KR860001993B1 - 웨브의 스냅파단장치 - Google Patents
웨브의 스냅파단장치 Download PDFInfo
- Publication number
- KR860001993B1 KR860001993B1 KR8203870A KR820003870A KR860001993B1 KR 860001993 B1 KR860001993 B1 KR 860001993B1 KR 8203870 A KR8203870 A KR 8203870A KR 820003870 A KR820003870 A KR 820003870A KR 860001993 B1 KR860001993 B1 KR 860001993B1
- Authority
- KR
- South Korea
- Prior art keywords
- roll
- web
- winding roll
- core
- winding
- Prior art date
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/2238—The web roll being driven by a winding mechanism of the nip or tangential drive type
- B65H19/2269—Cradle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4181—Core or mandrel supply
- B65H2301/41814—Core or mandrel supply by container storing cores and feeding through wedge-shaped slot or elongated channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4182—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position
- B65H2301/41826—Core or mandrel insertion, e.g. means for loading core or mandrel in winding position by gripping or pushing means, mechanical or suction gripper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/23—Winding machines
- B65H2408/235—Cradles
Abstract
내용 없음.
Description
제1도는 본 발명을 실시하기 위한 자동재권취기의 권취부에 대한 수직단면도.
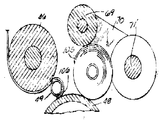
제2도는 코어, 조직경로그 및 대직경로그의 배치상태를 도시하는 도면으로 기초권취로울과 직경제어로울의 확대단면도.
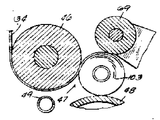
제3도, 제4도, 제5도, 제6도 및 제7도는 접착제가 도포된 코어를 이송하고 웨브를 파단시키는 경우에 있어서 본 발명을 실시하기 위한 장치의 작동을 설명하는 도면.
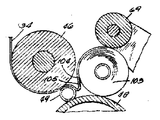
제8도 내지 제12도는 제2도와 유사한 도면으로 접착제를 사용하지 않는 경우에 있어서 웨브파단 및 이송기구의 임의적 작동형태를 설명하는 도면.
제13도는 코어를 제1권취로울 및 제2권취로울 사이의 목부내로 삽입하기 위한 코어전진기구를 설명하는 도면.
제14도는 직경제어로울의 높이를 조정하는 기구의 확대도.
제15도는 직경제어로울을 가속 및 감속하기 위한 벨트기구와 링크기구의 개략도.
제16도는 제2권취로울의 가속 및 감속을 제어하기 위한 벨트기구와 링크기구의 개략도.
제17도는 웨브에 절취선을 천공하는 천공수단의 수직단면도.
제18도는 천공로울의 위치제어용 구동제어기구의 개략도.
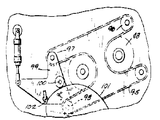
제19도는 로그배출기를 제어하기 위한 캠 및 링크기구의 부분단면도.
* 도면의 주요부분에 대한 부호의 설명
(31) : 프레임 (34) : 웨브
(38)(40) : 천공칼날 (47) : 목부
(46) : 제1권취로울 (48) : 제2권취로울
(49) : 코어 (69) : 직경제어로울
본 발명은 종이, 플라스틱, 금속박 등과 같은 시이트상의 웨브(web)를 감는 장치에 관한 것이며, 특히 대형종이 로울을 소형의 로그로 다시 감는 장치, 즉 고속자동 재권취장치에 관한 것이다.
또한, 본 발명은 웨브의 천공 및 파단장치에 관한 미합중국 특허출원 제186002호와 관련성이 있는 것으로 특히 웨브를 절단작업에 의하지 않고 파단시키는 신규의 장치에 관한 것이다. 본 발명은 완성된 종이로그와 그 종이로그에 인접 배치된 코어사이의 소정 위치에서 정착한 시이트수 및 웨브길이로 웨브를 스냅파단하는 장치를 제공한다.
본 발명에 있어서는 가속로울과 감속로을 사이에서 웨브를 스냅 파단하게 되며, 이 점에서 본 발명의 장치는 웨브를 절단하기 위하여 칼, 진공박스 또는 공기압력 등을 사용하는 종래의 재권취장치와 다르다고 할 수 있다.
대형종이로울을 소비자용의 소형 두루마리로 다시 감는 장치에 있어서 중요한 점은 웨브를 소정의 시이트 수 또는 시이트 길이로 정확히 절단하고, 새로 형성된 웨브의 선단을 즉시 새로운 코어로 옮겨 붙여서 그 다음의 로그가 연속하여 감길 수 있게 하는 한편, 완성된 로그를 권취작업부에서 즉시 배출하는 것이다.
웨브의 후단을 완성된 두루마리에 접착시키는 작업, 웨브의 새로운 선단을 새로운 코어에 견고히 고정시키는 작업 및 완성된 두루마리를 장치에서 배출시키는 작업 등은 고속 운전중인 기계를 감속시키는 일없이 실행하여야 한다.
이러한 웨브의 절단 및 절환작업을 효율적으로 수행하기 위하여 이미 여러가지 장치가 제안된 바 있으나, 그 중에서 중요한 것은 이탈리아공화국 특허 제963,047호 및 영국특허 제1,435,525호와 서두에서 언급한 미합중국 특허출원 제186,002호에 개시되어 있는 장치이다.
본 발명을 실시하기 위한 고속자동 재권취기에 있어서는, 웨브를 코어에 고정하거나 웨브의 후단을 로그의 외주면에 부착시키기 위하여 접착제를 사용하거나 또는 이것을 사용함이 없이 웨브의 절환을 행할 수 있다. 그러나, 중요한 점은 웨브의 일부가 곧 감기게 될 코어에 접촉하기 전에는 어떠한 절단작업도 하지 않은 채로 절환을 행하는 점이다. 또한, 본 발명의 장치에 있어서는, 웨브의 선행부분이 완성로그에 연결되어 있는 상태에서 새로 공급된 코어와 권취로울 사이에 웨브를 협지시킨다. 이때, 권취로울, 코어 및 완성로그의 회전속도는 정밀하게 제어하므로써 완성로그와 코어사이의 웨브에 장력이 발생하여 당해 완성로그와 코어사이의 좁은 공간에서 웨브가 파단되도록 한다.
