KR20200054404A - A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus - Google Patents
A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus Download PDFInfo
- Publication number
- KR20200054404A KR20200054404A KR1020180137233A KR20180137233A KR20200054404A KR 20200054404 A KR20200054404 A KR 20200054404A KR 1020180137233 A KR1020180137233 A KR 1020180137233A KR 20180137233 A KR20180137233 A KR 20180137233A KR 20200054404 A KR20200054404 A KR 20200054404A
- Authority
- KR
- South Korea
- Prior art keywords
- jig
- flexible circuit
- circuit board
- substrate
- carrier
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/0061—Tools for holding the circuit boards during processing; handling transport of printed circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/0015—Orientation; Alignment; Positioning
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
본 발명은 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇에 관한 것으로서, 더욱 상세하게는 캐리어지그에 복수의 연성회로기판을 자동으로 정렬하여 공고히 부착할 수 있는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇에 관한 것이다.The present invention relates to a robot for automatically attaching a flexible circuit board equipped with a substrate pressing device, and more specifically, a flexible circuit board provided with a substrate pressing device capable of automatically aligning and firmly attaching a plurality of flexible circuit boards to a carrier jig. It relates to an automatic attachment robot.
일반적으로 연성회로기판(FPCB, Flexible Printed Circuit Board)은 유연성 재질의 필름에 회로를 형성하고 전자소자를 실장한 구조로서, 휴대 단말기, 노트북 및 디지털 카메라 등의 다양한 전자기기에 적용되고 있다.In general, a flexible printed circuit board (FPCB) is a structure in which a circuit is formed on a film made of a flexible material and an electronic device is mounted, and is applied to various electronic devices such as portable terminals, notebook computers, and digital cameras.
이러한 연성회로기판은 물성 자체가 유연하고 원상 유지력을 보유하지 못하는 바, 칩부품 등과 같은 전자소자를 연성회로기판에 표면 실장하기 위해서는 표면 실장 공정 진행시 연성회로기판을 평평하게 지지할 수 있는 구조가 필요하다. These flexible circuit boards have a structure that can support the flexible circuit board flat during the surface mounting process in order to surface mount electronic devices such as chip parts on the flexible circuit board because the physical properties themselves are flexible and do not retain the original shape. need.
이에 따라, 연성회로기판에 칩부품을 실장하는 표면실장장치로 연성회로기판를 공급함에 있어서는, 통상 복수의 연성회로기판을 캐리어지그의 일정 위치에 정렬하여 정확하게 부착한 다음, 그 캐리어지그를 표면실장장치에 공급하여 표면 실장 공정을 수행하게 된다.Accordingly, in supplying a flexible circuit board to a flexible circuit board using a surface mounting device for mounting chip components, a plurality of flexible circuit boards are usually aligned and fixedly attached to a predetermined position of the carrier jig, and then the carrier jig is surface mounted. It is supplied to the surface mounting process.
이때, 복수의 연성회로기판을 캐리어지그에 부착하는 과정은, 통상 작업자가 접착테이프가 부착된 캐리어지그의 일정위치에 복수의 연성회로기판을 1개씩 반복적으로 직접 부착하였다.At this time, in the process of attaching the plurality of flexible circuit boards to the carrier jig, a worker usually repeatedly directly attaches the plurality of flexible circuit boards one by one to a predetermined position of the carrier jig to which the adhesive tape is attached.
그러나, 이와 같이 작업자가 캐리어지그에 복수의 연성회로기판을 수작업으로 부착하는 경우, 연성회로기판을 캐리어지그의 일정 위치에 정확하게 부착하기 어려울 뿐만아니라, 작업자가 손으로 눌러 부착하기 때문에 캐리어지그에 연성회로기판이 균일하게 부착되지 않아 불량률이 높은 문제가 있었다.However, when the operator manually attaches a plurality of flexible circuit boards to the carrier jig as described above, it is difficult to accurately attach the flexible circuit board to a predetermined position of the carrier jig, and because the operator presses it by hand, it is flexible to the carrier jig. There was a problem in that the defect rate was high because the circuit board was not uniformly attached.
본 발명에서는, 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇, 구체적으로는 캐리어지그에 복수의 연성회로기판을 신속하고 정확하게 적재하여 부착할 수 있고, 특히 기판 적재유닛에 의해 캐리어지그에 가부착된 복수의 연성회로기판을 기판 가압장치를 통해 통해 균일하게 가압하여 공고히 부착함으로로써, 제품 신뢰성을 향상시킬 수 있는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공하고자 한다.In the present invention, a flexible circuit board automatic attachment robot equipped with a substrate pressurizing device, specifically, a plurality of flexible circuit boards can be quickly and accurately loaded and attached to a carrier jig, in particular, temporarily attached to a carrier jig by a substrate loading unit It is intended to provide a robot for automatically attaching a flexible circuit board equipped with a substrate pressing device capable of improving product reliability by uniformly pressing and firmly attaching a plurality of flexible circuit boards through the substrate pressing device.
본 발명에서 이루고자 하는 기술적 과제들은 이상에서 언급한 기술적 과제들로 제한되지 않으며, 언급하지 않은 또 다른 기술적 과제들은 아래의 기재로부터 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 명확하게 이해될 수 있을 것이다.The technical problems to be achieved in the present invention are not limited to the technical problems mentioned above, and other technical problems that are not mentioned will be clearly understood by those skilled in the art from the following description. Will be able to.
상술한 바와 같은 과제를 해결하기 위하여 본 발명은, 본체 테이블, 본체 테이블의 상부에 구비되어, 연성회로기판이 부착되는 캐리어지그를 수평 이송하는 지그 이송부, 본체 테이블의 상부에 구비되며, 연성회로기판을 픽업하여 캐리어지그에 부착하는 적어도 하나의 기판 적재유닛 및 본체 테이블의 상부에 구비되며, 캐리어지그에 부착된 연성회로기판을 가압하는 기판 가압장치를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In order to solve the problems as described above, the present invention is provided on the main body table, the top of the main body table, the jig transport unit for horizontally transporting the carrier jig to which the flexible circuit board is attached, provided on the top of the main body table, flexible circuit board A flexible circuit board equipped with a substrate pressurizing device including a substrate pressurizing device for pressurizing a flexible circuit board attached to a carrier jig and provided on at least one substrate loading unit and a main body table to be picked up and attached to a carrier jig Provide an attached robot.
또한, 기판 가압장치는 본체 테이블의 상부에서 지그 이송부의 후단부 쪽에 수직하게 배치되는 수직프레임, 지그 이송부와 평행하도록 수직프레임의 상부에 연결되는 평행가이드, 평행가이드를 따라 지그 이송부의 상부에서 전후 방향으로 이동 가능하게 구비되는 이송부재, 이송부재에 승강 가능하게 구비되는 승강부재 및 승강부재의 하부에 구비되어, 캐리어지그에 적재된 연성회로기판을 가압하여 부착하는 가압부재를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, the substrate pressing device is a vertical frame disposed vertically on the rear end side of the jig transfer section from the top of the main body table, parallel guides connected to the top of the vertical frame parallel to the jig transfer section, along the parallel guide from the top of the jig transfer section A substrate pressurizing device including a transport member provided movably, a lifting member provided movably on the transport member, and a lower member provided on the lower part of the lifting member to press and attach the flexible circuit board mounted on the carrier jig Provided is a flexible flexible circuit board automatic attachment robot.
또한, 가압부재는 캐리어지그에 적재된 연성회로기판을 가압하며 롤링하는 적어도 하나의 가압롤러로 이루어지는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, the pressing member provides a robot for automatically attaching a flexible circuit board equipped with a substrate pressing device made of at least one pressing roller that presses and rolls the flexible circuit board loaded on the carrier jig.
또한, 지그 이송부는 본체 테이블의 상부에 일 방향으로 배치되며, 캐리어지그가 이송되는 지그 이송로를 형성하는 컨베이어 프레임, 컨베이어 프레임의 전단부 및 후단부에 각각 회동 가능하게 구비되는 제1 및 제2 회전축, 제1 및 제2 회전축의 양측 가장자리에 각각 권취되어, 지그 이송로를 따라 캐리어지그를 이송하는 한 쌍의 와이어 벨트 및 제1 및 제2 회전축에 회전력을 전달하는 회전축 구동수단을 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, the jig transfer unit is disposed in one direction on the upper portion of the main body table, the first and second conveyor frame to form a jig transfer path to which the carrier jig is conveyed, rotatably provided at the front end and the rear end of the conveyor frame, respectively. A substrate comprising a rotating shaft, a pair of wire belts wound on both edges of the first and second rotating shafts, and transporting a carrier jig along a jig transport path, and rotating shaft driving means for transmitting rotational force to the first and second rotating shafts Provided is a flexible circuit board automatic attachment robot equipped with a pressing device.
또한, 지그 이송부는 지그 이송로를 따라 이송되는 캐리어지그를 기판 가압장치가 연성회로기판을 가압하는 기판 가압 위치에 정렬하는 지그 정렬부를 더 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, the jig transport unit is a robot for automatic attachment of a flexible circuit board equipped with a substrate pressurizing device further comprising a jig alignment unit for aligning a carrier jig transported along a jig transport path to a substrate pressing position in which the substrate pressurizing device presses the flexible circuit board. to provide.
또한, 지그 정렬부는 지그 이송로 상에서 승강 가능하게 구비되어, 승강 동작에 따라 캐리어지그를 기판 가압 위치에 정지 또는 통과시키는 스톱퍼수단, 스톱퍼수단에 의해 기판 가압 위치에 정지된 캐리어지그를 감지하는 지그 감지센서, 지그 이송로의 하부에 배치되어, 기판 가압 위치에 정지된 캐리어지그를 정렬하여 지지하는 지그 정렬판 및 지그 감지센서의 감지신호에 따라 지그 정렬판을 승강시키는 승강수단을 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 포함한다.In addition, the jig alignment unit is provided on the jig transport path so as to be elevated, the stopper means for stopping or passing the carrier jig to the substrate pressing position according to the lifting operation, the jig detection to detect the carrier jig stopped at the substrate pressing position by the stopper means A substrate pressing device including a sensor, a jig alignment plate disposed under the jig transport path, and supporting a jig alignment plate aligned with a stationary carrier jig at a substrate pressing position, and a lifting means for elevating a jig alignment plate according to a detection signal of a jig detection sensor It includes a flexible circuit board automatic attachment robot equipped with.
또한, 지그 정렬판의 상면에는 캐리어지그를 정렬하여 고정시키기 위한 복수의 고정핀이 형성되는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, a flexible circuit board automatic attachment robot is provided on a top surface of a jig alignment plate equipped with a substrate pressing device on which a plurality of fixing pins for aligning and fixing a carrier jig are formed.
또한, 지그 이송부는 캐리어지그에 부착되는 연성회로기판의 두께를 감지하는 두께감지센서를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇을 제공한다.In addition, the jig transfer unit provides a robot for automatically attaching a flexible circuit board equipped with a substrate pressurizing device including a thickness sensing sensor for sensing the thickness of the flexible circuit board attached to the carrier jig.
본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇은, 캐리어지그 상면의 일정 위치에 복수의 연성회로기판을 정밀하게 부착할 수 있으며, 기판 가압장치를 통해 캐리어지그에 적재되어 부착된 복수의 연성회로기판을 균일하게 가압하여 더욱 공고히 부착함으로써. 제품 신뢰성을 향상시킬 수 있는 장점이 있다.The flexible circuit board automatic attachment robot provided with the substrate pressing device according to one embodiment of the present invention can precisely attach a plurality of flexible circuit boards to a predetermined position on the upper surface of the carrier jig, and to the carrier jig through the substrate pressing device. By uniformly pressing a plurality of flexible circuit boards loaded and attached, and more firmly attaching them. There is an advantage that can improve product reliability.
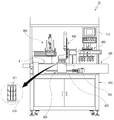
도 1은 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇의 구성을 정면에서 도시한 것이다.
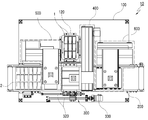
도 2는 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇의 구성을 평면에서 도시한 것이다.
도 3은 본 발명의 일 실시예에 따른 지그 이송부의 내부 구성을 보여주는 정단면도를 도시한 것이다.
도 4는 본 발명의 일 실시예에 따른 지그 이송부의 내부 구성을 보여주는 측단면도를 도시한 것이다.
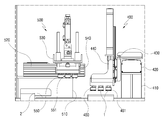
도 5는 본 발명의 일 실시예에 따른 기판 적재유닛의 구성을 도시한 것이다.
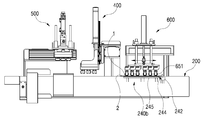
도 6는 본 발명의 일 실시예에 따른 기판 가압장치의 구성을 도시한 것이다.
도 7 및 도 8은 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇의 작동 과정을 순차적으로 도시한 것이다.1 is a front view showing the configuration of a flexible circuit board automatic attachment robot equipped with a substrate pressing device according to an embodiment of the present invention.
2 is a plan view showing the configuration of a flexible circuit board automatic attachment robot equipped with a substrate pressing device according to an embodiment of the present invention.
Figure 3 shows a front cross-sectional view showing the internal configuration of the jig transfer unit according to an embodiment of the present invention.
Figure 4 shows a cross-sectional side view showing the internal configuration of the jig transfer unit according to an embodiment of the present invention.
5 shows the configuration of a substrate loading unit according to an embodiment of the present invention.
Figure 6 shows the configuration of a substrate pressing device according to an embodiment of the present invention.
7 and 8 sequentially show the operation of the flexible circuit board automatic attachment robot equipped with a substrate pressing device according to an embodiment of the present invention.
이하, 본 발명에 따른 바람직한 실시 형태를 첨부된 도면을 참조하여 상세하게 설명한다.Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings.
첨부된 도면과 함께 이하에 개시될 상세한 설명은 본 발명의 예시적인 실시형태를 설명하고자 하는 것이며, 본 발명이 실시될 수 있는 유일한 실시형태를 나타내고자 하는 것이 아니다.DETAILED DESCRIPTION The following detailed description, together with the accompanying drawings, is intended to describe exemplary embodiments of the present invention, and is not intended to represent the only embodiments in which the present invention may be practiced.
도면에서 본 발명을 명확하게 설명하기 위해서 설명과 관계없는 부분은 생략할 수 있고, 명세서 전체를 통하여 동일 또는 유사한 구성 요소에 대해서는 동일한 참조 부호를 사용할 수 있다.In the drawings, parts unrelated to the description may be omitted to clearly describe the present invention, and the same reference numerals may be used for the same or similar elements throughout the specification.
