KR20220044830A - 재고 관리 시스템에 사용하기 위한 자율 주행 운반차 - Google Patents
재고 관리 시스템에 사용하기 위한 자율 주행 운반차 Download PDFInfo
- Publication number
- KR20220044830A KR20220044830A KR1020227008410A KR20227008410A KR20220044830A KR 20220044830 A KR20220044830 A KR 20220044830A KR 1020227008410 A KR1020227008410 A KR 1020227008410A KR 20227008410 A KR20227008410 A KR 20227008410A KR 20220044830 A KR20220044830 A KR 20220044830A
- Authority
- KR
- South Korea
- Prior art keywords
- drive
- carriage
- vehicle
- driven
- motor
- Prior art date
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 95
- 238000012546 transfer Methods 0.000 claims abstract description 57
- 230000007723 transport mechanism Effects 0.000 claims abstract description 40
- 238000000034 method Methods 0.000 claims description 120
- 230000033001 locomotion Effects 0.000 claims description 25
- 230000015654 memory Effects 0.000 claims description 20
- 230000000694 effects Effects 0.000 claims description 13
- 230000005540 biological transmission Effects 0.000 claims description 9
- 230000004044 response Effects 0.000 claims description 8
- 230000000295 complement effect Effects 0.000 claims description 6
- 230000001360 synchronised effect Effects 0.000 claims description 6
- 239000000969 carrier Substances 0.000 claims description 3
- 230000000977 initiatory effect Effects 0.000 claims description 3
- 238000003860 storage Methods 0.000 description 165
- 238000007726 management method Methods 0.000 description 132
- 230000008569 process Effects 0.000 description 60
- 238000003032 molecular docking Methods 0.000 description 37
- 230000032258 transport Effects 0.000 description 37
- 238000007667 floating Methods 0.000 description 12
- 230000006870 function Effects 0.000 description 12
- 238000012545 processing Methods 0.000 description 11
- 230000009194 climbing Effects 0.000 description 10
- 238000010586 diagram Methods 0.000 description 9
- 230000036961 partial effect Effects 0.000 description 9
- 238000013459 approach Methods 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 8
- 239000003990 capacitor Substances 0.000 description 7
- 230000003993 interaction Effects 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 210000000352 storage cell Anatomy 0.000 description 6
- 230000007704 transition Effects 0.000 description 6
- 238000004891 communication Methods 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 230000008093 supporting effect Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000007792 addition Methods 0.000 description 2
- 238000003491 array Methods 0.000 description 2
- 238000004422 calculation algorithm Methods 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 238000012790 confirmation Methods 0.000 description 2
- 230000004069 differentiation Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000003467 diminishing effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000013341 scale-up Methods 0.000 description 1
- 230000001932 seasonal effect Effects 0.000 description 1
- 238000012732 spatial analysis Methods 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 230000003245 working effect Effects 0.000 description 1
Images































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1375—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on a commissioning stacker-crane or truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/0492—Storage devices mechanical with cars adapted to travel in storage aisles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1679—Programme controls characterised by the tasks executed
- B25J9/1687—Assembly, peg and hole, palletising, straight line, weaving pattern movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/0471—Storage devices mechanical with access from beneath
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/06—Storage devices mechanical with means for presenting articles for removal at predetermined position or level
- B65G1/065—Storage devices mechanical with means for presenting articles for removal at predetermined position or level with self propelled cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/10—Storage devices mechanical with relatively movable racks to facilitate insertion or removal of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1371—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed with data records
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1376—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on a commissioning conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
- B65G1/1373—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses
- B65G1/1378—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed for fulfilling orders in warehouses the orders being assembled on fixed commissioning areas remote from the storage areas
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05D—SYSTEMS FOR CONTROLLING OR REGULATING NON-ELECTRIC VARIABLES
- G05D1/00—Control of position, course or altitude of land, water, air, or space vehicles, e.g. automatic pilot
- G05D1/0011—Control of position, course or altitude of land, water, air, or space vehicles, e.g. automatic pilot associated with a remote control arrangement
- G05D1/0027—Control of position, course or altitude of land, water, air, or space vehicles, e.g. automatic pilot associated with a remote control arrangement involving a plurality of vehicles, e.g. fleet or convoy travelling
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05D—SYSTEMS FOR CONTROLLING OR REGULATING NON-ELECTRIC VARIABLES
- G05D1/00—Control of position, course or altitude of land, water, air, or space vehicles, e.g. automatic pilot
- G05D1/02—Control of position or course in two dimensions
- G05D1/021—Control of position or course in two dimensions specially adapted to land vehicles
- G05D1/0212—Control of position or course in two dimensions specially adapted to land vehicles with means for defining a desired trajectory
- G05D1/0225—Control of position or course in two dimensions specially adapted to land vehicles with means for defining a desired trajectory involving docking at a fixed facility, e.g. base station or loading bay
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05D—SYSTEMS FOR CONTROLLING OR REGULATING NON-ELECTRIC VARIABLES
- G05D1/00—Control of position, course or altitude of land, water, air, or space vehicles, e.g. automatic pilot
- G05D1/02—Control of position or course in two dimensions
- G05D1/021—Control of position or course in two dimensions specially adapted to land vehicles
- G05D1/0287—Control of position or course in two dimensions specially adapted to land vehicles involving a plurality of land vehicles, e.g. fleet or convoy travelling
- G05D1/0291—Fleet control
- G05D1/0297—Fleet control by controlling means in a control room
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
- G06Q10/087—Inventory or stock management, e.g. order filling, procurement or balancing against orders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/06—Storage devices mechanical with means for presenting articles for removal at predetermined position or level
- B65G1/08—Storage devices mechanical with means for presenting articles for removal at predetermined position or level the articles being fed by gravity
Abstract
복수의 목적지 영역과 가이드 시스템을 구비한 재고 관리 취급 시스템에 사용하기 위한 운반차는 목적지 영역으로 물품을 운송하며 목적지 영역으로부터의 물품을 수용하기 위한 플랫폼, 복수의 모터, 제 1 구동 시스템, 제 2 구동 시스템, 이송 기구, 및 클러치 기구를 포함한다. 제 1 구동 시스템의 구동 요소가 하나 이상의 모터의 제 1 하위 집합에 의해 회전되어 운반차를 수직 방향으로 이동시킨다. 제 2 구동 시스템의 구동 요소가 2 개 이상의 모터의 제 2 하위 집합에 의해 회전되어 운반차를 수평 방향으로 이동시킨다. 이송 기구는 목적지 영역으로 물품을 이송하며 목적지 영역으로부터 물품을 회수하도록 구성되며, 클러치 기구는 이송 기구를 제 2 하위 집합의 모터에 대해 분리하도록 그리고 맞물리도록 구성되어, 이에 의해 제 2 구동 시스템이 이송 기구와는 독립적으로 운반차를 이동시키도록 구동된다.
Description
본 발명의 실시예는 개괄적으로, 창고, 저장소 및/또는 유통 환경에서 재고 관리 과제를 수행하도록 구성된 자율 주행 운반차에 관한 것이다.
우편 주문 창고, 공급망 유통 센터, 및 주문형 제조 시설에서 사용되는 바와 같은 최신의 자재 취급 시스템은 재고 물품 요청에 응답하는 데 있어 상당한 어려움에 직면해 있다. 기업은 일반적으로, 그 초기 단계에서는 적어도 현재의 요구 사항에 적합한 수준의 자동화에 투자할 것이다. 그러나, 더 많아진 개수의 다양한 물품을 수용하기 위해 재고 관리 시스템의 규모가 확장됨에 따라, 의도한 포장, 저장, 보충, 및 기타 재고 관리 과제를 동시에 완료하기 위한 시스템의 운영 비용과 복잡성도 마찬가지로 증가된다.
재고 관리 시설에서 공간, 장비, 및 인력과 같은 자원을 효율적으로 활용하지 못한다면 처리량이 감소하며, 응답 시간이 증가할 뿐만 아니라, 미완료 과제의 잔무가 늘어나는 결과가 초래된다. 특히, 규모 확장이 잘 계획된 성장 계획을 따를 경우 시설의 기존 자동화 기반 설비 용량을 점진적으로 확장시킴으로써 한동안 더 큰 효율성이 달성될 수도 있는 경우가 많다. 그러나, 조만간 수익이 감소하는 시점에 직면하게 된다. 즉, 용량 및/또는 기능에 있어 추가 이득을 달성하기 위해서는, 이러한 이득이 어쨌든 실현될 수 있는 경우에도, 사용 가능한 대안과 비교하여 결국 엄청난 비용이 들게 된다. 수익 감소 시점에 도달하면, 시설 작업자는 이전부터 존재하던 자재 취급 기반 설비를 버리고 해당 기반 설비를 완전히 새로운 자동화 플랫폼으로 교체할 것을 촉구할 수도 있다.
본 개시의 실시예에 따라, 종래의 창고 자동화 접근 방식과 연관된 단점 및 문제가 재고 관리 작업과 관련된 다양한 과제를 수행하도록 구성 가능한 하나 이상의 운반차에 의해 실질적으로 감소되거나 제거되었다. 실시예에서, 각각의 운반차는 제 1 작동 모드에 따라 제 1 집합의 하나 이상의 재고 관리 과제를 수행하며, 추가의 작동 모드에 따라 하나 이상의 재고 관리 과제를 수행할 수도 있도록 하기 위해, 복수의 기능적 액세서리 모듈(FAM) 중 어느 하나와 상승 작용적으로 상호 작용하도록 구성되며 작동 가능하다. 각각의 운반차가 탑재 자원의 활용을 수행하도록 구성되는 과제의 예에는, 수직 저장 영역 어레이의 목적지 영역으로 재고 물품을 회수하며 및/또는 목적지 영역으로부터 재고 물품을 회수하기 위해 운반차의 이송 기구를 작동시키는 것이 포함된다. 이러한 과제를 위해, 각각의 운반차는 운반차를 가이드 시스템을 따라 수직 방향으로 이동시켜 운반차를 적절한 목적지 영역으로 보낼 뿐만 아니라, 예를 들어, 저장 영역 어레이와, 예를 들어, 피킹 스테이션, 포장 스테이션, 또는 심지어 제 2 수직 저장 영역 어레이와 같은 원거리 장소 사이에서 연장되는 실질적으로 평면형 표면 상에서 수평 방향으로 이동하도록 구성된다.
실시예에서, 기능적 액세서리 모듈 중 하나 이상은 운반차에 의한 모듈의 수직 방향 및 수평 방향 변위를 용이하게 하도록 치수가 정해지고 배열된다. 일부 실시예에서는, FAM의 개별 그룹이 상이한 집합의 재고 관리 과제를 각각 수행하도록 구성되며 작동 가능하므로, 재고 관리 시스템의 복잡성이 증가하며 새로운 과제가 수용되어야 하는 경우에도 운반차가 해당 시스템에 대한 운반차의 유용성을 유지한다. 이 모듈식 접근 방식은, 단순히 이러한 추가의 과제를 수행할 수 있는 새로운 유형의 FAM을 대체하며 및/또는 추가함으로써, 상이한 및/또는 추가의 재고 관리 과제의 수행을 가능하게 한다. 이에 따라, 증가하는 재고 차별화(예를 들어, 더 많은 SKU 카운트), 빠르게 증가하는 오더 피킹(order picking) 용량, 및 더 많은 처리량 요구 사항과 같은 문제가 확장 가능한 방식으로 즉각적으로 쉽게 해결될 수 있다.
일 실시예에서, 재고 관리 과제를 수행하도록 구성된 운반차는 복수의 목적지 영역과 가이드 시스템을 구비한 재고 관리 취급 시스템에서 재고 관리 과제를 수행하도록 구성된 운반차를 포함하며, 운반차는 상기 목적지 영역 중 하나로의 이송 및 상기 목적지 영역 중 하나로부터의 수용 중 적어도 하나를 위한 물품을 수용하도록 치수가 정해지고 배열된 플랫폼; 복수의 모터; 상기 가이드 시스템과 맞물려, 상기 복수의 모터의 제 1 하위 집합의 작동에 의해, 운반차의 밑에 있는 지지면과 목적지 영역 중 하나 사이에서 연장되는 수직 경로 세그먼트를 따라 운반차를 이동시키도록 구성된 제 1의 복수의 구동 요소를 구비한 제 1 구동 시스템; 상기 복수의 모터의 제 2 하위 집합의 작동에 의해, 밑에 있는 지지면과 결합하며 수직 방향이 아닌 방향으로 이동하도록 운반차를 구동시키도록 구성된 제 1의 복수의 구동 요소를 구비한 제 2 구동 시스템; 상기 플랫폼으로부터 복수의 목적지 영역 중 하나로의 물품의 이송 및 복수의 목적지 영역 중 하나로부터의 물품의 회수 중 적어도 하나를 수행하도록 구성된 이송 기구; 및 상기 모터의 제 2 하위 집합에 대해 상기 이송 기구를 분리하도록 그리고 맞물리게 하도록 구성되어, 이에 의해 제 2 구동 시스템이 이송 기구와는 독립적으로 운반차를 이동하도록 구동시키도록 하는 클러치 기구를 포함한다.
일부 실시예에서, 상기 하나 이상의 모터의 제 1 하위 집합은 제 1 구동 시스템의 제 1의 복수의 구동 요소를 회전시키도록 구성된 단일 모터를 포함한다. 일 실시예에서, 모터의 상기 제 2 하위 집합은 복수의 모터를 포함하며, 상기 제 2 하위 집합의 제 1 모터가 제 2 구동 시스템의 제 1 구동 요소를 회전하도록 구동시키며, 제 2 하위 집합의 제 2 모터가 제 2 구동 시스템의 제 2 구동 요소를 회전하도록 구동시킨다.
일부 실시예에서, 상기 제 1 구동 시스템의 제 1의 복수의 구동 요소는 가이드 시스템을 따라 운반차의 위치를 제어하기 위해 가이드 시스템의 상보적인 치형부와 상호 작용하도록 치수가 정해지고 배열된 복수의 기어를 포함한다. 이러한 일 실시예에서, 제 1 구동 시스템은 한 쌍의 구동 차축을 포함할 수도 있으며, 기어가 가이드 시스템을 따라 운반차를 구동시키기 위해 동기적으로 구동되도록 종동 기어가 구동 차축에 고정된다.
일부 실시예에서, 제 2 구동 시스템은 제 1 회전 축선을 중심으로 회전하도록 제 2 하위 집합의 제 1 모터에 의해 구동되는 제 1 구동 요소 및 제 2 회전 축선을 중심으로 회전하도록 제 2 하위 집합의 제 2 모터에 의해 구동되는 구동 요소를 포함하며, 제 1 및 제 2 구동 요소는 각각, 그 위에서의 운반차의 이동을 위해 밑에 있는 지지면의 개개의 부분과 결합하도록 치수가 정해지고 배열된다. 이러한 일 실시예에서, 상기 클러치 기구는 플랫폼에 대한 제 1 각도상 배향과 플랫폼에 대한 제 2 각도상 배향 사이에서 이동 가능한 제 1의 선회 가능한 캐리어로서, 상기 제 1 구동 요소가 함께 각도상으로 이동하기 위해 회전 가능하게 결합되는 제 1의 선회 가능한 캐리어; 및 제 1 각도상 배향과 제 2 각도상 배향 사이에서 이동 가능한 제 2의 선회 가능한 캐리어로서, 상기 제 2 구동 요소가 함께 각도상으로 이동하기 위해 결합되는 제 2의 선회 가능한 캐리어를 포함한다. 상기 제 1 회전 축선과 상기 제 2 회전 축선은 동축인 반면, 상기 제 1의 선회 가능한 캐리어와 상기 제 2의 선회 가능한 캐리어는 공통의 각도상 배향을 갖는다.
선택적으로, 제 2 구동 시스템은 상기 제 1의 선회 가능한 캐리어에 회전 가능하게 결합된 제 1 종동 요소와 제 1 종동 요소에 회전 동력을 전달하기 위한 제 1 무한 루프 요소; 및 상기 제 2의 선회 가능한 캐리어에 회전 가능하게 결합된 제 2 종동 요소와 제 2 종동 요소에 회전 동력을 전달하기 위한 제 2 무한 루프 요소를 추가로 포함한다. 상기 제 1 무한 루프 요소 및 제 2 무한 루프 요소가 각각, 벨트를 포함할 수도 있다. 이러한 일 실시예에서, 제 2 구동 시스템은 제 1 풀리로서, 제 1 풀리와 제 1 구동 요소가 제 2 하위 집합의 제 1 모터에 의해 구동되며, 제 1 풀리가 제 1 무한 루프 요소와 결합하여 이에 의해 제 1 종동 요소를 구동시키도록 치수가 정해지고 배열되는 것인, 제 1 풀리; 및 제 2 풀리로서, 제 2 풀리와 제 2 구동 요소가 모터의 제 2 하위 집합의 제 2 모터에 의해 구동되며, 제 2 풀리가 제 2 무한 루프 요소와 결합하여 이에 의해 제 2 종동 요소를 구동시키도록 치수가 정해지고 배열되는 것인, 제 2 풀리를 추가로 포함한다.
선행 실시예에서, 상기 클러치 기구는 제 1 종동 요소에 회전 가능하게 결합되며 제 1 종동 요소와 동축인 제 3 종동 요소로서, 이송 기구의 제 1 부분과 구동적으로 맞물려 이에 의해, 제 1의 선회 가능한 캐리어가 제 1 각도상 배향에 있는 동안 제 2 하위 집합의 제 1 모터로부터 동력을 전달하도록 치수가 정해지고 배열된 제 3 종동 요소뿐만 아니라 제 2 종동 요소에 회전 가능하게 결합되며 제 2 종동 요소와 동축인 제 4 종동 요소로서, 이송 기구의 제 2 부분과 구동적으로 맞물리며 이에 의해, 제 2의 선회 가능한 캐리어가 제 1 각도상 배향에 있는 동안 제 2 하위 집합의 제 2 모터로부터 동력을 전달하도록 치수가 정해지고 배열된 제 4 종동 요소를 추가로 포함할 수도 있다.
실시예에서, 상기 제 2 구동 시스템은 밑에 있는 표면의 개개 부분과 마찰 결합하여 이에 의해 운반차를 지지하도록 치수가 정해지고 배열된 복수의 전방향성 휠을 추가로 포함한다. 이러한 일 실시예에서, 상기 제 2 제 1 구동 시스템은 복수의 구동 차축을 추가로 포함하며, 적어도 한 쌍의 전방향성 휠이 제 2 하위 집합의 모터 중 적어도 하나의 의해 구동된다.
선행 실시예 중 어느 하나에서, 운반차는 복수의 모터의 작동을 지시하기 위한 탑재 제어부로서, 프로세서 및 제 2 구동 시스템의 제 1 및 제 2 구동 요소를 구동시켜 이에 의해 지지면 상의 실질적으로 수평 경로를 따라 운반차를 변위시키도록 제 2 하위 집합의 모터를 작동시키기 위한, 프로세서에 의해 실행 가능한 명령을 포함한 메모리를 포함한 제어부를 추가로 포함할 수도 있다. 이러한 일 실시예에서, 상기 메모리는 제 1 구동 시스템의 개개의 부분이 가이드 시스템의 대응하는 부분과 대면하게 정렬되도록 모터의 제 2 하위 집합을 작동시키기 위한 및/또는 가이드 시스템의 대응하는 정렬된 부분과 제 1 구동 시스템의 개개의 부분의 구동 맞물림(driving engagement)을 개시하며 이에 의해 기준면에 대한 운반차의 상승 또는 하강을 야기하기 위한 프로세서에 의해 실행 가능한 명령을 포함한다.
선행 실시예에서, 상기 클러치 기구는 기준면 위의 일 위치로의 운반차의 상승에 응답하여 제 2 하위 집합의 모터로부터 이송 기구로의 동력 전달을 가능하게 하도록 구성될 수도 있다. 이를 위해, 상기 메모리는 이송 기구가 플랫폼으로부터 운반차에 인접한 일 목적지 영역으로 물품을 이송하거나 목적지 영역으로부터 플랫폼으로 물품을 회수하도록 제 2 하위 집합의 하나 이상의 모터 중 하나의 모터를 작동시키기 위해 프로세서에 의해 실행 가능한 명령을 추가로 포함한다. 이러한 실시예에서, 상기 클러치 기구는 기준면 아래의 일 위치로의 운반차의 하강에 응답하여 이송 기구의 작동을 불가능하게 하도록 구성된다.
복수의 목적지 영역과 가이드 시스템을 구비한 재고 관리 시스템에서 작동 가능한 운반차의 다른 실시예는 가이드 시스템과 결합하여 수직 경로 세그먼트를 따라 운반차의 이동을 안내하도록 구성된 제 1 모터 동력식 구동 시스템; 제 1 구동 시스템이 가이드 시스템과 맞물려 있지 않은 동안 표면 상에서 운반차를 조작하도록 치수가 정해지고 배열된 제 2 모터 동력식 구동 시스템; 이송 기구에 대해 동력 전달부를 맞물리도록 그리고 분리하도록 작동하여, 이에 의해 제 1 구동 시스템 및 제 2 구동 시스템 각각이 이송 기구와는 독립적으로 작동 가능하도록 하는 클러치 기구; 및 운반차와 복수의 목적지 영역 중 하나 사이에서 물품을 이송하도록 작동하는 이송 기구를 포함하며; 상기 제 1 모터 동력식 구동 시스템은 제 1 및 제 2 쌍의 모터 구동식 회전 요소를 포함하며, 각각의 쌍의 회전 요소는 가이드 시스템과 상호 작용하여 가이드 시스템을 따라 운반차의 위치를 제어하도록 구성된다.
선행 실시예에서, 상기 제 1 및 제 2 쌍의 회전 구동 요소 중 각각의 회전 구동 요소는 운반차가 가이드 시스템을 따라 고도를 변경할 때 가이드 시스템의 상보적인 치형부와 맞물리도록 치수가 정해지고 배열된 치형부를 구비한 기어일 수도 있다. 이러한 일 실시예에서, 상기 제 1 구동 시스템은 한 쌍의 동기적인 구동 차축을 추가로 포함하며, 기어가 가이드 시스템을 따라 운반차를 구동시키기 위해 동기적으로 구동되도록 종동 기어가 차축에 고정된다. 선택적으로, 상기 클러치 기구는 운반차가 기준면을 넘어 일 위치로 하강할 때 이송 기구로부터 분리되어, 이에 의해 제어부에 의한 이송 기구의 작동을 불가능하게 하도록 치수가 정해지고 배열된다. 이러한 실시예에서, 상기 클러치 기구는 운반차가 기준면 위의 일 위치로 상승할 때 이송 기구와 맞물려, 이에 의해 제어부에 의한 이송 기구의 작동을 가능하게 하도록 구성될 수도 있다.
추가의 실시예에 따른 재고 관리 시스템에서 작동 가능한 운반차는 제 1 모터와 제 2 모터; 제 1 쌍의 전방향성 롤러와 제 2 쌍의 전방향성 롤러로서, 각각의 쌍의 제 1 전방향성 롤러는 제 1 회전 축선을 중심으로 회전하도록 치수가 정해지고 배열되며, 각각의 쌍의 제 2 전방향성 롤러는 제 2 회전 축선을 중심으로 회전하기 위해 제 1 모터 또는 제 2 모터에 의해 구동되는 것인, 제 1 및 제 2 쌍의 전방향성 롤러; 상기 제 1 모터 또는 제 2 모터에 의해 구동되는 제 5 롤러; 및 밑에 있는 지지면을 향한 방향으로 제 5 롤러를 선택적으로 압박하기 위해 제 1 위치로부터 제 2 위치로 이동하도록 구성된 작동 표면을 갖는 액추에이터를 포함하며; 상기 제 1 및 제 2 쌍의 전방향성 롤러 각각의 표면 및 제 5 롤러의 표면은 액추에이터가 제 1 위치에 유지되는 동안 밑에 있는 지지면과 접촉하도록 치수가 정해지고 배열되며, 상기 액추에이터가 제 2 위치로 이동함으로써 상기 전방향성 롤러 중 하나 이상으로부터 제 5 롤러로 하중이 전달된다.
일부 실시예에서, 상기 한 쌍의 모터 구동식 전방향성 롤러는 제 2 쌍의 모터 구동식 전방향성 롤러와는 독립적으로 구동된다.
일부 실시예에서, 상기 액추에이터는 제 1 액추에이터이며, 여기서 상기 운반차는 제 3 위치로부터 제 4 위치로 이동 가능한 제 6 롤러 및 제 2 액추에이터를 추가로 포함하며, 상기 제 1 및 제 2 액추에이터가 제 2 및 제 4 위치로 각각 이동함으로써 상기 전방향성 롤러 중 하나 이상으로부터 제 5 및 제 6 롤러로 하중이 전달된다.
선행 실시예에서, 운반차는 플랫폼 및 물품의 플랫폼으로부터 목표 표면으로의 이송 및 목표 표면으로부터의 물품의 회수 중 적어도 하나를 수행하도록 작동하는 이송 기구를 추가로 포함한다. 선택적으로, 선행 실시예의 운반차는 이송 기구와 맞물리도록 그리고 분리되도록 작동하는 클러치 기구를 추가로 포함할 수도 있다.
본 발명의 다른 실시예 및 추가의 실시예가 아래에서 설명된다.
이해를 용이하게 하기 위해, 가능한 한 도면에 공통적인 동일한 요소를 지정하기 위해 동일한 도면 부호가 사용되었다. 도면이 실제 크기 비율로 도시되어 있지는 않으며, 명확성을 위해 단순화될 수도 있다. 일 실시예의 요소 및 특징부가 추가로 언급되지 않고 다른 실시예에 유리하게 통합될 수도 있는 것으로 고려된다.
위에서 인용된 본 발명의 특징이 상세히 이해될 수 있도록, 위에서 간략하게 요약된 본 발명의 보다 구체적인 설명이 일부가 첨부 도면에 도시된 실시예를 참조하여 제공될 수도 있다. 그러나, 첨부 도면에는 본 발명의 전형적인 실시예만이 도시되어 있으며, 따라서, 본 발명이 동등하게 효과적인 다른 실시예를 허용할 수도 있기 때문에, 첨부 도면이 본 발명의 범위를 제한하는 것으로 간주되어서는 안 된다는 점에 유의하여야 한다.
도 1a는 본 개시의 하나 이상의 실시예에 따라, 하나 이상의 기능적 액세서리 모듈과의 상호 작용에 의해, 부품 피킹 프로세스를 지원하는 재고 관리 과제의 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 1b는 본 개시의 하나 이상의 실시예에 따라, 제 1 기능적 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 1 하위 집합을 수행하며, 제 2 기능적 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 2 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 1c는 본 개시의 하나 이상의 실시예에 따라, 제 1, 제 2, 또는 제 3 기능적 액세서리 모듈 그룹의 하나 이상의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 1, 제 2 및/또는 제 3 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 2a는 본 개시의 예시적인 실시예에 따라 구성되며 도 1a 내지 도 1c에 도시된 재고 관리 시스템 중 어느 하나에 사용되도록 구성된 무인 자동 운반차를 도시한 사시도이며;
도 2b는 도 2a에 도시된 예시적인 무인 자동 운반차의 평면도이며;
도 2c는 도 2a에 도시된 예시적인 무인 자동 운반차의 저면도이며;
도 2d는 도 2a에 도시된 예시적인 무인 자동 운반차의 정면도이며;
도 2e는 도 2a에 도시된 예시적인 무인 자동 운반차의 배면도이며;
도 2f는 도 2a에 도시된 예시적인 무인 자동 운반차의 측면도이며;
도 2g는 하나 이상의 실시예에 따라, 수직 컬럼에 배열된 복수의 저장 영역 중 일 저장 영역으로부터 재고 물품의 컨테이너를 회수하는 프로세스의 무인 자동 운반차를 도시한 평면도이며;
도 2h는 하나 이상의 실시예에 따라, 이송 기구의 작동을 보여주기 위해 도 2g의 II-H 선을 따라 취한 부분 측면도이며; 및
도 2i는 물품을 저장 영역 중 하나로 또는 저장 영역 중 하나로부터 이송하는 데 사용될 수도 있는 예시적인 이송 기구의 더 높은 수준의 세부 사항을 나타내기 위한 도 2h의 부분 측면도의 확대도이며;
도 3a는 도 2a의 IIIA-IIIA 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 정면도이며;
도 3b는 클러치 기구가 그 내부 구성을 노출하도록 부분적으로 분해되어 있는, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 저면도이며;
도 4a는 도 2a의 IVA-IVA 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4b는 하나 이상의 실시예에 따라, 클러치 기구가 분리되어 있는 동안 도 2a의 IVA-IVB 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4c는 하나 이상의 실시예에 따라, 클러치 기구가 결합되어 있는 동안 도 2a의 IVA-IVB 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4d 및 도 4e는, 제 1 위치(도 4d) 및 제 2 위치(도 4e) 사이에서 선택적으로 이동 가능한 힘 부과 부재를 구비한 선택적인 액추에이터 기구를 드러내도록 측방향 외부 커버 플레이트가 생략되어 있는, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4f는 힘 부과 부재가 힘을 부과하지 않는 제 1 위치에 도시되어 있는, 도 4d 및 도 4e에 도시된 액추에이터 기구의 확대도이며;
도 4g는 힘 부과 부재가 힘을 부과하는 제 2 위치에 도시되어 있는, 도 4d 내지 도 4f에 도시된 액추에이터 기구의 확대도이며;
도 5a는 하나 이상의 실시예에 따라, 제 1 기능적 액세서리 모듈 그룹의 일 기능적 액세서리 모듈과 결합한 무인 자동 운반차의 사용을 도시한 전방 사시도이며;
도 5b는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 1 예시적인 베이스와 무인 자동 운반차의 도킹 이전 정렬을 도시한 사시도이며;
도 5c는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 2 대안의 베이스와 무인 자동 운반차의 도킹 이후 정렬을 도시한 사시도이며;
도 5d는, 베이스 및 운반차 각각의 개개의 표면이 다수의 지점에서 밑에 있는 지지면과 접촉하고 있는 경우의, 도 5c 또는 도 5d에 도시된 바와 같은 베이스와 도킹된 무인 자동 운반차의 배면도이며;
도 5e는 운반차의 제 1 구동 시스템이 운반차와 도킹된 베이스를 들어올리도록 작동되어, 베이스의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 5d의 도킹된 무인 자동 운반차의 배면도이며;
도 6a는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서,도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 하나 이상으로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 이상 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 3 대안의 베이스와 무인 자동 운반차의 도킹 이후 정렬을 도시한 사시도이며;
도 6b는 운반차의 제 1 구동 시스템이 운반차와 도킹된 베이스를 들어올리도록 작동되어, 베이스의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 6a의 도킹된 무인 자동 운반차의 배면도이며;
도 6c는 도 5a 내지 도 6b에 도시된 실시예 중 어느 하나에 따라 구성된 복수의 기능적 액세서리 모듈의 배치 및 사용을 도시한 재고 관리 시스템의 사시도이며;
도 7a는 개개의 실시예에 따라, 도 1a 내지 도 1c에 도시된 다른 유형의 기능적 모듈 중 적어도 하나 이상과 운반차 사이의 어댑터 역할을 하도록 치수가 정해지고 배열된 제 1 기능적 액세서리 모듈과 무인 자동 운반차의 도킹 이전 정렬을 도시한 사시도이며;
도 7b는 도 7a의 제 1 기능적 액세서리 모듈과 반자율 주행 운반차 사이의 도킹 이후 정렬을 도시한 사시도이며;
도 7c는, 운반차와 제 1 기능적 액세서리 모듈 각각의 개개의 표면이 다수의 지점에서 밑에 있는 지지면과 접촉하고 있는 경우의, 도 7b의 도킹된 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 배면도이며;
도 7d는 운반차의 제 1 구동 시스템이 제 1 기능적 액세서리 모듈을 들어올리도록 작동되어, 제 1 기능적 액세서리 모듈의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 7b의 도킹된 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 배면도이며;
도 8a는 하나 이상의 실시예에 따라, 밑에 있는 지지면 상에서 랙을 지지하도록 치수가 정해지고 배열된 표면을 구비한 다중 레벨 저장 랙으로서 실현된 제 2 기능적 액세서리 모듈과, 도 7d의 도킹된 반자율 주행 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 도킹 이전 정렬을 도시한 부분 입면도이며;
도 8b는 운반차의 제 1 구동 시스템이 제 1 기능적 액세서리 모듈을 더욱 들어올리며 또한 제 2 기능적 액세서리 모듈을 들어올리도록 작동되어, 제 1 또는 제 2 기능적 액세서리 모듈의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의 제 2 기능적 액세서리 모듈과, 도 7d 및 도 8a의 도킹된 무인 자동 운반차 및 제 1 기능적 액세서리 모듈의 도킹 이후 정렬을 도시한 부분 입면도이며;
도 8c는 도 8b에 도시된 방식으로 제 2 기능적 액세서리 모듈을 들어올린 후의, 도킹된 무인 자동 운반차, 제 1 기능적 액세서리 모듈, 및 제 2 기능적 액세서리 모듈의 상대 위치를 도시한 전체 입면도이며;
도 9는 하나 이상의 실시예에 따라, 무인 자동 운반차가 재고 관리 과제의 대응하는 하위 집합을 수행하기 위해 협력하도록 구성되는 제 1 및 제 2 액세서리 모듈의 개개의 그룹을 포함하며, 또한 무인 자동 운반차가 재고 관리 과제의 또 다른 하위 집합을 수행하기 위해 협력하도록 구성되는 제 3 기능적 액세서리 모듈 그룹을 포함하는 재고 관리 시스템의 요소를 도시한 부분 사시도이며;
도 10a 및 도 10b는 일부 실시예에 따라, 무인 자동 운반차의 제 1 구동 시스템의 작동 이전에, 제 3 그룹의 기능적 액세서리 모듈 중 하나와 무인 자동 운반차 사이의 도킹 정렬을 도시한 입면도이며;
도 10c는 하나 이상의 실시예에 따라, 제 3 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈의 가이드 시스템의 대응하는 부분과 제 1 구동 시스템의 회전 요소의 대향하는 정렬을 도시한, 도 10a의 관점에서 취한 부분 확대 입면도이며;
도 10d는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈을 들어올리기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 운반차의 제 1 구동 시스템의 개개의 회전 요소가 제 1 방향으로 작동된 후의, 도 10a 및 도 10c와 동일한 관점에서 취한 부분 확대 입면도이며;
도 10e는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈을 들어올리기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 제 1 구동 시스템의 회전 요소를 제 1 방향으로 작동시킨 후의, 도 10b와 동일한 관점에서 취한 입면도이며;
도 10f는 하나 이상의 실시예에 따라, 밑에 있는 지지면 상에 기능적 액세서리 모듈을 설정한 후, 도시된 바와 같이, 기능적 액세서리 모듈의 내부에서 운반차를 상승시키기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 운반차의 제 1 구동 시스템의 개개의 회전 요소를 제 2 방향으로 작동시킨 후의, 도 10b 및 도 10e와 동일한 관점에서 취한 입면도이며;
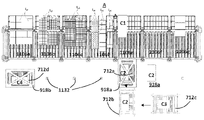
도 11a는 예시적인 실시예에 따라, GTP(goods-to-picker) 재고 관리 시스템에서 빠르게 이동하는 상품과 같은 물품을 공급하도록 치수가 정해지고 배열된 유동 랙 구조물에 대한, 도 10a 내지 도 10f에 도시된 예시적인 모듈과 같은, 기능적 액세서리 모듈의 배치를 도시한 후방 사시도이며;
도 11b는 하나 이상의 실시예에 따라, 유동 랙 구조물과 기능적 액세서리 모듈의 도킹 직전의 도 11b의 예시적인 실시예의 측면도이며;
도 11c는 하나 이상의 실시예에 따라, 유동 랙 구조물과 기능적 액세서리 모듈의 도킹 및 운반차로부터 유동 랙의 목표 표면으로 물품을 이송하기 위한 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승 후의, 도 11a 및 도 11b의 예시적인 실시예의 측면도이며;
도 11d는 하나 이상의 실시예에 따라, 도 11c에 도시된 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승을 도시한, 도 11a 내지 도 11c의 예시적인 실시예의 전방 사시도이며;
도 11e는 하나 이상의 실시예에 따라, 도 11c 및 도 11d에 도시된 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승을 도시한, 도 11a 내지 도 11d의 예시적인 실시예의 평면도이며;
도 11f는 본 개시와 일치하는 하나 이상의 실시예에 따라, 재고의 동적 재할당의 일부로서 도 11e의 유동 랙 구조물의 표면으로부터 상승된 운반차의 플랫폼으로 컨테이너를 이송하는 동안의 도 11a 내지 도 11e의 예시적인 실시예의 확대 평면도이며;
도 11g는 본 개시와 일치하는 하나 이상의 실시예에 따라, 재고의 동적 할당의 일부로서 FAM을 사용한 하나의 운반차로부터 다른 운반차로의 물품의 이송을 도시한 도 11a 내지 도 11f의 예시적인 실시예의 평면도이며;
도 11h는 하나 이상의 실시예에 따라, 재고의 동적 할당을 실현하기 위한 운반차 및 적어도 하나의 FAM에 의한 하나 이상의 재고 관리 과제의 완료를 도시한 배면도이며;
도 11i는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈이 유동 랙과 도킹된 후의, 물품의 이송에 적합한 일 위치로의 모듈 내부에서의 운반차의 상승을 보여주는 배면도이며;
도 12는 하나 이상의 실시예에 따라, 피킹 영역과 복수의 저장 장소 사이에서 재고 물품의 컨테이너를 전후로 이송하기 위해 무인 자동 운반차를 활용하는, 도 1c에 도시된 시스템의 일부를 형성할 수도 있는 재고 관리 시스템의 일부를 도시한 부분 사시도이며;
도 13a는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 정면도이며;
도 13b는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 측면도이며;
도 13c는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 평면도이며;
도 13d는 하나 이상의 실시예에 따른 예시적인 수직 지지 및 가이드 시스템을 도시한, 도 13b의 구조물의 확대 측면도이며;
도 13e는 하나 이상의 실시예에 따른 랙 구조물에 사용하기 위한 가이드 시스템 세그먼트를 도시한 확대 입면도이며;
도 14a는 하나 이상의 실시예에 따라, 제어부에 의해 복수의 운반차 간에 FAM 지원 재고 관리 과제를 할당하는 것을 도시한 개략적인 블록도이며;
도 14b는 하나 이상의 실시예에 따른 복수의 무인 자동 운반차의 하위 시스템을 도시한 블록도이며;
도 14c는 본 개시와 일치하는 하나 이상의 실시예에 따라, 복수의 운반차 및 FAM에 의한 재고 관리 과제 활동의 할당 및 수행을 조정하는 데 사용될 수도 있는 제어부의 개략적인 블록도이며;
도 15는 하나 이상의 실시예에 따라, 재고 관리 과제가 하나 이상의 운반차 및 FAM에 할당될 수도 있는 프로세스를 도시한 순서도이며;
도 16은 하나 이상의 실시예에 따라, 일련의 연속적인 재고 관리 주기에 걸쳐 재고 물품이 다양한 저장 영역 간에 동적으로 할당될 수도 있는 프로세스를 도시한 순서도이며; 및
도 17은 무인 자동 운반차가 제 1 작동 모드에 따라 운반차의 탑재 자원 및 능력만을 사용하여 재고 관리 과제를 수행하며, 제 2 작동 모드에 따라 하나 이상의 FAM의 추가의 자원 및 능력을 사용하여 운반차의 자원을 보충하는 프로세스를 도시한 순서도이다.
시스템 및 방법이 여러 실시예 및 예시적인 도면에 대한 예로서 본원에 설명되지만, 당업자는 대응하는 기능적 액세서리 모듈을 사용하여 재고 관리 과제의 개개의 하위 집합을 수행하기 위한 시스템 및 방법이 설명된 실시예 또는 도면으로 제한되는 것은 아님을 인지할 것이다. 도면 및 이에 대한 상세한 설명은 실시예를 개시된 특정 형태로 제한하려는 의도가 있는 것은 아님을 이해하여야 한다. 오히려, 본 발명은 첨부된 청구범위에 의해 정의된 대응하는 기능적 액세서리 모듈을 사용하여 재고 관리 과제의 개개의 하위 집합을 수행하기 위한 시스템 및 방법의 정신 및 범위 내에 있는 변형예, 등가물 및 대안을 모두 포함하는 것으로 의도된다. 본원의 임의의 제목은 유기적인 구조 목적으로만 사용된 것이며 설명 또는 청구범위의 범위를 제한하려는 것은 아니다. 본원에 사용된 바와 같은, 단어 "~할 수도 있다"는 의무적인 의미(즉, ~해야 한다는 의미)가 아니라 허용적인 의미(즉, ~할 가능성이 있다는 의미)로 사용된다. 유사하게, "포함한다", "포함하는" 및 "포함하다"라는 단어는 포함하지만 이것으로 제한되는 것은 아니라는 의미이다.
도 1a는 본 개시의 하나 이상의 실시예에 따라, 하나 이상의 기능적 액세서리 모듈과의 상호 작용에 의해, 부품 피킹 프로세스를 지원하는 재고 관리 과제의 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 1b는 본 개시의 하나 이상의 실시예에 따라, 제 1 기능적 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 1 하위 집합을 수행하며, 제 2 기능적 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 2 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 1c는 본 개시의 하나 이상의 실시예에 따라, 제 1, 제 2, 또는 제 3 기능적 액세서리 모듈 그룹의 하나 이상의 기능적 액세서리 모듈과의 상호 작용에 의해, 재고 관리 과제의 제 1, 제 2 및/또는 제 3 하위 집합을 수행하도록 각각 구성 가능한 복수의 무인 자동 운반차를 포함하는 재고 관리 시스템을 도시한 사시도이며;
도 2a는 본 개시의 예시적인 실시예에 따라 구성되며 도 1a 내지 도 1c에 도시된 재고 관리 시스템 중 어느 하나에 사용되도록 구성된 무인 자동 운반차를 도시한 사시도이며;
도 2b는 도 2a에 도시된 예시적인 무인 자동 운반차의 평면도이며;
도 2c는 도 2a에 도시된 예시적인 무인 자동 운반차의 저면도이며;
도 2d는 도 2a에 도시된 예시적인 무인 자동 운반차의 정면도이며;
도 2e는 도 2a에 도시된 예시적인 무인 자동 운반차의 배면도이며;
도 2f는 도 2a에 도시된 예시적인 무인 자동 운반차의 측면도이며;
도 2g는 하나 이상의 실시예에 따라, 수직 컬럼에 배열된 복수의 저장 영역 중 일 저장 영역으로부터 재고 물품의 컨테이너를 회수하는 프로세스의 무인 자동 운반차를 도시한 평면도이며;
도 2h는 하나 이상의 실시예에 따라, 이송 기구의 작동을 보여주기 위해 도 2g의 II-H 선을 따라 취한 부분 측면도이며; 및
도 2i는 물품을 저장 영역 중 하나로 또는 저장 영역 중 하나로부터 이송하는 데 사용될 수도 있는 예시적인 이송 기구의 더 높은 수준의 세부 사항을 나타내기 위한 도 2h의 부분 측면도의 확대도이며;
도 3a는 도 2a의 IIIA-IIIA 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 정면도이며;
도 3b는 클러치 기구가 그 내부 구성을 노출하도록 부분적으로 분해되어 있는, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 저면도이며;
도 4a는 도 2a의 IVA-IVA 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4b는 하나 이상의 실시예에 따라, 클러치 기구가 분리되어 있는 동안 도 2a의 IVA-IVB 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4c는 하나 이상의 실시예에 따라, 클러치 기구가 결합되어 있는 동안 도 2a의 IVA-IVB 선을 가로지르는 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4d 및 도 4e는, 제 1 위치(도 4d) 및 제 2 위치(도 4e) 사이에서 선택적으로 이동 가능한 힘 부과 부재를 구비한 선택적인 액추에이터 기구를 드러내도록 측방향 외부 커버 플레이트가 생략되어 있는, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 측면도이며;
도 4f는 힘 부과 부재가 힘을 부과하지 않는 제 1 위치에 도시되어 있는, 도 4d 및 도 4e에 도시된 액추에이터 기구의 확대도이며;
도 4g는 힘 부과 부재가 힘을 부과하는 제 2 위치에 도시되어 있는, 도 4d 내지 도 4f에 도시된 액추에이터 기구의 확대도이며;
도 5a는 하나 이상의 실시예에 따라, 제 1 기능적 액세서리 모듈 그룹의 일 기능적 액세서리 모듈과 결합한 무인 자동 운반차의 사용을 도시한 전방 사시도이며;
도 5b는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 1 예시적인 베이스와 무인 자동 운반차의 도킹 이전 정렬을 도시한 사시도이며;
도 5c는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 2 대안의 베이스와 무인 자동 운반차의 도킹 이후 정렬을 도시한 사시도이며;
도 5d는, 베이스 및 운반차 각각의 개개의 표면이 다수의 지점에서 밑에 있는 지지면과 접촉하고 있는 경우의, 도 5c 또는 도 5d에 도시된 바와 같은 베이스와 도킹된 무인 자동 운반차의 배면도이며;
도 5e는 운반차의 제 1 구동 시스템이 운반차와 도킹된 베이스를 들어올리도록 작동되어, 베이스의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 5d의 도킹된 무인 자동 운반차의 배면도이며;
도 6a는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서,도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 하나 이상으로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 이상 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 3 대안의 베이스와 무인 자동 운반차의 도킹 이후 정렬을 도시한 사시도이며;
도 6b는 운반차의 제 1 구동 시스템이 운반차와 도킹된 베이스를 들어올리도록 작동되어, 베이스의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 6a의 도킹된 무인 자동 운반차의 배면도이며;
도 6c는 도 5a 내지 도 6b에 도시된 실시예 중 어느 하나에 따라 구성된 복수의 기능적 액세서리 모듈의 배치 및 사용을 도시한 재고 관리 시스템의 사시도이며;
도 7a는 개개의 실시예에 따라, 도 1a 내지 도 1c에 도시된 다른 유형의 기능적 모듈 중 적어도 하나 이상과 운반차 사이의 어댑터 역할을 하도록 치수가 정해지고 배열된 제 1 기능적 액세서리 모듈과 무인 자동 운반차의 도킹 이전 정렬을 도시한 사시도이며;
도 7b는 도 7a의 제 1 기능적 액세서리 모듈과 반자율 주행 운반차 사이의 도킹 이후 정렬을 도시한 사시도이며;
도 7c는, 운반차와 제 1 기능적 액세서리 모듈 각각의 개개의 표면이 다수의 지점에서 밑에 있는 지지면과 접촉하고 있는 경우의, 도 7b의 도킹된 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 배면도이며;
도 7d는 운반차의 제 1 구동 시스템이 제 1 기능적 액세서리 모듈을 들어올리도록 작동되어, 제 1 기능적 액세서리 모듈의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 7b의 도킹된 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 배면도이며;
도 8a는 하나 이상의 실시예에 따라, 밑에 있는 지지면 상에서 랙을 지지하도록 치수가 정해지고 배열된 표면을 구비한 다중 레벨 저장 랙으로서 실현된 제 2 기능적 액세서리 모듈과, 도 7d의 도킹된 반자율 주행 무인 자동 운반차와 제 1 기능적 액세서리 모듈의 도킹 이전 정렬을 도시한 부분 입면도이며;
도 8b는 운반차의 제 1 구동 시스템이 제 1 기능적 액세서리 모듈을 더욱 들어올리며 또한 제 2 기능적 액세서리 모듈을 들어올리도록 작동되어, 제 1 또는 제 2 기능적 액세서리 모듈의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의 제 2 기능적 액세서리 모듈과, 도 7d 및 도 8a의 도킹된 무인 자동 운반차 및 제 1 기능적 액세서리 모듈의 도킹 이후 정렬을 도시한 부분 입면도이며;
도 8c는 도 8b에 도시된 방식으로 제 2 기능적 액세서리 모듈을 들어올린 후의, 도킹된 무인 자동 운반차, 제 1 기능적 액세서리 모듈, 및 제 2 기능적 액세서리 모듈의 상대 위치를 도시한 전체 입면도이며;
도 9는 하나 이상의 실시예에 따라, 무인 자동 운반차가 재고 관리 과제의 대응하는 하위 집합을 수행하기 위해 협력하도록 구성되는 제 1 및 제 2 액세서리 모듈의 개개의 그룹을 포함하며, 또한 무인 자동 운반차가 재고 관리 과제의 또 다른 하위 집합을 수행하기 위해 협력하도록 구성되는 제 3 기능적 액세서리 모듈 그룹을 포함하는 재고 관리 시스템의 요소를 도시한 부분 사시도이며;
도 10a 및 도 10b는 일부 실시예에 따라, 무인 자동 운반차의 제 1 구동 시스템의 작동 이전에, 제 3 그룹의 기능적 액세서리 모듈 중 하나와 무인 자동 운반차 사이의 도킹 정렬을 도시한 입면도이며;
도 10c는 하나 이상의 실시예에 따라, 제 3 액세서리 모듈 그룹의 하나의 기능적 액세서리 모듈의 가이드 시스템의 대응하는 부분과 제 1 구동 시스템의 회전 요소의 대향하는 정렬을 도시한, 도 10a의 관점에서 취한 부분 확대 입면도이며;
도 10d는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈을 들어올리기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 운반차의 제 1 구동 시스템의 개개의 회전 요소가 제 1 방향으로 작동된 후의, 도 10a 및 도 10c와 동일한 관점에서 취한 부분 확대 입면도이며;
도 10e는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈을 들어올리기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 제 1 구동 시스템의 회전 요소를 제 1 방향으로 작동시킨 후의, 도 10b와 동일한 관점에서 취한 입면도이며;
도 10f는 하나 이상의 실시예에 따라, 밑에 있는 지지면 상에 기능적 액세서리 모듈을 설정한 후, 도시된 바와 같이, 기능적 액세서리 모듈의 내부에서 운반차를 상승시키기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 운반차의 제 1 구동 시스템의 개개의 회전 요소를 제 2 방향으로 작동시킨 후의, 도 10b 및 도 10e와 동일한 관점에서 취한 입면도이며;
도 11a는 예시적인 실시예에 따라, GTP(goods-to-picker) 재고 관리 시스템에서 빠르게 이동하는 상품과 같은 물품을 공급하도록 치수가 정해지고 배열된 유동 랙 구조물에 대한, 도 10a 내지 도 10f에 도시된 예시적인 모듈과 같은, 기능적 액세서리 모듈의 배치를 도시한 후방 사시도이며;
도 11b는 하나 이상의 실시예에 따라, 유동 랙 구조물과 기능적 액세서리 모듈의 도킹 직전의 도 11b의 예시적인 실시예의 측면도이며;
도 11c는 하나 이상의 실시예에 따라, 유동 랙 구조물과 기능적 액세서리 모듈의 도킹 및 운반차로부터 유동 랙의 목표 표면으로 물품을 이송하기 위한 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승 후의, 도 11a 및 도 11b의 예시적인 실시예의 측면도이며;
도 11d는 하나 이상의 실시예에 따라, 도 11c에 도시된 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승을 도시한, 도 11a 내지 도 11c의 예시적인 실시예의 전방 사시도이며;
도 11e는 하나 이상의 실시예에 따라, 도 11c 및 도 11d에 도시된 위치로의 기능적 액세서리 모듈 내부에서의 운반차의 상승을 도시한, 도 11a 내지 도 11d의 예시적인 실시예의 평면도이며;
도 11f는 본 개시와 일치하는 하나 이상의 실시예에 따라, 재고의 동적 재할당의 일부로서 도 11e의 유동 랙 구조물의 표면으로부터 상승된 운반차의 플랫폼으로 컨테이너를 이송하는 동안의 도 11a 내지 도 11e의 예시적인 실시예의 확대 평면도이며;
도 11g는 본 개시와 일치하는 하나 이상의 실시예에 따라, 재고의 동적 할당의 일부로서 FAM을 사용한 하나의 운반차로부터 다른 운반차로의 물품의 이송을 도시한 도 11a 내지 도 11f의 예시적인 실시예의 평면도이며;
도 11h는 하나 이상의 실시예에 따라, 재고의 동적 할당을 실현하기 위한 운반차 및 적어도 하나의 FAM에 의한 하나 이상의 재고 관리 과제의 완료를 도시한 배면도이며;
도 11i는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈이 유동 랙과 도킹된 후의, 물품의 이송에 적합한 일 위치로의 모듈 내부에서의 운반차의 상승을 보여주는 배면도이며;
도 12는 하나 이상의 실시예에 따라, 피킹 영역과 복수의 저장 장소 사이에서 재고 물품의 컨테이너를 전후로 이송하기 위해 무인 자동 운반차를 활용하는, 도 1c에 도시된 시스템의 일부를 형성할 수도 있는 재고 관리 시스템의 일부를 도시한 부분 사시도이며;
도 13a는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 정면도이며;
도 13b는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 측면도이며;
도 13c는 하나 이상의 실시예에 따라, 도 12의 재고 관리 시스템의 일부로서 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동되는 복수의 무인 자동 운반차를 도시한 평면도이며;
도 13d는 하나 이상의 실시예에 따른 예시적인 수직 지지 및 가이드 시스템을 도시한, 도 13b의 구조물의 확대 측면도이며;
도 13e는 하나 이상의 실시예에 따른 랙 구조물에 사용하기 위한 가이드 시스템 세그먼트를 도시한 확대 입면도이며;
도 14a는 하나 이상의 실시예에 따라, 제어부에 의해 복수의 운반차 간에 FAM 지원 재고 관리 과제를 할당하는 것을 도시한 개략적인 블록도이며;
도 14b는 하나 이상의 실시예에 따른 복수의 무인 자동 운반차의 하위 시스템을 도시한 블록도이며;
도 14c는 본 개시와 일치하는 하나 이상의 실시예에 따라, 복수의 운반차 및 FAM에 의한 재고 관리 과제 활동의 할당 및 수행을 조정하는 데 사용될 수도 있는 제어부의 개략적인 블록도이며;
도 15는 하나 이상의 실시예에 따라, 재고 관리 과제가 하나 이상의 운반차 및 FAM에 할당될 수도 있는 프로세스를 도시한 순서도이며;
도 16은 하나 이상의 실시예에 따라, 일련의 연속적인 재고 관리 주기에 걸쳐 재고 물품이 다양한 저장 영역 간에 동적으로 할당될 수도 있는 프로세스를 도시한 순서도이며; 및
도 17은 무인 자동 운반차가 제 1 작동 모드에 따라 운반차의 탑재 자원 및 능력만을 사용하여 재고 관리 과제를 수행하며, 제 2 작동 모드에 따라 하나 이상의 FAM의 추가의 자원 및 능력을 사용하여 운반차의 자원을 보충하는 프로세스를 도시한 순서도이다.
시스템 및 방법이 여러 실시예 및 예시적인 도면에 대한 예로서 본원에 설명되지만, 당업자는 대응하는 기능적 액세서리 모듈을 사용하여 재고 관리 과제의 개개의 하위 집합을 수행하기 위한 시스템 및 방법이 설명된 실시예 또는 도면으로 제한되는 것은 아님을 인지할 것이다. 도면 및 이에 대한 상세한 설명은 실시예를 개시된 특정 형태로 제한하려는 의도가 있는 것은 아님을 이해하여야 한다. 오히려, 본 발명은 첨부된 청구범위에 의해 정의된 대응하는 기능적 액세서리 모듈을 사용하여 재고 관리 과제의 개개의 하위 집합을 수행하기 위한 시스템 및 방법의 정신 및 범위 내에 있는 변형예, 등가물 및 대안을 모두 포함하는 것으로 의도된다. 본원의 임의의 제목은 유기적인 구조 목적으로만 사용된 것이며 설명 또는 청구범위의 범위를 제한하려는 것은 아니다. 본원에 사용된 바와 같은, 단어 "~할 수도 있다"는 의무적인 의미(즉, ~해야 한다는 의미)가 아니라 허용적인 의미(즉, ~할 가능성이 있다는 의미)로 사용된다. 유사하게, "포함한다", "포함하는" 및 "포함하다"라는 단어는 포함하지만 이것으로 제한되는 것은 아니라는 의미이다.
재고 관리 시스템의 재고 관리 과제를 수행하기 위한 방법 및 장치의 다양한 실시예가 설명된다. 다음의 상세한 설명에서, 청구되고 있는 주제의 철저한 이해를 제공하기 위해 다수의 특정 세부 사항이 기재된다. 그러나, 당업자라면 청구 주제가 이러한 특정 세부 사항 없이 실시될 수도 있다는 것을 이해할 것이다. 다른 예에서는, 통상의 기술자에게 알려진 방법, 장치 또는 시스템은 청구 주제를 모호하게 하지 않도록 상세히 설명되어 있지 않다.
다음의 상세한 설명의 일부는 특정 장치 또는 특수 목적의 계산 장치 또는 플랫폼의 메모리의 내부에 저장된 2진 디지털 신호에 대한 연산 알고리즘 또는 상징적 표현의 관점에서 제시된다. 이 특정 명세서의 맥락에서, 용어 특정 장치 등은 프로그램 소프트웨어로부터의 명령에 따라 특정 기능을 수행하도록 프로그래밍될 때의 범용 컴퓨터를 포함할 수도 있다. 알고리즘 설명이나 상징적 표현은 신호 처리 또는 관련 분야의 통상의 기술자가 자신의 작업 내용을 다른 당업자에게 전달하기 위해 사용하는 기술의 예이다. 본원에서의 알고리즘은 일반적으로, 원하는 결과로 이어지는 일관성 있는 작동 시퀀스 또는 유사한 신호 처리로 간주된다. 이러한 맥락에서, 작동 또는 처리에는 물리량의 물리적 조작이 포함된다. 전형적으로, 반드시 그런 것은 아니지만, 이러한 물리량이 저장, 전달, 조합, 비교 또는 달리 조작될 수 있는 전기 또는 자기 신호의 형태를 취할 수도 있다. 주로 일반적인 사용상 이유로, 비트, 데이터, 값, 요소, 기호, 문자, 용어, 번호, 숫자 등과 같은 이러한 신호를 참조하는 것이 때때로 편리한 것으로 입증되었다. 그러나, 이들 또는 유사한 용어 모두 적절한 물리량과 연관되어야 하며 단지 편리한 꼬리표일 뿐이라는 것을 이해하여야 한다.
달리 구체적으로 명시되지 않는 한, 다음의 논의로부터 명백하듯이, 본 명세서 전반에 걸쳐 "처리", "계산", "산출", "결정" 등과 같은 용어를 사용하는 논의는 특수 목적의 컴퓨터 또는 유사한 특수 목적의 전자 계산 장치와 같은 특정한 장치의 작용 또는 프로세스를 나타낸다. 따라서, 본 명세서의 맥락에서, 특수 목적의 컴퓨터 또는 이와 유사한 특수 목적의 전자 계산 장치는, 전형적으로 메모리, 등록기, 또는 특수 목적의 컴퓨터 또는 유사한 특수 목적의 전자 계산 장치의 기타 정보 저장 장치, 전송 장치, 또는 표시 장치 내부의 물리적 전자량 또는 자기량으로서 나타내어지는, 신호를 조작하거나 변환할 수 있다.
이제 본 발명의 예시적인 실시예가 상세히 참조될 것이며, 이들 실시예의 예가 첨부 도면에 도시되어 있다. 가능한 한, 도면 전체에 걸쳐 동일한 도면 부호가 동일하거나 유사한 부분을 나타내는 데 사용된다.
본 개시와 일치하는 실시예는 재고 관리 작업과 관련된 다양한 과제를 수행하도록 구성 가능한 하나 이상의 무인 자동 운반차를 포함한다. 높은 수준의 모듈성을 유지하기 위해, 본 개시의 일부 실시예에 따라 구성된 운반차는 하나 이상의 재고 관리 과제의 제 1 하위 집합을 수행하며, 하나 이상의 재고 관리 과제의 추가의 하위 집합을 수행하기 위해, 복수의 상호 호환 가능한 기능적 액세서리 모듈(FAM) 중 어느 하나와 상호 작용하도록 구성되며 작동 가능하다. 실시예에서, FAM의 하위 집합은 수직 방향 및 수평 방향으로 변위 가능하므로, 필요에 따라 재고 관리 시설 내부의 상이한 장소로 이동될 수 있다. 시설은, 예를 들어, 소매점 장소로의 후속 배송을 위해 재고 물품이 저장되는 유통 센터 및/또는 재고 물품이 소매점 고객에게 직접 배송되는 주문 처리 센터일 수도 있다.
FAM 그룹의 각각의 FAM은 운반차 및 상이한 그룹의 FAM에는 없는 적어도 하나의 기능, 능력 또는 물리적 속성을 갖는다. 실시예에서, 운반차와 FAM(들)이 상승 작용적으로 협력하여 각각의 운반차가 작동되는 방식과 해당 운반차가 주어진 시간에 쌍을 이루는 특정 FAM(들)에 따라 다양한 과제를 수행한다. 하나의 FAM 또는 FAM 집합을 하나 이상의 다른 FAM으로 교체함으로써, 운반차 중 어느 하나가 대안의 또는 추가의 집합의 재고 관리 과제를 수행하도록 신속하게 구성될 수 있다. 이에 따라, 운반차는 추가의 재고 차별화(예를 들어, 더 많은 SKU 카운트의 수용), 더 큰 오더 피킹 용량, 및/또는 더 많은 처리량 요구 사항을 달성하기 위해 재고 관리 시스템의 복잡성이 증가하여도 해당 시스템에 대한 운반차의 유용성을 유지한다.
이후 더 상세히 설명될 바와 같이, 하나 이상의 재고 관리 과제의 제 2 하위 집합의 수행을 가능하게 하기 위해 운반차와 FAM 중 하나 이상의 사이에 쉽게 규정할 수 없는 기간 동안 연계가 형성된다. 경우에 따라, 재고 관리 과제(들)의 제 2 하위 집합을 완료하는 데 필요한 모든 기능이 운반차와 단일 또는 제 1 FAM의 조합에 의해 획득된다. 실시예에서, 제 1 FAM과 운반차의 사이에 형성되는 연계가 운반차의 구성 요소와 FAM 중 하나 이상의 구성 요소가 직접 결합함으로써 달성된다. 다른 경우에는, 하나 이상의 재고 관리 과제의 제 2 하위 집합을 수행하기 위해서는 추가의 또는 제 2 FAM의 사용이 추가로 필요하다. 실시예에서, 제 2 FAM은 운반차와 제 1 FAM 사이의 어댑터의 기능을 수행한다. 실시예에 따라, 할당된 재고 관리 과제 하위 집합이 완료되고 나면 및/또는 일부 다른 과제(들)에 이러한 구성 요소 중 어느 하나 또는 전부를 사용하여야 하면 운반차 중 어느 하나 또는 전부와 임의의 연관된 FAM(들) 사이의 연계가 종료된다.
우편 주문 또는 전자 상거래 창고, 공급망 유통 센터, 교차 도크 시설, 주문형 제조 시설, 또는 기타 유형의 재고 시스템과 같은 오더 피킹 시스템은 일반적으로, (i) 누가 및/또는 무엇이 물품을 선택하는지, (ii) 피킹 영역 내에서 누가 및/또는 무엇이 이동하는지; (iii) 상이한 피킹 구역이 컨베이어로 연결되어 있는지 여부; (iv) 어떤 피킹 정책이 적용되고 있는지에 따라 구별된다. 이용 가능한 피킹 시스템은 P2P(picker-to-parts), P2B(pick-to-box), PNS(pick-and-sort), P2P(parts-to-picker), 및 완전 자동화 피킹을 포함한다. 오더 피킹 시스템이 P2P(picker-to-parts)로부터 완전히 자동화된 피킹 시스템으로 이동함에 따라 구현에 필요한 자동화 레벨이 점차 증가한다.
오늘날 사용되는 가장 기본적인 오더 피킹 시스템은 P2P(picker-to-parts) 시스템이다. 여기서는, 인간 피커가 통로를 따라 걸으며(또는 운전하며), 저장 장소로부터 물품을 수동으로 집어올린다. 낮은 레벨의 피킹 시스템에서는, 물품이 피커가 쉽게 도달할 수 있는 저장 랙 또는 통에 저장된다. 높은 레벨의 피킹 시스템에서는, 피커가 높이 있는 저장 랙에 저장된 물품에 도달하기 위해 리프팅 트럭이나 크레인을 사용한다. 이들 양 유형의 P2P 시스템은 구현, 수정 및 확장이 쉽지만, 시스템의 사용이 보통, 피킹 용량과 재고 물품(예를 들어, SKU) 카운트가 모두 적은 용례로 제한된다. 이러한 제한은 이동 시간의 증가로 인한 생산성의 급격한 저하 때문이다.
피킹 활동이 인간 피커에 의해 수행된다는 점에서 구역 피킹 시스템이 P2P 시스템과 유사하다. 그러나, 이들 작업자가 피킹 작업을 수행하는 영역이 개별 구역으로 분할되어 있다. 이들 피킹 구역은 컨베이어에 의해 연결된다. 주문 물품이 구역별로 순차적으로 집어올려진 다음, 목적지에 따라 분류된다. 각각의 고객 주문물품은 전형적으로, 하나의 피킹 박스에 대응하며, 이 박스가 현재 구역에서 필요한 모든 물품이 집어올려지는 즉시 다음 구역으로 전달된다. 효율적인 P2B(pick-to-box) 시스템은 다양한 피킹 구역 간에 작업량이 균형을 이루는 시스템이다. P2B 시스템은 소형 재고 물품이 많이 있지만 주문 제품 자체의 개수가 전형적으로 다만 몇 안되는 상황에서 사용되는 경우가 많다.
도 1a는 복수의 자율 주행 또는 무인 자동 운반차(12)를 포함하는 재고 관리 시스템(10)을 도시한 사시도이다. 본 개시의 하나 이상의 실시예에 따라, 각각의 운반차(12)는, 하나 이상의 기능적 액세서리 모듈(FAM)과의 상호 작용에 의해, 부품 피킹 프로세스를 지원하는 재고 관리 과제의 하위 집합을 수행하도록 구성 가능하다. 도 1a의 예시적인 실시예에서, 재고 관리 시스템(10)은 "P2P(picker-to-parts)" 방식, 또는 대안으로서 구역 방식으로 구현된다. 두 경우 모두, 재고 물품(도시하지 않음)이 전체적으로 14로 표시된 저장 랙에 저장되며, 이 저장 랙으로부터 회수된다. 저장 랙(14)은 물품 수용 통(16)을 수용하도록 치수가 정해지고 배열되는 열과 줄로 이루어진 저장 셀을 획정한다. 통은 인간 피커(P1)가 쉽게 도달할 수 있을 만큼 충분히 낮은 높이에 있다.
이미 낮은 레벨의 저장 랙(14)과 통(16)을 활용하는 P2P(picker-to-parts) 또는 P2B(picker-to-box) 접근 방식에 대한 점진적인 발전으로서, 도 1a에 도시된 재고 관리 시스템(10)은, 단지 운반차(12) 및 집합적으로 FAM의 제 1 그룹을 형성하는 복수의 FAM(18)을 추가함으로써, 구현될 수도 있다. 제 1 그룹의 각각의 FAM(18)은 베이스(20), 베이스(20)로부터 상방으로 연장되는 수직 지지대 또는 버팀대(22), 및 버팀대(22) 상에 장착된 복수의 물품 저장 셀(24)을 포함한다. 도 1a의 실시예에서, 터치스크린 디스플레이(26)를 구비한 사용자 단말기가 또한, 버팀대(26) 상에 장착되어 피커(들)로의 다양한 명령의 제시를 수용하며 각각의 FAM(18)에 의해 수행될 하나 이상의 재고 관리 과제에 따른 확인 승인의 입력을 허용한다. 일부 실시예에서, 랙(14) 중 하나로부터 FAM(18) 중 하나로 물품을 이송하는 동일한 피커가 스테이션(S1 또는 S2)과 같은 포장 스테이션으로 해당 FAM을 동반한다. 포장 스테이션에서, 물품이 배송을 위해 운반차로 이송된다.
운반차(12) 및 FAM(18)을 활용하는 구역 피킹 방식의 구현을 위해, 제 1 저장 영역에서 작업하는 피커에 의해 물품이 재고로부터 제거되어 선택된 FAM(18)의 하나 이상의 저장 셀(24)에 배치된다. 그런 다음, 선택된 FAM(18)이 피커를 동반하지 않고 제 2 저장 영역(도시하지 않음)으로 이동한다. 제 2 저장 영역에서, 다른 피커가 재고로부터 추가의 물품을 제거하여 물품을 선택된 FAM(18)의 하나 이상의 저장 셀로 이송한다. 따라서, FAM(18)은 서로 다른 피킹 구역을 연결하는 컨베이어의 기능을 수행하도록 구성 가능하다.
운반차(12)와 결합하여 FAM(18)은 또한, 웨이브 피킹 시스템(wave picking system)으로도 알려진 PNS(pick-and-sort) 접근 방식과 일치하는 재고 관리 과제를 수행하도록 작동 가능하다. 웨이브 피킹 장치는 하나 이상의 피킹 영역(들)과 하나 이상의 분류 영역(들)으로 구성된다. 다수의 고객 주문과 연관된 재고 물품이 일괄적으로 집어올려진다. 피킹 후에, 일괄 처리된 물품이 운송 컨베이어가 아닌 개개의 FAM(18)에 놓여질 수도 있으므로, FAM(18)이 집어올려진 물품을 분류 영역(도시하지 않음)으로 가져온다. PNS 시스템은 일반적으로, 다음 웨이브가 해제되기 전에 모든 주문이 분류되는 피킹 웨이브로 작동된다.
이제 도 1b를 참조하면, 하나 이상의 실시예에 따라, 도 1a에 도시된 재고 관리 시스템(10)의 기존 요소를 포함하는, 단지 예시 목적의, 재고 관리 시스템(30)의 사시도가 도시되어 있다. 구체적으로, 재고 관리 시스템(30)은 도 1a에 도시된 장치에 예전에 포함된 운반차(12)를 보유하며, 선택적으로, 저장 랙(14), 통(16), 및 FAM의 제 1 그룹 중 이전에 획득한 FAM(18)을 추가로 포함한다. 도 1b의 재고 관리 시스템(30)은 제 2 FAM 그룹의 FAM(40) 및 제 3 FAM 그룹의 FAM(50)과 같은 복수의 추가의 FAM을 추가로 포함한다. 이후 더 상세히 설명될 바와 같이, 운반차(12)는 FAM(18) 중 하나와의 상호 작용을 통해 수행되는 과제와 상이한 재고 관리 과제 하위 집합을 상승 작용적으로 수행하기 위해 FAM(40, 50)과 각각 상호 작용하도록 구성된다.
주문 처리를 위한 물품의 피킹에 있어서, 두 가지 유형의 물품, 즉, 빠르게 이동하는 물품과 느리게 이동하는 물품이 구분된다. 빠르게 이동하는 물품은 자주 및/또는 더 많은 양이 필요한 재고 유닛이다. 반면에, 느리게 이동하는 물품은 드물게 또는 소량이 필요한 재고 물품 유닛이다. 물품이 이러한 두 가지 범주 중 하나로부터 다른 하나로 이동하는 것이 가능하다. 이동은, 예를 들어, 계절에 따른 소비자 수요(예를 들어, 개학, 계절 물품, 휴일 판매 등)의 주기성으로 인해 양방향성일 수도 있다. 경우에 따라, 새로 도입된 재고 제품이 해당 제품이 장기간 빠르게 이동하는 범주에 들어가 유지될 정도로 높은 수요 증가율을 경험할 수도 있다. 반대로, 느리게 이동하는 범주로의 변화가 무르익은 제품의 인기의 영구적인 하락의 전조 증상일 수도 있다. 도 1b의 예시적인 재고 관리 시스템(30)에 의해 예시되는 바와 같이, 필요에 따라 추가적인 및/또는 상이한 유형의 FAM을 배치하는 능력에 의해 창고 또는 유통 센터 시설 작업자가 재고 물품 수요의 단기 및 장기 변화 모두에 동적으로 적응할 수 있게 된다.
도 1b에 도시된 실시예에서, 재고 관리 시스템(30)은 전체적으로 60으로 표시된 복수의 다중 레벨 저장 랙을 포함한다. 저장 랙(60)은 전체적으로 62, 64 및 66으로 표시된 복수의 저장 표면을 획정한다. 각각의 FAM(40)은 랙(60) 중 어느 하나의 아래에 끼워지며 도킹되는 운반차(12) 중 하나에 의해 랙에 배치되도록 치수가 정해지고 배열되는 베이스(42)를 포함한다. 간단히 설명될 방식으로, 각각의 운반차(12)는 운반차가 도킹되는 FAM(40)을 들어올릴 뿐만 아니라 아래에 해당 FAM(40)이 위치되는 랙(60)을 들어올리도록 작동 가능하다. FAM(40)과 쌍을 이루는 운반차(12)는, 예를 들어, 랙(60a, 60b, 또는 60c)이 차지하는 위치 중 하나로부터 현재 랙(60d, 60e, 60f)이 차지하는 피킹 영역(P)에 인접한 위치 중 하나로 들어올려진 랙(60)을 운송하도록 추가로 작동 가능하다.
도 1b를 계속 참조하면, 운반차(12a)는 피커가 접근할 수 있는 랙(60f)과 도킹되는 것으로 도시되어 있음을 알 수 있을 것이다. 랙(60a, 60b, 60c)과 같은 다른 랙(60)은, 운반차(12)와 FAM(40)에 의한 적절한 재고 관리 과제의 실행에 의해, 운반차가 통과할 수 있는 통로에 의해 분리된 줄로 이루어진 대칭적인 장치를 포함하는 저장 영역에 적층 배치되어 있는 것으로 도시되어 있다. 이러한 소형 구조 방식으로 저장 표면 상에 이미 재고 물품이 적층 배치된 랙(60)을 배열함으로써, 운반차가 주문 처리 프로세스에서와 같이 해당 물품에 대한 요구 사항을 충족하는 데 필요한 경우 랙(60) 중 어느 하나가 FAM(40) 중 하나와 연계된 운반차(12a)와 같은 운반차 중 하나에 의해 피킹 영역이나 대안으로서 분류 영역(도시하지 않음)으로 이송될 수 있다. 일부 실시예에서, 랙(60a, 60b, 60c)과 같은 랙으로 이루어진 줄이, 안정적이고 주기적으로 새로 고쳐진 흐름의 재고 수용 랙이 회수되어 하나 이상의 근처의 피킹 및/또는 분류 영역에 제공되는, 버퍼 영역의 역할을 한다. 이러한 버퍼 영역의 랙의 개수는 주문량 변동에 따라 증감될 수도 있다. 대안으로서 또는 추가적으로, 추가의 랙(60)이, 이러한 랙에 유지된 재고 물품에 대한 상대적 수요 빈도에 따라, 피킹 및/또는 분류 영역(들)으로부터 더욱 멀리 떨어진 장소에서 하나 이상의 통로로 분리된 줄로 배열될 수도 있다.
앞에 언급된 바와 같이, 도 1b에 도시된 예시적인 재고 관리 시스템(30)은 제 3 FAM 그룹의 FAM(제 3 그룹의 FAM은 전체적으로 50으로 표시됨)뿐만 아니라 전체적으로 60으로 표시된 복수의 다중 레벨 저장 랙을 추가로 포함한다. 저장 랙(60)은 전체적으로 62, 64 및 66으로 표시된 복수의 저장 표면을 획정한다. 각각의 FAM(40)은 랙(60) 중 어느 하나의 아래에 끼워지며 도킹되는 운반차(12) 중 하나에 의해 랙에 배치도록 치수가 정해지고 배열되는 베이스(42)를 포함한다. 간단히 설명될 방식으로, 각각의 운반차(12)는 운반차가 도킹되는 FAM(40)을 들어올릴 뿐만 아니라 아래에 해당 FAM(40)이 위치되는 랙(60)을 들어올리도록 작동 가능하다. FAM(40)과 쌍을 이루는 운반차(12)는, 예를 들어, 랙(60a, 60b, 또는 60c)이 차지하는 위치 중 하나로부터 현재 랙(60d, 60e, 60f)이 차지하는 피킹 영역(P)에 인접한 위치 중 하나로 들어올려진 랙(60)을 운송하도록 추가로 작동 가능하다.
도 1b에 도시된 실시예에서, 재고 관리 시스템(30)은 전체적으로 70으로 표시된 다중 레벨 유동 랙 구조물을 추가로 포함한다. 유동 랙(70)이, 예를 들어, 랙(60)에 저장된 물품보다 더 많은 용량으로 재고로부터 회수되는 재고 물품을 수용하는 데 사용될 수도 있다. 일 실시예에서, 상부 레벨(72, 74)과 같은 유동 랙 구조물(70)의 하나 이상의 레벨은 재고 물품을 피킹 및/또는 분류 스테이션 조작자(들)에게 가장 가까운 위치로 전방으로 이동시키기 위해 필요에 따라 선택적으로 작동되는 컨베이어로서 구성된다. 앞에 언급된 바와 같이, 예시적인 재고 관리 시스템(30)은 제 3 FAM 그룹의 FAM을 추가로 포함하며, 제 3 그룹의 FAM은 전체적으로 50으로 표시된다.
실시예에서, 그리고 곧 더 상세히 설명될 바와 같이, 운반차(12b)와 같은 운반차(12)는 유동 랙 구조물(70)을 보충할 목적으로 FAM(50) 중 어느 하나와 도킹하여, 들어올리며, 운송하도록 치수가 정해지고 배열된다. 이를 위해, 각각의 FAM(50)은, 운반차(12b)가 차지한 도시된 위치에 있는 동안, 운반차(12) 중 어느 하나가 FAM(50)의 내부에서 수직 방향으로(위 또는 아래로) 이동하는 것을 가능하게 하도록 치수가 정해지고 배열된 내부 컬럼을 획정한다. 이러한 이동에 의하면 운반차(12)가 랙 구조물(70)의 저장 레벨 중 하나의 내부에 정렬된 임의의 FAM(50) 내부의 레벨로 올라갈 수 있다. 이러한 정렬이 달성되고 나면, 각각의 운반차는 재고 이송 과제를 수행하도록 작동 가능하며, 여기서 물품의 컨테이너 또는 케이스, 또는 다른 실시예에서는 물품의 팔레트 적재물이 운반차(12)의 표면으로부터 운반차 표면이 정렬되는 랙 구조물(70)의 저장 레벨로 이송된다. 도 1b에서, 운반차(12B)는 랙 구조물(70)에 평행한 경로를 따라 FAM(50) 중 제 1 FAM을 운송하는 프로세서에 있는 것으로 도시되어 있다. FAM(50) 중 다른 하나는 랙 구조물(70)과 연동된 정렬 상태로 도시되어 있으며, 그 안의 운반차는 케이스(76)를 유동 랙 구조물(70)로 들어올려 이송하는 프로세스를 개시할 준비가 되어 있다.
이제 도 1c를 참조하면, 하나 이상의 실시예에 따라, 도 1b에 도시된 재고 관리 시스템(30)의 기존 요소를 포함하는, 단지 예시 목적의, 재고 관리 시스템(100)의 사시도가 도시되어 있다. 구체적으로, 재고 관리 시스템(100)은 도 1a에 도시된 장치에 예전에 포함된 운반차(12)를 보유하며, 선택적으로, FAM(40, 50), 휴대용 저장 랙(40), 및 유동 랙 구조물(70)을 추가로 포함한다. 운반차(12) 중 일부는 목적지 영역 또는 저장 장소(110)의 어레이를 또한 포함하는 저장 및 회수 조립체 또는 SAR의 일부로서 활용된다. 저장 장소(110)는 컬럼으로 배열된다. 이후 더 상세히 설명될 바와 같이, 시스템(100)의 SAR은, 예를 들어, 저장 장소 중 의도한 저장 장소에 도달하기 위해 운반차를 수직 방향으로 안내하기 위해 트랙(도시하지 않음)과 같은 가이드 시스템을 포함한다.
SAR 부분의 일부로서 작동하는 운반차(12)에 할당된 재고 관리 과제 중 하나는 저장 장소(110)로부터 물품을 회수하는 것이다. 이 과제는 운반차가 현재의 또는 시작 장소를 빠져나오며, 시작 장소와 저장 장소 어레이로 진입하는 지점에 인접한 중간 목적지 사이에서 운반차를 이동시키는 경로를 횡단하며, 중간 목적지에서 운반차(12)를 진입 지점과 정렬하는 것을 포함하는 일련의 하위 과제로서 볼 수 있다. 회수 과제의 추가의 하위 과제로서, 정렬된 운반차가 어레이에 진입하며 내부에서 운반차가 올라가도록 작동되는 컬럼에 도달할 때까지, 또 다른 하위 과제에 따라 운반차가 저장 영역(110) 중 목표 저장 영역에 도달할 때까지 운반차가 그 정렬을 유지한다. 회수 프로세스의 추가의 하위 과제로서, 운반차의 이송 기구가 물품을 회수하며, 운반차가 지지면에 놓일 때까지 컬럼 내부에서 하강한 다음, 저장 장소 어레이를 빠져나가도록 작동된다. 회수 작동의 최종 하위 과제로서, 운반차(12)는 작업자가 운반차로부터 물품을 회수할 수 있는 출력 스테이션(120)으로 경로를 따라 진행한다.
하나 이상의 실시예에서, 운반차는 작업자가 회수하지 않은 임의의 나머지 물품을 저장 영역으로 반환하기 전에 전력 보충 과제를 수행할 수도 있다. 이와 관련하여, 운반차는, 목표 저장 장소에서 물품을 회수하기 위해 운반차의 이송 기구를 작동시키는 대신에, 이송 기구가 대신 물품을 운반차의 플랫폼으로부터 목표 저장 장소로 이송하도록 작동되는 것을 제외하고는, 물품을 회수하기 위한 일련의 하위 과제를 단순히 재수행할 수도 있다. 이송 후 충분한 전력이 남아 있으면, 운반차는 회수될 다음 물품을 획득하기 위해 다른 저장 장소로 전진할 수도 있다. 이러한 방식으로, 시스템(100)은 운반차(12)와 같은 복수의 개별적으로 제어되는 운반차를 포함하며, 이들 운반차는 복수의 컬럼 중 어느 하나의 내부에서 트랙을 따라 위아래로 이동하여 다양한 저장 영역으로부터 물품을 회수하며, 임의의 나머지 물품을 회수한 다음 다른 물품을 회수하기 전에, 조작자에게 물품을 제공한다.
설명의 편의를 위해, SAR의 일부로서 협력하는 운반차(12)는 저장 영역(110)으로 물품을 전달하며 및/또는 저장 영역(110)으로부터 물품을 회수하는 것으로 설명되었다. 개별 물품이 저장 장소에 저장되도록 물품이 구성될 수도 있다. 그러나, 전형적인 작동 환경에서, 물품은 컨테이너 또는 플랫폼과 같은 저장 기구 내에 또는 저장 기구 상에 저장된다. 예를 들어, 물품은 토트로 지칭되는 컨테이너에 저장될 수도 있다. 토트는 뚜껑이 없는 판지 상자나 박스와 유사할 수도 있으므로, 조작자가 피킹 스테이션에서 물품을 회수하기 위해 토트에 쉽게 접근할 수 있다. 본 시스템이 토트를 사용하는 것으로 설명되긴 하지만, 팔레트 또는 유사한 플랫폼과 같은 다양한 저장 기구 중 어느 하나가 사용될 수 있다는 것을 이해하여야 한다.
도 1c에 도시된 예시적인 시스템(100)의 저장 장소(110)는 다양한 구성 중 어느 하나일 수 있다. 예를 들어, 가장 단순한 구성은 물품 또는 물품을 보유한 컨테이너를 지지하기 위한 선반의 구성이다. 유사하게, 저장 장소(100)는 저장 장소에 저장 기구를 지지하기 위해 저장 기구와 협력하는 하나 이상의 브래킷을 포함할 수도 있다. 예를 들어, 본 예에서, 저장 장소는 도 1c에 도시된 바와 같이 토트 중 하나를 지지하기 위한 선반 브래킷과 유사한 브래킷을 포함한다.
따라서, 운반차(12)의 하위 집합은 저장 영역(110)으로부터의 토트(T)를 수용한 물품의 저장 및 회수 그리고 조작자가 토트로부터 하나 이상의 물품을 회수할 수 있는 전달 스테이션(들)(120)으로의 토트(T)의 전달과 관련된 재고 관리 과제의 하위 집합을 수행하도록 구성 가능하다. 전술한 설명은 회수 과제를 포함하는 모든 하위 과제를 수행하는 단일 운반차에 대한 것이었지만, 하나 이상의 실시예에 따라, 대안으로서, 주어진 과제의 하위 과제가 복수의 운반차(12) 간에 배분되는 것이 가능하다. 예를 들어, 저장 영역(110)의 어레이를 빠져나가는 제 1 운반차는 운반차가 회수한 물품을 제 2 운반차로 이송할 수도 있으며, 제 2 운반차는 다시, 물품을 전달 스테이션(들)(120)으로 전달함으로써 회수 과제를 완료한다. 조작자가 물품을 회수한 후, 동일한 운반차 또는 운반차(12) 중 또 다른 하나가 토트(T)를 전달 스테이션(120)으로부터 멀어지게 전진시키며, 토트를 저장 장소(110) 중 동일하거나 상이한 저장 장소로 반환한다.
도 1a 내지 도 1c의 전술한 높은 수준의 설명으로부터 알 수 있는 바와 같이, 운반차(12)는 몇몇 작동 모드에서 다양한 집합의 재고 관리 과제를 수행하기 위해, 그리고 다른 작동 모드에서는, FAM(30, 40, 50)과 같은 FAM 중 어느 하나와의 연계를 필요로 하지 않는 기타 재고 관리 과제를 수행하기 위해 하나 이상의 FAM과 상승 작용적으로 협력하도록 작동 가능하다. 이러한 기능이 실현되는 방식이 이제, 본 개시와 일치하는 무인 자동 운반차의 실시예가 도시된 도 2a 내지 도 2i 및 그 이후의, FAM 자체의 예시적인 구성이 도시된 다른 도면을 참조하여 설명될 것이다.
운반차
이제 도 2a 내지 도 2i를 참조하면, 본 개시의 실시예에 따라 구성되며, 예를 들어, 도 1a 내지 도 1c에 도시된 자재 취급 시스템 중 어느 하나에서 재고 관리 과제를 수행하도록 구성된 무인 자동 운반차(200)가 도시되어 있다. 각각의 전달용 운반차는 제 1 모터 동력식 구동 시스템과 제 2 모터 동력식 구동 시스템뿐만 아니라 탑재 전원을 구비한 무인 자동 운반차이다. 도 1c의 저장 영역(110)에 의해 예시된 바와 같이, 컬럼으로 배열되며 가이드 시스템에 의해 접근 가능한 저장 영역 어레이와 함께 사용하기 위해, 하나 이상의 실시예의 제 1 모터 전동식 구동 시스템이 가이드 시스템과 협력하여 저장 영역의 개개의 컬럼에 인접한 개개의 수직 경로 세그먼트를 따라 운반차의 이동을 안내한다. 이러한 실시예에서, 제 2 모터 동력식 구동 시스템은, 제 1 구동 시스템이 가이드 시스템과 맞물려 있지 않은 동안, 밑에 있는 지지면 상에서 운반차(200)를 조작하도록 치수가 정해지고 배열된다. 전형적으로, 밑에 있는 지지면은 창고 바닥의 하나 이상의 영역 및/또는 이러한 창고 내부의 하나 이상의 상승된 플랫폼, 또는 이들의 일부 조합에 의해 획정된다.
각각의 운반차는, 예를 들어, 운반차의 플랫폼 표면과 복수의 목적지 영역(110) 중 하나의 사이에서 물품을 이송하도록 작동하는 이송 기구(210)를 포함한다. 도 2a에서 가장 잘 볼 수 있는 바와 같이, 본 예에서 플랫폼 표면은 전체적으로 211로 표시된 복수의 롤러의 외부 표면에 의해 획정된다. 도 4b 및 도 4c를 참조하여 이후에 더 상세히 설명될 바와 같이, 각각의 운반차(200)는, 제 1 및 제 2 구동 시스템이 운반차를 추진하기 위해 작동되고 있지 않은 동안에만 이송 기구가 필요에 따라 작동될 수 있는 방식으로, 제 1 또는 제 2 구동 시스템의 모터를 이송 기구에 동력 전달을 위해 맞물리도록 그리고 분리하도록 작동하는 클러치 기구를 선택적으로포함할 수도 있다.
운반차(200)는 물품을 운반차에 적재하며 물품을 운반차로부터 저장 영역 중 하나로 하역하기 위한 다양한 기구 중 어느 하나를 포함할 수도 있다. 추가적으로, 이송 기구(210)가 특별히 특정 용례에 맞춰질 수도 있다. 본 예에서, 이송 기구(210)는 저장 장소에 저장된 물품과 결합하여 물품을 운반차 위로 잡아당기도록 구성된 하나 이상의 변위 가능한 요소(들)를 포함한다. 보다 구체적으로, 본 예에서, 운반차는 저장 장소의 토트를 향해 이동하도록 구성된 하나 이상의 변위 가능한 요소(들)를 포함한다. 변위 가능한 요소(들)가 토트와 결합한 후, 각각의 변위 가능한 요소가 저장 장소로부터 멀리 변위되어, 이에 의해 토트를 운반차(200) 위로 잡아당긴다.
본 예에서 도 2a, 도 2b 및 도 2g 내지 도 2i를 참조하면, 이송 기구(210)는 구동 벨트 또는 도시된 바와 같이 구동 체인(214a, 214bl)과 같은 2 개의 무한 캐리어를 포함한다. 체인(214a, 214b)과 같은 각각의 무한 캐리어를 따라 변위 가능한 핀(212a 또는 212b)의 형태의 변위 가능한 요소가 장착된다(도 2b, 도 2d, 도 2e). 핀(212a)과 같은 각각의 핀은 운반차의 길이 방향 중심선을 향해 내측으로 연장된다. 선택적으로, 관형 바 요소(도시하지 않음)가 각각의 핀(212a, 212b)을 수용하며 운반차(200)의 폭을 가로질러 연장될 수도 있다.
본 예에서, 제 2 구동 시스템의 하나 이상의 모터가 체인과 핀(212a, 212b)을 저장 장소를 향해 또는 저장 장소로부터 멀어지게 선택적으로 이동하도록 체인을 구동시킨다. 예를 들어, 운반차가 토트(T)(도 2g 내지 도 2i)를 회수하기 위해 저장 장소에 접근함에 따라, 핀(및 핀을 연결하는 바가 존재한다면 이 바)이 토트의 바닥에 있는 홈 또는 노치의 아래에 놓이도록 체인이 저장 장소를 향해 변위 가능한 핀(212a, 212b)을 구동시킬 수도 있다. 운반차는 도 2i에 가장 잘 도시된 바와 같이 핀(212a, 212b)(또는 바)이 홈 또는 노치와 함께 배치될 때까지 상방으로 약간의 거리를 이동한다. 그런 다음, 핀(212a, 212b)이 저장 장소(100)로부터 멀리 이동하도록 체인이 반전된다. 핀이 노치의 내부에서 토트(T)와 결합하기 때문에, 핀이 저장 장소로부터 멀리 이동함에 따라, 토트가 운반차의 표면 상으로 잡아당겨진다. 이러한 방식으로, 이송 기구(210)는 저장 장소로부터 물품을 회수하도록 작동 가능하다. 유사하게, 도 1c의 장소(110)와 같은 저장 장소에 물품을 저장하기 위해, 물품이 저장 장소에 있을 때까지 이송 기구(210)의 체인(214a, 214b)이 핀(212)을 저장 장소를 향해 구동시킨다. 그런 다음, 운반차가 하방으로 이동하여 핀을 토트로부터 분리하여, 이에 의해 토트를 해제한다.
전술한 설명에서, 이송 기구(210)는 체인(214a, 214b)의 형태의 무한 캐리어 및 단일 관형 요소에 의해 선택적으로 상호 연결될 수도 있는 대응하는 변위 가능한 핀 요소(212a, 212b)를 포함하는 것으로 설명되었다. 이러한 장치는 수직 컬럼으로 배열된 저장 영역으로부터 물품을 수용한 토트를 회수하는 데 매우 적합하며, 여기서 관형 요소 및/또는 그 사이에서 연장되는 로드는 그 전단 가장자리에 근접한 토트의 밑면에 있는 노치의 내부에 끼워진다. 하나 이상의 실시예에서, 토트가 n-깊이의 저장 셀의 개개의 구역에 배치되며, 여기서 n 은 모든 토트가 함께 결합되어 단일 n-깊이의 셀에 배치되는 때 실질적으로 수평인 평면 내에서 서로 앞뒤로 수용될 수 있는 토트의 최대 개수를 나타낸다. 도 1c에는 전체적으로 110으로 표시된 이러한 저장 영역 또는 셀의 수직 어레이가 도시되어 있다.
이 예에서, 그리고 도 2h에 가장 잘 도시된 바와 같이, 토트(T1, T2)와 같은 2 개 이상의 토트가 각각, 전체적으로 283a 및 283b로 표시된 짝을 이루는 커넥터를 사용하여 서로 결합 및 분리된다. 토트(T1, T2)는 운반차(210)의 이동에 의해 구현되는 일련의 상승 및 분리 이동을 통해 서로 결합 및 분리된다. 또한, 이송 기구(210)는 운반차(200)에 의해 완전히 지지되도록 전방을 향한("전단(lead)") 토트를 롤러(211)(도 2g) 상으로 잡아당기도록 제 2 구동 기구에 의해 작동된다. 이 잡아당김 운동에 의해 후단 토트(즉, 전단 토트의 바로 뒤에 있는 토트)가 통로를 향한 장소로 전진된다. 그런 다음, 운반차(200)가 후단 토트(들)로부터 전단 토트를 분리하기에 충분한 수직 거리를 이동하도록 운반차(200)의 제 1 구동 기구가 잠시 작동된다. 분리가 완료되고 나면, 제 2 구동 시스템이 다시 잠시 작동되며, 이번에는 운반차와 토트가 컬럼의 내부에서 수직 방향으로 완전히 조작되는 방식으로 토트가 운반차(200)의 중심으로 배치된다.
도 2a 및 도 2d 내지 도 2f에 도시된 예시적인 실시예에서, 운반차(200)의 제 1 구동 시스템은, 이후에 더 상세히 설명될 바와 같이, 저장 영역(110)에 인접한 컬럼의 내부에 배치된 트랙을 따라 운반차를 운송하도록 구동되는 기어(220)의 형태의 4 개의 휠을 포함한다. 휠(220)은 도 2f에 도시된 차축(215)과 같은 2 개의 평행하게 이격된 차축 상에 장착되어, 휠 중 2 개는 운반차의 전방 가장자리를 따라 배치되며 휠 중 2 개는 운반차의 후방 가장자리를 따라 배치된다.
특히 도 2c 및 도 2f를 참조하면, 도 2c는 도 2a에 도시된 운반차(200)의 저면도이며, 도 2f는 도 2a에 도시된 운반차의 측면도이다. 도 2c에서 가장 잘 볼 수 있는 바와 같이, 운반차(200)는 창고 또는 유통 센터의 바닥과 같은 밑에 있는 지지면 상에서 운반차(200)를 추진하도록 치수가 정해지고 배열되는 제 2 구동 시스템을 추가로 포함한다. 도 2c의 예시적인 실시예에서, 제 2 구동 시스템은 전체적으로 250a로 표시된 운반차(200)의 제 2 모터 및 전체적으로 250b로 표시된 운반차(200)의 제 3 모터를 포함한다. 그런 다음, 제 2 모터 및 제3 모터는 복수의 모터의 제 2 하위 집합의 제 1 및 제 2 모터이다. 각각의 모터(250a, 250b)의 회전 방향 및/또는 상대 속도를 동적으로 제어함으로써, 운반차(200)는 도 2f에 도시된 표면(S)과 같은 밑에 있는 지지면 상에서 임의의 방향으로 구동될 수 있다.
도 2c를 계속 참조하면, 운반차(200)의 제 2 구동 시스템이 제 1 회전 축선(A1)을 중심으로 회전하도록 제 2 모터(250a)에 의해 구동되는 제 1 구동 요소(252a) 및 제 2 회전 축선(A2)을 중심으로 회전하도록 제 3 모터(250b)에 의해 구동되는 제 2 구동 요소(252b)를 포함한다는 것을 알 수 있을 것이다. 제 1 및 제 2 구동 요소(252a, 252b)는 각각, 그 위에서의 운반차의 이동을 위해 밑에 있는 지지면(S)의 개개의 부분과 정합하도록 각각 치수가 정해지고 배열된다. 도 2c 및 도 2f에 의해 예시된 운반차의 실시예에서, 제 1 회전 축선(A1)과 제 2 회전 축선(A2)은 동축인 반면, 구동 요소(252a, 252b)는 평면형의 수평면에 의해 지지된다. 이 예에서, 운반차(200)의 제 2 구동 시스템은 제 1 쌍의 휠(254a, 254b)과 제 2 쌍의 휠(256a, 256b)을 포함하는 복수의 전방향성 휠을 추가로 포함한다. 전방향성 휠은 밑에 있는 표면(S)(도 2f)의 개개의 부분과 마찰 결합하도록 치수가 정해지고 배열되며, 휠(254a, 254b, 256a, 256b)은 각각, 차축(258a, 258b)과 같은 대응하는 구동 차축에 각각 고정된다.
특히 도 2c 및 도 2d 내지 도 2f를 참조하면, 운반차(200)가 또한, 샤프트(235)로부터 하방으로 지지되는 233으로 표시된 일련의 가이드를 포함할 수도 있음을 알 수 있을 것이다. 각각의 가이드(233)는 샤프트(235)의 하부 부분에 회전 가능하게 장착된다. 본원에서, 발명자가 결정한 바와 같이, 일부 용례에서, 가이드(233)는 운반차가 밑에 있는 지지면 상에서 조작되어 할당된 재고 관리 과제를 수행하는 과정에서 진입할 수도 있는 하나 이상의 다른 구조물과 정렬됨에 따라 운반차(212)의 정렬을 용이하게 한다. 예를 들어, 도 2c에서, 가이드(233) 중 일부가 운반차(200)의 길이 방향 중심선(L)을 따라 배열된다는 것을 알 수 있다. 도 2e에는 단면도로 도시되며 밑에 있는 지지면(S)에 장착된 한 쌍의 평행한 레일의 내부에서의 가이드(233)의 정렬이 도시되어 있다. 예시적인 용례에서, 레일(R1, R2)은, 도 12 내지 도 13c에 도시된 바와 같이, 운반차(200)가 수직 저장 셀 어레이에 출입하며, 및/또는 그 아래에서 조작되는 경로를 따라 배열된다.
이제 도 3a 및 도 3b를 참조하면, 도 3a는 도 2a의 IIIA-IIIA 선을 따른 단면에서 취한, 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 정면도이며, 도 3b는 도 2a 내지 도 2f의 예시적인 무인 자동 운반차의 저면도이다. 도 3a에서 가장 잘 볼 수 있는 바와 같이, 제 1 구동 시스템은 한 쌍의 내부 아이들러 풀리(224a, 224b) 및 한 쌍의 외부 풀리(222a, 222b)를 추가로 포함하며, 이들 풀리는 개개의 벨트(226a, 226b)에 의해 구동될 때 동일한 샤프트 상에 장착된 기어형 휠(220)이 회전되도록 하여, 이에 의해 컬럼의 내부에서(트랙의 구동 표면을 따라) 수직 방향으로 운반차(200)를 추진한다. 아이들러 풀리(224a, 224b)는 차축에 대해 자유롭게 회전하며, 벨트(226a, 226b)의 장력을 유지한다. 각각의 외부 풀리(222a, 222b)는 풀리가 장착되는 차축(215)에 대해 고정된다. 제 1 구동 시스템은 제 1 탑재 모터(230)(도 3b)에 의해 회전되는 한 쌍의 역회전 기어(228a, 228b)를 추가로 포함한다. 이와 같이 구동된 벨트(226a, 226b)는 풀리(222a, 222b)를 각각 구동시키며, 풀리(222a, 222b)의 이 회전 운동에 의해 대응하는 샤프트(215)에 장착된 기어형 휠(200)이 회전된다. 이에 따라, 운반차(200)가 수직 방향으로 이동하고 있을 때, 기어형 휠(220)이 운반차 및 그 위의 물품(들)의 중량을 지탱한다.
도 3a 및 도 3b의 실시예에서, 구동 차축(215)은 그 간격이 서로에 대해 고정된 상태로 유지되는 방식으로 하우징(232)의 내부에 회전 가능하게 장착된다. 간략히 설명될 바와 같이, 일부 실시예에 따른 차축(215) 사이의 고정된 간격은, 저장 영역(115)(도 1c)의 수직 어레이 사이에서 연장되며 내부에 가이드 시스템이 장착되는 컬럼으로 운반차가 진입하기 전에, 가이드 시스템(예를 들어, 트랙)과의 정렬 단계를 필요로 한다.
대안의 실시예(도시하지 않음)에서, 기어형 휠(200) 및 차축(215)과 같은 제 1 구동 시스템의 요소는, 정확한 정렬에 대한 임의의 요구 사항을 완화하며 또한, 기어형 휠(200) 또는 가이드 시스템에 대한 임의의 손상 위험을 제거하도록 이들 요소가 내측으로 이동될 수 있도록 하는 방식으로, 하우징(232)의 내부에 장착될 수도 있다. 후자의 유형의 실시예에서, 상당한 하중을 지탱하도록 의도된 운반차는 차축(215) 사이의 간격을 일시적으로 감소시키기 위한 모터 구동식 수단을 필요로하며 이에 의해 저장 영역 사이의 컬럼(들)으로의 운반차(200)의 진입을 수용할 수도 있다.
도 3a 및 도 3b를 계속 참조하면, 제 1 모터(230)가 기어(228a, 228b)와 작동 가능하게 연결되어 벨트(226a, 226b)를 구동시키며 양 차축(215) 및 대응하는 기어형 휠(220)을 동기적인 방식으로 회전시킨다는 것을 알 수 있을 것이다. 따라서, 운반차(200)용 제 1 구동 시스템은 트랙 또는 다른 가이드 시스템에 대해 수직 방향으로 운반차(200)를 동기적으로 구동시키도록 구성된다. 구체적으로, 각각의 기어형 휠(200)은 차축에 대한 기어의 회전을 실질적으로 저지하는 방식으로 차축(215) 중 하나의 단부에 연결된다. 이러한 방식으로, 각각의 차축은 부착된 2 개의 기어를 동기적인 방식으로 구동시킨다. 추가적으로, 본 예에서, 모두 4 개의 기어가 동기적인 방식으로 구동되도록 2 개의 차축이 모두 동기적인 방식으로 구동된다.
실시예에서, 단일 구동 모터(230)가 2 개의 차축을 모두 구동시키는 데 사용된다. 이 예에서, 풀리(222a, 222b)는 차축에 대한 풀리의 회전을 방지하기 위해 차축(215)에 견고하게 연결된 타이밍 풀리의 역할을 한다. 유사하게, 타이밍 풀리(도시하지 않음)가 모터(230)에 의해 구동되는 역회전 기어(228a, 228b)에 연결된다. 이 예에서, 구동 벨트(226a)는 모터(230)에 의해 기어(228a)를 통해 직접 구동되는 타이밍 풀리와 타이밍 풀리(222a)를 연결하는 반면, 구동 벨트(226b)는 모터(230)에 의해 기어(228b)를 통해 간접적으로 구동되는 타이밍 풀리와 타이밍 풀리(222b)를 연결한다. 실시예에서, 벨트(226a, 226b)는 구동 모터(230)의 회전이 차축의 회전과 정확하게 연결되도록 하는 각각의 타이밍 벨트이다.
도 3a 및 도 3b에 예시된 단일 모터 장치 외에, 차축(215)을 동기적으로 구동시키기 위해 사용될 수 있는 다양한 다른 기구가 있다. 예를 들어, 한 쌍의 구동 모터가 차축을 구동시키는 데 사용될 수 있으며, 구동 모터가 동기화될 수 있다. 실시예에서, 구동 모터(230)는 모터의 회전을 검출하여 이에 의해 운반차가 이동한 거리를 결정하도록 작동 가능한 센서를 포함한다. 기어(200)가 차축과 견고하게 연결되며 차축이 다시 구동 모터(230)와 동기적으로 연결되기 때문에, 운반차가 이동하는 수직 거리가 구동 모터(230)가 변위되는 거리와 상관되도록 정확하게 제어될 수 있다. 예를 들어, 센서(252)는 홀 센서(hall sensor)와 같은 센서일 수도 있다. 센서는 모터의 회전을 검출하며, 센서가 모터에 대해 검출한 경로 및 회전에 관한 알려진 정보를 기반으로 운반차(200)가 지정된 경로를 따라 얼마나 멀리 이동했는지를 결정하는 신호를 중앙 프로세서로 송신한다.
이제 도 2c, 도 3b, 도 4a 내지 도 4g를 참조하면, 제 2 구동 시스템의 모터(들)로부터 이송 기구로의 동력 전달을 각각 개시 및 종료하기 위해 결합(도 4c) 및 분리(도 4b)될 수 있는 클러치 기구(400)(도 4b 및 도 4c)를 추가로 포함하여, 이에 의해 제 2 구동 시스템이 이송 기구와는 독립적으로 작동될 수도 있는 운반차(200)의 실시예가 도시되어 있다. 이 예에서, 클러치 기구(400)는 운반차(200)의 길이 방향 중심선에 대해 대칭적으로 배열되는 2 개의 클러치 하위 조립체로서 구성되며, 이러한 하위 조립체는 도 2c 및 도 3b에서 전체적으로 400a 및 400b로 표시되어 있다. 도 4b 및 도 4c에서, 제 1 클러치 하위 조립체(400a)만이 보이며, 제 1의 선회 가능한 캐리어(410)를 포함한다. 그러나, 도 3b로 잠시 돌아가면, 제 2 클러치 하위 조립체(400b)가 하위 조립체(400a)와 동일한 방식으로 구성되며, 따라서, 제 2의 선회 가능한 캐리어(412)를 포함한다는 것을 알 수 있을 것이다.
도 4b에서 가장 잘 볼 수 있는 바와 같이, 제 1 클러치 조립체(400a)로서의 각각의 클러치 하위 조립체는, 운반차(200)의 전체 중량이 휠(254a, 254b, 256a, 256b, 252a, 252b) 사이에 분배되는 동안, 밑에 있는 지지면(S)에 대해 제 1 각도상 배향으로 유지되는 제 1의 선회 가능한 캐리어(410)와 같은 선회 가능한 캐리어를 포함한다. 도 4c와 도 4b를 비교하면, 운반차(200)가 밑에 있는 표면(S)으로부터 멀어지는 방향으로 수직 방향으로 이동함에 따라, 선회 가능한 캐리어(410)(및 412)가 압축 코일 스프링(414)에 의해, 운반차(200)가 표면(S) 위로 적어도 도 4c에 도시된 치수(g1)인 높이에 도달했을 때 도달하는, 제 2 각도상 위치로 압박되는 것을 알 수 있을 것이다. 도 3b를 다시 한번 참조하면, 제 1 종동 요소(270)가 제 1의 선회 가능한 캐리어(410)에 회전 가능하게 결합되며, 제 1 무한 루프 요소(274)가 회전 동력을 제 1 종동 요소(270)에 전달한다는 것을 알 수 있을 것이다. 마찬가지로, 동일하게 구성된 제 2 클러치 하위 조립체(400b)의 제 2 종동 요소(도시하지 않음)가 제 2의 선회 가능한 캐리어(412)에 회전 가능하게 결합되며, 제 2 무한 루프 요소(도시하지 않음)가 회전 동력을 1 클러치 하위 조립체에 대해 설명한 바와 동일한 방식으로 제 2 종동 요소에 전달한다. 이 예에서, 무한 루프 요소(274)와 같은 무한 루프 요소의 각각은 벨트이며, 본 개시의 정신 및 범위를 벗어나지 않고 체인이 대안으로서 사용될 수도 있는 것으로 이해된다.
도 4b 및 도 4c를 계속 참조하면, 하나 이상의 실시예에 따라 구성된 운반차(200)의 하위 조립체(400a)와 같은 각각의 클러치 기구 하위 조립체가 제 1 풀리(280)를 추가로 포함한다는 것을 알 수 있을 것이다. 하위 조립체(400a)의 제 1 풀리(280) 및 제 1 종동 요소(270)가 운반차(200)의 제 2 모터에 의해 구동된다. 유사하게, 도시되어 있지는 않지만, 하위 조립체(400b)의 제 2 풀리 및 제 2 종동 요소가 운반차(200)의 제 3 모터에 의해 구동된다. 본 예에서, 제 1 풀리(280) 및 제 2 풀리는 대응하는 구동 모터가 회전될 때마다 제 1 및 제 2 종동 요소를 구동시키기 위해 각각 제 1 무한 루프 요소(274) 및 제 2 무한 루프 요소와 결합하도록 치수가 정해지고 배열된다. 즉, 클러치 기구 하위 조립체(400a, 400b)가 이송 기구를 구동시키기 위해 결합되는지 여부에 관계없이, 제 2 및 제 3 모터가 각각 회전됨에 따라 제 1 및 제 2 종동 요소가 회전할 것이다.
앞서 언급된 바와 같이, 그리고 본 개시와 일치하는 하나 이상의 실시예에 따르면, 운반차가 밑에 있는 지지면(S)에 대해 치수(H)(도 4c)만큼 상승되었을 때 제 2 및 제 3 모터가 이송 기구와 정합하도록 결합된다. 이러한 상승에 의해 선회 가능한 캐리어(410)가 도 4b에 도시된 제 1 각도상 배향으로부터 도 4c에 도시된 제 2 각도상 배향으로 선회된다. 본 예에서, 이송 기구에 대한 제 2 모터의 결합은 클러치 기구 하위 조립체(400a)에서 제 1 종동 요소(270)와의 종동 결합으로 선회하는 제 3 종동 요소(272)에 의해 달성된다. 유사한 방식으로, 도시되어 있지는 않지만, 이송 기구에 대한 제 3 모터의 결합은 클러치 기구 하위 조립체(400b)에서 제 2 종동 요소와의 종동 결합으로 선회하는 제 4 종동 요소(272)에 의해 달성된다.
도 4a 내지 도 4c에 도시된 바와 같이, 결합된 제 3 및 제 4 종동 요소(제 4 종동 요소(272b)만이 도 4c에 도시됨)의 회전이 제 1 스프로킷(290a, 290b)의 회전을 유발하며, 결국, 제 1 및 제 2 체인(214a, 214b)이 핀(212a)(도 4a) 및 핀(212b)(도 4b)을 운반차(200)로 또는 운반차(200)로부터 이송될 컨테이너를 향해 또는 컨테이너로부터 멀리 이동시킨다. 운반차(200)의 휠이 도 4b에 도시된 바와 같이 표면(S)에 다시 한번 안착될 때, 제 3 및 제 4 종동 요소는 제 1 및 제 2 종동 요소로부터 각각 다시 분리된다. 이와 같이, 표면(S) 상에서 운반차(200)를 추진하기 위한 운반차의 제 2 및 제3 모터의 계속된 작동은 이송 기구(210)에 어떠한 영향도 주지 않는다.
일부 용례에서, 운반차(200)는 복수의 재고 물품을 수용하도록 치수가 정해지고 배열된 토트로서 구성된 바와 다른 종류의 물품을 적재 및 하역할 수 있는 것이 바람직할 수도 있다. 이러한 다른 종류의 물품은 예시적인 예로서 박스, 판지 상자, 트레이 등 또는 이들의 임의의 조합을 포함할 수도 있으며, 하나 또는 복수의 재고 물품을 수용할 수도 있다. 하나 이상의 실시예에서, 이러한 물품은 대안의 또는 추가의 배출 보조 장치가 통합된 이송 기구(210)에 의해 수용된다. 특히 도 2g 및 도 4a 내지 도 4d를 참조하면, 스프로킷(290)의 회전에 의해 체인(214a, 214b)이 스프로킷(217)을 구동시키며, 여기서 각각의 종동 스프로킷에 의해 롤러(211)(도 2g)와 같은 롤러 중 대응하는 하나의 회전이 야기된다는 것을 알 수 있을 것이다. 한 쌍의 스프로킷(217)이 회전되는 방향은 이송 기구(210)의 롤러가 물품의 적재를 돕도록 작동되는지 또는 하역을 돕도록 작동되는지를 결정한다.
도 4d 및 도 4e는 도 2a 내지 도 2f의 예시적인 무인 자동 운반차(200)의 측면도이며, 제 1 위치(도 4d) 및 제 2 위치(도 4e) 사이에서 선택적으로 이동 가능한 힘 부과 부재(402)를 구비한 선택적인 액추에이터 기구(400)를 드러내도록 측방향 외부 커버 플레이트가 생략되어 있다. 도 4f는, 힘 부과 부재(402)가 힘을 부과하지 않는 제 1 위치에 도시되어 있는, 도 4d 및 도 4e에 도시된 액추에이터 기구(400)의 확대도이다. 도 4g는 힘 부과 부재(402)가 힘을 부과하는 제 2 위치에 도시되어 있는, 도 4d 내지 도 4f에 도시된 액추에이터 기구의 확대도이다.
도 4f의 논의에서 이전에 언급된 바와 같이, 휠(220)은 도 2f에 도시된 차축(215)과 같은 2 개의 평행하게 이격된 차축 상에 장착되어, 휠 중 2 개는 운반차의 전방 가장자리를 따라 배치되며 휠 중 2 개는 운반차의 후방 가장자리를 따라 배치된다. 하나 이상의 실시예에서, 선택적인 액추에이터 기구(400)는 각각의 차축(215)의 나사산 부분(404) 및 개개의 쌍의 캐리어(406)를 포함한다. 각각의 개개의 캐리어(406)는 차축(215)의 나사산 부분(404)을 수용하며 한 쌍의 힘 부과 부재(402) 중 하나를 지탱하도록 치수가 정해지고 배열된 대응하는 나사산이 형성된 보어를 구비한다. 하나 이상의 실시예에서, 힘 부과 부재는 차축(215)에 의해 획정된 축선을 횡단하는 회전 축선을 중심으로 캐리어(406)의 내부에서 자유롭게 회전 가능한 롤러이다.
전방 또는 후방의 전방향성 휠 쌍을 차등적으로 구동시킴으로써 획득될 수 있는 바와 같은 더 우수한 조향 제어를 제공하기 위해, 본원의 발명자는 힘 부과 부재(402)가 전용 모터를 필요로 하지 않고 선택적으로 작동될 수 있다고 결정하였다. 이 예에서, 모터(230)(도 3b)의 회전에 의해 차축(215)이 회전되며, 이에 의해 캐리어가 정지부와 접촉하여 그 결과 차축(215)이 계속 작동하여도 더 이상 캐리어(406)가 이동되지 않을 때까지 캐리어(406)가 전방으로 구동된다. 도 4g에 도시된 바와 같이 위치될 때, 각각의 힘 부과 부재가, 예를 들어, 휠(252a, 252b)이 제 2 및 제 3 모터에 의해 각각 구동되는 동안 휠 중 하나의 표면에 법선 방향 힘을 가한다. 힘 부과 부재(402)의 이러한 작동은 휠(252a, 252b)의 마찰 접촉을 증가시키며, 이에 의해 운반차(200)가 밑에 있는 표면(S)을 가로질러 이동될 때 더 우수한 방향 제어를 제공한다(도 4g). 휠(252a, 252b)은 운반차가 저장 영역(215)의 어레이 외부에 있는 동안에만 필요하므로, 모터(230) 및 차축(215)은 이중 용도를 수행할 수 있다.
따라서, 도 3b 및 도 4d 내지 도 4g를 계속 참조하면, 일부 실시예에서, 운반차(200)는 제 1 쌍의 모터 구동식 전방향성 롤러 및 제 2 쌍의 모터 구동식 전방향성 롤러를 포함하며, 여기서 각각의 쌍의 제 1 전방향성 롤러는 제 1 회전 축선을 중심으로 회전하도록 치수가 정해지고 배열되며, 각 쌍의 제 2 전방향성 롤러는 제 2 회전 축선을 중심으로 회전하도록 구동되며, 그리고 운반차는 제 1 모터 및 제 2 모터 중 하나에 의해 구동되는 제 5 롤러 및 밑에 있는 지지면을 향하는 방향으로 제 5 롤러를 선택적으로 압박하기 위해 제 1 위치로부터 제 2 위치로 이동 가능한 액추에이터를 포함하며, 여기서 제 1 및 제 2 쌍의 전방향성 롤러 각각의 표면 및 제 5 롤러의 표면은 액추에이터가 제 1 위치에 유지되어 있는 동안 밑에 있는 지지면과 접촉하도록 치수가 정해지고 배열되며, 상기 액추에이터의 제 2 위치로의 이동에 의해 상기 전방향성 롤러 중 하나 이상으로부터 제 5 롤러로 하중이 전달된다.
하나 이상의 실시예에서, 운반차(200)는, 각기 운반차를 구동시키는 데 필요한 전력을 제공하는 역할을 하는, 연속 충전 레일을 따른 접점과 같은 외부 전원에 의해 또는 대안으로서 유도 전력 전달 코일을 사용하여 전력을 공급받을 수도 있다. 그러나, 본 예에서, 운반차(200)는 제 1 구동 모터(230) 및 제 2 구동 시스템을 구동시키는 모터 모두에 필요한 전력을 제공하는 탑재 전원을 포함한다. 실시예에서, 탑재 전원은 재충전 가능하다. 이와 관련하여, 전원이 재충전 가능한 배터리, 커패시터(240)(도 3b)와 같은 울트라-커패시터의 뱅크, 또는 이들의 조합과 같은 전원을 포함할 수도 있다. 예를 들어, 울트라-커패시터는 재충전 작동에서 매우 높은 암페어를 수용할 수 있다. 고전류를 사용함으로써, 울트라-커패시터는 적절한 배터리를 충전하는 데 필요할 수도 있는 몇 시간에 비해 몇 초 또는 몇 분 단위로 측정 가능한 비교적 매우 짧은 시간 내에 재충전될 수 있다. 반면에, 하나 이상의 실시예에 따라, 운반차 중 하나 이상을 작동시키는 프로세스의 일부로서 방전된 배터리를 재충전된 배터리로 교체하는 프로세스를 자동화하기 위한 준비가 이루어질 수 있다.
충전 레일이 사용되는 경우, 각각의 운반차(200)는 전원을 재충전하기 위한 하나 이상의 접점을 포함한다. 본 예에서, 운반차는 브러시가 외측으로 편향되도록 스프링 장전식인 구리 브러시와 같은 복수의 브러시를 포함한다. 브러시는 아래에서 추가로 설명되는 바와 같이 충전 레일과 협력하여 전원을 재충전한다. 예를 들어, 한 쌍의 충전 레일(도시하지 않음)이 하나 이상의 저장 및/또는 회수 과제 시퀀스 동안 운반차(200)가 내부에서 이동하는 컬럼을 따라 배치될 수도 있다. 대안으로서, 수직 및/또는 수평 충전 레일이 전달 스테이션(120)(도 1c)의 부근에 배치된 충전 스테이션(도시하지 않음)의 내부에 배열될 수도 있다.
실시예에서, 충전 레일은 전기 공급 장치와 연결된 전도성 스트립이다. 운반차(200)의 충전 접점이 전도성 스트립과 결합하여 울트라-커패시터를 재충전한다. 구체적으로, 브러시의 편향 요소가 브러시를 충전 접점을 향해 외측으로 편향시킨다. 충전 접점을 통해 흐르는 전기는, 재고 관리 과제 또는 하위 과제 시퀀스 동안 소비되는 전력량에 따라, 초 또는 분 단위로 측정 가능한 주기로 울트라-커패시터가 재충전될 수 있도록 하는 높은 암페어의 낮은 전압의 공급원을 제공한다.
울트라 커패시터가 제공하는 전원이 몇 분 동안만 지속될 수도 있기 때문에, 울트라 커패시터를 전원으로 사용하는 운반차는 운반차가 적재 컬럼 내부에서 이동하며 및/또는 FAM(18)(도 1a 및 도 1b) 또는 FAM(40, 50)(도 1b 및 도 1c)과 같은 하나 이상의 FAM과의 연계를 필요로 하는 재고 관리 과제를 수행하는 과정에서 취한 경로를 따라 배치된 충전 스테이션을 활용할 때마다 충전부를 재충전할 수도 있다.
하나 이상의 실시예에서, 각각의 운반차는 물품이 운반차에 적재되는 것을 검출하기 위한 하중 센서를 포함할 수도 있다. 센서(들)는 물품이 운반차에 올바르게 위치되는 것을 보장한다. 예를 들어, 하중 센서는 중량 변화를 검출하는 힘 검출기 또는 물품의 존재를 검출하는 적외선 센서를 포함할 수도 있다.
도 1a 내지 도 1c의 실시예에서, 무인 자동 운반차 또는 AGV는 반자율 주행 방식이거나, 대안으로서 완전 자율 주행 방식일 수도 있다. 후자와 관련하여, 절대 좌표의 무인 자동 운반차의 실제 위치를 지속적으로 결정하며 항법 매개 변수(즉, X, Y, 및 진행 방향)를 재설정하여 누적 오류를 무효화하여, 이에 의해 운반차를 반복하여 참조 표시하기 위한 목적으로 아주 많은 수의 비접촉 시스템이 제안되었다. 이들 중 어느 하나가 본 개시의 실시예와 일치하는 재고 관리 시스템에서 무인 자동 운반차에 대한 위치 참조 구현에 활용될 수도 있다. 이러한 참조 시스템은 본질적으로 초음파, RF 또는 광학식일 수 있으며, 초음파 및 광학식은 특히, 실내용 시나리오에 적합하다. 이들 후자의 두 범주 중에서, 광학 시스템이 일반적으로 더 정확하므로, 상업적으로 더 널리 채용된다.
예시적인 위치 감지 시스템은 미리 정의된 실측 부지에 전략적으로 배치된 고정된 장소 기준과 결합하여 작동하는 스캐닝 기구를 활용한다. 이러한 스캐닝 기구는 고정된 능동-비컨(active-beacon) 방출기를 갖는 스캐닝 검출기, 수동 역반사 표적을 갖는 스캐닝 방출기/검출기, 능동 응답기 표적을 갖는 스캐닝 방출기/검출기, 및 고정된 검출기 표적을 갖는 회전 방출기를 포함할 수도 있다.
본 개시와 일치하는 하나 이상의 예시적인 실시예에서, 무인 자동 운반차는 운반차의 탑재 추측 항법 시스템에 위치 업데이트를 제공하기 위해 스캐닝 레이저 삼각 측량 방식(SLTS)을 기반으로 한다. 예를 들어, 2 rpm으로 회전하는 레이저 방출기가 운반차로부터 약 15 m 떨어진 공지의 장소에서 벽이나 지지 컬럼에 부착된 수동 역반사 바코드 표적에 광을 비춘다. 바코드는 참조 표적을 확실하게 식별하며 작동 영역 내부의 다른 반사 표면으로부터의 잘못된 반환으로 인한 모호성을 제거하는 데 사용된다. 각각의 운반차의 탑재 컴퓨터는 누적된 추측 항법 오류를 무효화하기 위해 간단한 삼각 측량을 통해 X-Y 위치 업데이트를 산출한다.
추가적인 예로서, 각각의 무인 자동 운반차(200)는 범위 및 각도상 배향이 모두 각각의 운반차에 의해 결정될 수 있도록 하는 방식으로 작동 영역의 전체에 분포된 역반사 표적을 활용할 수도 있다. 일 실시예에서, AGV 상의 서보-제어식 회전 미러가, 예를 들어, 20 Hz 업데이트 속도로 90도의 수평 호를 통해 근적외선 레이저 빔을 선택적으로 상하좌우로 회전시킨다. 빔이 공지의 치수의 표적을 가로질러 쓸고 갈 때, 유한 기간의 반환 신호가 검출기에 의해 감지된다. 역반사 표적이 모두 동일한 크기인 경우, 가까운 표적에 의해 생성된 신호가 멀리 있는 표적으로부터의 신호보다 더 오래 지속될 것이다. 스캐너가 오른쪽에서 왼쪽으로 쓸고 지나가기 시작할 때 각도 측정이 시작되며, 반사 신호가 검출되면 타이밍 시퀀스가 종료된다.
본 개시와 일치하는 무인 자동 운반차에 채용될 수도 있는 또 다른 위치 참조 기술로서, 레이저 기반 스캐닝 비콘 시스템이 수동 반사기와 협력적인 전자 응답기를 사용하여 운반차의 위치 및 진행 방향을 계산한다. 이러한 스캐너 기구는, 예를 들어, 증분형 광학 인코더의 수직 샤프트에 45도 각도로 부착된 회전 미러를 포함한다. 증가된 방위각 정확도를 달성하기 위해 인코더 카운트 사이에 타이머가 보간된다. 부채 형상의 빔이, 예를 들어, 4도의 퍼짐 각도로 수직 방향으로 발산되어, 불규칙한 바닥 표면을 횡단하는 동안 긴 범위에서의 표적 검출을 보장한다. 각각의 표적이 고유하게 코딩되며, 운반차의 X-Y 위치가 100 밀리초마다 계산되는 상태로 단일 스캔으로 다수의(예를 들어, 32 개) 표적이 처리될 수 있다.
하나 이상의 자율 주행 실시예에서, 각각의 AGV가 시설 내부의 그 소유의 위치에 대한 내부적으로 저장된 지도를 메모리에 유지한다. 또한, 각각의 AGV는 위치, 속도, 이동 평면에서의 각도상 배향, 선택된 이동 경로 데이터를 시설 내의 다른 운반차로 보고하며, AGV는 다른 운반차로부터 이러한 데이터를 수신한다. AGV 데이터를 사용하여, 각각의 운반차는 해당 운반차가 할당된 재고 관리 시설의 특정 구역(들)에 있는 모든 운반차의 위치를 반영하는 동적으로 업데이트된 지도를 유지한다. 동적으로 업데이트된 위치 데이터가 각각의 운반차에서 국부적으로 이용 가능할 때, 과제가 제어부(450)와 같은 중앙 제어부에 의해 운반차에 할당될 수도 있으며, 실시예에서, 할당된 과제의 요소가 수행될 장소(들)에 도달하기 위해 운반차가 취하는 경로 세그먼트가 운반차에 의해 선택될 수도 있다.
일 실시예에서, 각각의 운반차는 운반차가 운반차의 현재 장소로부터 할당된 과제의 다음 하위 과제(들)가 수행될 목적지까지 최단 경로를 따라가게 하도록 메모리에 저장된 항법 프로세스의 단계를, 해당 운반차의 로컬 프로세서에 의해, 실행하도록 구성된다. 이러한 실시예에서, 중앙 제어부(450)가 교통량 제어 및 충돌 방지 기능을 실행하도록 구성될 필요는 없지만(백업 제어 방식이 요구되지 않는 한), 대신, 중앙 제어부(450)는 각각의 운송 수단에 할당될 다음 과제(들)를 식별하며 이들 과제가 수행될 시설 내부의 다양한 장소를 지정하는 명령을 나타내는 신호를 전송하도록 구성될 수도 있다. 반면에, 운반차는 과제 할당 확인, 위치 업데이트, 상태 업데이트(예를 들어, 완료되거나 진행 중인 하위 과제, 현재 전력 상태 등) 및 제어부가 할당 대기 과제를 수행하기 위해 운반차의 상대적인 능력을 평가하는 데 필요할 수도 있는 기타 정보를 나타내는 신호를 제어부에 전송하도록 구성될 수도 있다.
하나 이상의 실시예에 따른 완전 자율 주행 방식에서, 대안으로서, 각각의 운반차가 로컬 프로세서를 활용하여 재고 관리 시설의 하나 이상의 구역에서 밑에 있는 지지면 상에 배치된 감지된 표시로부터 이동 속도 및 방향을 결정하며, 해당 위치 데이터를 시설 내부의 다른 운반차와 교환하며, 동적으로 업데이트된 로컬 지도를 유지하여 다른 위치 감지 접근 방식을 사용하여 위에서 설명한 바와 유사한 방식으로 분산형 교통량 제어 형태를 달성할 수도 있다.
본 개시와 일치하는 AGV의 반자율 주행 구성에서, 제어부(450)와 같은 중앙 제어부가, 예를 들어, 운반차의 하위 집합이 할당되는 시설의 하나 이상의 구역(들)에 존재할 수도 있는 다른 운반차와 및/또는 임의의 잠재적인 운반차 이동 장애물과 운반차가 충돌하는 것을 방지하는 데 필요한 교통량 제어 기능을 제공한다. 이러한 실시예에서, 제어부(450)는 운반차(200)로부터 전송된 업데이트 신호의 형태로 현재 위치 및 방위 데이터를 수신한다. 실시예에서, 수신된 위치 및 방위 데이터는 제어부가 운반차에 전송한 이전 속도 및 진행 방향 명령으로부터 제어부가 도출한 추정치와 비교된다. 이 비교를 기반으로, 제어부(450)는 충돌을 방지하기 위해 필요한 하나 이상의 운반차의 속도 및 방향 중 하나 이상에 대한 보정을 결정할 수도 있으며, 보정할 경우, 이들 명령을 운반차(들)에 전송할 수도 있다.
본 개시와 일치하는 하나 이상의 반자율 주행 실시예에서, 각각의 운반차(200)는 운반차가 위에서 이동하고 있는 표면 및/또는 저장 영역(115)의 어레이(도 1c 참조)와 정렬된 접근 컬럼 내부의 위치에 배치된 표시를 판독하기 위한 판독기를 포함할 수도 있다. 일부 실시예에서, 제 1 그룹의 표시의 각각의 표시가 장소 격자를 형성하기 위한 고유의 장소에 대응한다. 이들 장소는 운반차, 중앙 제어부(450), 또는 둘 다의 프로세서에 접근 가능한 메모리에 데이터 표로 저장될 수도 있다. 이들 표시의 특정 시퀀스와 교차하도록 설계된 경로를 따라감으로써, 각각의 운반차가 표시를 지나감에 따라 표시 식별자를 전송하며 이를 제어부(450)에 확인시킬 수 있으며, 그 결과 제어부가 운반차에 전송한 명령을 통해 운반차의 반자율 주행 안내가 달성된다. 이 정보 및 각각의 운반차에 의해 보고된 다른 데이터로부터, 제어부(450)는 각각의 운반차에 대한 이동 속도, 방향 및 경로를 확인할 수 있다. 하나 이상의 실시예에서, 제어부(450)는 속도 및 방향 데이터를 활용하여 충돌 방지 정책을 시행하며, 각각의 운반차의 장소 및 동력 비축 상태에 따라 재고 관리 과제를 할당하며, 안전을 위해 해당 영역에 허용된 어느 관계자와도 적절한 거리를 유지한다.
추가의 표시가 접근 컬럼 내부에서 또는 각각의 저장 장소(115)(도 1c)에 인접한 위치에서 저장 토트 자체에 부착될 수도 있다. 여기서, 각각의 표시는 고유한 바코드를 포함할 수도 있으며, 각각의 운반차(200)의 판독기가 물품이 전달 또는 회수될 저장 장소(115) 주변의 영역을 스캔할 수도 있다. 운반차(200)가 따라가야 할 경로에 대한 중앙 프로세서(450)가 갖고 있는 데이터 및 구동 모터의 회전에 관한 데이터를 기반으로 한 운반차가 이동한 거리에 대한 데이터는 운반차(200)가 저장 영역(115) 내부의 적절한 저장 장소에 위치되어 있는지 여부를 결정하기에 충분할 수도 있다. 그럼에도 불구하고, 저장 영역에 인접한 표시는 물품이 적절한 저장 장소로 배출되거나 그 저장 장소로부터 수령되기 전에 운반차의 장소가 중복 검사되는 것을 허용한다. 따라서, 스캐너는 운반차가 정차한 저장 장소에 대한 정보를 스캔 및 판독하도록 작동할 수도 있다. 그런 다음, 스캔된 데이터가 저장 장소가 적절한 저장 장소임을 나타내면, 운반차는 그 물품을 저장 장소로 배출한다. 유사하게, 운반차는 운반차의 후방 가장자리에 인접한 표시를 판독하기 위한 제 2 판독기를 구비할 수도 있다. 도 1c에 도시된 바와 같이, 제 2 판독기는 시스템이 접근 컬럼의 전방 측면을 따라 일련의 제 1 저장 장소를 활용하며 접근 컬럼의 후방 측면을 따라 일련의 제 2 저장 장소를 활용하도록 설정되는 용례에 사용될 수도 있다.
일부 실시예에서, 운반차(200)의 자율 주행 또는 반자율 주행 안내를 위한 기능이, 예를 들어, 도 1a의 FAM(18)과 같은 FAM 중 하나 이상에 통합될 수도 있다. 이러한 접근 방식은 재고 관리 시설 내부의 일부 구역에서 정확한 위치 감지가 필요하지만, 다른 구역에서는 덜 정확한 위치 감지 접근 방식이 허용 가능할 수도 있는 경우에 유용할 수도 있다. 예를 들어, 도 1a에 도시된 바와 같은 실시예에서, FAM(18)은 창고 작업자에게 지원 역할을 하는 것으로 도시되어 있으며, 따라서, 안전한 거리를 유지하지만 그럼에도 불구하고 지원 과제(들)를 수행하기 위해 근접하게 유지되어야 할 수도 있다. 다양한 비제한적인 예에 대한 이전의 논의로부터, 재고 관리 시스템에서 AGV 및 연관된 FAM의 위치를 조정하기 위해 다양한 기술 및 시스템이 채용될 수도 있다고 해도 과언이 아니다.
전술한 설명에서, 운반차는 각각의 접근 컬럼의 내부에 배치된 내측으로 트랙을 향하는 개개의 치형부와 상호 작용하도록 치수가 정해지고 배열된 구동 기어(220)를 구비한다. 이러한 상호 작용은 모터(230)의 회전 방향에 따라 운반차의 상승 또는 하강에 영향을 미칠 수 있다. 뿐만 아니라, 하나 이상의 FAM에는 FAM(18) 또는 FAM(50)과 같은 FAM이 도킹된 하나 이상의 구조물과 함께 운반차가 연관된 FAM을 운반차가 상승 및 하강시킬 수 있도록 치형부를 구비한 트랙이 통합될 수도 있다. 또한, 구동 기어(220)의 치형부가 대안으로서, FAM의 일부인 기구를 작동시키도록 작동될 수도 있다. 이후 설명될 바와 같이, 더 무거운 하중(예를 들어, 300kg 이상)의 경우, 도 1b 및 도 1c에 도시된 바와 같은 다중 선반 FAM(40)에 밑에 있는 지지면 상에서의 운반차의 이동 동안 FAM(40)의 상승을 개시하고 유지하기 위해 모터(230)에 의해 필요한 토크의 양을 최소화하도록 기어(220)의 회전에 의해 작동되는 내부 기어 구동식 잭 기구가 장착될 수도 있다.
일부 실시예에서, 각각의 운반차의 프로세서는 중앙 프로세서(450)로부터 수신된 신호에 응답하여 운반차의 작동을 제어한다. 추가적으로, 운반차가 트랙을 따라 이동함에 따라 중앙 프로세서와 지속적으로 통신할 수 있도록 운반차에 무선 송수신기가 포함된다. 대안으로서, 일부 용례에서는, 운반차가 횡단할 수도 있는 경로를 따라 복수의 센서 또는 표시기를 통합하는 것이 바람직할 수도 있다. 운반차는 센서 신호 및/또는 표시기를 감지하기 위한 판독기뿐만 아니라 센서 또는 표시기에 응답하여 운반차의 작동을 제어하기 위한 중앙 프로세서를 포함할 수도 있다.
도 5a는 하나 이상의 실시예에 따른, 제 1 기능적 액세서리 모듈 그룹의 일 기능적 액세서리 모듈(FAM)(518)과 함께 무인 자동 운반차(512)의 사용을 도시한 전방 사시도이다. 도 5b는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서. 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 1 예시적인 베이스(514)와 도 5a의 무인 자동 운반차(512)의 도킹 이전 정렬을 도시한 사시도이다. FAM(518)이 무거운 하중을 수용할 것으로 예상되는 경우, 베이스(514)는 운반차(512)의 기어 휠(520)과 결합하도록 치수가 정해지고 배열된 기어(515)와 같은 기어에 의해 작동되는 내부 잭 기구를 포함할 수도 있다.
도 5c는 개개의 실시예에 따라, 기능적 액세서리 모듈의 일체형 부분으로서, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈 중 어느 하나로서, 또는 운반차와 다른 유형의 기능적 모듈 중 적어도 하나 사이의 어댑터의 역할을 하는 별도의 기능적 액세서리 모듈로서 실현될 수도 있는 제 2 대안의 베이스(516)와 무인 자동 운반차(512)의 도킹 이후 정렬을 도시한 사시도이다.
도 5d는, 베이스 및 운반차 각각의 개개의 표면이 다수의 지점(524a)에서 밑에 있는 지지면(S)과 접촉하고 있는 경우의, 도 5c 또는 도 5d에 도시된 바와 같은 베이스(522)와 도킹된 무인 자동 운반차(512)의 배면도이다. 도 5e는 휠(526a, 526b)과 같은 전방 및 후방 기어형 휠 쌍을 포함하는 운반차의 제1 구동 시스템이 화살표 방향으로 기어 휠(520)의 회전에 의해 운반차가 도킹된 베이스를 들어올리도록 작동되어, 표면 영역(524a, 524d)을 포함하는 베이스의 표면이 전혀 밑에 있는 지지면(S)과 접촉하지 않게 된 후의, 도 5d의 도킹된 무인 자동 운반차(512)의 배면도이다. 이 예에서, 베이스(514)는 기어형 휠(520)이 기어(515)와 같은 구동 기구의 하나 이상의 기어를 구동시키기 위해 회전됨에 따라 하방으로 변위되는 선형으로 연장 가능한 레그(528a, 528b)를 포함하는 내부 잭 기구를 포함한다.
도 6a는 개개의 실시예에 따라, 도 1a 내지 도 1c 및 도 5a에 도시된 기능적 액세서리 모듈(FAM) 중 하나 이상으로서의 FAM의 일체형 부분으로서, 또는 운반차와 다른 유형의 FAM 중 적어도 하나 이상 사이의 어댑터의 역할을 하도록 치수가 정해지고 배열된 보조 (FAM)으로서 실현될 수도 있는 제 3 대안의 베이스(614)와 무인 자동 운반차(612)의 도킹 이후 정렬을 도시한 사시도이다. 이 예에서, 베이스(614)는 운반차(612)가 FAM(618)(도 6c)에 진입하여, 들어올리며, 운송할 수 있도록 치수가 정해지고 배열된 보조 FAM이다.
운반차(612)의 진입을 수용하기 위해, 보조 어댑터의 베이스(614)는 전체적으로 615a 및 615b로 표시된 측방향 오목부를 갖는 중앙 진입 개구를 획정한다. 도 6a의 도킹된 무인 자동 운반차(612)의 배면도인 도 6b에서 가장 잘 볼 수 있는 바와 같이, 각각의 측방향 오목부(615a, 615b)는 트랙 세그먼트(616a, 616b)와 같은 트랙의 대응하는 세그먼트와 각각 정렬된다. 트랙 세그먼트(616a, 616b)는 베이스(614)의 내부 표면에 부착되며, 보조 어댑터의 바닥 표면(617)이 실질적으로 수평인 밑에 있는 지지면 위에 놓여 있는 동안 2 개의 트랙 세그먼트가 모두 수직 방향으로 배향되도록 서로 정렬된다.
운반차(612)는 본원에 설명된 및/또는 설명될 하나 이상의 FAM 구조물 중 어느 하나와의 도킹을 수용하기 위해 적절한 기구(도시하지 않음)에 의해 함께 더 가깝게 당겨지는 기어 휠 및 차축을 활용할 수도 있다. 본 개시와 일치하는 다른 실시예에서는, 기어 휠(620a, 620b) 사이의 거리가 운반차 정렬, FAM 진입 및 FAM 도킹 절차의 모든 단계를 포함하는 모든 재고 관리 과제의 수행 동안 고정된 채로 유지된다. 이러한 실시예에서, 한편으로는 운반차(612)의 기어형 휠과 다른 한편으로는 운반차 베이스의 세그먼트(615a, 615b)와 같은 트랙 세그먼트 사이에 정확한 정렬이 유지되어야 한다.
이를 위해, 하나 이상의 FAM 실시예는 예시적인 예로서 돌출부(도시하지 않음)와 같은 해제 가능한 연동 구조물을 포함할 수도 있다. 예를 들어, 도 6a 및 도 6b의 보조 FAM은 217의 바닥 표면으로부터 하방으로 연장되는 돌출부를 포함할 수도 있으며, 운반차(612)의 하나 이상의 구동 시스템은 밑에 있는 지지면(S)에 드릴링에 의해 형성된 일정 치수의 함몰부 내외로 돌출부를 하강 및 상승시키도록 작동된다. 이러한 장치는 대안으로서, 오목부가 바닥면(617)에 획정되며 돌출부가 밑에 있는 지지면(S)으로부터 상방으로 돌출하도록 부착되거나, 고정되거나, 그 외 달리 형성되는 방식으로 반전될 수도 있다.
전술한 바와 같은 돌출부와 함몰부 사이의 해제 가능한 결합은, 예를 들어, 도킹 절차 동안 예기치 못한 충격이 가해짐으로 인한 운반차와 FAM(들)의 감속 중에 발생할 수도 있는 바람직하지 않은 측방향 변위 이동에 대항하여 베이스(614)의 위치를 유지하기 위한 일 방안이다. 도킹 동안 운반차(612)의 기어 휠과 FAM 사이의 부적절한 정렬이 잠재적인 충격 인가의 한 원인이다. 이와 관련하여, 운반차(612)의 센서가 채용되어 운반차(612)가 후진할 수도 있도록 하는 재정렬 절차를 개시하며, 약간의 각도상 조정을 수행하며, 베이스(614)로의 재진입을 시도할 수도 있다. 그러나, 본 개시와 일치하는 하나 이상의 실시예에서, 본 개시와 일치하는 운반차는 운반차(612)의 기어 휠(620a 내지 620c)과 같은 운반차의 기어 휠과 베이스(614)와 같은 트랙 세그먼트를 활용하는 FAM 구조물의 적절한 등록을 용이하게 하기 위해 정렬 시스템을 활용하도록 구성된다.
정렬 시스템을 사용하면 도킹 절차 중에 2 개의 구조물(기어 휠 및 트랙 세그먼트) 중 하나가 손상될 가능성이 최소화된다. 도 6a 및 도 6b의 실시예에서, 정렬 시스템은 레일(632, 634)과 같은 평행한 바닥 장착형 가이드 레일을 포함한다. 레일(632, 634)은 운반차(612)로부터 하방으로 지지되는 하나 이상의 지지체의 선형 병진 운동을 수용 및 안내하도록 치수가 정해진 간극만큼 이격된다. 즉, 레일(632, 634)은 전체적으로 633으로 표시된 일련의 가이드의 진입 및 통과를 수용하기에 충분한 폭의 간극만큼 레일 길이를 따라 분리된다. 각각의 가이드는 전체적으로 635로 표시된 로드에 의해 운반차(612)의 차대에 지지된다(도 6b).
도 2c 내지 도 2f를 간략히 참조하면, 운반차(200)가 또한, 233으로 표시된 일련의 가이드를 포함한다는 것을 알 수 있을 것이다. 도 2c에서, 가이드가 길이 방향 중심선(L)을 따라 배열되어 있는 것을 볼 수 있다. 실시예에서, 가이드(233)는 도 2c의 가이드(233)에 대해 도시된 바와 동일한 방식으로 운반차(612)의 밑면을 따라 배열된다. 모든 가이드(633)가 레일(632, 635) 사이의 간극에 들어가 있을 때, 운반차(612)와 베이스(614)(또는 본 개시 전체에 걸쳐 도시된 임의의 다른 FAM 및 저장 구조물) 사이의 적절한 정렬이 유지될 수 있다. 전자와 관련하여, 레일(632, 634) 사이의 간극이, 예를 들어, 보조 어댑터 FAM 자체의 베이스(614)에서 진입 지점에 필요한 바와 동일한 엄격한 치수 허용 오차로 도킹을 개시하기 위한 운반차(612)의 부담을 완화하기 위해, 더 큰 폭 치수(전단 가이드 진입 지점에서)로부터 더 작은 폭 치수로 테이퍼형일 수도 있다는 것에 유의하여야 한다. 일부 실시예에서, 이러한 테이퍼형은 진입 전이 구역에서 단조로운 형태일 수도 있다. 즉, 도킹되는 FAM을 향해 운반차가 이동하는 방향으로 간극의 폭이 일정한 비율로 감소될 수도 있으며, 이후 레일 사이의 간극이 운반차의 진입 지점과 FAM의 적절하고 정확한 정렬을 유지하기 위해 선택된 일정한 폭을 유지할 수도 있다. 운반차(212, 612)와 같은 운반차에 기어 휠이 장착되는 경우, 이러한 정렬은 기어 휠이 상호 작용할 FAM 가이드 또는 잭 시스템의 대응하는 치형부의 간격에 의해 결정될 것이다.
운반차(612)가 베이스(614)와 적절한 정렬 위치로 조작되고 나면, 전방향성 휠(654a)(도 6a) 및 전방향성 휠(656a, 656b)(도 6b)을 포함하는 휠에 의해 운반차(612)가 베이스(614)에 진입하는 방식으로 운반차(612)의 하나 이상의 구동 시스템이 작동된다. 실시예에서, 운반차의 제 1 구동 시스템의 모터(도시하지 않음)에 의해 도시된 화살표 방향으로 기어 휠(620a, 620b)이 회전된다. 랙 세그먼트(616a, 616b)와 같은 랙 세그먼트의 치형부에 대한 기어 휠의 회전에 의해 베이스(614)가 화살표(F)의 방향으로 상방으로 압박된다. 일단 운반차(612)가 운반차와 도킹되는 베이스(614)를 들어올리고 나면, 베이스(614)의 바닥 표면(617)은 더 이상 밑에 있는 지지면(S)과 접촉하지 않는다.
도 6c는 도 5a 내지 도 6b에 도시된 실시예 중 어느 하나에 따라 구성된 복수의 기능적 액세서리 모듈(618)의 배치 및 사용을 도시한 재고 관리 시스템(600)의 사시도이다. 이 경우, 운반차(612)는 각각의 FAM(618)의 일체형 부품으로서 형성된 베이스의 내부에 배치되는 것으로 도시되어 있다. 각각의 FAM(618)은 인간 작업자(H)가 근처의 저장 선반으로부터 물품을 제거하여 물품을 통 중 하나에 배치하도록 밑에 있는 지면 위의 올바른 높이에 있도록 버팀대(619)를 따라 장착되는 통(618a, 618b)과 같은 복수의 통을 포함한다. 이후, 작업자(H)는 터치스크린 단말기(621)와 같은 터치스크린 단말기를 통해 데이터를 입력함으로써 거래 완료의 결정을 확인할 수도 있다. 이 예에서, 피킹 목적지에 위치한 제 2 작업자(O)가 통(618c 또는 618d)으로부터 물품을 제거하여 물품을 배송을 위해 판지 상자(C)에 배치한다.
이제 도 7a 내지 도 7d를 참조하면, 도 7a는 개개의 실시예에 따라, 도 1a 내지 도 1c에 도시된 다른 유형의 기능적 모듈 중 적어도 하나 이상과 운반차(712) 사이의 보조 어댑터 FAM의 형태의 제 1 기능적 액세서리 모듈(FAM)(714)과 무인 자동 운반차(712)의 도킹 이전 정렬을 도시한 사시도라는 것을 알 수 있을 것이다. 도 6a 및 도 6b의 전술한 예시적인 실시예에서와 같이, 도 7a 및 도 7b의 실시예는 운반차(712)와 보조 FAM(714)의 사이에서 이루어져야 하는 도킹을 용이하게 하기 위해 해제 가능한 연동 시스템 및 정렬 시스템(이들 시스템 중 어느 것도 도시되지 않음)을 활용할 수도 있다. 보조 FAM(714)의 기능, 즉, 하나 이상의 동적으로 배치 가능한 FAM 구조물(도 8a 내지 도 8c의 FAM(718))의 상승 작동의 진척을 위해, FAM(714)의 상부 표면이 또한, 전체적으로 715로 표시된 복수의 상방으로 연장되는 도킹 돌출부를 포함할 수도 있다. 실시예에서, 돌출부(715)는 도킹 절차 동안 도 8a 내지 도 8c의 보조 FAM 구조물(718)의 오목부(723)와 같은 대응하는 구조물과의 등록을 위해 치수가 정해지고 배열된다. 도킹될 때, FAM(714)의 돌출부(715)가 임의의 보조 FAM 구조물과 해제 가능한 연동의 일부를 형성하는 한편, 둘 다 운반차(712)에 의해 밑에 있는 지지면(S)을 가로질러 운송된다.
도 7b는 도 7a의 기능적 액세서리 모듈(714)과 반자율 주행 운반차(712) 사이의 도킹 이후 정렬을 도시한 사시도이다. 도 7c는, 운반차와 제 1 기능적 액세서리 모듈 각각의 개개의 표면이 다수의 지점(724a, 724b, 724c, 724d)에서 밑에 있는 지지면(S)과 접촉하고 있는 경우의, 도 7b의 도킹된 무인 자동 운반차(712)와 제 1 기능적 액세서리 모듈(714)의 배면도이다. 도 7d는 기어형 휠(720a, 720b)을 포함하는 운반차의 제 1 구동 시스템이 제 1 기능적 액세서리 모듈을 들어올리도록 작동되어, 표면(724a, 724d)을 포함한 제 1 기능적 액세서리 모듈(714)의 표면이 밑에 있는 지지면과 전혀 접촉하지 않게 된 후의, 도 7b의 도킹된 무인 자동 운반차(712)와 제 1 기능적 액세서리 모듈(714)의 배면도이다.
이제 도 8a 내지 도 8c를 참조하면, 도 8a는 제 2 기능적 액세서리 모듈(FAM)(718)과, 도 7d의 도킹된 무인 자동 운반차(712) 및 제 1 또는 보조 기능적 액세서리 모듈(FAM)(714)의 도킹 이전 정렬을 도시한 부분 입면도이며, 이 예시적인 실시예에서 제 2 FAM은 저장 선반(719)을 구비한 다중 레벨 저장 랙으로서 구현된다는 것을 알 수 있을 것이다. FAM(718)의 선반(719)은 도 8a 및 도 8b에 도시된 바와 같은 재고 물품의 컨테이너(C)와 같은 물품 및/또는 도 8c에 도시된 바와 같은 표면(719a) 상에 직접 배치된 개별 박스형 재고 물품을 수용하는 대응하는 저장 표면(719a)을 획정한다. FAM(718)은 또한, 하나 이상의 실시예에 따라 밑에 있는 지지면 상에서 랙을 지지하도록 치수가 정해지고 배열되는 바닥 접촉 표면(724e, 724f)을 획정한다.
도 8b는 기어 휠(720a, 720b)을 포함하는 운반차의 제 1 구동 시스템이 제 1 FAM(714)을 더욱 들어올리며 또한 제 2 FAM(718)을 들어올리도록 작동되어, 제 1 또는 제 2 FAM의 표면이 밑에 있는 지지면(S)과 전혀 접촉하지 않게 된 후의, 도 7d 및 도 8a의 제 1 또는 보조 FAM(714) 및 도킹된 운반차(712)와 제 2 FAM(718)과의 도킹 이후 정렬을 도시한 부분 입면도이다. 도 8c는 도 8b에 도시된 방식으로 제 2 FAM(718)을 들어올리며 다른 장소로 이송한 후의, 도킹된 무인 자동 운반차, 제 1 FAM(714), 및 제 2 FAM(718)의 상대 위치를 도시한 전체 입면도이다.
FAM(718)과 같은 FAM은 FAM(718)과 그 위에 저장된 물품의 총 중량이 400kg 이상에 육박하는, 도 8c에 도시된 바와 같은 무거운 물품 더미를 지지 및 저장하는 데 필요할 수도 있다. 본원의 발명자는 무지향성 구동 요소에 공급되는 추가 접촉력이 무거운 하중의 FAM을 운송하는 운반차의 조종성을 향상시킬 수 있는 것으로 결정하였다. 도 4d 내지 도 4g로 잠시 돌아가서, 운반차(200) 또는 운반차(712)와 같은 본 개시와 일치하는 운반차가 선택적으로 힘 부과 부재(402)를 포함한다는 것을 상기할 수 있을 것이다. 힘 부과 부재(402)는 개개의 힘 부과 부재(402)에 의해 운반차(200 또는 712)의 대응하는 구동 요소에 어떠한 힘도 가해지지 않는 제 1 또는 초기 위치(도 4d)로부터 선택적으로 이동 가능하다. 힘 부과 부재(402)가 부재의 초기 위치로부터 제 2 위치로 작동된다(도 4e). 실시예에서, 힘 부과 부재(402)는 개개의 회전 축선을 중심으로 캐리어(406)의 내부에서 자유롭게 회전 가능한 롤러이다. 도 4e 및 도 4g에 도시된 바와 같이, 개개의 제 2 위치로 이동될 때, 각각의 롤러(402)는 롤러가 위치되는 구동 요소의 표면에 대해 법선 방향 힘을 부과한다. 이 법선 방향 힘이 인가됨으로써 결국, 구동 요소와 밑에 있는 지지면 사이의 마찰 접촉이 증가된다.
도 4e에서 가장 잘 볼 수 있는 바와 같이, 각각의 휠과 밑에 있는 지지면(S) 사이에 간극(gw)을 생성하도록 전방향성 휠 중 하나 이상을 들어올리기에 충분한 힘(FN)이 부과될 수도 있다. 실제로, 간극(gw)이 변동할 것이며, 운반차(200)가 FAM(718)을 운송하는 동안 임의의 주어진 순간에 전방향성 휠 각각에 대해 상이할 것이다. 즉, 도 4e에서의 완벽하게 균형 잡힌 하중을 시사하기에 충분한 전방 및 후방의 전방향성 휠 사이의 동일한 간극(gw)의 외형은 단지 일시적인 상태이다.
운반차(712)가, 특히, FAM(718)과 같이 많거나 무거운 물품을 운반하는 FAM이 재고 관리 과제의 수행에 활용되지 않을 경우, 밑에 있는 지지면과의 마찰 접촉을 향상시키기 위해 힘 부과 부재(402) 또는 유사한 구조물을 포함할 필요가 없다고 해도 과언이 아니다. 예시적인 예로서, 도 1c에 도시된 바와 같은 장치에는 FAM(718)이 완전히 생략될 수도 있다. 그러나, 본 예에서, 운반차(712)는 힘 부과 부재(402)를 포함하며, 제 1 탑재 모터가 구동 요소(752b)와 같은 중앙 구동 요소 중 하나를 독립적으로 회전시키는 데 사용되는 반면, 제 2 탑재 모터는 중앙 구동 요소 중 다른 하나를 독립적으로 회전시키는 데 사용된다. 이러한 실시예에서, 어느 한 방향으로의 선회는 중앙 구동 요소를 양 방향으로 회전시키거나, 더 큰 회전 반경의 경우 동일한 방향이지만 한 번을 다른 한 번보다 더 빠르게 회전함으로써 달성된다. 또한, 휠(754b, 756b)과 같은 일 측면 상의 전방향성 휠이 해당 측면 상의 중앙 구동 요소를 구동시키는 데 사용되는 동일한 탑재 모터(들)에 의해 구동될 수도 있다. 추가의 예로서, 운반차(200)와 관련하여 앞서 설명된 바와 같이, 단일 제 3 탑재 모터가 모든 전방향성 휠을 구동시키는 데 사용될 수도 있다. 전술한 예 및 기타 예 중 어느 하나에서, 이송 기구가 또 다른 탑재 모터에 의해 구동되어, 클러치 기구가 필요하지 않도록 할 수도 있다.
도 9는, 하나 이상의 실시예에 따라, 무인 자동 운반차(712)가 협력하여 재고 관리 과제의 대응하는 하위 집합을 수행하도록 하는 개개의 그룹의 제 1 FAM 모듈(714)과 제 2 FAM 모듈(718)을 포함하며, 또한 무인 자동 운반차(712)가 협력하여 재고 관리 과제의 또 다른 하위 집합을 수행하도록 하는 제 3 FAM 모듈(918)의 그룹을 포함하는 재고 관리 시스템(900)의 요소를 도시한 부분 사시도이다. 구체적으로, 그리고 도 10a 및 도 10b를 참조하여 짧게 설명될 방식으로, 운반차(712)는 FAM(918)의 인접한 쌍의 컬럼(929a, 929b)에 의해 제한되는 과제 완료 구역(Z)의 내부에 진입하며, 들어올리며, 운송하며, 그리고 수직 방향으로 이동하도록 추가로 치수가 정해지고 배열된다.
과제 완료 구역(Z)의 내부에서, 운반차(712)는, 구동 시스템의 작동에 의해, FAM(918)의 가이드 시스템과 협력하며 이에 의해 개별 재고 물품을, 또는 대안으로서 컨테이너, 케이스, 판지 상자, 및/또는 다수의 재고 물품을 지지하는 팔레트를 이송하기 위해 상승하도록 구성 가능하다. 이송 기구, 예를 들어, 운반차(712)의 롤러(711)와 같은 개별 구동 롤러를 작동시킴으로써, 이러한 물품(들)이 피킹 스테이션(PS)을 포함하는 목적지 영역에 인접하게 위치된 다중 레벨 유동 랙 구조물(920)의 저장 영역으로 이송된다. 본 예에서, 그리고 도 10b에 도시된 바와 같이, 가이드 시스템은 컬럼(929a, 929b)의 내측을 향하는 표면에 부착 또는 고정되거나, 그 외 달리 형성되는 트랙 세그먼트(926)를 포함한다.
피킹 스테이션(PS)에 근접한 장소에서, 다가오는 재고 관리 주기에 재고 관리 요청을 이행하기 위해(예를 들어, 하나 이상의 다가오는 피킹 사이클 동안 전자 상거래 또는 우편 주문을 처리하기 위해), 랙 구조물(920)과 같은 하나 이상의 유동 랙 구조물이 수요 예측을 기반으로 요구되거나 요구될 것으로 예상되는 재고 물품을 피킹 스테이션 작업자(들)에게 공급할 수 있다. 이러한 랙 구조물은 도 9 및 도 10a 내지 도 10f에 도시된 바와 같이 동적으로 이동 가능한(및 분리 가능한) FAM(918)에 의해 제공될 수도 있다. 추가적으로 또는 대안으로서, 운반차(712)와 같은 운반차가 이미 존재하는 FAM을 사용하여, 예를 들어, 랙 구조물(920)의 전달 구역으로의 물품의 이송과 같은 할당된 재고 관리 과제를 달성할 수도 있도록 FAM(918)이 랙 구조물(들)(920)에 영구적으로 부착될 수도 있다.
다른 재고 관리 과제에 달리 필요하지 않은 경우 또는 랙 구조물(920)이 고속으로 보충되는 시간 동안, 주어진 시설에 배치된 총 개수의 운반차(712)의 하위 집합이 대응하는 FAM(918)의 과제 활동 구역(Z) 중 하나 이상에 사용하기 위해 예약될 수도 있다. 이러한 시간 동안 랙 구조물(920)의 저장 구역으로의 물품 보충은 도착 운반차(718)의 이송 기구(예를 들어, 롤러(711))를 작동시켜 물품을 도착 운반차로부터 FAM(918)의 과제 활동 구역 내부에 이미 배치된 운반차(718)로 이동시킴으로써 달성될 수도 있다. 도착 운반차와 "로컬" 이송 운반차 사이의 이동 조정은 운반차 간의 피어-투-피어(peer-to-peer) 통신을 통해 달성될 수도 있거나, 중앙 제어부에 의해 지시될 수도 있다.
본 개시와 일치하는 방식으로 구성된 운반차 및 FAM은 다양한 유동 랙 구조물(920)과 함께 사용될 수도 있다. 일부 유동 랙 구조물이 중력에 의해서만 지원되는 무동력 롤러를 사용하여 단일 공급 방향으로 피킹 스테이션(PS)으로 물품을 공급할 수도 있다. 대안으로서, 그리고 도 9에 도시된 바와 같이, 랙 구조물(920)은 물품을 피킹 스테이션(PS)을 향해 또는 피킹 스테이션(PS)으로부터 멀리 전진시키기 위해 평행한 벨트(932) 또는 다른 운반 요소(들)로 이루어진 양방향 네트워크를 활용할 수도 있다. 이러한 실시예에서, 운반차(718) 중 하나에 의해 피킹 스테이션으로 이송된 물품을 공급하기 위해서는 운반차로부터 멀리 피킹 스테이션(들)을 향하는 제 1 방향으로 벨트(932) 중 하나 이상을 구동시켜야 한다.
반대로, 랙 구조물(920)로부터 물품을 제거하기 위해서는 앞서 언급한 운반차 대 랙 구조물 프로세스를 역순으로 수행하여야 한다. 이러한 역순으로의 수행은, 예를 들어, 새로운 물품 피킹 사이클을 위한 준비로서 상이한 하위 집합의 물품이 랙 구조물(920)에 저장될 경우 보장될 수도 있다. 추가적으로 또는 대안으로서, 벨트(920)의 표면에 현재 저장된 물품은 이전과 동일한 피킹 용량에서 현재 및 다가오는 피킹 사이클 동안 더 이상 필요하지 않을 수도 있다. 이와 관련하여, 도 9의 유동 랙 구조물(920)의 배치에 의해 예시된 바와 같은 빠르게 이동하는 재고 물품을 위해 예약된 영역과 느리게 이동하는 재고 물품에 더 적합한 원거리 영역 사이에 물품을 재할당하는 것이 피커당 허용 가능한 낮은 평균 이동 시간을 유지하기 위해 유리할 수도 있다. 예를 들어, 피크 시간이 아닌 시간에, 원거리 저장 영역으로부터의 피킹을 위해 물품을 회수하는 데 사용할 수 있는 에이전트가 더 적은 경우, 운반차(718)를 통해 느리게 이동하는 일부 물품을 랙 구조물(920)로 일시적으로 가져옴으로써 더 큰 효율이 달성될 수 있다. 이러한 작용을 통해 에이전트가 하나 이상의 피크 시간이 아닌 재고 관리 주기 동안 이러한 물품에 접근할 수 있게 된다. 예를 들어, 더 많은 픽 앤 플레이스 에이전트(pick and place agent)를 사용할 수 있는 후속 주기를 준비하기 위해, 느리게 이동하는 물품이 원거리 저장 영역으로 다시 이동된다.
하나 이상의 실시예에서, 운반차(718)는 운반차로부터 랙 구조물(920)의 목표 영역으로 이송되고 있는 물품을 정렬하도록 운반차의 이송 기구와 협력하여 작동되는 배출 보조 장치(도시하지 않음)를 포함한다. 운반차(718) 중 하나로부터 유동 랙 구조물(920)의 특정 하위 집합의 벨트(932)로 물품을 이송하기 위해, 운반차의 제어부는 운반차의 이송 기구가 하위 집합의 벨트(932)를 향해 해당 물품을 전진시켜, 이에 의해 필요한 정렬을 확립하고 유지하는 방향을 횡단하는 방향으로 이송될 물품을 압박하도록 배출 보조 장치를 작동시키도록 구성된다. 예시적인 일 예로서, 배출 보조 장치는 롤러(711)의 최상부 표면에 의해 획정된 지지 평면 위로 운반차(718)의 2 개의 측벽 중 하나로부터 돌출하도록 치수가 정해지고 배열된 푸셔 바(도시하지 않음)를 포함한다.
본 개시와 일치하는 운반차 및 FAM을 활용하는 동적 재고 할당의 확장으로서, 그리고 계속해서 도 9를 참조하면, 다른 재고 물품이 피킹 스테이션에 가장 가까운 718a로 표시된 FAM(718)의 제 1 하위 집합의 선반에 저장될 수도 있음을 이해할 것이다. FAM(718a) 및/또는 유동 랙 구조물(920)에 저장된 것보다 덜 자주 필요하지만 현재 또는 다가오는 재고 관리 사이클 중 어느 시점에서 접근이 필요하게 될 물품은 피킹 스테이션(PS)으로부터 다소 멀리 떨어져 있는 718b로 표시된 FAM(718)의 제 2 하위 집합에 저장될 수도 있다. 현재 또는 다가오는 재고 관리 사이클 동안 필요하지 않은 물품의 저장에 사용되는 FAM(718)의 또 다른 하위 집합(도시하지 않음)이 FAM 하위 집합(918a, 918b)보다 훨씬 더 멀리 위치할 수도 있다.
또한 도 9에는 그 내용물이 제거되어 아웃피드(outfeed) 컨베이어(922, 924)에 의해 각각 이동되고 있는 배송 판지 상자(C2) 중 하나로 이송된 후의, 피킹 스테이션 조작자를 막 지나온 컨테이너(C1)를 운반하는 추가의 운반차(712)가 도시되어 있다. 일부 실시예에서, 판지 상자(C1)가 작업자 앞에 있는 작업 표면(WS) 아래의 위치로 조작된 후 운반차(712)에 의해 들어올려진다. 이를 위해, 정렬되고 내측을 향하는 트랙 세그먼트(도시하지 않음)가 제공되어 운반차가 진입하여 판지 상자(C1)를 작업자의 앞에 도시된 위치로 보내는 제 1 방향으로 기어 휠의 회전에 의해 상방으로 이동된다. 판지 상자(C1)로부터 원하는 수량의 물품(들)이 제거되고 나면, 운반차의 기어 휠이 반대 방향으로 작동되어, 운반차에 할당된 다음 일정의 재고 관리 과제에 배치될 수 있도록 운반차가 하강된다.
본 개시의 실시예에 따라 구성된 운반차 및 FAM을 사용하면 다양한 복수의 재고 저장 양식 및 그 안의 재고가 각각의 재고 관리 윈도우의 과정에서 동적으로 채용되며 재배치되는 것이 가능하다고 해도 과언이 아니다. 이것은 윈도우가 전체 재고 관리 사이클(피킹 및 보충 작업을 포함하여 하루 6시간 내지 24시간 전체일 수도 있음)에 걸쳐 연장되는지 여부에 관계없이, 또는 특정 재고 물품 및 이를 처리할 인력 자원의 가용성의 두 가지 수요의 변동을 더 잘 일치시키기 위해 윈도우가 다수의 주기로 세분화되어 있는지 여부에 관계없이 사실이다. 또한, 동일한 운반차가 물품을 회수하여 고정적으로 배치된 저장 영역으로 반환할 수도 있어, 재고 관리 사이클 과정에서 창고 시설의 효율성이 더욱 향상된다.
도 10a 및 도 10b는 일부 실시예에 따라, 도 10a 및 도 10b의 예시적인 실시예에서 기어 휠(720a, 720b)을 포함하는 제 1 구동 시스템의 자동 이전의, 무인 자동 운반차(712)와 FAM(918) 중 하나 사이의 도킹된 정렬을 도시한 입면도이다. FAM(918)을, 예를 들어, 도 9에 도시되며 도 10b에서 가장 잘 볼 수 있는 바와 같은 유동 랙 구조물과의 등록 위치에 유지하기 위해, FAM(918)의 하나 이상의 실시예는 각각 전체적으로 927a 및 927b로 표시된 상부 및 하부 도킹 클립을 포함한다. FAM(918)이 랙 구조물과 정렬된 경우, FAM이 운반차(712)에 의해 제 위치로 하강되며, 이에 의해 도킹 클립이 유동 랙 구조물에 고정되거나 달리 형성된 대응하는 클립과 결합된다.
도 10c는 FAM(918)의 가이드 시스템의 대응하는 부분과 제 1 구동 시스템의 기어 휠(720b)과 같은 회전 요소의 대향하는 정렬이 도시되어 있는, 도 10a의 관점에서 취한 확대 부분 입면도이다. 본 경우에, 기능적 액세서리 모듈(918)의 가이드 시스템은 트랙(926)과 같은 내측을 향하는 트랙을 포함한다. 운반차(712)가 FAM(918)의 수직 컬럼(929) 사이에 획정된 내부 공간에 진입하고 나면, 구동 시스템 휠이 본 예에서 기어 휠(720a, 720b)과 결합하는 내측을 향하는 쌍을 이룬 트랙(926)을 포함하는 FAM(918)의 가이드 시스템과 결합하는 방식으로 운반차의 기어 휠이 회전된다. 일 방향으로 회전되면, FAM(918)이 밑에 있는 지지면 위로 들어올려지며, FAM이 운반차(712)에 의해 운송될 수 있다. 일단 정렬 위치에 있으면, 운반차(712)의 기어 휠이 반대 방향으로 회전되어 FAM(918)을 밑에 있는 지지면 위로 다시 하강시킨다. 이 과정에서 전술한 도킹 클립(927a, 927b)이 결합된다. 운송을 위한 운반차(712)에 의한 FAM(918)의 상승이 도 10c 내지 도 10e에 도시되어 있다.
도 10a 및 도 10b를 참조하여 이해될 바와 같이, 운반차(712)와 같은 본 개시와 일치하는 운반차가 FAM(918)과 같은 FAM과 정렬되어 FAM에 진입하는 절차가, FAM(918)이 이미 목적지 영역으로의 물품 운송에 결합되어 있는지 여부에 관계없이, 수행될 수 있다. 실제로, 본 개시와 일치하는 일부 실시예의 유리한 특징으로서, 각각의 운반차가, 액세서리 모듈을 사용하지 않고, 제 1 작동 모드에 따라, 도 1c에 도시된 바와 같은 이러한 수직 저장 영역 어레이의 저장 영역(110)으로부터의 물품(C)의 회수, 일 저장 영역(110)으로부터 상이한 저장 영역(110)으로의 물품(C)의 이송, 피킹 스테이션으로의 컨테이너(C)와 같은 물품의 전달, 또는 이들의 임의의 조합과 같은, 할당된 재고 관리 과제의 일부 또는 전부를 완료하도록 구성된다. 도 9 및 10a 내지 도 12에 도시된 바와 같은 실시예에서, 동일한 운반차가 또한, 제 2 작동 모드에 따라 하나 이상의 추가의 재고 관리 과제를 완료하기 위해 단일 또는 다중 FAM을 획득하고 활용함으로써 다른 과제를 완료하도록 구성된다. 도 10c 내지 도 10e는, 예를 들어, 제 2 작동 모드에 따라 FAM(918)에 진입하며, 컨테이너를 운반하는 동안 FAM(918)을 들어올리며, FAM(918)을 상이한 장소로 수평 방향으로 변위시키며, 그 상이한 장소에서 FAM을 하강시키도록 구성된 운반차(712)를 예시한다. 도 10f에 도시된 바와 같이, 운반차(712)는 재고 관리 과제를 촉진하기 위해 FAM(918)의 내부에서 상승하도록 추가로 구성된다.
도 10d는 하나 이상의 실시예에 따라, 도 10d에 도시된 방식으로 표면 위로 FAM 모듈(918)을 들어올리는 역할을 하는 기능적 액세서리 모듈(918)의 가이드 시스템의 대응하는 대향하는 트랙 부분(926)과 운반차(712)의 제 1 구동 시스템의 기어 휠(720a, 720b)과 같은 개개의 회전 구동 요소의 제 1 방향으로의 작동 후의, 도 10a 및 도 10c와 동일한 관점에서 취한 부분 확대 입면도이다. 도 10e는 하나 이상의 실시예에 따라, 기능적 액세서리 모듈을 들어올리기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분과 제 1 구동 시스템의 회전 요소가 제 1 방향으로 작동된 후의, 도 10b와 동일한 관점에서 취한 입면도이다. 도 10f는 하나 이상의 실시예에 따라, 밑에 있는 지지면 상에 기능적 액세서리 모듈을 설정한 후, 도시된 바와 같이, 기능적 액세서리 모듈(918)의 내부에서 운반차(712)를 상승시키기 위해 기능적 액세서리 모듈의 가이드 시스템의 대응하는 대향하는 부분(926)과 운반차의 제 1 구동 시스템의 개개의 회전 요소가 제 2 방향으로 작동된 후의, 도 10b 및 도 10e와 동일한 관점에서 취한 입면도이다.
도 11a는 예시적인 실시예에 따라, 재고 관리 시스템(1100)에서 빠르게 이동하는 상품(도시하지 않음)과 같은 물품을 공급하도록 치수가 정해지고 배열된 유동 랙 구조물(1120)과, 도 10a 내지 도 10f에 도시된 예시적인 FAM(918)과 같은 기능적 액세서리 모듈의 배치를 도시한 후방 사시도이다. 도 10a 내지 도 10f를 참조하여 상기할 수 있는 바와 같이, FAM(918)과 같은 동적으로 배치 가능한 FAM은 각각 전체적으로 927a 및 927b로 표시된 상부 및 하부 도킹 클립과 같은 하나 이상의 도킹 또는 유지 클립을 포함할 수도 있다. 도 11b는 하나 이상의 실시예에 따라, 유동 랙 구조물(1120)과 기능적 액세서리 모듈(918)의 도킹 직전의, 도 11b의 예시적인 실시예의 측면도이다. 본 예에서, 유동 랙 구조물(1120)은 전체적으로 1027a 및 1027b로 표시된 대응하는 한 쌍의 상부 및 하부 도킹 클립을 포함하며, 클립(927a, 927b)의 일부를 수용 및 유지하도록 치수가 정해지고 배열된다.
상부 및 하부 도킹 클립의 개개의 쌍이 연동하여 정렬되도록 하기 위해, 운반차(712)의 제 1 및/또는 제 2 구동 시스템(들)이 수평 화살표 방향으로 FAM(918)을 이동시키도록 작동된다. 2 개의 구조물이 도 11a에 도시된 바와 같이 서로 가까울 때, 운반차(712)의 기어 휠이 FAM(918)을 들어올리는 데 필요한 방향과는 반대 방향으로 구동되며, 그 동안 FAM(918)은 수직 화살표 방향으로 이동한다. 이 회전은 FAM(918)의 표면이 밑에 있는 지지면에 의해 지지될 때까지 계속된다. 그 결과 달성되는 상보적인 도킹 클립 쌍 사이의 연동 작용에 의해 도 11a에 도시된 위치에서 유동 랙 구조물(720)에 대해 FAM(918)이 고정된다. 본 개시의 정신 및 범위를 벗어나지 않고 FAM(918)과 랙 구조물(1120)을 해제 가능하게 연동시키기 위해 다른 기구가 채용될 수도 있음을 염두에 두어야 한다.
일부 실시예에서, 그리고 앞에 언급된 바와 같이, FAM(918)의 기능을 수행하는 구조물이, 결합/해제 및 분리가 운반차(712)의 조정된 이동에 의해 수행되지 않는 방식으로, 랙 구조믈(1120)의 일부로서 일체로 형성되거나, 체결구, 클램프 등을 사용하여 랙 구조물(1120)에 부착될 수도 있다. 이러한 임의의 랙 구조물은 운반차(712)와 같은 운반차가 진입하며, 상승하며, 저장 표면과 정렬되며, 랙 구조물의 표면과 운반차의 이송 플랫폼 사이의 물품 교환을 수행할 수 있는 과제 활동 구역을 획정하기 위해서만 필요하다고 해도 과언이 아니다.
어쨌든, 이제 도 6c로 돌아가면, 유동 랙 구조물(1120)과 FAM(918)의 도킹 및 과제 활동 구역(Z) 내부에서의 운반차(712)의 상승 후의, 도 11a 및 도 11b의 예시적인 실시예의 측면도가 도시되어 있다. 도시된 바와 같이, 예시적인 랙 구조물은 각각 전체적으로 1102, 1104, 또는 1106으로 표시된 3층 저장 장소를 포함한다. 운반차(712)는 최상부 저장 층(1106)과 정렬된 FAM(918)의 작업 활동 구역(Z) 내부의 수직 고도에 도달하였으며 운반차 이송 기구의 롤러(711)가 이미 활성화되어 컨테이너(C)를 랙 구조물(1120)의 목표 표면으로 전진시킨 것으로 도시되어 있다.
본 개시와 일치하는 일부 실시예에서, 예를 들어, 도 2a 내지 도 2i에 도시된 운반차(200)에 활용된 클러치 기구가 생략될 수도 있다. 이러한 일 실시예에서, 제 1 탑재 모터는 구동 요소(752b)와 같은 중앙 구동 요소 중 하나를 독립적으로 회전시키는 데 사용되는 반면, 제 2 탑재 모터는 중앙 구동 요소 중 다른 하나를 독립적으로 회전시키는 데 사용된다. 이러한 일 실시예에서, 어느 한 방향으로의 선회는 중앙 구동 요소를 양 방향으로 회전시키거나, 더 큰 회전 반경의 경우 둘 다 동일한 방향이지만 한 번을 다른 한 번보다 더 빠르게 회전함으로써 달성된다. 또한, 휠(754b, 756b)과 같은 일 측면 상의 전방향성 휠이 해당 측면 상의 중앙 구동 요소를 구동시키는 데 사용되는 동일한 탑재 모터(들)에 의해 구동될 수도 있다. 추가의 예로서, 운반차(200)와 관련하여 앞서 설명된 바와 같이, 단일 제 3 탑재 모터가 모든 전방향성 휠을 구동시키는 데 사용될 수도 있다. 전술한 예 및 기타 예 중 어느 하나에서, 이송 기구가 또 다른 탑재 모터에 의해 구동되어, 클러치 기구가 필요하지 않을 수도 있다.
재고 관리 시스템(1100)의 하나 이상의 다른 실시예에서, 운반차(200)에는 클러치 기구 장착형 제 2 구동 시스템(도 3a 내지 도 4c) 및 운반차(200)의 이송 기구(도 2d 내지 도 2i)용 특징부가 통합될 수도 있다. 이러한 실시예에서, 운반차(712)의 탑재 모터(도시하지 않음)가 작동되어 운반차(712)가 활동 구역(Z) 내부에서 상승하게 된다. 본 예에서, 운반차(712)의 기어 휠이 트랙(926)의 치형부에 대해 회전한다. 결과적으로, 휠(754b)과 같은 전방의 전방향성 휠과 휠(756b)과 같은 후방의 전방향성 휠이 밑에 있는 지지면 상의 그 개개의 지지 위치를 떠난다. 또한, 선회 가능한 캐리어(도시하지 않음)가 제 2 구동 요소(제 2 구동 요소(752b)만이 도시됨)를 떨어뜨리며, 동시에, 하나 이상의 클러치 기구(들)(도시하지 않음)가 결합된다. 클러치 기구(들)의 결합에 의해 결국, 스프로킷(717b)의 회전이 가능해진다. 하나 이상의 추가의 모터가 회전함으로써 무한 캐리어(714b)가 구동되며, 이송 기구가 저장 구조물(1120)의 표면(1106) 상으로 컨테이너(C)를 전진시키게 된다.
도 11c를 계속 참조하면, 저장 층의 피치각이 충분하면, 컨테이너(C)가, 예를 들어, 수동 롤러 또는 슈트(chute) 구성에서 중력의 작용에 의해서만 전진하는 것이 가능할 수도 있다는 것에 주목하여야 한다. 그러나, 도 11d 내지 도 11g에 의해 예시된 실시예에서, 재고 관리 시스템(1100)의 다중 레벨 랙 구조물(들)(1120)은 각각의 레벨에 배출 보조 장치를 포함한다. 일부 실시예에서, 그리고 도 9와 연관하여 이미 설명된 바와 같이, 배출 보조 장치는 복수의 평행한 벨트(1128) 및 선택적으로, 운반차(712)와 같은 운반차에 의해 저장된 재고 물품을 피커(들)에 가장 가까운 단부를 향해 전진시키기 위한 타이밍을 결정하기 위한 센서를 포함한다.
도 11d는 하나 이상의 실시예에 따라, 도 11c에 도시된 위치로의 기능적 액세서리 모듈(918) 내부에서의 운반차(712)의 상승을 도시한, 도 11a 내지 도 11c의 예시적인 실시예의 전방 사시도이다. 도 11e는 기능적 액세서리 모듈(918)의 과제 활동 구역 내부에서의 운반차(712)의 상승을 도시한, 도 11a 내지 도 11d의 실시예와 일치하는 재고 관리 시스템(1100)의 평면도이다. 도 11f는 하나 이상의 실시예에 따라, 컨테이너(C1)를 상승된 운반차(712)의 운송 플랫폼으로부터 랙 구조물(1120)의 목표 표면(1106f)으로 이송한 후의, 도 11a 내지 도 11e의 예시적인 실시예의 부분 확대 평면도이다.
예시적인 예로서, 재고 관리 시스템(1100)은 전자 상거래 용례에 따라 주문 처리 시설에 배치된다. 운반차(712)는 복수의 개별 재고 물품을 수용할 수도 있는 컨테이너(C1, C2)와 같은 컨테이너를 공급한다. 이 예에서, 시설의 창고 관리 시스템(WMS)은 전체적으로 Is1, IS2, Is3, Is4, IS5 및 Is6으로 표시된 재고 물품의 하위 집합이 랙 구조물(1120)에 계속 배치되는 것을 정당화할만큼 현재 또는 다가오는 재고 관리 주기 동안 충분한 양이 필요할 것으로 결정하였다. 실시예에서, 전자 상거래 작업의 일부로서 물품이 배송을 위해 포장될 수 있도록 운반차 및 FAM(918)과 같은 FAM을 활용하는 재고 물품의 동적 배치가 물품을 회수하는 데 필요한 시간을 감소시킨다. 예시적인 예로서, 인간 작업자가 랙 구조물(1120)에 근접한 물품 이송 구역(A)과 포장 스테이션 사이에서 이동하면서 물품 이송 영역(B)에서 작동하는 운반차(712)로부터 물품을 분리한다.
도 11e 및 도 11f를 참조하면, 운반차(712)가 FAM(918a)의 과제 관리 구역 내에서 상승을 중단하였으며, 또한 도 11c 및 도 11d의 도면 부호 1106으로 집합적으로 식별되는, 전체적으로 1106a 내지 1106g로 표시된 복수의 3층 장소와 연관된 이송 위치에서 정지한 것으로 보일 것이다.
하위 집합(Is1 내지 Is5)과 같은 물품의 적어도 일부 하위 집합뿐만 아니라 컨테이너(C1) 및 저장 영역(1100g)의 이들 컨테이너의 내용물은, 시설에 의해 유동 랙 구조물(1120)로 처리되는 다른 물품과 비교하여 현재 또는 다가오는 재고 관리 주기 동안, 계속 충분한 양이 필요할 수도 있다. 본 예에서, WMS는 랙 구조믈(1120)에 저장된 다른 물품(예를 들어, 현재 재고 관리 주기의 이전 단계 동안(및/또는 이전 주기 동안) 회수를 위해 컨테이너(C2)에서 장소(1106f)에 저장된 물품)이 더 이상 랙 구조물(1120)에 동일한 수량으로 존재할만큼 또는 전혀 존재하기에 더 이상 충분한 우선 순위를 갖지 않는다고 결정하였다. 본 개시와 일치하는 실시예에서, 동일한 운반차(712) 및 FAM(918a) 또는 상이한 운반차-FAM 쌍이 컨테이너(C2)를 상이한 컨테이너로 교체하는 데 사용될 수도 있다. 이러한 교체 작동의 예시적인 시퀀스가 도 11g 내지 도 11i를 참조하여 설명될 것이다.
도 11g는 랙 구조물(1120)의 저장 장소(1106f)와의 연동 정렬 위치에 임시 배치된 FAM(918a)을 도시한, 도 11a 내지 도 11f의 예시적인 실시예를 도시한 평면도이다. 이 위치에 있는 동안, 운반차(712a)가 전술한 바와 같은 방식으로 FAM(918a)의 과제 활동 구역 내부에서 상승되어 컨테이너(C2)를 회수한 다음, 운반차(712a)가 밑에 있는 표면으로 복귀한다. 기어 휠의 추가 작동에 의해 밑에 있는 지지면으로부터 FAM(918a)이 들어올려지며, 운반차(712a)가 FAM(918a)을 도 11g에 도시된 실선 위치로 이전한다. 도 g의 예시적인 실시예에서, 운반차(712a)의 이동뿐만 아니라 도 11g에 도시된 운반차(712b 내지 712d)의 이동이 각각의 운반차(도시하지 않음)의 하나 이상의 영상화 센서(예를 들어, 카메라)에 의해 감지되는 1132로 표시된 기준 표식 격자에 의해 안내된다. 그러나, 다른 위치 추적 시스템 및 기술이 본 개시의 정신 및 범위를 벗어나지 않고 활용될 수도 있다는 것을 이해하여야 한다.
하나 이상의 실시예에서, 운반차(712)는 주기적으로 충전되어야 하는 커패시터를 활용한다. 일부 실시예에서는, 운반차가 랙 구조물(1120)로부터 멀리 떨어진 충전 스테이션으로 복귀하는 반면, 다른 실시예에서는 운반차(712a)가 FAM(918a)의 과제 활동 구역을 나갈 필요가 없도록 트랙 구조물에 근접한 위치에 전기 충전 포트(도시하지 않음)가 존재한다. 도 11h 및 도 11i는 전술한 운반차(712a)로부터 운반차(712b)로의 물품(C2)의 이송 후의, 재고 관리 시스템(1100)의 랙 구조물(1120)의 배면도이다. 본 예에서, 운반차(712a, 712b)는 각각, 추가 재고 관리 과제(들)의 할당 이전에 전력 복원을 위해 충전 스테이션으로 복귀하였다. 이와 같이, 도 11h는 운반차(712c)가 FAM(918a)에 진입한 것을 나타내는 반면, 도 11i에는 운반차(712c)가 FAM(918a)의 과제 관리 구역 내부에 상승된 물품(C3)을 갖는 것으로 도시되어 있으며, 그 결과 저장 영역(1106e)(도 11g)으로의 물품(C3)의 이송이 운반차(712c)의 이송 기구의 작동에 의해 완료된다.
도 12는 하나 이상의 실시예에 따라, 도 1c에 도시된 시스템의 일부를 형성할 수도 있으며, 자율 주행 운반차(1212)를 활용하여 재고 물품의 컨테이너(1202)를 피킹 영역과 전체적으로 1220으로 표시된 저장 장소의 수직 어레이 사이에서 전후로 이송하는 재고 관리 시스템(1200)의 일부를 도시한 부분 사시도이다. 본 예에서, 자재 취급 시스템은 도 9에 도시된 시스템(900)의 모든 요소를 포함하지만, 자동 저장 및 회수 시스템(AS/RS)의 요소로서 운반차(1212) 및 저장 장소(1120)의 어레이를 추가로 활용한다. 동적으로 배치 가능한 FAM 구조물(718a, 718b)이 저장 장소(1220)의 수직 어레이를 획정하는 구조물과 함께 활용될 수도 있도록, 운반차(1212)가 이전의 운반차(200, 712)와 동일한 방식으로 구성될 수도 있다. 그러나, 예를 들어, 유동 랙 구조물(1120) 및 저장 장소(1220)에 의존하는 실시예의 경우와 같이 이러한 호환성이 필요하지 않은 경우, 무거운 하중 하에서 조정성을 유지하도록 지시되는 운반차의 이들 특징부가 포함될 필요가 없다는 것을 유념하여야 한다.
여하튼, 그리고 이제 도 13a 내지 도 13e로 돌아가서, 도 12의 장소(1220)와 같은 저장 장소 어레이의 내부에서의 물품의 저장 및 회수를 위한 프로세스가 이제 상세히 설명될 것이다. 먼저 도 13a로 돌아가면, 랙 구조물(1300)의 내부에서 또는 그 주위에서 작동되는 복수의 무인 자동 운반차(1212a 내지 1212e)를 도시한 정면도가 도시되어 있다. 전술한 실시예에서와 같이, 운반차는 다양한 물품 보충 및/또는 물품 회수 과제를 수행하며, 이 예에서, 이러한 과제 중 일부는 저장 장소(1315a, 1315b, 1315c, 1315d)로부터 컨테이너(또는 토트)를 회수하거나 저장 장소로 컨테이너를 반환하는 것을 포함한다.
도 13a 및 도 13b에서 볼 수 있는 바와 같이, 운반차(1212b, 1212d)는 저장 장소 바로 아래의 영역(Z1, Z2) 내부에서 조작됨에 따라 밑에 있는 지지면에 의해 지지되는 것으로 도시되어 있다. 실시예에서, 영역(Z1, Z2)은 운반차가 랙 구조물(1300) 내외로 편리하게 이동하는 것을 허용하는 조작 구역이다. 예를 들어, 도 13a에서, 운반차(1212a)가 구조물(1300)에 진입하며 저장 장소의 제 1 수직 어레이의 지지면(1322) 아래를 통과하고 있는 것으로 보여진다. 이 예에서, 지지면(1320, 1322)은 복수의 수직 지지 컬럼(이중 지지 컬럼(1304a, 1306a, 1308a, 1310a)이 도 13a에 도시됨)에 의해 지지되는 선반 채널에 의해 획정된다. 운반차(1212b)는 조작 구역(Z1)의 밑에 있는 실질적으로 수평인 지지면 상에서 계속 이동하기 위해 90도 내지 270도 선회를 실행한 것으로 도시되어 있다. 반면에, 운반차(1212c)는 상승할 컬럼에 진입하였다. 실시예에서, 운반차(1212c)는 운반차(1212c)가 차지한 구동 컬럼 후방의 구동 컬럼의 내부에서 이미 상승한 것으로 도시된 운반차(1212e)와 동일한 방식으로 상승한다. 보다 구체적으로, 각각의 운반차(1212a, 1212e)는 이전 실시예에서와 같이 4 개의 지지 컬럼을 따라 형성된 내측을 향하는 트랙 세그먼트에 의해 획정된 상보적인 치형부와 결합하기 위한 치형부를 구비한 기어 휠을 포함할 수도 있는 구동 시스템의 작동에 의해 개개의 구동 컬럼의 내부에서 이동한다. 운반차(1212d)는, 예를 들어, 구조물(1300) 외부의 일 장소로부터 구역(Z2)에 진입했거나 이제 나갈 준비가 된 상태로, 구역(Z2)의 밑에 있는 지지면을 따라 이동하는 것으로 도시되어 있다.
도 13b는 하나 이상의 실시예에 따라, 예를 들어, 도 12의 재고 관리 시스템(1200)의 일부로서, 다양한 물품 보충 및/또는 물품 회수 과제를 수행하도록 작동하는 복수의 운반차, 토트(Ta, Tb, Tc, Td)를 포함하는 다수의 컨테이너 또는 토트가 내부에 채워진 랙 구조물(1300)을 도시한 측면도이다. 여기서 다시, 토트(1212a)는 조작 구역(Z1)을 통해 D1으로 표시된 가장 좌측의 구동 컬럼에 진입한 것으로 도시되어 있다. 이와 관련하여, 그리고 이제 도 13c를 참조하면, 구조물(1300)이 사이에 간극(gG)을 획정하는 레일(R1, R2)과 같은 평행한 가이드 레일의 어레이를 포함할 수도 있다는 것을 알 수 있을 것이다. 간극은 운반차 간의 손상 및 랙 구조물의 손상 없이 운반차의 출입 및 재배향을 가능하게 하기 위해 운반차 상에 대응하는 정렬 구조물을 수용하도록 치수가 정해지고 배열된다. 이러한 구조물은 운반차(200)와 관련하여 이미 설명되었으며, 이러한 세부 사항은 설명의 명확성과 용이함을 위해 본원에서는 생략된다. 이러한 구조물이 운반차에 존재하는 한, 운반차를 안내하기 위해 하나 이상의 간극을 포함하는 추가의 정렬 구조가 포함될 수도 있다고 말해도 과언이 아니다. 예를 들어, 도 13c에 도시된 바와 같이, 제 2 바닥 장착형 정렬 시스템(1350)은 교차 패턴의 간극을 갖는 원형의 판형 부재를 포함한다. 이 예에서, 운반차(1212b)는 정렬 시스템(1250)을 사용하여, 예를 들어, 구역(Z2) 내에서 이동하기 위해 우측 선회를 준비하는 것과 같이 스스로 각도상으로 재배향되는 것으로 볼 수 있다.
또 다른 예시적인 정렬 구조로서, 본 개시와 일치하는 실시예는 간극(gG)에 의해 분리된 한 쌍의 플레이트 부재로 구성된 제 3 바닥 장착형 정렬 시스템(1340)을 포함할 수도 있다. 이 예에서, 정렬 시스템(1340)에 의해 획정된 간극은 운반차가 구조물의 전체 폭을 구역(Z1)으로부터 구역(Z2)으로 빠르고 쉽게 횡단하는 것을 허용하지만, 구동 컬럼(D1 내지 D6)의 내부에서의 각도상 배향은 방지되도록 정렬 시스템(1350)에 의해 획정된 간극과 배향된다.
위에 언급된 바와 같이, 운반차가 저장 장소 아래의 다양한 장소에 출입하여, 피킹 및/또는 보충 스테이션의 설치에 있어 유연성을 허용할 수도 있는 방식으로 구조물(1300)이 치수가 정해지고 배열된다. 특히 도 13d 및 도 13e를 참조하면, 랙 구조물(1300)은 도 13a의 지지 컬럼(1304, 1306a, 1308a, 1310a)과 같은 저장 장소를 지지하는 지지 컬럼에 대해 전체적으로 1370으로 표시된 감소된 단면의 지지 섹션의 네트워크를 채용할 수도 있다. 일부 실시예에서, 감소된 단면의 지지부(1370)는 체결구, 용접 등에 의해 원하는 장소에 신축적으로 수용 및 고정된다.
하나 이상의 실시예에서, 운반차에 손상을 입히지 않고 철회 가능한 가이드 휠이 생략될 수도 있다. 특히 도 13e를 참조하면, 랙 구조물(1320)의 가이드 시스템(1380)이 전체적으로 1380a로 표시된 특별히 윤곽이 형성된(허용 오차 완화용) 전이 구역을 포함한다는 것이 관찰될 것이다. 전이 구역(1380a)을 포함하는 가이드 시스템(1380)은 지지부(1370)의 양 측면에 장착되지만, 나머지 두 측면에는 장착되지 않는다. 전이 구역 내에서 트랙의 치형부 사이에 간극이 형성되어, 운반차 기어 휠의 치형부가 손상 없이 자유롭게 통과할 수 있다. 이 가이드 시스템 장치는 운반차가 먼저 가이드 휠(1320a, 1320b) 사이의 간격을 감소시켜야 할 필요 없이 구동 컬럼으로 직접 구동하는 것을 가능하게 하지만, 또한 도 13b에 가장 잘 도시된 바와 같이 운반차가 바로 인접한 컬럼 내에서 위아래로 이동하는 것을 가능하게 한다.
도 14a는 도면 부호 1450으로 전체적으로 표시된 제어부에 의한 복수의 운반차 간의 FAM 지원 재고 관리 과제의 할당을 도시한 개략적인 블록도이다. 제어부(1450)는 복수의 무인 자동 운반차를 하나 이상의 운반차의 개개의 그룹으로 체계화한다. 1402-1 내지 1402-n으로 표시된 운반차 그룹 중 제 1 그룹은 FAM과 연계되어 있지 않다. 도 1a 내지 도 1c, 도 9 및 도 12를 참조하여 상기될 바와 같이, 모든 과제가 FAM의 사용을 필요로 하는 것은 아니다. 또한, FAM 연계를 종료한 후, 운반차가 충전 스테이션으로 복귀할 수도 있으며, 이 시간 동안에는 제어부(1450)로부터 재고 관리 과제 할당을 수신할 자격이 없다. 전체적으로 1404-1 내지 1404-n으로 표시된 운반차 그룹 중 제 2 그룹은 FAM의 제 1 카테고리 또는 그룹 및 FAM의 제 2 카테고리 또는 그룹으로부터 선택된 FAM과 연계될 수도 있다. 예를 들어, FAM 카테고리 1은 전술한 FAM(714)과 같은 보조 어댑터를 포함할 수도 있는 반면, FAM 카테고리 2는 718로 표시된 변위 가능한 랙 FAM을 포함할 수도 있다. 전체적으로 1406-1 내지 1406-n으로 표시된 운반차 그룹 중 제 3 그룹은 보조 FAM(614)뿐만 아니라 FAM(618)을 운송하는 통을 포함할 수도 있다. 1408-1 내지 1408-2로 표시된 운반차 그룹 중 제 4 그룹은 도 9에 도시된 바와 같이 유동 랙 모듈로의(및 선택적으로는 유동 랙 모듈로부터의) 재고를 할당하는 데 사용된 FAM(918)을 포함할 수도 있다. 마지막으로, 제어부(1450)는 또한, 현재 할당되지 않은 임의의 FAM의 장소를 추적한다.
도 14b는 하나 이상의 실시예에 따른 복수의 무인 자동 운반차(1412-1 내지 1412-n)의 하위 시스템을 도시한 블록도이다. 운반차(1412-1)와 같은 각각의 운반차는 중앙 처리 장치(CPU)(103), 메모리(105), 및 통신 인터페이스(1407)를 포함한다. 일부 실시예에서, 통신 인터페이스는 IEEE 802.11과 같은 대응하는 무선 전송 프로토콜(들)과 호환되는 하나 이상의 무선 송수신기를 포함하며, 운반차의 인터페이스는 피어-투-피어 토폴로지(peer-to-peer topology)에서와 같이 다른 운반차와 또는 중앙 제어부와 통신하는 데 사용된다. 후자와 관련하여, 운반차(1412-1 내지 1412-n)는 1413으로 표시된 위치 센서 및 물체 센서(1415)를 포함할 수도 있으며, 도 14a의 제어부(1450)와 같은 마스터 제어부와 감지된 정보를 통신하기 위해 인터페이스를 사용할 수도 있다. 하나 이상의 실시예에서, 위치 센서는 운반차가 밑에 있는 지지면에 위치된 기준 표식 위를 통과하였을 때를 결정하기 위한 탑재 영상화 센서를 포함한다. 그러나, 대안으로서, 운반차(1412-1 내지 1412-n)는 신호 삼각 측량 및/또는 서로에 대한 개개의 장소를 결정하거나 제어부가 그렇게 할 수 있게 하기 위한 임의의 다른 통상적인 기술을 이용할 수도 있다.
도 14b를 계속 참조하면, AGV(1412-1)와 같은 각각의 AGV는, 예를 들어, 울트라커패시터, 하나 이상의 배터리, 또는 이들의 조합을 포함하는 재충전 가능한 전원일 수도 있는 전원(1417)을 포함하는 것을 알 수 있을 것이다. 하나 이상의 실시예에서, 전원은 제 1 구동 시스템(1409)의 제 1 모터(1419)를 구동시킨다. 제 1 구동 시스템(1409)은 제 1 모터에 의해 구동되며, 예를 들어, FAM(918)과 같은 FAM의 내부에서 또는 AS/RS 랙 구조물(1320)의 내부에서 운반차를 수직 방향으로 구동시키는 데 사용되는 기어 휠을 추가로 포함할 수도 있다. 본 예에서, 전원(1417)은 또한, 제 2 모터(1421) 및 선택적으로 제 3 모터(1423)를 포함하는 제 2 구동 시스템(1411)에 전력을 공급한다.
CPU(1403)는 데이터 처리 및 저장을 용이하게 하는 하나 이상의 상업적으로 이용 가능한 마이크로프로세서 또는 마이크로제어부를 포함할 수도 있다. 다양한 지원 회로가 CPU(1403)의 작동을 용이하게 하며, 하나 이상의 클록 회로, 전원, 캐시, 입출력 회로 등을 포함한다. 메모리(1405)는 읽기 전용 메모리(ROM), 임의 접근 메모리(RAM), 디스크 구동 저장부, 광학 저장부, 제거 가능한 저장부 및/또는 기타 등등 중 적어도 하나를 포함한다.
도 14c는 AGV 과제 그룹(1402-1, 1404-1, 1406-1, 1408-1)에 할당된 바와 같은 복수의 운반차 및 FAM에 의해 재고 관리 과제 활동의 할당 및 수행을 조정하기 위해 창고 자동화 시스템(WMS)(1440)으로부터 수신된 명령에 응답할 수도 있는 제어부(1450)의 개략적인 블록도이다. 제어부(1450)는 중앙 처리 장치(CPU)(1451), 지원 회로(1455), 메모리(1452), 사용자 인터페이스 구성 요소(1454)(예를 들어, 터치 감지 스크린 또는 별도의 키보드가 있는 디스플레이를 포함할 수도 있음), 및 통신 인터페이스(1453)를 포함한다. 일부 실시예에서, 서버(1450)는 IEEE 802.11과 같은 대응하는 무선 전송 프로토콜(들)과 호환되는 하나 이상의 무선 송수신기를 포함한다.
CPU(1451)는 데이터 처리 및 저장을 용이하게 하는 하나 이상의 상업적으로 이용 가능한 마이크로프로세서 또는 마이크로제어부를 포함할 수도 있다. 다양한 지원 회로(1455)가 CPU(1451)의 작동을 용이하게 하며, 하나 이상의 클록 회로, 전원, 캐시, 입출력 회로 등을 포함한다. 메모리(1452)는 읽기 전용 메모리(ROM), 임의 접근 메모리(RAM), 디스크 구동 저장부, 광학 저장부, 제거 가능한 저장부 및/또는 기타 등등 중 적어도 하나를 포함한다. 일부 실시예에서, 메모리(1452)는 운영 체제(1456) 및 하나 이상의 재고 관리 애플리케이션을 포함한다. 일부 실시예에서, 재고 관리 애플리케이션은 과제 에이전트 관리기 모듈(1460), AGV 교통량 관리 모듈(1470), 상태/이벤트 모니터링 모듈(1480), 및 데이터 저장소(1490)를 포함한다.
하나 이상의 실시예에서, 과제 에이전트 관리기(1460)는 재고 관리 과제 프로세서(1461), 동적 재고 슬롯팅 분석기(1462), 하위 과제 시퀀스 식별기(1463), 과제 우선 순위 관리기(1464), 이벤트 통지 검출기(1465), 상태 전이 검출기(1466), AGV 선택기(1467), 및 FAM 선택기(1468)를 갖도록 구성된다. 재고 관리 과제 프로세서(1461)는 CPU(1451)에 의한 명령 실행을 통해 WMS(14440)로부터 수신된 재고 관리 과제 요청을 처리한다. 수신된 과제 요청과 연관된 하위 과제의 목록에는, 예를 들어, 다음의 표에 나열된 하위 과제가 포함된다.
| 하위 과제 |
설명 |
| 1 | AGV를 충전 영역으로 이전 |
| 2 | AGV를 (FAM 1의) 지정된 장소로 이전 |
| 3 | FAM 1과 AGV 도킹 |
| 4 | AGV + FAM 1을 (FAM 2의) 지정된 장소로 이전 |
| 5 | FAM 2와 AGV/FAM 1 도킹 |
| 6 | AGV + FAM 1/FAM 2를 지정된 장소로 이전 |
| 7 | 지정된 장소에서 FAM 2 분리 |
| 8 | AGV + FAM 1을 (FAM 3의) 지정된 장소로 이전 |
| 9 | FAM 3과 AGV/FAM 1 도킹 |
| 10 | AGV + FAM 1/FAM 3을 지정된 장소로 이전 |
| 11 | 지정된 장소에서 FAM 1/FAM 3으로부터 AGV 분리 |
| 12 | AGV를 (FAM 4의) 지정된 장소로 이전 |
| 13 | FAM 4와 AGV 도킹 |
| 14 | AGV + FAM 4를 지정된 장소로 이전 |
| 15 | AGV를 (저장 영역의) 지정된 장소로 이전 |
| 16 | 지정된 장소(회수용)에서 AGV의 이송 기구 작동 |
| 17 | AGV를 저장 영역(보충용)으로 이전 |
| 18 | AGV를 저장 영역으로부터 목적지(이송용)로 이전 |
동적 재고 슬롯팅 분석기(1462)는, 하나 이상의 실시예에서, 가용 인력 자원, 이러한 자원이 배치된 곳 사이의 거리, 저장 장소의 개개의 풀(pool), 및 현재 및 적어도 하나의 후속 재고 관리 주기(예를 들어, 60분 내지 120분)에 걸친 공지의 또는 예측 물품 수요를 기반으로, 상이한 저장 영역 간에 재고 물품을 할당한다. 하위 과제 시퀀스 식별기는 하나 이상의 운반차 및 FAM 간에 각각의 재고 관리 과제를 포함하는 하위 과제를 할당한다. 예를 들어, 제 1 AGV는 전체 과제의 모든 하위 과제 요소를 완료하기에 충분한 전력 자원이 부족할 수도 있다. 이러한 경우에, 제 1 AGV는 제어부에 의해 제 2 AGV로 재고 물품 및/또는 FAM을 전환하도록 지시될 수도 있으며, 타이밍은 제 1 AGV가 충전 스테이션으로 복귀하여, 과제 적격 AGV의 풀로 복귀하기 전에 재충전될 수 있도록 하기에 충분하다. 이러한 기능을 용이하게 하기 위해, 과제 에이전트 관리기(1460)는 임계 전력 레벨 한계치가 초과된 때를 결정하기 위한 이벤트 통지 검출기(1465)뿐만 아니라 다른 AGV 및 FAM 자산이 과제 적격 상태로 복귀된 때를 결정하기 위한 상태 전이 통지 검출기(1466)를 추가로 포함한다.
AGV 및 FAM 선택기(1467, 1468)는 각각, 사용 가능한 위치, 전력 및 나머지 하위 과제 데이터를 활용하여 AGV 및 FAM 자원의 적절한 활용을 선택하여 다른 AGV에 의해 완료되지 않은 상태로 남아 있는 하위 과제를 완료하며, 가능한 경우, 과제를 완료하기 위한 자원이 있는 AGV 및 FAM에 과제가 할당되는 것을 보장한다. AGV 및 FAM 선택기는 위치 분석기(1475) 및 우선 순위 모니터(1476)로부터 수신된 정보에 의존할 수도 있다.
일부 실시예에서, AGV의 교통량 관리는 제어부(1450)의 교통량 관리 모듈(1470)에 의해 수행된다. 이러한 경우, 제어부에 의해 운반차로부터 위치, 속도 및 방향 데이터가 일정한 주기로 수집된다. 위치 데이터가 분석되며, 경로 세그먼트 선택기(1474)는 다른 운반차, 사람 또는 고정 구조물과의 충돌이 없는 것을 보장하기 위해 다음 제어 주기에 걸쳐 각각의 운반차에 대한 경로를 선택한다. 진행 방향과 방향을 포함하여 경로 선택에 해당하는 업데이트된 명령이 제어부에 의해 운반차로 다시 전송된다. 그러나, 다른 실시예에서는, 운반차가 상대 위치 명령에 대해 제어부에 의존하지 않으며, 오히려 목적지 및 과제 할당에만 의존하며, 운반차는 대신 내부 데이터 수집 및 공간 분석 능력에 의존한다.
전술한 작동을 용이하게 하기 위해, 도 14c의 제어부(1450)는 WMS에 의해 관리 및 할당 책임이 할당된 모든 재고 물품의 최신 위치 데이터뿐만 아니라 시설 내부의 FAM 위치 지도를 반영하는 데이터 저장소를 포함한다. 또한, 예방적 차원의 유지 관리 절차의 일정을 잡는 것을 용이하게 하기 위해, 이동 부품을 구비한 모든 AGV 및 FAM에 대한 사용 통계가 수집되어, 정기적으로 부품이 검사되며, 윤활 처리되며, 및/또는 교체될 수 있다.
위의 설명으로부터, 따라서, 일부 실시예에서 운반차가 제 1 작동 모드에 따라 작동하도록 구성되는 제 1 유형의 랙 구조물이 내부에서 운반차가 올라가는 컬럼의 통로에 의해 분리된 복수의 저장 장소 수직 어레이를 획정한다는 것이 이해될 것입니다. 이러한 랙 구조물이 도 13a 내지 도 13e의 실시예에 의해 예시되며, 가이드 시스템은 운반차가 컬럼이 배치되는 해당 통로의 단부가 아니라, 오히려 컬럼의 측면으로부터 등반 컬럼으로 들어갈 수 있는 방식으로 치수가 정해지고 배열된 평행 트랙을 포함한다. 즉, 운반차는 어레이의 저장 장소 바로 아래에 있는 지지면 부분 위로 이동하도록 구성되어, 등반 컬럼 통로의 길이 방향 축선을 횡단하는 방향으로부터 임의의 등반 컬럼에 진입할 수도 있다. 따라서, 2 대 이상의 운반차가 동일한 통로의 개개의 등반 컬럼에 동시에 진입하며 및/또는 떠날 수 있다.
일부 실시예에서, 저장 장소 및 결과적으로 운반차가 등반 컬럼에 출입하기 위해 이동하는 밑에 있는 지지면을 따라 경로에 할당된 공간의 깊이는 두 대의 운반차가 선회하며 서로 평행한 경로를 따라(같은 방향이든 반대 방향이든) 이동할 수 있도록 하기에 충분한 길이이다.
일부 실시예에서, 운반차가 제 1 작동 모드에 따라 작동하도록 구성된 제 2 유형의 랙 구조물이 가이드 시스템의 평행한 트랙이 수직 방향으로 배열된 등반 컬럼의 통로에 의해 제공되는 복수의 공급 유동 표면을 획정한다. 이러한 실시예가 도 11a 내지 도11h에 의해 예시된다. 이러한 일 실시예에서, 공급 유동 표면은 등반 컬럼 중 하나의 내부의 운반차로부터 수용됨에 따라 중력에 의해 일방향으로 재고 물품을 공급하도록 치수가 정해지고 배열되는 복수의 비구동 롤러에 의해 획정된다. 추가적으로 또는 대안으로서, 공급 유동 표면의 적어도 일부는 하나 이상의 주문 처리 스테이션에 의한 회수를 위해 등반 컬럼 중 하나 내부의 운반차로부터 멀어지는 제 1 방향으로 물품을 전진시키며 보충 작업 중 등반 컬럼의 운반차로 물품을 이송하기 위해 제 1 방향과는 반대인 제 2 방향으로 물품을 전진시키도록 구성된 복수의 종동 롤러에 의해 획정된다. 대안의 예에서, 공급 유동 표면은 전술한 구동 롤러와 동일한 회수 및 보충 기능을 제공하도록 제 1 및 제 2 방향으로 구동되는 복수의 수평 배향 벨트에 의해 획정될 수도 있다. 도 11a 내지 도 11h의 경우의 등반 컬럼이 제 2 작동 모드에 따라 운반차에 의해 수직 및 수평으로 변위 가능한 것으로 도시되어 있지만, 본 개시와 일치하는 다른 실시예에서는 이들이 고정형이다.
도 15는 재고 관리 과제가 하나 이상의 운반차 및 FAM에 할당될 수도 있는 프로세스(1500)를 도시한 순서도이다. 프로세스(1500)는 1502에서 진입되며, 재고 관리 과제 요청이 수신되는 1504로 진행한다. 프로세스(1500)는 1504에서 요청된 과제에 적용 가능한 하위 과제의 시퀀스를 식별하는 1506으로 진행한다. 프로세스(1500)는 1506으로부터 1508로 진행하여, 여기서 1506에서 식별된 하위 과제 중 하나 이상을 완료하는 데 필요한 AGV 및 FAM 자원을 결정한다. 프로세스(1500)는 1508로부터 1510으로 진행하여, 여기서 1508에서 식별된 하나 이상의 하위 과제를 완료하기 위한 시간 및 전력 요구 사항을 결정한다. 프로세스(1500)는 결정 블록(1512)으로 진행한다.
결정 블록(1512)에서, 프로세스는 1504에서 수신된 과제 요청보다 더 높은 우선 순위를 갖는 임의의 현재 보류 중인 과제가 있는지 여부를 결정한다. 그렇지 않은 경우, 프로세스는 결정 블록(1514)으로 진행하여, 1504에서 지정된 과제 요청에 대한 할당에 필요한 AGV 및 FAM 자원이 사용 가능한지 여부를 결정한다. 그렇지 않은 경우에는 프로세스가 결정 블록(1512)으로 돌아가지만, 만약 그렇다면, 프로세스는 1516으로 진행하며, AGV와 하나 이상의 FAM 사이에 새로운 과제 연계를 설정한다. 프로세스는 1516으로부터 1518로 진행하며, 여기서 1514에서 식별된 AGV(들)에 명령을 전송한다. 프로세스는 결정 블록(1520)으로 진행한다. 결정 블록(1520)에서, 프로세스는 할당된 모든 하위 과제가 완료되었는지 여부를 결정한다. 그렇지 않은 경우, 프로세스는 추가 자원 할당을 위해 1508로 돌아간다. 그렇다면, 프로세스는 1522로 진행하며, 재고 관리 사이클이 여전히 활성 상태이며 개방되어 있지 여부를 결정하며, 그렇다면, 프로세스는 1504로 돌아간다. 그렇지 않은 경우, 프로세스는 1524로 진행하여 종료된다.
프로세스(1500)가 1512에서 더 높은 우선 순위 작업이 보류 중인 것으로 결정하는 경우, 프로세스는 1526으로 진행하며 1504에서 수신된 과제 요청에 우선 순위를 할당하며, 1528로 진행한다. 1528에서, 프로세스는 현재 과제 시퀀스를 과제 대기열에 할당한다. 이와 관련하여, 이러한 과제 대기열이 많이 있을 수도 있다는 점에 유의하여야 한다. 프로세스는, 할당된 과제 대기열에 남아 있는 과제 중, 현재 가장 높은 우선 순위를 갖는 과제를 결정하며, 결정 블록(1512)으로 돌아간다.
도 16은 본 개시와 일치하는 하나 이상의 실시예에 따라, 일련의 연속적인 재고 관리 주기에 걸쳐 재고 물품이 다양한 저장 영역 간에 동적으로 할당되는 프로세스를 도시한 순서도이다. 프로세스(1600)는 시작 블록(1602)에서 진입되며, 동적 슬롯팅 주기 카운터가 초기화되는 1604로 진행한다. 일부 실시예에서 시설은 2회 8시간 교대로 또는 16시간 동안 운영될 수도 있다. 이 예에서, 1시간의 슬롯팅 주기가 사용되므로, 프로세스는 1606으로 진행되며, 각각의 슬롯팅 주기를 나타내기 위해 1씩 증가한다. 1606에서, 현재 또는 다가오는 슬롯팅 주기 동안 완료되도록 일정이 잡힌 수신된 재고 관리 과제가 분석되며, 재고 물품이 더 빠르게 이동하는 상품을 위해 예약된 제 1 저장 영역에 배치되어야 하는지 및 더 느리게 이동하는 상품에 적합한 제 2 저장 영역으로 이전될 수도 있는지에 관한 결정이 이루어진다. 프로세스는 제 1 하위 집합의 재고 물품을 제 1 저장 영역에 할당하며 제 2 하위 집합의 재고 물품을 제 2 저장 영역에 할당한다. 프로세스는 1608로 진행한다.
1608에서, 프로세스(1600)는 제 1 그룹의 AGV의 작동을 개시하여 제 1 하위 집합의 재고 물품을 제 2 저장 영역으로부터 제 1 저장 영역으로 이전하기 시작하며, 1610에서, 제 2 그룹의 AGV의 작동을 개시하여 제 1 저장 영역으로부터 제 2 저장 영역으로 제 2 하위 집합의 재고 물품을 이전하기 시작한다. 프로세스가 1610으로부터 1612로 진행한다. 1612에서, 프로세스는 복수의 AGV를 작동시켜 이전된 재고 물품의 제 1 하위 집합 중 적어도 제 1 하위 집합으로부터 목적지 영역으로 적어도 일부 재고 물품을 이송한다. 1612에서, 프로세스는 1614로 진행하며, 여기서 프로세스는 복수의 FAM 및 AGV를 작동시켜 이전된 재고 물품의 하위 집합 중 적어도 제 1 하위 집합으로부터 목적지 영역으로 재고 물품을 이송한다. 프로세스는 1616로 진행한다.
1616에서, 프로세스는 동적 슬롯팅 주기 카운터를 1만큼 증가시키며, 1618로 진행하여 현재 재고 관리 사이클에 남아 있는 임의의 잔여 증가 사이클이 있는지 여부를 결정한다. 그렇다면, 프로세스는 1606으로 돌아가 후속 슬롯팅 윈도우에 대한 분석을 수행한다. 그렇지 않다면, 프로세스는 결정 블록(1618)으로부터 종료 블록(1620)으로 진행하여 종료된다.
도 17은 본 개시와 일치하는 하나 이상의 실시예에 따른 프로세스(1700)를 도시한 순서도이다. 프로세스(1700)를 실행하는 무인 자동 운반차의 제어부는 제 1 작동 모드에 따라 운반차의 탑재 자원 및 능력만을 사용하여 그리고 제 2 모드 작동에 따라 하나 이상의 자원 및 능력을 추가적으로 사용하여 재고 관리 과제를 수행하도록 운반차를 작동시킨다. 프로세스(1700)는 1702에서 진입되며, 1704로 진행하여, 여기서 방법(1700)이 재고 관리 과제를 수행하는 데 필요한 작동 모드를 결정한다. 프로세스(1700)는 1708로 진행하여, 여기서 제 1 작동 모드가 적용되는지를 식별하며, 그렇다면, 프로세스(1700)는 1710으로 진행한다.
1710에서, 운반차의 제 1 작동 모드에 따라, 방법(1700)은 운반차의 제 2 구동 시스템의 제 1의 복수의 구동 요소의 회전을 제어하며, 1712로 진행하여, 여기서 방법(1700)이 제 1 구동 시스템의 제 1의 복수의 구동 요소를 랙 구조물의 저장 장소 어레이를 따라 배치된 가이드 시스템과 정렬한다. 1712에서, 방법(1700)은 1714로 진행하여, 여기서 방법(1700)은 제 1 구동 시스템의 제 2 복수의 구동 요소의 회전을 제어하여 저장 장소 중 하나에 도달하거나, 대안으로서 저장 장소 중 하나로부터 출발하도록 운반차를 수직 방향으로 변위시킨다. 방법(1700)이 저장 장소가 아니라 랙 구조물의 저장 장소로부터 물품이 회수되는 과제를 수행하는지 여부와 관계없이, 방법(1700)은 1710 내지 1712를 두 번 수행한다. 첫 번째에서는 우선, 랙 구조물에 진입하여 운반차의 탑재 이송 기구의 작동을 위해 목표 저장 장소에 도달하여 물품을 회수하거나 배치하며, 두 번째에서는 목표 저장 장소를 떠나 랙 구조물을 나가도록 순서가 반대가 된다.
일부 실시예에서, 방법(1700)은 제 1 구동 시스템의 제 1의 복수의 구동 요소가 서로 사이의 가이드 시스템의 평행 트랙 사이의 간격에 대응하는 고정된 거리로 유지되는 운반차를 사용하여 수행되며, 방법(1700)의 실행이 이러한 구성을 필요로 하지 않는다. 본 개시와 일치하는 대안의 실시예에서, 예를 들어, 1712의 정렬은 추가의 구동 기구를 활용하여, 평행 트랙과 정렬된 랙 구조물에 획정된 개구에 들어가기 전에, 제 1 구동 시스템의 제 1의 복수의 구동 요소를 서로를 향해 이동시킨 다음, 제 1 구동 시스템의 제 1의 복수의 구동 요소를 서로 멀어지게 이동시켜 제 1의 복수의 구동 요소의 회전이 1714의 수직 변위를 개시하는 위치로 개개의 결합 표면을 보내는 추가의 단계를 수행함으로써 달성될 수도 있다.
어쨌든, 그리고 계속해서 도 17을 참조하면, 프로세스(1700)는 1714로부터 결정 블록(1716)으로 진행하며, 그 결과 프로세스(1700)는 추가의 과제가 남아 있는지 여부를 결정하며, 그렇다면, 1704로 돌아간다. 방법(1700)은 추가적으로 그리고 대안으로서, 1708에서 1720으로 진행하도록 구성되며, 여기서 방법(1700)은 제 2 작동 모드에 따라, 제 2 구동 시스템의 제 1의 복수의 구동 요소의 회전을 제어하여 운반차가 액세서리 모듈에 의해 획정된 개구에 출입하도록 한다. 방법(1700)은 1720으로부터 1722로 진행하여, 여기서 방법이 제 2 구동 시스템의 제 1의 복수의 구동 요소의 회전을 제어하여 운반차 및 액세서리 모듈을 수평 방향으로 변위시킨다. 방법(1700)은 1722로부터 1724로 진행하여, 여기서 제 1 구동 시스템의 제 1의 복수의 구동 요소의 회전을 제어하여 액세서리 모듈을 수직 방향으로 변위시킨다.
1720 내지 1722가 수행되는 순서는 할당된 특정 과제에 따라 다르다는 것을 유념하여야 한다. 예를 들어, 재고 관리 시설의 일 장소로부터 다른 장소로의 액세서리 모듈의 이송이, 운반차가 제 1 장소에서 액세서리 모듈에 들어간 후 단계(1722)가 수행되기 전에, 처음으로 1724를 수행함으로써 수용된다. 방법(1700)이 제 1 장소에서 운반차를 들어올리는 1724를 수행하고 하면, 들어올려진 액세서리 모듈이 이전되는 단계(1722)가 수행된다. 1724가 재수행되어 액세서리 모듈을 제 2 또는 목표 장소에서 밑에 있는 지지면 위로 하강시키며, 액세서리 모듈로부터 운반차를 철수시키기 위해 단계(1720)가 다시 수행된다.
제 1 액세서리 모듈이 제 2 액세서리 모듈을 들어올리기 위한 어댑터의 역할을 하는 것과 같은 일부 실시예에서, 방법(1700)에 의해 제 1 액세서리 모듈을 회수하여 제 2 액세서리 모듈의 장소로 이전시키기 위한 단계(1720 내지 1724)가 수행된 다음, 단계(1720, 1724)가 운반차와 제 1 액세서리 모듈 쌍이 제 2 액세서리 모듈에 진입하며, 들어올려지며, 수평 방향으로 변위됨으로써 재수행된다.
본 발명이 창고, 주문 처리 센터, 또는 유통 센터의 재고 이동의 맥락에서 크게 설명되고 예시되었지만, 본 발명은 또한, 다른 유형의 물품의 이송 및 제조 작업 등의 부품 집합을 포함한 다양한 목적으로 지시되는 것으로 이해되어야 한다. 더욱이, 전술한 설명은 설명을 위해 특정 실시예를 참조하여 설명되었다. 그러나, 위의 예시적인 논의는 배타적이거나 본 발명을 개시된 정확한 형태로 제한하도록 의도되지 않는다. 위의 교시에 비추어 수많은 수정예 및 변형예가 가능하다. 실시예는 본 개시의 원리 및 그 실제 용례를 가장 잘 설명하기 위해 선택 및 설명되어, 당업자가 고려되는 특정 사용에 적합할 수도 있는 바와 같은 다양한 수정을 통해 본 발명 및 다양한 실시예를 가장 잘 활용할 수 있도록 한다.
본원에 설명된 방법의 순서는 변경될 수도 있으며, 다양한 요소의 추가, 재정렬, 조합, 생략, 수정 등이 이루어질 수도 있다. 본원에 설명된 모든 예는 비제한적인 방식으로 제시된다. 본 개시의 이점을 갖는 당업자에게 명백한 바와 같이 다양한 수정 및 변경이 이루어질 수도 있다. 실시예에 따른 구현이 특정 실시예의 맥락에서 설명되었다. 이들 실시예는 예시를 위한 것이며 제한적인 것이 아니다. 다수의 변형, 수정, 추가, 및 개선이 가능하다. 이에 따라, 복수의 예가 본원에 설명된 구성 요소에 대해 단일 예로서 제공될 수도 있다. 다양한 구성 요소, 작동 및 데이터 저장소 간의 경계는 다소 임의적이며, 특정 작동은 특정한 예시적인 구성의 맥락에서 예시된다. 다른 기능 할당이 구상되며, 다음의 청구범위의 범위 내에 속할 수도 있다. 마지막으로, 예시적인 구성에서 별개의 구성 요소로 제시된 구조 및 기능이 조합 구조 또는 구성 요소로서 구현될 수도 있다. 이들 및 다른 변형, 수정, 추가, 및 개선은 다음의 청구범위에 정의된 바와 같은 실시예의 범위에 속할 수도 있다.
이에 따라, 전술한 내용은 본 발명의 실시예에 관한 것이지만, 본 발명의 기본 범위를 벗어나지 않고 본 발명의 다른 그리고 추가의 실시예가 고안될 수 있으며, 그 범위는 다음의 청구범위에 의해 결정된다.
Claims (31)
- 복수의 목적지 영역과 가이드 시스템을 구비한 재고 관리 취급 시스템에서 재고 관리 과제를 수행하도록 구성된 운반차로서,
상기 목적지 영역 중 하나로의 이송 및 상기 목적지 영역 중 하나로부터의 수용 중 적어도 하나가 행해질 물품을 수용하도록 치수가 정해지고 배열된 플랫폼;
복수의 모터;
상기 가이드 시스템과 맞물려, 상기 복수의 모터의 제 1 하위 집합의 작동에 의해, 운반차의 밑에 있는 지지면과 목적지 영역 중 하나 사이에서 연장되는 수직 경로 세그먼트를 따라 운반차를 이동시키도록 구성된 제 1의 복수의 구동 요소를 구비한 제 1 구동 시스템;
상기 복수의 모터의 제 2 하위 집합의 작동에 의해, 밑에 있는 지지면과 맞물리며 수직 방향이 아닌 방향으로 이동하도록 운반차를 구동시키게 구성된 제 1의 복수의 구동 요소를 구비한 제 2 구동 시스템;
상기 플랫폼으로부터 복수의 목적지 영역 중 하나로의 물품의 이송 및 복수의 목적지 영역 중 하나로부터 물품의 회수 중 적어도 하나를 수행하도록 구성된 이송 기구;
상기 모터의 제 2 하위 집합에 대해 상기 이송 기구를 분리하도록 그리고 맞물리게 하도록 구성되어, 이에 의해 제 2 구동 시스템이 이송 기구와는 독립적으로 운반차를 이동시키게 구동되도록 하는 클러치 기구
를 포함하는 운반차. - 제 1 항에 있어서,
상기 제 1 하위 집합은, 제 1 구동 시스템의 제 1의 복수의 구동 요소를 회전시키도록 구성된 단일 모터를 포함하는 것인, 운반차. - 제 2 항에 있어서,
상기 제 2 하위 집합은 복수의 모터를 포함하며, 상기 제 2 하위 집합의 제 1 모터가 제 2 구동 시스템의 제 1 구동 요소를 회전하도록 구동시키며, 제 2 하위 집합의 제 2 모터가 제 2 구동 시스템의 제 2 구동 요소를 회전하도록 구동시키는 것인, 운반차. - 제 1 항에 있어서,
상기 제 2 하위 집합은 복수의 모터를 포함하며, 상기 제 2 하위 집합의 제 1 모터가 제 2 구동 시스템의 제 1 구동 요소를 회전하도록 구동시키며, 제 2 하위 집합의 제 2 모터가 제 2 구동 시스템의 제 2 구동 요소를 회전하도록 구동시키는 것인, 운반차. - 제 1 항에 있어서,
상기 제 1 구동 시스템의 제 1의 복수의 구동 요소는, 가이드 시스템을 따라 운반차의 위치를 제어하기 위해 가이드 시스템의 상보적인 치형부와 상호 작용하도록 치수가 정해지고 배열되는 복수의 기어를 포함하는 것인, 운반차. - 제 5 항에 있어서,
상기 제 1 구동 시스템은 한 쌍의 구동 차축을 추가로 포함하며, 구동 기어들이 가이드 시스템을 따라 운반차를 구동시키기 위해 동기적으로 구동되도록 종동 기어가 구동 차축에 고정되는 것인, 운반차. - 제 1 항에 있어서,
상기 제 2 구동 시스템은, 제 1 회전 축선을 중심으로 회전하도록 제 2 하위 집합의 제 1 모터에 의해 구동되는 제 1 구동 요소 및 제 2 회전 축선을 중심으로 회전하도록 제 2 하위 집합의 제 2 모터에 의해 구동되는 구동 요소를 포함하며, 제 1 구동 요소 및 제 2 구동 요소는 각각, 밑에 있는 지지면 위에서의 운반차의 이동을 위해 밑에 있는 지지면의 해당 부분과 맞물리도록 치수가 정해지고 배열되는 것인, 운반차. - 제 7 항에 있어서,
상기 클러치 기구는,
플랫폼에 대한 제 1 각도상 배향과 플랫폼에 대한 제 2 각도상 배향 사이에서 이동 가능한 제 1의 선회 가능한 캐리어로서, 상기 제 1 구동 요소가 제 1의 선회 가능한 캐리어와 함께 각도상으로 이동하기 위해 회전 가능하게 결합되는 제 1의 선회 가능한 캐리어;
제 1 각도상 배향과 제 2 각도상 배향 사이에서 이동 가능한 제 2의 선회 가능한 캐리어로서, 상기 제 2 구동 요소가 제 2의 선회 가능한 캐리어와 함께 각도상으로 이동하기 위해 결합되는 제 2의 선회 가능한 캐리어
를 포함하는 것인, 운반차. - 제 8 항에 있어서,
상기 제 1 회전 축선과 상기 제 2 회전 축선은 동축인 반면, 상기 제 1의 선회 가능한 캐리어와 제 2의 선회 가능한 캐리어는 공통의 각도상 배향을 갖는 것인, 운반차. - 제 8 항에 있어서,
상기 제 2 구동 시스템은,
상기 제 1의 선회 가능한 캐리어에 회전 가능하게 결합된 제 1 종동 요소와 제 1 종동 요소에 회전 동력을 전달하기 위한 제 1 무한 루프 요소;
상기 제 2의 선회 가능한 캐리어에 회전 가능하게 결합된 제 2 종동 요소와 제 2 종동 요소에 회전 동력을 전달하기 위한 제 2 무한 루프 요소
를 추가로 포함하는 것인, 운반차. - 제 10 항에 있어서,
상기 제 1 무한 루프 요소 및 상기 제 2 무한 루프 요소는 각각, 벨트인 것인, 운반차. - 제 10 항에 있어서,
상기 제 2 구동 시스템은,
제 1 풀리로서, 제 1 풀리와 제 1 구동 요소가 제 2 하위 집합의 제 1 모터에 의해 구동되며, 제 1 풀리가 제 1 무한 루프 요소와 맞물려 이에 의해 제 1 종동 요소를 구동시키도록 치수가 정해지고 배열되는 것인, 제 1 풀리;
제 2 풀리로서, 제 2 풀리와 제 2 구동 요소가 제 2 하위 집합의 제 2 모터에 의해 구동되며, 제 2 풀리가 제 2 무한 루프 요소와 결합하여 이에 의해 제 2 종동 요소를 구동시키도록 치수가 정해지고 배열되는 것인, 제 2 풀리
를 추가로 포함하는 것인, 운반차. - 제 12 항에 있어서,
상기 클러치 기구는,
제 1 종동 요소에 회전 가능하게 결합되며 제 1 종동 요소와 동축인 제 3 종동 요소로서, 이송 기구의 제 1 부분과 구동적으로 맞물려 이에 의해, 제 1의 선회 가능한 캐리어가 제 1 각도상 배향에 있는 동안 제 2 하위 집합의 제 1 모터로부터 동력을 전달하도록 치수가 정해지고 배열되는 제 3 종동 요소
를 추가로 포함하는 것인, 운반차. - 제 13 항에 있어서,
상기 클러치 기구는,
제 2 종동 요소에 회전 가능하게 결합되며 제 2 종동 요소와 동축인 제 4 종동 요소로서, 이송 기구의 제 2 부분과 구동적으로 맞물려 이에 의해, 제 2의 선회 가능한 캐리어가 제 1 각도상 배향에 있는 동안 제 2 하위 집합의 제 2 모터로부터 동력을 전달하도록 치수가 정해지고 배열되는 제 4 종동 요소
를 추가로 포함하는 것인, 운반차. - 제 10 항에 있어서,
상기 제 2 구동 시스템은, 밑에 있는 표면의 해당 부분과 마찰 결합하여 이에 의해 운반차를 지지하도록 치수가 정해지고 배열되는 복수의 전방향성 휠을 추가로 포함하는 것인, 운반차. - 제 15 항에 있어서,
상기 제 2 제 1 구동 시스템은 복수의 구동 차축을 추가로 포함하며, 적어도 한 쌍의 전방향성 휠이 모터의 제 2 하위 집합 중 적어도 하나의 의해 구동되는 것인, 운반차. - 제 1 항에 있어서,
복수의 모터의 작동을 지시하기 위한 제어부로서, 제어부는 프로세서 및 메모리를 포함하며, 상기 메모리는 제 2 구동 시스템의 제 1 구동 요소 및 제 2 구동 요소를 구동시켜 이에 의해 지지면 상의 실질적으로 수평 경로를 따라 운반차를 변위시키게 제 2 하위 집합의 모터를 작동시키기 위한, 프로세서에 의해 실행 가능한 명령을 포함하는 것인 제어부
를 추가로 포함하는 운반차. - 제 17 항에 있어서,
상기 메모리는, 제 1 구동 시스템의 해당 부분이 가이드 시스템의 대응하는 부분과 대면하게 정렬되도록 모터의 제 2 하위 집합을 작동시키기 위한, 프로세서에 의해 실행 가능한 명령을 포함하는 것인, 운반차. - 제 18 항에 있어서,
상기 메모리는, 가이드 시스템의 대응하는 정렬된 부분과 제 1 구동 시스템의 해당 부분의 구동 맞물림(driving engagement)을 개시하며 이에 의해 기준면에 대한 운반차의 상승 또는 하강을 야기하기 위한, 프로세서에 의해 실행 가능한 명령을 추가로 포함하는 것인, 운반차. - 제 19 항에 있어서,
상기 클러치 기구는, 기준면 위의 일 위치로의 운반차의 상승에 응답하여 이송 기구로의 동력 전달을 가능하게 하도록 구성되며, 상기 메모리는, 이송 기구가 플랫폼으로부터 운반차에 인접한 목적지 영역으로 물품을 이송하는 것 또는 목적지 영역으로부터 플랫폼으로 물품을 회수하는 것 중 하나를 행하도록 제 2 하위 집합의 하나 이상의 모터 중 하나의 모터를 작동시키기 위한, 프로세서에 의해 실행 가능한 명령을 추가로 포함하는 것인, 운반차. - 제 19 항에 있어서,
상기 클러치 기구는 기준면 아래의 일 위치로의 운반차의 하강에 응답하여 이송 기구의 작동을 불가능하게 하도록 치수가 정해지고 배열되는 것인, 운반차. - 복수의 목적지 영역과 가이드 시스템을 구비한 재고 관리 시스템에서 작동 가능한 운반차로서,
가이드 시스템과 맞물려 수직 경로 세그먼트를 따른 운반차의 이동을 안내하도록 구성된 제 1 모터 동력식 구동 시스템;
제 1 구동 시스템이 가이드 시스템과 맞물려 있지 않은 동안 표면 상에서 운반차를 조작하도록 치수가 정해지고 배열되는 제 2 모터 동력식 구동 시스템;
이송 기구에 대해 동력 전달부를 맞물리도록 그리고 분리하도록 작동하여, 이에 의해 제 1 구동 시스템 및 제 2 구동 시스템 각각이 이송 기구와는 독립적으로 작동 가능하도록 하는 클러치 기구;
복수의 목적지 영역들 중 하나와 운반차 사이에서 물품을 이송하도록 작동하는 이송 기구
를 포함하며,
상기 제 1 모터 동력식 구동 시스템은 제 1 쌍 및 제 2 쌍의 모터 구동식 회전 요소를 포함하며, 각각의 쌍의 회전 요소는 가이드 시스템과 상호 작용하여 가이드 시스템을 따른 운반차의 위치를 제어하도록 구성되는 것인, 운반차. - 제 22 항에 있어서,
상기 제 1 쌍 및 제 2 쌍의 회전 구동 요소 중 각각의 회전 구동 요소는, 운반차가 가이드 시스템을 따라 고도를 변경할 때 가이드 시스템의 상보적인 치형부와 맞물리도록 치수가 정해지고 배열된 치형부를 구비한 기어인 것인, 운반차. - 제 23 항에 있어서,
상기 제 1 구동 시스템은 한 쌍의 동기적인 구동 차축을 추가로 포함하며, 가이드 시스템을 따라 운반차를 구동시키기 위해 기어들이 동기적으로 구동되도록 종동 기어가 차축에 고정되는 것인, 운반차. - 제 23 항에 있어서,
상기 클러치 기구는 운반차가 기준면을 넘어 일 위치로 하강할 때 이송 기구로부터 분리되어, 이에 의해 제어부에 의한 이송 기구의 작동을 불가능하게 하도록 치수가 정해지고 배열되는 것인, 운반차. - 제 22 항에 있어서,
상기 클러치 기구는 운반차가 기준면 위의 일 위치로 상승할 때 이송 기구와 맞물려, 이에 의해 제어부에 의한 이송 기구의 작동을 가능하게 하도록 치수가 정해지고 배열되는 것인, 운반차. - 재고 관리 시스템에서 작동 가능한 운반차로서,
제 1 모터 및 제 2 모터;
제 1 쌍의 전방향성 롤러와 제 2 쌍의 전방향성 롤러로서, 각각의 쌍의 제 1 전방향성 롤러는 제 1 회전 축선을 중심으로 회전하도록 치수가 정해지고 배열되며, 각각의 쌍의 제 2 전방향성 롤러는 제 2 회전 축선을 중심으로 회전하기 위해 제 1 모터 또는 제 2 모터에 의해 구동되는 것인, 제 1 쌍 및 제 2 쌍의 전방향성 롤러;
상기 제 1 모터 또는 상기 제 2 모터에 의해 구동되는 제 5 롤러;
밑에 있는 지지면을 향한 방향으로 제 5 롤러를 선택적으로 압박하기 위해 제 1 위치로부터 제 2 위치로 이동하도록 구성된 작동 표면을 갖는 액추에이터
를 포함하며,
상기 제 1 쌍 및 제 2 쌍의 전방향성 롤러 각각의 표면 및 제 5 롤러의 표면은, 액추에이터가 제 1 위치에 유지되는 동안 밑에 있는 지지면과 접촉하도록 치수가 정해지고 배열되며,
상기 액추에이터가 제 2 위치로 이동함으로써 상기 전방향성 롤러 중 하나 이상으로부터 제 5 롤러로 하중이 전달되는 것인, 운반차. - 제 27 항에 있어서,
상기 제 1 쌍의 모터 구동식 전방향성 롤러는 제 2 쌍의 모터 구동식 전방향성 롤러와는 독립적으로 구동되는 것인, 운반차. - 제 28 항에 있어서,
상기 액추에이터는 제 1 액추에이터이며, 상기 운반차는, 제 3 위치로부터 제 4 위치로 이동 가능한 제 2 액추에이터 및 제 6 롤러를 추가로 포함하며, 상기 제 1 액추에이터 및 상기 제 2 액추에이터가 제 2 위치 및 제 4 위치로 각각 이동함으로써 전방향성 롤러 중 하나 이상으로부터 제 5 롤러 및 제 6 롤러로 하중이 전달되는 것인, 운반차. - 제 28 항에 있어서,
플랫폼 및 이 플랫폼으로부터 목표 표면으로의 물품의 이송 및 목표 표면으로부터의 물품의 회수 중 적어도 하나를 수행하도록 작동하는 이송 기구
를 추가로 포함하는 운반차. - 제 30 항에 있어서,
상기 이송 기구와 맞물리도록 그리고 분리되도록 작동하는 클러치 기구
를 추가로 포함하는 운반차.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962886602P | 2019-08-14 | 2019-08-14 | |
| US62/886,602 | 2019-08-14 | ||
| PCT/US2020/046418 WO2021030705A1 (en) | 2019-08-14 | 2020-08-14 | Automated vehicle for use in inventory management system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220044830A true KR20220044830A (ko) | 2022-04-11 |
Family
ID=74567129
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227008410A KR20220044830A (ko) | 2019-08-14 | 2020-08-14 | 재고 관리 시스템에 사용하기 위한 자율 주행 운반차 |
| KR1020227008409A KR20220044829A (ko) | 2019-08-14 | 2020-08-14 | 자재 취급 시스템 |
| KR1020227008411A KR20220044594A (ko) | 2019-08-14 | 2020-08-14 | 자재 취급 시스템 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227008409A KR20220044829A (ko) | 2019-08-14 | 2020-08-14 | 자재 취급 시스템 |
| KR1020227008411A KR20220044594A (ko) | 2019-08-14 | 2020-08-14 | 자재 취급 시스템 |
Country Status (9)
| Country | Link |
|---|---|
| US (14) | US11554917B2 (ko) |
| EP (3) | EP4013703A4 (ko) |
| JP (3) | JP2022544510A (ko) |
| KR (3) | KR20220044830A (ko) |
| CN (3) | CN114514186A (ko) |
| AU (3) | AU2020330078A1 (ko) |
| CA (3) | CA3147492A1 (ko) |
| MX (3) | MX2022001842A (ko) |
| WO (5) | WO2021030681A1 (ko) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017110373A1 (de) * | 2017-05-12 | 2018-11-15 | Witron Logistik + Informatik Gmbh | Warenausgangspuffer für eine kommisionieranlage |
| US10459450B2 (en) | 2017-05-12 | 2019-10-29 | Autonomy Squared Llc | Robot delivery system |
| US11554917B2 (en) | 2019-08-14 | 2023-01-17 | Opex Corporation | Systems and methods for dynamically managing the location of inventory items in an inventory management facility |
| US20210116928A1 (en) * | 2019-10-21 | 2021-04-22 | TE Connectivity Services Gmbh | Autonomous mobile vehicle and method of operating the autonomous mobile vehicle |
| EP3812306A1 (de) * | 2019-10-25 | 2021-04-28 | Jungheinrich Aktiengesellschaft | Stapellageranordnung |
| EP3812305A1 (de) * | 2019-10-25 | 2021-04-28 | Jungheinrich Aktiengesellschaft | Stapellageranordnung und verfahren zum betreiben einer stapellageranordnung |
| MX2022014615A (es) * | 2020-06-08 | 2023-01-04 | Comau Llc | Sistema y metodos de logistica de materiales de montaje. |
| AU2021325977A1 (en) * | 2020-08-14 | 2023-04-13 | Opex Corporation | Material handling apparatus having separate workstation and method of use |
| US20220212638A1 (en) * | 2021-01-04 | 2022-07-07 | The Boeing Company | Systems and Methods for Automated In-Situ Swapping of Batteries for Electric Vehicles |
| US11453553B2 (en) * | 2021-02-18 | 2022-09-27 | Opex Corporation | Material handling apparatus with vehicle track for reducing vehicle damage |
| EP4267496A1 (en) | 2021-02-23 | 2023-11-01 | Opex Corporation | Material handling system with automatic retrieval of sorted items |
| EP4347435A1 (en) * | 2021-05-24 | 2024-04-10 | System Logistics S.P.A. | A directing system for automatic shuttles |
| US11507922B1 (en) * | 2021-06-24 | 2022-11-22 | Coupang Corp. | Computer-implemented systems and methods for artificial intelligence (AI)-based inbound plan generation using fungibility logic |
| US20230001573A1 (en) * | 2021-07-01 | 2023-01-05 | Intelligrated Headquarters, Llc | Methods, apparatuses, and systems for dynamically retrieving objects |
| US11724878B2 (en) | 2021-07-06 | 2023-08-15 | Intelligrated Headquarters, Llc | Modular vertical lift system |
| AT525200A1 (de) * | 2021-07-08 | 2023-01-15 | Knapp Ag | Automatisiertes Lagersystem |
| AT525328B1 (de) * | 2021-07-16 | 2023-07-15 | Perstling Ing Manuel | Verfahren zum Betreiben eines Regallagers, sowie ein Regallager, Fahrwagen und Hubeinheit hierfür |
| US20230124795A1 (en) * | 2021-10-15 | 2023-04-20 | Dell Products L.P. | Service parts dynamic pooling |
| WO2023126871A1 (de) * | 2021-12-30 | 2023-07-06 | Noyes Technologies Gmbh | Modulares lagersystem, verfahren zum aufbau eines lagersystems und verfahren zur lagerung |
| WO2023155722A1 (zh) * | 2022-02-15 | 2023-08-24 | 北京极智嘉科技股份有限公司 | 仓储系统及其控制方法 |
| CN115186878B (zh) * | 2022-06-22 | 2023-05-16 | 湖南大学无锡智能控制研究院 | 一种多agv在线任务分配方法及系统 |
| DE102022002935A1 (de) * | 2022-08-11 | 2024-02-22 | Advastore Se | Shuttle und Regalsystem |
| AT525735B1 (de) | 2022-10-06 | 2023-07-15 | Knapp Ag | Automatisiertes Lagersystem mit einem Shuttle zum Transport von Lagerhilfsmitteln |
Family Cites Families (92)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3746189A (en) * | 1966-04-18 | 1973-07-17 | Clark Equipment Co | Automatic control system for storage systems transfer cart |
| US3583584A (en) | 1969-08-18 | 1971-06-08 | Mcneil Corp | Warehousing |
| US3738506A (en) | 1970-11-06 | 1973-06-12 | A Cornford | Automatic storage system |
| US3796327A (en) | 1972-07-14 | 1974-03-12 | R Meyer | Manufacturing system |
| US3800963A (en) | 1972-12-04 | 1974-04-02 | E Holland | Material storage and handling system |
| JPS5429797B2 (ko) | 1974-08-30 | 1979-09-26 | ||
| JPS5447283A (en) | 1977-09-20 | 1979-04-13 | Toshiba Corp | Automatic operation of warehouse |
| US4395181A (en) | 1978-07-17 | 1983-07-26 | Litton Systems, Inc. | Robot vehicle |
| IT1112786B (it) | 1979-04-19 | 1986-01-20 | Elsag | Macchina per lo smistamento di oggetti a varia destinazione,particolarmente adatta per corrispondenza postale voluminosa |
| GB2110448B (en) | 1981-09-04 | 1986-01-22 | Plessey Co Plc | Material handling and sorting system |
| US4492504A (en) * | 1981-12-07 | 1985-01-08 | Bell & Howell Company | Materials handling system |
| ATE36474T1 (de) | 1982-07-12 | 1988-09-15 | Post Office | Sortiersystem. |
| JPS6241117A (ja) | 1985-08-14 | 1987-02-23 | Murata Mach Ltd | 玉揚パツケ−ジの搬送システム |
| DE3731589A1 (de) | 1987-09-19 | 1989-03-30 | Fraunhofer Ges Forschung | Verfahren und vorrichtung zum verteilen von postgut |
| JPH01289760A (ja) * | 1988-05-17 | 1989-11-21 | Toshiba Corp | 無人搬送車 |
| JPH02158433A (ja) * | 1988-12-12 | 1990-06-18 | Hitachi Ltd | 無人搬送車 |
| US5012749A (en) | 1988-12-27 | 1991-05-07 | The Allen Group Inc. | Radio controlled material handling apparatus |
| US5096354A (en) | 1989-06-26 | 1992-03-17 | Wu Chin Sheng | Apparatus for receiving and/or delivering articles |
| FR2652072B1 (fr) | 1989-09-19 | 1991-10-31 | Polytec | Dispositif pour le deplacxement d'un objet parallelement a la courbure et a proximite d'une surface a profil variable. |
| US5379229A (en) | 1992-06-18 | 1995-01-03 | Communications Test Design, Inc. | Automated storage and retrieval system |
| US5676514A (en) | 1994-01-03 | 1997-10-14 | Symorex, Ltd. | Trolley car for material handling train |
| US5842555A (en) | 1996-12-16 | 1998-12-01 | Gannon; Donald N. | Automated baggage tracking system and method for use in a baggage conveyor system |
| US5990437A (en) | 1997-02-05 | 1999-11-23 | W & H Systems, Inc. | System for sorting articles |
| IT1294287B1 (it) | 1997-07-30 | 1999-03-24 | Fata Automation | Magazzino a celle con carri di trasporto a movimentazione idropneumatica |
| GB2337970B (en) | 1998-06-03 | 2001-12-05 | Nobuyuki Tsuboi | Streamline track system for self-driving carriers |
| US6262863B1 (en) | 1998-07-01 | 2001-07-17 | Storage Technology Corporation | Automated storage library with rail mechanism providing flexible robot access |
| US6246023B1 (en) | 1999-02-22 | 2001-06-12 | Siemens Electrocom, L.P. | Segmented tilt tray sorter |
| US6859009B2 (en) | 1999-07-02 | 2005-02-22 | Richard Jablin | Urban transportation system |
| US6652213B1 (en) | 2000-09-08 | 2003-11-25 | California Natural Products | Automated warehousing system and method |
| US7066315B2 (en) | 2001-07-18 | 2006-06-27 | Chuo Logistics Engineering Co., Ltd. | Sorting method and apparatus |
| US7138596B2 (en) | 2001-08-01 | 2006-11-21 | Pippin James M | Apparatus and method for mail sorting |
| US6762382B1 (en) | 2001-10-02 | 2004-07-13 | Innovative Picking Technologies, Inc. | Track-type sortation system |
| US6671580B2 (en) | 2001-12-28 | 2003-12-30 | Storage Technology Corporation | Outer route for robots in a horizontal storage library |
| ITMO20020076A1 (it) * | 2002-03-29 | 2003-09-29 | Ronflette Sa | Magazzino automatico |
| US6895301B2 (en) | 2002-07-15 | 2005-05-17 | Distrobot Systems, Inc. | Material handling system using autonomous mobile drive units and movable inventory trays |
| US7101139B1 (en) | 2003-05-06 | 2006-09-05 | Benedict Charles E | Automated material handling system with motorized transfer vehicles |
| US7931431B2 (en) * | 2003-05-06 | 2011-04-26 | Bec Companies, Inc. | Automated material handling system with load transfer vehicles |
| US7591630B2 (en) | 2003-08-29 | 2009-09-22 | Casepick Systems, Llc | Materials-handling system using autonomous transfer and transport vehicles |
| GB2407315A (en) | 2003-10-25 | 2005-04-27 | Hewlett Packard Development Co | A mobile picker, storage structure and storage system |
| DE602005005955T2 (de) | 2004-02-09 | 2009-05-20 | Siemens Aktiengesellschaft | System und verfahren zum sortieren von postgut unter verwendung von zwei zuführeinrichtungen |
| US7097095B2 (en) | 2004-02-09 | 2006-08-29 | Bowe Bell + Howell Postal Systems Company | Modular mail preparation system |
| DE102004007412A1 (de) | 2004-02-16 | 2005-09-01 | Knapp Logistik Automation Ges.M.B.H. | Verfahren und System zum Bedienen eines Regals vorzugsweise in einer Kommissionieranlage |
| US7381022B1 (en) * | 2004-12-18 | 2008-06-03 | Rodney Joe King | Automated 3-dimensional multitasking, stocking, storage, and distribution system |
| RU2371369C2 (ru) | 2005-04-01 | 2009-10-27 | Кионг-дза ДЗУНГ | Способ (варианты) и устройство для хранения и перемещения контейнеров (варианты) |
| JP4586990B2 (ja) | 2005-05-27 | 2010-11-24 | 株式会社ダイフク | 物品収納設備 |
| US8483869B2 (en) * | 2005-07-19 | 2013-07-09 | Amazon Technologies, Inc. | Method and system for fulfilling requests in an inventory system |
| US7943431B2 (en) | 2005-12-02 | 2011-05-17 | Unisem (Mauritius) Holdings Limited | Leadless semiconductor package and method of manufacture |
| US8972042B2 (en) | 2006-04-06 | 2015-03-03 | Juan Uribe | For transferring and organizing articles from a shelf into a container |
| DE102006025620A1 (de) | 2006-05-24 | 2007-11-29 | SSI Schäfer Noell GmbH Lager- und Systemtechnik | Regallager und Kommissionierverfahren |
| US7861844B2 (en) | 2007-01-12 | 2011-01-04 | Opex Corporation | Method and apparatus for sorting items |
| US8594835B2 (en) | 2009-04-10 | 2013-11-26 | Symbotic, LLC | Control system for storage and retrieval systems |
| TWI388480B (zh) | 2009-10-02 | 2013-03-11 | Inotera Memories Inc | 智慧型多軌搬運倉儲裝置及其運作方法 |
| US8955667B1 (en) | 2011-08-09 | 2015-02-17 | Rail-Veyor Systems, Inc. | Bulk material handling system and method |
| CA2855441C (en) * | 2011-11-20 | 2016-09-13 | Illinois Tool Works Inc. | A shuttle usable with a rack in a storage system |
| WO2013155107A1 (en) * | 2012-04-09 | 2013-10-17 | Opex Corporation | Method and apparatus for sorting or retrieving items |
| US9663293B2 (en) | 2012-10-08 | 2017-05-30 | Amazon Technologies, Inc. | Replenishing a retail facility |
| US9139363B2 (en) | 2013-03-15 | 2015-09-22 | John Lert | Automated system for transporting payloads |
| US9020632B2 (en) | 2013-03-15 | 2015-04-28 | Intelligrated Headquarters, Llc | Storage, retrieval and sortation system |
| KR101534481B1 (ko) | 2013-07-11 | 2015-07-07 | 한미아이티 주식회사 | 자동 안내 대차를 이용한 재고 관리 시스템 |
| US9785911B2 (en) | 2013-07-25 | 2017-10-10 | I AM Robotics, LLC | System and method for piece-picking or put-away with a mobile manipulation robot |
| JP5884787B2 (ja) * | 2013-08-05 | 2016-03-15 | トヨタ自動車株式会社 | 移載装置、及び移載方法 |
| US10259649B2 (en) * | 2014-07-12 | 2019-04-16 | Bionichive Ltd | Automatic warehouse system |
| MX2017013574A (es) * | 2015-04-21 | 2018-11-09 | Opex Corp | Metodo y aparato para almacenar o recuperar objetos. |
| CA2983630A1 (en) * | 2015-04-27 | 2016-11-03 | Scott GRAVELLE | Storage and retrieval system |
| CA2988122A1 (en) * | 2015-06-02 | 2016-12-08 | Alert Corporation | Storage and retrieval system |
| US11142398B2 (en) * | 2015-06-02 | 2021-10-12 | Alert Innovation Inc. | Order fulfillment system |
| JP6937022B2 (ja) * | 2015-06-09 | 2021-09-22 | ゲット ファブリック リミテッド | ロボット在庫処理 |
| FR3042182B1 (fr) * | 2015-10-13 | 2020-09-18 | Exotec Solutions | Systeme de preparation de commandes |
| US10887162B2 (en) * | 2015-12-17 | 2021-01-05 | International Business Machines Corporation | Dynamic planning and configuration based on inconsistent supply |
| KR20180102120A (ko) * | 2016-01-14 | 2018-09-14 | 크라운 이큅먼트 코포레이션 | 다중레벨 랙킹, 이동식 저장 유닛, 저장 유닛 운송기 및 픽-플레이스 차량을 포함하는 물품-대-인간 창고 |
| CA3197270A1 (en) * | 2016-02-17 | 2017-08-24 | Becton, Dickinson And Company | Automated sample preparation system for diagnostic testing of same |
| EP3419918B1 (de) * | 2016-02-26 | 2021-10-27 | Baumüller Nürnberg GmbH | Regalbediengerät für einen parallelen betrieb eines hochregallagers sowie ein betriebsverfahren hierfür |
| US10071856B2 (en) * | 2016-07-28 | 2018-09-11 | X Development Llc | Inventory management |
| PL3507216T3 (pl) * | 2016-08-04 | 2021-07-12 | Opex Corporation | Zautomatyzowany system magazynowania i odbierania z detektorem do wykrywania przedmiotów wystających poza wartość graniczną wymiarów |
| US9984339B2 (en) * | 2016-08-23 | 2018-05-29 | X Development Llc | Autonomous shuffling of pallets of items in a warehouse |
| US10683171B2 (en) * | 2016-09-30 | 2020-06-16 | Staples, Inc. | Hybrid modular storage fetching system |
| US9952589B1 (en) | 2017-03-30 | 2018-04-24 | Amazon Technologies, Inc. | Inventory system with swiveling vertically mobile drive units |
| US10766699B2 (en) * | 2017-08-31 | 2020-09-08 | Alert Innovation Inc. | Order fulfillment robot capable of horizontal and vertical motion |
| EP3466844A1 (en) * | 2017-10-03 | 2019-04-10 | AJ Produkter AB | A shuttle for delivering and retrieving goods, a storage system with a shuttle and methods associated therewith |
| FR3072371A1 (fr) * | 2017-10-12 | 2019-04-19 | Exotec Solutions | Systeme de stockage et de transport d'objets entreposes dans des rayonnages d'un entrepot |
| KR101845918B1 (ko) * | 2017-10-17 | 2018-04-05 | 주식회사 탑에이원플랜트 | 자동 냉동창고 |
| NO344464B1 (en) * | 2017-10-19 | 2019-12-23 | Autostore Tech As | Vehicle for an automated storage and retrieval system and method of operating an automated storage and retrieval system |
| US10343286B2 (en) | 2017-12-01 | 2019-07-09 | Starship Technologies Oü | Storage system, use and method with robotic parcel retrieval and loading onto a delivery vehicle |
| CN108033184B (zh) * | 2017-12-14 | 2019-11-26 | 杭州慧仓信息科技有限公司 | 一种基于多向穿梭车的立体库系统及穿梭车的出入库方法 |
| WO2019123254A1 (en) * | 2017-12-18 | 2019-06-27 | Caja Elastic Dynamic Solutions Ltd | Warehouse management, a robot and an adaptor |
| WO2019157197A1 (en) * | 2018-02-08 | 2019-08-15 | Alert Innovation Inc. | Modular structure for an automated storage and retrieval system |
| DE202018006834U1 (de) | 2018-04-26 | 2023-08-08 | Beijing Geekplus Technology Co., Ltd. | Roboter |
| CN108706265A (zh) | 2018-06-11 | 2018-10-26 | 江苏高科物流科技股份有限公司 | 一种穿梭车式自动化仓储及穿梭车 |
| CN111731728A (zh) * | 2019-04-30 | 2020-10-02 | 北京京东乾石科技有限公司 | 物品运送系统 |
| US11554917B2 (en) | 2019-08-14 | 2023-01-17 | Opex Corporation | Systems and methods for dynamically managing the location of inventory items in an inventory management facility |
| LU101481B1 (de) * | 2019-11-12 | 2021-05-14 | cellumation GmbH | Verfahren zur automatisierten Umpalettierung von Packgut |
| AU2021325977A1 (en) * | 2020-08-14 | 2023-04-13 | Opex Corporation | Material handling apparatus having separate workstation and method of use |
-
2020
- 2020-08-13 US US16/992,859 patent/US11554917B2/en active Active
- 2020-08-13 US US16/992,703 patent/US11780676B2/en active Active
- 2020-08-14 MX MX2022001842A patent/MX2022001842A/es unknown
- 2020-08-14 CA CA3147492A patent/CA3147492A1/en active Pending
- 2020-08-14 US US16/993,933 patent/US11535452B2/en active Active
- 2020-08-14 CA CA3147519A patent/CA3147519A1/en active Pending
- 2020-08-14 US US16/994,543 patent/US11472632B2/en active Active
- 2020-08-14 EP EP20852893.5A patent/EP4013703A4/en active Pending
- 2020-08-14 WO PCT/US2020/046354 patent/WO2021030681A1/en active Application Filing
- 2020-08-14 MX MX2022001844A patent/MX2022001844A/es unknown
- 2020-08-14 WO PCT/US2020/046263 patent/WO2021030647A1/en unknown
- 2020-08-14 CN CN202080071238.7A patent/CN114514186A/zh active Pending
- 2020-08-14 CN CN202080071237.2A patent/CN114555490A/zh active Pending
- 2020-08-14 MX MX2022001895A patent/MX2022001895A/es unknown
- 2020-08-14 JP JP2022508886A patent/JP2022544510A/ja active Pending
- 2020-08-14 EP EP20853496.6A patent/EP4013702A4/en active Pending
- 2020-08-14 AU AU2020330078A patent/AU2020330078A1/en active Pending
- 2020-08-14 WO PCT/US2020/046386 patent/WO2021030692A1/en active Application Filing
- 2020-08-14 WO PCT/US2020/046418 patent/WO2021030705A1/en unknown
- 2020-08-14 AU AU2020330131A patent/AU2020330131A1/en active Pending
- 2020-08-14 KR KR1020227008410A patent/KR20220044830A/ko unknown
- 2020-08-14 JP JP2022508885A patent/JP2022544509A/ja active Pending
- 2020-08-14 CN CN202080071665.5A patent/CN114555491A/zh active Pending
- 2020-08-14 AU AU2020328047A patent/AU2020328047A1/en active Pending
- 2020-08-14 WO PCT/US2020/046562 patent/WO2021030779A2/en unknown
- 2020-08-14 CA CA3147501A patent/CA3147501A1/en active Pending
- 2020-08-14 US US16/993,301 patent/US11254504B2/en active Active
- 2020-08-14 KR KR1020227008409A patent/KR20220044829A/ko unknown
- 2020-08-14 EP EP20851930.6A patent/EP3997014A4/en active Pending
- 2020-08-14 JP JP2022508888A patent/JP2022544390A/ja active Pending
- 2020-08-14 KR KR1020227008411A patent/KR20220044594A/ko unknown
-
2021
- 2021-12-29 US US17/564,353 patent/US11731834B2/en active Active
-
2022
- 2022-06-22 US US17/847,049 patent/US11713192B2/en active Active
- 2022-08-10 US US17/884,672 patent/US11827452B2/en active Active
- 2022-08-11 US US17/885,619 patent/US20220411189A1/en active Pending
- 2022-11-08 US US17/983,151 patent/US20230174307A1/en active Pending
-
2023
- 2023-06-30 US US18/216,656 patent/US20240034562A1/en active Pending
- 2023-09-05 US US18/460,752 patent/US20230415999A1/en active Pending
- 2023-10-18 US US18/381,253 patent/US20240109725A1/en active Pending
- 2023-10-20 US US18/382,159 patent/US20240109726A1/en active Pending
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20220044830A (ko) | 재고 관리 시스템에 사용하기 위한 자율 주행 운반차 | |
| US11702287B2 (en) | Hybrid modular storage fetching system | |
| JP7271599B2 (ja) | 保管システム及び方法 | |
| AU2019280476B2 (en) | Storage and retrieval systems performing internal sortation by orchestrated navigation of storage grid robots to workstation intake points | |
| CA3049401A1 (en) | Hybrid modular storage fetching system |