웨브에는 각각의 시이트를 구획하기 위하여 그 횡방향으로 일련의 절취선을 천공해도 되고 이들 절취선 중 하나는 코어와 완성로그 사이의 좁은 간격에 위치시켜서 웨브가 용이하게 파단되도록 할 수도 있으나 이러한 절취선의 열과 그 위치는 본 발명에 있어서 중요한 것이 아니며, 웨브에 절취선을 천공하지 않고도 그 파단을 행할 수 있음은 물론이다.
본 발명의 장치에 있어서, 웨브가 파단될 순간에는 권취로울, 직경제어로울, 코어 및 완성로그의 회전속도를 개별적으로 정밀하게 제어하여 웨브의 인장과 동시에 코어와 권취로울의 이동을 유발시켜서 웨브를 파단시킨다.
본 발명의 장치의 자동에 있어서, 웨브는 페어런트로울로부터 천공스테이션을 통과하여 제1권취로울을 돌아서 공급된다. 제1권취로울의 근방에는 웨브를 감게될 코어의 외경보다 약간 좁은 간격을 두고 제2권취로울이 배치되어 있다.
코어는 제1권취로울과 제2권취로을 사이로 공급되고, 그에 따라 양권취로을 간에는 속도차가 발생하여 상기 코어를 권취로울 사이의 목부로 밀어 넣어서 코어와 권취로울 중 하나와의 사이에 웨브가 협지되도록 한다. 코어의 둘레에 웨브가 감김에 따라 하나의 로그가 완성되고, 이러한 권취공정은 2개의 권취로울과 코어가 동일한 원주속도로 회전하는 한 계속된다.
직경제어로울은 권취중인 두루마리의 상면을 눌러서 로그의 직경을 정확히 제어하는 것으로, 권취작업 중 직경제어로울의 원주속도는 웨브의 이송속도와 동일하다.
완성로그를 배출하고 새로운 로그를 권취할 때가 되면, 각 로울의 회전속도를 다시 한번 정확히 변경하여 3개의 로울간에 속도차를 발생시킨다. 그리하여, 완성로그는 직경제어로울과 권취로울 중 하나와의 사이에서 가속되고, 그 결과 완성로그의 외주면으로부터 새로 공급된 코어와 다른 권취로울간의 웨브협지 위치까지 펼쳐져 있는 웨브에는 장력이 발생하게 되므로써 당해 웨브는 코어와 완성로그 사이의 어느 부분에서 파단된다. 이러한 모든 공정은 완성로그에 감긴 웨브의 후단을 그 외주면에 부착시키기 위한 접착제와 사용여부에 관계없이 행할 수 있다.
웨브의 절환을 용이하게 하기 위하여 부압발생 수단이나 공기분사 수단을 사용해도 되지만, 이들이 필수적인 것은 아니다. 이상의 설명과 후술하는 실시예의 설명을 참조하면, 본 발명의 요지는 권취로울, 직경제어로울 및 웨브에 적절한 시기를 택하여 정확하게 속도차를 발생시키는 것이라는 점을 이해할 수 있을 것이다.
따라서 본 발명의 주 목적은 절단장치가 내장되지 않은 고속자동 재권취기에 있어서 신속히 이동하는 웨브를 소정 위치에서 정확히 파단시킬 수 있는 웨브 및 로울제어장치를 제공하는 것이다. 본 발명의 다른 목적은 전진하는 웨브의 선단을 새로 공급된 코어에 고정하기 위한 접착제의 사용 여부에 관계없이 재권취기에 응용할 수 있는 웨브파단장치를 제공하는 것이다.
본 발명의 또 다른 목적은 로울구동기구의 회전속도차만을 이용하여 웨브에 장력을 발생시키고 그결과 정확한 위치에서 웨브를 파단시키는 웨브파단장치를 제공하는 것이다.
이하, 첨부된 도면을 참조하여 본 발명을 상세히 설명한다.
제1도를 보면, 본 발명을 실시하기 위한 재권취기률 저지하는 프레임(31)이 도시되어 있다. 이 프레임(31)의 상단에는 가이드로울(32)과 회동로울(33)이 배치되어서 화살표(35)의 방향으로 이동하는 웨브(34)를 하방으로 안내하여 재권취기의 내부로 진입시킨다.
웨브(34)는 프레임에 회전 가능하게 지지된 페어런트로울에서 적절한 장력하에 소정의 속도로 풀려서 가이드로울(32)로 이송되어 온다. 상기 웨브(34)는 회동로울(33)로부터 하강하여 천공스테이션(36)을 통과하게 되고, 이 천공스테이션(36)에서는 하나의 천공칼날(38)을 가진 고정부재(37)와 복수의 천공칼날(40)를 가진 회전칼날로울(39) 사이를 통과하는 웨브에 횡방향으로 일련의 절취선을 천공한다.
천공칼날(40)을 고정부재(37)의 천공칼날(38)에 당접시키는 회전칼날로울(39)의 회전속도는 천공스테이션을 통과하는 웨브(34)의 선속도를 고려하여 알맞게 조정해서 웨브(34)를 가로질러 일정한 간격으로 절취선이 천공될 수 있도록 한다.
제18도는 절취선이 목부(47)와 환성로그(103) 사이에서 정학한 파단위치에 올 수 있도록 절취선의 천공위치를 조정하는 기구를 도시한다. 복수의 천공칼날(40)이 부착된 회전칼날로울(39)은 벨트에 의해 구동되는 풀리(44)의 제어하에 회전하게 되고, 축(41)을 중심으로 선회운동 하는 브래킷상에 대칭으로 배열된 회동로울(42)(43)의 둘레에는 벨트가 감겨져 있다. 캠 또는 유압장치 등에 의하여 상기 브래킷을 어느 일방향으로 회전시키면, 회동로울(42)(43)의 위치가 이동하고, 그에 따라 풀리(44)가 벨트에 의한 정상적인 회전과는 별도로 추가적인 회전을 하게 되어 풀리(44)에 연결된 회전칼날로울(39)의 진각(進角) 또는 지각(遲角)이 이루어지는 결과, 기계의 작동을 정지시키지 않고도 절취선의 천공위치를 미세하게 조정할 수 있다. 물론, 절취선의 천공위치에 대한 대략적인 조정은 기계를 시동하기 전에 수동으로 행한다.
절취선(34)이 천공된 웨브(34)는 천공스테이션(36)으로부터 하강하여 제1권취로울(46)의 외주면과 접한다. 웨브(34)는 제1도에 도시한 바와 같이 제1권취로울(46)의 외주면을 따라 이송되어 제1권취로울(46)과 그것에 대하여 병렬로 배치된 제2취로울(48) 사이의 목부(47)내로 진입한다. 제1권취로울(46)과 제2권취로울(48)의 위치관계는 제2도에 상세히 도시되어 있다.
제1권취로울(46)과 제2권취로울(48) 사이에 형성된 목부(47)의 폭은 당해 목부(47)내로 공급되어 둘레에 웨브(34)를 감게될 코어(49)의 외경보다 약간 좁게되어 있다.
다시 제1도를 보면, 프레임(31)상에는 복수의 코어(51)를 수용하는 깔대기(50)가 부착되어 있는 것을 알 수 있다. 상기 깔대기(50)는 수직홈통(52)을 가지며, 수직홈통(52)는 수직으로 배치되어 있으므로 복수의 코어(51)가 깔대기(50)로부터 접착제 도포스테이션(53)으로 내려올 수 있다.
잡착제 도포스테이션(50)는 제1도에 도시한 바와 같이 120°의 각도로 배치된 복수의 슬롯(55)을 가지는 회전부재(54)로 구성된다. 각각의 슬롯은 복수의 라이더로울(56)로 둘러싸여 있으며, 슬롯 중 하나가 제1도에 도시한 바와 같이 최상부 위치로 되면 당해 슬롯의 라이더로울(56)에는 코어(51)가 낙하한다.
회전부재(54)가 화살표(57) 방향으로 회전하면, 최상부 슬롯(55)에 위치한 코어는 회전식 접착제 도포휘일(59)을 가진 접착제 도포스테이션(58)을 통과한다. 코어가 회전식 접착제 도포휘일(59)의 상부로 지나감에 따라 당해 접착제 도포휘일(59)은 접착제(60)가 담긴 접착제 통내에서 회전하면서 그 돌출부에 의하여 코어(51) 표면상에 일정한 간격으로 줄무늬 모양의 접착제를 도포한다.
그 후, 회전부재(54)가 화살표(57)의 방향으로 계속해서 회전하면, 코어(51)는 (61)의 위치로 이동되고, 그 위치에서 중력에 의해 슈우트(62)를 따라 배출된 다음, 슈우트(62)의 최하부에 상당하는 점선위치(63)에서 대기한다.
적당한 순간이 되면, 제13도에 상세히 도시한 코어리프트 기구는 코어(51)를 점선의 위치(63)로부터 목부(47)내로 밀어 넣게되고, 이때 코어는 그 직경이 목부의 폭보다 약간 크게 되어 있기 때문에 회전중인 제1권취로울(46)과 제2권취로울(48) 사이에 끼이게 된다.
후에 상세히 설명하겠지만, 코어(51)가 아암(65)상의 푸셔휘일(64)에 의해 목부(47)내로 밀려 들어가는 순간에 있어서, 제2권취로울(48)의 원주속도는 제1권취로울(46)의 원주속도에 비하여 감속되고, 그 결과 코어(51)는 2개의 권취로울 사이에서 화살표(66)의 방향으로 돌아간다.
이러한 동작 중 웨브(34)는 코어와 제1권취로울(46) 사이에 협지되고, 코어에 도포된 접착제는 웨브로 옮겨 묻게 되며, 그에 따라 웨브는 코어와 제1권취로울(46) 사이에 확실하게 구속된다. 아암(65)이 코어를 목부(47)내로 밀어넣는 시기는 캠(67) 및 캠종동자(68)에 의해서 면밀하게 제어되고, 이 시기는 재권취기내의 다른 로울의 회전속도와 웨브(34)의 선속도를 고려하여 정밀하게 설정한다.
웨브(34)가 코어의 둘레에 감기기 시작하면, 코어는 차동속도로 구동되는 제1권취로울(46)과 제2권취로울(48)의 계속적인 회전에 따라 목부(47)에서 빠져나와서 제2권위로울(48)의 상부 위치로 이동하고, 그 위치에서 제1권취로울(46) 및 제2권취로울(48)과 계속해서 접촉하면서 제2도에 점선으로 도시한 바와 같이 직경이 점차적으로 커지게 된다.
코어가 목부(47)에서 제2권취로울(48)의 상부로 빠져나온 직후, 제2권취로울(48)의 회전속도는 제1권취로울(46)의 회선속도 및 웨브(34)의 선속도와 같아질 때까지 증가하고, 그 결과 코어의 둘레에는 제1권취로울(46) 및 제2권취로울(48)과 접촉상태하에 웨브가 감겨서 하나의 로그가 완성되어 간다. 제1도 및 제2도에서 볼 수 있는 바와 같이, 제2권취로울(48)의 상부에는 축(71)을 중심으로 선회 운동하는 아암(70)상에 장착된 직경제어로울(69)를 배치한다.
상기 직경제어로울은 제1권취로울(46)과 제2권취로울(48) 사이에서 권취되고 있는 로그의 상면에 밀착하여 회전하게끔 되어 있으므로, 권취작업 중 그 표면속도는 제1권취로울(46) 및 제2권취로울(48)의 표면 속도와 동일하다. 제14도에는 직경제어로울(69)의 고도를 제어하는 기구가 되시되어 있다. 이 도면에 있어서, 캠(72)은 아암(74)상의 캠종동자(73)를 부세하여 연결로우드(75)를 밀어 올린다. 연결로우드(75)의 상단(76)은 링크기구를 통해 적절하게 접속되어서 제한된 범위내에서 축(71)을 중심으로 아암(70)을 선회시킴으로써 로그의 직경을 정확히 제어한다.
연결로우드(75)는 슬라이딩브래킷(202)을 통하여 아암(74)에 접속되고, 슬라이딩브래킷(202)과 연결로우드(75)는 피봇(204)에 의하여 연결된다. 슬라이링브래킷(202)은 핸들(200) 및 스크류우(201)를 돌려서 아암(74)을 따라 이동시킬 수 있고, 그 결과 캠종동자(73)와 피봇(204)간의 거리 및 피봇(204)과 피봇(203)간의 거리를 변화시킬 수 있다. 이와 같은 구성에 의하면 재권취기를 정지시키는 일없이 그 작동중에 로그직경을 조정하는 것이 가능하다.
제15도에는 직경제어로울(69)의 속도를 변동시키는 기구가 도시되어 있는데, 이 기구는 축(71)에 의해 구동되며, 축(71)은 구동벨트(78)에 의해 구동되는 풀리(77)의 제어하에 회전한다. 구동벨트(78)는 복수의 안내풀리의 외주면을 지나게 되며, 안내풀리 중 2개의 풀리(79)(80)는 브래킷(83)에 부착된 축(82)을 중심으로 선회운동할 수 있게 된 아암(81)상에 장착되며, 브래킷 그 자체는 축(84)을 중심으로 선회운동한다. 아암(81)은 그 아암(81)에 부착된 캠종동자(86)를 부세하고 있는 캠(85)의 작용하에 선회운동할 수 있도록 되어 있다.
제15도에 있어서 도번(78)의 상부에는 또 하나의 풀리(도시하지 않음)가 배치되어 구동벨트(78)를 구동하게 되는데, 정상작동시에는 상기 풀리(도시하지 않음)와 풀리(77)은 동일한 속도로 회전한다. 직경제어로울(69)을 일시적으로 가속하고자 할 때, 예를들면 완전히 감긴 로그를 배출시키고자 하는 경우에는, 캠(85)의 경사 정점부가 캠종동자(86)를 밀어서 아암(81)이 시계방향으로 급속한 각 운동을 하게 되고, 그에 따라 풀리(79)에서 풀리(77)까지의 좌측부분의 구동벨트(78)는 짧아지는 한편 풀리 (80)를 감고 있는 우측부분의 구동벨트는 길어진다.
그리하여 잠시동안 구동벨트(78)는 전보다 빠른 속도로 풀리(77)의 둘레를 이동하게 되고, 그 결곽 풀리(77)에 동적으로 접속된 직경제어로울(69)의 가속이 이루어진다. 캠(85)이 경사 정점부에서 원형부로 점차 돌아오게 되면, 직경제어로울의 속도도 정상작동 속도로 환원된다.
재권취기의 가동 중 대부분에 있어서, 제1권취로울(46), 제2권취로울(48) 및 직경제어로울(69)의 표면속도, 즉 선속도는 동일하게 제어되므로, 웨브(34)는 제2도에 도시한 바와 같은 소정의 크기로 코어의 둘레에 권취된다.
권취가 완료된 로그를 제2도의 위치로부터 배출하고자 하는 경우에는, 직경제어로울(69)의 원주속도가 제2권취로울(48)의 원주속도 보다 커지도록 직경제어로울(69) 및 제2권취로울(48)의 회절속도를 변화시켜서 로그가 제2도에 도시한 위치로부터 제19도에 도시한 로그수용 깔대기(87)로 배출되게 하면 된다.
로그가 로그수용 깔대기(87)내로 배출되는 경우에 있어서, 당해 로그수용 깔대기는 아암(89)에 의해서 축(88)을 중심으로 선회운동하며, 상기 아암(89)은 캠(91), 캠종동자(92) 및 레버(90)를 통하여 움직인다. 그리하여, 로그수용 깔대기(87)는 화살표(93)의 방향으로 회전하여 로그를 로그이송 콘베이어(94)상에 옮겨 놓는다. 그후, 로그수용 깔대기는, 제19도에 도시한 위치로 귀환하여 다음의 로그를 받을 준비를 한다.
제16도는 제2권취로울(48)의 회전속도를 감속하기 위한 기구를 도시한다. 제2권취로울(48)은 벨트(95)에 의해 회전 구동된다. 벨트(95)는 복수의 가이드로울(96)(97)(98)의 둘레를 통과하게 되며, 상기 가이드로울 중 2개(97)(98)는 캠종동자(102)를 밀고 있는 캠(101)에 의해서 축(100)을 중심으로 선회운동하는 아암(99)상에 장착되어 있다.
제2권취로울(48)의 원주속도를 제1권취로울(46)의 원주속도보다 저속으로 하기 위해서는, 캠(101)의 경사정점부가 캠종동자(102)를 밀어서 아암(99)이 시계방향으로 급속한 각 운동을 하게 되고, 그결과 풀리(98)쪽의 우측부분의 벨트(95)는 짧아지고, 풀리(97)에서 풀리(96)에 이르는 좌측부분의 벨트(95)는 길어진다.
그리하여, 잠시동안 벨트(95)는 제2권취로울(48)을 구동하는 풀리의 둘레를 정상속도보다 저속으로 회전하게 되어 제2권취로울(48)의 일시적인 감속이 이루어진다. 캠(101)이 경사정점부에서 원형부로 회전하면 제2권취로울(48)의 회전속도도 정상속도로 환원된다.
이상에서 알 수 있는 바와 같이, 재권취기를 통과하는 웨브(34)의 선속도에 대한 제1권취로울, 제2권취로울 및 직경제어로울(69)의 상대속도는 원활하고 정확하게 제어할 수 있다. 앞에서도 언급했지만, 대부분의 경우에 있어서 웨브의 선속도와 제1권취로울(46), 제2권취로울(48) 및 직경제어로울(69)의 표면속도는 동일하다. 그러나, 코어를 목부(47)내로 진입시키고자 하는 경우에는 제2권취로울(48)의 회전속도를 제1권취로울(46)의 회전속도에 대하여 감속시킨다.
또한, 직경제어로울(69)의 회전속도에 대한 제2권취로울(48)의 회전속도를 감속시키면 완성로그는 제2도에 도시한 위치로부터 이탈하게 되고, 그에 따라 코어와 제1권취로울 사이의 웨브 협지위치와 완성로울의 상면과의 사이에는 웨브(34)의 인장부(104)가 발생한다. 이와 같이 웨브가 인장되는 상황에 대하여는 제3도 내지 제7도 및 제8도 내지 제12도에 상세히 도시한다.
제3도에 있어서, 접착제가 묻은 코어(49)는 제1권취로울(46), 제2권취로울(48) 및 직경제어로올(69)이 동일 속도로 회전하는 동안 목부(47)의 전방으로 이동해 온다. 로그(103)는 3개의 로울의 작용하에 권취동작을 완료한다. 아암(65)이 코어(49)를 목부(47)내로 진입시킴에 따라, 웨브(34)는 코어와 제1권취로울(46) 사이에 협지되고, 그와 동시에 제2권취로울(48)은 감속되어서 코어를 전방으로 굴려보낸다.
이 순간에 로그(103)는 제2권취로울(48)의 감속으로 인하여 권취위치로부터 이탈하여 제5도에 도시한 바와 같은 위치로 이동한다. 그리하여 로그(103)와 코어(49) 사이에는 웨브(34)의 인장부(104)가 형성된다. 이때, 직경제어로울(69)은 제2권취로울(48)과 같은 회전속도로 감속되어서 로그(103)를 당해 제2권취로울(48)과 직경제어로울(69) 사이에 유지시킨다.
제6도를 참조하면, 직경제어로울(69)의 회전속도는 제2권취로울(48)의 회전속도 보다 증가되어서 로그(103)를 목부에서 더욱 멀리 제7도에 도시한 위치로 이동시키므로써 웨브(34)의 인장부(104)가 파단되도록 한다.
코어(49)가 목부(47)내로 진입할 때, 코어의 둘레에 줄무의 모양으로 묻은 접착제는 웨브(34)의 인장부(104)에 상당하는 부분을 따라 옮겨 묻는다. 웨브가 인장부(104)에서 분리된 후, 접착제의 일부는 웨브의 후단(105)에 묻는 한편 다른 일부는 웨브의 선단(106)에 묻게되므로, 웨브의 후단(105) 및 선단(106)을 각각 로그의 외주면 및 코어(49)의 외주면에 접착시킬 수 있다.
직경제어로울(69)이 제2권취로울(48)보다 빠른 속도로 계속해서 회전하면 로그는 로그수용 깔대기(87)내로 배출되고, 이때 제2권취로울(48)의 회전속도는 제1권취로울(46)의 회전속도 보다 느리기 때문에 코어 및 그것에 접착된 웨브는 목부에서 빠져 나와서 권취위치로 이동한다.
그리하여 한 사이클이 완료되고, 새로운 로그가 적당한 직경 및 웨브길이로 코어의 둘레에 감기는 공정및 웨브의 타단 ·절환공정이 반복된다. 그런데, 제3도 내지 제7도에 도시한 웨브절환방법 및 기구는 접착제의 유무에 관계없이 사용할 수 있으며, 접착제의 사용여부는 웨브의 종류, 재권취기의 운전속도 등의 여러가지 요인을 고려해서 결정할 사항이라는 점을 지적해 둔다.
제8도 내지 제12도에는 제3도 내지 제7도에 도시한 공정과 유사한 공정을 도시한다.
제8도에 있어서, 제1권취로울(46), 전2권취로울(48) 및 직경제어로울(69)은 로그(103)가 적당한 직경으로 권취되고 코어(49)가 목부(47)의 입구로 들어오기 전까지는 동일한 원주속도로 회전한다.
제9도에서는 제2권취로울(48)이 감속되는 결과, 코어(49)는 목부내로 진입하여 웨브(34)와 접촉한다.
제2권취로울(48)과 직경제어로울(69)이 감속하면, 로그(103)는 목부로부터 제9도에 도시한 위치로 이동하고, 그 결과 코어(49)와 로그(103)의 상면간에는 웨브(34)의 인장부(104)가 형성된다. 이어서, 직경제어로울(69)은 제2권취로울(48)의 회전속도에 대하여 감속되므로써 로그(103)는 다시 목부쪽으로 후퇴하고 웨브의 인장부(104)에는 고리형이완부(105)가 발생한다.
이때, 웨브는 코어(49)의 둘레에 감기기 시작하고, 웨브선단의 일부는 제11도에 도시한 바와 같이 (106)의 위치에서 코어와 제2권취로울(48) 사이에 협지되며, 코어와 제2권취로울(48) 사이의 협지부와 로그(103)의 상면간에는 웨브의 인장부가 발생한다.
제12도를 참조하면, 직경제어로울(69)은 다시 한번 가속되고, 그에 따라 웨브는 로울사이에 협지된 고리형이완부(105)에서 파단되며, 파단된 웨브의 선단은 새로운 코어에 계속해서 권취되는 한편, 완성로그는 제2권취로울(48)과 직경제어로울(69)간의 속도차, 즉 직결제어로울(69)이 제2권취로울(48)에 비하여 고속으로 회전함에 따라 목부에서 배출된다.
이상의 설명에서 알 수 있는 바와 같이, 상술한 속도제어기구는 웨브(34)의 선속도 뿐만 아니라 제1권취로울(46), 제2권취로울(48) 및 직경제어로울(69)의 원주속도를 선택적으로 정밀하게 제어해서 로그(103)를 제2권취로울(48)과 직경제어로울(69)간의 댄싱위치에 유지시킬 수도 있고, 당해 로그(103)를 필요에 따라 목부에 대하여 접근 혹은 이탈하는 방향으로 이동시켜서 웨브의 선단이 코어와 제2권취로울(48) 사이에 협지될 수 있도록 고리형이완부(69)를 발생시키는 것도 가능하며, 웨브가 로그(103)의 둘레에 감겨 있는 동안 직경제어로울(69)을 가속하므로써 고리형이완부(105)에서 웨브가 파단됨과 동시에 완성로그가 로그수용 깔대기(87)내로 배출되도록 할 수도 있다. 이와 같은 권취사이클은 계속해서 반복된다.
이상에서는 특정한 실시예에 의거하여 각종 로울의 가속 및 감속제어 수단과 직경제어로울의 위치제어 수단에 관해 설명하였으나, 발명의 범위 및 취지를 벗어나지 않는 한도내에서 다른 형태의 제어수단을 사용해도 무방하다. 제12도에 있어서 점선으로 도시한 것은 제2권취로울(48) 및 직경제어로울(69)용 보조안내벨트이다.
이들 보조안내벨트는 각 로울의 표면상에 효과적으로 권장(券裝)되어서 제2권취로울(48)과 직경제어로울(69) 사이에서 운동하는 로그(103)의 안내면을 제공하므로써, 전진 및 후퇴하면서 고리형이완부(105)를 형성시키거나 웨브의 인장부(104)를 파단하는 로그의 운동을 보다 확실하게 제어한다.
이상에서 설명한 본 발명의 실시예는 모든 면에서 일예에 불과한 것으로, 특허청구의 범위에 기재된 발명의 범위를 벗어나지 않는 한도내에서는 다른 형태로 변경실시할 수도 있다.
Claims (6)
- 웨브(34)를 코어(49)에 감아서 로그(103)를 제조하는 장치에 있어서, 웨브를 전진시키는 회동로울(32)(33)과, 제1권취로울(46)과, 제2권취로울(48)과, 제1권취로울(46)과 제2권취로울(48)사이의 공간에 코어의 외경보다 좁은 폭으로 형성된 목부(47)와, 코어를 목부(47)내로 전진시키는 푸셔휘일(64) 및 아암(65)과, 직경제어로울(69)과, 제1권취로울(46), 제2권취로울(48) 및 직경제어로울(69)을 각자 회전시키는 장치와, 제1권취로울(46) 및 직경제어로울(69)의 원주속도에 대한 제2권취로울(48)의 원주속도를 변동시키는 제2권취로울용 속도제어기구와, 제1권취로울(46) 및 제2권취로울(48)의 원주속도에 대한 직경제어로울(69)의 원주속도를 변동시키는 직경제어로울용 속도제어기구와, 직경제어로울(69)을 코어의 둘레에 감긴 웨브의 상면쪽으로 눌러서 로그(103)의 외경을 제어하는 아암(70)및 축(71)과, 웨브에 횡방향으로 절취선을 천공하는 고정부재(37), 천공칼날(38), 회전칼날로울(39) 및 천공칼날((40)과, 절취선이 목부와 로그사이에 뻗어있는 웨브의 인장부(105)에 나타나도록 천공장치를 제어하는 축(41), 회동로울(42)(43) 및 풀리(44)와, 코어를 수용하는 깔대기(50) 및 수직홈통(52)과, 코어를 전진시키는 회전부재(54), 슬롯(55), 라이더로울(56) 및 슈우트(62)와, 코어가목부(47)를 통하여 전진하기 전에 코어에 접착제를 도포하는 접착제 도포휘일(59)을 구비한 것을 특징으로 하는 웨브의 스냅파단장치.
- 제1항에 있어서, 상기 제2권취로울용 속도제어기구는 제2권취로울(48)의 원주속도를 제1권취로울(46)의 원주속도 보다 저속으로 하여 코어(49)를 목부(47)를 통하여 회전 진입시키는 것을 특징으로 하는 웨브의 스냅파단장치.
- 제2항에 있어서, 제2권취로울용 속도제어기구는 상기 제2권취로울(48)의 원주속도를 직경제어로울(69)의 원주속도 보다 저속으로 하여 로그(103)를 목부(47)로부터 이동시키므로서 목부(47)와 로그(103) 사이에 일정한 길이의 웨브연장부(104)가 뻗어있게 하는 것을 특징으로 하는 웨브의 스냅파단장치.
- 제3항에 있어서, 직경제어로울용 속도제어기구 및 제2권취로울용 속도제어기구는, 직경제어로울(69)의 원주속도 및 제2권취로울(48)의 원주속도를 변동시켜서 상기 로그(103)를 목부(47) 쪽으로 되돌아오게 하므로써, 목부내에 제2권취로울(48)과 목부로 전진하여 들어온 새로운 코어 사이에 협지되는 웨브의 고리형이완부(105)를 형성시키는 것을 특징으로 하는 웨브의 스냅파단장치.
- 제3항에 있어서, 제2권취로울용 속독제어기구 및 직경제어로울용 속도제어기구는, 제1권취로울(46)이 웨브(34)를 목부(47)내로 진입시키는 것보다 빠른 속도로 로그(103)를 목부(47)로부터 이동시키므로써 웨브(34)가 목부(47)와 로그(103) 사이의 영역에서 파단되게 하는 것을 특징으로 하는 웨브의 스냅파단장치.
- 제3항에 있어서, 상기 목부(47)로부터 로그(103)를 지지하여 이송시키는 직경제어로울(69) 및 제2권취로울(48)용 보조안내벨트를 구비한 것을 특징으로 하는 웨브의 스냅파단장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1019860001839A KR860001992B1 (ko) | 1981-09-17 | 1986-03-14 | 웨브의 스냅파단방법 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT9519A/81 | 1981-09-17 | ||
| IT9519A | 1981-09-17 | ||
| IT09519/81A IT1167982B (it) | 1981-09-17 | 1981-09-17 | Dispositivo e metodo per la separazione a strappo di materiale in nastri,di carta od altro |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860001839A Division KR860001992B1 (ko) | 1981-09-17 | 1986-03-14 | 웨브의 스냅파단방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840001100A KR840001100A (ko) | 1984-03-28 |
| KR860001993B1 true KR860001993B1 (ko) | 1986-11-12 |
Family
ID=11131491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8203870A KR860001993B1 (ko) | 1981-09-17 | 1982-08-27 | 웨브의 스냅파단장치 |
Country Status (12)
| Country | Link |
|---|---|
| JP (1) | JPS5847745A (ko) |
| KR (1) | KR860001993B1 (ko) |
| AT (1) | AT383573B (ko) |
| BR (1) | BR8204433A (ko) |
| CA (1) | CA1203522A (ko) |
| DE (1) | DE3225518A1 (ko) |
| ES (1) | ES8400713A1 (ko) |
| GB (2) | GB2105688B (ko) |
| GR (1) | GR81386B (ko) |
| IL (1) | IL66366A (ko) |
| IT (1) | IT1167982B (ko) |
| NL (1) | NL190868C (ko) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07108743B2 (ja) * | 1985-04-17 | 1995-11-22 | ペーパー・コンバーテイング・マシーン・カンパニー | ウエブの巻取り方法とその装置 |
| FI74260C (fi) * | 1985-11-20 | 1988-01-11 | Valmet Paper Machinery Inc | Upprullningsanordning. |
| US4962897A (en) * | 1986-04-01 | 1990-10-16 | Paper Converting Machine Company | Web winding machine and method |
| DE3640366A1 (de) * | 1986-11-26 | 1988-06-01 | Richard Nicolaus | Wickelvorrichtung |
| US4798350A (en) * | 1987-05-29 | 1989-01-17 | Magna-Graphics Corporation | Web rewind apparatus with cutless web transfer |
| IT1230585B (it) * | 1988-10-21 | 1991-10-28 | Alberto Consani S P A D | Ribobinatrice funzionante a velocita' costante e relativo dispositivo tagliante. |
| IT1234455B (it) * | 1989-06-08 | 1992-05-18 | Perini Navi Spa | Attrezzatura per formare rotoli cioe' bastoni di materiale nastriforme su di un'anima di avvolgimento |
| IT1238716B (it) * | 1990-04-27 | 1993-09-01 | Perini Navi Spa | Dispositivo per variare la frequenza del moto di un introduttore |
| IT1247331B (it) * | 1991-04-03 | 1994-12-12 | Perini Fabio Spa | Dispositivo perforatore per nastri di carta o simili, con movimento alternativo di traslazione della contro-lama. |
| IT1240907B (it) * | 1991-07-16 | 1993-12-21 | Perini Fabio Spa | Metodo per la produzione di rotoli o logs di materiale nastriforme,e macchina per l'esecuzione di detto metodo |
| IT1265842B1 (it) * | 1993-02-15 | 1996-12-12 | Perini Fabio Spa | Perfezionamenti ad una ribobinatrice per la produzione senza nucleo centrale di avvolgimento. |
| IL106327A (en) * | 1992-07-21 | 1997-06-10 | Perini Fabio Spa | Machine and method for the formation of coreless rolls of web material |
| US5505405A (en) * | 1993-02-18 | 1996-04-09 | Paper Converting Machine Company | Surface rewinder and method having minimal drum to web slippage |
| US6648266B1 (en) | 1993-03-24 | 2003-11-18 | Fabio Perini S.P.A. | Rewinding machine and method for the formation of logs of web material with means for severing the web material |
| IT1262046B (it) * | 1993-03-24 | 1996-06-18 | Guglielmo Biagiotti | Macchina ribobinatrice per la formazione di rotoli di materiale nastriforme con mezzi per l'interruzione del materiale nastriforme e relativo metodo di avvolgimento. |
| US5368253A (en) * | 1993-04-23 | 1994-11-29 | Faustel Incorporated | Continuous rewind with no-fold-back splicer |
| US5772149A (en) * | 1996-09-18 | 1998-06-30 | C. G. Bretting Manufacturing Company, Inc. | Winding control finger surface rewinder |
| US6000657A (en) * | 1996-09-18 | 1999-12-14 | C.G. Bretting Manufacturing Company, Inc. | Winding control finger surface rewinder with core insert finger |
| US5820064A (en) * | 1997-03-11 | 1998-10-13 | C.G. Bretting Manufacturing Company, Inc. | Winding control finger surface rewinder with core insert finger |
| US5823461A (en) * | 1997-03-10 | 1998-10-20 | Faustel, Inc. | No-fold back splicer with electrostatic web transfer device |
| AU726466B3 (en) * | 1997-08-29 | 2000-11-09 | Vale Statutory & Mining Services Pty Limited | Overfull sensing of a cable reel |
| EP0905069A1 (de) * | 1997-09-17 | 1999-03-31 | Albrecht Bäumer KG Spezialmaschinenfabrik | Verfahren und Vorrichtung zum Aufwickeln von bandförmigem Material |
| ITFI980034A1 (it) | 1998-02-18 | 1999-08-18 | Perini Fabio Spa | Macchina ribobinatrice periferica per la produzione di rotoli di materiale nastriforme avvolto e relativo metodo di avvolgimento |
| US6308909B1 (en) * | 1999-02-09 | 2001-10-30 | The Procter & Gamble Company | Web rewinder chop-off and transfer assembly |
| US6264130B1 (en) | 1999-09-13 | 2001-07-24 | Faustel, Inc. | Duplex web roll winding and splicing apparatus |
| IT1314596B1 (it) | 2000-03-28 | 2002-12-20 | Perini Fabio Spa | Macchina ribobinatrice e metodo di di avvolgimento di rotoli dimateriale nastriforme su mandrini estraibili |
| US6659387B2 (en) | 2000-11-07 | 2003-12-09 | Paper Converting Machine Co. | Peripheral rewinding machine and method for producing logs of web material |
| ITMI20010764A1 (it) * | 2001-04-10 | 2002-10-10 | Gambini Giovanna | Apparecchiatura per applicare colla ad un'anima da inserire in un riavvolgitore per avvolgere log |
| ITMI20010306U1 (it) † | 2001-06-01 | 2002-12-02 | Gambini Giovanni | Dispositivo per la ribobinatura e la formazione di un rotolo di cartain una macchina ribobinatrice |
| ITFI20020194A1 (it) | 2002-10-16 | 2004-04-17 | Perini Fabio Spa | Metodo per la produzione di rotoli di materiale nastriforme e macchina ribobinatrice che attua detto metodo |
| ITFI20020227A1 (it) | 2002-11-20 | 2004-05-21 | Perini Fabio Spa | Macchina ribobinatrice con un dispositivo incollatore per incollare il lembo finale del rotolo formato e relativo metodo di avvolgimento |
| GB0322259D0 (en) | 2003-09-23 | 2003-10-22 | Milton Peter G | Apparatus for refurbishing used cores for rolls of printing paper |
| ES2300865T3 (es) | 2003-12-05 | 2008-06-16 | Fabio Perini S.P.A. | Procedimiento y maquina para la produccion de rollizos de material en banda. |
| ITFI20030311A1 (it) | 2003-12-05 | 2005-06-06 | Perini Fabio Spa | Macchina ribobinatrice, metodo per la produzione di |
| ITFI20040028A1 (it) | 2004-02-09 | 2004-05-09 | Perini Fabio Spa | Metodo e dispositivo per produrre rotoli di materiale nastriforme avvolto |
| ITFI20040061A1 (it) | 2004-03-18 | 2004-06-18 | Perini Fabio Spa | Macchina ribobinatrice combinata periferica e centrale |
| US7472861B2 (en) | 2005-06-20 | 2009-01-06 | The Procter & Gamble Company | Method for a surface rewind system |
| ITFI20060140A1 (it) | 2006-06-09 | 2007-12-10 | Perini Fabio Spa | Metodo e dispositivo pe produrre rotoli di materiale nastriforme con un meccanismo di interruzione del materiale nastriforme azionato dal transito delle anime di avvolgimento. |
| CN101088895B (zh) * | 2006-06-16 | 2010-05-12 | 全利机械股份有限公司 | 滚筒式纸卷的纸张卷滚装置 |
| EP2045201A1 (en) * | 2007-10-02 | 2009-04-08 | M T C - Macchine Trasformazione Carta S.r.l. | Rewinding method and rewinding machine that carries out this method |
| EP2067584A1 (en) | 2007-12-06 | 2009-06-10 | M T C - Macchine Trasformazione Carta S.r.l. | Rewinding machine with perforating means and method |
| IT1394504B1 (it) * | 2009-06-05 | 2012-07-05 | United Converting Srl | Apparato e metodo di scambio anime in macchine avvolgitrici |
| CN102581867A (zh) * | 2012-03-07 | 2012-07-18 | 金红叶纸业集团有限公司 | 切线虚切装置 |
| ITFI20130222A1 (it) | 2013-09-23 | 2015-03-24 | Futura Spa | Dispositivo e metodo per controllare la separazione dei fogli di nastri cartacei in macchine ribobinatrici e ribobinatrice provvista di un siffatto dispositivo. |
| DE102015114391B4 (de) * | 2015-08-28 | 2020-05-20 | Windmöller & Hölscher Kg | Aufnahmemittel zur Aufnahme von Folienmaterial |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| IT202000017698A1 (it) * | 2020-07-22 | 2022-01-22 | Futura Spa | Macchina ribobinatrice per la produzione di rotoli o logs di materiale cartaceo. |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL167926C (nl) * | 1970-06-09 | 1982-02-16 | Heijmeijer L J Ver Fab | Werkwijze en inrichting voor het vervaardigen van wikkels. |
| DE2335930C2 (de) * | 1972-07-18 | 1986-05-28 | Fabio Lucca Perini | Wickelmaschine zum Aufwickeln einer Papierbahn, bspw. Toilettenpapierbahn o.dgl. |
| JPS6033738B2 (ja) * | 1978-03-23 | 1985-08-05 | 川之江造機株式会社 | 紙の巻取装置 |
| IT1165998B (it) * | 1979-09-21 | 1987-04-29 | Fabio Perini | Dispositivo avvolgitore continuo per nastri di carta ed altro nella produzione di carta igienica e manufatti analoghi |
| IT1167967B (it) * | 1981-08-26 | 1987-05-20 | Fabio Perini | Ribobinatrice ad alta velocita' per nastri di carta in specie con perforazioni trasversali |
-
1981
- 1981-09-17 IT IT09519/81A patent/IT1167982B/it active
-
1982
- 1982-04-30 CA CA000402072A patent/CA1203522A/en not_active Expired
- 1982-06-08 GB GB08216620A patent/GB2105688B/en not_active Expired
- 1982-06-11 GR GR68425A patent/GR81386B/el not_active IP Right Cessation
- 1982-06-22 ES ES513349A patent/ES8400713A1/es not_active Expired
- 1982-07-08 DE DE19823225518 patent/DE3225518A1/de active Granted
- 1982-07-12 AT AT0269682A patent/AT383573B/de not_active IP Right Cessation
- 1982-07-21 IL IL66366A patent/IL66366A/xx not_active IP Right Cessation
- 1982-07-26 JP JP57129105A patent/JPS5847745A/ja active Granted
- 1982-07-29 BR BR8204433A patent/BR8204433A/pt not_active IP Right Cessation
- 1982-08-12 NL NL8203172A patent/NL190868C/xx not_active IP Right Cessation
- 1982-08-27 KR KR8203870A patent/KR860001993B1/ko active
-
1985
- 1985-01-28 GB GB08502089A patent/GB2150536B/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| JPS5847745A (ja) | 1983-03-19 |
| IT8109519A0 (it) | 1981-09-17 |
| NL8203172A (nl) | 1983-04-18 |
| NL190868C (nl) | 1994-10-03 |
| GB8502089D0 (en) | 1985-02-27 |
| GB2105688B (en) | 1986-03-12 |
| AT383573B (de) | 1987-07-27 |
| NL190868B (nl) | 1994-05-02 |
| GB2105688A (en) | 1983-03-30 |
| BR8204433A (pt) | 1983-07-19 |
| CA1203522A (en) | 1986-04-22 |
| DE3225518A1 (de) | 1983-03-24 |
| JPH0158098B2 (ko) | 1989-12-08 |
| IT1167982B (it) | 1987-05-20 |
| DE3225518C2 (ko) | 1992-03-05 |
| ES513349A0 (es) | 1983-11-16 |
| ES8400713A1 (es) | 1983-11-16 |
| GB2150536A (en) | 1985-07-03 |
| GB2150536B (en) | 1986-02-12 |
| KR840001100A (ko) | 1984-03-28 |
| IL66366A (en) | 1986-01-31 |
| ATA269682A (de) | 1986-12-15 |
| GR81386B (ko) | 1984-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR860001993B1 (ko) | 웨브의 스냅파단장치 | |
| US4723724A (en) | Web winding machine and method | |
| US4962897A (en) | Web winding machine and method | |
| US4487377A (en) | Web winding apparatus and method | |
| US4856725A (en) | Web winding machine and method | |
| KR100202226B1 (ko) | 웨브재 절단수단을 가진 웨브재의 록형성용 권취기 및 그 방법 | |
| KR930011434B1 (ko) | 두루마리 형성용 권취기 및 권취방법 | |
| US6050519A (en) | Rewinder incorporating a tail sealer | |
| US5368252A (en) | Apparatus and method for winding rolls of web material with severing of web by roll acceleration | |
| US7318562B2 (en) | Rewinding machine and method for the formation of logs of web material with means for severing the web material | |
| US4909452A (en) | Surface winder and method | |
| RU2567202C2 (ru) | Машина для перемотки и способ производства рулонов из рулонного материала | |
| EP0067051B1 (en) | Web transfer apparatus and method | |
| US7469856B1 (en) | Tissue paper winding and cutting machine with pre-winding roller | |
| US4265409A (en) | Web rewinder turret swing control | |
| KR100548751B1 (ko) | 단일 스테이션의 연속 로그 롤 와인더 | |
| US5899403A (en) | Method and apparatus for winding bags onto a spindle | |
| KR860001992B1 (ko) | 웨브의 스냅파단방법 | |
| EP0402325A2 (en) | Apparatus for the formation of rolls of web material on a winding core | |
| JPS627097B2 (ko) | ||
| EP1205414B1 (en) | Peripheral rewinding machine and method for producing logs of web material | |
| JP2530845B2 (ja) | 連続運転式ウエブロ−ル製造装置 | |
| JPS63134451A (ja) | 連続運転式ウエブロ−ル製造装置 | |
| JPH0818737B2 (ja) | ウェブ巻取機および方法 | |
| JPS63230456A (ja) | 連続運転式ウエブロ−ル製造装置 |