본 발명의 일 실시예에서, “또는”, “적어도 하나” 등의 표현은 함께 나열된 단어들 중 하나를 나타내거나, 또는 둘 이상의 조합을 나타낼 수 있다.In an embodiment of the present invention, expressions such as “or”, “at least one”, etc. may represent one of the words listed together, or a combination of two or more.
도 1은 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)의 구성을 정면에서 도시한 것이고, 도 2는 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)의 구성을 평면에서 도시한 것이다.1 is a front view showing the configuration of a flexible circuit board
설명의 편의를 위해, 도 1에 도시된 본 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)에서, 기판 가압장치(600)가 배치된 쪽을 후방으로 정의하고, 그 반대편을 전방으로 정의하여 설명한다.For convenience of description, in the flexible circuit board
도 1 및 도 2를 참조하면, 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)은, 본체 테이블(100), 지그 이송부(200), 기판 적재유닛(400,500) 및 기판 가압장치(600)를 포함할 수 있다.1 and 2, the flexible circuit board
본체 테이블(100)은 지그 이송부(200), 기판 적재유닛(400,500) 및 기판 가압장치(600) 등을 테이블 상부에 지지한다.The main body table 100 supports the
또한, 본체 테이블(100)의 일측에는 지그 이송부(200), 기판 적재유닛(400,500) 및 기판 가압장치(600) 등의 동작을 제어하는 컨트롤부(110)가 구비될 수 있다.In addition, one side of the main body table 100 may be provided with a
지그 이송부(200)는 본체 테이블(100)의 상부에 구비되어, 본체 테이블(100)의 상부에서 연성회로기판(1, FPCB; Flexible Printed Circuit Board)이 부착되는 캐리어지그(2)를 수평 이송할 수 있다.The
즉, 지그 이송부(200)는 본체 테이블(100)의 상부에서 캐리어지그(2)를 전후 방향으로 이송하도록 구성되는데, 캐리어지그(2)를 기판 적재유닛(400,500)이 연성회로기판(1)을 적재하는 기 설정된 기판 적재 위치로 이송함으로써, 기판 적재유닛(400,500)에 의해 픽업되어 이송되는 복수의 연성회로기판(1)이 캐리어지그(2)의 일정 위치에 적재될 수 있다.That is, the
또한, 지그 이송부(200)는 연성회로기판(1)이 적재된 캐리어지그(2)를 기판 가압장치(600)가 연성회로기판(1)을 가압하는 기 설정된 기판 가압 위치로 이송함으로써, 캐리어지그(2)에 적재된 연성회로기판(1)이 기판 가압장치(600)에 의해 공고히 부착될 수 있다.In addition, the
이때, 캐리어지그(2)의 상면에는 연성회로기판(1)이 적재되는 위치에 접착 테이프(미도시)가 부착되어 있어, 접착 테이프(미도시)에 의해 캐리어지그(2)의 상면에 연성회로기판(1)이 부착될 수 있다.At this time, an adhesive tape (not shown) is attached to the upper surface of the
여기서, 캐리어지그(2)는 표면실장장치(SMD; Surface Mount Device)에 연성회로기판(1)을 정렬하여 공급하는 역할을 한다.Here, the
즉, 연성회로기판(1)에 칩부품을 실장하는 표면실장장치로 연성회로기판(1)를 공급함에 있어서는, 생산성 향상을 위해, 통상 복수의 연성회로기판(1)을 캐리어지그(2)의 일정 위치에 정렬하여 정확하게 부착한 다음 그 캐리어지그(2)를 표면실장장치에 공급하고 있다.That is, in supplying the
이때, 캐리어지그(2)에 연성회로기판(1)의 위치가 틀어져 부착되는 경우, 표면 실장 공정에서 연성회로기판(1)의 정해진 위치에 부품이 실장되지 못하게 되므로 제품에 불량이 생기게 되며, 이에 따라 캐리어지그(2)의 정해진 일정 위치에 연성회로기판(1)을 공고히 부착하는 것이 매우 중요하다.At this time, when the position of the
도 3은 본 발명의 일 실시예에 따른 지그 이송부(200)의 내부 구성을 보여주는 정단면도를 도시한 것이고, 도 4는 본 발명의 일 실시예에 따른 지그 이송부(200)의 내부 구성을 보여주는 측단면도를 도시한 것이다.3 is a front sectional view showing the internal configuration of the
도 3 및 도 4를 참조하면, 지그 이송부(200)는, 본체 테이블(100)의 상부에 일 방향으로 배치되며, 캐리어지그(2)가 이송되는 지그 이송로를 형성하는 컨베이어 프레임(210)과, 컨베이어 프레임(210)의 전단부 및 후단부에 각각 회동 가능하게 구비되는 제1 및 제2 회전축(221,222)과, 제1 및 제2 회전축(221,222)의 양측 가장자리에 각각 권취되어, 지그 이송로를 따라 캐리어지그(2)를 이송하는 한 쌍의 와이어 벨트(230)와, 제1 및 제2 회전축(221,222)에 회전력을 전달하는 회전축 구동수단(미도시)을 포함할 수 있다.3 and 4, the
여기서, 컨베이어 프레임(210)은 한 쌍의 프레임이 상호 소정 간격 이격 배치되어 구성됨으로써, 한 쌍의 프레임 사이에 길이방향으로 캐리어지그(2)가 이송되는 지그 이송로가 형성될 수 있다.Here, the
더불어, 컨베이어 프레임(210)에는 제1 및 제2 회전축(221,222)에 권취되어 캐리어지그(2)를 이송하는 한 쌍의 와이어 벨트(230)가 하방으로 처지는 것을 방지할 수 있도록, 프레임 내측 측면에 와이어 벨트(230)를 지지하는 벨트 지지가이드(211)가 형성될 수 있다. In addition, the
또한, 회전축 구동수단(미도시)은 구동모터(미도시)와, 구동모터(미도시)의 동력을 제1 및 제2 회전축(221,222) 중 적어도 하나에 전달하는 동력전달부(미도시)를 포함할 수 있으며, 이때 동력전달부(미도시)는 기어, 체인 또는 벨트 구조 등으로 구성되어, 구동모터(미도시)의 동력을 회전축(221,222)에 전달할 수 있다.Further, the rotating shaft driving means (not shown) transmits a driving motor (not shown) and a power transmission unit (not shown) that transmits power of the driving motor (not shown) to at least one of the first and second rotating
이와 같은 구성으로, 회전축 구동수단(미도시)의 구동에 의해 제1 및 제2 회전축(221,222)이 회전하게 되면, 제1 및 제2 회전축(221,222)에 권취된 한 쌍의 와이어 벨트(230)가 작동하며, 이때 컨베이어 프레임(210)의 전단 쪽에 캐리어지그(2)를 투입하게 되면, 컨베이어 프레임(210)의 길이방향을 따라 구비되는 한 쌍의 와이어 벨트(230) 위에 캐리어지그(2)의 양측부가 지지되어, 캐리어지그(2)가 한 쌍의 와이어 벨트(230)를 따라 컨베이어 프레임(210)의 후단 쪽으로 이송될 수 있다.With such a configuration, when the first and second rotating
또한, 지그 이송부(200)는 한 쌍의 와이어 벨트(230)에 의해 지그 이송로를 따라 이송되는 캐리어지그(2)를, 기판 적재유닛(400,500)과 대응하는 기판 적재 위치 또는 기판 가압장치(600)에 대응하는 기판 가압 위치에 정렬하는 적어도 하나의 지그 정렬부(240a,240b)를 더 포함할 수 있다.In addition, the
도 3 및 도 4를 참조하면, 지그 정렬부(240a,240b)는 컨베이어 프레임(210)의 지그 이송로 상에 구비되며, 기판 적재유닛(400,500)이 연성회로기판(1)을 적재하는 기판 적재 위치에 제1 지그 정렬부(240a)가 배치되고, 기판 가압장치(600)가 연성회로기판(1)을 가압하는 기판 가압 위치에 제2 지그 정렬부(240b)가 배치될 수 있다.3 and 4, the jig alignment unit (240a, 240b) is provided on the jig transport path of the
이때, 제1 지그 정렬부(240a)는, 컨베이어 프레임(210)의 지그 이송로 상에서 승강 가능하게 구비되어, 승강 동작에 따라 캐리어지그(2)를 기판 적재 위치에 정지시키거나 통과시키는 스톱퍼수단(241)과, 스톱퍼수단(241)에 의해 기판 적재 위치에 정지된 캐리어지그(2)를 감지하는 지그 감지센서(244)와, 지그 이송로의 하부에 배치되어, 기판 적재 위치에 정지된 캐리어지그(2)를 정렬하여 지지하는 지그 정렬판(245) 및 지그 감지센서(244)의 감지신호에 따라 지그 정렬판(245)을 승강시키는 승강수단(246)을 포함할 수 있다.At this time, the first
또한, 제2 지그 정렬부(240b)는 앞서 설명한 제1 지그 정렬부(240a)와 동일한 구성을 가지며, 캐리어지그(2)를 기판 가압 위치에 정렬한다는 점에서만 차이가 있다.In addition, the second
여기서, 스톱퍼수단(241)은 지그 이송로 상에서 승강 가능하게 구비되는 스톱퍼(242)와, 스톱퍼(242)를 승강 구동시키는 스톱퍼 구동수단(243)을 포함할 수 있다.Here, the stopper means 241 may include a
또한, 지그 정렬판(245)의 상면에는 캐리어지그(2)를 정렬하여 지그 정렬판(245) 상에 고정시키기 위한 복수의 고정핀(미도시)이 일정 간격으로 돌출되어 형성될 수 있다.In addition, a plurality of fixing pins (not shown) for aligning the
즉, 캐리어지그(2)에는 일정 간격으로 복수의 관통공(미도시)이 형성되어 있고, 캐리어지그(2)에 형성된 복수의 관통공(미도시)과 대응하는 지그 정렬판(245) 상의 위치에 각각 고정핀(미도시)이 형성될 수 있다.That is, the
또한, 승강수단(246)은 지그 감지센서(244)의 감지신호에 따라 지그 정렬판(245)을 승강시키는 실린더(247)와, 지그 정렬판(245)의 승강을 가이드하는 가이드 지지대(248)를 포함할 수 있다.In addition, the lifting means 246 is a
이러한 구성에 의해, 컨베이어 프레임(210) 상에서 한 쌍의 와이어 벨트(230)에 의해 지그 이송로를 따라 이송되는 캐리어지그(2)가 기판 적재 위치 또는 기판 가압 위치에 진입되면, 스톱퍼(242)에 의해 해당 위치에서 정지되며, 이때 지그 감지센서(244)에 의해 해당 위치에 정지된 캐리어지그(2)가 감지되어, 지그 감지센서(244)의 감지신호에 따라 승강수단(246)이 캐리어지그(2)의 하부에 배치된 지그 정렬판(245)을 상승시킬 수 있다.By such a configuration, when the
이 과정에서, 지그 정렬판(245)의 상부에 캐리어지그(2)가 지지되며, 지그 정렬판(245)의 상면에 형성된 복수의 고정핀(미도시)이 캐리어지그(2)에 형성된 복수의 관통공(미도시)에 삽입됨으로써, 캐리어지그(2)가 지그 정렬판(245)에 정렬되어 고정 지지될 수 있다.In this process, the
더불어, 지그 정렬판(245)이 캐리어지그(2)를 지지하며 소정 높이 상승함에 따라, 캐리어지그(2)가 한 쌍의 와이어 벨트(230)에서 소정 높이 이격되어, 와이어 벨트(230)와 간섭되지 않게 된다.In addition, as the
이때, 지그 정렬판(245)에 의해 기판 적재 위치에 정렬된 캐리어지그(2)에는 후술되는 기판 적재유닛(400,500)에 의해 복수의 연성회로기판(1)이 적재되어 부착될 수 있고, 또한 지그 정렬판(245)에 의해 기판 가압 위치에 정렬된 캐리어지그(2)는 기판 가압장치(600)에 의해 상면이 가압될 수 있으며, 이에 대한 상세한 설명은 후술한다.At this time, a plurality of
또한, 상술한 기판 적재유닛(400,500) 또는 기판 가압장치(600)에 의한 공정이 완료되면, 기 설정된 작동에 따라, 승강수단(246)이 지그 정렬판(245)을 원위치로 하강시켜 지그 정렬판(245)에 지지된 캐리어지그(2)를 다시 한 쌍의 와이어 벨트(230)에 안착시키며, 이와 동시에 스톱퍼(242)가 하강하여 지그 이송로 상에서 퇴피됨으로써, 캐리어지그(2)가 와이어 벨트(230)에 의해 지그 이송로를 따라 이송될 수 있다.In addition, when the process by the above-described substrate loading unit (400,500) or the substrate
이때, 캐리어지그(2)가 지그 감지센서(244)를 완전히 통과하게 되면, 지그 감지센서(244)의 감지신호에 따라 퇴피된 스톱퍼(242)가 원위치로 복귀됨으로써, 지그 이송로를 따라 다음에 이송되는 캐리어지그(2)를 기판 적재 위치 또는 기판 가압 위치에 정지시킬 수 있다.At this time, when the
한편, 지그 이송부(200)의 상부에는 지그 이송부(200)의 길이방향을 따라 이동 가능하게 구비되며, 연성회로기판(1)을 일정 배열로 정렬하는 기판 정렬부(300)가 구비될 수 있다.On the other hand, the upper portion of the
도 1 및 도 2를 참조하면, 기판 정렬부(300)는, 상면에 연성회로기판(1)을 정렬하기 위한 정렬수단이 형성되는 기판 정렬판(310)과, 기판 정렬판(310)이 지그 이송부(200)의 상부에서 지그 이송부(200)의 길이방향을 따라 전후 방향으로 이동하도록, 기판 정렬판(310)을 지그 이송부(200)에 가이드 결합하는 가이드부재(320) 및 기판 정렬판(310)이 가이드부재(320)에 의해 전후 방향으로 이동하도록 가이드부재(320)에 구동력을 전달하는 가이드 구동수단(330)을 포함할 수 있다.1 and 2, the
여기서, 기판 정렬판(310)의 상면에는 복수의 연성회로기판(1)을 정렬하기 위한 정렬수단이 구비되는데, 정렬수단은 복수의 연성회로기판(1)이 일정 간격으로 정렬되어 안착되는 복수의 안착홈(311)과, 복수의 안착홈(311) 내에 돌출 형성되어 안착홈(311)에 안착된 연성회로기판(1)을 정렬하여 고정하는 복수의 보조 고정핀(미도시)을 포함할 수 있다.Here, the upper surface of the
또한, 연성회로기판(1)에는 일정 간격으로 복수의 관통공(미도시)이 형성되고, 연성회로기판(1)에 형성된 복수의 관통공(미도시)과 대응하는 기판 정렬판(310)의 안착홈(311) 내의 위치에 각각 보조 고정핀(미도시)이 형성될 수 있다.In addition, a plurality of through-holes (not shown) are formed in the
이때, 기판 정렬판(310)은 캐리어지그(2) 또는 연성회로기판(1)의 규격에 맞추어 교체할 수 있다.At this time, the
이러한 구성의 기판 정렬부(300)는, 가이드 구동수단(330)을 통해 기판 정렬판(310)을 기판 적재유닛(400,500)과 대응하는 기판 적재 위치로 이동시킴으로써, 기판 적재유닛(400,500)에 의해 적재되는 복수의 연성회로기판(1)을 기판 정렬판(310)의 안착홈(311) 및 보조 고정핀(미도시)에 정렬할 수 있다.The
한편, 기판 적재유닛(400,500)은 본체 테이블(100)의 상부에 적어도 하나 구비되며, 연성회로기판(1)을 픽업하여 지그 이송로 상의 기판 적재 위치에 배치되는 캐리어지그(2)에 적재하여 부착할 수 있다.On the other hand, the substrate loading unit (400,500) is provided at least one on the top of the main body table 100, picks up the flexible circuit board (1) and attaches it by loading it on the carrier jig (2) disposed at the substrate loading position on the jig transport path can do.
이때, 기판 적재유닛(400,500)은 연성회로기판(1)을 캐리어지그(2)에 부착하기 전에, 사전 공정으로 연성회로기판(1)을 픽업하여 기판 정렬부(300)에 적재한 다음, 기판 정렬부(300)에 의해 일정 배열로 정렬된 연성회로기판(1)을 픽업하여 캐리어지그(2)에 적재하여 부착할 수 있다.At this time, the substrate loading unit (400,500), prior to attaching the flexible circuit board (1) to the carrier jig (2), pick up the flexible circuit board (1) in a preliminary process and load it on the substrate alignment unit (300), and then the substrate The
도 5는 본 발명의 일 실시예에 따른 기판 적재유닛(400,500)의 구성을 도시한 것이다.5 shows the configuration of the substrate loading unit 400,500 according to an embodiment of the present invention.
본 실시예에서는 일 예로써 기판 적재유닛(400,500)을 한 쌍으로 구비하여, 한 쌍의 제1 및 제2 기판 적재유닛(500)을 통해 캐리어지그(2)에 연성회로기판(1)을 부착하는 구성에 대해 설명한다.In this embodiment, as an example, the
도 1, 도 2 및 도 5를 참조하면, 제1 기판 적재유닛(400)은, 본체 테이블(100)의 상부에서 지그 이송부(200)의 중앙부 쪽에 수직하게 배치되는 제1 지지프레임(410)과, 지그 이송부(200)와 직교하도록 제1 지지프레임(410)의 상부에 연결되는 제1 수평가이드(420)와, 제1 수평가이드(420)를 따라 지그 이송부(200)에 직교하는 방향으로 이동 가능하게 구비되는 제1 이송부재(430)와, 제1 이송부재(430)에 승강 가능하게 구비되는 제1 승강부재(440) 및 제1 승강부재(440)의 하부에 구비되어, 연성회로기판(1)을 픽업하는 제1 픽업부재(450)를 포함할 수 있다.1, 2, and 5, the first
또한, 본체 테이블(100)의 상부에서 제1 지지프레임(410)의 일측에는 복수의 연성회로기판(1)이 적층되어 연성회로기판(1)을 공급할 수 있는 기판 공급부(120)가 구비될 수 있다.In addition, a plurality of
이때, 기판 공급부(120)에는 복수의 연성회로기판(1)이 일정 간격으로 배열되어 다층으로 적층될 수 있다.At this time, a plurality of
제1 기판 적재유닛(400)에 구비되는 제1 픽업부재(450)는 복수의 연성회로기판(1)을 흡착하여 픽업하는 복수의 흡착패드(451)를 포함할 수 있다.The
이러한 구성으로, 제1 기판 적재유닛(400)은, 복수의 흡착패드(451)를 갖는 제1 픽업부재(450)가 제1 승강부재(440)에 의해 승강 가능하게 구비되고, 더불어 제1 이송부재(430)에 의해 지그 이송부(200)에 직교하는 방향으로 이동 가능하게 구비됨으로써, 제1 픽업부재(450)를 수직 및 수평 방향으로 이동시켜 복수의 흡착패드(451)를 통해 기판 공급부(120)로부터 복수의 연성회로기판(1)을 픽업하여, 지그 이송부(200)의 상부에 배치된 기판 정렬판(310)에 적재할 수 있으며, 또한 기판 정렬판(310)에 정렬되어 적재된 복수의 연성회로기판(1)을 픽업하여 지그 이송부(200) 상의 기판 적재 위치에 배치되는 캐리어지그(2)에 적재하여 부착할 수 있다.With this configuration, the first
제2 기판 적재유닛(500)은, 본체 테이블(100)의 상부에서 지그 이송부(200)의 전단부 쪽에 수직하게 배치되는 제2 지지프레임(510)과, 지그 이송부(200)와 평행하도록 제2 지지프레임(510)의 상부에 연결되는 제2 수평가이드(520)와, 제2 수평가이드(520)를 따라 지그 이송부(200)의 상부에서 전후 방향으로 이동 가능하게 구비되는 제2 이송부재(530)와, 제2 이송부재(530)에 승강 가능하게 구비되는 제2 승강부재(540) 및 제2 승강부재(540)의 하부에 구비되어, 연성회로기판(1)을 픽업하는 제2 픽업부재(550)를 포함할 수 있다.The second
제2 기판 적재유닛(500)에 구비되는 제2 픽업부재(550) 역시 복수의 연성회로기판(1)을 흡착하여 픽업하는 복수의 흡착패드(551)를 포함할 수 있다.The
이러한 구성으로, 제2 기판 적재유닛(500)은, 복수의 흡착패드(551)를 갖는 제2 픽업부재(550)가 제2 승강부재(540)에 의해 승강 가능하게 구비되고, 더불어 제2 이송부재(530)에 의해 지그 이송부(200)의 상부에서 전후 방향으로 이동 가능하게 구비됨으로써, 제2 픽업부재(550)를 수직 및 수평 방향으로 이동시켜 복수의 흡착패드(551)를 통해 지그 이송부(200)의 상부에 배치된 기판 정렬판(310)으로부터 복수의 연성회로기판(1)을 픽업할 수 있으며, 픽업된 복수의 연성회로기판(1)을 지그 이송부(200) 상의 기판 적재 위치에 배치되는 캐리어지그(2)에 적재하여 부착할 수 있다.With this configuration, the second
이때, 본 실시예에서는 제1 기판 적재유닛(400) 및 제2 기판 적재유닛(500)을 교대로 작동시켜 캐리어지그(2) 상면의 일측 및 타측에 각각 복수의 연성회로기판(1)을 교번하여 적재하여 부착함으로써, 캐리어지그(2)의 정해진 일정 위치에 연성회로기판(1)을 보다 신속하고 정확하게 부착할 수 있다.At this time, in this embodiment, the first
한편, 기판 가압장치(600)는 본체 테이블(100)의 상부에 구비되어, 기판 적재유닛(400,500)에 의해 캐리어지그(2)에 가부착된 연성회로기판(1)을 균일하게 가압하여 공고히 부착할 수 있다.On the other hand, the substrate
도 6는 본 발명의 일 실시예에 따른 기판 가압장치(600)의 구성을 도시한 것이다.6 shows the configuration of the substrate
도 1, 도 2 및 도 6을 참조하면, 기판 가압장치(600)는, 본체 테이블(100)의 상부에서 지그 이송부(200)의 후단부 쪽에 수직하게 배치되는 수직프레임(610)과, 지그 이송부(200)와 평행하도록 수직프레임(610)의 상부에 연결되는 평행가이드(620)와, 평행가이드(620)를 따라 지그 이송부(200)의 상부에서 전후 방향으로 이동 가능하게 구비되는 이송부재(630)와, 이송부재(630)에 승강 가능하게 구비되는 승강부재(640) 및 승강부재(640)의 하부에 구비되어, 캐리어지그(2)에 적재된 연성회로기판(1)을 가압하여 부착하는 가압부재(650)를 포함할 수 있다.1, 2 and 6, the substrate
구체적으로, 수직프레임(610)은 본체 테이블(100)의 상부에서 지그 이송부(200)의 후단부 쪽에 배치되며, 수직프레임(610)에는 지그 이송부(200)의 상부에서 지그 이송부(200)와 평행하게 배치되는 평행가이드(620)가 연결된다.Specifically, the
또한, 이송부재(630)는, 평행가이드(620)에 연결되어 평행가이드(620)를 따라 전후 방향으로 이동 가능하게 구비되는 이송가이드(631)와, 이송가이드(631)를 이동시키는 이송가이드 구동수단(미도시)을 포함할 수 있다.In addition, the
이때, 이송가이드 구동수단(미도시)은 구동모터(미도시)와, 구동모터(미도시)의 동력을 이송가이드(631)에 전달하는 동력전달부(미도시)를 포함할 수 있으며, 이때 동력전달부(미도시)는 기어, 체인 또는 벨트 구조 중 하나로 구성되어, 구동모터(미도시)의 동력을 이송가이드(631)에 전달할 수 있다.At this time, the transfer guide driving means (not shown) may include a drive motor (not shown) and a power transmission unit (not shown) that transmits the power of the drive motor (not shown) to the
더불어, 구동모터(미도시)의 구동량 제어를 통해 이송가이드(631)의 이동량을 제어할 수 있음은 물론이다.In addition, it is of course possible to control the movement amount of the
또한, 승강부재(640)는, 하단에 가압부재(650)가 결합되며, 이송가이드(631)에 승강 가능하게 가이드 결합되는 승강프레임(641)과, 이송가이드(631)에 결합되어 승강프레임(641)을 승강시키는 수직실린더(642)를 포함할 수 있다.In addition, the lifting
또한, 가압부재(650)는 승강프레임(641)의 하부에 구비되며, 캐리어지그(2)에 적재되어 가부착된 복수의 연성회로기판(1)을 가압하며 롤링하는 복수의 가압롤러(651)를 포함할 수 있다.In addition, the pressing
이와 같은 구성의 기판 가압장치(600)는, 복수의 가압롤러(651)를 갖는 가압부재(650)가 승강부재(640)에 의해 승강 가능하게 구비되고, 이송부재(630)에 의해 지그 이송부(200)의 상부에서 전후 방향으로 이동 가능하게 구비됨으로써, 가압부재(650)를 캐리어지그(2)의 상부로 이동시킨 다음 하강시켜 복수의 가압롤러(651)를 통해 캐리어지그(2)에 가부착된 복수의 연성회로기판(1)을 가압할 수 있으며, 복수의 연성회로기판(1)을 가압한 상태에서 소정 간격 전후 왕복 이동하여 캐리어지그(2)에 복수의 연성회로기판(1)을 균일하게 공고히 부착할 수 있다.The substrate
또한, 기판 가압장치(600)의 하부에 위치한 지그 이송부(200) 상에는 앞서 설명한 제2 지그 정렬부(240b)가 구비될 수 있으며, 제2 지그 정렬부(240b)를 통해 지그 이송로를 따라 이송되는 캐리어지그(2)를 기판 가압장치(600) 하부의 기판 가압 위치에 정렬함으로써, 기판 가압장치(600)가 기판 가압 위치에 정렬된 캐리어지그(2)에서 적재된 복수의 연성회로기판(1)을 가압할 수 있다. In addition, the second
한편, 캐리어지그(2)가 이송되는 지그 이송부(200)의 이송로 상에는 캐리어지그(2)에 적재되는 연성회로기판(1)의 적재 두께를 감지하는 두께감지센서(미도시)가 구비될 수 있으며, 이를 통해 캐리어지그(2)에 연성회로기판(1)이 다층으로 적재되는 것을 감지하여 적재 오류 여부를 판단할 수 있다.On the other hand, a thickness sensing sensor (not shown) for sensing the stacking thickness of the
또한, 본체 테이블(100)의 일측에는 연성회로기판(1) 자동 부착 로봇(10)의 작동을 제어하기 위한 컨트롤부(110)가 구비될 수 있다.In addition, a
즉, 컨트롤부(110)를 통해 지그 이송부(200), 기판 정렬부(300), 기판 적재유닛(400,500) 및 기판 가압장치(600)의 작동을 설정할 수 있으며, 이때 캐리어지그(2) 또는 연성회로기판(1)의 규격에 따라 작동 설정을 다르게 할 수 있음은 물론이다.That is, the operation of the
이하에서는 첨부된 도면을 참조하며, 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)의 작동 과정에 대해 설명한다.Hereinafter, with reference to the accompanying drawings, an operation process of the flexible circuit board
도 7 및 도 8은 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)의 작동 과정을 순차적으로 도시한 것이다.7 and 8 sequentially show the operation of the flexible circuit board
도 7을 참조하면, 지그 이송부(200)의 전단측 지그 이송로에 캐리어지그(2)를 삽입하면, 캐리어지그(2)가 한 쌍의 와이어 벨트(230, 도4 참조)에 의해 지그 이송로를 따라 이송될 수 있다.Referring to FIG. 7, when the
이때, 캐리어지그(2)의 이송 과정에서, 캐리어지그(2)가 제1 지그 정렬부(240a)에 의해 기판 적재유닛(400,500)과 대응하는 기판 적재 위치에 정렬되어 배치될 수 있다.At this time, in the process of transporting the
또한, 기판 적재유닛(400,500)을 통해 기판 공급부(120, 도2 참조)로부터 복수의 연성회로기판(1)을 픽업하여, 지그 이송부(200)의 상부에 배치된 기판 정렬판(310)에 기판 정렬판(310)에 적재함으로써 복수의 연성회로기판(1)을 캐리어지그(2)와 대응하는 일정 배열로 정렬할 수 있고, 기판 정렬판(310)에 정렬된 복수의 연성회로기판(1)을 다시 픽업하여 기판 적재 위치에 배치된 캐리어지그(2)에 적재하여 부착할 수 있다.Further, a plurality of
본 실시예에서는 한 쌍의 제1 및 제2 기판 적재유닛(500)을 동시에 동작시켜, 캐리어지그(2)에 복수의 연성회로기판(1)을 교대로 부착하는 과정을 보여주고 있다.In the present embodiment, the process of attaching a plurality of
한편, 도 8을 참조하면, 기판 적재유닛(400,500)에 의해 복수의 연성회로기판(1)이 가부착된 캐리어지그(2)는, 지그 이송로를 따라 이송되어 기판 가압장치(600)의 하부로 진입되며, 제2 지그 정렬부(240b)에 구비된 스톱퍼(242)가 이송되는 캐리어지그(2)를 기판 가압장치(600) 하부의 기판 가압 위치에 정지시킬 수 있다.Meanwhile, referring to FIG. 8, the
이때, 제2 지그 정렬부(240b)에 구비된 지그 감지센서(244)가 기판 가압 위치에 정지된 캐리어지그(2)를 감지하고, 지그 감지센서(244)의 감지신호에 따라 제2 지그 정렬부(240b)의 승강수단(246, 도3 참조)이 캐리어지그(2)의 하부에 배치된 지그 정렬판(245)을 상승시키게 된다.At this time, the
이 과정에서, 지그 정렬판(245)의 상부에 캐리어지그(2)가 지지되며, 지그 정렬판(245)의 상면에 형성된 복수의 고정핀(미도시)이 캐리어지그(2)에 형성된 복수의 관통공(미도시)에 삽입됨으로써, 지그 정렬판(245)에 캐리어지그(2)가 정렬되어 지지될 수 있다.In this process, the
더불어, 지그 정렬판(245)이 캐리어지그(2)를 지지하며 소정 높이 상승함에 따라, 캐리어지그(2)가 한 쌍의 와이어 벨트(230, 도4 참조)에서 소정 높이 이격되어, 와이어 벨트(230)와 간섭되지 않게 된다.In addition, as the
이 상태에서, 기판 가압장치(600)에 구비된 복수의 가압롤러(651)가 하강하여 캐리어지그(2)에 적재된 복수의 연성회로기판(1)들을 가압할 수 있으며, 이와 동시에 복수의 롤러가 연성회로기판(1)을 가압한 상태에서 소정 간격 전후 왕복 이동하여 캐리어지그(2)에 복수의 연성회로기판(1)을 균일하게 부착할 수 있다.In this state, the plurality of
즉, 캐리어지그(2)의 상면에는 연성회로기판(1)이 접착되는 위치에 접착 테이프(미도시)가 부착되어 있기 때문에, 가압 과정에서 캐리어지그(2)의 상면에 연성회로기판(1)이 공고히 부착될 수 있다.That is, since the adhesive tape (not shown) is attached to the upper surface of the
한편, 캐리어지그(2) 상에 연성회로기판(1)이 부착되면, 기 설정된 작동에 따라, 제2 지그 정렬부(240b)의 스톱퍼(242)가 지그 이송로 상에서 퇴피되는 동시에, 캐리어지그(2)가 한 쌍의 와이어 벨트(230)에 안착되어, 연성회로기판(1)이 부착된 캐리어지그(2)가 지그 이송로를 따라 지그 이송부(200)의 후단부로 배출될 수 있다.On the other hand, when the
이상에서 설명한 바와 같이, 본 발명의 일 실시예에 따른 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇(10)은, 캐리어지그(2) 상면의 일정 위치에 복수의 연성회로기판(1)을 정밀하게 부착할 수 있으며, 기판 가압장치(600)를 통해 캐리어지그(2)에 적재되어 부착된 복수의 연성회로기판(1)을 균일하게 가압하여 더욱 공고히 부착함으로써. 제품 신뢰성을 향상시킬 수 있는 장점이 있다.As described above, the flexible circuit board
본 명세서와 도면에 개시된 본 발명의 실시예들은 본 발명의 기술 내용을 쉽게 설명하고 본 발명의 이해를 돕기 위해 특정 예를 제시한 것일 뿐이며, 본 발명의 범위를 한정하고자 하는 것은 아니다.The embodiments of the present invention disclosed in the present specification and drawings are merely to provide a specific example to easily explain the technical content of the present invention and to understand the present invention, and are not intended to limit the scope of the present invention.
따라서 본 발명의 범위는 여기에 개시된 실시 예들 이외에도 본 발명의 기술적 사상을 바탕으로 도출되는 모든 변경 또는 변형된 형태가 본 발명의 범위에 포함되는 것으로 해석되어야 한다.Therefore, the scope of the present invention should be interpreted to include all the modified or modified forms derived on the basis of the technical spirit of the present invention in addition to the embodiments disclosed herein.
10 : 연성회로기판 자동 부착 로봇 100 : 본체 테이블
200 : 지그 이송부 300 : 기판 정렬부
400,500 : 기판 적재유닛 600 : 기판 가압장치10: flexible circuit board automatic attachment robot 100: body table
200: jig transfer unit 300: substrate alignment unit
400,500: Board loading unit 600: Board pressing device
Claims (8)
상기 본체 테이블의 상부에 구비되어, 연성회로기판이 부착되는 캐리어지그를 수평 이송하는 지그 이송부;
상기 본체 테이블의 상부에 구비되며, 연성회로기판을 픽업하여 상기 캐리어지그에 부착하는 적어도 하나의 기판 적재유닛; 및
상기 본체 테이블의 상부에 구비되며, 상기 캐리어지그에 부착된 연성회로기판을 가압하는 기판 가압장치를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
Body table;
It is provided on the upper portion of the main table, a jig transfer unit for horizontally transferring a carrier jig to which a flexible circuit board is attached;
It is provided on the upper portion of the body table, at least one substrate loading unit for picking up a flexible circuit board and attached to the carrier jig; And
A robot for automatic attachment of a flexible circuit board provided with a substrate pressing device provided on an upper portion of the main body table and including a substrate pressing device for pressing the flexible circuit board attached to the carrier jig.
상기 기판 가압장치는,
상기 본체 테이블의 상부에서 상기 지그 이송부의 후단부 쪽에 수직하게 배치되는 수직프레임;
상기 지그 이송부와 평행하도록 상기 수직프레임의 상부에 연결되는 평행가이드;
상기 평행가이드를 따라 상기 지그 이송부의 상부에서 전후 방향으로 이동 가능하게 구비되는 이송부재;
상기 이송부재에 승강 가능하게 구비되는 승강부재; 및
상기 승강부재의 하부에 구비되어, 상기 캐리어지그에 적재된 상기 연성회로기판을 가압하여 부착하는 가압부재를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
According to claim 1,
The substrate pressing device,
A vertical frame disposed vertically at a rear end portion of the jig transfer unit at an upper portion of the main body table;
A parallel guide connected to an upper portion of the vertical frame so as to be parallel to the jig transfer part;
A transfer member movably provided in the front-rear direction from the top of the jig transfer unit along the parallel guide;
An elevating member provided so as to be elevable on the conveying member; And
A robot having an automatic attachment to a flexible circuit board provided with a substrate pressing device provided at a lower portion of the elevating member and including a pressing member for pressing and attaching the flexible circuit board mounted on the carrier jig.
상기 가압부재는,
상기 캐리어지그에 적재된 상기 연성회로기판을 가압하며 롤링하는 적어도 하나의 가압롤러로 이루어지는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
According to claim 2,
The pressing member,
A robot for automatic attachment of a flexible circuit board equipped with a substrate pressurizing device comprising at least one pressure roller for pressing and rolling the flexible circuit board loaded on the carrier jig.
상기 지그 이송부는,
상기 본체 테이블의 상부에 일 방향으로 배치되며, 상기 캐리어지그가 이송되는 지그 이송로를 형성하는 컨베이어 프레임;
상기 컨베이어 프레임의 전단부 및 후단부에 각각 회동 가능하게 구비되는 제1 및 제2 회전축;
상기 제1 및 제2 회전축의 양측 가장자리에 각각 권취되어, 상기 지그 이송로를 따라 캐리어지그를 이송하는 한 쌍의 와이어 벨트; 및
상기 제1 및 제2 회전축에 회전력을 전달하는 회전축 구동수단을 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
According to claim 1,
The jig transfer unit,
A conveyor frame disposed in one direction on the upper portion of the main body table and forming a jig transfer path through which the carrier jig is transferred;
First and second rotation shafts respectively rotatably provided at the front end and the rear end of the conveyor frame;
A pair of wire belts wound on both edges of the first and second rotation shafts, respectively, to transport carrier jigs along the jig transport path; And
A flexible circuit board automatic attachment robot equipped with a substrate pressurizing device including a rotation shaft driving means for transmitting rotational force to the first and second rotation shafts.
상기 지그 이송부는,
상기 지그 이송로를 따라 이송되는 캐리어지그를 상기 기판 가압장치가 연성회로기판을 가압하는 기판 가압 위치에 정렬하는 지그 정렬부를 더 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
The method of claim 4,
The jig transfer unit,
A robot for automatically attaching a flexible circuit board equipped with a substrate pressing device further comprising a jig alignment unit to align the carrier jig transported along the jig transport path to a substrate pressing position where the substrate pressing device presses the flexible circuit board.
상기 지그 정렬부는,
상기 지그 이송로 상에서 승강 가능하게 구비되어, 승강 동작에 따라 상기 캐리어지그를 상기 기판 가압 위치에 정지 또는 통과시키는 스톱퍼수단;
상기 스톱퍼수단에 의해 상기 기판 가압 위치에 정지된 상기 캐리어지그를 감지하는 지그 감지센서;
상기 지그 이송로의 하부에 배치되어, 상기 기판 가압 위치에 정지된 캐리어지그를 정렬하여 지지하는 지그 정렬판; 및
상기 지그 감지센서의 감지신호에 따라 상기 지그 정렬판을 승강시키는 승강수단을 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
The method of claim 5,
The jig alignment unit,
Stopper means provided on the jig transport path to be elevated, stop or pass the carrier jig to the substrate pressing position according to the lifting operation;
A jig detection sensor detecting the carrier jig stopped at the substrate pressing position by the stopper means;
A jig alignment plate disposed at a lower portion of the jig transport path to align and support the stationary carrier jig at the substrate pressing position; And
A flexible circuit board automatic attachment robot equipped with a substrate pressurizing device comprising an elevating means for elevating the jig alignment plate according to the detection signal of the jig detection sensor.
상기 지그 정렬판의 상면에는,
상기 캐리어지그를 정렬하여 고정시키기 위한 복수의 고정핀이 형성되는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.
The method of claim 6,
On the top surface of the jig alignment plate,
A flexible circuit board automatic attachment robot equipped with a substrate pressing device on which a plurality of fixing pins for aligning and fixing the carrier jig is formed.
상기 지그 이송부는,
상기 캐리어지그에 부착되는 연성회로기판의 두께를 감지하는 두께감지센서를 포함하는 기판 가압장치가 구비된 연성회로기판 자동 부착 로봇.According to claim 1,
The jig transfer unit,
A robot for automatically attaching a flexible circuit board equipped with a substrate pressurizing device comprising a thickness sensor for sensing the thickness of the flexible circuit board attached to the carrier jig.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180137233A KR102159204B1 (en) | 2018-11-09 | 2018-11-09 | A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180137233A KR102159204B1 (en) | 2018-11-09 | 2018-11-09 | A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200054404A true KR20200054404A (en) | 2020-05-20 |
| KR102159204B1 KR102159204B1 (en) | 2020-09-24 |
Family
ID=70919904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180137233A KR102159204B1 (en) | 2018-11-09 | 2018-11-09 | A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102159204B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102535517B1 (en) * | 2021-04-22 | 2023-05-26 | (주)샘테크 | An apparatus for separaring circuit board |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001139170A (en) * | 1999-11-15 | 2001-05-22 | Hitachi Via Mechanics Ltd | Plate work feeder and plate work boring device provided therewith |
| JP2007165408A (en) * | 2005-12-09 | 2007-06-28 | Nippon Mektron Ltd | Method and apparatus for positioning flexible printed wiring board onto component mounting carrier tool |
| KR20090116465A (en) * | 2008-05-07 | 2009-11-11 | 주식회사 유비셀 | A printed circuit board feeding system |
-
2018
- 2018-11-09 KR KR1020180137233A patent/KR102159204B1/en active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001139170A (en) * | 1999-11-15 | 2001-05-22 | Hitachi Via Mechanics Ltd | Plate work feeder and plate work boring device provided therewith |
| JP2007165408A (en) * | 2005-12-09 | 2007-06-28 | Nippon Mektron Ltd | Method and apparatus for positioning flexible printed wiring board onto component mounting carrier tool |
| KR20090116465A (en) * | 2008-05-07 | 2009-11-11 | 주식회사 유비셀 | A printed circuit board feeding system |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102159204B1 (en) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108323016B (en) | Automatic processing equipment for FPC (flexible printed circuit) flexible board | |
| TWI583606B (en) | Substrate fixing apparatus, substrate working apparatus, and substrate fixing method | |
| JP5003350B2 (en) | Electronic component mounting apparatus and electronic component mounting method | |
| JP4957453B2 (en) | Electronic component mounting system and electronic component mounting method | |
| KR101933298B1 (en) | Adhesive sheet attaching apparatus for adhesive film | |
| KR100339499B1 (en) | Loadding device and method of PCB manufacturing process | |
| JP4832244B2 (en) | Predetermined working method and predetermined working apparatus on printed circuit board | |
| KR102159204B1 (en) | A robot for attaching flexible printed crcuit board equipped with crcuit board pressing apparatus | |
| JP2009099692A (en) | Substrate conveying conveyor | |
| KR101968313B1 (en) | A robot for attaching flexible printed crcuit board and a method of attaching flexible printed crcuit using the same | |
| KR101566927B1 (en) | Conveyer device of chip Mounter | |
| TWI534442B (en) | Electronic components operating equipment and its application of the test classification equipment | |
| JP5103814B2 (en) | Work transfer device | |
| KR20180132410A (en) | A unloader device of smt equipment that can adjust sensor position according to pcb board type | |
| JP7133041B2 (en) | Conveyor | |
| JP6792631B2 (en) | Board work equipment | |
| JP3664589B2 (en) | Substrate transport apparatus and substrate transport method | |
| JP7385534B2 (en) | Conveyance equipment, substrate processing equipment | |
| CN212655125U (en) | Automatic feeding and discharging structure of ACF film attaching equipment | |
| KR102300468B1 (en) | Auto folding system for camera module fpcb | |
| KR100896456B1 (en) | Automatic loader and unloader of printed circuit board | |
| KR102267730B1 (en) | Method of controlling scribing apparatus | |
| KR100834319B1 (en) | Apparatus for transfer standard printing | |
| WO2021124862A1 (en) | Inspection device | |
| KR20190018079A (en) | Scribing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |