한 평면설명도.
제10도는 제3도에 표시한 전 성형체 공급수단의 일부단면 측면도.
제11도는 제9도에 표시한 지지구의 부착상태를 표시한 요부확대사시도.
제12도는 본 발명장치에서 취급하는 전 성형체의 사시도.
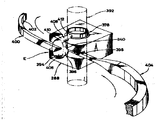
제13도는 본 발명장치의 요부인 금속제 인장링을 형성하는 전 성형체와 결합하기 위한 용기뚜껑을 공급하는 수단의 1실시예를 표시한 일부단면 측면도.
제14도는 제13도에 표시한 용기뚜껑 공급수단의 요부확대 사시도.
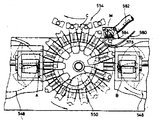
제15도는 본 발명장치의 요부인 금속제 인장링의 성형과 용기뚜껑의 결합을 하는 인장링 성형 및 결합수단의 1실시예를 표시한 요부단면 측면도.
제16도는 제15도에 표시한 수단의 IV-IV선 요부단면도.
제17도는 제15도에 표시한 수단의 V-V선 요부단면도.
제18도는 제15도에 표시한 수단의 VI-VI선 요부단면도.
제19도는 제15도에 표시한 인장스프링 성형 및 결합유닛의 여러가지의 구성요서의 승강동작의 궤적을 나타내는 선도.
제20도는 전 성형체 수역(受域)에서 전 성형체 공급수단으로부터 전 성형체의 수도(受渡)를 행하는 상태를 표시한 인장링 성형 및 결합유밋의 요부설명 사시도.
제21도는 전 성형체 수역에서의 인장링 성형 및 결합유닛의 요부단면도.
제22도는 용기뚜껑 수역에서 용기뚜껑 공급사단으로부터 용기뚜껑의 수도를 행하는 상태를 표시한 인장링성형 및 결합유닛의 요부설명 사시도.
제23도는 마곡역(域)에서의 인장링 성형 및 결합유닛의 요부단면도.
제24도는 만곡역에서의 인장링 성형 및 결합유닛의 요부사시도.
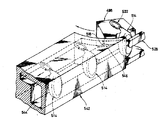
제25도는 본 발명장치의 요부인 인장링을 결합한 용기뚜껑의 결합부의 강화를 시키는 수단으로 이송하기위한 용기뚜껑 이송수단의 1실시예를 표시한 요부단면 측면도.
제26도는 인장링 성형 및 결합수단으로부터 인장링이 결합된 용기뚜껑의 수도를 하는 상태를 표시한 용기 뚜껑 이송수단의 요부설명 사시도.
제27도는 본 발명장치의 요부인 인장링을 결합한 용기뚜껑의 결합부를 강화시키는 결합 강화수단의 1실시예를 표시한 요부단면 측면도.
제28도 및 제29도는 제27도에 표시한 결합 강화수단에있서의 상부가압공구와 하부가압공구와의 협동작용을 설명하는 요부확대 단면도.
제30도는 제27도에 표시한 결합 강화수단에있서의 상부가압공구와 하부가압공구와의 협동작용을 설명하는 요부확대 사시도.
제31도는 제27도에 표시한 결합 강화수단의 송출역에서의 용기뚜껑 및 이것에 결합한 인장링의 송출기구를 나타낸 요부사시도.
제32도는 본 발명의 요부인 감시수단의 1실시예를 표시한 요부단면도.
제33도는 본 발명장치의 요부인 배제수단의 1실시예를 표시한 설명도.
제34도는 제33도에 표시한 배제수단의 요부확대 사시도.
제35도는 배제수단의 다른 실시예를 표시한 요부확대 사시도.
제36도는 감시수단의 다른 실시예를 표시한 요부단면도.
* 도면의 주요부분에 대한 부호의 설명
6 : 용기뚜껑 8 : 금속제 인장링
10 : 전 성형체 형성수단 12 : 전 성형체 공급수단
14 : 용기뚜껑 공급수단 16 : 인장링 성형 및 결합수단
30 : 회전지지체 32 : 가동전단날
42 : 띠상 금속박판 70 : 전 성형체
본 발명은 금속제 인장링(잡아당기는 고리)를 성형하는 동시에 이것을 용기뚜껑에 결합하는 장치에 관한것이다.
최근 용기뚜껑의 스커어트부로부터 돌출하는 찢어내는 탭(tab)으로부터 정면(頂面)에 이르는 곳까지 안내되는 인렬(引裂)악화선을 용기뚜껑 본체에 설치하여 찢어내는 탭을 잡아당기므로써 간편하게 개봉할 수있는 용기뚜껑이 보급되고 있다. 이런 종류의 용기뚜껑의 개봉에 있어서 찢어내는 탭을 끌어올리는 데는 상당한 힘을 가할 필요가 있기 때문에 찢어내는 탭을 길게 구성하거나 적절한 손잡이편을 달아서 개봉을 쉽게하는 수단이 도모되고 있다. 그러나 이것들의 수단은 용기뚜껑을 금속박판으로부터 예비 성형할때 많은 낭비가 생기고 따라서 용기뚜껑의 원가를 상승시키는 결점이 있다.
또 손잡이편을 따로 구성하여 이것을 접착, 못에 의한 부착 내지는 협지(挾持)등의 수단에 의해 찢어내는 탭에 접속시키는 방법도 많이 제안되고 있으나 이것들의 방법은 공정중에 많은 노력과 시간을 요하며 접속부가 약해서 개봉전에 절단등의 고장을 일으키기 쉽고 더우기 제조원가가 현저하게 증대되는 난점이 있다.
이와같은 문제점을 극복하기 위하여 금속박판의 단부로부터 장방형편을 전달하는 동시에 만곡시켜서 양단부가 중첩한 통환(筒環)을 형성하고 용기뚜껑의 찢어내는 탭의 자유단부와 상기 통환의 일부가 상호 중합할수 있도록 상기 용기뚜껑과 통환을 위치결정케 하고 상기 통환의 둘레단연을 반경방향으로 말아서 링으로 형성하는 동시에 찢어내는 탭을 이 링내로 말아넣어서 양자를 결합하므로써 낮은 원가로 다량생산이 가능한금속제 인장링이 부착된 용기뚜껑의 제조방법 및 장치에 관하여 서전국의 비칸델스사에 의해 개발되어 특허출원이 되었다.(특원소 58-13855호 및 특원소 58-13856호).
즉 이런 종류의 금소제 인장링이 부착된 용기뚜껑은 예띠컨데 제1도에 표시한 바와같이 구성된다. 그리고 이 용기뚜껑의 연속적인 성형은 (1) 띠상(常狀)금속박판을 절단하여 통황상의 전성형체를 성형하는 전성형체 형성수단과, (2) 전성형체를 용기뚜껑 탭편과 결합하는 위치에 공급하는 전성형체 공급수단과, (3) 용기뚜껑 공급수단과, (4)용기뚜껑 탭편에 맞댄 전성형체를 인장링으로 성형하는 동시에 이것을 용기뚜껑에결합하는 인장링 성형 및 결합수단으로 기본적으로 구성되는 장치에 의해서 용이하게 달성할 수 있다.
이 경우 저원가이며 품질이 안정된 금속제 인장링이 부착된 용기뚜껑을 얻기 위해서는 통환상의 전성형체를 충분히 고속으로 성형하여 이 전성형체를 용기뚜껑 탭편에 대하여 인장링으로서 충분히 고속으로 성형하고 또한 충분히 견고하게 결합하는 것이 요구된다.
본 발명의 목적은 상술한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 띠상 금속박판을 절단하여 통환상의 전성형체를 성형하는 전선형체 형성수단을 개량하는데 있다.
또한 본 발명의 목적은 상기한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 띠상 금속박판을 전단하여 성형한 통환상의 전성형체를 별도로 공급되는 용기뚜껑의 찢어내는 탭의 자유단부에 맞대서 인장링의 성형과 결합을 시키기 위한 전성형체 공급수단을 개량하는데 있다. 그리고 또 본 발명의 목적은 상기한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기 뚜껑의 성형 및 결합장치에 있어서 인장링을 성형하는데 있어 전성형체와의 결합을 하는 찢어내는 탭을 가진 용기뚜껑을 공급하기 위한 용기뚜껑 공급수단을 개량하는데 있다.
그리고 또 본 발명의 목적은 상술한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 띠상 급속박판을 전단하여 성형한 통환상의 전성형체와 찢어내는 탭을 구비한 용기뚜껑의 공급을 각각 받아서 이것들을 서로 맞대서 인장링의 성형과 결합을 하는 인장링 성형및 결합수단을 개량하는데 있다.
그리고 또 본 발명의 목적은 상기한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 인장링 성형 및 결합수단에 의해 연속적으로 공급되는 전성형체와 용기뚜껑을 맞대서 인장링의 성형과 동시에 이 인장링을 용기뚜껑에 결합한 인장링이 부착된 용기뚜껑을, 그리고 또 인장링과 용기뚜껑과의 결합을 강화하는 수단에 공급하기 위한 용기뚜껑 이송수단을 개량하는데 있다.
또한 본 발명은 목적은 상기한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 인장링 성형 및 결합수단에 의해 연속적으로 공급되는 전성형체와 용기뚜껑을 맞대서 인장링의 성형과 동시에 이 인장링을 용기뚜꺼에 결합한 인장링이 부착된 용기뚜껑을 더욱 인장링과 용기뚜껑과의 결합부를 강화시키는 결합 강화수단을 개량하는데 있다.
그리고 또 본 발명의 목적은 상기한 요구를 만족시키기 위하여 상기 구성으로 된 금속제 인장링이 부착된 용기뚜껑의 성형 및 결합장치에 있어서 전성형체 공급수단에 의해 연속적으로 공급되는 전성형체와 용기뚜껑 공급수단에 의해 연속적으로 공급되는 용기뚜껑을 인장링 성형 및 결합수단에 의해 각각 맞대서 인장링의 성형과 동시에 이 인장링을 용기뚜껑에 결합함에 있어 용기뚜껑의 공급차단 또는 인장링과 용기뚜껑과의 결합불성립의 상태를 검출하고 또한 결합전의 전성형체 또는 인장링의 배제를 행하는 수단을 부설하는데 있다.
본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩된 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 상기 전성형체의 일부가 서로 중합시켜진 관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정시켜서 상기 전성형체의 둘레에 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내로 말아 넣어서 양자를 결합하는 인장링 성형 및 결합수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑을 결합하는 장치에 있어서 전성형체 형성수단은 띠상 금속박판을 그 길이방향으로 장방형편의 폭방향 칫수에 합치된 거리씩 간헐적으로 송급하는 띠상 금속박판 송급수단과 소정의 전단위치에 위치하는 단일의 정지전단날을 가진 정지전단구(靜止剪斷具)와 회전지지체에 둘레방향으로 소정간격 떨어져서 배치된 복수개의 가동전단날을 가지며 상기 정지전단날과 협동하여 띠상 금속박판의 길이방향 선단부를 한쪽가로부터 다른쪽가로 향하여 점차 전단하는 동시에 폭방향으로 만곡 형성하도록 구성한 가동전단구를 구비한 것을 특징으로 한다.
또한 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩한 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전선형체의 일부가 상호 중합된 관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 경정시켜서 상기 전성형체의 둘레에 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내로 말아넣어서 양자를 결합하는 인장링 성형 및 결합수단과 상기 전성형체 형성수단으로 형성된 전성형체를 인장링 성형 및 결합수단의 소정위치에 고급하는 전성형체 공급수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 전성형제 공급수단은 회전지지체와 이 회전지지체에 둘레방향으로 소정간격 떼어서 배설된 복수개의 지지구를 구비하고 상기 지지구는 반경방향 외단부에 전성형체를 간직하기 위한 절결부와 지지수단을 설치하여 전성형체 형성수단으로부터 전성형체를 받아내는 전성형체 지지역 및 인장링 성형 및 결합수단에 전성형체를 수도하는 전성형체 수역(受域)을 통하여 전성형체를 반송하도록 구성하는 것을 특징으로 한다.
그리고 또 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩된 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전성형체의 일부가 서로 중합된 관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정하여 상기 전성형체의 둘레의 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내로 말아 넣어서 양자를 결합하는 인장링성형 및 결합수단과 상기 용기뚜껑을 인장린 성형 및 결합수단의 소정위치에 공급하는 용기뚜껑 고급수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 용기뚜껑 공급수단은 실질상 연직한 축선을 중심으로 하여 회전이 자유롭게 설치되어 외주면에 반경방향 외방과 연직방향 상방으로 개방된 복수개의 용기뚜껑 수입 포킷을 둘레방향으로 소정간극 떨어져서 배치된 회전반송반과, 용기뚜껑 지지역에 있어서 연방향 상방으로부터 상기 포킷에 용기뚜껑을 송급하는 용기뚜껑 송급슈우트와 적어도 용기뚜껑 지지역으로부터 인장링 성형 및 결합수단의 용기뚜껑 수역까지의 범위에 걸쳐서 회전방송반의 외주면에 따라서 뻗어 있는 호상 정지 안내 레일을 구비하고 상기 용기 뚜껑 슈우트 에는 용기뚜껑의 상면벽 외면을 후벽에 접촉 시키는 동시에 찢어내는 탭편을 연직방향 최상위에 위치시키면서 상기 포킷에 송급안내하는 개방홈을 전벽중앙부에 설치하고 또한 상기 정지안내레일에는 상기 포킷에 수용된 용기뚜껑의 스커어트벽 하연이 접촉하는 내면과 찢어내는 탭편의 기부내면이 접촉하는 상면을 설치하는 것을 특징으로한다.
그리고 또 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩된 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전성형체의 일부로부터 상호 중합시킨 관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정하여 상기 전성형체의 둘레의 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내에 말아넣어서 양자를 결합하는 인장링 성형 및 결합수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 상기 인장링 및 결합수단은 연속적으로 회전 구동되는 회전지지체와 둘레방향으로 소정간격 떼어서 상기 회전지지체에 설치된 복수개의 인장링 성형 및 결합유닛을 구비하여 상기 회전지지체의 회전에 의해서 상기 인장링 성형 및 결합유닛의 각각이 전성형체 수역, 용기뚜껑 수역 및 말아넣는 구역을 순차적으로 통과하여 반송되고 상기 전형성체 수역에서 전성형체가 상기 인장링 성형 및 결합유닛에 공급되고 상기 용기뚜껑 수역에서 용기뚜껑이 상기 인장링 성형 및 결합유닛에 공급되고 상기 말아넣는 구역에서 상기 말기(컬잉) 및 말아넣기 결합이 수행되도록 구성하는 것을 특징으로 한다.
또 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩된 통환상의 전 선형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전성형체의 일부가 상호 중합된 관계로되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정하고 상기 전성형체의 둘레의 단연은 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내로 말아 넣어서 양자를 결합하는 인장링 성형및 결합수단과 또한 인장링을 찢어내는 탭의 자유단부에 결합한 용기뚜껑을 용기뚜껑 이송수단을 통하여 이송하고 상기 용기뚜껑과 인장링과의 결합부를 가압 변형하여 결합을 강화하는 수단으로 되는 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 상기 용기뚜껑 이송수단은 실질상 연직한 축선을 중신으로 하여 회전이 자유롭게 설치되어 외주면에 반경방향 외방과 연직방향 상방으로 개방된 복수개의 용기뚜껑 수입포킷을 둘레방향으로 소정간격을 떼어서 배치한 회전반송반과 적어도 인장링 성형 및 결합수단의 배출구역으로부터 결합 강화수단의 이송구역까지의 범위에 걸쳐서 회전반송반의 외주면에 따라서 뻗어있는 정지안내레일을 구비하고 상기 정지안내레일에는 상기 포킷에 수용된 인장링이 결합된 용기뚜껑의 스커어트벽 하연이 접촉하는 내면과 찢어내는 탭편의 기부 및 인장링의 반경방향 내측부가 접촉하는 상면을 설치하는 것을 특징으로 한다.
그리고 또 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩한 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전성형체의 일부가 상호 중합된관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정하여 상기 전성형체의 둘레의 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찍어내는 탭을 상기 링내에 말아 넣어서 양자를 결합하는 인장링성형 및 결합수단과 또한 인장링을 찢어내는 탭의 자유단부에 결합한 용기뚜껑의 상기 결합부를 가압 변형하여 결합을 강화하는 수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 상기 결합 강화수단은 실질적으로 연직된 축선을 중심으로 하여 회전이 자유롭게 설치된 회전지지체와 둘레방향으로 소정간격을 떼어서 상기 회전지지체에 설치된 복수개의 결합강화유닛을 구비하고 상기 결합강화유닛의 각각은 반경방향 외방과 연직방향 상방으로 개방되어 있어서 용기뚜껑 및 이것에 결합된 인장링을 받아 넣는 포킷이 외주면에 형성된 지지블록과 연직방향으로 꼭 맞추어서 배치된 상부 가압공구 및 하부 가압공구를 구비하여 상기 상부 가압공구와 하부 가압공구와의 협동에 의해서 상기 포킷에 수용간직한 용기뚜껑과 인장링과의 결합부의 가압변형을 행하도록 구성하는 것을 특징으로 한다.
또한 본 발명은 금속박판의 단부로부터 장방형편을 전단하는 동시에 만곡시켜서 양단부가 중첩한 통환상의 전성형체를 형성하는 수단과 용기뚜껑의 찢어내는 탭의 자유단부와 전성형체의 일부가 상호 중합된 관계로 되도록 상기 용기뚜껑과 상기 전성형체를 위치 결정하고, 상기 전성형체의 둘레의 단연을 반경방향으로 말아서 링으로 형성시키는 동시에 상기 찢어내는 탭을 상기 링내로 말아 넣어서 양자를 결합하는 인장링 성형 및 결합수단과 상기 전성형체 형성수단으로 형성된 전성형체를 인장링 성형 및 결합수단의 소정위치에 공급하는 전성형체 공급수단과 상기 용기뚜껑을 인장링 성형 및 결합수단의 소정위치에 공급하는 용기뚜껑 공급수단과 또한 인장링을 찢어내는 탭의 자유단부에 결합한 용기뚜껑을 용기뚜껑 이송수단을 통하여 이송하여 상기 용기뚜껑과 인장링고의 결합부를 가압 변형하여 결합을 강화하는 수단으로 된 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치에 있어서 상기 용기뚜껑 공급수단의 일부에 용기뚜껑의 공급차단을 검출하는 감시수단을 설치하고 상기 전성형체 공급수단의 일부에 전성형체를 배제하는 배제수단을 설치하고 상기 용기뚜껑 공급수단이 상기 용기뚜껑 수역에 용기뚜껑을 반송하지 않은 것에 기인하여 상기 인장링 성형 및 결합수단에 있어서의 특정의 인장링 성형 및 연결유닛이 용기뚜껑을 받아낼 수가 없는 경우에는 상기 배제수단을 작동시켜서 전성형체가 상기 전성형체 수역에 반송되는 것을 막고 이렇게 하여 상기 특정의 인장링 성형 및 연결유닛이 상기 전성형체 수역에 있어서 전성형체를 받아낼 수가 없도록 구성한 것을 특징으로 한다.
다음에 본 발명에 관한 장치의 실시예에 관하여 첨부도면을 참조하면서 상세히 설명한다.
먼저 본 발명에 관한 용기뚜껑(6)에 있어서의 금속제 인장링(8)(제1도 참조)의 성형 및 결합장치의 전체적인 기본구성에 관하여 제2도를 참조하여 설명한다. 즉 본 발명장치는 전성형체 형성수단(10)과 전성형체 공급수단(12)과 용기뚜껑 공급수단(14)과 인장링 성형 및 결합수단(16)과, 용기뚜껑 이송수단(18)과 결합강화수단(20)을 구비하고 있다. 이들 각 수단의 기능과 그 동작은 대략 다음과 같다.
전성형체 형성수단(10)은 크롬산 처리강, 함석 또는 알루미늄계 합금등으로 된 띠상 금속박판으로부터 장방형편을 전단하는 동시에 길이방향으로 만곡시켜서 그의 양단부를 상호 중합시킨 형태의 거의 통환상의 전성형체를 형성한다. 다음에 전선형체 공급수단(12)은 전성형체 형성수단(10)에 의해서 성형된 전성형체를 간직역(A,B)에서 받아서 화살표방향으로 반송하고 전성형체 수역(C)으로 반출한다. 한편 용기뚜껑 공급수단(14)은 용기뚜껑을 간직역(D)에 받아서 화살표방향으로 반송하고 용기뚜껑 수역(E)으로 반출한다. 인장링 성형 및 결합수단(16)은 상기 전성형체 수역(C)에서 전성형체 공급수단(12)으로부터 전형성체를 받아서 화살표방향으로 반송하고 이어서 상기 용기뚜껑 수역(E)에서 용기뚜껑 공급수단(14)으로부터 용기뚜껑을 받아서 용기뚜껑 탭편과 전성형체의 일부가 상호 중합할 수 있도록 용기뚜껑과 전성형체를 위치 결정하고 그후 만곡역(F)에서 전성형체의 주연부를 반경방향으로 말아서 링으로 형성하는 동시에 인장링 성형 및 결합역(G)에서 용기뚜껑 탭편을 이 일내로 말아넣어서 양자를 결합하여 배출역(H)으로 반출한다.
또한 용기뚜껑 이송수단(18)은 상기 배출역(H)에서 인장링 및 결합수단(16)으로부터 인장링이 결합된 용기뚜껑을 받아서 화살표 방향으로 반송하고 이송역(I)으로 반출한다. 그리고 결합 강화수단(20)은 상기 이송역(I)에서 용기뚜껑 이송수단(18)으로부터 인장링이 결합된 용기뚜껑을 받아서 화살표방향으로 반송하고 가압변형역(J)에서 용기뚜껑 탭편과 인장링의 일부와의 상호 말아넣은 결합부에 가압변형을 하여 결합부의 강화를 시킨 후(제1도 참조), 송출역(K)으로 반출한다.
다음에 본 발명장치의 요부인 전성형체 형성수단에 대하여 제3도 내지 제8도를 참조하여 설명한다.
제3도에 있어서 전성형체 형성수단(10)은 정지 지지축(22)을 구비하고 이 지지축(22)의 상단부에 수평지지판(24)이 고정되고 또한 상기 지지판(24)의 아래쪽에 위치하는 가동전단구(26)가 장착되어 있다. 가동전단구(26)는 지지축(22)에 회전이 자유롭게 장착된 대형기어(28) 및 원판상의 회전지지체(30)를 구비하여 이들의 기어(28)와 지지체(30)와는 일체로서 회전할 수 있도록 상호 고정되어 있다. 회전지지체(30)의 상면외주부는 상면중심부보다 얼마간 낮게 형성되고, 이 상면외주부에는 둘레방향으로 등각도 떨어져서 복수개의 가동전단날(32)이 고정되어 있다.(제3도 및 제4도 참조).
또 상기 지지판(24)의 소정위치 즉 제2도에 부호 A로 표시한 전성형체 간직역과 일치된 각도위치에는 개구(도시하지 않음)가 설치되고, 이 개구에 상기 가동전단구(26)와 협동하는 정지전단구(34)가 고정되어있다.
그런데 가동전단구(26)와 정지전단구(34)는 제5도 및 제6도에 표시한 바와 같이 구성 배치된다. 즉 정지전단구(34)는 구형상의 정지전단날(36)과 구형상의 정지안내구속부재(38)를 갖추었다. 이 전단날(36)과 안내구속부재(38)는 각각 하면이 실직적으로 수평한 공통평면을 규정하도록 상호 연결되어 있다. 안내 구속부재(38)의 전단날(36)과 맞닿는 면에는 상하 방향으로 뻗어 있는 안내홈이 형성되고 이 안내홈에 의해서 전단날(36)과 안내구속부재(38)와의 사이에 상하방향으로 뻗어있는 안내슬롯(40)이 규정된다. 안내슬롯(40)은 가동전단구(26)와 정지전단구(34)와의 협동에 의해서 전단되는 띠상 금속박판(42)의 횡단면형상에 대응한 횡단면 형상을 가지며 이 안내슬롯(40)을 통하여 띠상 금속박판(42)이 상방으로부터 하방으로 향하여 송급된다.
띠상 금속박판(42)은 제3도에 표시한 바와같이 한쌍의 안내로울(44)사이 및 한쌍의 송급로울(46)사이를 통하여 정지전단구(34)에 규정되어 있는 안내슬롯(40)에 삽입된다. 이 경우 한쌍의 안내로울(44)과 한쌍의 송급로울(46)사이에는 띠상 금속박판(42)의 양쪽 가장자리를 안내하는 한쌍의 안내홈차(48,50)가 배설되고 한쌍의 송급로울(46)과 정지전단구(34)와의 사이에도, 동일하게 띠상 금속박판(42)의 양쪽 가장자리를 안내하는 한쌍의 한내홈차(52)가 배설되어 있다.
상술한 한쌍의 송급로울(46)은 띠상 금속박판(42)을 소정거리씩 간헐적으로 송급하기 위한 띠상 금속박판 송급수단(54)의 출력단을 구성한다. 즉 제3도에 표시한 바와같이 한쌍의 송급로울(46)의 한쪽은 상기 지지판(24)위에 장착되어 있는 틀체(56)에 회전이 자유롭게 장착된 피구동축(58)에 고정되어 있다. 이 피구동축(58)은 지지판(24)위에 배설된 주지하는 구성으로 된 간헐운동기구(60)의 출력축(62)에 연결구(64)를 통하여 연결되어 있다. 한편 간헐운동기구(60)의 입력축(66)은 지지판(24)을 관통하여 하방으로 뻗어있으며 그하단에는 상기한 가동전단구(26)의 대형기어(28)에 걸어맞춘 기어(68)가 고정되어 있다. 가동전단구(26)의 대형기어(28)는 적당한 전동기구를 통하여 구동원(도시하지 않음)에 연결되고, 가동전단구(26)를 화살표방향으로 소정의 속도로 연속적으로 회전 구동한다. 이 결과 대형기어(28) 및 기어(68)를 통하여 간헐운동기구(60)의 입력축(66)이 연속적으로 회전하여 간헐운동기구(60)의 출력축(62) 및 이것에 연결된 피구동축(58)이 소정량씩 간헐적으로 회전한다. 따라서 한쌍의 송급로울(46)은 가동전단구(26)의 회전과 동기하여 띠상 금속박판(42)을 상방으로부터 하방으로 소정량식 간헐적으로 송급할 수가 있다. 또한 이 경우 띠상 금속박판(42)의 1회의 송급거리는 제8도에 표시한 전성형체(70)를 형성하는 장방형편의 폭방향 칫수로 설정된다.
또한 본 실시예에 있어서는 상술한 전성형체(70)의 성형에 있엇 불량품의 발생을 방지하기 위하여 한쌍의 안내로울(44)의 회전축(72)에 연결구(74)를 통하여 회전 엔코우더(76)의 검출입력축(78)에 연결하고 회전엔코우더(76)에 의해서 한쌍의 안내로울(44)의 회전량을 검출하도록 구성한다. 이 결과 회전엔코우더(76)는 한쌍의 안내로울(44)의 회전량에 의해서 띠상 금속박판(42)의 송급거리를 검출할 수가 있으며 이 경우에띠상 금속박판(42)의 1회의 송급거리가 소정범위로부터 일탈하였을때에 경고신호를 출력하도록 구성할 수가있다. 따라서 상기 회전엔코우더(76)에 의해서 경고신호가 발생하였을 경우에는 이때에 형성된 전성형체를 사용하여 용기뚜껑과 함께 인장링의 성형과 결합을 하더라도 불량품으로 되기 때문에 상기 경구신호의 발생의 타이밍에 맞추어서 상기 인장링의 성형 및 결합이 된 용기뚜껑을 불량품으로서 처분하도록 구성할 수가있다.
다음에 본 발명의 요부인 가동전단구(26)의 정지전단구(34)와의 협동작용에 의해서 전성형체(70)를 형성하는 동작에 관하여 제5도 내지 제7도를 참조하여 상세히 설명한다.
상기한 바와같이 본 실시예에서 가동전단구(34)는 화살표로 표시한 방향으로 연속적으로 회전 구동하는 회전지지체(30)(제4도참조)의상면외주부에둘레방향으로등각도 떼어서 복수개의 가동전단날(32)이 고정되어있으며, 회전지지체(30)의 회전에 의해서 상기 각 가동전단날(32)이 순차적으로 정지전단구(34)의 단일 정지전단날(36)과 협동하여 띠상 금속박판(42)을 전단한다. 따라서 띠상 금속박판(42)은 정지전단날(36)과 어느 하나의 가동전달날(32)이 협동하여 전성형체를 성형한 후 다음의 가동전단날(32)이 정지전단날(36)과 협동할 때까지의 동안에 있어서 띠상 금속박판(42)의 선단부가 소정 거리만큼 정지전단날(36)의 하면을 넘어서 하방으로 송출된다.
가동전단날(32)는 회전방향으로 보아서 앞쪽으로 그의 상단연에 의해서 규정된 볼록상의 날끝 가장자리(80)와 이 날끝 가장자리(80)에 계속해서 뻗어있는 볼록상의 압압면(82)을 가지고 있다. 상기 날끝 가장자리(80)는 정지전단날(36)의 정지안내 구속부재(38)에 접촉하는 면의 하단연에 의해서 규정되는 날끝 가장자리(84)와 협동하여 띠상 금속박판(42)의 선단부를 가동전단구(26)의 반경방향 내단으로부터 외단으로 향하여 점차 전단한다. 이 경우 가동전단날(32)의 각 날끝 가장자리(80)의 형상은 상기한 바와같이 그의 반경방향 내단으로부터 외단으로 향해서 점차로 띠상 금속박판(42)에 작용하여 전단한다고 하는 요건에 첨가해서 이 전단시에 띠상 금속박판(42)에 그 폭방향 전폭에 걸쳐서 균일한 전단작용을 미치도록 날끝 가장자리(80)가 실제로 띠상 금속박판(42)에 전단작용을 가하고 있는 부위에 있어서의 접선과 띠상 금속박판(42)과의 이루는 전단각( )이 날끝 가장자리(80)의 전길이에 걸쳐서 실질적으로 변화하지 않는다고 하는 요건도 만족하도록 설정하면 바람직하다. 또한
)이 날끝 가장자리(80)의 전길이에 걸쳐서 실질적으로 변화하지 않는다고 하는 요건도 만족하도록 설정하면 바람직하다. 또한 도는 상기한 특원소 58-13855호에 기술되어 있는 바와같이 20 내지 35°바람직하기는 25 내지 30°로 설정된다.또 상기한 바와같이 가동전단날(32)의 날끝 가장자리(80)와 정지전단날(36)의 날끝 가장자리(84)와의 협동에 의해서 띠상 금속박판(42)의 선단부를 그의 한쪽 가장자리로부터 다른쪽 가장자리로 향하여 점차로 전단할때 가동전단날(32)의 날끝 가장자리(80)로부터 띠상 금속박판(42)의 선단부에 가해지는 전단력에 기인하여 띠상 금속박판(42)의 선단부는 전단의 진행에 따라서 그 한쪽 가장자리로부터 다른쪽 가장자리로 향하여 만곡되는 경향이 있다. 이 경우 가동전단날(32)의 각 압압면(82)은 띠상 금속박판(42)의 선단부에 대하여 그의 한쪽면을 전단의 진행에 따라 한쪽 가장자리(제5도에서의 좌측에 위치하는 측연)로부터 다른쪽 가장자리(제5도에서 우측에 위치하는 측연)로 향하여 점차 압압하여, 상술한 만곡되는 경향을 조장시킨다. 압압면(82)는 상기 특원소 58-13855호의 명세서 및 도면에 기재되어 있는 바와같이 날끝 가장자리(80)로부터 멀어지는 방향으로 회전방향 전방쪽으로 0.5°내지 2.5°경사시켜 두는 것이 편리하다. 따라서 띠상 금속박판(42)의 선단부를 완전히 전단하는 시점에서는 띠상 금속박판(42)의 선단부는 장방형편을 그의 길이방향으로 만곡시켜서 그의 양단부를 상호 중합한 통환상의 전성형체(70)를 형성한다.(제7도 및 제8도 참조). 이와같이 하여 형성된 전형성체(70)은 제8도에 표시한 바와같이 그 상부 가장자리가 전단할때의 소의 전단뒤틀림에 의해서 외측으로 얼마간 휜 상태로 된다. 그런데 그 뒤틀림은 전성형체(70)를 인장링 성형 및 결합수단에 있어서 인장링에 성형할때에 유리하게 작용한다.
도는 상기한 특원소 58-13855호에 기술되어 있는 바와같이 20 내지 35°바람직하기는 25 내지 30°로 설정된다.또 상기한 바와같이 가동전단날(32)의 날끝 가장자리(80)와 정지전단날(36)의 날끝 가장자리(84)와의 협동에 의해서 띠상 금속박판(42)의 선단부를 그의 한쪽 가장자리로부터 다른쪽 가장자리로 향하여 점차로 전단할때 가동전단날(32)의 날끝 가장자리(80)로부터 띠상 금속박판(42)의 선단부에 가해지는 전단력에 기인하여 띠상 금속박판(42)의 선단부는 전단의 진행에 따라서 그 한쪽 가장자리로부터 다른쪽 가장자리로 향하여 만곡되는 경향이 있다. 이 경우 가동전단날(32)의 각 압압면(82)은 띠상 금속박판(42)의 선단부에 대하여 그의 한쪽면을 전단의 진행에 따라 한쪽 가장자리(제5도에서의 좌측에 위치하는 측연)로부터 다른쪽 가장자리(제5도에서 우측에 위치하는 측연)로 향하여 점차 압압하여, 상술한 만곡되는 경향을 조장시킨다. 압압면(82)는 상기 특원소 58-13855호의 명세서 및 도면에 기재되어 있는 바와같이 날끝 가장자리(80)로부터 멀어지는 방향으로 회전방향 전방쪽으로 0.5°내지 2.5°경사시켜 두는 것이 편리하다. 따라서 띠상 금속박판(42)의 선단부를 완전히 전단하는 시점에서는 띠상 금속박판(42)의 선단부는 장방형편을 그의 길이방향으로 만곡시켜서 그의 양단부를 상호 중합한 통환상의 전성형체(70)를 형성한다.(제7도 및 제8도 참조). 이와같이 하여 형성된 전형성체(70)은 제8도에 표시한 바와같이 그 상부 가장자리가 전단할때의 소의 전단뒤틀림에 의해서 외측으로 얼마간 휜 상태로 된다. 그런데 그 뒤틀림은 전성형체(70)를 인장링 성형 및 결합수단에 있어서 인장링에 성형할때에 유리하게 작용한다.
상술한 바와같이 띠상 금속박판(42)의 선단부로부터 형성된 전성형체(70)는 띠상 금속박판(42)으로부터 분리되는 시점에 있어서 정지전단날(36)과 가동전단날(32)과의 협동에 의한 전단위치의 반경방향에서 보아가장 외측에 위치한다.(제7도 참조). 이 위치는 제2도에 부호(A)로 표시한 전성형체 간직구역에 상당하며 전성형체 공급수단(12)이 전성형체 간직구역(A)에 위치하는 전성형체(70)를 간직한다. 또한 전성형체 공급수단(12)으로서는 예컨대 제7도에 표시한 바와같이 간직구(86)의 선단부에 전성형체(70)의 외경부다 약간대경의 만곡면(88)을 형상하여이 만곡면에 자석(90)을 매설하여 금속제 전성형체(70)를 자력에 의해 흡착 간직하도록 구성할 수가 있다.
또 본 실시에에 있어서는 상기와 완전히 동일하게 구성한 다른 전성형체 형성수단(10)을 전성형체 공급수단(12)에 대하여 좌우 대칭적으로 설치한다(제2도 및 제4도 참조). 이 결과 공통의 전성형체 공급장치(12)에 대한 전성형체(70)의 공급량을 배증할 수가 있으며 인장링 성형 및 결합수단에 있어서의 용기뚜껑의 성형능력을 증대할 수가 있다.
다음에 본 발명장치의 요부인 전성형체 공급수단의 실시예에 관하여 제9도 내지 제12도를 참조하여 설명한다.
제9도에 표시한 바와같이, 본 발명장치에 있어서의 전성형체 공급수단(94)은 전성형체 형성수단(92)에 의해서 연속적으로 형성된 통환상의 전성형체를 1개씩 간직하여 이것을 순차적으로, 다은 공정의 인장링성형 및 결합수단(98)에 공급하도록 동작한다. 즉, 본 실시예의 전성형체 공급수단(94)은 제10도에 표시한 바와같이 지지다리(104)에 의해서 지지된 정지지지판(106)과, 이 정지지지판(106)을 관통하여 연직방향으로 뻗어있는 회전축(108)으로 구성되어 있다. 회전축(108)의 하부에는 적의 구동원과 결합하는 대형입력기어(110)가 고정되어 있다. 한편 회전축(108)의 상단부에는, 원반(112)이 고정되어 있으며, 이 원반(112)의 상면 주연부에는 제9도에 표시한 바와같이 둘레방향으로 등각도 떨어져서 복수개의 간지구(114a,114b)가 설치되어 있다. 이들 복수개의 간직구(114a,114b)중 1개 간격으로 위치하는 반수의 간직구(114a)는 원반(112)에 대하여 반경방향으로 슬라이딩이 자유로이 배설되어서 다른 반수의 간직구(114b)는 원반(112)에 고정되어 있다. 즉 원반(112)에는 반수의 간직구(114a)가 위치하는 각도위치에 반경방향으로 뻗어있는 안내홈이 각각 형성되어서 이들의 안내홈에 활동체(116)가 반경방향으로 슬라이딩이 자유로이 장착되어 있다.
활동체(116)는 제10도 및 제11도에 표시한 바와같이 고정나사(118)에 의해서 연결된 슬라이딩부채(120)와 상안내판(122) 및 하안내판(124)으로 구성되어 있다. 슬라이딩부재(120)를 협지하는 상안내판(122) 및 하안내판(124), 안내홈의 폭 및 길이보다도 큰폭 및 길이를 가지며, 상안내판(122)의 하면이 원반(112)의 상면에 접촉하여 한안내판(124)의 상면이 원반(124)의 상면이 원반(112)의 하면에 접촉하도록 구성 배치된다. 또 활동체(116)에는 하안내판(124)을 넘어서 하방으로 돌출하는 축(126)이 고정되어서, 이 축(126)의 하단에 종동로울러(128)가 회전 자유로이 장착되어 있다. 한편, 정지지지판(106)상에는 환상캠블럭(130)이 고정되어 있으며, 이 환상 캠블럭(130)의 상면에 상기 종동로울러(128)를 수용하는 캠홈(132)이 형성되어 있다. 따라서 회전축(108)의 회전에 의해서 원반(112)이 회전하면 이것에 따라서 활동체(116)가 회전하나, 이 회전때에 활동체(116)는 캠홈(132)의 형상에 따하서 반경방향으로 활동한다. 즉, 본 실시예에 의하며, 간직구(114a,114b)중 반수의 간직구(114a)는 활동체(116)의 상안내판(122)의 위에 고정나사(134)에 의해서 고정되며, 활동체(116)와 일체적으로 회전하는 동시에 반경방향으로 활동하도록 구성이 된다(제10도 참조). 이것에 대하여, 다른 반수의 간직구(114b)는 연결부재(136)를 통하여 고정나사(138)에 의해서 원반(112)에 고정이 된다(제10도 참조). 이 경우, 간직구(114b)는 원반(112)과 동시에 회전하나, 원반(112)에 대하여 반경방향으로 활동하는것은 아니다.
이들의 간직구(114A,114b)의 구성에 대하여 더우기 상세히 설명하면, 제11도에 표시한 바와같이 원반(112)의 외주를 넘어서 돌출하는 선단부에는, 예컨대 제12도에 표시한 바와같이 성형된 간직할 전성형체(140)의 대략 반분을 수용하는 대략 원형 형상의 절결부(142)가 형성되어 있다. 또 이 절결부(142)를 규정하는 선단면에는 자석(144)이 고정되어 있다. 이와같이 구성한 간직구(114a,114b)는 자석(144)이 생기는 자력작용에 의해서, 자생금속재료에서 구성되는 전형성체(140)를 상기 절결부(142)에 흡착 간직된다. 또한, 전성형체(140)가 비자성금속재료로 구성되어 있는 경우 상기 간직구(114a,114b)는 자석(144)으로 대체하여, 예컨대 진공흡착 간직수단 또는 기계적 간직수단 등을 설치하여 전성형체를 간직하도록 구성하면 바람직하다.
다음, 상술한 구성으로부터 이루어진 전성형체 공급수단(94)의 작용에 대하여 제2도, 제9도 및 제10도를 참조하면서 설명을 한다.
앞서, 도시하지 않은 구동원으로부터 회전축(108)의 하부에 고정된 입력기어(110)에 전달되는 구동력에의해서 회전축(108) 및 원반(112)은 화살표방향으로 연속적으로 회전 구동한다. 이 원반(112)의 회전에 있어서 간직구(114a,114b)중 1개마다에 위치하는 반수의 간직구(114a)는 전성형체 형성수단(92)에 의해서 형성된 전성형체(140)(제12도 참조)를 전성형체 간직역 A에 있어서 간직하며, 이것을 전성형체 수역 C에 반송한다. 한편 다른 반수의 간직구(114b)는, 따로 설치된 전성형체 형성수단(92)에 의해서 형성된 전성형체(140)를 전성형체 간직구(13)에 있어서 간직하고, 이것을 전성형체 수역(C)으로 반송한다. 전성형체 수역 C에 반송된 전성형체(140)은 여기서 인장링 성형 및 결합수단(98)에 받아진다.
이 경우에 반수의 간직구(114b)는 전성형체 간직구 B을 통과할때에 전성형체(58)를 간직하고 전성형체수역(C)에 있어서 인장링 형성 및 결합수단(98)에 전성형체(140)을 받아 넘기기 위해, 전성형체 간직역 A를 통과할때에 전성형체(140)를 간직하지 않는다. 그러나 다른 반수의 간직구(114a)는 전성형체 간직역(A)를 통과할때에 전성형체(140) 를 간직하며, 이 상태 그대로 다른쪽의 전성형체 간직역 B를 통과하여 전성형체 수역 C에 있어서 인장링 성형 및 결합수단(98)에 전성형체(140)를 받아 넘기도록 동작을 한다. 이때문에 본 실시예에 있어서는 간직구(114a)과 이것을 고정하는 활동체(116)가 영역(146)에 있어서 캠홈(132)에 의해 통상위치로부터 점차 반경방향 내측에 인입되어서, 영역(148)에 있어서 캠홈(132)에 의해 점차 반경방향 외방의 통상위치에 복귀되도록 구성하였다. 이에 따라서 상기 반수의 간직구(114a)는 전성형체(140)을 간직한 상태에서 전성형체 간직역 B를 통과할때에, 전성형체 형성수단(92)에 있어서 형성되어가는 전성형체으로의 간섭을 방지할 수 있다.
또, 본 실시예의 전성형체 공급수단(94)에 의하면 전성형체 형성수단(92)에 의해서 형성된 전성형체(140)는 제12도에 표시한바와 같이 양단부가 상호로 중합한 통환상으로 형성되나, 상호 중합한 양단부가 전성형체 형성수단(92)측에, 위치하고, 간직구(114a,114b)의 절결부(142)에는 전성형체(140)의 상호 중합하는 양단부 이외의 부분의 외측면이 항상 정위치에 간직되도록 하는 것을 특징으로 한다.
다음에 본 발명장치의 요부인 용기뚜껑 공급수단의 실시예에 대하여 제13도 및 제14도를 참조하여 설명한다.
본 발명장치에 있어서 용기뚜껑 공급수단(152)는 실질상 연직으로 뻗어있는 정지지지축(160)을 구비하여, 이 지지축(160)의 주위에 베어링부재(162)를 통하여 중공원통체(164)가 회전 자유로이 장착되어 있다. 중공원통체(164)는 그 상산에 회전반송반(166)을 고정한는 것과 동시에 적의 구동원과 연결하여, 상기 회전반송반(166)을 소정의 방향으로 연속적으로 회전구동이 되도록 구성이된다. 회전반송반(166)의 외주에는 둘레방향으로 등간격을 떼어서 복수개의 용기뚜껑 수입블록(168)이 고정되어 있다. 이들 블록(168)의 외주면에는, 반경방향 외방으로 개방하는 동시에 연직 상방으로 개방하는 용기뚜껑 수입포킷(170)이 설치되어 있다. 이 포킷(170)은 용기뚜껑(172)의 스커어트벽(176)의 높이의 대략 반분의 반경방향 깊이를 가지고, 그 상반부의 편측면(180)(회전반송반(166)의 회전방향에서 보아서 하류측의 측면)은 하방향으로 향하여 회전방송반(166)의 회전방향에서 보아서 상류측으로 경사되어 있다.(제14도 참조). 또 포킷(170)의 상반부의 타측면(182)(회전반송반(166)의 회전방향에서 보아서 상류측의 측면)은 상단이 하방향으로 향하여 회전반송반(166)의 회전방향에서 보아 하류측으로 경상되어 그리고 이 상단의 경사부에 계속되는 대부분은 실질상 연직으로 뻗어 있다.
그리고, 포킷(170)의 하단부는 용기뚜껑(172)의 스커어트벽(176)의 외형의 일부에 대응한 호상으로 되어 있다. 또 용기뚜껑 수입블록(168)에는 포킷(170)의 연직방향의 거의 중간부에 블록(168)의 주방향전체에 걸쳐서 뻗어있는 홈(184)이 설치되어 있다. 이 홈(184)의 반경방향 깊이는 포킷(170)의 반경방향 깊이보다 상당히 크게 설정한다. 또한 홈(184)의 반경방향 내측부는 후술하는 용기뚜껑 수역 E에 있어서 인장링 성형 및 결합수단(16)에 설치된 호상 정지안내레일의 일단을 받아들이는 작용을 가진다.
또, 본 실시예의 용기뚜껑 공급수단(152)은 상기 회전반송반(166)의 외주면에 따라서 뻗어있는 정지안내 레일(186)이 설치되어 있다. 이정지안내레일(186)은 지지다리(188)에 의해서 지지되며, 회전반송반(166)의 회전방향으로 보아서 용기뚜껑 간직역 D보다도 약간 상류측으로부터 용기뚜껑 수역(E)까지 뻗어있다(제2도 참조). 정지안내레일(186)의 내면(190)은 상기 블록(168)의 외주면에 대하여 소정의 간격(예컨대 용기뚜껑(172)의 스커어트벽(176)의 높이의 대략 반분의 간격)을 두고 위치시킨다. 또 정지안내레일(186)의 상면내측부(192)는 하류단부를 제하고, 상기 블록(168)의 상면과 실질상 동일의 높이의 평단면으로서 형성이 된다.
제14도에 표시한바와 같이 용기뚜껑 간직역 D에 있어서는 용기뚜껑 공급수단(152)에 대하여, 적어도 하단부(배출단)이 실질상 연직으로 연재하는 용기뚜껑 송급슈우트(194)가 배설되어 있다. 이 슈우트(194)는 용기뚜껑(172)의 외경에 대응한 폭을 가지는 송급로(196)를 구비하여, 이 송급로(196)의 전면을 규정하는 앞벽(198)의 폭방향 중심부에는 용기뚜껑(172)의 찢어내는 탭편(174)의 폭에 대응한 폭을 가지는 개방홈(200)이 성치되어 있다. 또, 슈우트(194)의 하단부는 회전반송반(166)의 상면에 근접하여 위치하며, 회전반송반(166)의 회전에 의해서 블록(168)이 슈우트(194)의 하단이 블록(168)이 형성된 포킷(170)과 정합한다.
이와같이 구성된 용기뚜껑 공급수단(152)은 용기뚜껑(172)이 도시하지 않는 적의의 공급원으로부터 슈우트(194)에 반입되어 이 슈우트(194)를 통하여 송급이 된다. 즉 용기뚜껑(172)은 제4도에 표시한바와 같이, 그천면벽(178)의 외면을 뒷벽(202)을 향하여 찢어내는 탭편(174)을 앞벽(198)의 개방홈(200)을 통하여 전방으로 돌출시켜, 그리고 용기뚜껑(174)의 송급방향으로 보아서 찢어내는 탭편(174)이 후방으로 위치하는 상태에서 슈우트(194)에 반입되어, 슈우트(194)를 통하여 송급이 된다. 다음에 회전반송반(166)의 회전에 대하여 블록(168)이 슈우트(194)의 하방에 위치할때마다 슈우트(194)의 하단에서 용기뚜껑(172)이 배출되어 블록(168)의 포킷(170)에 수용된다. 이 경우 용기뚜겅(172)은 그 천면벽(178)의 외면이 반경방향내로 향하고 또한 그찢어내는 탭편(174)이 연직방향 최상위에 위치하는 상태에서 블록(168)의 포킷(170)에 수용이 된다(제14도 참조). 이와같이 하여 블록(168)의 포킷(170)에 용기뚜껑(172)이 수용되면, 용기뚜껑(172)의 찢어내는 탭편(174)의 기부가 정지안내레일(186)의 상면(192)에 접촉하여 지지되어, 이것에 의해서 포킷(170)내에서 용기뚜껑(172)이 그 중심축선을 중심으로 하여 회동하는 것이 저지된다. 또 용기뚜껑(172)은 포킷(170)으로부터 반경방향 바깥쪽에 돌출되어 있는 스커어트벽(176)의 밑가장자리가 정지안내레일(186)의 내면(190)에 접촉하므로서, 회전반송반(166)의 회전에 기인하여 용기뚜껑(172)에 작용하는 원심력에 의해서 포킷(170)으로부터 반경방향 바깥쪽에 탈락되는 것을 방지한다. 따라서 포킷(170)에 수용된 용기뚜껑(172)은 제14도에 표시하는 바와같은 상태로 유지된 그대로, 회전반송반(166)의 회전에 의해서 소정의 방향으로 반송이 된다. 그리고, 포킷(170)에 수용되어 있는 용기뚜껑(172)이 용기뚜껑 수역 E(제2도 참조)까지 반송되면 용기뚜껑(172)은 포킷(170)에서 인장링 성형 및 결합수단(16)에 받아 넘겨진다.
더우기 본 실시예에 있어서 용기뚜껑 공급수단(152)은 제14도에 표시한바와 같이, 선택적으로 작동하여 슈우트(194)로부터 블록(168)의 포킷(170)으로의 용기뚜껑(172)의 이송을 저지하는 이송저지핀(204)가 설치된다. 즉 이 핀(204)은 제14도에 실설으로 표시한 비작용위치와 2점 쇄선으로 표시한 작용위치 2점쇄선에서 표시한 작용위치와의 사이를 이동 자유로이 장착되어 있다. 따라서 핀(204)에는 예컨대 유체압실린더 기구등의 작동 수단(206)이 부설되어 있을며, 이 작동수단(206)에 의해 핀(204)이 상기 비작용위치와 작용위치와의 어느것인가에 선택적으로 위치결정이 된다. 그런데 상기 비작용위치에 있어서, 핀(204)는 슈우트(194)로부터 블록(168)의 포킷(170)에 이송되는 용기뚜껑(172)에 하등 간섭하지 않으나, 작용위치에서는 핀(204)의 자유단부가 개방홈(200)을 통하여 슈우트(194)내에 돌출하여, 슈우트(194)의 하단에 위치하고 있는 용기뚜껑(172)의 스커어트벽(176)내에 진입하여 용기뚜껑(172)의 하방으로의 이동을 저지한다. 또, 핀(204)은 장치가 운전정지되어 있는 경우, 상기 작용위치에 위치결정되어, 장치의 운동이 개시되면 소정의 타이밍으로 상기 비작용위치에 위치결정이 되며 그리고 장치의 운전이 정지되는 직전에 소정의 타이밍에서 상기 작용위치에 다시 위치결정이 된다. 이 경우, 핀(204)의 작용위치로부터 비작용위치에로의 위치결정 및 비작용위치에서 작용위치로의 위치결정은 회전반송반(166)의 외주에 배설된 블록(168)의 포킷(170)이 슈우트(194)의 아래쪽에 존재하지 않은 시기, 따라서 슈우트(194)의 아래쪽에는 포킷(170)사이의 부분이 존재하고 있어 슈우트(194)의 하단에 존재하는 용기뚜껑(172)이 부분적으로도 포킷(170)내에 들어있지 않은 시기에 수행이 된다. 이와같은 핀(204)의 위치결정 동작 타이밍은 예컨대 적의의 회전엔코우더 등을 사용하여 회전반송반(166)의 회전등 다음에 본 발명장치의 요부인 인장링 성형 및 결합수단의 실시예에 대하여 제15도 내지 제24도를 참조하여 설명한다.
본 발명장치에 있어서 인장링 성형 및 결합수단(208)은 제15도에 표시한바와 같이 실질상 연직으로 뻗어있는 정지지지축(214)을 구비하여, 이 지지축(214)의 주위에는 베어링부재(216,218)를 통하여 회전지지체(220)가 회전 자유로이 장착되어 있다. 회전지지체(220)는 그 하단부에 대형 입력기어(222)가 고정되어서, 이 기어(222)를 통하여 적의의 구동원으로 연결되어, 소정의 방향으로 연속적으로 회전구동되도록 구성이 된다. 상기 지지축(214)에는 상단부에 제1의 환상캠블록(224)이 고정되어 있다. 이 제1의 환상캠블록(224)의 원통상 수하부의 외주면에는 환상캠홈(226)이 설치되어 있다. 또 제1의 환상캠홈(224)의 상단부 외주에는 제2의 환상캠블록(228)이 고정되어 있으며, 이 제2의 환상캠블록(228)의 외주면에 환상캠홈(230)이 설치되어있다. 본 실시예의 인장링 성형 및 결합수단(208)에는 더욱 상기 회전지지체(220)의 한 단부에 대하여 소정의 간격을 두고 그 주위에 환상정지지지판(232)이 설치되어 있다. 이 지지판(232)은 지지다리(234)에 지지되어 그 윗면에는 제3의 환상캠블록(236) 및 제4의 환상캠블록(238)이 고정되어 있다. 제3의 환상캠블록(236)의 외주면에는 환상캠홈(240)이 설치되어, 제4의 환상캠블록(238)의 외주면에는 환상캠홈(242)이 설치되어 있다.
또 회전지지체(220)에는 주방향으로 등간격을 떼어서 복수개의 인장링 성형 및 결합유닛(244)이 배설되어있다. 즉 상기 회전지지체(220)의 상반부는, 상기 인장링 성형 및 결합유닛(244)의 개수와 대응한 정다각형상의 외형을 가지며, 이들 다각형의 각 외측면(246)에 각각 인장링 성형 및 결합유닛(244)이 배설되어 있다.
이들 인장링 성형 및 결합유닛(244)은 각각 회전지지체(220)의 외측면(246)에 고정나사(248)에 의해서 고정된 지지부재(250)가 설치되어 있다. 지지부재(250)는 제16도 및 제17도에 표시된바와 같이 그 상반부(252)의 반경방향 칫수가 하반부(254)의 반경방향 칫수보다도 크고, 상반부(252)가 하반부(254)의 반경방향 외면을 넘어서 돌출되어 있다. 제16도에 표시한바와 같이 지지부재(250)의 하반부(254)의 반경방향 외면을 넘어서 돌출하여 있는 상반부(252)의 반경방향 외측부에는, 연직방향으로 관통하여 뻗어 있는 방형단면의 홈(256)이 설치되어 있다. 이 홈(256)은 지지부재(250)의 상반부(252) 자체에 있어서는 반경방향 바깥쪽에 개방되어 있으나, 지지부재(250)의 상반부(252)의 반경방향 외면에는 고정나사(258)에 의하여 외측부재(260)가 고정되어 있으며 이 외측부재(260)가 상기 홈(256)의 반경방향 외면을 피복하고 있다. 다시 지지부재(250)에는 상반부(252)의 반경방향 내측부 및 하반부(254)를 통하여 연직방향을 관통하여 뻗어있는 홈(256)이 설치되어 있다. 이 홈(262)은 상기 홈(256)의 사각형 단면보다도 조금작은 사각형 단면을 가지며, 지지부재(250)의 상반부(252)에 있어서 반경방향으로 상기 홈(256)으로 직접으로 계속하여, 하반부(254)에 있어서 반경방향 바깥쪽에 개방되어 있다. 또 지지부재(242)의 상반부(252)에 있어서는 상단부를 제하고 상기 홈(262)과 동일한 폭으로 이 홈(262)에서 지지부재(250)의 반경방향 내측단까지 뻗어있는 홈(264)이 설치되어 있다. 따라서, 상기 상반부(252)에 있어서는 그 상단부를 제하고 지지부재(250)는 홈(264,262 및 256)에 의해서 반경방향 내측단으로부터 반경방향 외측단까지 연속하여 개구하고 있다.
한편, 제15도 및 제17도에 표시한바와 같이 지지부재(250)의 하반부(254)의 하단부에 있어서는 하반부(254)의 반경방향 외면에 고정나사(266)에 의해서 외측부재(268)가 고정되어 있으며, 이 외측부재(268)가 상기 홈(262)의 반경방향의 외면을 피복하고 있다.
제15도에 있어서 지지부재(250)의 상반부(252)에 설치된 홈(256)에는 이 홈(256)의 단면형상으로 대응한 사각형 단면을 가진 각주(270)가 연직방향으로 슬라이딩이 자유로이 장착되어 있다. 이 각주(270)의 하단에는 접시스프링(272)을 협지한 2장의 판부재(274,276)를 통하여 각주(278)가 고정되어 있다. 이 각주(278)에는 하방으로 개방된 원형단면의 구멍(280)이 설치되어 이 구멍(280)의 상단으로부터 상방에 각주(278)를 관통하여 뻗어있는 상기 구멍(280)보다도 조금 소경의 구멍(282)이 설치되어 있다. 또 접시스프링(272) 및 이것을 협지하는 2매의 판부재(274,276)에도, 상기 구멍(282)과 정합하는 관통공(284)이 설치되어 있다. 그리고 각주(278)에 설치되어 있는 상기 구멍(280)의 상단에 두부가 위치하는 고정나사(286)가 상기 구멍(282,284)을 통하여 상기 각주(270)의 하단부에 형성되어 있는 나사구멍(288)에 나사맞춤되어서 이것에 의해서 각주(270)의 하단에 접시스프링(272)를 협지한 2매의 판부재(274,276) 및 각주(278)가 고정되어 있다. 접시스프링(272)를 협지한 2맹의 판부재(274,278) 및 각주(278)는 각주(270)의 단면외형과 동일한 단면외형을 가지고 각주(270)와 동시에 홈(256)내를 연직방향으로 슬라이딩할 수가 있다.
또 각주(270)에 설치되어 있는 상기 구멍(280)의 하단에는 환상의 상부에 말아넣는 공구(300)의 상단이 고정되어 있다. 즉 상기구멍(280)의 내면에 형성되어 있는 견부의 상부에 말아넣는 공구(300)의 상단을 맞닿는 동시에, 상부에 말아넣는 공구(300)의 외주면에 형성되어 있는 견부에 맞닿는 고정부재(302)를 각주(278)의 하단에 고정하므로서 구멍(280)의 하단에 상부 말아넣는 공구(300)의 상단이 고정되어 있다. 이 상부 말아넣는 공구(300)내에는 상부 맨드레일부재(304)가 연직방향으로 슬라이딩 자유로이 장착되어 있다. 상부 맨드레일부재(304)의 상단과 상기 고정나사(286)의 두부와의 사이에는 상부 맨드레일부재(304)를 연직방향하방에 탄성적으로 편기하는 스피링부재(306)이 개재되어 있다. 상부 맨드레일부재(304)의 연직방향하방으로의 이동은, 그상단에 형성된 프랜지부의 하면이 상부에 말아넣는 공구(300)의 상단면에 맞닿으므로서 제한이 된다. 상부 맨드레일부재(304)에는 연직방향으로 뻗어있는 스롯(308)이 설치되어 그 스롯(308)에는 상부 말아넣은 공구(300)를 관통하여 뻗어있는 양단이 각주(278)에 고정되어 있는 수평핀(310)이 삽통되어 있다.
수평핀(310)은 각주(278) 및 상부 말아넣는 공구(300)에 대하여 상부 맨드레일부재(304)가 스프링 부재(306)의 탄성 편기작용을 버티면서 연 직방향 상방에 소정범위에 걸쳐서 상대적으로 이동하는 것을 허용하는 동시에 각주(278)에 대하여 상부 말아넣는 공구(300) 및 상부 맨드레일부재(304)이 연직 방향으로 뻗어있는 중심축선을 중심으로 하여 상대적으로 회전하는 것을 저지한다. 다른쪽, 상기 각주(270)의 상단부에는 수평방향으로 뻗어있는 축(312)이 고 정되어 이 축(312)의 내측 돌출단부에 상기 제1의 환상캠블록(224)이 설치된 환상캠홈(226)에 수용된 종동 로울러(314)가 호전 자유로이 장착되어 있다. 이와같이 하여 회전지지체(220)가 소정방향으로 회전할때에 각주(270),따라서 그하단에위치할 상부말아넣는공구(300) 및 상부 맨드레일부재(304)는 환상캠홈(266) 에 의해서 규정되는 궤적에 따라서 연직방향으로 승강하는 것이 양해가 될 것이다.
제15도, 제16도, 및 제18도에 있어서, 지지부재(250)의 상반부(252)의 반경방향 외면에 고정된 상기 외측부재(250)의 외면에는, 가로 방향으로 소정간격 떨어져서 연직방향으로 뻗어있는 1쌍의 안내부재(316)가 고정도어 있고, 이 1쌍의 안내부재(316) 사이에 연직방향으로 뻗어있는 안내홈(318)이 설정되어 있다. 그리고, 이 안내홈(318)에 가늘고 긴 활동판(320)이 연직방향으로 슬라이딩 자유로이 장착되어 있다. 외측부재(260) 및 1쌍의 안내부재(316)의 하단을 넘어서 하방에 돌출하는 활동판(320)의 하단 내측면에는 합성고무등의 유연한 재료로부터 이루어진 압압부재(322)가 접합되어 있다. 다른쪽 활동판(320)의 하단부 외면에는 거기서 다시 연직방향 상방으로 뻗어있는 판부재(324)가 고정되어 있고, 이 판부재(324)의 상단부에 수평방향으로 뻗어있는 축(326)이 고정되어 있다. 그리고 이 축(326)의 내측 돌출단부에는 상기 제2의 환상캠블록(228)에 설치된 환상캠홈(230)에 수용된 종동로울러(328)이 회전 자유로이 장착되어 있다. 이와같이 하여 회전지지체(220)가 소정방향으로 회전할때에 활동판(320)은 환상캠홈(230)에 의해서 규정되는 궤적에 따라서 연직방향으로 승강하는 것이 양해된다.
제15도 및 제17도에 있어서, 지지부재(258)의 하반부(254)의 반경방향 외면으로 고정된 외측부재(268)에는, 연직방향으로 관통하는 원형단면의 구멍(330)이 설치되어 있다. 이 구멍(330)에는 상단부 및 하단부를 제한 주부를 상기 구멍(330)의 원형단면에 대응한 원형단면으로 한 하부 맨드레일부재(332)가 그 축선을 중심으로 하여 회전하는 것은 할 수 없으나 연직방향으로 슬라이딩 자유로이 장착되어 있다. 하부 맨드레일부재(232)의 하단부는, 외측부재(268)의 하단을 넘어서 하방으로 돌출되어 있으며, 이 돌출부에 수평방향으로 뻗어있는 축(334)이 고정되어 있다. 그리고 이 축(334)의 외축 돌출단부에는 상기 제4의 환상캠블록(238)에 설치된 환상캠홈(242)에 수용된 종동로울러(336)가 회전 자유로이 장착되어 있다. 이와같이 하여 회전지지체(220)이 소정방향으로 회전할때에 하부 맨드레일부재(130)은 환상캠홈(242)에 의해서 규정되는 궤적에 따라서 연직방향으로 승강되는 것이 양해된다. 또 이 하부 맨드레일부재(332)는, 상기 상부 맨드레일부재(304)에 대한 연직방향으로 정합 위치하여, 상부 맨드레일부재(304)와 협동한다. 상기 외측부재(268)에는 그 상면에 환상의 하부 말아넣는 공구(338)가 고정되어 있다. 즉 상기 구멍(330)의 주위, 따라서 상기 하부 맨드레일부재(332)의 주위에 위치하는 하부 말아놓는 공구(338)는 상기 상부 말아넣는 공구(300)에 대하여 연직방향으로 정합하여 위치하고 상부 말아넣는 공구(300)와 협동한다. 다시 상기 외측부재(268)에는 그 외면상 단부에 용기뚜껑을 받아넣는 용기뚜껑을 받아넣는 포킷(340)이 설치되어 있다.
제15도에 있어서 인장링 성형 및 결합유닛(244)은 햄머수단(342)을 구비하고 있다. 즉 이 햄머수단(342)은 상기 각주(270)의 연직방향 중간부에 반경방향으로 관통한 개구(344)에 있어서 양단이 각주(270)에 고정된 제15도의 수직방향으로 뻗어있는 핀(346)에 의해서 추착되어 있다. 이 핀(346)에는 대략 L자상의 아암(384)이 선회 자유로이 장착되어, 이 아암(348)의 선단부는 상기 외측부재(260)에 설치된 개구(350) 및 상기 활동판(320)에 설치된 개구(352)를 통하여 바깥쪽에 돌출되어 있다(제18도 참조). 더욱 아암(348)의 선단부에는 거기서부터 다시 돌출하는 연결부재(354)가 고정나사 (356)에 의해 고정되어, 이 연결부재(354)에 햄머공구(358)이 장착되어 있다. 이 경우, 연결부재(354)에 대한 햄머공구(358)의 장착은 다음과 같이 행하여 진다. 연결부재(354)의 선단부에 관통공이 설치되어, 이 관통공을 통하여 양단부에 나사가 설치되어 있는 연결봉(360)이 뻗어서 설치되어 있으며, 이 연결봉(360)의 일단부가 햄머공구(358)에 나사맞춤되어 연결부재(354)의 외면을 넘어서 돌출하는 타단부에 고정너트(362)가 나사 맞춤되어서, 햄머공구(358)이 연결부재(354)에 장착이 된다. 연결부재(354)와 햄머공구(358)의 상호간에 대향하는 면에는 오목부가 설치되어 있으며 이 오목부에 의해서 규정되는 공간에는 상기 연결봉(360)이 관통하여 복수매의 접시스프링(364)이 수용되어 있다. 이 접시스프링(364)은 후술하는 바와같이 햄머공구(358)의 선단이 용기뚜껑의 찢어내는 탭편의 자유단부를 타격하여 이것을 가압할때의 충격을 탄성적으로 완충한다. 다른쪽, 상기 아암(348)의 후단부는, 지지부재(250)에 설치한 홈(262,264)내에 돌출하고 있다. 그리고 아암(348)의 후단부에는, 연결레버(366)의 일단이 선회 자유로이 연결되어 있다. 연결레버(366)의 타단에는, 활동레버(368)의 상단에 선회 자유로이 연결되어 있다. 이 활동레버(368)는 제15도 및 제17도에 표시한바와 같이 지지부재(250)에 설치한홈(262)에 연직방향으로 슬라이딩 자유로이 장착되어 있다.
즉, 활동레버(368)의 하단부는 지지부재(250)의 하단을 넘어서 하방으로 돌출하여 있으며, 거기에 수평방향으로 뻗어있는 축(370)이 고정되어, 이 축(370)의 내측 돌출단에 상기 제3의 환상캠블록(236)이 설치된 환상캠홈(240)에 수용된 종동로울러(372)이 회전 자유로이 장착되어 있다. 이와같이 하여 회전지지체(220)가 소정방향으로 회전할때에, 활동레버(368)는 환상캠홈(240)에 의해서 규정된 궤적에 따라서 연직방향으로 승강하는 것이 양해가 될 것이다. 이 경우, 활돌레버(268)가 상승할때에는 아암(348)이 핀(346)을 중심으로 한 반시계방향으로 선회하고 반대로 활동레버(366)가 하강한때에는 아암(348)이 핀(346)을 중심으로 하여 시계향으로 선회한다(제15도 참조). 또한 이와같이 활동레버(368)가 상승하여 아암(348)이 핀(346)을 중심으로 하여 반시계방향으로 선회하면, 햄머공구(358)의 선단은 상기 활동판(320)의 하단에 설치되어 있는 개구(374)를 통하여 반경방향 내측에 돌출하여 (제18도 참조), 용기뚜껑의 찢어내는 탭편의 자유단부에 작용한다.
제19도는 상술한바와같이 회전지지체(220)가 1회전할때에 각각 승강동작하는 인장링 성형 및 결합유닛(244)에 있어서, 각주(270)(이것에 장착된 상부말아넣는 공구(300) 및 상부 맨드레일부재(304))와, 하부 맨드레일부재(334)와 활동판(320)과, 햄머수단(342)의 활동레버(368)와의 각각 승강궤적을 표시한 것이다. 또한 제19도에 있어서 외전각도 0도 및 360도는 제2도에 표시한 인장힝 성형 및 결합수단(16)의 전성형체 수역 C에 대응한다.
다음에 19도와 동시에 제20도를 참조하면서 인장링 성형 및 결합유닛(244)의 작용에 대하여 설명한다.
제20도에 있어서 전성형체 공급수단(12)의 간직구(376a,376b)의 선단에 간직되어 있는 전성형체(378)가 전성형체 수역 C에 도달하는 것과 같이하여 인장링 성형 및 결합유닛(244)를 구성하는 상부 맨드레일부재(304) 및 하부 맨드레일부재(332)의중심축선이 전성형제 수역 C에 도달한다. 이 경우 전성형체 수역 C보다도 상류측에 있어서는 상부 맨드레이부재(304)의 하단과 하부 맨드레일부재(332)의 상단과의 사이에는 충분한 간격이 존재하여 상부 맨드래일부재(304)의 하단 및 하부 맨드레일부재(332)의 상단은, 각각 간직구(376a) 또는 (376b)에 의해서 전성형체 수역 C에 반송되어 있는 전성형체(378)보다도 상방 또는 하방에 위치하고 있다. 상부 맨드레이부재(304)는 제 20도에 표시한바와 같이, 원주상의 주부(380)와 하방에 향하여 점차 앞이 가늘게 된 대략 원추상의 하단부(382)를 가지며, 또 하부 맨드레일부재(332)은 원주상의 주부(384)와 상방으로 향하여 점차 앞이 가늘게 된 대략 원추상의 상단(386)을 가지고 있다. 그리고, 상부 맨드레일부재(304)의 주부(380)의 외경과 하부 맨드레일부재(332)와 주부(384)의 외경과는 사실상 동일하다. 더욱 상부 맨드레일부재(304)의 하단부(382)와 하부 맨드레일부재(332)의 상단부(386)와는, 각가 타방을 완전히 받아들이는 상보적 절결부(388, 390)가 설치되어 있으며, 상부 맨드레일부재(304)의 하단부(382)와 하부 맨드레일부재(332)의 상단부(386)을 충분히 조합시키면, 제20도의 좌단부에 표시한 바와 같이 상부 맨드레일부재(304)의 주부(380)와 하부 맨드레일부재(332)의 주부(384)등이 맞닿아므로서 이들이 실질상 연속된 원주상의 연직 맨드레일(392)를 구성한다.
그런데 제19도로부터 명백한바와 같이 제20도에 실선으로 표시한 위치에서 화살표방향으로 상부 맨드레일부재(304) 및 하부 맨드레일부재(332)가 선회하여 전성형체 수역 C에 도달할때에는 각주(270)가 하강하여 상부 맨드레일부재(304)가 하강하는 동시에 제21도에 표시한바와 같이 상부 맨드레일부재(304)의 하단부(382) 및 하부 맨드래일부재(332)의 상단부(386)는 각각 때를 맞추어 전성형체 수역 C에 도달한 전성형체(378)내에 상방 및 하방으로부터 삽입되어, 상호간 부분적으로 조합이 된다. 다음, 전성형체 수역 C로부터 간직구(376a, 376b)는 화살표방향으로 선회하고, 상부 맨드레일부재(304) 및 하부 맨드레일부재(332)는 화살표방향으로 선회한다. 따라서 이때 간직구(376a, 376b)와 상부 맨드레일부재(304) 및 하부 맨드레일부재(332)는 점차 멀어지나 이때 전성형체(378)는 상호간 부분적으로 조합된 상부 맨드레일부재(304)의 하단부(382)와 하부 맨드레일부재(332)의 상단부(386)와의 주위에 존재하므로서 전성형체(378)를 예컨대 자기적으로 흡착 간직하고 있던 간직구(376a, 376b)의 선단으로부터 이탈하여 상부 맨드레일부재(204) 및 하부 맨드레일부재(332)로 받아진다. 상부 맨드레일부재(304)는 전성형체 수역 C로부터 화살표방향으로 선회할때에는 각주(270)가 다시 약간 하강하여 상부 맨드레일부재(304)를 더욱 약간 하강하는 동시에, 하부 맨드레일부재(332)가 다시 약간 상승하여 제20도의 좌단부에 도시하는 바와같이 상부 맨드레일부재(304)의 하단부(382)와 하부 맨드레일부재(332)의 상단부(386)가 충분히 조합이 되어서 실질상 연속한 원주상의 연직 맨드레일(392)를구성하고 전성형체(378)와 이 연직맨드레일(392)의 주위에 끼워져 있는 상태로 된다.
상술한바와 같이 전성형체 공급수단(12)으로부터 인장링 성형 및 결합유닛(244)의 연직 맨들레일(392)에 전성형체(378)가 받아넘긴후, 인장링 성형 및 결합유닛(244)이 다시 선회를 계속하며, 전성형체 수역 C로부터 대략 25도의 각도 위치가 되면 제19도로부터 명백한바와 같이 각주(270)가 다시 하강을 개시하며, 전성형체 수역 C로부터 대략 45도의 각도위치까지 각주(27)의 하강이 간직된다. 이와같은 각주(270)의 하강에 있어서 상부 맨드레일부재(304)는 그 하단부(382)가 승강되지 않는 하부 맨드레일부재(332)의 상단부(386)에 충분히 조합되어 있기때문에 항강할 수 없으며 따라서 스프링부재(306)의 탄성편기작용을 버티면서 각주(270)에 대하여 상대적으로 상승한다. 다른쪽, 상부 말아넣는 공구(300)는 각주 270)와 동시에 하강하여 이것에 의하여 상부 말아넣는 공구(300)의 하면 내주연부가 연직 맨드레일(392)에 끼워넣어진 전성형체(378)의 상연에 맞닿아서, 전성형체(378)를 연직맨드레일(392)에 따라서 하강시킨다. 상부 말아넣는 공구(300)가 소정위치까지 하강하면 이것에 의해서 하강한 전성형체(378)의 하연이 하부 말아넣는 공구(338)의 상면 주연부에 맞닿아서, 이 시점에 상부 말아넣는 공구(300)의 하강이 종료된다. 따라서 이와같은 상부 말아넣는 공구(300)의 하강에 의해서 상부 말아넣는 공구(300)와 하부 말아넣는 공구(338)와의 사이에 있어서 전성형체(378)이 실질상 변화하는 것은 아니다.
다음에 인장링 성형 및 결합유닛(244)이 대략 20도의 각도범위에 걸쳐서 선회할때, 즉 상기 전성형체 수역 C에서 보아서 대략 45도의 각도위치로부터 대략 65도의 각도위치까지 선회할때에는 각주(270)가 상승하고 또 상부 말아넣는 공구(300)도 원위치로 복귀한다. 이때 상부 맨드레일부재(304)는 스프링부재(306)의 탄성편기작용에 의해서 각주(270)에 대하여 상대적으로 하강하나 하부 맨드레일부재(332)에 대하여는 승강하지 않는다. 또 하연이 하부 말아넣는 공구(338)의 상면내 주연부에 맞닿는 위치까지 하강한 전성형체(378)는, 상부 말아넣는 공구(300)에 부수하여 상승함이 없이 그 위치에 간직된다.
인장링 성형 및 결합유닛(244)이 다시 선회를 계속하여 상기 전성형체 수역 C로부터 대략 80도의 각도 위치에 도달하면, 인장링 성형 및 결합유닛(244)은 제2도에 표시한바와 같이 용기뚜껑 수역 E에 도달한다. 그리고, 이 용기뚜껑 수역 E에 있어서는 용기뚜껑 공급수단(14)에 의해서 반송된 용기뚜껑(394)이 인장링 성형 및 결합유닛(244)에 있어서 외측부재(268)의 외면상단부에 설치된 용기뚜껑을 받아넣는 포킷(341)에 받아넘긴다. 즉 용기뚜껑을 받아넣는 포킷(340)은 제22도에 표시된 바와같이 인장링 성형 및 결합유닛(244)에 있어서 외측부재(268)의 외부상단면에 설치되어 있다. 이 포킷(340)은 용기뚜껑(394)의 스커어트벽(396)의 외형에 대응한 형상을 가진 대략 원형으로 구성되어, 그 반경방향 깊이는 스커어트벽(396)의 높이의 대략 반분이다. 이 포깃(340)의 연직방향 대략 중간부에 있어서 외측부재(268)에는 둘레방향으로 관통하여 뻗어있는 홈(398)이 설치되어 있다. 포킷(340)에 계속되어 있는 이홈(398)의 반경방향 깊이는, 포킷(340)의 반경방향 깊이보다도 상당히 크게 설정된다. 다른쪽 인장링 성형 및 결합수단(208)에는, 외측부재(268)의 이동경로에 따라서 뻗어있는 정지안내레일(400)이 배설되어 있다. 이 정지안내레일(400)은 도시하지 않는 지지다리에 의해서 지지되어, 인장링 성형 및 결합유닛(244)의 화살표방향으로 보아서 용기뚜껑 수역 E로부터 용기뚜껑 배출역 H까지 뻗어있다(제2도 참조). 정지안내레일(400)의 내면(402)은 외측부재(268)의 외면에 대하여 소정의 간격, 즉 용기뚜껑(394)의 스커어트벽(396)의 높이의 대략 반분의 간격을 두고 위치결정이 된다. 그런데 안장링 성형 및 결합유닛(244)이 용기뚜껑 수역 E에 도달하면 이것과 때맞추어 용기뚜껑 공급수단(14)에 있어서 회전반송반(도시하지 않음)의 외주에 고정되어 있는 용기뚜껑을 받아들이는 블록(도시하지 않음)이 용기뚜껑이 수역 E에 도달한다. 이때 인장링 성형 및 결합유닛(244)에 있어서 외측부재(268)의 외면과 용기뚜껑을 받아들이는 불록의 외면등이 상호로 근접하여 대향한다.
그리고 일부가 용기뚜껑을 받아들이는 블록의 포킷(도시하지 않음)에 수용되어 있는 용기뚜껑(394)의 일부(즉 스커어트벽(396)의 하단부가 외측부재(268)의 포킷(340)에 삽입된다. 이 시점에 있어서 용기뚜껑 공급수단(14)에 배설되어 있는 정지안내레일(404)의 하류단부가 외측부재(268)에 설치되어 있는 홈(398)의 심부에 위치한다. 정지안내레일(404)의 하류단부는 제22도에 표시한바와같이 그것보다 상류측의 부분에 비하여 두께 및 높이가 감소되어 있고, 홈(398)의 심부에 위치결정이 된다. 다른쪽, 인장링 성형 및 결합수단(208)이 배설되어 있는 정지안내레일(400)의 상류단은 용기뚜껑을 받아들이는 블록에 설치된 홈의 심부에 위치결정이 된다(도시하지 않음). 따라서 외측부재(268)가 용기뚜껑 수역 E로부터 화살표방향으로 선회하여 용기뚜껑을 받아들이는 블록이 용기뚜껑 수역 E로부터 화살표 방향으로 선회하면, 외측부재(268)의 용기뚜껑 받아들이는 블록이 상호로 떨어질때에는 용기뚜껑(394)은 정지안내레일(404)에 의한 구속으로부터 해제되어 용기뚜껑 받아들이는 블록의 포킷에서 이탈되는 동시에 정지안내레일(400)에 의해서 외측부재(218)의 포킷(340)에 구속된다.
이와같이 하여 외측부재(268)의 포킷(340)에 받아들여진 용기뚜껑(394)은 제22도에 표시한바와 같이 그 전면벽(406)을 반경방향 바깥쪽으로 향하여 또는 찢어내는 탭편(408)은 그 기부(410)가 외측부재(268)에 따라서 반경방향 내측에 뻗어나서 자유단부(412)가 기부(410)로부터 연직방향 위쪽으로 뻗어있다. 따라서 찢어내는 탭편(408)의 자유단부(412)는 연지 맨드레일(392)에 끼워져 있는 전성형체(378)의 반경방향으로 보아서 외측에 위치하는 부분의 외측에 중합된 상태에 위치결정이된다. 또 찢어내는 탭편(408)의 기부(410)와 자유단부(412)의 경계부는 전성형체(378)의 하연과 대략 동일의 높이에 위치하여 자유단부(412)의 돌출길이는 전성형체(378)의 폭보다도 약간 작기때문에 자유단부(412)의 단연은 전성형체(378)의 상연보다도 약간 낮은 위치에 위치결정이 된다. 인장링 성형 및 결합유닛(244)이 화살표방향으로 선회를 계속하여 외측부재(268)가 용기뚜껑 수역 E로터 화살펴방향으로 반송되면 포킷(340)에 받아넣어진 용기뚜껑(394)은 외측부재(268)와 동시에 화살표방향으로 반송된다. 그리고 이 반송에 있어서 용기뚜껑(394)은 외측부재(268)에 대하여 상술한 바와 같은 상태로 간직된다. 또 외측부재(268)가 화살표방향으로 선회하는 것에 기인하여 용기뚜껑(394)에 작용하는 원심력에 의해서 용기뚜껑(394)은 포킷(340)으로부터 반대방향 바깥쪽에 이탈하려고 하나 이것은 정지안내레일(400)에 의해서 지지된다.
인장링 성형 및 결합유닛(244)이 용기뚜껑 수역 E으로 부터 화살표방향에 대략 45도의 각도범위에 걸쳐서 선활할 때에는 제19도에 표시한바와 같이 활동판(320)이 하강한다. 이 활동판(320)의 하강에 따라서, 활동판(320)은 제15도 및 제18도에 표시한 비작용위치에서 제23도 및 제24도에 표시한 작용 위치에 위치결정된다. 즉 제23도 및 제 24도에 있어서 활동판(320)이 작용위치에 하강하면 활동판(320)의 하단은 외측부재(268)의 포킷(340)에 수용되어 있는 용기뚜껑(394)의 최상위부를 넘어서 그것보다도 하방으로 되며, 용기뚜껑(394)의 전면벽(406)의 상반부에 대향하여 위치한다. 이결과, 활동판(320)의 하단 내측면에 접합되어 있는 합성고무 등의 유연한 재료로 이루어진 압압부재(322)가 용기뚜껑(394)의 전면벽(406)의 외면 상반부에 압압 부착된다.
다시 제19도에 표시한바와 같이 제23도 및 제24도에 표시한 작용위치에 하강한 활동판(320)은 인장링 성형 및 결합유닛(244)이 전성형체 수역 C에서 보아 대략 200도의 각도위로 될때까지 작용위치에 간직이 되어 계속된다. 그리고 이 각도위치에서 대략 60도의 각도범위에 걸쳐서 인장링 성형 및 결합유닛(244)이 선회한때에 활동판(320)은 상승하여 제23도 및 제24도에 표시한 작용위치에서 제15도 및 제18도에 표시한 비작용위치에 복귀된다.
다른쪽 제19도에 표시한 바와 같이 인장링 성형 및 결합유닛(244)이 만곡역 F(제2도 참조)를 통하는 사이 이외에는 햄머수단(342)의 활동레버(368)는 각주(270)의 승강에 대응하여 전혀 마찬가지로 승강한다. 따라서 햄머수단(342)은 아암(348)이 핀(346)을 중심하여 선회하는 일은 없다. 그러나, 인장링 성형 및 결합유닛(244)이 만곡역 F를 통하는 사이에는 각구(270)는 승강되지 않으나 햄머수단(342)의 활동레버(368)는 상승하고 다음에 하강한다. 즉 인장링 성형 및 결합유닛(244)이 전성형체 수역 C에서 보아서 대략 100도의 각도위치에서 대략 135도의 각도위치까지 선회하는 사이에는 활동레버(368)는 상승되어, 다음에 전성형체 수역 C에서 보아서 대략 135도의 각도위치에서 대략 170도의 각도위치까지 선회하는 사이에는, 활동레버(368)는 원위치까지 하강한다. 제15도, 제23도와 비교 참조하면 명백한것과 같이 햄머수단(342)의 활동레버(368)가 상승하면 아암(348)이 핀(346)을 중심으로 하여 반시계방향으로 선회한다(제15도 참조). 그리고, 인장링 성형 및 결합유닛(244)이 전성형체 수역 C에서 보면 대략 135도의 각도위치가 되면, 아암(348)은 활동레버(368)의 상승에 의해서 제23도 및 제24도에 표시한 위치까지 선회한다. 이 결과, 아암(348)의 선단에 정착되어 있는 햄머공구(358)의 선단부는, 활동판(320)의 하단부에 설치되어 있는 개구(374)를 통하여 반경방향 내측에 돌출하여 용기뚜껑(394)의 찢어내는 탭편(408)의 자유단부(412) 및 전성형체(378)를 타격하여 연직 맨드레일(392)을 압압부한다.
따라서 햄머공구(358)의 선단 측 타격면은 연직 맨드레일(392)의 외주면의 곡율에 대응한 곡율의 호상면에 형성되어 있다. 이때문에 햄머공구(358)의 상기 타격에 의해서 그것까지는 평탄하였던 용기뚜껑(394)의 찢어내는 탭편(408)의 자유단부(412)가 연직 맨드레일(392)의 외주면의 곡율과 실질상 동일한 곡율, 다라서 전성형체(378)의 외면의 곡율(장수 길이방향 곡율)과 실질상 동일한 곡율로 폭방향으로 만곡되며 그리고 그의 폭방향 전체에 걸쳐진 전성형체(378)의 외면에 충분히 긴밀하게 중합한다. 그런후, 인장링 성형 및 결합유닛(244)이 전성형체 수역(C)에서 보아 대략 135도의 각도위치로 부터 170도의 각도위치까지 선회하여, 이 사이에 활동레버(368)가 하강하면, 아암(348)은 핀(346)을 중심으로 하여 시계방향으로 선회하여(제23도 참조), 제23도 및 제24도에표시한 타격위치에서 제15도에 표시한 위치로 복귀된다.
인장링 성형 및 결합유닛(244)이 상기 만곡역(F)을 통과한후, 인장링 성형 결합역 G을 통과하는 사이에, 즉 전성형체 수역 C에서 보아서 대략 180도의 각도위치에서 대략 210도의 각도위치까지 범위를 선회할 사이에는 (제2도 참조), 상부 말아넣는 공구(300)와 하부 말아넣는 공구(338)와의 협동에 의해서, 전성형체(378)가 인장링에 성형되는 동시에 이 인장링이 용기뚜껑(394)의 찢어내는 탭편(408)의 자유단부(412)에 말아넣어 연결시킨다(제1도 참조). 즉 전성형체(378)의 상연부는, 대략 원호상으로 말아넣을때에 찢어내는 탭편(408)의 자유단부(210)를 위요하고, 전성형체(378)의 상연부는 말아넣는 진행에 따라서 찢어내는 탭편(404)의 자유단부(412)도 이것과 같이 말아넣어 진다. 이와같이 하여, 전성형체(378)가 대략 원형 단면 형상을 가진 인장링으로 말아 넣어지는 동시에 이 인장링이 찢어내는 탭편(408)의 자유단부(412)에 말아넣어서 연결된다.
인장링 성형 및 결합유닛(244)이 상기 인장링 성형 및 결합역 G을 통하여 전성형체 수역 C에서 보아서 대략 210도의 각주위치에서 대략 260도의 각도위치에서 선회하는 사이에는 (제2도 참조), 제19도에서 명백한바와 같이 각주(270)가 상승하여 상부 말아넣는 공구(300)가 제15도에 표시한 위치로 복귀된다. 이와같은 각주(270)의 상승의 초기에 있어서는 상부 맨드레일부재(304)는 스프링부재(306)의 탄성 편기작용에 의해서 각주(270)에 대하여 상대적으로 하강하나 상부 맨드레일부재(304)의 상단에 형성되어 있는 프랜지의 하면이 상부 말아넣는 공구(300)의 상단면에 맞닿았을때의 시점에서의 후에 있어서는 각주(270)의 상승에 수반하여 상부 말아넣는 공구(300) 와 동시에 상승하고, 그 성형된 인장링에서 상방으로 이탈하여 제15도에서 표시한 위치로 복귀한다. 또 인장링 성형 및 결합유닛(244)이 전성형체 수역 C에서 대략 210도의 각도위치에서 대략 260도의 각도위치로 선회할 때에는 하부 맨드레일부재(332)가 하강하여 하부 맨드레일부재(332)도 성형된 인장링에서 하방으로 이탈하여 제15도에 표시한 위치에 복귀한다. 이와같이 하여 인장링 성형 및 결합유닛(244)은 제15도에 표시한 상태로 복귀한다. 또한 인장링 성형 및 결합유닛(244)은 인장링이 결합된 용기뚜겅(394)을 유지한다.
인장링 성형 및 결합유닛(244)은 다시 선회를 계속하여 전성형체 수역 C에서 보아서 대략 280도의 각도위치가 되면 배출력 H에 도달한다(제2도 참조).
다음에 본 발명장치의 요부인 용기뚜껑 이송수단의 실시예에 대하여 제25도 및 제26도를 참조하여 설명한다. 제2도, 제25도 및 제26도에 표시한 바와 같이 본 발명장치에 있어서 용기뚜껑 이송수단(414)은 인장링 성형 및 결합유닛(16)에 있어서 전성형체 공급수단(12)으로부터 공급된 전성형체와 용기뚜껑 공급수단(14)으로부터 공급된 용기뚜껑과 맞대어서 인장링의 성형과 동시에 이 인장링을 용기뚜껑에 결합하여 얻어진 용기뚜껑을 각각 적정하게 회수 간직하여 다음의 결합 강화수단(20)으로 반송되도록 동작한다. 즉 본 실시예의 용기뚜껑 이송수단(414)은 실질상 연직으로 연재하는 정지지지축(418)을 구비하여 이 지지축(418)의 주위에 베어링부재(420)을 통하여 중공원통체(422)이 회전이 자유로이 장착되어 있다. 중공원통체(422)의 상단에는 회전반송판(424)이 고정되어 있다. 또 중공원통체(422)는, 적의 구동원과 연결되어 회전반송반(424)을 소정의 방향으로 연속적으로 회전되도록 구성이 된다. 회전반송반(424)의 외주에는 둘레방향으로 같은 간격으로 떨어져서 복수개의 용기뚜껑은 받아넣는 블록(426)이 고정 배치된다. 이 블록(426)의 외면 상단부에는 제26도에 표시된바와 같이 용기뚜껑을 받아넣는 포킷(428)이 설치되어 있다. 포킷(428)은 용기뚜껑(430)의 스커어트벽(432)의 외형에 대응한 대략 원형으로 구성이 되며 그 반경방향 깊이는 스커어트벽(432)의 높이의 대략 반분으로 설치되어 있다. 이 포킷(428)의 연직 방향 대략 중간부에 있어서 블록(426)에는 둘레방향으로 관통하여 뻗어있는 홈(434)이 설치되어 있다. 포킷(428)에 계속되어 있는 이 홈(434)의 반경방향 깊이는 포킷(428)의 반경방향 깊이보다도 상당히 크게 설정이 된다.
또한 본 실시예의 용기뚜껑 이송수단(414)은 상기 회전반송반(424)의 바깥둘레에 따라서 뻗어있는 정지안내레일(436)을 구비하여 이 정지안내레일(436)은 지지다리(438)에 의해서 지지되어 회전반송반(424)의 회전 방향으로 보아서 배출역 H에서 이송역 I까지 뻗어있다(제2도 참조). 정지안내레일(436)의 내면(444)은 상반분의 간격을 두고 위치가 결정된다. 또 정지안내레일(436)의 상면(446)은 배출역 H에위치하는 상류단부 및 이송역 I에 위치하는 하류단부를 제하고 상기 블록(426)의 상면과 실질상 동일한 높이의 평탄면으로서 위치결정이 된다.
또, 본 실시예에 있어서는 제 25도 및 제26도에 도시한 바와같이 회전반송반(424)의 회전방향으로 보아서 배출력 H보다도 약간 하류의 위치로부터 이송역 I까지 뻗어있는 부가적이 상부 정지안내레일(438)도 설치되어있다. 제25도에 도시한바와 같이, 상기 정지안내레일(436)의 외면에는 간격을 두고 복수개의 지지부재(442)(제25도에는 그중의 1개만을 도시함)가 고정되어, 이와같은 지지부재(442)의 상면에 상부 지지안내레일(438)의 반경방향 외측부가 고정되어 있다.
상부 정지안내레일(438)의 반경방향 내측부 하면은, 포킷(428)에 수용되어 반송되는 용기뚜껑(400)에 결합되어 있는 인장링(452)의 곧바로 위에 위치하여 용기뚜껑(430) 및 이것에 결합된 인장링(452)의 상방으로의 변위를 저지한다.
다음에 상술한 구성으로부터 이룬 용기뚜껑 이송수단(414)의 작용에 대하여 설명한다.
제26도에 표시한 바와 같이 회전반송반(424)의 회전에 의하여 화살표방향으로 선회하는 용기뚜껑을 받아들이는 블록(426)은 인장링 성형 및 결합 수단(16)과 때맞추어 배출역 H에 도달한다. 배출력 H에 있어서는 예컨대 상기 인장링 성형 및 결합수단(16)의 외측부재의 포킷과 블록(426)의 포킷(428)이 상호간 근접하여 대향한다. 이때 일부 (스커어트벽(432)의 하단부)가 외측부재가 포킷에 수용되어 있는 용기뚜껑(430)의 일부(전면벽 (448)과 스커어트벽(432)의 상단부)가 블록(426)의 포킷(428)에 삽입된다. 이 시점에 있어서 인장링 성형 및 결합수단에 배설되어 있는 정지안내레일(450)의 하류 단부는 블록(426)에 설치된 홈(434)의 심부에 위치결정이 된다. 한편, 용기뚜껑 이송수단(414)에 배설되어 있는 정지안내레일(436)의 상류단부는 예컨대 인장링 성형 및 결합수단의 외측부재에 설치된 홈의 심부에 위치 결정이 된다. 따라서 이 정지안내레일(436)의 상류단부는 상기 홈의 심부에 위치할 수 있도록 그 두께 및 높이가 감소되어 있다(제26도참조).
이와같이 하여, 블록(426)이 배출역 H에서 소정방향으로 선회하는 동시에 인장링 성형 및 결합수단(16)도 소정방향으로 선회하면 블록(426)과 인장링 성형 및 결합수단의 외측부재와 상호간의 서로 반대쪽으로 떨어질때에 용기두껑(430)은 정지안내레일(450)에 의한 구속으로부터 해제되어서 상기 외측부재로부터 이탈된다. 다음에 용기뚜껑(430)은 정지안내레일(436)에 의해서 블록(426)의 포킷(428)에 구속되어 용기뚜껑(430) 미 이것에 결하된 인장링(452)이 블록(426)의 소정위치에 원활히 받아넘긴다. 블록(426)에 받아넘긴 용기뚜껑(430) 및 이것에 결하된 인장링(452)은 제26도에 표시된바와 같이 용기뚜껑(430)의 전면벽(448)을 반경방향 내방에 향하여져 찢어내는 탭편(454)의 전면벽(454)의 자유단부(456)에 결합한 인장링(452)은 반경방향 바깥쪽으로 돌출하여 있다. 그후, 용기뚜껑(430) 및 이것에 결합한 인장링(452)은 블록(426)의 선회에 따라서 배출역 H로부터 이송역 I에 반송된다(제2도 참조). 이때 용기뚜껑(430) 은 제25도에표시한바와 같이 찢어내는 탭편(459)의 기부와 찢어내는 탭편(454)의 자유단부에 결합된 인장링(452)의 반경방향 내측부가 정지안내레일(436)의 상면에 맞닿아 지지된다. 이에 따라 용기뚜껑(430) 및 이것에 결합된 인장링(452)이 용기뚜껑(430)의 중심축선을 중심으로하여 회동하는 것이 저지되어 이송역 I에 도달하기까지 용기뚜껑(430)의 안정된 이송을 실현할 수가 있다.
다음에 본 발명의 장치의 요부인 결합강화수단의 실시예에 대하여 제27도 내지 제31도를 참조하면서 설명한다.
제27도에 있어서 결합강화수단(458)은 실질상 연직으로 연재하는 정지지지축(460)을 갖추고 이 지지축(460)의 주위에 베어링부재(462, 464)를 통하여 회전지지체(466)가 회전 자유롭게 장착되어 있다. 회전지지체(466)는 그 하단부에 대형입력기어(468)가 고정되고 이 대형입력기어(468)를 통하여 적의 구동원과 연걸되며 소정의 방향으로 연속적으로 회전하도록 구성된다. 또 상기 지지축(460)에는 그 상단부에 상부 환상캠블록(470)이 고정되며 이 상부 환상캠블록(470)의 외주면에 환상캠홀(472)이 설치되어 있다.
또 본 실시예의 결합강화수단(458)은 상기 회전지지체(466)의 하단부에 있어서 그 주위에 소정간격을 떼어서 환상 정지지지판(474)이 설치되어 있다. 이 정지지판(474)은 지지각(476)에 지지되어 그 상면에는 하부 환상캠블록(478)이 고정되어 있다. 이 하부 환상캠블록(478)의 외주연에는 환상캠(480)이 설치되어 있다.
상기 회전지지체(466)에는 둘레방향으로 소정간격 떼어서 복수개의 결합강화유닛이 설치되어 있다. 즉, 상기 회전지지체(466)는 그 상단부에 형성된 상부 환상플랜지(482)와 그 연직방향 중간부에 형성된 중간 환상플랜지(484)를 지닌다. 상부 환상플랜지(482)에는 둘레방향으로 간격을 두고 복수개의 연직방향으로 관통하는 원형단면의 구멍(486)이 설치되어 있다. 이 구멍(486)에는 그 주부의 단면형상이 상기 구멍(486)의 원형단면과 대응하는 원형으로 된 원주(488)가 그 축선을 중심으로 하여 회전함이 없이 연직방향으로 슬라이딩 자유로이 정착되어 있다. 이 원주(488)의 상부 환상플랜지(482)의 하면을 넘어서 하방으로 돌출하는 하단에는 상부가압공부(490)가 고정되어 있다. 또 원주(488)의 하단에는 원형 단면의 블라인드공이 설치되어 있으며 한편 상부가압공구(490)의 상단에는 원주상의 연장부와 그 하방에 환상플랜지가 설치되어 상부가압공구(490)의 상다부를 원주(488)의 블라인드 공에 삽입한다. 이 경우 상부가압공구(490)는 그 환상플랜지가 원주(488)의 하단에 나사맞춤하는 환상고정부재(492)의 내면에 형성된 환상견부와 원주(488)의 하단면에 의해서 협지되어 고정된다. 한편 원주(488)의 상부 환상플랜지(482)의 상면을 넘어서 상방으로 돌출하는 상단부에는 수평방향으로 뻗어있는 축(494)이 고정되어 있다. 그리고 이 축(494)의 내측 돌출단부에는 상기 상부 환상 캠블록(470)에 설치한 환상캠홈(472)에 수용된 종동로울러(496)가 회전 자유로이 장착되어 있다. 이와 같이 하여 회전지지체(466)가 소정방향으로 선회할때에 원주(488) 및 이에 고정된 상부가압공구(490)는 환상캠홈(472)에 의해서 규정되는 궤적에 따라서 연직방향으로 승강하는 것이 양해될 것이다.
또 회전지지체(466)의 상기 중간환상플랜지(484)의 외주연에는 둘레방향으로 소정간격 떼어서 복수개의 지지블록(498)이 고정되어 있다. 이들 지지블록(498)의 각도위치는 상부 환상플랜지(482)에 장치되어 있는 원주(488)의 각도위치와 합치되고 있다. 이 구멍(500)에는 그 주부의 단면현상이 상기 구멍(500)의 원형단면과 대응하는 원형으로 된 원주(502)가 그 축선을 중심으로하여 회전하지 않고 연직방향으로 슬라이딩을 자유로이 장착되어 있다.
이 원주(502)의 상단에는 하부가압공구(504)가 고정나사(506)(제28도 참조)에 의해서 고정되어 있다.
또한 이 하부가압공구(504)는 상기 상부가압공구(490)와 협동하도록 구성배치된다. 한편 원주(502)의 지지블록(498)의 하면을 넘어서 하방으로 돌출하는 하단하는 수평방향으로 뻗어있는 축(508)이 고정되어 있다. 이 축(508)의 내측 돌출단부에는 상기 하부환상캠블록(478)에 설치한 환상캠홈(480)에 수용된 종동로울러(510)가 회전을 자유로이 장착되어 있다. 이와같이 하여 외전지지체(466)가 소정방향으로 선회할때에 원주(502) 및 이에 고정된 하부가압공구(504)는 환상캠홈(480)에 의해서 규정된 궤적에 따라서 연직방향으로 승강되는 것이 양해될 것이다.
제27도 내지 제29도에 있어서 지지블록(498)에는 그 외면에 포킷(512)에 설치되어 있다. 포킷(512)은 용기뚜껑(514)의 스커어트벽(516)의 외형에 대응한 거의 원형으로 구성되며 그 반경방향 깊이는 스커어트벽(516)의 높이의 거의절반으로 설정되어 있다.
이 포킷(512)의 연직방향 거의 중간부에 있어서 지지블록(498)에는 둘레방향으로 관통하여 뻗어있는 홈(518)이 설치되어 있다. 포킷(512)에 이어져 있는 이 홈(518)으 반경방향 깊이는 포킷(512)의 반경방향 깊이 보다도 상당히 크게 설정된다.
또 회전지지체(466)의 중간 환상플랜지(484)의 상면에는 지지블록(498)에 각각 대응하여 안내부재(520)가 고정되어 있다. 이 안내부재(520)는 제30도에 표시한 바와 같이 하부가압공구(504)의 반경방향 내측에 위치 결정되어 그 외주면에는 환상홈(524)이설치되어 있다.
제28도 내지 제31도에 표시한바와 같이 본 실시예의 결합강화수단(458)은 지지각(526)에 의해서 정지지지판(474)상에 지지된 정지안내레일(528)을 갖추고 있다. 이 정지안내레일(528)은 이송역(I)으로부터 송출역(K)가지 (제2도참조) 상기 중간환상플랜지(484)의 외주면에 따라서 뻗어있다. 정지안내레일(528)의 내면(530)은 상기 지지블록(498)의 외면에 대하여 소정의 간격, 즉 용기뚜껑(514)의 스커어트벽(516)의 높이의 거의 절반의 간격을 두고 위치결정 되어 있다.
다음에 상술한 구성으로된 결합강화수단(458)의 작용에 대하여 설명한다.
회전지지체(466)가 소정방향으로 회전하므로써 지지블록(498)은 용기뚜껑(이송수단(18)에 설치된 용기뚜껑 수입블록과 동기하여 이송역(I)이 도달한다(제2도참조). 이송역(I)에 있어서는 지지블록(498)의 외면과 예컨대 용기뚜껑 이송수단의 용기뚜껑 수입블록의 외면이 상호 근접하여 대향하고 용기뚜껑 수입블록으로부터 지지블록(498)에 용기뚜껑(514) 및 이에 결합된 인장링(522)이 수도된다. 즉 이경우 일부가 용기뚜껑 수입블록의 포킷에 수용되어 있는 용기뚜껑(514)의 일부(즉 스커어트(516)의 하단부)가 지지블록(498)의 포킷(512)에 삽입된다. 이 시점에 있어서 용기뚜껑 이송수단(18)에 배설되어 있는 정지안내레일(도시하지 않음)의 하류단부가 지지블록(498)에 설치되어 있는 홈(518)의 심부에 위치한다. 한편 지지블록(498)에 배설되어있는 정지 안내레일(528)의 상유단부는 용기뚜껑 이송수단(18)의 용기뚜껑 수입블록에 설치된 홈의 심부에 위치결정된다(도시하지 않음). 그후 지지블록(498)이 이송역(I)으로부터 화살표방향으로 선회하고 용기뚜껑 수입블록이 이송역(I)으로부터 화살표 방향으로 선회하면 지지블록(498)과 용기뚜껑 수입블록이 상호 떨어질때에는 용기뚜껑(514) 및 이에 결합된 인장링(522)은 용기뚜껑 수입블록의 포킷으로부터 이탈됨과 동시에 정지안내레일(528)에 의해서 지지블록(498)의 포킷(512)에 구속된다. 이와같이 하여 지지블록(498)의포킷(512)에 받아들여진 용기뚜껑(514) 및 이에 결합된 인장링(522) 제28도 내지 제30도에 표시한바와 같이 그 천면벽(532)을 반경방향으로 외방으로 향하게 하고 또한 찢어내는 탭편(534)을 최상위로 위치결정하고 다시 인장링(522)을 지지블록(498)의 상면상에 반경방향 내방으로 뻗어있게 한다. 이때 인장링(522)의 선단부는 제30도에 표시한바와 같이 안내부재(520)의 외주면에 설치한 환상홈(524)내에 위치결정되어 용기뚜겅(514) 및 이에 결합된 인장링(522)은 지지블록(498)에 대하여 소정의 상태로 확실하게 간직된다.
이어서 지지블록(498)에 간직된 용기뚜껑(514) 및 이에 결합하는 인장링(522)은 이송역(I)으로부터 화살표방향으로 반송된다(제2도 참조). 그리고 지지블록(498)이 가압변형역(J)을 통과할때는 원주(488)가 하강함과 동시에 원주(502)가 상승하고 제(27도참조) 이에 의해서 원주(488)의 하단에 고정된 상부가압공구(409)가 제 28도에 표시한 상승위치로부터 제29도에 표시한 하강위치까지 하강한다. 이와 동시에 원주(502)의 상단에 고정된 하부가압공구(504)가 제 28도에 표시한 하강위치로부터 제29도에 표시한 상승위치까지 상승하여 용기뚜껑(514)의 찢어내는 탭편(534)과 인장링(522)과의 상호 말아넣는 결합부 및 그 근방이 가압변형된다(제30도 참조). 즉 제30도에서 분명한 바와같이 용기뚜껑의 찢어내는 탭편(534)과 인장링(522)과의 상호 말아넣는 결합부는 가압변형에 의하여 눌러 찌부러진다. 이 경우 하부가압공구(504)의 상면에 설치되어 있는 볼록부(536)와 상부가압공구(490)의 하면에 설치되어 있는 오목부(538)와의 협동에 의해서 사이 상호 말아넣는 결합부 및 이에 연접하는 찢어내는 탭편(534)의 일부에 반원형단면의 보강리브(540)가 형성된다.
그후 지지블록(498)에 간직된 용기뚜껑(514) 및 이에 결합하는 인장링(522)이 상기 가압변형역(J)을 통과하면 원주(488)가 상승함과 동시에 원주(502)가 하강하고( 제27도 참조), 이에 의하여 원주(488)의 하단에 고정된 상부강압공구(490)은 제 29도에 표시한 하강위치로부터 제28도에 표시한 상승위치로 되돌려간다. 이와 동시에 원주(502)으 상단에 고정된 하부가압공구(504)는 제29도에 표시한 상승위치로부터 제28도에 표시한 하강위치로 되돌려진다. 그리고 지지블록(498)에 간직된 용기뚜껑(514) 및 이에 결합하는 인장링(522)은 송출역(K)에 반송된다(제2도 참조). 이 송출역(K)에 있어서는 지지블록(498)에 간직된 용기뚜껑(514) 및 이에 결합된 인장링(522)은 제31도에 표시한 바와같이 송급슈우트(542)에 보내진다. 즉 송급슈우트(542)는 투명 내지 반투명 합성수지재료로 구성되며 용기뚜껑(514) 및 이에 결합된 인장링(522)의 이동가능한 L자상 단면의 통로(544)를 갖추고 있다. 이 송급슈우트(542)의 상류단은 상기 송출역(K)에 위치결정되어 있다. 또 송급슈우트(542)의 상류단에는 지지블록(498)이 송출역(K)에 도달할때 지지블록(498)에 설치된 홈(518)의 심부에 위치결정되는 안내편(546)이 돌설되어 있다. 한편, 정지안내레일(528)은 상기 송출역(K)엣 종단되고 있다. 이 때문에 지지블록(498)이 송출역(K)으로부터 다시 화살표 방향으로 선회할때는 용기뚜껑(514) 및 이에 결합된 인장링(522)은 정지안내레일(528)에 의한 구속으로부터 해제되어서 지지블록(498)으로부터 이탈되어 안내편(546)에 안내되어서 송급슈우트(542)의 통로(544)내로 도입된다. 따라서 이와같이 송급슈우트(542)의 통로(544)에 도입된 용기뚜껑(514) 및 이에 결합된 인장링(522)은 그 자체에 작용하는 중력 또는 도시하지 않은 수송로를 통하여 통로(544)내에 송급되는 공기류의 작용에 의해서 소요장소(예컨대 수집상자 보관장소)까지 송급할 수가 있다.
그런데 제2도에 있어서 상술한 구성으로 된 금속제 인장링의 성형 및 결합장치에 있어서는 예컨대 인장링 성형 및 결합수단(16)에 있어서 전성형체 수역(C)에서 전성형체를 받아낸후 용기뚜껑 수역(E)에 도달하였을때에 용기뚜껑 공급수단(14)이 용기뚜껑 간직역(D)에서 용기뚜껑의 공급을 받지 않을 경우 진성형체와 용기뚜껑을 맞댈 수가 없기 때문에 만곡역(F) 및 결합역(G)에서 다음과 같은 문제가 발생한다.
즉 인장링 성형 및 결합수단(16)에 있어서 전성형체만을 받아냈을 경우 만곡역(F) 및 결합역(G)에서는 인장링이 단독으로 성형된다. 이 경우 인장링의 단독성형에 대하여 장치자체에 문제는 생기지 않으나 인장링 성형 및 결합수단(16)에 간직된 인장링은 배출역(H)에 있어서 용기뚜껑 이송수단(18)에 수도되는 일없이 그대로 잔류한다. 이 때문에 인장링 성형 및 결합 수단(16)은 인장링을 간직한 상태로 전성형체 수역(C) 및 용기뚜껑 수역(E)에 도달하게 된다. 따라서 이와같은 경우에는 인장링 성형 및 결합수단(16)에 있어서 이미 성형된 인장링과 전성형체와 용기뚜껑이 혼재하고 만곡역(F) 및 결합력(G)에서는 공구에 과잉한 힘이 작용하여 이것을 파손 내지는 변형시켜 장치를 고장나게 하는 원인으로 된다.
또 인장링 성형 및 결합수단(16)에 있어서 전성영체수역(G)에서 전성형체를 받음과 동시에 용기뚜껑 수역(E)에서 용기뚜껑을 받은 경우에도 만곡역(F) 및 결합역(G)에서 무엇인가의 원인에 의하여 성형된 인장링과 용기뚜껑에 결합되지 못하였을때에는 성형된 인장링에 대하여 상기과 마찬가지의 문제가 발생한다.
또한 이 경우 용기뚜껑은 배출역(H)에 있어서 용기뚜껑 이송수단(18) 및 결합강화수단(20)으로 반송되나 장치자체에는 하등 문제는 생기지 않는다. 그러나 이와같이 해서 얻어진 용기뚜껑은 불량품이기 때문에 적의 검출하여 제거할 필요가 있다.
그래서 본 발명에 있어서는 상술한 장치의 고장이나 불량품의 발생을 방지하기 위하여 인장링의 성형 및 결합을 행하는 각 수단에 대하여 감시수단과 배제수단을 부설하는 것을 특징으로 하는 것이다.
다음에 본 발명장치의 요부인 상기 감시수단과 배제수단의 실시예에 대하여 제2도, 제32도 내지 제36도를 참조하면서 설명한다.
제32도는 감시수단의 1실시예를 표시한 것이다.
즉 본 실시예의 감시수단은 용기뚜껑 공급수단(14)의 회전방향으로 보아 용기뚜껑 간직역(D)의 하류에 위치하는 감시역(L)에 설치하여(제2도 참조), 인장링 성형 및 결합수단(16)에 연속적으로 공급하는 용기뚜껑의 공급상태를 감시하기 위하여 설치된 것이다.
제32도에 있어서 참조부호 560은 용기뚜껑 공급수단(552)에 설치한 정지안내레일을 표시한 것이며 이 정지안내레일(560)의 외면에 감시유닛(562)을 간직하기 위한 간직부재(564)가 고정되어 있다. 이 간직부재(564)의 반경방향 내측에 돌출한 상부수평벽부(566)와 하부 수평벽부(568)에는 각각 발광 다이오드 등으로 된 투광소자(570) 광전지 등으로 된 수광소자(572)를 고정시켜 감시유닛(562)이 구성되어 있다. 투광소자(570)는 용기뚜껑 공급수단(552)에 설치한 용기뚜껑 수입블록(574)의 외면과 정지안내레일(560)의 내면과의 간극을 통하여 하방으로 빛을 투사하도록 위치결정되며 또 수광소자(52)로부터 투사되는 빛을 수광하도록 위치결정 되어 있다.
따라서 이와 같이 구성된 감시유닛(562)은 용기뚜껑(576)이 용기뚜껑수입블록(574)에 간직되어서 투광소자(570)와 수광소자(572)와의 사이에 위치하면 투광소자(570)로부터의 빛이 용기뚜껑(576)에 의해서 차단되어 수광소 자(572)는 투광소자(570)로부터의 빛을 수광할 수 없게된다. 이 때문에 소정간격을 떼어서 차례로 감시역(L)을 통과하는 용기뚜껑 수입블록(574)이 용기뚜껑(576)을 간직하고 있을 때는 감시역(L)을 통과는 용기뚜껑(576)을 투광소자(570)으로부터의 빛을 차단하므로써 수광소자(572)에서는 소정시간 간격으로 투광소자(570)으로부터의 빛을 단속(斷續)된다. 그러나 예컨대 용기뚜껑 수입브록(574)의 특정한 1개가 용기뚜껑(576)을 간직하고 있지 않을 경우는 이 용기뚜껑 수입블록(574)이 감시역(L)을 통과하여도 투광소자(570)로부터의 빛이 차단되지 않고 따라서 수광소자(572)에서는 상기 소정시간 간격보다도 긴시간 간격에 걸쳐서 투광소자(570)으로부터의 빛의 수광이 계속된다. 따라서 수광소자(572)에는 적당한 신호발생회로(도시하지않음)을 부설하여 수광소자(572)가 상기 소정시간 간격보다도 긴시간 간격에 걸쳐서 투광소자(570)로부터의 빛의 수광이 계속한때 상기 신호발생회로가 작동하여 소정의 신호를 발생하도록 구성하면 용기뚜껑(576)의 공급차단 상태를 용이하게 검출할 수가 있다.
제33도 및 제34도는 배제수단의 1실시예를 표시한 것이다. 즉 본실시에의 배제수단은 전성형체 공급수단(550)의 회전방향으로 보아 전성형체 수역(C)의 상류에 위치하는 배제역(M)에 설치하여(제2도 참조). 인장링 성형 및 결합수단(554)에 연속적으로 공급하는 전성형체를 배제하기 위하여 설치된 것이다. 제33도에 있어서 본 실시예의 배제수단은 전성형체 공급수단(550)에 설치한 간직구(578)의 선단에 대하여 대향 배치한 공기류 분사노즐(580)과 수집덕트(582)로 구성되어 있다. 제 34도로 분명한바와 같이 공기분사노즐(580)은 간직구(578)의 선단에 자기적으로 흡착 간직되는 전성형체(584)에 대하여 상기 간직구(578)의 반경방향 외방으로 지향토록 한다. 또 이 공기류 분사노즐(580)은 선택적으로 개방되는 제어밸브(도시하지 않음)를 통하여 적의 압축공기원과 연통접속시킨다. 따라서 제33도에 표시한바와같이 전성형체 공급수단(550)의 간직구(578)에 간직된 전성형체(578) 가 배제역(M)에 도달하였을때 상기 공기류 분사노즐(584)의 제어밸브가 개방되면 노즐(580)로부터 공기류가 분사되어서 간직구(578)의 선단에 간직되어 있는 전성형체(584)를 강제적으로 이탈하여 이것을 수집덕트(582)에 회수 배제할 수가 있다(제34도 참조).
상술한 실시예의 감시수단과 배제수단과는 적당한 전자(電子) 제어회로(도시하지 않음)에 의하여 다음과 같이 관계지을수가 있다. 즉 용기뚜껑 공급수단(14)의 감지역(L)에 설치한 감시수단이(제2도 참조), 용기 뚜껑이 공급되어 있지않은 상태를 검지하여 신호발생회로에 의하여 소정의 검출신호가 발행하였을때 이 검출신호에 의거하여 전성형체 공급수단(12)의 배제역(M)에 설치한 배제수단의 제어밸브를 개방하므로써 인장링 성형 및 결합수단(16)에 있어서용기뚜껑 수역(E)에서 용기뚜껑 공급수단(14)으로부터 공급되는 용기뚜껑과 맞대는 전성형체를 전성형체 수역(C)도달하기 전에 배제할 수가 있다. 이 결과 인장링 성형 및 결합수단(16)에 대하여 그 만곡역(F) 및 결합역(G)에 전성형체를 단독으로 공급하는 것이 방지되며 상술한 문제의 발생을 회피할 수가 있다.
제35도는 배제수단의 다른 실시예를 표시하는 것이다. 즉 본실시예의 배제수단은 인장링 성형 및 결합수단(554)의 회피방향으로 보아 배출력(H)보다 하류에서 전성형체 수역(C)보다 상류에 위치하는 배제역(N)에 설치하여 (제2도 참조), 용기뚜껑과 분리하여 단독으로 성형된 인장링을 배제하기 위하여 설치하는 것이다.
제35도에 있어서 본 실시예의 배제수단은 인장링 성형 및 결합수단(554)에 설치한 외측부재(856)의 상면에 근접배치한 간섭부재(588)와이 간섭부재(588)를 간직하는 정지지지판(590)으로 구성되어 있다. 상기 간섭부재(58)는 정지지지판(590)의 자유단부에 설치되어 상기 외측부재(586)의 상면에 간직되는 성형된 인장링을 인장링 성형 및 결합수단(554)의 반경방향 외방으로 낙하되도록 지향하게 된다. 따라서 이와같이 구성한 배제수단은 인장링 성형 및 결합수단(554)의 만곡역(F) 및 결합역(G)에 있어서 안장링(592)이 무엇인가의 원인으로 용기뚜껑과 결합하지 않고 단독으로 형성된 경우 배제역(H)을 통과하여도 잔류는 인장링(592)을 확실하게 배제할 수가 있다. 또한 배제하는 인장링(592)은 적의 수집용기에 수집하도록 구성하면 바람직한 것이다.
제36도는 감시수단의 다른 실시예를 표시한 것이다. 즉 본 실시예의 감시수단은 용기뚜껑 이송수단(556)의 회방향으로 보아 배출역(H)의 하류에 위치하는 감시역(O)에 설치하여 (제2도 참조), 인장링 성형 및 결합수단(16)에서 인장링 성형과 동시에 용기뚜껑과의 결합이 적정하게 행해진 용기뚜껑이 이송되어 있는지 아닌지를 감시하기 위하여 설치되는 것이다. 제36도에 있어서 참조부호 594는 용기뚜껑 이송수단(556)에 설치한 정지안내레일을 표시한 것이며 이 정지안내레일(594)의 외면에 감시유닛(596)을 간직하기 위한 간직부재(598)가 고정되어 있다. 이 간직부재(598)의 반경방향 내측에 돌출한 상부 수평벽부(660)와 하부 수평벽부(602)에는 각각 발광다이오드 등으로 된 투광소자(604)와 광전지 등으로 된 수광소자(606)를 고정시킴과 동시에 상부 수평벽부(600)에 근접스위치 등으로 된 검출기(608)를 고정시켜서 감시유닛(596)이 구성되어 있다. 투광소자(604)는 용기뚜껑 이송수단(556)에 설치한 용기뚜껑 수입블록(610)의 외면과 정지안내레일(594)의 내면과의 간극을 통하여 하방으로 빛을 투사하도록 위치결정되며 또 수광소자(606)는 투광소자(604)로부터 투사되는 빛을 수광하도록 위치결정되어 있다. 또 검출기(608)는 상기 용기뚜겅 수입블록(574)에 인접하는 정지안내레일(594)의 상면에 대하여 여기를 통과하는 용기뚜껑(576)에 결합된 인장링(592)의 존재를 검지하도록 위치결정되어 있다. 이 경우 상기 검출기(608)에 대응하여 정지안내레일(594)에는 검출기(608)에 영향을 미치지 못하도록 절결부(612)가 설치되어 있다.
따라서 이와같은 구성된 감시유닛(596)은 인장링(592)의 결합된 용기뚜껑(576)이 용기뚜껑 수입블록(610)에 간직되어서 투광소자(604)와 수광소자(606)와이 사이에 위치하면 제32도에 표시한 실시예와 마찬가지로 수광소자(606)에서는 소정시간 간격으로 투광소자(604)로부터의 빛의 수광이 단속되며 또 용기뚜껑(576)이 용기뚜껑 수입블록(610)에 간직되어 있지 않지않을 경우 수광소자(606)에서는 상기 소정시간 간격보다도 긴시간 간격에 걸쳐서 투광소자(604)로부터의 빛의 수광이 계속된다. 한편 검출기(608)는 상기 수광소자(606)의 검출동작과 아주 반대로 용기뚜껑(576)과 함께 도달하는 인장링(592)이 존재할때에 검출동작을 행한다. 그래서 예컨대 인장링(592)의 결락(缺落)된 용기뚜껑(576)이 이송되어 있을 경우 수광소자가 투광소자(604)로부터 빛을 수광하지 않을때에 본래 검출기(608)가 검출동작하여야 될때 검출기(608)도 검출동작을 하지않게된다. 이와같은 경우에는 적의 부설한 신호발생회로(도시하지 않음)에 의하여 장치의 운전을 정지하는 신호를 발생하고 예컨대 인장링 성형 및 결합수단(554)에 있어서의 인장링(592)의 결락원인을 탐색하도록 하면 바람직하다.
상술한바에서 분명한바와 같이 본 발명에 있어서는 전성형체를 상술한 구성으로 전성형체 형성수단에 의하여 고속도로 더구나 확실하게 달성할 수가 있다.
따라서 이와같이 성형된 전성형체는 상술한 바와같이 전성형체 공급수단을 통하여 인장링 성형 및 결합수단에 공급함과 동시에 용기뚜껑을 용기뚜껑 공급수단을 통하여 인장링의 성형 및 결합수단에 공급하고 용기뚜껑과 함께 인장링의 성형 및 결합을 행하고 그후 용기뚜껑 이송수단을 통하여 결합강화수단에 공급하여 인장링과 용기뚜껑과의 결합부의 가압변형을 가하므로써 저코스트로 강도적으로 뛰어난 금속제 인장링이 달린 용기뚜껑을 양산할 수가 있다.
더우기 본 발명에 있어서는 전성형체 형성수단에 의하여 고속으로 형성되는 전성형체를 정위치로 신속확실하게 간직하고 인장링 성형 및 결합수단에 반송할 수가 있다. 따라서 이와같이 반송된 정성형체는 인장링 성형 및 결합수단에 공급되어 용기뚜껑 공급수단을 통하여 공급되는 용기뚜껑과 함께 인장링의 성형 및 결합을 행하고 그후 용기뚜껑 이송수단을 통하여 결합강화수단에 공급하여 인장링과 용기뚜껑과의 결합부의 가압변형을 가하므로써 저코스트로 강도적으로 뛰어난 금속제 인장링이 달린 용기뚜껑을 양산할 수가 있다.
또한 본 발명에 있어서는 전성형체 형성수단에 의하여 고속도로 형성되는 전성형체를 인장링 성형 및 결합수단으로 반송되는 타이밍에 맞추어서 상기 전성형체와 결합하는 용기뚜껑을 정위치로 신속 확실하게 간직하고 인장링 성형 및 결합수단에 반송할 수가 있다. 따라서 이와같이 반송된 용기뚜껑은 인장링 성형 및 결합수단에 있어서 전성형체 공급수단을 통하여 공급되는 전성형체와 함께 인장링의 성형 및 결합을 행하고 그후 용기뚜껑 이송수단을 통하여 결합강화수단에 공급하여 인장링과 용기뚜껑과의 결합부의 가압변형을 가하므로써 저코스트로 강도적으로 뛰어난 금속제 인장링이 달린 용기뚜껑을 양산할 수가 있다.
더우기 본 발명에 있어서는 전성형체 공급수단으로부터 연속적으로 공급되는 전성형체와 용기뚜껑 공급수단으로부터 연속적으로 공급되는 용기뚜껑을 소정의 타이밍과 소정의 위치관계로 확실하게 간직하고 인장링의 성형과 동시에 이 인장링과 용기뚜껑과의 결합을 고속도로 실현할 수가 있다. 따라서 이와같이 성형 및 결합된 용기뚜껑은 그 용기뚜껑 이송수단을 통하여 결합강화 수단에 공급하여 인장링과 용기뚜껑과의 결합부의 가압변형을 가하므로써 저코스트로 강도적으로 뛰어난 인장링이 달린 용기뚜껑을 양산할 수가 있다.
그리고 또 본 발명에 있어서는 전성형체 공급수단으로부터 연속적으로 공급되는 전성형체와 용기뚜껑 공급수단으로부터 연속적으로 공급되는 용기뚜껑을 인장링 성형 및 결합수단에 의해서 소정의 타이밍과 소정의 위치관계로 간직하면서 인장링의 성형과 동시에 이 인장링과 용기뚜껑과의 결합을 행하고,이와같이 하여 얻어진 용기뚜껑을 다시 소정의 상태로 간직하여 인장링과 용기뚜껑과의 결합부의 강화를 행할 수단에로의 이송을 안정 또는 고속도로 실현할 수가 있다. 따라서 이와같이 이송되는 용기뚜껑은 결합강화수단에 공급하여 인장링과 용기뚜껑과의 결합부의 가압변형을 시도하므로써 저렴한 값으로 강도적으로 우수한 금속제 인장부착 용기뚜껑을 양산할 수가 있다. 그리고 또 본 발명에 있어서는 전성형체 공급수단으로부터 연속적으로 공급되는 전성형체와 용기뚜껑 공급수단으로부터 연속적으로 공급되는 용기뚜껑을 인장링 성형 및 결합수단에 의해서 소정의 타이밍과 소정의 위치관계로 간직하면서 인장링의 성형과 동시에 이 인장링과 용기뚜껑과의 결합을 행하고 더우기 이와같이 하여 얻어진 용기뚜껑과 인장링과의 결합부에 대한 보강을 위한 가압변형을 안정 또는 고속으로 실현할 수 있다. 따라서 이와같이 구성되는 결합강화수단을 구비한 인장링의 성형 및 결합장치에 의하면 저렴한 값으로 강도적으로 우수한 금속제 인장링 부착 용기뚜껑을 양산할 수가 있다.
그리고 또 본 발명에 있어서는 용기뚜껑을 연속적으로 공급하는 용기뚜껑 공급수단에 감시역을 설치하여 여기에 용기뚜껑의 감시수단을 배치하고, 한편 전성형체를 연속적으로 공급하는 전성형체 공급수단에 배체역을 설치하여 여기에 전성형체의 배제수단을 배치하므로써 인장링 성형 및 결합수단에 대한 용기뚜껑의 공급차단때에 이것과 대응하여 공급되는 전성형체를 미리 배제하여 인장링이 불비한 성형을 회피하는 동시에 장치의 연속운전을 안전하게 달성할 수가 있다. 또 인장링의 성형과동시에 용기뚜껑과의 결합을 행한 인장링부착 용기뚜껑의 이송수단에 감시역을 설치하여 여기에 용기뚜껑 및 인장링의 감시수단을 배치하고, 다시 인장링 성형 및 결합수단에 배제역을 설치하여 여기에 성형링의 배제수단을 배치하므로서, 인장링 결락한 용기뚜껑의 이송을 검출하여 장치의 고장을 발견하는 동시에 인장링 성형 및 결합수단으로 결합되자 않았던 성형링의 배제를 행하여 장치의 안정성을 확보할 수가 있다. 따라서 이와같이 구성된 감시수단 및 배제수단을 구비한 인장링의 성형 및 결합장치에 의하면 저렴한 값으로 강도적으로 우수한 금속제 인장링부착 용기뚜껑의 제조를 안정하게 행하고, 그 양산화를 용이하게 실현할 수가 있다.
Claims (21)
- 금속박판의 단부로부터 장방형 금속편을 전단시킴과 동시에 상기 금속편을 만곡시켜서 이 금속편의 양단부가 중첩된 상태로 환형의 원통형 전성형체(前成形體)를 형성시키는 수단(10) ; 이 전성형체 및 용기뚜껑을 공급하여 상기 전성형체의 일부분이 상기 용기뚜껑의 찢어내기 탭의 자유단과 중첩되게 위치시키는 수단(12, 14) ; 및 링을 형성시키기 위하여 이 전성형체의 원주부를 반경방향으로 말기와 동시에 상기 용기뚜껑의 찢어내기 탭을 상기 링속으로 말아넣어 상호 결합시키는 인장링 성형 및 결합수단(16)으로 구성된, 금속제 인장링을 형성함과 동시에 이를 뚜껑에 결합시키는 장치에 있어서, 상기 인장링 성형 및 결합수단(16)은, 전성형체 수역(受域)(C)과 뚜껑수역(E)과 만곡역(彎曲域)(F) 및 인장링 성형 및 결합역(域)(G)을 포함하는 말아넣기역(域)과 배출역(域)(H)으로 구성되어 있는 회전식으로 형성되어 있으며 ; 전성형체를 성형하는 상기 수단(10)은 회전식 전단날(32)을 포함하고 있으며 ; 상기 공급수단(12)은 전성형체를 전성형체 형성수단으로부터 상기 회전식 인장링 성형 및 결합수단의 전성형체 수역(C)으로부터의 상기 전성형체의 회전이송을 위하여 회전식 전성형체 공급수단(94)을 포함하고 있으며 ; 상기 뚜껑의 찢어내기 탭의 자유단부와 상기 전성형체의 일부가 서로 중첩되도록 상기 회전식 인장링 성형 및 결합수닺(16, 208)의 뚜껑수역(E)으로의 뚜껑(172) 및 상기 전성형체를 상기 뚜껑수역에 위치시키기 위한 회전식 뚜껑공급수단(152)을 포함하고 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 전성형체 형성수단(10)은, 금속박판(42)을 전단될 정방형 금속편의 폭에 상응하는 간격만큼씩 길이방향으로 간헐적으로 공급하는 금속박판 공급수단(54)과, 공급방향에 있어서, 상기 공급수단으로부터의 소정의 전달거리에 위치된 상기 금속박판에 직교하는 단일의 정지 전단날(36)을 구비한 정지 전단공구(34)와, 복수의 전단날(32)을 가진 가동전단공구(26)와, 공급방향에 평행한 축선을 가지며 상기 전단날이 원주에 소정의 간격으로고정된 회전지지체(30)로 구성되어 있으며, 상기 회전 전단날(32)은 금속박판의 길이방향 전방단부를 한쪽 가장자리로부터 다른쪽 가장자리로 전단함과 동시에 폭방향으로 만곡시키기 위하여 정지전단날(36)과 협동하는 것을 특징으로 하는 장치.
- 제1항에 있어서, 전성형체 공급수단(12, 94)은, 회전지지축(108)과, 회전지지부재(112)의 원주에 소정간격으로 배치 고정되며, 전성형체(140)를 간직하기 위하여 간직수단을 포함하는 절결부(142)를 가지는 복수의 간직구(114a, 114b)와 전성형가 전성형체 형성수단(92)으로부터 수용되는 전성형체 간직역(域)(A, B)으로 구성되어 있는 것을 특징으로 하는 장치.
- 제3항에 있어서, 전성형체 공급수단(12, 94)의 회전지지부재(112)는 실질적으로 연직축선 둘레를 회전하는 데 적합한 것을 특징으로 하는 장치.
- 제3항에 있어서, 전성형체 공급수단(2, 94)의 간직구(114a, 114b)에 구비된 간직수단은, 자성금속재인 전성형체(140)를 자력작용에 의해 흡착간직하는 자석(144)인 것을 특징으로 하는 장치.
- 제3항에 있어서, 전성형체 공급수단(12, 94)의 간직구(114a, 114b)에 구비된 간직수단은, 전성형체 (140)를 진공작용에 의해 간직하는 흡착 간직수단인 것을 특징으로 하는 장치.
- 제3항에 있어서, 전성형체 공급수단(12, 94)은 전성형체(140)의 상호 중첩되는 양단부 이외의 부분의 외면을 수용 및 간직하는 수단을 포함하고 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 뚜껑 공급수단(14, 15)은, 뚜껑간지역(域) (D)과 실질적인 연직 축선(160) 주위를 회전하는데 적합하며 외주면에 반경방향 바깥쪽과 연직방항 위쪽으로 개방되어 복수개의 원둘레방향 일정간격유지된 뚜껑(172)받이 포킷(170)으로 구성되어 있은 회전반송반(166)과, 뚜껑(172)을 뚜껑 간직역(D)에서 연직방향 윗쪽으로부터 상기 각각의 포킷(170)에 송급하는 용기뚜껑송급슈우트(194) 및 적어도 뚜껑 간직역(D)으로부터 인장링 성형 및 결합수단(16)의 뚜껑수역(E)까지의 범위에 걸쳐서 회전반송판(166)의 외주면을 따라 뻗은 원호형상 정지안내레일(186)로 구성되어 있으며 ; 상기 뚜껑 송급슈우투(194)는, 뚜껑(172)의 상면벽외면(178)이 슈우트(194)의 후방벽(202)에 대하여 맞닿게 하고, 찢어내기 탭(174)을 수직방향 내의 최상위치에 위치시키면서 뚜껑을 송급 및 안내하는 개방홈(200)을 가지고 있으며 ; 상기 정지안내레일(186)은 상기 포킷(170)에 수용된 뚜껑(172)의 스커어트벽(176)의 하부 가장자리가 접촉하게되는 내면(190)과 찢어내기 탭(174)의 기초부의 내면이 접속하게 되는 상면을 가진 것을 특징으로 하는 장치.
- 제8항에 있어서, 뚜껑 공급수단(14, 152)의 뚜껑 송급슈우트(194)는, 뚜껑의 하향이동을 방지하기 위하여 뚜껑(172)의 스커어트벽(176)속으로 돌출하는 핀(204)을 포함하고 있으며, 상기 핀(204)은 전방벽(198) 중앙부분에 구비된 상기 개방홈(200)에 대하여 이동가능한 것을 특징으로하는 장치.
- 제1항에 있어서, 상기 인장링 성형 및 결합수단(16, 208)은, 각각의 인장링 성형 및 결합 유닛이 상기 회전 지지체(220)이 회전에 의해 순차적으로 상기 전성형체 수역(C), 뚜껑수역(E) 및 말아넣기 가공역(F, G)을 거쳐서 반송되도록, 연속회전에 적합한 회전지지체(244)으로 구성되어 있으며, 전성형체는 전성형체 수역(C)에서 상기 인장링 성형 및 결합유닛에 공급되고, 뚜껑은 상기 뚜껑수역(E)에서 상기 인장링 성형 및 결합유닛에 공급되며, 상기 말기 및 말아넣기 결합은 상기 말아넣기 가공역(F, G)에서 수행되는 것을 특징으로 하는 장치.
- 제10항에 있어서, 각각의 인장링 성형 및 결합유닛(244)은, 동축상에 정렬배치된 하부 맨드렐부재(332)와 상부 맨드렐부재(304)로 구성되는 연직 맨드렐을 포함하고 있으며, 하부 및 상부 맨드렐부재(332, 304) 중의 적어도 하나는 상향 및 하향이동이 자유로우며 ; 전성형체 수역(C)에서, 전성형체(378)은, 연직으로 서로 일정간격 간직되어 있는 상부 맨드렐부재(304)와 하부 맨드렐부재(332)와의 사이의 공간으로 전형형체 공급수단(12)에 의해 반송되고 ; 상부 맨드렐부재(304)를 하강시키고 하부 맨드렐부재(332)를 상승시키는 수단과, 전성형체(378)은 연직 맨드렐부재(392)위에 위치되는 것을 특징으로 하는 장치.
- 제11항에 있어서, 상부 맨드렐부재(304)는 원주형상의 주부분과 대략 원추형인 하단부(382)를 가지며, 상부 맨드렐부재(304)의 주부분의 외경은 하부 맨드렐부재(332)의 주부분의 외경과 실질적으로 동일하고, 상부 맨드렐부재(304)의 하단부와 하부 맨들렐부재(332) 상단부는, 상부 맨드렐부재(304)가 하강 및/또는 하부 맨드렐부재(332)가 상슬될때 상부 맨드렐부재(304)의 주부분(380)이 하부 맨드렐부재(332)의 주부분과 결합되어 실질적으로 연속하는 원주형상의 연직 맨드렐(392)을 형성하도록 상호보합적인 절결부를 가지고 있는 것을 특징으로하는 장치.
- 제11항에 있어서, 각각의 인장링 성형 및 결합 유닛(244)은, 상향 및 하양 이동이 자유로운 상기 연직 맨드렐(392)과 동축을 이루는 상부 환형 말아넣기 공구(300)와 하부 환형 말아넣기 공구(338)를 구비하여 상기 인장링 성형 및 결합 유닛(244)이 전성형체 수역(C)을 통과한 후에 뚜껑 수역(E)에 도달하기 전에는 상부 환형 말아넣기 공구(300)가 연직 맨드렐에 끼워진 전성형체(378)의 하부 가장자리를 하부 환형 말아넣기 공구(338)에 대하여 맞닿은 위치로 하강시키기 위하여 소정의 위치로 하강되며 뚜껑수역(E)을 통과한 후에는 상부 환형 말아넣기 공구(300)는 하부 환형 말아넣기 공구(338)와 협동하여 전성형체(378)와 용기뚜껑(394)의 찢어내기 탭(408)의 자유단부(412)를 동시에 변형시키도록 구성되어 있는 것을 특징으로 하는 장치.
- 제10항에 있어서, 각각의 인장링 성형 및 결합유닛(244)은, 각각의 상기 인장링 성형 및 결합유닛(244)이 용기 뚜껑수역(E)의 통과 후 상기 말아넣기 가공역(F, G)에 들어가기 전에 연직 맨드렐(392)의 표면에 대하여 그리고 찢어내기 탭(408)의 상기 자유단부(412)를 중첩시킨 전성형체의 일부에 대하여 찢어내기 탭(408)의 자유단부(412)를 가압하는 햄머장치(358)를 포함하고 있으며, 찢어내기 탭(408)의 자유단부(412)를 폭방향으로 전성형체의(378)의 길이방향에 있어서의 곡률과 실질적으로 동일한 곡률로 만곡시키는 것을 특징으로 하는 장치.
- 제1항에 있어서, 상기 배출역(H)에서, 찢어내기 탭(454)의 자유단부(456)에 결합된 인장링(452)을 가지 뚜껑(430)의, 상기 인장링 성형 및 결합수단(16)으로부터의 회전이송을 위한 이송역(I)으로 구성되는 뚜껑이송수단(18, 414)을 더 포함하는 것을 특징으로 하는 장치.
- 제15항에 있어서, 인장링(452)과 뚜껑(430)의 찢어내기 탭(454)의 자유단부(456)와의 사이의 결합부를 그 결합을 강화시키기 위하여 가압변형시키는 회전수단(458), 상기 뚜껑 이송역(I)에서 상기 뚜껑 이송수단(414)으로부터의 상기 피결합 인장링(452)과 뚜껑(430)의 회전전송을 위한 수단(18)을 더 포함하는 것을 특징으로 하는 장치.
- 제16항에 있어서, 결합 강화수단(20)은, 실질적으로 연직 축선(460) 주위를 회전 가능한 회전 지지부재(466)와, 이 회전 지지부재(466)에 고정되어 있고 상기 회전지지부재의 둘레에 소정간격으로 유지되어 있으며, 뚜껑(514)과 이 뚜껑에 결합된 인장링을 수용하기 위하여 반경방향 바깥쪽으로 연직방향 윗쪽으로 개방된 포킷(512)을 가진 지지블록(498)을 각각 구비한 복수의 결합강화유닛(458)과 연직 일직선 정렬로 상호 협동하여 상기 포킷(512)내의 뚜껑(514)과 인장링(522)과의 사의 결합부를 가압 변형시키는 상부 가압공구와 하부 가압공구로 구성되어 있는 것을 특징으로 하는 장치.
- 제15항에 있어서, 상기 용기 뚜껑 이송수단(18, 414)은, 실질적인 연직 축선(460) 둘레를 회전 가능한 회전이송반(498)과, 이 회전이송반(498)에 고정되어 있고 이 회전이송반의 외주면의 원주상에 일정간격 유지되어 있으며 반경방향 바깥쪽으로 연직방향 윗쪽으로 개방되어 있는 복수개의 뚜껑 받이 포킷(512), 및 적어도 인장링 성형 및 결합수단(16)의 배출역(H)으로부터 결합강화수단(20)의 이송역(I)까지의 범위에 걸쳐서 회전 이송반의 외주면을 따라서 뻗어있는 정지안내레일(528)로 구성되어 있으며, 상기 정지안내레일(528)은 상기 포킷(512)에 수용된 인장링(522)이 결합된 용기뚜껑의 스커어트벽의 하부 가장자리가 접촉하게되는 내부표면(530)과 찢어내기 탭(534)의 기초부 및 인장링의 반경방향 내측부가 접촉되게되는 상면을 가진 것을 특징으로 하는 장치.
- 제1항에 있어서, 상기 뚜껑수역(E)의 이송방향 전방에 상기 뚜껑 이송수단(18)의 일부에 구비된 뚜껑의 공급차단을 검출하는 감시수단(562)을 설치하고, 상기 전성형체 공급수단의 일부에 구비된 전성형체 수역(C)의 이송방향 전방에 전성형체(584)를 배제하는 배제수단(580, 582)를 더 포함하고 있으며 ; 상기 용기뚜껑 공급수(14)에 의한 뚜껑수역(E)으로의 뚜껑의 비반송에 기인하여 상기 인장링 성형 및 결합수단(16)내의 어떤 인장링 성형 및 연결유닛(554)이 뚜껑을 수용할 수 없을 경우에는 상기 배제수단(580, 582)이 작동되어 전성형체(584)가 상기 전성형체 수역(C)으로 반송되는 것을 방지하며, 따라서 상기 특정의 인장링 성형 및 연결유닛(554)이 상기 전성형체수역(C)에서 전성형체를 수용할 수 없도록 한 것을 특징으로 하는 장치.
- 제19항에 있어서, 상기 배출역(H)과 전성형체 수역(C)과의 사이에서, 인장링 성형 및 결합수단(16)의 일ㅂ에 구비된 단독으로 성형된 인장링을 배제하기 위한 배제수단(590)을 더 포함하고 있는 것을 특징으로 하는 장치.
- 제19항에 있어서, 상기 배출역(H)으로부터의 하류에 용기뚜껑(576)과 이뚜껑에 결합된 인장링(592)을 동시에 검출하는 감시수단(596)을 더 포함하고 있는 것을 특징으로 하는 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP83-65285~91 | 1983-04-15 | ||
| JP58065285A JPS59191530A (ja) | 1983-04-15 | 1983-04-15 | 金属製引張リングを成形すると同時に容器蓋に結合する装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840008429A KR840008429A (ko) | 1984-12-15 |
| KR890003404B1 true KR890003404B1 (ko) | 1989-09-20 |
Family
ID=13282503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840001949A KR890003404B1 (ko) | 1983-04-15 | 1984-04-13 | 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPS59191530A (ko) |
| KR (1) | KR890003404B1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61180628A (ja) * | 1985-02-05 | 1986-08-13 | Toyo Seikan Kaisha Ltd | 金属製引張リングを成形すると同時に容器蓋に結合する装置 |
| JPS626723A (ja) * | 1985-07-03 | 1987-01-13 | Toyo Seikan Kaisha Ltd | 筒環状の前成形体を形成する前成形体形成装置 |
| CN111571096A (zh) * | 2020-05-30 | 2020-08-25 | 山东瀚业机械有限公司 | 一种挂钩上料装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE436192B (sv) * | 1978-02-27 | 1984-11-19 | Wicanders Korkfabriker Ab | Upprivningsbar forslutningskapsyl |
-
1983
- 1983-04-15 JP JP58065285A patent/JPS59191530A/ja active Granted
-
1984
- 1984-04-13 KR KR1019840001949A patent/KR890003404B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JPS59191530A (ja) | 1984-10-30 |
| KR840008429A (ko) | 1984-12-15 |
| JPH037454B2 (ko) | 1991-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10099273B2 (en) | Method for delivering and setting self-piercing rivets | |
| US7621738B2 (en) | Preform conveyor system provided with means for ejecting badly seized preforms | |
| CN106181356B (zh) | 混药器组装机 | |
| US5370754A (en) | Automatic motorless label applying system | |
| CN106816624A (zh) | 动力电池自动贴胶、折弯、扣保持架装置 | |
| US5417794A (en) | Apparatus for simultaneously disposing tubular labels on a plurality of bottles or other containers | |
| JP2002527267A (ja) | 連続移送ライン中の予成形体を識別し除去するための機構 | |
| KR890003404B1 (ko) | 금속제 인장링을 성형하는 동시에 용기뚜껑에 결합하는 장치 | |
| EP0002245B1 (en) | Machine for manufacturing flat-bottomed bottles | |
| US6796454B1 (en) | Fastening machines | |
| AU634037B2 (en) | High speed labeling machine | |
| US4586863A (en) | Apparatus for shaping an metallic pull ring and simultaneously connecting it to a container closure | |
| CN207076814U (zh) | 自动卷板机 | |
| AU2002301060B2 (en) | Device to assemble printed products by insertion | |
| CN107235185A (zh) | 一种输送包装一体机 | |
| CN211685994U (zh) | 一种用于卷装膜和卷装袋的自动贴标机 | |
| CN207225699U (zh) | 输送包装一体机 | |
| CN113953203A (zh) | 一种药品自动封装柔性生产线用的合格检验装置 | |
| CN219542265U (zh) | 一种防盗扣自动打扣贴标一体机 | |
| KR100201316B1 (ko) | 타이어용 자동라벨부착 장치 | |
| CN109514223A (zh) | 一种机身装配用的挡风圈上料装置 | |
| CN206954630U (zh) | 一种输送包装一体机 | |
| CN220428614U (zh) | 一种蝴蝶钉信封生产线用的自动打钉装置 | |
| CN202148027U (zh) | 一种翻转滚道输送机 | |
| CN216943761U (zh) | 一种订书钉自动化翻转组合包装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |