KR20230079110A - 유리 다이렉트 로빙의 제조 방법 - Google Patents
유리 다이렉트 로빙의 제조 방법 Download PDFInfo
- Publication number
- KR20230079110A KR20230079110A KR1020237013498A KR20237013498A KR20230079110A KR 20230079110 A KR20230079110 A KR 20230079110A KR 1020237013498 A KR1020237013498 A KR 1020237013498A KR 20237013498 A KR20237013498 A KR 20237013498A KR 20230079110 A KR20230079110 A KR 20230079110A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- regressions
- direct roving
- winding
- strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/38—Arrangements for preventing ribbon winding ; Arrangements for preventing irregular edge forming, e.g. edge raising or yarn falling from the edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/06—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making cross-wound packages
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/10—Non-chemical treatment
- C03B37/12—Non-chemical treatment of fibres or filaments during winding up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/06—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making cross-wound packages
- B65H54/08—Precision winding arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
- B65H55/04—Wound packages of filamentary material characterised by method of winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/312—Fibreglass strands
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Textile Engineering (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Winding Filamentary Materials (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
Description
도 2는, 권취 공정의 설명도이다.
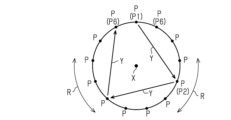
도 3은, 1회의 왕복 이동에 따른 방향전환점의 둘레방향(周方向) 위치의 변위를 나타낸 설명도이다.
도 4는, 왕복 이동마다의 방향전환점의 둘레방향 위치의 변위를 나타낸 설명도이다.
도 5는, 제1 예에 있어서의 왕복 이동마다의 방향전환점의 둘레방향 위치의 변위를 나타낸 설명도이다.
도 6은, 제2 예에 있어서의 왕복 이동마다의 방향전환점의 둘레방향 위치의 변위를 나타낸 설명도이다.
도 7은, 제3 예에 있어서의 왕복 이동마다의 방향전환점의 둘레방향 위치의 변위를 나타낸 설명도이다.

10…유리 다이렉트 로빙
Claims (2)
- 유리 스트랜드를, 교차된 사선 모양(綾)으로 걸면서 원통 형상으로 감는 권취 공정을 구비하는 유리 다이렉트 로빙의 제조 방법으로서,
상기 권취 공정에 있어서,
교차된 사선 모양 걸기의 회귀수(回歸數)가 10 이상이며,
상기 회귀수를 「A」, 상기 회귀수의 1/2 이하의 최대의 정수(整數)를 「(A/2)*」, 상기 회귀수의 1/4 이하의 최대의 정수를 「(A/4)*」라 하고, 교차된 사선 모양 걸기의 사이클 와인드수를 대분수 「a+(b/A)」로 나타내었을 때,
「b」 및 「A-b」 중 작은 쪽의 값인 간격 파라미터가 「(A/2)*-(A/4)*」 이상 「(A/2)*-1」 이하가 되는 조건으로 교차된 사선 모양으로 걸면서 상기 유리 스트랜드를 감는 것을 특징으로 하는 유리 다이렉트 로빙의 제조 방법. - 제1항에 있어서,
상기 간격 파라미터가 「(A/2)*-1」이 되는 조건으로 교차된 사선 모양으로 걸면서 상기 유리 스트랜드를 감는 유리 다이렉트 로빙의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-165166 | 2020-09-30 | ||
| JP2020165166A JP7581746B2 (ja) | 2020-09-30 | 2020-09-30 | ガラスダイレクトロービングの製造方法 |
| PCT/JP2021/036028 WO2022071456A1 (ja) | 2020-09-30 | 2021-09-30 | ガラスダイレクトロービングの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20230079110A true KR20230079110A (ko) | 2023-06-05 |
| KR102899607B1 KR102899607B1 (ko) | 2025-12-11 |
Family
ID=80951694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237013498A Active KR102899607B1 (ko) | 2020-09-30 | 2021-09-30 | 유리 다이렉트 로빙의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12319534B2 (ko) |
| JP (1) | JP7581746B2 (ko) |
| KR (1) | KR102899607B1 (ko) |
| CN (1) | CN116209632B (ko) |
| WO (1) | WO2022071456A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4502931A1 (en) | 2022-03-30 | 2025-02-05 | Canon Kabushiki Kaisha | Image processing device, image processing method, and program |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003040640A (ja) * | 2001-07-30 | 2003-02-13 | Nippon Electric Glass Co Ltd | ガラスロービング |
| JP2003212590A (ja) * | 2001-11-16 | 2003-07-30 | Nippon Electric Glass Co Ltd | ガラスロービング |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2871569A (en) * | 1954-12-17 | 1959-02-03 | American Enka Corp | Method and apparatus for winding cones with equal thread lengths |
| DE2735538A1 (de) * | 1977-08-06 | 1979-02-15 | Bayer Ag | Profile aus faser-verbundwerkstoffen |
| JP2909294B2 (ja) * | 1992-03-16 | 1999-06-23 | 日東グラスファイバー工業株式会社 | ガラスヤーンの製造方法 |
| JPH09124232A (ja) * | 1995-10-30 | 1997-05-13 | Nitto Boseki Co Ltd | ガラス繊維巻取機 |
| JP5190681B2 (ja) * | 2007-06-26 | 2013-04-24 | 日本電気硝子株式会社 | ガラス繊維巻き取り用チューブの作製方法 |
| JP5057286B2 (ja) * | 2007-08-30 | 2012-10-24 | 日本電気硝子株式会社 | ガラスロービング |
| JP2010248030A (ja) * | 2009-04-16 | 2010-11-04 | Nippon Electric Glass Co Ltd | ガラスロービング、ガラスロービングの製造方法及びガラス繊維強化複合樹脂材 |
| JP5610887B2 (ja) * | 2010-07-16 | 2014-10-22 | 株式会社ベステック | 分割コア式ワークの巻線機及び巻線方法 |
| JP6830613B2 (ja) * | 2015-12-28 | 2021-02-17 | 日本電気硝子株式会社 | ガラス繊維ストランド、ガラス織物、及びセメント製品 |
| JP7238341B2 (ja) * | 2018-10-31 | 2023-03-14 | 東レ株式会社 | 織物 |
| KR102147369B1 (ko) * | 2019-08-01 | 2020-08-24 | 킴텍(주) | 복합재료 폴의 제조장치 |
| JP7338454B2 (ja) * | 2019-12-24 | 2023-09-05 | 日本電気硝子株式会社 | ガラスダイレクトロービング及びその製造方法 |
-
2020
- 2020-09-30 JP JP2020165166A patent/JP7581746B2/ja active Active
-
2021
- 2021-09-30 KR KR1020237013498A patent/KR102899607B1/ko active Active
- 2021-09-30 US US18/246,630 patent/US12319534B2/en active Active
- 2021-09-30 CN CN202180065745.4A patent/CN116209632B/zh active Active
- 2021-09-30 WO PCT/JP2021/036028 patent/WO2022071456A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003040640A (ja) * | 2001-07-30 | 2003-02-13 | Nippon Electric Glass Co Ltd | ガラスロービング |
| JP2003212590A (ja) * | 2001-11-16 | 2003-07-30 | Nippon Electric Glass Co Ltd | ガラスロービング |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022057091A (ja) | 2022-04-11 |
| US20230339718A1 (en) | 2023-10-26 |
| WO2022071456A1 (ja) | 2022-04-07 |
| CN116209632B (zh) | 2025-09-09 |
| US12319534B2 (en) | 2025-06-03 |
| JP7581746B2 (ja) | 2024-11-13 |
| CN116209632A (zh) | 2023-06-02 |
| KR102899607B1 (ko) | 2025-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109281053A (zh) | 用于复合材料编织的设备及工艺 | |
| KR20230079110A (ko) | 유리 다이렉트 로빙의 제조 방법 | |
| WO2016125666A1 (ja) | コンクリート補強材及びコンクリート成形体 | |
| JP7338454B2 (ja) | ガラスダイレクトロービング及びその製造方法 | |
| DE69720434T2 (de) | Kohlenstoff-faserbündel und verpackungskörper dafür | |
| RU2389853C1 (ru) | Технологическая линия для изготовления композитной арматуры | |
| KR100270170B1 (ko) | 스틸코드 제조방법 및 그 제조장치 | |
| JP6830613B2 (ja) | ガラス繊維ストランド、ガラス織物、及びセメント製品 | |
| JP5057286B2 (ja) | ガラスロービング | |
| EP1321547B1 (de) | Zylindrische Kreuzspule und Verfahren zur Bildung des Wickelkörpers einer zylindrischen Kreuzspule | |
| JP3656871B2 (ja) | 炭素繊維パッケージおよびその製造方法 | |
| EP1321412B1 (de) | Konische Kreuzspule und Verfahren zur Bildung des Wickelkörpers einer konischen Kreuzspule | |
| JP4110923B2 (ja) | ガラスロービング及びその製造方法 | |
| JP5101254B2 (ja) | 強化繊維組物の製造方法 | |
| JPH02243469A (ja) | ガラス繊維ストランドの分割巻取方法及び装置 | |
| JP2007112636A (ja) | ガラスロービング | |
| JP4756479B2 (ja) | ガラスロービングの製造方法及びガラスロービング | |
| CN118946532A (zh) | 玻璃卷绕体及其制造方法、以及复合材料的制造方法 | |
| RU2236716C1 (ru) | Способ изготовления стеклопластикового изделия | |
| IT202100027383A1 (it) | Macchina preimpregnatrice | |
| CN117432921A (zh) | 一种玄武岩纤维复合筋及制备方法 | |
| JP5266637B2 (ja) | ロービング、ロービングパッケージ、繊維強化樹脂成形体の製造方法 | |
| JP2022049755A (ja) | ロービング及びその製造方法、並びにロービングパッケージ | |
| DE1784614C3 (de) | Konischer Hohlmast | |
| JP4102961B2 (ja) | ガラスロービングを用いたfrp成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| D22 | Grant of ip right intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D22-EXM-PE0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| F11 | Ip right granted following substantive examination |
Free format text: ST27 STATUS EVENT CODE: A-2-4-F10-F11-EXM-PR0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| U12 | Designation fee paid |
Free format text: ST27 STATUS EVENT CODE: A-2-2-U10-U12-OTH-PR1002 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| Q13 | Ip right document published |
Free format text: ST27 STATUS EVENT CODE: A-4-4-Q10-Q13-NAP-PG1601 (AS PROVIDED BY THE NATIONAL OFFICE) |