KR20200079272A - 세라믹 절연체 및 알루미늄 슬리브를 갖는 전기 커넥터 및 이를 제조하기 위한 방법 - Google Patents
세라믹 절연체 및 알루미늄 슬리브를 갖는 전기 커넥터 및 이를 제조하기 위한 방법 Download PDFInfo
- Publication number
- KR20200079272A KR20200079272A KR1020207014589A KR20207014589A KR20200079272A KR 20200079272 A KR20200079272 A KR 20200079272A KR 1020207014589 A KR1020207014589 A KR 1020207014589A KR 20207014589 A KR20207014589 A KR 20207014589A KR 20200079272 A KR20200079272 A KR 20200079272A
- Authority
- KR
- South Korea
- Prior art keywords
- aluminum
- electrical
- optionally
- ceramic
- hollow
- Prior art date
Links
- 239000000919 ceramic Substances 0.000 title claims abstract description 151
- 238000000034 method Methods 0.000 title claims abstract description 72
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 31
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims description 197
- 229910052782 aluminium Inorganic materials 0.000 title claims description 195
- 239000012212 insulator Substances 0.000 title description 18
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical group [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 claims abstract description 61
- 239000004020 conductor Substances 0.000 claims abstract description 47
- 238000005219 brazing Methods 0.000 claims description 73
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- 230000008878 coupling Effects 0.000 claims description 4
- 238000010168 coupling process Methods 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 28
- 230000008569 process Effects 0.000 description 20
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 17
- 239000000463 material Substances 0.000 description 14
- 229910052759 nickel Inorganic materials 0.000 description 14
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 229910000833 kovar Inorganic materials 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- FRWYFWZENXDZMU-UHFFFAOYSA-N 2-iodoquinoline Chemical compound C1=CC=CC2=NC(I)=CC=C21 FRWYFWZENXDZMU-UHFFFAOYSA-N 0.000 description 5
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 5
- LTPBRCUWZOMYOC-UHFFFAOYSA-N beryllium oxide Inorganic materials O=[Be] LTPBRCUWZOMYOC-UHFFFAOYSA-N 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 229910052726 zirconium Inorganic materials 0.000 description 5
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- -1 CTE metals Chemical class 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- PCEXQRKSUSSDFT-UHFFFAOYSA-N [Mn].[Mo] Chemical compound [Mn].[Mo] PCEXQRKSUSSDFT-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000005667 attractant Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000031902 chemoattractant activity Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- YCKOAAUKSGOOJH-UHFFFAOYSA-N copper silver Chemical compound [Cu].[Ag].[Ag] YCKOAAUKSGOOJH-UHFFFAOYSA-N 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052756 noble gas Inorganic materials 0.000 description 1
- 150000002835 noble gases Chemical class 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/021—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles in a direct manner, e.g. direct copper bonding [DCB]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/28—Manufacture of leading-in conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G3/00—Installations of electric cables or lines or protective tubing therefor in or on buildings, equivalent structures or vehicles
- H02G3/22—Installations of cables or lines through walls, floors or ceilings, e.g. into buildings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05G—X-RAY TECHNIQUE
- H05G2/00—Apparatus or processes specially adapted for producing X-rays, not involving X-ray tubes, e.g. involving generation of a plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/366—Aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/402—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/60—Forming at the joining interface or in the joining layer specific reaction phases or zones, e.g. diffusion of reactive species from the interlayer to the substrate or from a substrate to the joining interface, carbide forming at the joining interface
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/74—Forming laminates or joined articles comprising at least two different interlayers separated by a substrate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/84—Joining of a first substrate with a second substrate at least partially inside the first substrate, where the bonding area is at the inside of the first substrate, e.g. one tube inside another tube
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J5/00—Details relating to vessels or to leading-in conductors common to two or more basic types of discharge tubes or lamps
- H01J5/32—Seals for leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J5/00—Details relating to vessels or to leading-in conductors common to two or more basic types of discharge tubes or lamps
- H01J5/46—Leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5202—Sealing means between parts of housing or between housing part and a wall, e.g. sealing rings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R9/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, e.g. terminal strips or terminal blocks; Terminals or binding posts mounted upon a base or in a case; Bases therefor
- H01R9/16—Fastening of connecting parts to base or case; Insulating connecting parts from base or case
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R9/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, e.g. terminal strips or terminal blocks; Terminals or binding posts mounted upon a base or in a case; Bases therefor
- H01R9/22—Bases, e.g. strip, block, panel
- H01R9/223—Insulating enclosures for terminals
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Civil Engineering (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Products (AREA)
- Connections Arranged To Contact A Plurality Of Conductors (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
본 발명은 전기 피드스루 또는 종단 유닛에 관한 것이며, 전기 피드스루 또는 종단 유닛은 세라믹 본체 및 세라믹 본체의 제1 단부의 보어 내로 연장하고 그리고 중공형 알루미늄 구조물과 세라믹 본체 사이에 밀폐 밀봉부를 형성하기 위해 보어의 내부 표면에 브레이징되는 제1 부분을 가지는 중공형 알루미늄 구조물을 포함한다. 중공형 알루미늄 구조물은 세라믹 본체로부터 연장하는 제2 부분을 갖는다. 전기 전도체는 중공형 알루미늄 구조물을 통해 연장하는 제1 단부 부분 및 세라믹 본체의 제2 단부로 연장하는 제2 단부 부분을 갖는다. 격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법이 제공된다.
Description
[0001] 본 출원은 2017년 10월 24일자로 출원된, Elliot 등의 미국 특허 출원 번호 제62/576,083호에 대한 우선권을 주장하며, 이는 그 전체가 인용에 의해 본원에 포함된다.
[0002] 본 발명은 전기 커넥터들에 관한 것이며, 더 구체적으로 진공 챔버들과의 사용을 위한 전기 커넥터들에 관한 것이다.
[0003] 전기 피드스루들은 일반적으로, 진공 챔버 내의 디바이스와 진공 챔버 바깥쪽에 위치결정된 장비 사이에 전기 전력 및 신호들을 전달하는 데 사용된다. 예를 들어, 진공 챔버의 일부 디바이스들, 예컨대 열 증발원들 또는 기판 가열기들은 진공 챔버들의 외부로부터 전기 전력을 요구한다. 또한, 진공 챔버들의 일부 디바이스들, 예컨대 온도 센서들 또는 측정 디바이스들은 분석을 위해 진공 챔버들의 바깥쪽에 있는 장비에 신호들을 전송해야 한다.
[0004] 이러한 환경들을 위한 전기 피드스루는 일반적으로 진공 챔버의 벽 상에 장착되는 기밀 통로이다. 하나 이상의 전도체들은 전기 피드스루에 제공될 수 있다. 각각의 전도체는, 전도체가 챔버의 벽으로부터 격리된 상태를 유지시키기 위해 절연체들에 의해 둘러싸인다. 절연체들은 유리 또는 세라믹 재료들일 수 있다.
[0005] 일부 전기 피드스루들은 표준 커넥터들과 함께 사용되는 핀 접촉부들을 갖는 유리-대-금속 밀봉부들(glass-to-metal seals)을 갖는다. 일부 다른 접근법들은 금속 플랜지들 상에 장착되는 세라믹-금속 브레이징된 핀들을 사용한다. 많은 전기 피드스루들은 세라믹 절연체의 금속성의 열팽창율에 일치시키기 위한 시도시에 코바(Kovar)를 사용한다. 코바는 값비싼 전자빔(e-beam) 용접이 사용되어야 하는 가능성을 포함하는 용접에 관해서 명백한 단점들을 갖는다.
[0006] 다른 적용들에서, 알루미늄일 수 있는 금속 도관 튜브는 세라믹 구조물, 예컨대 플러그에 밀폐식으로 결합되도록 요구된다. 금속 튜브는, 결합 피복처리된 물품, 예컨대, 전력 또는 원격측정 리드(telemetry lead)가 세라믹을 통하는 밀폐 밀봉된 통로를 통해 리드를 라우팅하면서(routing), 결합 피복처리된 물품이 피복을 금속 튜브에 밀폐식으로 결합되게 하는 것을 허용한다.
[0007] 필요한 것은, 세라믹 절연체에 대한 열팽창의 양호한 정합을 갖는 재료를 사용하고 그리고 값싸게 제조될 수 있는 전기 피드스루이다.
[0008] 도 1은 종래 기술의 전기 피드스루의 사시도이다.
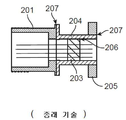
[0009] 도 2는 종래 기술의 전기 피드스루의 단면도이다.
[0010] 도 3은 종래 기술의 전기 피드스루의 단면도이다.
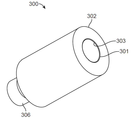
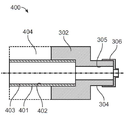
[0011] 도 4는 본 발명의 실시예의 브레이징 조립체의 사시도이다.
[0012] 도 5는 도 4의 브레이징 조립체의 단부도이다.
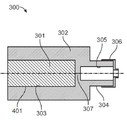
[0013] 도 6은 도 5의 선(6-6)을 따라 취한 도 4의 브레이징 조립체의 단면도이다.
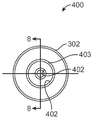
[0014] 도 7은 본 발명의 실시예의 포스트-브레이징 조립체의 단부도이다.
[0015] 도 8은 도 7의 선(8-8)을 따라 취한 도 7의 포스트-브레이징 조립체의 단면도이다.
[0016] 도 9는 도 7의 포스트-브레이징 조립체의 사시도이다.
[0017] 도 10은 본 발명의 실시예의 전기 종단 피드스루의 단면도이다.
[0018] 도 11은 본 발명의 실시예의 전기 종단 피드스루의 단면도이다.
[0019] 도 12는 본 발명의 실시예의 피드스루의 제1 제조 단계의 단면도이다.
[0020] 도 13은 본 발명의 실시예의 피드스루의 제2 제조 단계의 단면도이다.
[0021] 도 14는 본 발명의 실시예의 피드스루의 제3 제조 단계의 단면도이다.
[0022] 도 15는 본 발명의 실시예의 피드스루의 제4 제조 단계의 단면도이다.
[0023] 도 16은 본 발명의 실시예의 피드스루의 제5 제조 단계의 단면도이다.
[0009] 도 2는 종래 기술의 전기 피드스루의 단면도이다.
[0010] 도 3은 종래 기술의 전기 피드스루의 단면도이다.
[0011] 도 4는 본 발명의 실시예의 브레이징 조립체의 사시도이다.
[0012] 도 5는 도 4의 브레이징 조립체의 단부도이다.
[0013] 도 6은 도 5의 선(6-6)을 따라 취한 도 4의 브레이징 조립체의 단면도이다.
[0014] 도 7은 본 발명의 실시예의 포스트-브레이징 조립체의 단부도이다.
[0015] 도 8은 도 7의 선(8-8)을 따라 취한 도 7의 포스트-브레이징 조립체의 단면도이다.
[0016] 도 9는 도 7의 포스트-브레이징 조립체의 사시도이다.
[0017] 도 10은 본 발명의 실시예의 전기 종단 피드스루의 단면도이다.
[0018] 도 11은 본 발명의 실시예의 전기 종단 피드스루의 단면도이다.
[0019] 도 12는 본 발명의 실시예의 피드스루의 제1 제조 단계의 단면도이다.
[0020] 도 13은 본 발명의 실시예의 피드스루의 제2 제조 단계의 단면도이다.
[0021] 도 14는 본 발명의 실시예의 피드스루의 제3 제조 단계의 단면도이다.
[0022] 도 15는 본 발명의 실시예의 피드스루의 제4 제조 단계의 단면도이다.
[0023] 도 16은 본 발명의 실시예의 피드스루의 제5 제조 단계의 단면도이다.
[0024] 진공 챔버와 함께 사용하기 위한 전기 커넥터가 제공된다. 전기 커넥터는 전기 피드스루 및 종단 유닛을 포함할 수 있다. 전기 커넥터는, 예를 들어, 제1 단부 및 제2 단부를 가지는 세라믹 본체를 포함할 수 있다. 보어 또는 홀은 제1 단부를 통해 연장할 수 있고 그리고 세라믹 본체의 내부 표면에 의해 형성될 수 있다. 중공형 알루미늄 구조물이 제공될 수 있고 그리고 이 중공형 알루미늄 구조물은 보어 내로 연장하는 제1 부분을 갖는다. 중공형 알루미늄 구조물은 중공형 알루미늄 구조물과 세라믹 본체 사이에 밀폐 밀봉부를 형성하기 위해 세라믹 본체의 내부 표면에 결합되고, 예컨대 브레이징될 수 있다. 중공형 알루미늄 구조물은 세라믹 본체로부터 연장하는 제2 부분을 가질 수 있다. 적어도 하나의 전기 전도체는 제공될 수 있으며, 그리고 전기 전도체는 중공형 알루미늄 구조물을 통해 연장하는 제1 단부 부분 및 세라믹 본체의 제2 단부로 연장하는 제2 단부 부분을 갖는다.
[0025] 전기 커넥터는 선택적으로, 세라믹 본체의 제2 단부에 결합되는 금속 단부 캡을 포함할 수 있다. 전기 전도체의 제2 단부 부분은 선택적으로 단부 캡에 결합될 수 있다. 전기 커넥터는 선택적으로 제공될 수 있으며, 전기 커넥터에서, 세라믹 본체의 제2 단부에는 제2 단부를 통해 연장하고 그리고 우선 지명된(first-named) 보어와 연통하는 부가의 보어가 제공된다. 전기 전도체의 제2 단부 부분은 선택적으로 부가의 보어 내에서 세라믹 본체의 제2 단부에 결합될 수 있다.
[0026] 중공형 알루미늄 구조물의 알루미늄은 임의의 적합한 중량을 가질 수 있다. 예를 들어, 알루미늄은 선택적으로 89중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 92중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 98중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.5중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.99중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 금속성 알루미늄 또는 알루미늄을 포함하는 금속으로서 지칭될 수 있다.
[0027] 전기 커넥터를 제조하기 위한 방법이 제공된다. 전기 커넥터는 전기 피드스루 또는 전기 종단 유닛일 수 있다. 본 방법은 제1 단부 및 제2 단부를 가지는 세라믹 피스를 제공하는 단계를 포함할 수 있다. 보어 또는 홀은 제1 단부로부터 세라믹 피스 내로 연장할 수 있고 그리고 내부 표면으로부터 형성될 수 있다. 본 방법은 홀 내로 알루미늄을 놓거나 배치하는 단계를 포함할 수 있다. 본 방법은, 홀의 내부 표면과 밀폐식으로 결합되는 홀 내에 알루미늄 구조물을 생성하기 위해, 예를 들어 보어 또는 홀에 알루미늄을 브레이징함으로써 보어 또는 홀의 내부 표면에 알루미늄을 결합하는 단계를 포함할 수 있다. 알루미늄 구조물은 중심 부분을 포함할 수 있다. 본 방법은 선택적으로, 알루미늄 구조물을 통해 통로 또는 보어를 생성하기 위해 알루미늄 구조물의 중심 부분을 제거하는 단계를 포함할 수 있다. 본 방법은 선택적으로 제1 단부에 알루미늄 구조물 주위에 세라믹 피스의 부분을 제거하는 단계를 포함할 수 있다. 제거 단계는 선택적으로 알루미늄 구조물의 부분의 외부 표면을 노출하는 단계를 포함할 수 있다. 본 방법은 선택적으로, 세라믹 피스의 내부 표면에 밀폐식으로 결합되고 그리고 세라믹 피스의 제1 단부로부터 연장하는 중공형 알루미늄 구조물을 초래할 수 있다.
[0028] 본 방법은 선택적으로 중공형 알루미늄 구조물을 통해 연장하는 적어도 하나의 전기 전도체를 제공하는 단계를 포함할 수 있다. 적어도 하나의 전기 전도체는 선택적으로 중공형 알루미늄 구조물로부터 전기 절연될 수 있다. 세라믹 피스는 선택적으로 환형일 수 있다. 본 방법은 선택적으로 환형 세라믹 피스의 제2 단부에 단부 캡을 결합하는, 예를 들어, 브레이징하는 단계를 포함할 수 있다. 본 방법은 선택적으로 단부 캡에 적어도 하나의 전기 전도체의 단부를 결합하는 단계를 포함할 수 있다. 알루미늄 구조물은 선택적으로 알루미늄 로드일 수 있다. 중공형 알루미늄 구조물은 선택적으로 알루미늄 튜브일 수 있다.
[0029] 알루미늄은, 임의의 적합한 온도로 가열됨으로써 보어 또는 홀의 내부 표면에 결합될 수 있고, 예를 들어, 브레이징될 수 있다. 예를 들어, 알루미늄은 선택적으로 적어도 770℃ 이상의 온도로 가열될 수 있다. 알루미늄은 선택적으로 적어도 800℃ 이상의 온도로 가열될 수 있다. 알루미늄은 선택적으로 770℃ 내지 1200℃의 범위의 온도로 가열될 수 있다. 알루미늄은 선택적으로 1100℃의 범위의 온도로 가열될 수 있다. 알루미늄은 선택적으로 800℃ 내지 1200℃의 범위의 온도로 가열될 수 있다.
[0030] 알루미늄을 보어 또는 홀의 내부 표면에 결합하기 위한 예를 들어 브레이징하기 위한 대기인 결합 대기는 임의의 적합한 유형일 수 있다. 예를 들어, 결합대기는 선택적으로 산소가 공급되지 않을(non-oxygenated) 수 있다. 결합은 선택적으로 임의의 적합한 진공에서, 예를 들어 1 x 10E-4 Torr보다 낮은 압력을 갖는 진공에서, 1 x 10E-5 Torr보다 낮은 압력을 갖는 진공에서, 또는 5 x 10E-5 Torr보다 낮은 압력을 갖는 진공에서 발생한다. 추가적인 산소 제거는 선택적으로 공정 챔버에 지르코늄 또는 티타늄의 배치로 달성될 수 있다. 예를 들어, 지르코늄 내부 챔버는 선택적으로 결합될 수 있는 피스들 주위에 배치될 수 있다. 진공과 다른 대기들은 선택적으로 밀폐 밀봉부를 달성하는 데 사용될 수 있다. 예를 들어, 아르곤(Ar) 대기는 선택적으로 밀폐 조인트들을 달성하는 데 사용될 수 있다. 다른 불활성 가스들(noble gasses)은 선택적으로 밀폐 조인트들을 달성하는 데 사용될 수 있다. 수소(H2) 대기는 선택적으로 밀폐 조인트들을 달성하는 데 사용될 수 있다.
[0031] 방법의 알루미늄은 임의의 적합한 유형 및 형태일 수 있다. 예를 들어, 알루미늄은 선택적으로 분말 또는 포일(foil)일 수 있다. 예를 들어, 알루미늄은 선택적으로 89중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 92중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 98중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.5중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.99중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 금속성 알루미늄 또는 알루미늄을 포함하는 금속으로서 지칭될 수 있다.
[0032] 세라믹 본체는 임의의 적합한 세라믹으로 형성될 수 있다. 예를 들어, 세라믹은 선택적으로 비확산성(non-diffusable) 유형, 예컨대 질화 알루미늄, 알루미나, 산화 베릴륨, 또는 지르코니아일 수 있다. 세라믹 피스는 선택적으로 단결정질(mono-crystalline) 또는 다결정질 질화 알루미늄일 수 있다. 세라믹 피스는 선택적으로 질화 알루미늄, 다결정질 알루미나, 단결정질 알루미나 또는 사파이어, 산화 베릴륨, 및 지르코니아로 구성된 그룹으로부터 선택될 수 있으며, 이 그룹은 알루미늄에 의해 비확산성을 입증하는 그룹이다.
[0033] 본 발명의 실시예에 따른 밀폐 조인트는 선택적으로 He의 1x10-9sccm 미만의 누출 속도를 갖는 조인트일 수 있다.
[0034] 절연된 대기 조건들 사이에서 챔버 벽을 통해, 그렇지 않으면 배리어(barrier)에 걸쳐 전기 전도체들을 라우팅하기 위해 사용될 수 있는 전기 종단 유닛 또는 피드 스루는 선택적으로 제공될 수 있다. 전기 종단 유닛 또는 피드스루는 선택적으로 인터페이스 재료로서 알루미늄을 가질 수 있고 그리고 선택적으로 세라믹 절연체를 활용할 수 있다. 전기 종단 유닛 또는 피드스루는 선택적으로 절연체의 세라믹 표면에 직접적으로 브레이징되는 알루미늄을 가질 수 있다. 알루미늄은 선택적으로, 밀폐 조인트로 알루미늄을 세라믹 튜브에 브레이징하는 동일한 공정 단계에서 중공형 세라믹 튜브 내에 형성될 수 있다. 세라믹 절연체에 대한 알루미늄의 브레이징 후에 선택적으로 기계가공하는 것은 요망되는 최종 형태의 달성을 허용할 수 있다. 이러한 전기 종단 또는 피드스루 유닛을 제조하기 위한 방법이 선택적으로 제공된다.
[0035] 본원에서 제시된, 예를 들어 아래의 본 발명의 실시예들은 본 발명의 예들이고, 그리고 일부 예들에서 본 발명의 이전의 논의보다 더 광범위하거나 더 좁을 수 있으나, 본 발명의 범위를 제한하는 것으로 의도되지 않는다. 이러한 실시예들에서 제시되는 본 발명의 임의의 부가의 특징들은 선택적이다. 본원에 제시된 임의의 실시예의 특징은, 본원에 제시된 임의의 실시예의 임의의 다른 특징을 갖거나 갖지 않고, 본 발명의 임의의 다른 실시예들과 선택적으로 조합될 수 있다. 아래의 방법들의 모든 특성들, 단계들, 매개변수들 및 특징들은 아래에서 제시되는 특정한 실시예들 또는 특정한 부품들에 제한되지 않으나, 대신에 선택적으로 본 발명의 이전의 논의에 그리고 본 발명의 모든 실시예들에 적용가능할 수 있다. 광범위한 용어들 및 설명들은, 특정한 용어 또는 기술어(descriptor)에 개시를 제한하지 않도록 그러나 설명 논의 및 이해의 용이함을 위해서만 본원의 보다 특정한 용어들 및 설명들로 때때로 교체된다.
[0036] 도 1은 종래 기술의 전기 피드스루(100)의 예시적인 예이다. 베슬 벽들을 통과하는 피드스루들을 통한 전기 신호들의 통과는 일반적인 요건이다. 이러한 피드스루들은, 베슬 벽으로부터 필요한 전기 신호들을 전기 절연하면서, 기초 요건들로서 필요한 작동 압력들, 환경들, 및 온도들을 견디는 능력을 갖는다. 진공 시스템들에 활용되는 피드스루들은 통상적으로, 전력, 무선 주파수, 기구 및 기타를 포함할 수 있는 신호들을 통과시키면서, He의 1x10-9sccm 미만의 누출 속도들, 및 수백℃의 온도들을 갖는 1 ATM 차압으로 작동하도록 요구된다. 이러한 화학적 처리, 오일 및 가스 적용들 및 기타와 같은 다른 유형들의 적용들은 보다 높은 압력들, 온도들, 및 화학적 호환성과 같은 상이한 작동 규격들을 요구할 수 있다.
[0037] 전기 피드스루(100)는 케이블링 커넥터(106)로 전기 케이블에 커플링하도록 적응되는 제1 단부(101)를 가질 수 있다. 커넥터 핀들(103)은 제1 단부(101) 내에 존재할 수 있다. 제2 단부(102)는 절연체(104)에 의해 분리될 수 있는 전기 전도체들(105)을 포함할 수 있다.
[0038] 도 2 및 도 3은 코바 하우징(Kovar housing)을 포함하는 종래 기술의 전기 피드스루의 도면적인 단면도들이다. 세라믹 부품(203), 예를 들어, 알루미늄 산화물은 세라믹으로 브레이징되는 복수의 전기 전도체들(202)과의 전기 절연을 위해 사용된다. 전도체들(202)은 예를 들어 니켈 또는 구리의 전도체 핀들(conductor pins)일 수 있다. 세라믹 절연체(203)의 외부 에지는 코바 테뷸레이션(tabulation) 또는 하우징(204) 내로 브레이징되며 ─ 코바는 세라믹의 열팽창을 일치시키는 데 사용됨 ─ 및 그 후, 코바는 베슬에 대한 연결부로서 사용되는 스테인레스강 케이블 하우징(201)과 같은 다른 금속(201), 및 전기 신호들을 운반하는 케이블링에 대한 스테인레스강 진공 베슬 커넥터(205)와 같은 금속(205)에 용접된다. 각각의 금속들(201 및 205)은 303, 304, 또는 316과 같은 스테인레스강 합금일 수 있다.
[0039] 도 2 및 도 3에 도시되는 전기 피드스루들의 설계 및 제조의 경우에 수개의 단점들이 존재한다. 이러한 단점들은 알루미나 세라믹 절연체를 위한 하우징으로서 코바의 사용에 관한 것이다. 코바는 세라믹의 CTE에 일치하는 데 사용된다. 제조 동안, 알루미나 절연체는 코바에 브레이징된다. 브레이징은 통상적으로, 구리-은 브레이징 합금과 함께 알루미나 상에서 몰리-망간(moly-manganese) 층(206)을 사용하여 이루어지며, 이는 800℃ 초과의 온도들에서 이루어진다. 코바와 다른 하우징이 사용된다면, 낮은 CTE 알루미나 및 높은 CTE 금속의 불일치에 대한 결과적인 응력들이 세라믹의 균열시 초래될 것이다. 코바는 또한 일부 바람직하지 않은 특성들을 갖는다. 코바는 케이블링 또는 베슬에 대한 양호한 커넥터를 제조하기 위한 기계적인 특성들이 부족하다. 코바는 용이하게 용접되지 않을 수 있으며, 양호한 커넥터들을 위해 필요한 특성들을 가지는 스테인레스강에 코바를 용접시키는 것은 몇몇의 위치들(207)에서 전자빔 용접(e-beam welding)의 사용을 요구하며, 이는 값비싸고 느리다. 그리고 코바 자체가 제한된 공급으로 값비싸다.
[0040] 위에서 언급된 설계들과는 대조적으로, 본 발명에 따른 전기 커넥터들, 예를 들어, 전기 피드스루들 및 전기 종단 유닛들은, 코바의 사용 없이 그리고 몰리-망간과 같은 습윤제로서 다른 재료들의 사용 없이, 세라믹에 대한 직접적으로 금속의 브레이징 또는 다른 결합을 허용한다. 세라믹 절연체에는 선택적으로 중공형 부분 내로의 알루미늄의 삽입을 허용하는 중공형 부분이 만들어질 수 있다. 알루미늄은 선택적으로 분말, 포일, 또는 다른 형태로서 삽입될 수 있다. 그 후, 알루미늄은 밀폐 조인트를 갖는 세라믹 절연체의 중공형 부분의 내부 표면에 임의의 적합한 방식으로 결합될 수 있으며, 예를 들어, 브레이징될 수 있다. 세라믹은 임의의 적합한 유형, 예를 들어, 비확산성 유형, 예컨대 질화 알루미늄, 알루미나, 산화 베릴륨, 또는 지르코니아일 수 있다.
[0041] 가열기 요소를 위한 전기 종단부는 선택적으로 제공될 수 있고, 그리고 선택적으로, 세라믹 플러그에 밀폐식으로 내장되는 금속 튜브를 포함할 수 있다. 가열기 요소는 선택적으로, 공정 챔버에 존재할 수 있는 부식 공정 화학반응들에 대해 리드(lead)를 보호하도록, 또는 다른 이유들로 피복처리될 수 있다. 세라믹 플러그에 밀폐식으로 내장되는 알루미늄 튜브는 알루미늄 튜브에 밀폐식으로 결합될 가열기 요소 리드의 피복을 허용하며, 따라서 세라믹 플러그 내로 피복된 요소를 계속 보호한다. 세라믹은 또한, 그 안에 있는 전도체로부터 피복의 전기 절연을 제공할 수 있다.
[0042] 결합 공정은 선택적으로 매우 낮은 압력들을 제공하도록 적응되는 공정 챔버에서 수행될 수 있다. 본 발명의 실시예들에 따른 결합 공정들은 선택적으로, 밀폐식으로 밀봉된 조인트를 달성하기 위해 산소의 결핍을 요구할 수 있다. 공정은 선택적으로, 1 x 10E-4 Torr보다 더 낮은 압력으로 수행될 수 있다. 공정은 선택적으로, 1 x 10E-5 Torr보다 더 낮은 압력으로 수행될 수 있다. 추가적인 산소 제거는 선택적으로 공정 챔버에 지르코늄 또는 티타늄의 배치로 달성될 수 있다. 예를 들어, 지르코늄 내부 챔버는 결합될 수 있는 피스들 주위에 배치될 수 있다.
[0043] 일부 실시예들에서, 진공과 다른 대기들은 밀폐 밀봉부를 달성하는 데 사용될 수 있다. 일부 실시예들에서, 아르곤(Ar) 대기는 밀폐 조인트들을 달성하는 데 사용될 수 있다. 일부 실시예들에서, 다른 불활성 가스들은 밀폐 조인트들을 달성하는 데 사용될 수 있다. 일부 실시예들에서, 수소(H2) 대기는 밀폐 조인트들을 달성하는 데 사용될 수 있다.
[0044] 브레이징 층의 젖음 및 유동, 및 밀폐 조인트 또는 밀봉부의 생성은 다양한 인자들에 대해 민감할 수 있다. 관심의 인자들은 브레이즈 재료 조성물, 세라믹 조성물, 알루미늄에 의한 확산에 대한 세라믹의 민감성(susceptibility), 공정 챔버에서의 대기의 화학적 구성, 특히 결합 공정 동안 챔버의 산소의 레벨, 온도, 온도에서의 시간, 브레이즈 재료의 두께, 결합될 재료의 표면 특성들, 결합될 피스들의 기하학적 형상, 결합 공정 동안 조인트에 걸쳐 적용되는 물리적인 압력, 및/또는 결합 공정 동안 유지되는 조인트 캡을 포함할 수 있다. 본 발명의 실시예에 따른 밀폐 조인트는 선택적으로 He의 1x10-9sccm 미만의 누출 속도를 갖는 조인트일 수 있다.
[0045] 알루미늄을 중공형 세라믹 절연체의 내부 표면에 결합하기 위한 브레이징 방법의 예는 선택적으로, 제1 및 제2 세라믹 대상물들 사이에 배치되는 알루미늄 및 알루미늄 합금을 구성되는 그룹으로부터 선택되는 브레이징 재료로 절연체를 충전하는 단계, 적어도 800℃의 온도로 브레이징 층을 가열하는 단계, 및 브레이징 층이 경화되고 그리고 제1 부재를 제2 부재에 결합하기 위해 밀폐 밀봉부를 생성하도록 브레이징 층을 그의 용융점 아래의 온도로 냉각하는 단계를 포함할 수 있다. 알루미늄을 중공형 세라믹 절연체의 내부 표면에 결합하기 위한 브레이징 방법의 다른 예(여기서, 예를 들어, 세라믹들은 질화 알루미늄, 알루미나, 산화 베릴륨, 및 지르코니아로 구성되는 그룹임)는 선택적으로, 제1 및 제2 세라믹 대상물들 사이에 배치되는 알루미늄 및 알루미늄 합금을 구성되는 그룹으로부터 선택되는 브레이징 재료로 절연체를 충전하는 단계, 적어도 770℃의 온도로 브레이징 층을 가열하는 단계, 및 브레이징 층이 경화되고 그리고 제1 부재를 제2 부재에 결합하기 위해 밀폐 밀봉부를 생성하도록 브레이징 층을 그의 용융점 아래의 온도로 냉각하는 단계를 포함할 수 있다. 브레이징 온도는 선택적으로 770℃ 내지 1200℃의 범위에 있을 수 있다. 브레이즈 조인트들의 다양한 기하학적 형상들은 본원에 설명되는 방법들에 따라 구현될 수 있다.
[0046] 본 발명의 결합 공정은 다음의 단계들의 일부 또는 모두를 포함할 수 있다. 세라믹은 선택적으로 브레이징을 위해 선택되는 피스일 수 있다. 세라믹 피스는 선택적으로 공동을 가질 수 있으며, 이 공동은 세라믹 내로의 원통형 홀일 수 있다. 원통형 홀은 선택적으로 세라믹의 축방향 중심에 있을 수 있다. 세라믹 피스는 선택적으로 알루미나일 수 있다. 세라믹 피스는 선택적으로 단결정질 또는 다결정질 질화 알루미늄일 수 있다. 세라믹 피스는 선택적으로 질화 알루미늄, 다결정질 알루미나, 단결정질 알루미나 또는 사파이어, 산화 베릴륨, 및 지르코니아로 구성된 그룹으로부터 선택될 수 있으며, 이 그룹은 알루미늄에 의해 비확산성을 입증하는 그룹이다. 다른 세라믹들은 이러한 그룹에 있을 수 있다. 예시적인 예에서, 도 4에서 보이는 바와 같이, 세라믹 튜브(302)의 중공형 중심의 내부 표면(303)은 선택적으로 브레이징 재료(301)로 채워질 수 있다. 결합 재료는 알루미늄을 포함하는 브레이징 재료일 수 있다. 브레이징 재료는 선택적으로 >99% 알루미늄 함량의 상업용으로 이용가능한 알루미늄 포일일 수 있다. 브레이징 재료는 선택적으로 98중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.99중량% 알루미늄보다 더 클 수 있다. 브레이징 재료는 선택적으로 일부 실시예들에서 복수의 층들의 포일로 구성될 수 있다.
[0047] 오븐은 선택적으로 5 x 10E-5 Torr 미만의 압력으로 진공배기될(evacuated) 수 있다. 일부 양태들에서, 진공은 잔여 산소를 제거한다. 1 x 10E-5 Torr보다 낮은 진공이 선택적으로 사용될 수 있다. 사전-조립체는 선택적으로, 산소 유인제(oxygen attractant)로서 작용하는 지르코늄 내부 챔버 내에 배치될 수 있어, 처리 동안 조인트를 향하는 그의 경로를 발견했을 것인 잔여 산소를 추가적으로 제거한다. 공정 오븐은 산소를 제거하기 위해, 순수, 탈수화된 불활성 가스, 예컨대 아르곤 가스로 선택적으로 퍼징되고(purged) 그리고 재충전될 수 있다. 공정 오븐은 산소를 제거하기 위해, 정화된 수소로 선택적으로 퍼징되고 그리고 재충전될 수 있다.
[0048] 그 후, 사전-조립체는 선택적으로 온도의 증가, 및 결합 온도에서의 유지를 겪을 수 있다. 가열 사이클을 개시할 때, 온도는 선택적으로, 온도들을 느리게, 예를 들어 분당 15℃로 200℃까지 그리고 그 후, 이후 온도, 표준화된 온도들, 예를 들어 600℃ 및 결합 온도까지 분당 20 내지 30℃ 상승될 수 있고 그리고 구배들을 최소화하기 위해 그리고/또는 다른 이유들로, 진공이 가열 후에 회복되는 것을 허용하기 위해 고정된 체류 시간 동안 각각의 온도로 유지될 수 있다. 브레이즈 온도가 도달되었을 때, 온도는 선택적으로 브레이즈 반응을 실시하기 위해 소정의 시간 동안 유지될 수 있다. 체류 온도는 선택적으로 850℃일 수 있으며, 그리고 체류 시간은 선택적으로 30분일 수 있다. 체류 온도는 선택적으로 800℃일 수 있으며, 그리고 체류 시간은 선택적으로 2시간일 수 있다. 체류 온도는 선택적으로 1000℃일 수 있으며, 그리고 체류 시간은 선택적으로 15분일 수 있다. 체류 온도는 선택적으로 1150℃일 수 있으며, 그리고 체류 시간은 선택적으로 30 내지 45분일 수 있다. 체류 온도는 선택적으로 최대 1200℃를 초과하지 않을 수 있다. 체류 온도는 선택적으로 최대 1300℃를 초과하지 않을 수 있다. 체류 온도는 선택적으로 770℃ 내지 1200℃의 범위에 있을 수 있다. 체류 온도는 선택적으로 800℃ 내지 1200℃의 범위에 있을 수 있다. 충분한 브레이즈 체류 시간을 달성할 대, 노(furnace)는 선택적으로, 내재하는 노 냉각 속도가 실온에 대해 더 작을 때, 분당 20℃의 속도, 또는 그 미만으로 냉각될 수 있다. 노는 선택적으로, 개방되어 대기압이 되게 될 수 있고 그리고 브레이징된 조립체는 검사, 정의(characterization) 및/또는 평가를 위해 제거될 수 있다.
[0049] 디바이스의 냉각은 선택적으로, 조립체 주위에서 열 전도성 슬리브의 사용과 함께 균일하게 될 수 있다. 예를 들어, 세라믹 피스의 외경은 1.00인치일 수 있다. 세라믹 피스는, 중공형 공동이 상방을 향하고 있도록 배향될 수 있다. 세라믹 피스는 선택적으로 알루미나일 수 있다. 질화 알루미늄 슬리브는 선택적으로, 브레이징 및 냉각 동안, 그의 공동 내에 알루미늄으로 세라믹 피스의 보다 균일한 온도를 유지하는 것에 기여하기 위해 브레이징 동안 세라믹 피스 주위에 배치될 수 있다. AIN 슬리브는 선택적으로 1.38 인치의 내경을 가질 수 있고 그리고 선택적으로 알루미나 세라믹 피스보다 약간 더 높을 수 있다.
[0050] 전술된 바와 같이 결합되는 조립체들은 세라믹 홀 피처의 알루미늄과 세라믹 홀의 내부 표면 사이의 밀폐 밀봉부를 갖는 피스들을 초래할 수 있다. 그 후, 이러한 조립체들은 사용될 수 있으며, 여기서 대기 격리가 전기 절연뿐만 아니라 조립체들의 사용시에 중요한 측면이다. 추가적으로, 결합된 조립체들이 반도체 처리시에 이후에 사용될 때, 다양한 대기들에 노출될 수 있는 조인트의 부분은, 예를 들어, 이러한 대기들에서 마찬가지로 열화하지 않을 것이거나, 이후의 반도체 처리를 마찬가지로 오염시키지 않을 것이다.
[0051] 예시적인 실시예에서, 도 4 내지 도 8에서 보이는 바와 같이, 가열기 요소를 위한 완성된 전기 종단의 제조시에 중간 단계를 나타내는 브레이징 조립체(300)가 도시된다. 이러한 예시적인 실시예가 하나 알루미늄 튜브를 통해 이송되지만, 다른 실시예들은 더 많은 튜브들을 통해 이송될 수 있다.
[0052] 세라믹 튜브(302)는 선택적으로, 제2 중공형 부분(305)으로부터의 알루미늄으로 충전될 것인 중공형 중심(301)을 분리시키는 블로킹 부분(307)을 가질 수 있다. 보다 좁은 외부 표면(304)은 또한, 브레이징 조립체(300)의 이러한 단부에서 보일 수 있다.
[0053] 선택적인 캡(306)은 브레이징 조립체의 보다 좁은 외부 표면(304) 주위에서 보인다. 캡(306)은 선택적으로 니켈 캡일 수 있다. 니켈 캡은 선택적으로 브레이징 조립체의 보다 좁은 외부 표면에서 알루미나 세라믹에 브레이징될 수 있다. 니켈 캡은 선택적으로, 알루미늄이 세라믹 피스의 주요 중공부의 내부 표면에 결합되는 동일한 공정 단계 동안 알루미나 상에서 브레이징될 수 있다. 니켈 캡은 선택적으로, 알루미늄이 또한 선택적으로 브레이징될 수 있는 온도인 약 1100℃에서 구리 브레이징될 수 있다. 니켈 캡은 선택적으로 우선적으로 브레이징될 수 있으며, 그리고 알루미늄은 보다 낮은 온도의 제2 브레이징 단계에서 브레이징된다. 니켈 캡은 선택적으로, 구리 브레이즈를 사용하여, 몰리-망간 층으로 선택적으로 사전-금속화될 수 있는 세라믹에 브레이징될 수 있다. 이러한 제1 브레이즈 단계는 선택적으로 1083℃에서 발생할 수 있다. 그 후, 유닛은 세라믹 피스의 중공부 내로 배치되고 그리고 선택적으로 적합한 온도, 예를 들어, 850℃에서 결합되거나 브레이징되는 알루미늄을 가질 수 있다.
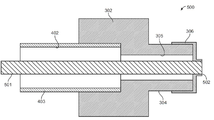
[0054] 브레이징 공정 또는 공정들 후에, 브레이징 조립체(300)는 선택적으로 후-브레이징 조립체(400)가 되도록 이동될 수 있다. 도 8의 파선들로 도시되는 세라믹 튜브의 부분(404)은 세라믹 튜브 내로 브레이징되어 있는 알루미늄의 외부 표면(401)을 노출하도록 제거될 수 있다. 알루미늄(301)의 중심 부분은 선택적으로 알루미늄 튜브(403)를 형성하도록 제거될 수 있다. 블로킹 부분(307)은 선택적으로, 알루미늄 튜브(403) 내로부터 니켈 캡(306)으로의 연속적인 통로(402)를 허용하도록 제거될 수 있다.
[0055] 도 10 및 도 11은, 니켈 캡(306)에 용접될 수 있는(502) 전도체(501)의 삽입 후에 예시적인 단일 전도체 전기 종단부(500)를 단면으로 예시한다. 전도체(501)는 선택적으로, 예를 들어, 외부 피복으로 전도체를 보호하도록 밀폐식으로 피복처리될 수 있다. 그 후, 피복은 선택적으로 알루미늄 튜브의 내부 또는 외부 표면(401)에 밀폐식으로 결합될 수 있다. 세라믹 피스의 내부 또는 외부 표면(303)에 대한 알루미늄 튜브의 밀폐 결합으로, 피복처리된 전도체 조립체에 존재하는 전도체(501)의 밀폐 보호부가 세라믹 피스 내를 통해 운반되며, 그리고 니켈 캡(306)에서 전도체의 밀폐 결합으로, 전도체는 밀폐식으로 밀봉되었다. 전기 종단부(500)의 외부 세라믹 표면은 선택적으로, 전기 종단 유닛의 알루미늄 튜브 측면이 전기 종단 유닛의 니켈 캡 측면으로부터 격리되도록 다르게 밀봉될 수 있다.
[0056] 도 11은 밀폐 조인트(505)로 알루미늄 튜브에 결합되는 피복(506)을 갖는 전기 종단부(500)를 예시한다. 피복(506)은 선택적으로 알루미늄일 수 있으며, 그리고 조인트는 선택적으로 용접부일 수 있다. 알루미늄은 밀폐 조인트(504)로 세라믹에 결합되거나 브레이징된다. 전기 종단부의 단부에, 선택적인 니켈 캡(306)은 밀폐 조인트(503)로 세라믹을 결합되거나 브레이징된다. 전도체(501)에 대한 니켈 캡(306)의 용접부(502)가 또한 밀폐적이다. 일련의 밀폐 조인트들은 피복 내에 그리고 세라믹 플러그 내에 대기(508)를 대기들(507 및 509)로부터 격리한다. 추가적으로, 세라믹은 전도체(501) 및 니켈 캡(306)으로부터 알루미늄 튜브를 전기 절연한다. 전기 종단부(500)는 선택적으로 진공 챔버 내에 사용될 수 있다. 다른 실시예에서, 피복(506)은 선택적으로 대기(508)를 제공하는 진공 챔버의 벽에 결합될 수 있으며, 그리고 선택적인 캡(306)은 진공 챔버 바깥쪽에 배치된다.
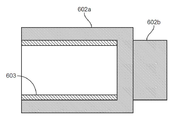
[0057] 도 12 내지 도 16은 본 발명의 전기 커넥터, 예를 들어 피드스루(600)의 제조를 위한 임의의 예시적인 방법을 예시한다. 도 12는, 선택적으로 형상의 원통형일 수 있는 세라믹 피스(602)로의 선택적인 중간 단계를 예시한다. 세라믹 피스(602)는 선택적으로 제1 섹션 또는 부분(602a)에서 보다 큰 직경을 가질 수 있고, 그리고 보다 작은 직경 섹션 또는 제2 부분(602b)으로의 넥다운(neckdown)을 가질 수 있다. 세라믹 피스(602)는 선택적으로, 선택적으로 원통형 홀일 수 있는 홀을 가질 수 있으며, 여기서 알루미늄 부분(601)은, 예를 들어, 전술된 바와 같은 공정 단계들을 따라 브레이징되거나 결합되었다. 세라믹은 선택적으로 알루미나일 수 있다. 세라믹은 선택적으로 질화 알루미늄일 수 있다. 세라믹은 선택적으로, 예를 들어 전술된 바와 같은 비확산 세라믹일 수 있다. 알루미늄은 선택적으로 98중량%의 알루미늄보다 더 클 수 있다. 알루미늄은 선택적으로 99중량%의 알루미늄보다 더 클 수 있다. 알루미늄은 선택적으로 99.9중량%의 알루미늄보다 더 클 수 있다. 이러한 단계에서, 도 12에서 보이는 바와 같이, 알루미늄 부분(601)은 세라믹 피스(602)에서 홀의 내부에 브레이징되었고, 그리고 이제 밀폐 조인트로 세라믹에 결합된다.
[0058] 도 13은 본 발명의 커넥터 또는 피드스루(600)의 제조시에 선택적인 추가의 단계를 예시한다. 이러한 단계에서, 알루미늄 부분(601)의 중심은 도 13의 단면으로 보이는 바와 같이, 알루미늄 튜브(603)를 생성하도록 제거되었다. 제거된 알루미늄은 임의의 적합한 기계적 기계가공 기술들 또는 다른 적합한 방법들에 의해 제거될 수 있다. 알루미늄 튜브(603)의 외부 표면은 세라믹 피스(602)의 내부 표면에 밀폐식으로 결합된다.
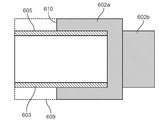
[0059] 도 14는 본 발명의 커넥터 또는 피드스루(600)의 제조시에 추가의 선택적인 단계를 예시한다. 이러한 단계에서, 파선들로 도시되는 세라믹 피스(602)의 세그먼트(609)는, 알루미늄 튜브(603)의 외부 표면(605)을 선택적으로 노출하는 지점(610)으로 다시 제거되었다. 이러한 단계에서, 세라믹 피스로부터 연장하는 알루미늄 튜브가 이제 존재할 수 있으며, 그리고 알루미늄 튜브(603)의 부분, 예를 들어, 알루미늄 튜브의 외부 표면은 밀폐 조인트로 세라믹 피스의 내부 표면에 결합된다.
[0060] 도 15는 본 발명의 커넥터 또는 피드스루(600)의 제조시에 추가의 선택적인 단계를 예시한다. 이러한 단계에서, 플랜지(606)는 알루미늄 튜브(603)에 결합되었다. 플랜지(606)는 선택적으로, 알루미늄 튜브(603)의 외부 둘레 주위에 용접부(607)로 알루미늄 튜브에 결합될 수 있다. 플랜지(606)는, 예를 들어, 공정 챔버의 벽(612) 상에 인터페이싱 피드스루 부착 지점에 장착되도록 적응될 수 있다. 이러한 구성은 이제, 세라믹 피스에 밀폐식으로 결합되는 알루미늄 튜브에 밀폐식으로 커플링되는 피드스루 플랜지를 갖는다. 세라믹 피스는, 장착 플랜지로부터, 그리고 공정 챔버의 챔버 벽(612)으로부터 세라믹 플러그를 통해 라우팅될 수 있는 물품들을 전기 절연한다.
[0061] 도 16은 본 발명의 커넥터 또는 피드스루(600)의 제조시에 추가의 선택적인 단계를 예시한다. 이러한 단계에서, 통로(608)는 세라믹 피스(602)를 통해 생성되었으며, 이 통로는 세라믹 피스(602)를 통해 전도체 또는 다른 물품들의 통과를 허용할 수 있다. 중공형 구조물 또는 튜브(603)를 통해 연장하는 제1 단부 부분(611a) 및 통로(608)를 통해 연장하는 제2 단부 부분(611b)을 가지는 예시적인 전도체(611)가 도시된다. 전도체(611)는 임의의 적합한 방식에 의해 통로(608) 및 그러므로 세라믹 피스(602) 내에 부착된다. 1개 초과의 통로(608) 및 1개 초과의 전도체(611)가 선택적으로 존재할 수 있다. 통로 또는 통로들은 선택적으로 제조 공정에서 이전의 단계에서 생성될 수 있다. 통로들을 활용하는 물품들, 예컨대 전도체들은 선택적으로 제조의 이전의 단계 동안 세라믹 플러그에 부착될 수 있다.
[0062] 진공 챔버와 함께 사용하기 위한 전기 피드스루가 제공될 수 있고 그리고 이 전기 피드스루는 제1 단부 및 제2 단부를 가지는 세라믹 본체; 제1 단부를 통해 연장하고 그리고 세라믹 본체의 내부 표면에 의해 형성되는 보어; 중공형 알루미늄 구조물 ─ 중공형 알루미늄 구조물은 보어 내로 연장하는 제1 부분을 가지며, 그리고 중공형 알루미늄 구조물과 세라믹 본체 사이에 밀폐 밀봉부를 형성하기 위해 내부 표면에 브레이징되며, 중공형 알루미늄 구조물은 세라믹 본체로부터 연장하는 제2 부분을 가짐 ─ ; 및 전기 전도체를 포함할 수 있으며, 전기 전도체는 중공형 알루미늄 구조물을 통해 연장하는 제1 단부 부분 및 세라믹 본체의 제2 단부로 연장하는 제2 단부 부분을 갖는다.
[0063] 전기 피드스루는 선택적으로 세라믹 본체의 제2 단부에 결합되는 금속 단부 캡을 포함할 수 있으며, 전기 전도체의 제2 단부 부분은 단부 캡에 결합된다. 세라믹 본체의 제2 단부에는 선택적으로 제2 단부를 통해 연장하고 그리고 우선 지명된 보어와 연통하는 부가의 보어가 제공될 수 있으며, 전기 전도체의 제2 단부 부분은 부가의 보어 내에 세라믹 본체의 제2 단부에 결합된다. 중공형 알루미늄 구조물은 선택적으로 알루미늄 튜브일 수 있다. 세라믹 본체는 선택적으로 환형일 수 있고 그리고 세라믹 본체에는 중심 길이 방향 축선이 제공되며, 그리고 보어는 중심 길이 방향 축선 상에서 축방향으로 센터링된다(centered). 중공형 알루미늄 구조물의 알루미늄은 선택적으로 89중량% 알루미늄 초과의 알루미늄일 수 있다. 중공형 알루미늄 구조물의 알루미늄은 선택적으로 92중량% 알루미늄 초과의 알루미늄일 수 있다. 중공형 알루미늄 구조물의 알루미늄은 선택적으로 98중량% 초과의 알루미늄일 수 있다. 중공형 알루미늄 구조물의 알루미늄은 선택적으로 99중량% 알루미늄 초과의 알루미늄일 수 있다. 중공형 알루미늄 구조물의 알루미늄은 선택적으로 99.5중량% 알루미늄 초과의 알루미늄일 수 있다. 중공형 알루미늄 구조물의 알루미늄은 선택적으로 99.99중량% 알루미늄 초과의 알루미늄일 수 있다. 전기 피드스루는 선택적으로 종단 유닛일 수 있다. 중공형 알루미늄 구조물의 제2 부분은 선택적으로 진공 챔버의 챔버 벽에 밀폐식으로 커플링하도록 구성되는 플랜지에 결합될 수 있다.
[0064] 격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법이 제공될 수 있고 그리고 제1 단부 및 제2 단부를 가지는 세라믹 피스 및 제1 단부로부터 세라믹 피스 내로 연장하고 그리고 내부 표면으로부터 형성되는 홀을 제공하는 단계, 알루미늄을 홀 내로 놓는 단계, 홀의 내부 표면과 밀폐식으로 결합되고 그리고 중심 부분을 가지는 홀 내에 알루미늄 구조물을 생성하기 위해 알루미늄을 홀에서 브레이징하는 단계, 알루미늄 구조물을 통해 통로를 생성하기 위해 알루미늄 구조물의 중심 부분을 제거하는 단계, 및 알루미늄 구조물의 부분의 외부 표면을 노출하기 위해 제1 단부에서 알루미늄 구조물 주위에 있는 세라믹 피스의 일부분을 제거하는 단계를 포함할 수 있으며, 이에 의해 세라믹 피스의 내부 표면과 밀폐식으로 결합되고 그리고 세라믹 피스의 제1 단부로부터 연장하는 중공형 알루미늄 구조물을 초래한다.
[0065] 본 방법은 선택적으로 중공형 알루미늄 구조물을 통해 연장하는 적어도 하나의 전기 전도체를 제공하는 단계를 포함할 수 있다. 적어도 하나의 전기 전도체는 선택적으로 중공형 알루미늄 구조물로부터 전기 절연될 수 있다. 세라믹 피스는 선택적으로 환형일 수 있으며, 그리고 본 방법은 선택적으로, 단부 캡을 환형 세라믹 피스의 제2 단부에 브레이징하는 단계 및 적어도 하나의 전기 전도체의 단부를 단부 캡에 결합하는 단계를 포함할 수 있다. 알루미늄 구조물은 선택적으로 알루미늄 로드일 수 있다. 중공형 알루미늄 구조물은 선택적으로 알루미늄 튜브일 수 있다. 브레이징 단계는 선택적으로 알루미늄을 70℃ 이상의 온도에서 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 알루미늄을 800℃ 이상의 온도에서 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 알루미늄을 770℃ 내지 1200℃의 범위의 온도에서 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 알루미늄을 1 x 10E-4 Torr 이하의 압력에서 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 알루미늄을 5 x 10E-5 Torr 이하의 압력에서 브레이징하는 단계를 포함할 수 있다. 알루미늄은 선택적으로 89중량% 알루미늄 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 92중량% 알루미늄 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 98중량% 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99중량% 알루미늄 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.5중량% 알루미늄 초과의 알루미늄일 수 있다. 알루미늄은 선택적으로 99.99중량% 알루미늄 초과의 알루미늄일 수 있다.
[0066] 격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법이 제공되고, 그리고 세라믹 피스의 홀 내로 알루미늄을 놓는 단계 ─ 상기 세라믹 피스는 제1 단부 및 제2 단부를 가지며, 상기 세라믹 피스의 상기 홀은 제1 단부에서 상기 세라믹 피스에 진입함 ─ , 알루미늄과 세라믹 피스의 홀의 내부 표면 사이의 밀폐 조인트와 결합되는 세라믹 피스 내에 알루미늄 로드를 생성하기 위해 알루미늄을 브레이징하는 단계, 상기 세라믹 피스 내에 알루미늄 튜브를 생성하기 위해 알루미늄 로드의 중심을 제거하는 단계, 및 알루미늄 튜브의 외부 표면의 부분을 노출하기 위해 상기 세라믹 피스의 상기 제1 단부에서 세라믹 피스의 부분을 제거하는 단계를 포함할 수 있으며, 이에 의해 상기 세라믹 피스 내에 상기 홀의 내부에 상기 알루미늄 튜브의 외부를 따라 밀폐식으로 결합되는 상기 알루미늄 튜브의 부분을 갖는 알루미늄 튜브를 제1 단부에서 환형 세라믹 피스의 중심 내에 초래한다.
[0067] 본 방법은 선택적으로 상기 환형 세라믹 피스의 제2 단부에 단부 캡을 브레이징하는 단계를 포함할 수 있다. 본 방법은 선택적으로 상기 피드스루를 통해 전도체를 부착하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 770℃ 이상의 온도에서 알루미늄을 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 800℃ 이상의 온도에서 알루미늄을 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 770℃ 내지 1200℃의 범위의 온도에서 알루미늄을 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 1 x 10E-4 Torr 이하에서 브레이징하는 단계를 포함할 수 있다. 브레이징 단계는 선택적으로 5 x 10E-5 Torr 이하에서 브레이징하는 단계를 포함할 수 있다. 알루미늄은 선택적으로 98중량% 알루미늄 초과의 알루미늄을 포함할 수 있다. 알루미늄은 선택적으로 99중량% 알루미늄 초과의 알루미늄을 포함할 수 있다.
[0068] 위의 설명으로부터 명백한 바와 같이, 매우 다양한 실시예들은 본원에서 주어진 설명으로부터 구성될 수 있으며, 그리고 추가의 이점들 및 수정들이 당업자에게 용이하게 발생할 것이다. 따라서, 그의 보다 넓은 양태들에서의 본 발명은 도시되고 그리고 설명되는 특정한 상세들 및 예시적인 예들에 제한되지 않는다. 이에 따라, 이러한 상세들로부터의 이탈들은 출원인의 일반적인 발명의 사상 또는 범주로부터 벗어나지 않고 이루어질 수 있다.
Claims (17)
- 진공 챔버(vacuum chamber)와 함께 사용하기 위한 전기 피드스루(electrical feedthrough)로서,
상기 전기 피드스루는 제1 단부 및 제2 단부를 가지는 세라믹 본체(ceramic body); 상기 제1 단부를 통해 연장하고 그리고 상기 세라믹 본체의 내부 표면에 의해 형성되는 보어(bore); 중공형 알루미늄 구조물(hollow aluminum structure) ─ 상기 중공형 알루미늄 구조물은 상기 보어 내로 연장하는 제1 부분을 가지며 그리고 상기 중공형 알루미늄 구조물과 상기 세라믹 본체 사이에 밀폐 밀봉부를 형성하기 위해 내부 표면에 브레이징되며(brazed), 상기 중공형 알루미늄 구조물은 상기 세라믹 본체로부터 연장하는 제2 부분을 가짐 ─ ; 및 전기 전도체(electrical conductor)를 포함하며, 상기 전기 전도체는 상기 중공형 알루미늄 구조물을 통해 연장하는 제1 단부 부분 및 상기 세라믹 본체의 제2 단부로 연장하는 제2 단부 부분을 가지는,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항에 있어서,
상기 세라믹 본체의 제2 단부에 결합되는 금속 단부 캡(metal end cap)을 더 포함하며, 상기 전기 전도체의 제2 단부 부분은 상기 단부 캡에 결합되는,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항에 있어서,
상기 세라믹 본체의 제2 단부에는 상기 제2 단부를 통해 연장하고 그리고 우선-지명된(first-named) 보어와 연통하는 부가의 보어가 제공되며, 상기 전기 전도체의 제2 단부 부분은 상기 부가의 보어 내에서 상기 세라믹 본체의 제2 단부에 결합되는,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항 내지 제3 항 중 어느 한 항에 있어서,
상기 중공형 알루미늄 구조물은 알루미늄 튜브(aluminum tube)인,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항 내지 제3 항 중 어느 한 항에 있어서,
상기 세라믹 본체는 환형이며 그리고 상기 세라믹 본체에는 중심 길이 방향 축선이 제공되며, 그리고 상기 보어는 중심 길이 방향 축선 상에서 축방향으로 센터링되는(centered),
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항 내지 제3 항 중 어느 한 항에 있어서,
상기 중공형 알루미늄 구조물의 알루미늄은 89중량% 알루미늄 초과의 알루미늄, 92중량% 알루미늄 초과의 알루미늄, 98중량% 초과의 알루미늄, 99중량% 알루미늄 초과의 알루미늄, 99.5중량% 알루미늄 초과의 알루미늄, 99.99 중량% 알루미늄 초과의 알루미늄으로 구성되는 그룹으로부터 선택되는 알루미늄을 포함하는,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항 또는 제2 항에 있어서,
상기 전기 피드스루는 종단 유닛(termination unit)인,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 제1 항 또는 제3 항에 있어서,
상기 전기 피드스루는 챔버 벽을 가지는 진공 챔버와 함께 사용하기 위한 것이며,
상기 중공형 알루미늄 구조물의 제2 부분은 상기 챔버 벽에 밀폐식으로 커플링하도록 구성되는 플랜지(flange)에 결합되는,
진공 챔버와 함께 사용하기 위한 전기 피드스루. - 격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법으로서,
제1 단부 및 제2 단부를 가지는 세라믹 피스 및 상기 제1 단부로부터 상기 세라믹 피스 내로 연장하고 그리고 내부 표면으로부터 형성되는 홀을 제공하는 단계,
알루미늄을 상기 홀 내로 놓는 단계,
상기 홀의 내부 표면과 밀폐식으로 결합되고 그리고 중심 부분을 가지는 상기 홀 내에 알루미늄 구조물을 생성하기 위해 상기 홀에서 상기 알루미늄을 브레이징하는 단계,
상기 알루미늄 구조물을 통한 통로를 생성하기 위해 상기 알루미늄 구조물의 중심 부분을 제거하는 단계, 및
상기 알루미늄 구조물의 부분의 외부 표면을 노출하기 위해 상기 제1 단부에서 상기 알루미늄 구조물 주위에 있는 상기 세라믹 피스의 일부분을 제거하는 단계를 포함하며, 이에 의해 상기 세라믹 피스의 내부 표면과 밀폐식으로 결합되고 그리고 상기 세라믹 피스의 제1 단부로부터 연장하는 중공형 알루미늄 구조물을 초래하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제9 항에 있어서,
상기 중공형 알루미늄 구조물을 통해 연장하는 적어도 하나의 전기 전도체를 제공하는 단계를 더 포함하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제10 항에 있어서,
상기 적어도 하나의 전기 전도체는 상기 중공형 알루미늄 구조물로부터 전기 절연되는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제10 항에 있어서,
상기 세라믹 피스는 환형이며, 그리고
단부 캡을 상기 환형 세라믹 피스의 제2 단부에 브레이징하는 단계 및
상기 적어도 하나의 전기 전도체의 단부를 상기 단부 캡에 결합하는 단계를 더 포함하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제9 항에 있어서,
상기 알루미늄 구조물은 알루미늄 로드(rod)인,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제13 항에 있어서,
상기 중공형 알루미늄 구조물은 알루미늄 튜브인,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제9 항 내지 제14 항 중 어느 한 항에 있어서,
상기 브레이징 단계는 상기 알루미늄을 770℃ 이상, 800℃ 이상으로 그리고 770℃ 내지 1200℃의 범위로 구성되는 그룹으로부터 선택되는 온도에서 브레이징하는 단계를 포함하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제9 항 내지 제14 항 중 어느 한 항에 있어서,
상기 브레이징 단계는 상기 알루미늄을 1 x 10E-4 Torr 이하 및 5 x 10E-5 Torr 이하로 구성되는 그룹으로부터 선택되는 압력에서 브레이징하는 단계를 포함하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법. - 제9 항 내지 제14 항 중 어느 한 항에 있어서,
상기 알루미늄은 89중량% 알루미늄 초과의 알루미늄, 92중량% 알루미늄 초과의 알루미늄, 98중량% 초과의 알루미늄, 99중량% 알루미늄 초과의 알루미늄, 99.5중량% 알루미늄 초과의 알루미늄, 99.99 중량% 알루미늄 초과의 알루미늄으로 구성되는 그룹으로부터 선택되는 알루미늄을 포함하는,
격리된 전기 피드스루 또는 전기 종단 유닛을 제조하기 위한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762576083P | 2017-10-24 | 2017-10-24 | |
| US62/576,083 | 2017-10-24 | ||
| PCT/US2018/057414 WO2019084210A1 (en) | 2017-10-24 | 2018-10-24 | ELECTRICAL CONNECTOR WITH CERAMIC INSULATION AND ALUMINUM SLEEVE AND METHOD FOR MANUFACTURING THE SAME |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200079272A true KR20200079272A (ko) | 2020-07-02 |
Family
ID=66247954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207014589A KR20200079272A (ko) | 2017-10-24 | 2018-10-24 | 세라믹 절연체 및 알루미늄 슬리브를 갖는 전기 커넥터 및 이를 제조하기 위한 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US11028021B2 (ko) |
| EP (1) | EP3701547B1 (ko) |
| JP (1) | JP7428640B2 (ko) |
| KR (1) | KR20200079272A (ko) |
| CN (1) | CN111373487B (ko) |
| TW (1) | TWI791057B (ko) |
| WO (1) | WO2019084210A1 (ko) |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1490333A1 (de) * | 1962-09-06 | 1969-01-16 | Siemens Ag | Gasdichte Durchfuehrung fuer zwei 3-phasige Leitersysteme mit je einem Nulleiter durch die Wand eines Metallkessels |
| US3418423A (en) * | 1966-12-23 | 1968-12-24 | Philips Corp | Fluorine-resistant electrical terminal |
| US3646405A (en) * | 1969-01-08 | 1972-02-29 | Mallory & Co Inc P R | Hermetic seal |
| JPS5413614Y2 (ko) | 1973-11-13 | 1979-06-09 | ||
| JPS52133986U (ko) * | 1976-04-01 | 1977-10-12 | ||
| JPS5485389A (en) * | 1977-12-21 | 1979-07-06 | Kouenerugii Butsurigaku Kenkiy | Insulated coaxial vacuum terminal |
| US5088329A (en) * | 1990-05-07 | 1992-02-18 | Sahagen Armen N | Piezoresistive pressure transducer |
| JP3634028B2 (ja) * | 1995-09-08 | 2005-03-30 | 住友精密工業株式会社 | 半導体素子冷却装置 |
| US5880439A (en) * | 1996-03-12 | 1999-03-09 | Philip Morris Incorporated | Functionally stepped, resistive ceramic |
| JP4398064B2 (ja) | 2000-05-12 | 2010-01-13 | 日本発條株式会社 | 加熱装置 |
| EP1231193A1 (en) * | 2001-02-08 | 2002-08-14 | Sck.Cen | A leak-tight junction for use in extreme environments, a method of making the same and devices using the same |
| US20080314502A1 (en) * | 2007-06-25 | 2008-12-25 | Jerry Ok | Method for providing hermetic electrical feedthrough |
| US6650668B2 (en) * | 2001-10-02 | 2003-11-18 | Coherent, Inc. | Cylindrical two-dimensional diode-laser arrays and method for making same |
| US7070881B2 (en) * | 2001-10-18 | 2006-07-04 | Quallion Llc | Electrical battery assembly and method of manufacture |
| JP2005135727A (ja) * | 2003-10-30 | 2005-05-26 | Kyocera Corp | 真空端子 |
| US7341802B1 (en) * | 2004-03-25 | 2008-03-11 | Quallion Llc | Feedthrough assembly and method |
| US7575829B1 (en) * | 2005-04-05 | 2009-08-18 | Quallion Llc | Battery having reduced weight |
| JP4614905B2 (ja) * | 2005-04-18 | 2011-01-19 | 京セラ株式会社 | 気密端子 |
| US8550974B2 (en) * | 2008-11-13 | 2013-10-08 | Robert Jarvik | Sub-miniature electromechanical medical implants with integrated hermetic feedthroughs |
| US8334457B2 (en) * | 2009-02-20 | 2012-12-18 | Clean Wave Technologies Inc. | System for power connection |
| US8035030B2 (en) * | 2009-04-13 | 2011-10-11 | Robert Bosch Gmbh | Hermetically sealed electrical connection assembly |
| WO2012078493A1 (en) * | 2010-12-06 | 2012-06-14 | Hsio Technologies, Llc | Electrical interconnect ic device socket |
| EP2461430A1 (en) * | 2010-12-03 | 2012-06-06 | Future Technology (Sensors) Ltd | Cable terminator assemblies |
| US9048012B2 (en) * | 2011-04-18 | 2015-06-02 | Lawrence Livermore National Security, Llc | Method of fabricating high-density hermetic electrical feedthroughs |
| US9333337B2 (en) * | 2011-05-16 | 2016-05-10 | Lawrence Livermore National Security, Llc | Method of fabricating high-density hermetic electrical feedthroughs using insulated wire bundles |
| US8789743B2 (en) * | 2011-11-30 | 2014-07-29 | Component Re-Engineering Company, Inc. | Hermetically joined ceramic assemblies and low temperature method for hermetically joining ceramic materials |
| CN103187543B (zh) * | 2011-12-27 | 2015-09-30 | 比亚迪股份有限公司 | 一种电池的密封组件及其制作方法、以及一种锂离子电池 |
| EP2636427B1 (en) * | 2012-01-16 | 2019-02-27 | Greatbatch Ltd. | Elevated hermetic feedthrough insulator adapted for side attachment of electrical conductors on the body fluid side of an active implantable medical device |
| US8998630B2 (en) * | 2012-10-15 | 2015-04-07 | The Boeing Company | Non-conductive material with peaks and valleys surrounding a plurality of electrical contacts |
| DE102012022837A1 (de) * | 2012-11-23 | 2014-05-28 | Man Diesel & Turbo Se | Fluiddichte Leitungsdurchführung |
| CN103887627A (zh) * | 2012-12-19 | 2014-06-25 | 艾默生电气公司 | 用于密闭端子的导电销 |
| US9478959B2 (en) * | 2013-03-14 | 2016-10-25 | Heraeus Deutschland GmbH & Co. KG | Laser welding a feedthrough |
| TWM644795U (zh) * | 2013-03-15 | 2023-08-11 | 美商瓦特隆電子製造公司 | 使用在半導體處理室內的裝置 |
| US9591770B2 (en) * | 2013-04-26 | 2017-03-07 | Kla-Tencor Corporation | Multi-layer ceramic vacuum to atmosphere electric feed through |
| EP2853289B1 (en) * | 2013-09-26 | 2019-05-01 | Oticon Medical A/S | A device implantable under skin |
| CN103544998B (zh) * | 2013-09-28 | 2016-01-13 | 上海发电设备成套设计研究院 | 一种用于双层安全壳的新型玻璃或陶瓷烧结电气贯穿件 |
| GB2521129B (en) | 2013-12-10 | 2015-12-09 | Siemens Plc | A current feed-through |
| US9504841B2 (en) * | 2013-12-12 | 2016-11-29 | Heraeus Deutschland GmbH & Co. KG | Direct integration of feedthrough to implantable medical device housing with ultrasonic welding |
| US9610452B2 (en) * | 2013-12-12 | 2017-04-04 | Heraeus Deutschland GmbH & Co. KG | Direct integration of feedthrough to implantable medical device housing by sintering |
| DE102014208729A1 (de) * | 2014-05-09 | 2015-11-12 | Incoatec Gmbh | Zweiteilige Hochspannungs-Vakuumdurchführung für eine Elektronenröhre |
| CN105491780B (zh) * | 2014-10-01 | 2018-03-30 | 日新电机株式会社 | 等离子体产生用的天线及具备该天线的等离子体处理装置 |
| US10471531B2 (en) * | 2014-12-31 | 2019-11-12 | Component Re-Engineering Company, Inc. | High temperature resistant silicon joint for the joining of ceramics |
| TWM512834U (zh) * | 2015-07-14 | 2015-11-21 | zan-qi Chen | 具過電流保護機制的電源插座 |
| CN109643773A (zh) * | 2016-09-22 | 2019-04-16 | 苹果公司 | 用于电池外壳壁的集成电气馈通件 |
| US10583302B2 (en) * | 2016-09-23 | 2020-03-10 | Greatbatch Ltd. | Gold wetting on ceramic surfaces upon coating with titanium hydride |
-
2018
- 2018-10-24 JP JP2020522696A patent/JP7428640B2/ja active Active
- 2018-10-24 WO PCT/US2018/057414 patent/WO2019084210A1/en active Search and Examination
- 2018-10-24 US US16/169,938 patent/US11028021B2/en active Active
- 2018-10-24 EP EP18870123.9A patent/EP3701547B1/en active Active
- 2018-10-24 TW TW107137588A patent/TWI791057B/zh active
- 2018-10-24 KR KR1020207014589A patent/KR20200079272A/ko not_active Application Discontinuation
- 2018-10-24 CN CN201880069326.6A patent/CN111373487B/zh active Active
-
2021
- 2021-06-08 US US17/342,212 patent/US11993547B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI791057B (zh) | 2023-02-01 |
| US20210292246A1 (en) | 2021-09-23 |
| WO2019084210A1 (en) | 2019-05-02 |
| CN111373487B (zh) | 2024-09-24 |
| US11028021B2 (en) | 2021-06-08 |
| JP2021500709A (ja) | 2021-01-07 |
| EP3701547B1 (en) | 2023-04-19 |
| EP3701547A1 (en) | 2020-09-02 |
| TW201933689A (zh) | 2019-08-16 |
| US20190194078A1 (en) | 2019-06-27 |
| WO2019084210A9 (en) | 2019-10-17 |
| EP3701547A4 (en) | 2021-08-11 |
| CN111373487A (zh) | 2020-07-03 |
| US11993547B2 (en) | 2024-05-28 |
| JP7428640B2 (ja) | 2024-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5583905B2 (ja) | 電気リードスルーを製造する方法及び当該方法によって製造される電気リードスルー | |
| TWI308366B (ko) | ||
| EP3214704B1 (en) | Hermetically sealed electrical penetrator assembly and manufacturing method thereof | |
| JP2015063456A (ja) | 過酷な環境のためのフィードスルー部品 | |
| CN107223117B (zh) | 具有改善的热负荷能力的馈通或连接元件 | |
| US6837111B2 (en) | Variable capacitance measuring device | |
| EP0966030A1 (en) | Feedthrough interconnection assembly | |
| US6251471B1 (en) | Surface trace electrical feedthru | |
| US6156978A (en) | Electrical feedthrough and its preparation | |
| KR20200079272A (ko) | 세라믹 절연체 및 알루미늄 슬리브를 갖는 전기 커넥터 및 이를 제조하기 위한 방법 | |
| KR102406136B1 (ko) | 웨이퍼 유지체 | |
| JP4866616B2 (ja) | 熱電対の真空フィードスルー | |
| JP2019221136A (ja) | 電気配線貫通部構造体 | |
| JP5942380B2 (ja) | 半導体製造装置用ウエハ保持体 | |
| US7683264B2 (en) | High pressure, high current, low inductance, high reliability sealed terminals | |
| KR102709875B1 (ko) | 접합부, 전기 피드스루 및 센서 | |
| RU2356126C1 (ru) | Герметичный корпус высоковакуумного прецизионного прибора и способ его изготовления | |
| US20230216260A1 (en) | Method for connecting two mineral-insulated cables, arrangement having two mineral-insulated cables joined to one another, and also cable, shaped element and joining kit for joining two cables | |
| JP3941542B2 (ja) | セラミックスと金属の気密接合構造及び該構造を有する装置部品 | |
| JP2017034798A (ja) | 電気配線貫通部モジュール | |
| JP2997769B2 (ja) | 中性子検出器用気密シール装置 | |
| JPH0244662A (ja) | 密閉容器貫通電気端子 | |
| JP2019149305A (ja) | 密封端子 | |
| JPH04237976A (ja) | ガラスハーメチックシールコネクタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal |