KR20230038782A - 압력 센서용 유리 웨이퍼 및 유리 요소 - Google Patents
압력 센서용 유리 웨이퍼 및 유리 요소 Download PDFInfo
- Publication number
- KR20230038782A KR20230038782A KR1020237005574A KR20237005574A KR20230038782A KR 20230038782 A KR20230038782 A KR 20230038782A KR 1020237005574 A KR1020237005574 A KR 1020237005574A KR 20237005574 A KR20237005574 A KR 20237005574A KR 20230038782 A KR20230038782 A KR 20230038782A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- cross
- glass substrate
- opening
- skewness
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims abstract description 419
- 235000012431 wafers Nutrition 0.000 title abstract description 74
- 238000000034 method Methods 0.000 claims abstract description 39
- 239000000758 substrate Substances 0.000 claims description 102
- 229910052710 silicon Inorganic materials 0.000 claims description 63
- 239000010703 silicon Substances 0.000 claims description 63
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 62
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 31
- 239000000463 material Substances 0.000 claims description 29
- 238000005530 etching Methods 0.000 claims description 27
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 19
- 238000004519 manufacturing process Methods 0.000 claims description 19
- 230000010354 integration Effects 0.000 claims description 7
- 239000007788 liquid Substances 0.000 claims description 6
- 238000005498 polishing Methods 0.000 claims description 6
- 238000002679 ablation Methods 0.000 claims description 4
- 230000001965 increasing effect Effects 0.000 claims description 4
- 230000003287 optical effect Effects 0.000 claims description 3
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims 1
- 229910052698 phosphorus Inorganic materials 0.000 claims 1
- 239000011574 phosphorus Substances 0.000 claims 1
- 230000035945 sensitivity Effects 0.000 claims 1
- 239000010408 film Substances 0.000 description 51
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 35
- 230000008569 process Effects 0.000 description 27
- 239000012528 membrane Substances 0.000 description 26
- 238000005259 measurement Methods 0.000 description 23
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 12
- 239000012530 fluid Substances 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 230000008859 change Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 238000009826 distribution Methods 0.000 description 7
- 238000004364 calculation method Methods 0.000 description 6
- 239000002585 base Substances 0.000 description 4
- 238000009530 blood pressure measurement Methods 0.000 description 4
- 239000005388 borosilicate glass Substances 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000009828 non-uniform distribution Methods 0.000 description 4
- 239000011734 sodium Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000002123 temporal effect Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000739 chaotic effect Effects 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000543 intermediate Substances 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229920006268 silicone film Polymers 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 241000251730 Chondrichthyes Species 0.000 description 1
- 241000409898 Empodisma minus Species 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 241001310793 Podium Species 0.000 description 1
- 229910006404 SnO 2 Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000005305 interferometry Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 150000003376 silicon Chemical class 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 1
- 229910001948 sodium oxide Inorganic materials 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 230000008685 targeting Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003631 wet chemical etching Methods 0.000 description 1
Images













Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0041—Transmitting or indicating the displacement of flexible diaphragms
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0041—Transmitting or indicating the displacement of flexible diaphragms
- G01L9/0042—Constructional details associated with semiconductive diaphragm sensors, e.g. etching, or constructional details of non-semiconductive diaphragms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00015—Manufacture or treatment of devices or systems in or on a substrate for manufacturing microsystems
- B81C1/00023—Manufacture or treatment of devices or systems in or on a substrate for manufacturing microsystems without movable or flexible elements
- B81C1/00047—Cavities
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
- C03C3/093—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium containing zinc or zirconium
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/06—Means for preventing overload or deleterious influence of the measured medium on the measuring device or vice versa
- G01L19/0609—Pressure pulsation damping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/54—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2201/00—Specific applications of microelectromechanical systems
- B81B2201/02—Sensors
- B81B2201/0264—Pressure sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2201/00—Manufacture or treatment of microstructural devices or systems
- B81C2201/01—Manufacture or treatment of microstructural devices or systems in or on a substrate
- B81C2201/0101—Shaping material; Structuring the bulk substrate or layers on the substrate; Film patterning
- B81C2201/0128—Processes for removing material
- B81C2201/0143—Focussed beam, i.e. laser, ion or e-beam
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/0222—Scoring using a focussed radiation beam, e.g. laser
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/04—Cutting or splitting in curves, especially for making spectacle lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Analytical Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Measuring Fluid Pressure (AREA)
- Pressure Sensors (AREA)
- Surface Treatment Of Glass (AREA)
- Glass Compositions (AREA)
Abstract
본 발명은 일반적으로 압력 센서에서 사용하기 위한 유리 요소를 제조하기 위한 유리 웨이퍼, 및 압력 센서에서 사용하기 위한 유리 요소뿐만 아니라 이러한 유리 요소 및 유리 웨이퍼를 제조하는 방법에 관한 것이다. 다른 양태는 이러한 유리 요소를 포함하거나 이러한 유리 요소에 의해 수득될 수 있는 압력 센서에 관한 것이다.
Description
본 발명은 일반적으로 압력 센서, 예컨대 압전 저항성 또는 용량성 압력 센서, 바람직하게는 압전 저항성 압력 센서에 사용하는 유리 요소를 제조하기 위한 유리 웨이퍼, 및 압력 센서에 사용하기 위한 유리 요소, 및 또한 이러한 유리 요소 및 유리 웨이퍼를 제조하는 공정에 관한 것이다. 추가의 양태는 이러한 유리 요소를 포함하거나 이러한 유리 요소에 의해 수득 가능한 압력 센서에 관한 것이다.
미세전자기계(또는 MEMS) 압력 센서는 압력에 의해 탄성적으로 변형 가능한 실리콘의 얇은 막을 포함한다. 이러한 실리콘 막은 일반적으로 절연체 또는 실리콘과 같은 반도체 물질로 구성된 페데스탈 상에 적용된다. 페데스탈은 가스 또는 액체와 같은 유체가 압력 센서의 측정 공동을 관통할 수 있는 개구를 갖는다. 막은 양 측면으로부터의 압력에 의해 작용한다: 한 측면의 기준 압력, 및 측정 공동과 마주하는 막의 측의 가변 압력; 기준 압력은 고정되거나 가변적일 수 있다. 막의 2개의 측면 상의 압력이 서로 다른 경우, 막은 변형을 겪는다. 변형 시 이들의 저항을 변화시키는 정밀 저항기(압전 저항기로 알려짐)가 막에 혼입된다. 이들은 휘트스톤 브리지 회로의 형태로 전기적으로 배열된다. 막의 변형은 브리지 회로의 전압 변화를 수반한다. 브리지 전압의 이러한 측정 가능한 변화는 대략 압력차에 비례한다.
대안적으로, 압력 차이는 또한 용량적으로 측정될 수 있다. 이러한 경우, 저항기보다, 용량, 즉, 커패시터 기능의 측정을 위해 실리콘에 혼입된 미세기계적 구조물이 존재한다.
이러한 부류의 압력 센서에 사용되는 페데스탈 물질은, 예를 들어, 유리와 같은 절연 물질 또는 실리콘과 같은 반도체 물질일 수 있다. 구성요소 크기를 감소시키기 위해, 사용되는 페데스탈 요소는 가능한 한 얇고, 예를 들어, 200 ㎛ 내지 900 ㎛, 보다 특히, 예를 들어, 800 ㎛ 또는 400 ㎛의 범위에서 1 mm 미만의 두께를 갖는다. 그러나, 캐리어 물질로부터 MEMS 성분의 매우 효과적인 열적 디커플링을 보장하기 위해, 더 두꺼운 페데스탈이 또한 필요할 수 있다. 이들은 최대 3.5 mm 두께일 수 있다.
페데스탈 물질로 제조된 개구의 정확한 구성은 가변적이다. 이러한 개구는 일반적으로 둥근 단면을 가지며, 단면 개구의 크기는 페데스탈 물질의 두께에 걸쳐 변할 수 있다. 예를 들어, 단면 개구는 원뿔대 형상을 가질 수 있고, 즉, 둥근 단면 형상을 갖는 개구의 벽은 서로에 대해 경사질 수 있다. 개구의 절두 피라미드(Frustapyamidal) 형태가 또한 공지되어 있다.
일본 특허 출원 JP S57-128074 A호에는 페데스탈 물질이 특정 결정학적 배향을 갖는 실리콘의 단결정으로 형성되는 압력 센서가 기술되어 있다. 페데스탈의 개구는 단결정의 이방성 에칭에 의해 얻어진다. 단결정 페데스탈 물질의 정확한 배향에 따라, 상이한 개구 기하학을 얻는 것이 가능하고, 따라서 둥근 단면을 갖는 개구뿐만 아니라 각진 단면적을 갖는 개구도 가능하다.
미국 특허 출원 US 2011/0000304 A1호에는 유리 페데스탈을 포함하는 압력 센서가 기재되어 있으며, 여기서 유리 페데스탈의 개구는 특히 실리콘 막의 방향으로의 개구의 직경이 금속 페데스탈을 향하는 개구의 직경보다 더 크도록 상이한 직경을 갖는다. 유리 물질에서 상이한 직경을 생성하기 위한 공정은 기재되어 있지 않다.
미국 특허 출원 US 2006/0288793 A1호에는 압력 전달 겔을 포함하는 압력 센서가 기술되어 있으며, 여기서, 유리 페데스탈에 압력 센서가 포함되어 있으며, 유리 페데스탈에 제조된 개구와 유리 페데스탈의 두께 간에 규정된 비율이 존재한다. 이의 목적은 특히, 변동하는 온도 하에서 겔의 팽창에 의해, 충분한 개구 직경을 제공함으로써, 및 동시에 단지 작은 두께의 유리 페데스탈을 얻음으로써 초래될 수 있는 바와 같이, 겔에 의해 실리콘 막의 변형을 방지하는 것이다.
미국 특허 출원 US 2005/0172724 A1호에는 유리 페데스탈을 갖는 압력 센서가 기재되어 있다. 유리 페데스탈은 유리 페데스탈의 두께에 걸쳐 변하는 크기를 갖는 개구를 포함한다. 개구는, 예를 들어, 원추형 절두체 또는 피라미드형 절두체의 형상을 가질 수 있다. 압력 센서 막으로부터 떨어져 있는 유리 페데스탈의 측면은 실리콘 막을 향해 배향된 유리 페데스탈의 측면 상의 개구보다 작은 개구 크기를 갖는다. 그 이유는 이러한 방식으로 측정 공동으로의 불순물의 진입 및 이에 따른 압력 측정의 임의의 왜곡을 방지하거나 적어도 최소화하기 위함이다. 개구는 UVL(초음파 진동 랩핑)에 의해 유리 페데스탈에 제조될 수 있다.
유리 페데스탈의 두께에 따라 변하는 유리 페데스탈의 개구 크기는 또한 일본 특허 출원 JP H09-126924 A호에 기재되어 있다. 이러한 경우의 개구는 에칭 작업에 의해 생성된다. 실리콘 막으로부터 떨어져 있는 유리 페데스탈의 측면에서, 개구의 크기는 실리콘 막을 향하는 유리 페데스탈 측면에서보다 크다. 이의 목적은 실리콘 막으로부터 떨어져 있는 면에서 유리 페데스탈의 개구 마진(opening margin)의 이탈 없이 유리 페데스탈의 개구의 기계적 안정성을 개선하는 것이다.
미국 특허 US 9 470 593 B2호에는 커버 또는 캡이 유리로 형성될 수 있고, 유체가 개구를 통해 웨이퍼로 통과할 수 있도록 하는 임의의 요망되는 형상 및 크기를 갖는 개구를 갖는, 압력 센서가 기술되어 있다.
또한, 미국 특허 출원 US 2009/0096040 A1호에는 최적화된 센서 기하학을 갖는 센서가 기재되어 있다.
따라서, 종래 기술로부터, 압력 센서 적용을 위한 페데스탈에 대해 공지된 매우 상이한 구성이 존재한다. 이러한 맥락에서, 페데스탈의 개구의 정확한 구성은 압력 센서의 기계적 안정성 및/또는 신뢰성에 상당한 영향을 미친다는 것이 밝혀졌다. 예를 들어, 특정 부분은, 예를 들어, 습윤성 및/또는 코팅성과 관련하여, 개구의 크기, 측벽 또는 측면의 경사각, 및 이러한 측벽 또는 측면의 표면의 구성에 의해 영향을 받는다. 예를 들어, 바람직하게는 웨이퍼 평면 또는 시트 평면에서 개구의 기하학적 구성, 예를 들어, 개구의 적어도 하나의 에지가 적어도 선형 형태인 부분을 갖는 형태의 기하학적 구성과 조합하여 바람직하게는 고도로 재현 가능한 공정과 같은, 표적화된 방식으로 유리 페데스탈의 측면 또는 측벽의 표면 특성을 확립하는 것은 공지된 압력 센서를 개선하는 데 결정적인 기여를 할 수 있다.
따라서, 적어도 종래 기술의 알려진 약점을 감소시키는 압력 센서용 유리 요소의 생산을 위한 유리 요소 및 유리 웨이퍼에 대한 요구가 존재한다.
발명의 목적
따라서, 본 발명의 목적은 압력 센서의 기계적 안정성 및/또는 신뢰성을 더욱 개선시키는, 압력 센서에 사용하기 위한 유리 웨이퍼 및 각각의 유리 요소를 제공하는 것이다. 추가의 양태는 유리 요소를 제조하기 위한 공정, 및 이러한 유리 요소를 포함하는 압력 센서에 관한 것이다.
본원에서 압력 센서의 안정성 및/또는 신뢰성을 개선하는 것은 기계적 안정성 및 이에 따라, 예를 들어, 압력 센서의 수명을 개선하는 것을 수반할 수 있지만, 또한 일반적으로 센서에 의해 생성된 신호의 균질성 및/또는 안정성과 같은 다른 양태를 포함한다.
발명의 개요
본 발명의 목적은 독립항의 주제에 의해 달성된다. 바람직하고 특정한 구현예는 종속항 및 본 명세서의 추가 개시 내용에서 발견된다.
따라서, 본 개시는 압력 센서, 예컨대 압전 저항성 또는 용량성 압력 센서, 예를 들어, 바람직하게는 압전 저항 압력 센서에서 사용하기 위한 프레임형 유리 요소를 제조하기 위한 유리 웨이퍼로서, 시트형 유리 기판 및 또한 시트형 유리 기판의 한 표면으로부터 시트형 유리 기판의 다른 표면으로 도달하는 적어도 하나의 개구를 포함하며, 개구는 소정의 단면적을 갖는 단면을 가지며, 단면적은 바람직하게는 적어도 10 ㎛, 바람직하게는 적어도 20 ㎛ 및 더욱 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는, 적어도 하나의 직선 부분에 의해 획정되며, 개구는 바람직하게는 하기 식 (1)에 따라 결정한 경우 0이 아닌 왜도 Ssk를 특징으로 하는 표면을 갖는 측면을 가지며, 여기서 왜도 Ssk의 양(절대값)은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며, 더욱 바람직하게는 왜도는 측면의 평면 영역, 바람직하게는 직선 부분에 상응하는 영역에서 결정되는, 유리 웨이퍼에 관한 것이다:
(1)

상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타낸다. A는 왜도가 결정되는 통합 구역의 면적을 나타내며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값을 나타낸다. 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현된다. 따라서, 표면 프로파일 상의 지점이 평균보다 더 높은 경우, 관련된 값 Z(x,y)는 양수이며; 지점이 평균 미만인 경우, Z(x,y)는 음수이다. 표면에 대한 실제 측정의 경우, 적분을 계산하기보다는 개별 지점에서 표면 프로파일의 결정을 수행하는 것이 가능하다. 이후, 적분은 합으로 대체될 수 있고, 면적은 피가수(summand) 또는 측정 지점의 수로 대체될 수 있다. 이후에 Ssk는 하기 식 (2)에 의해 주어진다:
(2)

왜도는 바람직하게는 백색광 간섭법(WLi로 약칭됨)에 의해 결정된다. 이러한 부류의 측정은, 예를 들어, ZYGO NewView 간섭계와 같은 Zygo로부터의 백색광 간섭계로 수행될 수 있다. 적절한 배율(렌즈에 의한 20배 배율 및 또한 0.5배 줌)에서 ZYGO MxTN 소프트웨어를 사용하여 데이터가 기록되고 분석된다. 분석의 정확성을 증가시키기 위해, 소프트웨어는 분석 중인 영역(마스크라고 함)을 제한하여 측정할 수 없는 영역이 분리되도록 한다. 여기서, 필요에 따라, 740 ㎛ * 320 ㎛ 또는 740 ㎛ * 520 ㎛의 치수를 갖는 직사각형 측정 영역이 선택된다. Ssk 값은 이러한 경우에 하기 식에 따라, 또는 상기 식 (1)에 따라 결정된다:

값 Sq는 하기 공식 (3)에 따라 계산될 수 있다:
(3)

따라서, 고려되는 값은 높이의 제곱 평균이다. 또한, 이의 결정을 위해, 적분보다 하기 합(4)에 의해 다수의 별개의 측정 지점으로의 계산을 수행하는 것이 가능하다:
(4)

왜도의 양은 바람직하게는 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이다.
하나의 바람직한 구현예에 따르면, 왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5이다.
보다 특히, 왜도의 양은 0.003 내지 5, 바람직하게는 0.004 내지 2.0, 더욱 바람직하게는 0.01 내지 1.5일 수 있다.
일 구현예에 따른 왜도는 보다 특히 0 초과일 수 있다. 이러한 경우, 표면은 주로 융기(elevation)를 특징으로 하는 표면으로서 형성된다. 노치형 구성이 천공된 벽에서 난류 경계층을 확립하기 때문에, 어레이의 벌지(bulge)가 있는 표면은 표면을 지나는 유체의 흐름을 촉진할 수 있다. 이는 유체 점도의 국부적 증가와 같이 작용하고 경계 층류를 촉진한다.
이러한 경우의 왜도는 바람직하게는 0.001, 바람직하게는 최대 5이다. 여기서 왜도는 바람직하게는 적어도 0.002, 보다 특히 적어도 0.003, 바람직하게는 적어도 0.004, 및 매우 바람직하게는 적어도 0.01이다. 추가로 바람직하게는 왜도는 최대 2.0, 바람직하게는 최대 1.5이다.
여기서 왜도에 대한 바람직한 범위는 적어도 0.003 내지 최대 5, 보다 특히 적어도 0.004 내지 최대 2.0, 매우 바람직하게는 0.01 내지 1.5이다.
추가 구현예에 따르면, 왜도는 0 미만일 수 있다. 이러한 경우, 표면은 주로 함몰부(depression)를 특징으로 한다. 이러한 경우의 표면은 노치(notch)로도 지칭될 수 있는 좁은 함몰부가 없다. 그 결과, 특히 압력을 가하는 하중의 경우에, 감소된 노칭 효과가 존재하며, 이는 구성요소 강도를 증가시킨다.
이러한 경우, 왜도는 바람직하게는 최대 -0.001 및 더욱 바람직하게는 적어도 -5이다. 여기서 왜도는 바람직하게는 최대 -0.002, 보다 특히 최대 -0.003, 바람직하게는 최대 -0.004, 및 매우 바람직하게는 최대 -0.01이다. 추가로 바람직하게는 왜도는 적어도 -2, 바람직하게는 적어도 -1.5이다.
여기서 왜도에 대한 바람직한 범위는 최대 -0.003 내지 적어도 -5, 보다 특히 최대 -0.004 내지 적어도 -2.0, 더욱 바람직하게는 -0.01 내지 -1.5이다.
본 개시의 맥락에서, 용어의 하기 정의가 적용된다:
유리 기판은 본 개시의 맥락에서 유리질 물질의 생성물이거나 이를 포함하는 것으로 이해된다. 유리질 물질은 일반적으로 특히 용융 작업에서 배치(batch)로부터 용융되는 무기 비정질 물질인 것으로 이해된다. 용융 작업은, 예를 들어, 유리질 물질의 또는 이를 포함하는 플레이트 또는 시트(즉, 예를 들어, 유리 플레이트 또는 유리 시트)를 제공하기 위해 열간 성형으로 지칭되는 작업이 후속될 수 있다. 당업자에게 공지된 핫쉐이핑(hotshaping) 작업은, 예를 들어, 드로잉, 롤링 또는 플로팅(floating)을 포함한다. 따라서, 본 개시의 의미에서 유리 기판은, 예를 들어, 유리 시트 또는 유리 플레이트의 형태를 취할 수 있다. 특히, 본 개시의 맥락에서, 유리질 물질은 보로실리케이트 유리로 알려진 것일 수 있거나 이러한 유리를 포함할 수 있다.
표면의 평면 영역 또는 보다 일반적으로 영역/면은 본원에서 표면의 영역 또는 보다 일반적으로 만곡되지 않은 영역/면인 것으로 이해된다. 그러나, 평면 영역은 특히 거칠기를 갖도록 구성될 수 있다. 이는 본 개시의 의미에서 평면 영역이 이상적으로 편평하거나 매끄러운 것으로 이해되지 않는다는 것을 의미한다. 대신, 특히, 본 개시의 의미에서 평면 영역은 적어도 하나의 직선 부분에 의해 획정되는 영역일 수 있다.
유리 기판은 바람직하게는 380 nm 내지 780 nm의 파장 범위, 즉, 가시광선 범위의 전자기 방사선과 관련하여 투명한 형태를 갖는다.
유리 기판은 특히 시트형 형태일 수 있다. 이는 데카르트 좌표계의 제1 방향에서 유리 기판의 측방향 치수(이는 또한 유리 요소의 두께로서 이해될 수 있음)가 데카르트 좌표계의 제1 방향에 대해 수직인 2개의 다른 방향(이러한 방향은 또한 유리 요소의 길이 및 폭으로 지칭될 수 있음)의 측면 치수의 최대 1/5이다. 즉, 유리 기판의 두께는 이의 길이/폭의 최대 1/5이다. 유리 기판의 길이 및 폭이 두께의 5배를 훨씬 초과하는 구현예가 마찬가지로 가능하다. 이러한 경우, 유리 기판은 매우 길고 넓은 얇은 시트의 형태를 취한다: 예를 들어, 얇은-유리 시트 또는 얇은-유리 스트립. 본 명세서의 맥락에서 스트립은 길이가 폭보다 훨씬 더 큰, 예를 들어, 훨씬 더 큰 성형체이다. 길이 및 폭이 동일한 크기인 경우, 바디는 일반적으로 시트로 지칭된다. 유리 기판이 형태가 원형인 경우, 유리 기판의 직경은 길이 및 폭을 대체한다.
여기서 측방향 치수의 설명은 유리 기판을 획정하는 표면 사이의 거리를 기반으로 한다. 즉, 유리 기판은 유리질 물질로 제조되거나 이를 포함하는 성형체이다. 본 개시가 유리 기판의 표면, 및 상응하게, 유리 웨이퍼 또는 유리 요소의 표면을 지칭하는 경우, 고려되는 표면은 달리 명시적으로 관찰되지 않는 한, 함께 성형체의 전체 표면적의 50% 초과를 구성하는 면이다. 유리 기판의 시트형 형태의 경우, 주요 면으로도 표시될 수 있는 이러한 표면은 유리 기판의 길이 및 폭에 의해 정의된 면, 또는 유리 요소의 원 또는 타원 형성의 경우에, 각각 2개의 원형 면 또는 2개의 타원 면이다. 유리 기판의 주요 면은 또한 측면으로 지칭될 수 있다. 유리 기판 또는 그에 따라 유리 웨이퍼 또는 유리 요소의 정확한 배치에 따라, 이들은 또한 유리 기판(또는 웨이퍼 또는 유리 요소)이 수평일 때 상부 측면 및 하부 측면으로서, 또는 수직일 때 전면 및 후면으로서 지칭될 수 있다.
일반적으로, 유리 기판의 표면은 서로에 대해 실질적으로 평행하게 배치되며, 이는 유리 기판이 또한 기하학적 용어로 얇고, 가능하게는 세장형의 직육면체로서 또는 얇은 원형 실린더로서, 또는 일반적으로 임의의 베이스 영역의 얇은 프리즘으로서 기술될 수 있음을 의미한다. 표면의 실질적으로 평행한 배치는 표면이 서로 최대 5°의 각도를 포함하고 바람직하게는 통상적인 제조 허용오차의 범위 내에서 서로 평행하게 배치됨을 의미한다.
유리 웨이퍼(또는 유리 요소 웨이퍼)는 유리 기판 및 또한 적어도 하나의 개구를 포함하는 성형체를 지칭한다. 즉, 유리 기판은 개구 없는 유리 시트로서 이해될 수 있고, 유리 웨이퍼는 다수의 개구를 포함하는 유리 시트로서 이해될 수 있다. 본 개시의 의미에서의 유리 요소는 일반적으로 단지 하나의 개구를 포함하고 유리 웨이퍼보다 작으며; 특히, 유리 요소는 유리 웨이퍼의 싱귤레이션(singulation)으로부터 야기될 수 있다. 현재 유리 요소 또는 유리 웨이퍼의 표면이 언급되는 경우, 이들은 유리 웨이퍼를 포함하는 유리 기판의 표면인 것이 자명하다. 유리 기판의 두께, 유리 기판을 포함하는 유리 웨이퍼 및 싱귤레이션에 의해 유리 웨이퍼로부터 수득된 유리 요소의 두께는 마찬가지로 동일하다. 유리 기판, 유리 요소 및 유리 웨이퍼의 유리질 물질의 화학적 조성에 대해서도 동일하게 적용된다.
유리 요소(또는 유리 웨이퍼)의 한 표면으로부터 유리 요소(또는 유리 웨이퍼)의 다른 표면으로 연장하는 개구는 본 개시의 맥락에서 유리 요소 또는 유리 웨이퍼 또는 유리 기판 각각의 애퍼처(aperture)인 것으로 이해된다. 즉, 개구 영역에는 유리질 물질이 존재하지 않는다. 따라서, 개구는 채널 또는 홀(hole)로 지칭될 수 있다. 따라서, 이러한 개구를 포함하는 유리 요소는 형태가 프레임형이다. 이는 유리질 물질이 개구를 에워싸거나 둘러싼다는 것을 의미한다. 프레임형 유리 요소는 또한 현재 특히 프레임형 유리 요소가 정확히 하나의 개구를 포함하는 것을 의미하는 것으로 이해된다.
개구는 기하학적으로, 유리 요소 또는 유리 웨이퍼의 각각의 측면에서 개구의 단면에 상응하는 하나 또는 가능하게는 2개의 베이스 영역 또는 영역들을 갖고, 유리 요소/유리 웨이퍼에 상응하는 높이를 갖는 중공체로서 기술될 수 있다. 개구의 베이스 영역은 또한 단면적이라 지칭된다. 2개의 베이스 영역이 동일한 크기인 경우, 개구는 또한 단면적을 갖는 것으로 언급될 수 있다. 단면적의 크기가 언급되는 경우, 일반적으로 개구의 단면적의 크기가 높이에 따라 변하는 경우 단면적의 평균을 언급하는 것이 가능하다. 개구는 일반적으로 프리즘 또는 원뿔 형태의 중공체로서, 또는 개구의 높이에 따라 변하는 단면적의 크기의 경우, 피라미드형 절두체, 또는 단면적의 크기가 유리 요소의 한 표면으로부터의 방향으로 연속적으로 증가하는 경우의 원추형 절두체로서 기술될 수 있다. 이론적으로 단면적의 형상이 변화하는 것이 또한 가능하다. 그러나, 작동 및 제조 기술의 관점에서, 단면적의 형상은 동일하게 유지되고 크기만이 변할 수 있는 것이 바람직하다.
개구는 또한 측면, 즉, 유리 요소/기판의 유리질 물질에 의해 형성되는 개구의 벽에 의해 획정된다. 개구가 프리즘으로서 구성되는 경우, 측면은 프리즘의 측면에 상응하거나, 정확한 구성에 따라, 피라미드형 절두체의 측면, 측면 원뿔 표면, 또는 원추형 절두체의 측면에 상응한다. 측면의 보다 복잡한 기하학적 구성이 고려될 수 있지만, 작동 및 제조 기술의 이유로 바람직하지 않다.
단면적은 일반적으로 원칙적으로 임의의 요망되는 형상을 가질 수 있으며, 예를 들어, 원형 단면적의 구성이 원칙적으로 고려될 수 있다. 그러나, 본 개시의 맥락에서, 단면적은 바람직하게는 적어도 10 ㎛, 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 특히 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는 직선 부분에 의해 획정되는 형태인 것이 유리하다. 이러한 부류의 구성은 특히 압력 센서에서 유리 요소의 사용에 유리할 수 있다. 그 이유는 이러한 방식으로, 즉, 특히, 바람직하게는 이상적으로는 막의 형상이 하부 개구에 따라 형성될 때, 압력 스파이크가 압력 센서의 측정 공동에서 회피되고, 이에 따라 실리콘 막의 보다 균일한 로딩, 보다 특히 시간 경과에 따른 실리콘 막의 보다 균일한 로딩이 존재함을 나타난다는 것이다. 다시 말해서, 시간적 압력 변동은 단면적에 대해 이러한 부류의 구성에 의해 적어도 감소될 수 있다. 시간 경과에 따른 압력 변동의 이러한 감소는 실리콘 막의 감소된 기계적 부하로 인해 이러한 유리 요소가 장착된 압력 센서의 수명을 증가시키는 유리한 효과를 가질 수 있다. 따라서, 원칙적으로, 개구 설계의 비원형 단면 요소의 이용은 유리하게는 막에서 진동 모드를 설계할 가능성, 즉, 진동의 위치 및 강도를 제어할 가능성을 제공한다. 매우 작은 직선 부분도 여기에 기여할 수 있다: 직선 부분의 최소 길이는 적어도 10 ㎛, 바람직하게는 적어도 20 ㎛이다. 이상적으로, 실제로, 적어도 100 ㎛의 길이가 가능하며, 길이는 바람직하게는 최대 2 mm, 더욱 바람직하게는 1.7 mm 이하이다.
특히, 예를 들어, 각이 있는 단면적과 같은 비원형 단면적을 갖는 개구는, 고려되는 유용성이 압력 센서에서 유리 요소 또는 유리 웨이퍼의 유용성일 때를 포함하는 이점을 갖는 것으로 나타났다. 일반적으로, 실제로, 예를 들어, 용량성 또는 압전 저항성 압력 센서와 같은 이러한 압력 센서의 실리콘 막에서 측정 공동은 마찬가지로 일반적으로 구성시 일반적으로 각이지고, 흔히 정사각형이다. 단면의 관점에서, 여기서 측정 공동은 유리 요소의 개구보다 더 크다. 각진 개구, 보다 특히 공동의 단면과 유사한 단면을 갖는, 즉, 예를 들어, 상응하는 형상을 갖는 개구의 경우, 압력을 가함으로써 초래되는 단위 면적당 하중이 더 낮은 것으로 밝혀졌다. 이는 이러한 방식으로 실리콘 막과 유리 요소 사이의 접합된 계면에 대한 하중이 더 낮아서 이들이 쉽게 박리를 겪지 않기 때문에 유리하다. 다시 말해서, 이러한 부류의 압력 센서는 더 높은 파열 압력 안정성을 가지며, 따라서 더 높은 압력에서 사용될 수 있다.
이와 관련하여, 다음 관계는 계산으로 나타났다:
- 실리콘 막 아래의 유리 요소의 생성된 자유 면적이 클수록, 즉, 측정 공동에 실리콘 막에 결합되지 않은 유리 영역이 존재하는 정도가 클수록, 원형 단면과 비원형 단면, 즉, 적어도 하나의 직선 부분을 갖는 단면적을 갖는 단면을 갖는 개구 간에 차이가 작아진다. 이는, 역으로, 특히 작은 생성된 자유 면적의 경우, 단면적의 직선 부분 또는 단면적의 각진 설계가 특히 중요하다는 것을 의미한다.
- 생성된 자유 면적이 클수록, 압력을 가할 때 단위 면적당 하중이 커지고, 따라서 유효력이 커진다.
- 센서에 가해지는 압력이 클수록, 작은 생성된 자유 면적만 갖는 것이 더 양호하다. 그 이유는 접합된 인터페이스에 대한 부하를 감소시키기 때문이다.
일반적인 규칙은 단면 기하학이 원형에서 각진 것으로의 변경의 경우, 즉, 직경 x를 갖는 원형 단면적에서 둥근 단면적의 직경 x에 상응하는 에지 길이 x를 갖는 적어도 대략 정사각형 단면적으로의 변경의 경우, 생성된 자유 면적은 약 27% 더 작다. 특히 작은 생성된 자유 면적의 경우, 이는 유효력에 상당한 영향을 미친다.
이는 특히 고압 적용, 즉 적어도 30 bar 이상의 압력에 대해 평가된 압력 센서와 관련이 있다.
상기 언급된 생성된 자유 영역(또는 생성된 영역)은 공동의 측방향 치수 또는 치수들과 유리 요소에서 개구의 치수/치수들 간의 차이에 의해 제공된다.
이는 하기 표의 예시적인 계산에 의해 제시된다. 본원에서 사용된 계산 예는 1.18 mm의 에지 길이를 갖는 정사각형 공동이었다.

정사각형 공동의 이러한 경우에, 마찬가지로, 유리 요소에서 개구의 정사각형 단면적을 갖는 경우, 유효력은 둥근 단면적의 경우보다 14% 낮다. 이러한 유리한 품질은 생성된 자유 면적이 작은 경우 및/또는 특히, 공동의 단면적 대 개구의 단면적의 비가 작은, 즉, 예를 들어, 10 미만 또는 5 미만인 경우에 특히 차이가 난다.
이러한 목적을 위해 상기 표에서 공동/개구 Ø(원형 개구의 경우) 및 공동/개구 □(각진, 이러한 경우, 실제로 정사각형, 개구)의 상응하는 면적비가 계산되었다. 얻어진 서로에 대한 면적의 작은 비율로, 관찰된 바와 같이, 여기서 비원형 개구의 경우에 대한 결과는 두 자릿수 백분율 범위의 유효력의 차이이다.
이는 더 큰 면적 비율의 경우 덜 두드러진다.
이는 예시적으로 하기 표에 제시된 데이터로부터 관찰될 수 있다:

따라서, 상기 예에서, 둥근 단면적보다 각진 단면적의 이점은 더 이상 크게 두드러지지 않으며; 대신, 전체적으로 더 크고 각각의 경우에 약 6 ㎟인 이러한 생성된 자유 면적으로, 유효력에 단지 작은 차이가 있다.
다시 말해서, 이는, 단면적의 원형 기하학에서 비원형 기하학으로의 변화의 경우에 효과가 개구의 단면적에 대한 공동의 단면적의 비율이 작고, 특히, 바람직하게는 10 미만, 보다 특히 5 미만일 때 특히 양호한 경우이다. 상기 두 개의 표 중 첫 번째 표에서, 효과는 특히 강하게 두드러진다: 여기서, 실제로, 서로에 대한 공동 및 개구의 단면적의 비율은 3 미만이다.
하부 개구에 따른 막의 형상의, 바람직하게는 최적의 형성은 본 개시의 맥락에서, 막 및 개구의 측면 비율이 실질적으로 동일한 한 막의 형상이 개구의 형상에 상응하는 것을 의미하는 것으로 이해된다. 여기서 실질적으로 동일한 측면 비율은 막과 개구가 서로 다른 단면적의 크기를 가질 수 있고/있거나 막과 개구의 모서리 반경이 가능하게 벗어날 수 있음을 의미한다. 그러나, 이러한 구현예에 따르면, 이러한 편차를 제외하고, 개구의 단면적 형상은 막의 형상에 상응한다. 유리 웨이퍼의 일 구현예에 따르면, 예를 들어, 실리콘 막과 같은 막의 형상은 히부 개구에 따라 형성되며, 이에 따라 예를 들어, 실리콘 막과 같은 막의 형상은, 막, 보다 특히 실리콘 막, 및 개구의 측면 비율이 동일한 한, 개구의 형상에 상응한다.
단면적이 2개 이상의 직선 부분, 예를 들어, 4개의 직선 부분에 의해 획정되는 것이 특히 유리할 수 있다. 단면적은 보다 특히 다각형의 형태를 취할 수 있다. 단면적은 바람직하게는 직사각형 또는 정사각형이다. 이러한 방식으로, 이러한 유리 요소가 장착된 압력 센서의 측정 공동 내에서, 특히 균일한 압력 분포가 가능하다. 또한, 여기서도, 단면적의 다각형(예를 들어, 직사각형 또는 정사각형) 구성은 이러한 다각형의 모서리가 둥글거나 적어도 둥글 수 있음을 의미한다.
또한, 측면이 바람직하게는 하기 식에 따라 결정한 경우 0이 아닌 왜도 Ssk를 특징으로 하는 표면을 갖는 것이 유리하다는 것이 밝혀졌으며,
왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며, 여기서 바람직하게는 왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이며/이거나, 왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5이다:

[상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타내며, A는 왜도가 결정되는 통합 구역의 면적이며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이며, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되며, 여기서 관련된 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높은 경우 양수이고, 점이 평균 미만인 경우 음수임].
왜도는 바람직하게는 측면의 평면 영역, 바람직하게는 직선 부분에 상응하는 영역에서 결정된다. 직선 부분에 대응하는 영역은 측면의 평면 영역과 동일하거나 부분적으로 동일할 수 있다. 개구의 정확한 구성에 따라, 예를 들어, 직선 부분에 상응하는 영역이 측면의 평면 영역의 서브영역으로서 이해되는 것이 또한 가능하다. 예를 들어, 단면 형상이 직사각형, 예를 들어, 둥근 모서리를 갖는 직사각형에 상응하는 단면을 갖는 개구의 구성의 경우, 측면의 평면 영역은 4개의 직사각형에 의해 형성되며, 이는 또한 프리즘의 측면으로서 이해될 수 있다. 여기서 왜도는 특히 측면 표면의 이러한 직사각형 중 하나에서 결정되며, 이러한 직사각형은 또한 개구의 단면적의 직선 부분에 할당될 수 있다.
즉, 본 개시에 따르면, 개구의 표면 또는 표면의 영역은 바람직하게는 유리 요소에서 생성되며, 상기 표면 또는 표면 영역은 비대칭 또는 불균일한 분포의 융기/함몰을 갖는다. 이는 압력 센서에서, 본 개시의 구현예에 따른 유리 웨이퍼로부터 제조된, 프레임형 유리 요소의 사용에 특히 유리할 수 있다. 그 이유는 융기 및/또는 선택적으로 함몰의 비대칭적 및/또는 불균일한 분포를 통해, 예를 들어, 기능성 실리콘 MEMS 막 쪽으로 액체 및 가스와 같은 유체의 난류 및 층류 성분들의 분포를 생성시키거나 표적으로 영향을 미치는 것이 가능하다.
따라서, 적어도 하나의 영역에서 표면의 규정된 설계는 개구의 유동 저항을 증가시키고 감소시킬 수 있다.
유동 방향에 대해 길이방향인 구조는, 상어 피부의 생물학적 예와 유사하게, 유동 저항을 상당히 감소시킬 수 있다. 이러한 부류의 표면은 센서의 동적 응답을 개선할 가능성을 제공한다.
유동 방향에 대해 횡방향의 구조, 또는 불규칙한 구조는 유동 저항을 증가시킨다. 센서에 대한 외부 압력 펄스의 경우, 이와 같이 설계된 표면은 유체가 센서 공동(또는 측정 공동)으로만 천천히 흐를 수 있고, 결과적으로 센서 막이 구조화되지 않은 표면보다 덜 갑작스럽게 로딩됨을 의미한다.
센서에 대한 압력이 갑자기 감소하는 경우에도, 동일한 효과가 발생하며, 즉, 유동 방향에 대해 횡방향으로 구조화된 표면의 경우, 매질이 공동으로부터 천천히 빠져나가고 센서에 대한 동적 하중은 구조화되지 않은 표면에 비해 감소한다.
둘 모두의 효과의 조합을 통해, 따라서, 예를 들어, 시스템의 자연 진동을 의도적으로 이동시키거나, 센서의 수명을 증가시키거나, 특히 규정된 주파수 범위에서 특히 높은 신호 품질을 달성하기 위해, 진동 가능한 공동-센서 막 시스템의 감쇠를 조정하는 것이 가능하다.
마찬가지로, 벽 표면의 비대칭 구조화가 고려될 수 있으며, 이는 한 방향에서는 높은 유동 저항을 시사하지만 다른 방향에서는 상당히 낮은 저항을 시사한다.
막의 이동의 결과로서 공동으로의 유체의 이동뿐만 아니라, 매질의 압축성의 결과로서 파동 현상은 또한 무시되어서는 안 된다:
임펄스-유사 부하의 경우, 압축 또는 희석 파동은 개구를 통해 센서 막 상으로 통과한다. 이러한 파동은 공동 내에서 반사되어 센서 막의 고주파 부하를 유발하며, 이의 진폭은 압력 점프 자체와 동일한 크기이다.
개구 표면의 표적화된 구조화는 여기서, 이러한 파동이 사운드 스튜디오 또는 콘서트 홀의 확산 반사기와 유사하게 개구 자체 내에서 확산 반사되어, 센서 막 자체에서의 압력 증가가 덜 충동적이게 하는 이점을 갖는다.
이러한 경우, 적어도 하나의 영역에서 측면의 표면이 표적화된 방식으로 높이 및 깊이의 불균일한 분포를 갖는 최소 왜도가 있는 것이 유리하다. 그러나, 분포가 너무 급격하게 기울어지지 않는 것이 유리할 수 있는데, 그렇지 않으면 바람직하지 않은 유동 성분이 우세해질 수 있기 때문이다.
개구의 측벽 또는 측면의 표면 모폴로지의 발현은 개구 또는 개구들을 생산할 때 작동 파라미터를 통해 표적화된 방식으로 조정될 수 있다.
일 구현예에 따르면, 표면은 주로 함몰부("밸리")를 갖는 형태로 설계된다. 이러한 경우, 왜도는 0 미만이다. 또 다른 구현예에 따르면, 또한 주로 "언덕(hill)"이 있을 수 있고; 상응하게, 그러한 경우에 Ssk는 0보다 크다.
상기 식에서, Sq는 하기 식에 따라 계산되는, 높이의 제곱 평균(제곱 평균 제곱근)을 나타낸다:

A는 측정 범위의 면적이며, x 및 y는 고려 중인 범위(측정 범위)의 면적 좌표이며, z는 높이를 나타낸다. 왜도(또는 경사) Ssk는 평균 높이 주위의 표면 높이 분포에서 대칭도를 나타낸다. 따라서, 이는 "밸리" 또는 함몰 또는 다른 고도가 표면 토폴로지에서 더 우세한지 여부의 척도로 해석될 수 있다. 고도와 함몰이 균등하게 분포되는 경우, 왜도는 0 값을 채택한다. 주로 함몰부를 갖는 표면의 경우, Ssk는 음의 값을 채택한다. 키가 우세한 경우, Ssk는 양이며, 따라서 0 초과의 값을 갖는다. 왜도는 바람직하게는 0.1 ㎟ 초과 및 3 ㎟ 미만의 측정된 영역 내에서 결정된다.
본 발명은 개구의 측면의 내부 표면의 토폴로지에 관한 것으로, 이러한 특정 토폴로지는 바람직하게는 측면의 표면의 적어도 하나의 영역, 바람직하게는 구조화 작업의 결과로 발생하는 담녀적의 적어도 하나의 직선 부분에 할당된 영역에 존재한다. 구조화 기술은 이러한 기술에 사용되는 파라미터와 같이 다양하다. 내부 표면은 용도에 따라 상이한 특성을 가질 것이 요구된다.
현재 수득되는 개구의 측면의 표면은 바람직하게는 주로 함몰부, 일부 경우에, 특히 돔-형상, 즉, 반구형, 함몰부 또는 융기를 포함하는 융기를 특징으로 하는 표면이다. 놀랍게도, 이러한 표면의 확립은 유리 요소의 부분에서 개선된 기계적 안정성으로 이어진다는 것이 밝혀졌다. 이는 본 개시에 따라, 개구의 측면에서 또는 개구의 측면 상에서, 표면에서 특히 유리한 결합 상태를 수득할 수 있다는 사실에 기인할 수 있는 것으로 생각되며, 이러한 결합 상태는, 예를 들어, 표면의 실질적으로 화학적 제거에 의해 얻어질 수 있다. 즉, 이는 측면의 표면이, 구체적으로, 유리 네트워크의 약하고, 화학적으로 공격 가능한 결합이 파괴된 반면, 강한 결합은 초기에 여전히 남아 있어 결과적으로 전반적인 유리 요소의 부분에서 우수한 기계적 안정성을 야기시킨다. 특히, 개구의 칩핑 경우의 발생은 이러한 방식으로 적어도 감소될 수 있다.
돔형 내벽 구조의 발현은 작동 파라미터를 통해 조정될 수 있다. 압력 센서에서 프레임형 유리 요소의 예시적인 사용의 경우, 언덕 및 밸리의 비대칭/비균일 분포는, 예를 들어, 기능성 Si MEMS 막으로의 액체 및 가스의 난류 및 층류 성분의 분포에서 유체 이점을 가질 수 있는 것으로 나타났다. 상기 관찰된 바와 같이, 개구의 맞춤형 내벽 구조를 통해, 가능하게는 특정 주파수 범위에서 신호 부스트를 생성하는 것이 또한 가능하다. 또한, 이러한 방식으로 특정 주파수 범위가 적어도 억제될 수 있고, 가능하게는 감소된 신호 노이즈를 초래할 수 있다.
일 구현예에 따르면, 단면적은 적어도 2개의 직선 부분에 의해 획정되며, 직선 부분은 적어도 10 ㎛, 바람직하게는 적어도 20 ㎛, 더욱 바람직하게는 적어도 50 ㎛, 및 바람직하게는 최대 1000 ㎛, 더욱 바람직하게는 최대 500 ㎛, 매우 바람직하게는 적어도 250 ㎛, 더욱 바람직하게는 최대 150 ㎛, 특히 바람직하게는 최대 130 ㎛, 가장 바람직하게는 최대 100 ㎛의 곡률 반경을 갖는 모서리를 형성한다. 이는 이러한 방식으로 압력 센서에 설치된 이러한 부류의 유리 요소의 단면적의 모서리에서 압력 피크를 억제할 수 있기 때문에 유리하다.
추가 구현예에 따르면, 유리 기판은 적어도 50 중량%의 SiO2, 바람직하게는 적어도 55 중량%의 SiO2, 더욱 바람직하게는 적어도 70 중량%의 SiO2, 특히 바람직하게는 적어도 78 중량%의 SiO2를 갖는 유리를 포함하며, 유리의 SiO2 함량은 바람직하게는 최대 85 중량%의 SiO2, 더욱 바람직하게는 최대 83 중량%의 SiO2로 제한된다. 다시 말해서, 유리는 바람직하게는 고 SiO2-풍부 유리의 형태를 취한다. 이는 이러한 방식으로, 예를 들어, 특히 효율적인 방식으로 포타슘 하이드록사이드에 의한 에칭 작업이 가능한 유리가 수득되기 때문에 유리하다. 따라서, 개구의 측면의 유리한 표면 구조는 이러한 부류의 유리 또는 유리 요소 또는 유리 웨이퍼 또는 유리 기판에서 특히 간단한 방식으로 생성될 수 있다. 그러나, 유리의 SiO2 함량은 너무 높아서는 안되는데, 그 이유는 그렇지 않으면 유리의 용융성이 감소되기 때문이다. 따라서, 바람직하게는, 유리의 SiO2는 제한되며, 일 구현예에 따르면, 최대 85 중량%, 바람직하게는 실제로 최대 83 중량%이다. 상기 언급된 한계 내로 SiO2 함량을 설정함으로써, 유리 기판은 효율적인 에칭 작업을 수행할 수 있고, 동시에 경제적인 제조 작업으로 생산될 수 있다.
추가 구현예에 따르면, 유리 기판(또는, 상응하게, 유리 요소 또는 유리 웨이퍼)은 적어도 1.5 중량%의 B2O3, 바람직하게는 적어도 2.0 중량%의 B2O3, 더욱 바람직하게는 적어도 2.5 중량%의 B2O3, 매우 특히 적어도 5 중량%의 B2O3을 갖는 유리를 포함하며, 유리의 B2O3 함량은 바람직하게는 최대 15 중량%로 제한된다. B2O3은 일반적으로 유리의 내화학성을 증가시키는 유리 성분이다. 특정 B2O3 함량은 또한 유리의 융점을 낮추어 용융성을 개선시킨다. 이는 고 SiO2-함유 유리의 경우에 특히 유리하다. 따라서, 일 구현예에 따르면, 유리, 또는 이러한 유리질 물질을 포함하는 유리 기판은 적어도 1.5 중량%, 바람직하게는 적어도 2.0 중량%의 B2O3, 더욱 바람직하게는 적어도 2.5 중량%의 B2O3, 매우 특히 적어도 5 중량%의 B2O3을 포함한다. 이는 유리 기판으로부터 수득가능한 유리 요소, 또는 유리 기판을 포함하는 유리 요소가 부식성 매질이 유리 또는 유리 요소와 접촉하게 되는 압력 센서에 사용되는 경우 특히 유리하다.
한편, 유리에서 B2O3 함량이 너무 높으면 유리의 에칭성이 감소되어 유리 요소의 제조가 느려지고 결과적으로 비경제적이 되기 때문에 불리하다. 따라서, 유리의 B2O3 함량은 바람직하게는 제한되며, 추가 구현예에 따르면 15 중량% 이하이다.
또 다른 구현예에 따르면, 유리 기판은 적어도 2 중량%의 Al2O3을 갖는 유리를 포함하며, 여기서 유리의 Al2O3 함량은 바람직하게는 최대 25 중량%로 제한된다.
Al2O3은 특히 보로실리케이트 유리에서 분리를 방지하여 유리하게는 유리의 생산성을 지원하는 성분이기 때문에, Al2O3은 바람직한 성분이다. 따라서, 일 구현예에 따르면, 유리 또는 이러한 유리를 포함하는 유리 요소는 적어도 2 중량%의 Al2O3을 포함한다. 그러나, Al2O3은 유리의 내화학성, 특히 내산성을 낮출 수 있는 성분이기 때문에, 유리 또는 유리 요소에서 너무 높은 Al2O3 함량은 단점일 수 있다. 이는, 예를 들어, 오프가스 부문의 압력 센서의 경우에서와 같이, 특히 유리 또는 이러한 유리를 포함하는 유리 요소가 사용 중에 부식성 매질과 접촉하게 되는 경우에 불리하다. 따라서, 유리의 Al2O3 함량은 25 중량% 이하이어야 한다.
추가 구현예에 따르면, 단면적은 적어도 0.04 ㎟ 내지 최대 2.7 ㎟의 평균 표면 범위를 갖는다. 이는 압력 센서의 소형 설계, 즉, 작고 공간 절약적인 설계를 가능하게 한다. 따라서, 이러한 단면적의 등가 직경은, 예를 들어, 0.3 mm 내지 0.9 mm일 수 있다.
또 다른 구현예에 따르면, 유리 웨이퍼는 다수의 개구를 포함하며, 여기서 개구 사이의 랜드 폭은 적어도 0.3 mm, 바람직하게는 적어도 0.5 mm, 및 바람직하게는 최대 7 mm, 더욱 바람직하게는 최대 5 mm이다. 이는 다수의 개구를 동시에 효율적으로 생산할 수 있기 때문에 유리하다. 통상적인 포맷의 유리 웨이퍼는 또한 확립된 작업에서 용이하게 판매 가능하고 발송 가능하다.
최대 수의 개별 요소를 가능하게 하는 것과 관련하여 구조화된 유리 웨이퍼 또는 시트의 공간 활용은 비용과 관련되기 때문에 수많은 적용에서 중요하다. 따라서, 예를 들어, 동일한 표면 범위를 갖는 둥근 홀과 비교하여 둥근 모서리를 갖는 정사각형 또는 직사각형 홀과 같은 대략 정사각형 또는 직사각형 홀의 이용은 몇 백분율 포인트만큼 더 큰 다수의 개별 요소를 야기할 수 있음이 밝혀졌다.
추가 구현예에 따르면, 다수의 개구를 포함하는 유리 웨이퍼의 경우, 유리 요소의 총 면적과 개구 사이의 비율은 0.1% 내지 12%, 바람직하게는 0.2% 내지 10%이다. 이는 통상적인 취급 작업을 위한 유리 웨이퍼의 충분한 안정성을 보장한다.
또 다른 구현예에 따르면, 유리 요소 또는 유리 웨이퍼의 두께는 적어도 0.33 내지 최대 3의 유리 요소/유리 웨이퍼의 두께와 평균 측방향 치수, 예를 들어, 등가 직경 사이의 비율을 형성하기 위해, 적어도 200 ㎛, 바람직하게는 적어도 300 ㎛, 및 최대 3500 ㎛, 바람직하게는 최대 3000 ㎛, 더욱 바람직하게는 최대 2000 ㎛, 매우 바람직하게는 최대 1800 ㎛, 최상의 경우 최대 1000 ㎛이다. 여기서 유리 요소 또는 유리 웨이퍼의 두께는 한편으로 유리 요소 또는 유리 웨이퍼의 기계적 안정성의 결정 인자이고, 따라서 증가된 유리 파손을 피하기 위해 너무 낮아서는 안 된다. 한편, 비용 및 중량의 이유로, 또한 예를 들어, 압력 센서와 같은 작은 부품 형태의 구성요소의 실현을 위해, 두께는 너무 커서는 안 된다. 또한, 압력 센서의 기계적 안정성 및 또한 이러한 압력 센서에 의해 측정된 데이터의 품질은 유리 요소의 두께와 단면적의 평균 측방향 치수 사이에 정의된 비율이 형성되는 경우 추가로 개선될 수 있음이 밝혀졌다. 개구의 높이에 따라 다양한 크기를 갖는 단면적의 경우, 예를 들어, 단면적의 평균 측방향 치수는 평균 등가 직경일 수 있다. 단면적의 크기를 특성화하기 위한 등가 직경의 언급은 본 개시에 따라 바람직한 부류의 다각형 단면적의 경우에 특히 유리하다. 이러한 경우에 개구의 등가 직경은 고려 중인 비원형 단면적과 동일한 표면적 범위를 갖는 원의 직경이다. 압력 센서 유리의 두께는, 예를 들어, 적어도 0.4 mm 내지 최대 0.9 mm일 수 있지만, 1.6 mm 내지 2.7 mm의 두께도 가능하며, 바람직하게는 예를 들어 200 ㎛의 낮은 두께가 바람직하다.
일 구현예에 따르면, 유리 웨이퍼는 10 ㎛ 미만, 바람직하게는 5 ㎛ 미만, 더욱 바람직하게는 2 ㎛ 미만, 매우 바람직하게는 1 ㎛ 미만의 두께 변화를 갖는다.
일 구현예에 따르면, 개구의 측면은 바람직하게는 최대 2°인 경사각을 가지며, 여기서 경사각은 유리 웨이퍼의 표면에 대해 90°의 각도를 형성하는 이상적인 직선 측면(또는 측벽)으로부터 벗어난다.
추가 구현예에 따르면, 유리 웨이퍼 및/또는 유리 요소의 적어도 하나의 표면은 폴리싱되어, 바람직하게는 < 2 nm, 더욱 바람직하게는 < 1 nm의 거칠기 Ra를 갖는다. 고려되는 표면은 바람직하게는 실리콘 막과 결합되도록 의도된 유리 요소 또는 유리 웨이퍼의 표면이다.
이는 이러한 방식으로 표면이 단지 약간의 거칠기를 갖고, 특히 우수한 효과로 결합될 수 있기 때문에 유리하다. 그러나, 특히 개구의 영역에서, 유리 웨이퍼의 표면의 이러한 폴리싱은 여기서, 특히 개구의 에지 영역에서 유리에 대한 기계적 손상으로 인해, 칩핑이 발생할 수 있기 때문에, 중요하게 고려된다. 놀랍게도, 특히 본 개시에 따른 에칭된 개구의 조합을 통해, 또한 하기 기재되는 공정에서 더욱 정확하게 설명될 것이며, 여기서 표면의 유리한 구성은 본 개시에서 특정된 한계 내에서 왜도의 확립을 통해 달성된다는 것이 밝혀졌으며, 기계적 표면 폴리싱의 경우, 에칭 및 기계적 폴리싱의 이러한 조합이 변연 영역(marginal region)에서 칩핑의 경우를 감소시키거나, 심지어 유리하게는, 완전히 제거하는 것을 가능하게 하기 때문에, 여기서 이점이 있다.
추가의 양태는 적어도 하나의 개구를 포함하는 유리 웨이퍼 또는 유리 요소, 보다 특히 구현예에 따른 유리 요소 또는 유리 웨이퍼를 제조하기 위한 바람직한 공정에 관한 것으로,
- 시트형 유리 기판을 제공하는 단계,
- 초단파 펄스 레이저의 레이저 빔을 시트형 유리 기판의 표면 중 하나의 표면 상에 지향시키는 단계로서, 레이저 빔은 시트형 유리 기판에서 연장된 초점으로 광학계를 포커싱함으로써 형상화되어, 레이저 빔의 조사된 에너지가 시트형 유리 기판의 표면에 대해 수직인 길이 방향으로 시트형 유리 기판의 볼륨에서 필라멘트 손상을 발생시키고, 필라멘트 손상을 발생시키기 위해, 초단파 펄스 레이저가 펄스 또는 적어도 2개의 연속적인 레이저 펄스를 갖는 펄스 패키지를 방출하는 단계,
- 미리 정해진 연속 라인을 따라 시트형 유리 기판 상의 레이저 빔의 충돌 지점을 안내하여, 시트형 유리 기판의 사전결정된 라인 상에 서로 나란히 놓이는 다수의 필라멘트 손상을 제공하는 단계로서, 바람직하게는 필라멘트는 시트형 유리 기판의 한 측면으로부터 다른 측면까지 도달하는 단계,
- 액체 에칭 매질에서, 적어도, 시트형 유리 기판에 필라멘트 손상이 형성되는 영역에서 시트형 유리 기판을 에칭하는 단계로서, 필라멘트 손상을 넓혀 채널을 형성하고, 이에 따라, 에칭은 채널의 직경을 이러한 정도로 확대하며, 시트형 유리 기판에서 채널 사이의 유리질 물질을 절제하고, 이에 따라, 채널은 결합하고 소정의 단면적을 갖는 단면을 갖는 개구를 형성하며, 여기서, 단면적은 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 매우 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는 직선 부분에 의해 획정되고,
여기서, 개구는 바람직하게는 0이 아닌 하기 식에 따라 결정된 왜도(skewness) Ssk를 가짐을 특징으로 하는 표면을 갖는 측면을 가지며,
왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며,
바람직하게는 왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나,
왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5인 단계;
- 선택적으로, 유리 기판(1)을 싱귤레이팅(singulating)하여 유리 요소를 제공하는 단계를 포함하는, 방법에 관한 것이다:

[상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타내며, A는 왜도가 결정되는 통합 구역의 면적이며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이며, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되며, 여기서 관련된 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높은 경우 양수이고, 점이 평균 미만인 경우 음수이며, 특히 바람직하게는, 왜도는 측면의 평면 영역에서, 바람직하게는 직선 부분에 상응하는 영역에서 결정됨].
여기서 필라멘트 손상은 길고 가는 손상을 지칭한다. 일반적으로 말해서, 필라멘트는 세장형의 얇은 바디 또는 세장형 구조로 이해되며, 신장은 구조 또는 바디의 길이가 몸체 또는 구조물의 길이에 수직인 2개의 다른 차원의 공간적 범위 - 특히, 예를 들어, 몸체 또는 구조물의 길이에 대해 수직으로 연장되는 단면적의 등가 직경 구조. 따라서, 필라멘트 손상은 손상의 길이에 비해 단지 낮은 단면적을 갖는다.
상기 공정은 특히 유리한 것으로 입증되었다. 그러나, 특허 출원이 이러한 공정으로 제한되어야 하는 것은 아니다. 대안적으로, CNC 드릴링, 초음파 진동 래핑, 샌드블라스팅, 및 국소 에칭과 같은 공정을 이용하는 것이 가능하다.
필라멘트 손상은 시트형 유리 기판에서 또는 시트형 유리 기판에서 미리 결정된 라인을 따라 발생하기 때문에, 공정에 의해 시트형 유리 기판에서 생성된 개구의 윤곽을 결정하는 것이 매우 용이하다. 특히, 이러한 방식으로, 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛, 또는 훨씬 및 특히 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는 직선 부분에 의해 획정되는 개구를 생성하는 것이 특히 용이하다. 그러나, 개구를 위한 다른 기하학적 구조가 또한 가능하며, 이러한 방식으로 개구에 대한 복잡한 기하학적 구조를 생성하는 것이 또한 원칙적으로 고려될 수 있다. 그러나, 바람직하게는, 공정은, 예를 들어, 직사각형 및/또는 정사각형 2차원 형태를 포함하는 선형 다각형 단면 형태를 생성하는 데 사용될 수 있으며, 이는 또한 둥근 모서리를 가질 수 있다. 이는 특히 손상 사이의 유리 물질의 에칭과 함께 선형 형상의 적합한 선택을 통해 달성될 수 있다.
바람직한 에칭 매질은 유리하게는 알칼리성 에칭 매질이다.
이러한 맥락에서, 개구의 측면의 표면의 유리한 구성은 특히, 예를 들어, 절제율의 숙련된 선택을 통해 얻어질 수 있음이 밝혀졌다. 따라서, 하나의 바람직한 구현예에 따르면, 유리 요소의 유리질 물질은 시간 당 5 ㎛ 미만의 절제 속도로 절제된다.
대안적으로 또는 추가적으로, 단면적의 형상 및/또는 개구의 측면의 표면의 구성은 에칭 시간이 적어도 12 시간인 경우 유리하게 영향을 미칠 수 있다.
이러한 부류의 공정은, 예를 들어, 12 초과의 pH를 갖는 염기성 에칭 조에서 수행될 수 있다. KOH 용액, 보다 특히 4 mol/l, 더욱 바람직하게는 5 mol/l, 특히 바람직하게는 6 mol/l의 KOH 농도를 갖는 KOH 용액이 바람직하지만, 농도는 30 mol/l 미만이어야 한다. 일 구현예에 따른 에칭은 사용된 에칭 매질과 독립적으로 70℃ 초과, 바람직하게는 80℃ 초과, 더욱 바람직하게는 90℃ 초과, 그러나 100℃ 미만의 에칭 조 온도에서 수행될 수 있다.
특히, 물질 절제의 의도적인 진행 및/또는 필라멘트 손상의 도입은 또한 특히 적합한 물질 선택에 의해 영향을 받을 수 있다. 이러한 맥락에서, 적어도 50 중량%, 바람직하게는 적어도 55 중량%의 SiO2, 더욱 바람직하게는 적어도 70 중량%의 SiO2를 갖는 유리인 높은 실리케이트 함량을 갖는 유리가 본 구현예에 따른, 보다 특히, 상술된 공정에 따른 유리 요소를 제조하는 데 적합한 것으로 나타났다.
일 구현예에 따르면, 에칭 후에 적어도 하나의 표면, 보다 특히 압력 센서에서 실리콘 막과 대면하는 표면의 기계적 연마가 후속될 수 있다.
이러한 맥락에서 하나의 특히 유리한 유리 조성물은 유리가 보로실리케이트 유리로 구성된 경우일 수 있다. 그 이유는 SiO2 함량과 B2O3 함량의 조합이, 예를 들어, 압력 센서와 같은 부식성 매질과 접촉하여 유리 요소의 후속 적용을 위한 충분한 내화학성, 예를 들어, 자동차 부문의 경우, 및 여전히 충분한 습식-화학 에칭 작업에서의 에칭성과 유리의 충분한 용융성 사이의 효과적인 절충을 달성할 수 있기 때문이다. 따라서, 유리를 포함하는 유리 요소가 유리한 것으로 나타났으며, 상기 유리는 50 중량% 내지 85 중량%의 SiO2, 바람직하게는 78 중량% 내지 83 중량%의 SiO2, 및 또한 적어도 1.5 중량%의 B2O3, 바람직하게는 적어도 2.0 중량%의 B2O3, 더욱 바람직하게는 적어도 2.5 중량%의 B2O3, 매우 특히 적어도 5 중량%의 B2O3, 및 15 중량%의 B2O3을 포함한다.
보로실리케이트 유리의 공지된 기울기의 관점에서, 유리가 대안적으로 분리에 반대하는 성분을 포함하는 것이 추가로 유리할 수 있다. 따라서, 유리하게는, 따라서, 한 구현예에 따르면, 유리 또는 유리 원소는 언급된 수준으로 SiO2 및 B2O3뿐만 아니라 성분으로서, 바람직하게는 적어도 2 중량%의 Al2O3을 추가로 포함한다. 그러나, 한편, Al2O3는 또한 유리의 내화학성에 큰 영향을 미칠 수 있는 성분이다. 따라서, 특정 유리에서 Al2O3는 또한 특히 알칼리성 범위에서 내화학성의 개선을 초래할 수 있는 것으로 알려져 있다. 따라서, 알칼리성 에칭 매질에 의한 유리의 충분한 에칭성을 보장하기 위해, 유리의 Al2O3 함량은 너무 높아서는 안 되며, 따라서 바람직하게는 최대 25 중량%로 제한된다. 상기 언급된 한계 내에서 SiO2, B2O3 및 Al2O3을 포함하는 이러한 부류의 유리는 놀랍게도 비교적 느린 에칭 공정, 즉, 상당히 낮은 에칭 속도 및/또는 긴 에칭 시간을 갖는 공정에 적합하다는 것이 밝혀졌다. 이는 정의된 표면 구성의 개발에 유리하다.
중량%로 하기 성분을 포함하는 유리를 포함하거나 그로부터 제조된 유리 요소는 구현예에 따른 유리 요소를 제공하는 데 특히 바람직하고/하거나 구현예에 따른 공정에서 제조 가능한 것으로 나타났다:
조성 범위 1:
SiO2
60 내지 65
B2O3
6 내지 10.5
Al2O3
14 내지 25
MgO
0 내지 3
CaO
0 내지 9
BaO
3 내지 8
ZnO
0 내지 2,
여기서, MgO, CaO 및 BaO의 양의 합은 8 내지 18 중량% 범위인 것을 특징으로 한다.
조성 범위 2:
SiO2
60 내지 85
B2O3
5 내지 20
Al2O3
2 내지 15
Na2O
3 내지 15
K2O
3 내지 15
ZnO
0 내지 12
TiO2
0.5 내지 10
CaO
0 내지 0.1
조성 범위 3:
SiO2
75 내지 85
B2O3
8 내지 15
Al2O3
2 내지 4.5
Na2O
1.5 내지 5.5
K2O
0 내지 2
조성 범위 4:
SiO2
20 내지 70, 바람직하게는 50 내지 60, 더욱 바람직하게는 52 내지 58
B2O3
0.5 내지 14, 바람직하게는 2 내지 12, 더욱 바람직하게는 2 내지 4
Al2O3
15 내지 41, 바람직하게는 16 내지 24, 더욱 바람직하게는 18 내지 23
MgO
0.5 내지 15, 바람직하게는 2 내지 12, 더욱 바람직하게는 3 내지 5
CaO
0 내지 5, 바람직하게는 0 내지 3
BaO
0 내지 7, 바람직하게는 0 내지 6
ZnO
0 내지 20, 바람직하게는 2 내지 12, 더욱 바람직하게는 8 내지 10
NaO
0 내지 7, 바람직하게는 1 내지 6, 더욱 바람직하게는 3 내지 5
상기 언급된 모든 조성 범위에서, 예를 들어, 착색 물질 및/또는 청정제의 형태로, 예를 들어, SnO2, CeO2, As2O3, Cl-, F-, 설페이트로서 포함된 2차 구성성분 및/또는 트레이스(trace)가 추가적으로 존재할 수 있다.
일반적으로, 본원에 기재된 조성 범위에 대한 제한 없이, 유리질 물질은 애노드로 연결 가능한(또는 결합 가능한) 형태인 것이 유리할 수 있다. 이러한 목적을 위해, 유리질 물질은 특정 분율의 알칼리 금속 및/또는 알칼리 금속 옥사이드, 보다 특히 소듐 및/또는 소듐 옥사이드를 갖는 것이 유리할 수 있다. Na2O 함량은 적어도 0.5 중량%이어야 하지만, 바람직하게는 6 중량%를 초과하지 않아야 한다.
대안적으로 또는 추가적으로, 공정의 또 다른 유리한 구성은 시트형 유리 기판의 적어도 하나의 표면 상의 레이저 빔의 충돌의 2개 지점의 공간 거리가 최대 6 ㎛, 바람직하게는 최대 4.5 ㎛일 때, 및/또는 또는 필라멘트 손상을 도입하기 위한 버스트에서의 펄스의 수가 최대 2 또는 적어도 7인 경우 및/또는 레이저의 펄스 지속기간이 시트형 유리 기판의 적어도 하나의 표면 상의 1 ㎛ 내지 15 ㎛, 바람직하게는 최대 6 ㎛, 및 예를 들어, 최대 4.5 ㎛의 시트형 유리 기판의 적어도 하나의 표면 상에 레이저 빔의 2개의 충격 지점 사이의 공간 거리에 대해 0.5 ps 내지 2 ps의 범위인 경우이다.
또 다른 양태는 일 구현예에 따른 적어도 하나의 유리 요소를 포함하는 압력 센서, 예를 들어, 압전 저항성 또는 용량성 압력 센서, 바람직하게는 압전 저항 압력 센서에 관한 것이다.
이러한 부류의 압력 센서는 일반적으로 적어도 하나의 실리콘 막을 포함할 수 있다.
여기서 유리 요소는 바람직하게는 개구의 측면이 바람직하게는 최대 2°의 경사각을 갖도록 설계된다. 여기서 경사각은 유리 요소의 표면과 90°의 각도를 형성하는 이상적인 직선 측벽으로부터 벗어난다.
이러한 방식으로, 유리 요소의 설계는 유리 요소의 한 표면 상의 개구의 표면적 범위가 제1 표면의 반대쪽인 다른 유리 요소 표면 상의 것보다 크도록 이루어진다. 여기서, 압력 센서는, 일 구현예에 따르면, 단면적의 표면적 범위가 더 큰 유리 요소의 표면이 실리콘 막을 향하도록 설계될 수 있다. 이것은 또한 "역 원뿔형"으로 지칭된다. 놀랍게도, 이러한 부류의 구성은 압력 센서에 대한 기계적 안정성 및 또한 측정 결과의 안정성에 있어서, 개구 단면적이 실리콘 막 쪽으로 감소하는 반대의 구성보다 더 유리하다는 것이 밝혀졌다.
그 이유는, 실리콘 막으로부터 멀어지는 쪽을 향하는 면 상의 유리 요소의 개구가 실리콘 막에 대면하는 면보다 큰 경우에, 개구는 노즐처럼 작용하고, 측정 공동는 부정확한 압력 측정 결과 뿐만 아니라 실리콘 막의 기계적 부하를 증가시킬 수 있다.
따라서, 추가로, 실리콘 막 또는 실리콘 막으로부터 멀어지는 쪽의 개구가 실리콘 막 또는 실리콘 막과 마주하는 쪽의 개구보다 작은 것이 유리할 수 있다는 것이 밝혀졌다. 이러한 방식으로, 예를 들어, 실리콘 막 또는 실리콘 막으로부터 멀어지는 쪽을 향하는 유리 요소의 측면 상의 추가 성분에 부착에 이용 가능한 더 큰 면적이 존재한다. 이는 압력 센서와 추가 구성요소 사이의 결합의 기계적 안정성을 향상시킬 수 있기 때문에 유리하다.
그러나, 추가 구현예에 따르면, 압력 센서가 또한 유리 요소의 개구의 측면이 바람직하게는 최대 2°인 경사각을 갖도록 구성될 수 있으며, 여기서 경사각은 유리 웨이퍼의 표면과 90°의 각도를 형성하는 이상적인 직선 측면으로부터 벗어나는 것이며, 여기서 개구는 실리콘 막의 방향으로 점점 가늘어지는 단면적을 갖는 단면을 갖는다. 이러한 구현예에 따르면, 다시 말해서, 실리콘 막 또는 실리콘 막과 대면하는 면 상의 개구의 단면적은 실리콘 막 또는 실리콘 막으로부터 멀어지는 쪽을 향하는 유리 요소의 면 상의 영역보다 작다. 이는 이러한 방식으로 비교적 짧은 시간 내에 압력 센서에서 최대 압력에 도달하는 것이 가능하기 때문에 유리할 수 있다. 이는 도 12에 기초하여 예시적으로 도시될 수 있으며, 이는 하기 도면의 설명에서 설명된다. 이러한 부류의 개구의 소위 "원추형" 구현예로, 실제로, 예를 들어, 바람직하게는 적어도 30%, 더욱 바람직하게는 실제로 적어도 40%인 시간이 달성될 수 있으며, 더 짧은 것은 개구의 일정한 또는 팽창하는 단면적의 경우보다 압력 센서에 의해 포함된 실리콘 막 상의 지점 1 A, B 이상에서의 최대 압력을 이루기 위해 달성될 수 있다.
일 구현예에 따르면, 압력 센서의 구성은 그것이 유리 요소 및 또한 실리콘 막을 포함하도록 하고, 실리콘 막의 형상은 유리 요소의 개구에 따라 형성되어, 실리콘의 형상이 막은 실리콘 막 및 개구의 측면비가 동일한 한 개구의 형상에 상응한다.
단면적의 기하학의 기술적 이점 및 효과와 관련하여 상기에서 또한 논의된 바와 같이, 공동의 단면적 대 개구의 단면적의 비가 유리에서 요소는 작다. 바람직하게는, 일 구현예에 따르면, 개구의 단면적에 대한 공동의 단면적의 비는 10 미만, 바람직하게는 5 미만이다. 따라서, 일 구현예에 따르면, 압력 센서의 구성은 실리콘 막의 공동이 단면적을 갖도록 하고, 유리의 단면적에 대한 공동의 단면적의 비가 원소는 10 미만, 바람직하게는 5 미만이다.
상기 언급된 조성 범위에 따른 유리 조성으로, 예를 들어, 하기 표에 제시된 왜도 값 Ssk를 달성하는 것이 가능하다. 이들 표의 최상단 라인은 각 경우에 유리 요소 또는 유리 웨이퍼의 유리의 조성 범위를 열거한다. 측정을 위해, 본 개시의 구현예에 따른 유리 요소가 사용되었다. 개구의 측벽의 표면을, 바람직하게는 개구의 직선 부분에 할당될 수 있는 적어도 하나의 영역에서 측정하였다. 이러한 유리 요소는 현재 본 개시에 따른 공정, 즉, 레이저 기계가공으로 필라멘트 또는 다수의 필라멘트를 생성한 후 에칭 공정의 구현에 의해 수득되었다. 상이한 파라미터가 에칭에 사용되었으며, 이는 "에칭 파라미터"로 두 번째 행에 표시되어 있다.
마지막으로, 필라멘트를 생성하기 위한 레이저 기계가공의 파라미터는 또한 측정 지점 A 내지 J 사이에서 상이할 수 있다. 이에 따라, 하기 2개의 표에 나열된 샘플로부터 개구의 측벽의 표면의 거칠기가 상이할 수 있다는 것은 분명하다.

하기 텍스트에서, 본 발명은 도면을 사용하여 더욱 상세히 설명된다. 이들 도면에서, 동일한 참조 부호는 서로 동일하거나 상응하는 요소에 관한 것이다.
도 1 내지 3. 유리 웨이퍼의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 4. 유리 요소의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 5. 경사각을 예시하기 위한 유리 요소의 일부의 개략도를 도시한다.
도 6. 압전 저항 압력 센서의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 7. 유리 웨이퍼 또는 유리 요소를 제조하기 위한 공정의 축척과 일치하지 않는 개략도를 도시한다.
도 8. 유리 웨이퍼 또는 유리 요소를 제조하기 위한 공정에서 중간체로서의 유리 기판의 축척과 일치하지 않는 개략도를 도시한다.
도 9 및 10. 동일한 개구 부피에 대해 둥근 개구에서 각진 개구로의 전이시 6" 웨이퍼 상의 구조적 요소를 증가시키기 위한 표현을 도시한다.
도 11 및 12. 개구에 대한 둥근 단면 기하학적 구조 및 압력 펄스의 시간적 분포에 대한 측벽의 경사각이 상이하게 구성된 압력 센서의 거동을 도시한다.
도 13 및 14. 압력 펄스의 시간적 분포와 관련하여 개구의 원형 단면 형태 대 개구의 정사각형 단면 형태를 갖는 압력 센서의 거동을 도시한다.
도 15. 공동 및 개구의 단면적의 상이한 면적비에 관한 예시적인 도면을 도시한다.
도 1 내지 3. 유리 웨이퍼의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 4. 유리 요소의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 5. 경사각을 예시하기 위한 유리 요소의 일부의 개략도를 도시한다.
도 6. 압전 저항 압력 센서의 구현예의 축척과 일치하지 않는 개략도를 도시한다.
도 7. 유리 웨이퍼 또는 유리 요소를 제조하기 위한 공정의 축척과 일치하지 않는 개략도를 도시한다.
도 8. 유리 웨이퍼 또는 유리 요소를 제조하기 위한 공정에서 중간체로서의 유리 기판의 축척과 일치하지 않는 개략도를 도시한다.
도 9 및 10. 동일한 개구 부피에 대해 둥근 개구에서 각진 개구로의 전이시 6" 웨이퍼 상의 구조적 요소를 증가시키기 위한 표현을 도시한다.
도 11 및 12. 개구에 대한 둥근 단면 기하학적 구조 및 압력 펄스의 시간적 분포에 대한 측벽의 경사각이 상이하게 구성된 압력 센서의 거동을 도시한다.
도 13 및 14. 압력 펄스의 시간적 분포와 관련하여 개구의 원형 단면 형태 대 개구의 정사각형 단면 형태를 갖는 압력 센서의 거동을 도시한다.
도 15. 공동 및 개구의 단면적의 상이한 면적비에 관한 예시적인 도면을 도시한다.
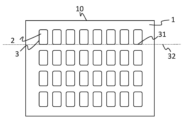
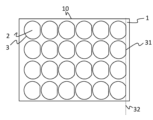
도 1 내지 3은 각각 다수의 개구(2)를 포함하는 유리 웨이퍼(10)의 개략도를 나타낸 것이지만, 실제 비율은 아니다. 이해를 위해 모두 표시되지 않은 개구(2)는, 본원에서 예시적으로, 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 특히 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는, 직선 부분(31)에 의해 획정되는 단면적(3)을 갖는다. 도 1 및 도 2 각각에 도시된 유리 웨이퍼(10)에서, 개구(2)의 단면적(3)은 각각 4개의 직선 부분(31)에 의해 획정되지만, 명료함을 위해 모두 도시되지는 않았지만, 따라서 여기서의 단면적(3)은 각각 직사각형의 형상을 가지며, 여기서는 예시적으로 둥근 모서리를 갖는 직사각형이다. 그러나, 일반적으로, 개구(2)에 대해 도 3에 예시적으로 도시된 바와 같이, 원형 세그먼트, 또는 일반적으로 다각형 단면적(3)의 형태로 다른 단면적을 생각할 수 있다. 더 나은 명료성을 위해, 여기서 개구(2)는 유리 웨이퍼(10)와 비교하여 큰 경우로 표시된다; 소형 설계를 갖는 압력 센서와 같은 소형화된 구성요소의 제조를 위해, 예를 들어, 개구(2)는 유리 웨이퍼(10)의 치수와 비교하여 일반적으로 더 작을 것이다. 개구(2)의 통상적인 등가 직경은, 예를 들어, 1 mm 미만일 수 있다. 또한 직선(32)이 도시되어 있다. 따라서, 직선 부분(31)은 또한 직선(32)의 일부인 것으로 이해될 수 있다.
도 1 내지 3은 각각의 경우에 다수의 개구(2)를 포함하는 유리 웨이퍼(10)의 구성을 도시한다. 따라서, 이러한 유리 웨이퍼(10)는 각각 단지 하나의 개구(2)를 포함하는 프레임형 유리 요소(100)의 제조에서 중간체이다. 도 1 내지 3에 도시된 유리 웨이퍼(10)는 신속하고 비용 효율적인 생산을 가능하게 한다. 이는 이러한 방식으로 다수의 개구를 동시에 효율적으로 생산할 수 있을 뿐만 아니라, 예를 들어, 유리 웨이퍼가 또한, 예를 들어, 보다 용이하게 판매되고 발송될 수 있기 때문에 유리하다. 압력 센서와 같은 소형화된 구성요소로의 개별화 및 설치는 이러한 경우에 실제로 고객 자체의 구내에서 선택적으로 일어날 수 있다.
도 4는 단지 하나의 개구(2)를 포함하는 프레임형 유리 요소(100)의 구현예의 축척에 대해 사실이 아닌 개략도를 도시한다. 유리 요소(100)는 표면(또는 주요 면 또는 측면)(11) 및 또한 제1 표면(11)에 대향하는 추가 표면(12)을 포함하는 시트형 유리 기판(1)을 포함한다. 유리 요소(100) 또는 유리 기판(1)은 유리하게는 표면(11 및 12)이 통상적인 제조 공차의 범위 내에서 서로 평행하도록 설계될 수 있다. 이러한 경우에, 유리 요소(100)(또는 유리 기판(1))는 눕거나 수평으로 배열되고, 따라서 표면(11)은 또한 본원에서 상부 측으로서 지칭될 수 있고, 표면(12)은 또한 하부 측으로서 지칭될 수 있다.
도 4는 개구(2)를 통해 통과하는 단면을 갖는 유리 요소(100)를 단면으로 나타낸다. 개구(2)는 바람직하게는 하기 식에 따라 결정하는 경우 0이 아닌 왜도 Ssk를 특징으로 하는 표면(41)을 갖는 측면(4)을 가지며,

여기서 왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이고, 여기서 바람직하게는 왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나 왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5이고, 여기서 Sq는 표면의 평균 제곱 거칠기 또는 RMS 값을 나타내고, A는 왜도가 결정되고, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이고, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되고, 여기서 관련 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높으면 양이고, 점이 평균보다 낮으면 음이고, 왜도는 특히 바람직하게는 측면(4)의 평면 영역에서, 바람직하게는 직선 부분(31)에 상응하는 영역(431)에서 결정된다. 도 4에서, 영역(431)은 평면도로 나타나 있다. 이는 측면(4)의 일부이고, 여기서 개구의 단면적이 직선 부분(31)에 의해 획정되는 측면(4)의 부분에 상응한다.
도 5는 평면도에서 측면(4)의 표면(41)을 개략적으로 점선 표면 형태로 나타낸다.
도 4에 도시된 유리 요소(100)의 측면(4)은 기울어져 있다. 다시 말해서, 측면(4)은 경사각을 갖지만, 명료함을 위해 도 4에는 도시되어 있지 않다. 그 이유는 개구(2)의 측면(또는 측벽)(4)의 경사각이 바람직하게는 단지 매우 작기 때문이다.
측면(4)의 경사각(51)을 추가로 설명하기 위해 유리 요소(100)(또는 유리 웨이퍼(10))의 일부의 세부사항은 도 5에 실제 축적이 아닌 도식적으로 도시되어 있다. 여기서 점선 5는 이상적으로 직선, 즉, 유리 요소(100)(또는 유리 기판(1))의 표면(11, 12)에 직각(각도 52)으로 연장되는 가상의 측벽(지정되지 않음)의 프로파일을 나타낸다. 이러한 라인(5)(기하학적 용어로 변(4, 5 및 110)를 갖는 삼각형의 "높이"로서 이해될 수 있거나, 유리 요소(1)에 기초하여, 유리 요소(1)의 두께로서 이해될 수 있음). 유리 요소(100)(또는 유리 기판(1))의 측벽(4)은 각도(51)를 둘러싼다. 이러한 각도(51)는 또한 본원에서 경사각으로 지칭된다. 따라서, 이는 유리 요소(100)의 표면(11, 12)과 90°의 각도를 형성할 이상적으로 직선인 측벽으로부터의 편차의 크기를 나타낸다. 경사각은 바람직하게는 최대 2°이며, 다시 말해서, 측면(4)의 경사는 단지 매우 약간이다. 그 결과, 개구(2)의 단면적(3)의 크기는 개구(2)의 높이에 걸쳐 매우 작은 정도로만 변한다. 통상적인 제조 공차의 범위 내에서, 유리 요소(100)의 양면(11, 12)에서 단면적이 동일한 구현예가 바람직할 수 있다. 특히, 압전 저항 압력 센서에서 유리 요소(100)의 사용을 위해, 그러나, 유리 요소(100)의 한 표면 상의 단면적(3)의 크기가 더 큰 경우 유리할 수 있다.
예시적인 압력 센서(6)가 도 6에 도시되어 있으며, 도 6은 축척에 맞지 않는 개략도이다. 압력 센서(6)는 단면도로 나타나 있고, 예를 들어, 세라믹 물질로 형성될 수 있는 페데스탈(60)을 포함한다. 페데스탈(60) 상에, 유리 요소(100)는, 예를 들어, 에폭시 수지로 형성된 접착제 층(63)에 의해 장착된다. 유리 요소(100)는 개구(2)를 가지며, 여기서 측벽(4)은 경사로 형성되어, 표면(11) 상의 개구(2)의 단면적(3)(도시되지 않음)이 유리 요소(1)의 표면(12) 상의 단면적(3)(도시되지 않음)보다 크다. 따라서, 압력 센서(6)의 측정 공동(600)을 향하여 또는 실리콘 막(62)을 향하여, 개구(2)의 크기가 증가한다. 압력 센서(6)는 선택적으로 기준 압력 공동(601)을 형성하는 또 다른 실리콘 막(61)을 추가로 포함한다.
나타낸 예에 제한되지 않고, 본 개시에 따른 압력 센서(6)는 특히 압전 저항성 또는 용량성 압력 센서의 형태를 취할 수 있고, 표면이 0이 아닌 왜도를 갖는 본원에 기술된 구조를 갖는 개구(2)를 갖는 본 개시에 따른 적어도 하나의 유리 요소(100)를 포함할 수 있다. 이러한 경우 유리 요소(100)에는 압력 측정을 위해 변형 가능한 막을 갖는 요소가 결합된다. 하나의 바람직한 구현예에 따르면, 실리콘 요소, 또는 변형 가능한 막 부분(610)을 갖는 실리콘 막(61)이 여기에 제공된다. 보다 특히 실리콘 막(61)과 같은 요소는 유리 요소(100) 상에 애노드 방식으로 결합된다. 연결의 성질과 무관하게, 막에 결합된 유리 요소(100)의 표면은 하나의 바람직한 구현예에 따라 기계적으로 연마된다. 이것이 제공하는 가능성 중 하나는 애노드 결합에 의한 특히 안정적인 연결이다. 애노드 결합으로 생성된 연결은 2개의 요소의 표면이 서로 직접 결합되거나 직접 접촉한다는 사실로부터 명백하다. 마지막으로, 특히 실리콘 막(61)과 같은 유리 요소(100)에 결합된 요소는 개구(2)가 개방되는 공동(600)을 갖는다.
도 7에는 공정의 일 구현예에 따른 유리 요소(100) 또는 유리 웨이퍼(10)의 제조가 기술되어 있다.
유리 요소(100) 또는 유리 웨이퍼를 제조하기 위한 공정에서, 초단파 펄스 레이저(8)로부터의 레이저 빔(80)은 시트형 유리 기판(1)의 표면(11, 12) 중 하나 상으로 지향된다. 여기서 레이저 빔(800)은 시트형 유리 기판(1)에 세장형 초점을 형성하기 위해 포커싱 광학계(81)에 의해 성형된다. 이러한 방식으로, 레이저 빔(80)의 조사된 에너지는 시트형 유리 기판(1)의 볼륨에 필라멘트 손상(70)을 발생시키고, 상기 손상의 길이 방향은 시트형 유리 기판(1)의 표면(11, 12)에 수직이다. 필라멘트 손상(70)을 발생시키기 위해, 초단 펄스 레이저(8)는 펄스 또는 적어도 2개의 연속적인 레이저 펄스를 갖는 펄스 패킷을 방출한다. 레이저 빔(80)의 충돌 지점(82)은 미리 정해진 연속 라인(71)을 따라 시트형 유리 기판 상에 안내되고, 따라서 미리 정해진 라인(71) 상에서 서로 나란히 놓이는 다수의 필라멘트 손상(70)이 시트형 유리 기판(1)에서 얻어진다. 이러한 필라멘트(71)는 바람직하게는 시트형 유리 기판(1)의 한 표면(11, 12)으로부터 다른 표면(11, 12)으로 도달한다. 연속 라인(71) 상의 충돌 지점(82)의 이러한 안내는, 예를 들어, 위치결정 장치(9)에 의해 달성될 수 있다. 이러한 디바이스는, 예를 들어, 컴퓨팅 디바이스(91)에 의해 구동될 수 있다. 컴퓨팅 디바이스(91)는 또한 레이저 전력을 사법적으로 제어할 수 있다. 물론, 복수의 컴퓨팅 디바이스(91)를 사용하는 것이 또한 가능하다.
공정의 추가 공정에서, 시트형 유리 기판(1)은 적어도 시트형 유리 기판(1)에 필라멘트 손상(70)이 형성된 영역에서 액체 에칭 매질에서 에칭되고, 필라멘트 손상(70)은 채널을 형성한다. 에칭의 결과, 채널의 직경은 시트형 유리 기질(1)에서 채널 사이에 위치된 유리질 물질이 제거되는 정도로 증가한다. 따라서, 채널은 단면적(3)을 갖는 단면을 갖는 개구(2)를 조합하고 프레임화하며, 여기서 단면적(3)은 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 적어도 20 ㎛ 또는 훨씬 및 특히 바람직하게는 적어도 100 ㎛의 길이를 갖는 직선 부분(31)에 의해 획정되며, 여기서 개구(2)는 바람직하게는 0 이외의 다른 값의 왜도(skewness) Ssk를 특징으로 하는 표면(41)을 갖는 측면(4)을 가지며:

여기서 왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이고, 여기서 바람직하게는 왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나, 왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5이고, 여기서 Sq는 표면의 평균 제곱 거칠기 또는 RMS 값을 나타내고, A는 왜도가 결정되고, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이고, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되고, 여기서 관련 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높으면 양이고, 점이 평균보다 낮으면 음이고, 왜도는 특히 바람직하게는 측면(4)의 평면 영역에서, 바람직하게는 직선 부분(31)에 상응하는 영역(431)에서 결정된다.
소정의 연속 라인(71)은 단면적(3)의 윤곽을 형성한다.
도 7에 도시되고 도 7을 참조하여 설명되는 단계에 이어서, 유리 요소 또는 유리 웨이퍼의 적어도 하나의 표면의 폴리싱이 후속될 수 있다. 도 8은 복수의 필라멘트 손상(70)이 형성된 시트형 유리 기판(1)의 평면도이다. 명확성을 향상시키기 위해, 이들은 모두 표지되지 않았다. 여기서 필라멘트 손상(70)은 유리 기판(1)에서 이들이 연속 라인(71)을 따라 적용되는 형태로 이루어지며, 이는 여기서 예시적으로 둥근 모서리를 갖는 직사각형의 윤곽을 형성한다. 도 7에 예시적으로 도시된 유리 기판에 대해, 필라멘트 손상(70)은 4개의 연속 라인(71)을 따라 도입되었고, 따라서 여기서, 후속 에칭 작업에서, 결과는 4개의 개구를 갖는 유리 웨이퍼일 것이다. 그러나, 특히 표면적의 상응하는 이용을 달성하기 위해, 개구의 수는 개구의 크기, 시트형 유리 기판의 크기 및 형상에 따라 조정될 수 있음이 자명하다.
일반적으로 말해서, 필라멘트화 및 후속 에칭 작업을 갖는 이러한 부류의 공정은 이러한 방식으로 개구의 모서리에서 비교적 작은 반경이 달성될 수 있기 때문에 유리하며, 이는 특히 적어도 하나의 직선 부분을 갖는 단면적을 생성할 때 유리할 수 있기 때문에 유리하다. 통상적인 UVL 공정으로, 150 ㎛의 최소 반경이 얻어진다. 반대로, 기재된 공정으로, 150 ㎛ 미만, 바람직하게는 100 ㎛ 미만의 반경이 가능하다. 코너 반경에 대한 하한은 일반적으로 20 ㎛일 수 있다.
도 9 및 10은 원형 개구로부터 적어도 하나의 직선 부분에 의해 획정되는 단면적을 갖는 단면을 갖는, 바람직하게는 적어도 웨이퍼 점유 밀도의 관점에서, 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 특히 바람직하게는 적어도 100 ㎛의 직선 부분의 최소 길이를 갖는 개구까지의 전이의 장점을 도시한다. 도 9의 좌측 영역에서의 개구는 90 ㎛의 모서리 반경을 갖는 500 ㎛ * 420 ㎛의 치수를 갖는다. 도 9의 우측 영역에서의 개구는 254.2 ㎛의 반경을 갖는다. 동일한 유동 통과 면적, 이러한 경우 203,000 ㎛2, 및 또한 압력 센서 페데스탈의 가장자리에서 개구의 벽의 동일한 랜드 폭(여기서는 750 ㎛)을 고려하면, 단면적이 이에 따라 적어도 하나의 직선 부분에 의해 획정되는, 완전히 원형이 아닌 개구의 경우 개별 포디움(podium)은 측방향으로 수 백분율 포인트만큼 더 작다. 6" 웨이퍼로 전치된 경우, 면적의 이용은 여기에서 마찬가지로 몇 백분율 포인트의 영역에서 더 양호하며(도 10), 따라서 비용이 절감된다. 또한 도 9에는 백분율이 나타나 있다. 이들은 도 9에 나타낸 유리 요소 치수의 경우에 대한 유리 요소의 총 면적에 관한 것이다. 이러한 총 면적은 원형 개구의 경우에 5% 더 크다. 유리 요소의 결합 가능한 또는 연결 가능한 면(즉, 개구의 단면적을 뺀 것)만이 고려되는 경우, 이러한 면적은 원형 개구의 경우, 도 9에 나타낸 개구 치수의 경우에 대해 5.3% 더 크다. 도 10의 좌측 부분에 나타낸 개구와 비교하여, 웨이퍼 상에서 실현될 수 있는 개구의 수는, 그렇지 않으면 동일한 랜드 폭에 대해, 둥근 개구 기하학의 경우에 4%만큼 감소하는 것이 명백하다. 도 10에 도시된 바와 같이, 완전히 원형이 아닌 단면적을 갖는다.
도 11 및 12는 경사 벽을 갖는 페데스탈 개구와 비교하여 직선 벽을 갖는 원형 페데스탈 개구를 이용하는, 예시적인 축방향 대칭 압력 센서 공동에서 유체 역학의 계산 및 상응하는 모델을 보여준다. 본원에서 사용되는 예시적인 매질은 층상으로 흐르는 실질적으로 비압축성인 물이다. 이는 30 bar에서 공동으로 들어가고, 여기서 벽으로부터의 반사 때문에 시간이 지남에 따라 불균등하게 분포된다. 공동 막의 중간 및 측면에서 각각 2개의 예시적인 지점 A 및 B에서, 압력은 시간적으로 상이하다. 여기서 완전한 압력 균등화는 마이크로초 내에 일어난다.
제1 근사치에서, 압력 균등화의 지속기간은 개구의 형상(직선 또는 상향 또는 하향 경사 벽)과 무관하게 동일한 크기로 위치한다. 그러나, 최상의 정밀도를 필요로 하는 매우 민감한 압력 측정의 경우, 작은 이동도 중요할 수 있다. 따라서, 놀랍게도, 특히 약간 원추형 구조의 경우, 최대 압력에 도달하는 시간이 더 짧다는 것이 밝혀졌다. 한편, 테이퍼링 구조는 완전한 압력 균등화가 달성되기 전에 더 높은 압력 변동을 생성한다.
보다 신속한 압력 균등화를 달성하고자 하는 경우, 점점 가늘어지는 단면뿐만 아니라 대안적인 이점은 비록 직선형의 벽이기는 하지만 원칙적으로 더 낮은 단면적을 갖는 개구이다.
또한, 놀랍게도, 매우 고주파수 적용의 경우, 즉, 현재 예시적인 경우와 같이, 압력 펄스가 100 kHz 초과의 주파수로 존재하는 경우에, 불리한 조건, 즉, 매우 혼란스러운 조건을 발달하는 것이 가능하다. 이러한 부류의 적용을 위해, 변동이 적어도 감소될 수 있고, 바람직하게는 최소화될 수 있는 개구의 단면 형상이 바람직하다.
도 11의 상부 영역에는 높이 hsi를 갖는 측정 공동(600)의 예시적인 표현이 도시되어 있다. 여기서 측정 공동(600)은 예시적으로 대칭 축(605)에 대해 회전 대칭 방식으로 형성된다. 측정 공동(600)의 상부 영역에서 이는 반경 ro를 갖는다. 따라서, 여기서, 예시적으로, 측정 공동(600)은 직선 원추형 절두체의 형태로 설계되고, 따라서 측정 공동의 하부 반경 ra는 ro보다 크다. 여기서 바닥을 향해 측정 공동(600)에 인접하는 것은 개구(2)의 영역이다. 개구(2)의 높이(hgl)는 유리 요소의 두께에 상응하지만, 이는 본원에서 표시되지 않는다. 여기서 개구(2)는 마찬가지로 축(605)에 대해 회전 대칭으로 형성되고, 따라서 반경 ru를 갖는 실린더의 형상을 갖는다.
도 11의 하부 영역에서, 개구(2)의 구성의 3개의 상이한 경우(여기서 표시되지 않음)는 구별된다. 경사지지 않은 측면의 경우, 유효한 치수는 도 1의 상부와 관련하여 상기 기재된 바와 같다. 이러한 경우는 도 11의 좌측 하부에 도시되어 있다. 도 11은 개략적인 단면도의 형태로 도시되어 있으며 "직선"으로 표시되어 있다. 도 11의 중간 하부 영역은 개구(2)(라벨되지 않음)의 측면이 실리콘 막 또는 측정 공동의 방향으로 개구의 단면적의 반경 rt(각각 라벨링되지 않음)가 반경 ru보다 더 작은 형태로 경사진 경우를 나타낸다. 즉, 따라서, 측정 공동을 향한 단면적은 측정 공동으로부터 멀어지는 쪽을 향하는 유리 요소의 측면 상의 단면적보다 작다. 여기 및 또한 하기에서, 이는 일반적으로, 즉 예를 들어, 개구가 적어도 하나의 선형 부분에 의해 획정되는 단면적을 갖는 단면을 갖는 경우를 포함하여 "원추형"으로 지칭된다. 도 11의 우측 하단 상에 마지막으로 ru가 rt보다 작은, 반대의 경우를 나타낸다. 이것은, 여기 및 하기에 개구가 적어도 하나의 직선 부분에 의해 획정된 단면적을 갖는 단면을 갖는 경우를 포함하는, 둥근 형상으로부터 벗어나는 단면적의 경우를 포함하는 반전된 원추형으로 라벨링된다. 상기 이미 논의된 바와 같이, 계산을 볼 때, 개구의 소위 "원추형" 구현예의 경우, 예를 들어, 적어도 하나의 최대 압력을 달성하는 것이 심지어 가능하다는 것이 명백하며, 압력 센서에 의해 포함된 실리콘 막의 적어도 하나의 지점 A, B에서 최대 압력을 달성하기 위한 시간은 개구의 일정한 또는 팽창하는 단면적의 경우에 달성 가능한 것보다 바람직하게는 적어도 30%, 더욱 바람직하게는 적어도 40% 만큼 더 짧은 것이 더욱 가능하다. 압력 센서에 대한 이러한 부류의 구현예가 유리할 수 있다. 그러나, 여기서 압력 변동이 더 낮기 때문에, "역전된 원뿔형" 설계의 반대의 경우가 또한 유리할 수 있다.
도 13 및 14는 각진 단면 기하학을 갖는 개구와 비교하여, 둥근 단면 기하학을 갖는 개구의 유체 역학에 관한 시뮬레이션을 보여준다. 다시, 상부 영역은 도 11의 상부 영역에 상응하는 둥근 단면 기하학을 갖는 측정 공동을 나타낸다. 도 13의 하부 영역에는 반대로, 단면 기하학이 원형 형태와 상이하여, 적어도 하나의 직선 부분, 이러한 경우에 4개의 직선 부분을 특징으로 하는 단면적을 갖는 단면을 갖는 개구 또는 측정 공동의 경우를 나타낸다. 여기서 상응하는 단면적의 모서리는 예시적으로, 우측 영역의 스케치로부터 도 13의 하부 영역에서 명백한 바와 같이 각각 반올림된다. 상이한 단면 형상으로 인해, 모서리의 라운딩을 특징짓기 위해 모서리 반경 Rr만이 여기에 표시되지만, 그렇지 않은 경우 반경은 없다; 대신, 치수 ba 및 bu, 또는 bo가 표시되며, 이는 여기서 상부(bo), 하부(즉, 유리 요소의 방향), 및 유리 요소의 개구(bu)에서의 측정 공동의 모서리 길이의 절반이다. 시뮬레이션에서의 조건은 본원에서 도 11 및 12와 관련하여 제공된 설명으로부터의 조건에 상응한다. 그러나, 실리콘의 공동 및 유입-유동 개구 둘 모두는 이상적으로 둥글게 만들어지지 않았다. 다시 말해서, 이들은 적어도 하나의 직선 에지 또는 직선 부분(31)을 나타낸다. 두 모델 모두에서 유동 단면적은 동일하다.
도 11 및 12의 계산과 유사하게, 압력 균등화는 마이크로초의 시간 윈도우 내에서 일어난다. 여기서의 변동은 중심 A에서보다 공동의 마진인 점 B에서 더 낮고, 이는 역반사가 전반적으로 더 낮다는 것을 의미한다. 비각진 개구의 이점은 지점 A에서 특히 명백하다: 고주파수 변동이 현저하게 감쇠된다. 즉, 결과적으로 고주파수에서의 적용은 더 신뢰할 수 있고 더 정확하게 모니터링될 수 있다.
또한, 본 발명에 따르면, 놀랍게도, 기하학적 영향, 즉, 개구의 단면 기하학뿐만 아니라, 개구 또는 이의 측벽 또는 측면 자체의 표면 형태도 중요하다. 놀랍게도, 언덕과 밸리 사이의 비대칭 조건/성분이 상기 언급된 혼돈 조건에 긍정적으로 대응할 수 있음을 관찰하는 것이 가능하다. 예를 들어, 이상적으로 매끄럽지 않은 구조는 난류 성분을 야기할 수 있고, 이는 기하학적 효과와 조화를 이루고/거나 표적화된 방식으로 균형을 이루며, 압력 크기, 포화 및 변동의 관점에서 센서 공동 또는 민감한 Si 막 상에 이상적인 압력 부하를 생성할 수 있다.
도 15는 축척에 대해 사실이 아닌 개략적으로 도시되어 있으며, 측정 공동(600)의 단면적(603)(각 경우에 라벨링되지 않음) 및 유리 요소(100)의 단면적(3 및 3a)의 표현을 도시한다. 도 15a)는 압력 센서의 측정 공동의 단면적(603)의 평면도를 나타낸다. 마찬가지로, 이러한 경우 중앙에 배치되는 개구(2)의 단면적(3)(개구(2)는 표시되지 않음)이다. 유리 요소의 개구의 둥근 단면적(3)은 공동의 단면적(603)과 비교하여 여기서 작다. 추가로 - 가상적으로 - 둥근 개구(3)의 직경에 상응하는 에지 길이를 갖는 개구(2)(다시 라벨링되지 않음)의 각 단면적(3a)이 도시된다. 단면적(603 및 3)(또는 603 및 3a) 사이의 차이는 생성된 자유 면적(604), 즉, 압력을 받는 경우에 힘이 작용할 수 있는 면적을 생성한다.
도 15b)는 이러한 경우에 생성된 자유 영역(604)이 도 15 15a)에서보다 상당히 작다는 차이가 있지만, 상응하는 표현을 도시한다. 여기서, 다시 말해서, 서로에 대한 2개의 단면적(603 및 3)(또는 603 및 3a)의 비율은 도 15a)의 표현의 경우보다 상당히 작다. 상기 이미 관찰된 바와 같이, 적어도 하나의 직선 부분을 갖는 개구의 유리한 구성(즉, 예를 들어, 개구의 각진 설계 또는 둥근 모서리를 갖는)의 영향은 특히 도 15b)의 경우에 특히 강하게 두드러진다. 그 이유는 알 수 있는 바와 같이, 이러한 경우에 특히 생성된 자유 영역(604)의 감소가 원형 또는 원형 단면으로부터 적어도 하나의 직선 부분을 갖는 단면으로의 변화의 결과로서 특히 효율적이기 때문이다.
참조 기호 목록

Claims (20)
- 압력 센서(6), 보다 특히 압전 저항성 또는 용량성 압력 센서, 바람직하게는 압전 저항성 압력 센서에서 사용하는 프레임형 유리 요소(100)를 제조하기 위한 유리 웨이퍼(10)로서, 시트형 유리 기판(1), 및 또한 유리 기판(1)의 한 표면(11)으로부터 유리 기판의 다른 표면(12)으로 도달하는 적어도 하나의 개구(2)를 포함하며, 개구(2)는 소정의 단면적(3, 3a)을 갖는 단면을 가지며, 단면적(3, 3a)은 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 보다 특히 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는, 직선 부분(31)에 의해 획정되고, 여기서, 개구(2)는 바람직하게는 0이 아닌 하기 왜도(skewness) Ssk를 특징으로 하는 표면(41)을 갖는 측면(4)을 가지며, 왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며, 바람직하게는
왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나,
왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5이며,
더욱 바람직하게는 왜도는 측면(4)의 평면 영역에서, 바람직하게는 직선 부분(31)에 상응하는 영역(431)에서 결정되는 것인 유리 웨이퍼(10):

상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타내며, A는 왜도가 결정되는 통합 구역의 면적이며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이며, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되며, 여기서 관련된 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높은 경우 양수이고, 점이 평균 미만인 경우 음수임. - 제1항에 있어서, 단면적(3, 3a)이 적어도 2개의 직선 부분(31)에 의해 획정되며, 직선 부분(31)은 적어도 10 ㎛, 바람직하게는 적어도 20 ㎛, 더욱 바람직하게는 적어도 50 ㎛, 및 바람직하게는 최대 1000 ㎛, 더욱 바람직하게는 최대 500 ㎛, 매우 바람직하게는 최대 250 ㎛, 더욱 바람직하게는 최대 150 ㎛, 특히 바람직하게는 최대 130 ㎛, 가장 바람직하게는 최대 100 ㎛의 곡률 반경을 갖는 모서리를 형성하는 것인 유리 웨이퍼(10).
- 제1항 또는 제2항에 있어서, 유리 기판(1)이 적어도 50 중량%의 SiO2, 바람직하게는 적어도 55 중량%의 SiO2, 더욱 바람직하게는 적어도 70 중량%의 SiO2, 특히 바람직하게는 적어도 78 중량%의 SiO2를 갖는 유리를 포함하며, 유리의 SiO2 함량은 바람직하게는 최대 85 중량%의 SiO2, 더욱 바람직하게는 최대 83 중량%의 SiO2로 한정되는 것인 유리 웨이퍼(10).
- 제1항 내지 제3항 중 어느 한 항에 있어서, 유리 기판(1)이 적어도 1.5 중량%의 B2O3, 바람직하게는 적어도 2.0 중량%의 B2O3, 더욱 바람직하게는 적어도 2.5 중량%의 B2O3, 매우 특히 적어도 5 중량%의 B2O3을 갖는 유리를 포함하며, 유리의 B2O3 함량은 바람직하게는 최대 15 중량%로 한정되는 것인 유리 웨이퍼(10).
- 제1항 내지 제4항 중 어느 한 항에 있어서, 유리 기판(1)이 적어도 2 중량%의 Al2O3을 갖는 유리를 포함하며, 유리의 Al2O3 함량은 바람직하게는 최대 25 중량%로 한정되는 것인 유리 웨이퍼(10).
- 제1항 내지 제5항 중 어느 한 항에 있어서, 단면적(3, 3a)이 적어도 0.04 ㎟ 내지 최대 2.7 ㎟의 평균 표면 범위(mean superficial extent)를 갖는 것인 유리 웨이퍼(10).
- 제1항 내지 제6항 중 어느 한 항에 있어서, 왜도가 0 미만인 유리 웨이퍼(10).
- 제1항 내지 제7항 중 어느 한 항에 있어서, 다수의 개구(2)를 포함하며, 개구(2) 사이의 랜드 폭(land width)이 적어도 0.3 mm, 바람직하게는 적어도 0.5 mm, 및 바람직하게는 최대 7 mm, 더욱 바람직하게는 최대 5 mm인 유리 웨이퍼(10).
- 제1항 내지 제8항 중 어느 한 항에 있어서, 유리 웨이퍼(10)의 총 면적과 개구(2) 사이의 비율이 0.1% 내지 12%, 바람직하게는 0.2% 내지 10%인 유리 웨이퍼(10).
- 제1항 내지 제9항 중 어느 한 항에 있어서, 적어도 0.33 내지 최대 3의, 유리 기판(1)의 두께와 개구의 평균 측방향 치수 사이의 비율을 형성하기 위해, 유리 기판(1)의 두께가 적어도 200 ㎛, 바람직하게는 적어도 300 ㎛, 및 최대 3500 ㎛, 바람직하게는 최대 3000 ㎛, 더욱 바람직하게는 최대 2000 ㎛, 특히 바람직하게는 최대 180 ㎛, 가장 바람직하게는 최대 1000 ㎛인 유리 웨이퍼(10).
- 제1항 내지 제10항 중 어느 한 항에 있어서, 10 ㎛ 미만, 바람직하게는 5 ㎛ 미만, 더욱 바람직하게는 2 ㎛ 미만, 매우 바람직하게는 1 ㎛ 미만의 두께 변화를 갖는 유리 웨이퍼(10).
- 제1항 내지 제11항 중 어느 한 항에 있어서, 개구(2)의 측면(4)이 바람직하게는 최대 2°인 경사각을 가지며, 여기서 경사각은 유리 웨이퍼(10)의 표면(11, 12)에 대해 90°의 각도를 형성하는 이상적인 직선 측면(4)으로부터 벗어나는 것인 유리 웨이퍼(10).
- 제1항 내지 제12항 중 어느 한 항에 있어서, 실리콘 막(61, 62)의 형상이 그 아래의 개구(2)에 따라 형성되며, 이에 따라, 실리콘 막(61, 62)과 개구(2)의 종횡비가 동일한 한, 실리콘 막(61, 62)의 형상은 개구(2)의 형상에 상응하는 것인 유리 웨이퍼(10).
- 제1항 내지 제13항 중 어느 한 항에 따른 유리 웨이퍼로부터의 일부를 제거하여 제조될 수 있는 유리 요소(100)로서, 유리 요소(100)는, 바람직하게는 적어도 10 ㎛, 더욱 바람직하게는 적어도 20 ㎛ 또는 훨씬 및 매우 바람직하게는 적어도 100 ㎛의 최소 길이를 갖는, 직선 부분(31)에 의해 획정되는 단면적(3, 3a)을 갖는 개구(2)를 갖는 프레임형 요소이고, 개구(2)는 바람직하게는 0이 아닌 하기 왜도 Ssk를 특징으로 하는 표면(41)을 갖는 측면(4)을 가지며, 왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며, 바람직하게는
왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나,
왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5인 유리 요소(100):

상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타내며, A는 왜도가 결정되는 통합 구역의 면적이며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이며, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되며, 여기서 관련된 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높은 경우 양수이고, 점이 평균 미만인 경우 음수임. - 제1항 내지 제13항 중 어느 한 항에 기재된 적어도 하나의 개구(2)를 포함하는 유리 웨이퍼(10) 또는 유리 요소(1), 보다 특히 유리 웨이퍼(10), 또는 제14항에 따른 유리 요소를 제조하는 방법으로서,
- 시트형 유리 기판(1)을 제공하는 단계,
- 초단파 펄스 레이저(8)의 레이저 빔(80)을 시트형 유리 기판(1)의 표면(11, 12) 중 하나 상으로 유도하는 단계로서, 레이저 빔(80)은 집속 광학계(81)에 의해 시트형 유리 기판(1)에서 연장된 초점으로 형상화되며, 이에 따라, 레이저 빔(80)의 조사된 에너지는 시트형 유리 기판(1)의 표면(11, 12)에 대해 수직인 길이 방향으로 시트형 유리 기판(1)의 부피에서 필라멘트 손상(70)을 발생시키며, 필라멘트 손상(70)을 발생시키기 위해, 초단파 펄스 레이저(8)는 펄스 또는 적어도 2개의 연속적인 레이저 펄스를 갖는 펄스 패키지를 방출하는 것인 단계,
- 미리 정해진 연속 라인(71)을 따라 시트형 유리 기판(1) 상에 레이저 빔의 충돌 지점(82)을 안내하여 시트형 유리 기판(1)의 사전결정된 라인 상에 서로 나란히 놓이는 다수의 필라멘트 손상(70)을 제공하는 단계로서, 바람직하게는 필라멘트(71)는 시트형 유리 기판(1)의 한 표면(11, 12)으로부터 다른 표면(11, 12)으로 도달하는 것인 단계,
- 액체 에칭 매질에서, 적어도, 시트형 유리 기판(1)에 필라멘트 손상(70)이 형성되는 영역에서 시트형 유리 기판(1)을 에칭하는 단계로서, 필라멘트 손상(70)을 넓혀 채널을 형성하고, 이에 따라, 에칭은 채널의 직경을 이러한 정도로 확대하며, 시트형 유리 기판(1)에서 채널 사이의 유리질 물질을 절제하고, 이에 따라, 채널은 결합하고 소정의 단면적(3)을 갖는 단면을 갖는 개구(2)를 형성하며, 단면적(3)은 적어도 하나의 직선(31)에 의해 획정되고, 개구(2)는 바람직하게는 0이 아닌 하기 왜도 Ssk를 특징으로 하는 표면(41)을 갖는 측면(4)을 가지며, 왜도 Ssk의 양은 바람직하게는 적어도 0.001 및 더욱 바람직하게는 최대 5이며, 바람직하게는
왜도의 양은 적어도 0.002, 더욱 바람직하게는 적어도 0.003, 매우 바람직하게는 적어도 0.004, 및 특히 바람직하게는 적어도 0.01이고/이거나,
왜도의 양은 최대 2.0, 더욱 바람직하게는 최대 1.5인 단계;
- 선택적으로, 유리 기판(1)을 싱귤레이팅(singulating)하여 유리 요소(100)를 제공하는 단계
를 포함하는 것인 방법:

상기 식에서, Sq는 표면의 평균 제곱 거칠기, 또는 RMS 값을 나타내며, A는 왜도가 결정되는 통합 구역의 면적이며, Z(x,y)는 좌표 x, y에서 표면 프로파일의 각각의 높이 값이며, 이러한 높이 값은 표면 프로파일의 높이 값의 산술 평균에 대해 표현되며, 여기서 관련된 값 Z(x,y)는 표면 프로파일 상의 점이 평균보다 높은 경우 양수이고, 점이 평균 미만인 경우 음수임. - 제15항에 있어서, 하기 특징들 중 적어도 하나를 특징으로 하는 방법:
- 시트형 유리 기판(1)의 유리질 물질은 시간 당 5 ㎛ 미만의 절제 속도로 절제되는 특징, 및/또는
- 에칭 시간은 적어도 12시간인 특징, 및/또는
- 시트형 유리 기판(1)의 적어도 하나의 표면(11, 12) 상의 레이저 빔의 충돌의 두 지점 사이의 공간 거리는 최대 6 ㎛, 바람직하게는 최대 4.5 ㎛인 특징, 및/또는
- 필라멘트 손상을 도입하기 위한 버스트(burst)에서의 펄스의 수는 최대 2 또는 적어도 7인 특징, 및/또는
- 레이저의 펄스 지속기간은 1 ㎛ 내지 15 ㎛의 시트형 유리 기판(1)의 적어도 하나의 표면(11, 12) 상의 레이저 빔의 2개의 충돌 지점 사이의 공간 거리에 대해 0.5 ps 내지 2 ps의 범위인 특징,
- 적어도 하나의 표면(11, 12)은 기계적 연마를 겪는 특징. - 제15항 또는 제16항에 따른 방법에서 제조되거나 제조 가능한 유리 웨이퍼(10) 또는 유리 요소(100).
- 제14항에 따른 적어도 하나의 유리 요소(100)를 포함하는, 압력 센서(6), 보다 특히, 압전 저항성 또는 용량성 압력 센서.
- 제18항에 있어서, 개구(2)의 측면(4)이 바람직하게는 최대 2°인 경사각을 가지며, 여기서 경사각은 유리 웨이퍼(10)의 표면(11, 12)에 대해 90°의 각도를 형성하는 이상적인 직선 측면(4)으로부터 벗어나며,
실리콘 막(61, 62)을 포함하며,
여기서, 개구(2)는 실리콘 막(61, 62)의 방향으로 점점 가늘어지는 소정의 단면적(3, 3a)을 갖는 단면을 가지며, 이에 따라, 바람직하게는, 개구(2)의 일정한 또는 팽창하는 단면적(3)의 경우에서보다 압력 센서(6)에 의해 포함되는, 실리콘 막(61, 62) 상의 하나 이상의 지점(A, B)에서 최대 압력을 달성하기 위해 바람직하게는 적어도 30%, 더욱 바람직하게는 실제로 적어도 40%, 더 짧은 시간을 달성하는 것이 가능하거나, 또는
여기서, 개구(2)는 실리콘 막(61, 62)의 방향으로 팽창하는 소정의 단면적(3, 3a)을 갖는 단면을 가지며, 이에 따라, 바람직하게는 압력 센서(6)의 감도는 개구(2)의 일정한 또는 팽창하는 단면적(3)을 갖는 압력 센서(6)에 비해, 적어도 5%, 바람직하게는 적어도 10% 증가될 수 있는 것인 압력 센서(6). - 제18항 또는 제19항에 있어서, 하기 특징들 중 적어도 하나를 특징으로 하는 압력 센서(6):
- 실리콘 막(61)의 공동(600)은 소정의 단면적(603)을 가지며, 여기서 유리 요소(100)의 단면적(3, 3a)에 대한 공동(600)의 단면적(603)의 비율은 10 미만, 바람직하게는 5 미만인 특징,
- 실리콘 막(61)은 유리 요소(100) 상에 애노드 방식으로 결합되는 특징.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020118939.7A DE102020118939A1 (de) | 2020-07-17 | 2020-07-17 | Glaswafer und Glaselement für Drucksensoren |
| DE102020118939.7 | 2020-07-17 | ||
| PCT/EP2021/069695 WO2022013334A1 (de) | 2020-07-17 | 2021-07-15 | Glaswafer und glaselement für drucksensoren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230038782A true KR20230038782A (ko) | 2023-03-21 |
Family
ID=77021345
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237005574A KR20230038782A (ko) | 2020-07-17 | 2021-07-15 | 압력 센서용 유리 웨이퍼 및 유리 요소 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230175906A1 (ko) |
| EP (1) | EP4162246A1 (ko) |
| JP (1) | JP2023534485A (ko) |
| KR (1) | KR20230038782A (ko) |
| CN (1) | CN116194403A (ko) |
| DE (1) | DE102020118939A1 (ko) |
| WO (1) | WO2022013334A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022124863A1 (de) | 2022-09-27 | 2024-03-28 | Schott Ag | Glaswafer sowie Verfahren zu dessen Herstellung |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57128074A (en) | 1981-02-02 | 1982-08-09 | Hitachi Ltd | Semiconductor pressure sensor |
| JPH09126924A (ja) | 1995-10-31 | 1997-05-16 | Nippon Seiki Co Ltd | 半導体圧力センサ |
| JP2005221453A (ja) | 2004-02-09 | 2005-08-18 | Denso Corp | 圧力センサ |
| JP4556784B2 (ja) | 2005-06-27 | 2010-10-06 | 株式会社デンソー | 圧力センサ |
| US7798010B2 (en) | 2007-10-11 | 2010-09-21 | Honeywell International Inc. | Sensor geometry for improved package stress isolation |
| JP2011013178A (ja) | 2009-07-06 | 2011-01-20 | Yamatake Corp | 圧力センサ及び製造方法 |
| US9470593B2 (en) | 2013-09-12 | 2016-10-18 | Honeywell International Inc. | Media isolated pressure sensor |
| DE102018100299A1 (de) * | 2017-01-27 | 2018-08-02 | Schott Ag | Strukturiertes plattenförmiges Glaselement und Verfahren zu dessen Herstellung |
-
2020
- 2020-07-17 DE DE102020118939.7A patent/DE102020118939A1/de active Pending
-
2021
- 2021-07-15 EP EP21745324.0A patent/EP4162246A1/de active Pending
- 2021-07-15 WO PCT/EP2021/069695 patent/WO2022013334A1/de unknown
- 2021-07-15 CN CN202180060955.4A patent/CN116194403A/zh active Pending
- 2021-07-15 JP JP2023502968A patent/JP2023534485A/ja active Pending
- 2021-07-15 KR KR1020237005574A patent/KR20230038782A/ko active Search and Examination
-
2023
- 2023-01-17 US US18/155,196 patent/US20230175906A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4162246A1 (de) | 2023-04-12 |
| CN116194403A (zh) | 2023-05-30 |
| US20230175906A1 (en) | 2023-06-08 |
| WO2022013334A1 (de) | 2022-01-20 |
| JP2023534485A (ja) | 2023-08-09 |
| DE102020118939A1 (de) | 2022-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12017943B2 (en) | Structured plate-like glass element and process for the production thereof | |
| KR100636463B1 (ko) | 분석 장치 | |
| US9534925B2 (en) | Hemitoroidal resonator gyroscope | |
| US20050122191A1 (en) | Optical tunable filter and method of manufacturing the same | |
| US20230175906A1 (en) | Glass wafer and glass element for pressure sensors | |
| JP2009206291A (ja) | 半導体基板、半導体装置、およびその製造方法 | |
| US20070180672A1 (en) | Resonant-oscillating-device fabrication method | |
| US11577992B2 (en) | Methods and apparatus for forming shaped articles, shaped articles, methods for manufacturing liquid lenses, and liquid lenses | |
| JP5734673B2 (ja) | 物体を検出及び/又はスキャンするための超音波センサ | |
| JP2001091262A (ja) | 半導体センサの製造方法、及び半導体センサ | |
| JP2017112187A (ja) | 貫通配線を有する基板に素子を設けたデバイス及びその製造方法 | |
| KR100574465B1 (ko) | 수직 단차 구조물의 제작 방법 | |
| JP2023546072A (ja) | 構造化壁を有するガラスエレメントおよびその製造方法 | |
| JP6267549B2 (ja) | 光センサ | |
| JP3716241B2 (ja) | Mems素子及びこれを用いた光減衰器、光スイッチ及び光スキャナ | |
| JP4830545B2 (ja) | 細胞電気生理センサの製造方法 | |
| KR100892066B1 (ko) | 초소형 미러 및 그 제조방법 | |
| Zheng et al. | Fused Silica Micro-Hemispherical Resonators Fabricated by Femtosecond Laser Modification Ultrasonically Assisted Chemical Etching | |
| JP2005173504A (ja) | 波長可変フィルタの製造方法および波長可変フィルタ | |
| JP2002323395A (ja) | 静電容量型センサ | |
| JP2006343685A (ja) | 光学デバイス | |
| JP2010234455A (ja) | Memsデバイス | |
| JP2005284264A (ja) | 光デバイス及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |