KR20180098337A - 강판의 온도 제어 장치 및 온도 제어 방법 - Google Patents
강판의 온도 제어 장치 및 온도 제어 방법 Download PDFInfo
- Publication number
- KR20180098337A KR20180098337A KR1020187021198A KR20187021198A KR20180098337A KR 20180098337 A KR20180098337 A KR 20180098337A KR 1020187021198 A KR1020187021198 A KR 1020187021198A KR 20187021198 A KR20187021198 A KR 20187021198A KR 20180098337 A KR20180098337 A KR 20180098337A
- Authority
- KR
- South Korea
- Prior art keywords
- temperature
- furnace
- steel sheet
- heating
- heating furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/52—Methods of heating with flames
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangement of monitoring devices; Arrangement of safety devices
- F27D21/0014—Devices for monitoring temperature
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/08—Surface hardening with flames
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0003—Monitoring the temperature or a characteristic of the charge and using it as a controlling value
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0034—Regulation through control of a heating quantity such as fuel, oxidant or intensity of current
- F27D2019/004—Fuel quantity
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Control Of Heat Treatment Processes (AREA)
Abstract
Description
도 2 는, 종래의 강판의 온도 제어 장치의 구성을 나타내는 블록도이다.
도 3 은, 가열로의 입측 및 출측에 있어서의 강판의 온도에 대해 부여하는 외란을 나타내는 도면이다.
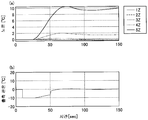
도 4 는, 본 발명법에 있어서의 각 가열존의 노온 및 가열로의 출측에서의 강판의 온도의 응답을 나타내는 도면이다.
도 5 는, 종래법에 있어서의 각 가열존의 노온 및 가열로의 출측에서의 강판의 온도의 응답을 나타내는 도면이다.
도 6 은, 가열로의 출측에 있어서의 강판의 온도에 대한 외란을 나타내는 도면이다.













11 : 판온 측정부
12 : 노온 측정부
13 : 영향 계수 산출부
14 : 제어 모델 설정부
15 : 상태 변수·외란 추정부
16 : 노온 변경량 산출부
17 : 노온 제어부
Claims (4)
- 강판의 반송 방향을 따라 배치된 복수의 가열존을 갖는 가열로의 입측 및 출측에 있어서의 강판의 온도를 측정하는 판온 측정부와,
각 가열존의 노온을 측정하는 노온 측정부와,
상기 가열로의 입측에 있어서의 강판의 온도의 설정값과 각 가열존의 노온 및 통판 속도의 설정값을 입력으로 하는 상기 가열로 내에 있어서의 강판의 온도를 계산 가능한 승온 모델식을 사용하여, 상기 가열로의 입측에 있어서의 강판의 온도 변화에 따른 상기 가열로의 출측에 있어서의 강판의 온도 변화를 나타내는 영향 계수와 각 가열존의 노온의 변화에 따른 상기 가열로의 출측에 있어서의 강판의 온도 변화를 나타내는 영향 계수를 산출하는 영향 계수 산출부와,
상기 영향 계수 산출부에 의해 산출된 영향 계수, 각 가열존의 노온 변경의 영향이 상기 가열로의 출측에 있어서의 강판의 온도에 나타날 때까지의 강판의 이송 시간, 각 가열존의 노온 변경 지령값이 출력되고 나서 노온이 실제로 변화될 때까지의 시상수, 및 상기 가열로의 출측에 있어서의 강판의 온도에 인가되는 미지의 온도 외란을 나타내는 변수를 사용하여, 노온 변경 지령값을 입력, 각 가열존의 노온 및 상기 가열로의 출측에 있어서의 강판의 온도를 출력으로 하는 제어 모델을 설정하는 제어 모델 설정부와,
상기 판온 측정부에 의해 측정된 상기 가열로의 입측에 있어서의 강판의 온도의 실적값과 설정값의 편차, 상기 판온 측정부에 의해 측정된 상기 가열로의 출측에 있어서의 강판의 온도의 실적값과 설정값의 편차, 상기 노온 측정부에 의해 측정된 각 가열존의 노온의 실적값과 초기 설정값의 편차를 입력으로 하여, 상기 제어 모델의 상태 변수 및 온도 외란 변수의 값을 동시에 추정하는 상태 변수·외란 추정부와,
상기 상태 변수·외란 추정부에 의해 추정된 상기 제어 모델의 상태 변수 및 온도 외란 변수의 값을 사용하여, 상기 가열로의 출측에 있어서의 강판의 온도의 목표값과 실적값의 편차의 제곱합이 최소가 되도록, 제약 조건하에서 각 가열존의 노온 변경량을 산출하는 노온 변경량 산출부와,
상기 노온 변경량 산출부에 의해 산출된 노온 변경량을 달성할 수 있도록 각 가열존에 있어서의 사용 연료 유량을 제어하는 노온 제어부를 구비하는 것을 특징으로 하는 강판의 온도 제어 장치. - 제 1 항에 있어서,
상기 노온 변경량 산출부는, 상기 제약 조건으로서, 적어도 노온의 상하한값에 관한 제약 조건, 단위 시간당 노온 변경량에 관한 제약 조건, 연료 유량의 상하한값에 관한 제약 조건, 및 단위 시간당 연료 유량 변경량에 관한 조건 중 어느 것을 포함하는 것을 특징으로 하는 강판의 온도 제어 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 영향 계수 산출부, 상기 제어 모델 설정부, 상기 상태 변수·외란 추정부, 및 상기 노온 변경량 산출부는, 실조업상에서 상정할 수 있는 복수의 통판 속도의 설정값마다 처리를 실행하고, 상기 노온 제어부는, 실적의 통판 속도에 가까운 통판 속도의 설정값으로부터 구해진 노온 변경량을 달성할 수 있도록 각 가열존에 있어서의 사용 연료 유량을 제어하는 것을 특징으로 하는 강판의 온도 제어 장치. - 강판의 반송 방향을 따라 배치된 복수의 가열존을 갖는 가열로의 입측 및 출측에 있어서의 강판의 온도를 측정하는 판온 측정 스텝과,
각 가열존의 노온을 측정하는 노온 측정 스텝과,
상기 가열로의 입측에 있어서의 강판의 온도의 설정값과 각 가열존의 노온 및 통판 속도의 설정값을 입력으로 하는 상기 가열로 내에 있어서의 강판의 온도를 계산 가능한 승온 모델식을 사용하여, 상기 가열로의 입측에 있어서의 강판의 온도 변화에 따른 상기 가열로의 출측에 있어서의 강판의 온도 변화를 나타내는 영향 계수와 각 가열존의 노온의 변화에 따른 상기 가열로의 출측에 있어서의 강판의 온도 변화를 나타내는 영향 계수를 산출하는 영향 계수 산출 스텝과,
상기 영향 계수 산출 스텝에 있어서 산출된 영향 계수, 각 가열존의 노온 변경의 영향이 상기 가열로의 출측에 있어서의 강판의 온도에 나타날 때까지의 강판의 이송 시간, 각 가열존의 노온 변경 지령값이 출력되고 나서 노온이 실제로 변화될 때까지의 시상수, 및 상기 가열로의 출측에 있어서의 강판의 온도에 인가되는 미지의 온도 외란을 나타내는 변수를 사용하여, 노온 변경 지령값을 입력, 각 가열존의 노온 및 상기 가열로의 출측에 있어서의 강판의 온도를 출력으로 하는 제어 모델을 설정하는 제어 모델 설정 스텝과,
상기 판온 측정 스텝에 있어서 측정된 상기 가열로의 입측에 있어서의 강판의 온도의 실적값과 설정값의 편차, 상기 판온 측정 스텝에 있어서 측정된 상기 가열로의 출측에 있어서의 강판의 온도의 실적값과 설정값의 편차, 상기 노온 측정 스텝에 있어서 측정된 각 가열존의 노온의 실적값과 초기 설정값의 편차를 입력으로 하여, 상기 제어 모델의 상태 변수 및 온도 외란 변수의 값을 동시에 추정하는 상태 변수·외란 추정 스텝과,
상기 상태 변수·외란 추정 스텝에 있어서 추정된 상기 제어 모델의 상태 변수 및 온도 외란 변수의 값을 사용하여, 상기 가열로의 출측에 있어서의 강판의 온도의 목표값과 실적값의 편차의 제곱합이 최소가 되도록, 제약 조건하에서 각 가열존의 노온 변경량을 산출하는 노온 변경량 산출 스텝과,
상기 노온 변경량 산출 스텝에 있어서 산출된 노온 변경량을 달성할 수 있도록 각 가열존에 있어서의 사용 연료 유량을 제어하는 노온 제어 스텝을 포함하는 것을 특징으로 하는 강판의 온도 제어 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2016-014429 | 2016-01-28 | ||
| JP2016014429 | 2016-01-28 | ||
| PCT/JP2016/082552 WO2017130508A1 (ja) | 2016-01-28 | 2016-11-02 | 鋼板の温度制御装置及び温度制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098337A true KR20180098337A (ko) | 2018-09-03 |
| KR102122143B1 KR102122143B1 (ko) | 2020-06-11 |
Family
ID=59397590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187021198A Active KR102122143B1 (ko) | 2016-01-28 | 2016-11-02 | 강판의 온도 제어 장치 및 온도 제어 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11466340B2 (ko) |
| EP (1) | EP3409797B1 (ko) |
| KR (1) | KR102122143B1 (ko) |
| CN (1) | CN108495941B (ko) |
| CA (1) | CA3012298C (ko) |
| MX (1) | MX368253B (ko) |
| RU (1) | RU2691819C1 (ko) |
| WO (1) | WO2017130508A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3757236A4 (en) * | 2018-02-22 | 2021-01-06 | JFE Steel Corporation | PROCESS FOR HEATING STEEL SHEETS IN CONTINUOUS ANNEALING AND CONTINUOUS ANNEALING PLANT |
| CN111742070B (zh) * | 2018-03-23 | 2022-06-24 | 普锐特冶金技术日本有限公司 | 热处理炉的运转支援装置及运转支援方法、热处理设备及其运转方法 |
| CN111100980B (zh) * | 2019-11-27 | 2021-11-23 | 安徽添御石油设备制造有限公司 | 一种石油压裂泵阀箱热处理的升温控制方法 |
| CN114489185B (zh) * | 2022-02-24 | 2023-03-03 | 秦皇岛秦冶重工有限公司 | 一种用于鱼雷罐烘烤的控制方法及控制系统 |
| CN115121631B (zh) * | 2022-05-13 | 2023-05-12 | 燕山大学 | 基于加热炉坯温、炉温协同预调控分区解耦的温控方法 |
| CN115235257B (zh) * | 2022-08-31 | 2026-02-10 | 北京北方华创微电子装备有限公司 | 一种温度控制方法及半导体设备 |
| CN118092540B (zh) * | 2024-04-23 | 2024-07-19 | 合肥工业大学 | 一种氨气传感器片芯温度控制方法及系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5510787B2 (ko) | 1973-05-26 | 1980-03-19 | ||
| JPS6428329A (en) | 1987-07-23 | 1989-01-30 | Mitsubishi Heavy Ind Ltd | Method for controlling sheet temperature in continuous annealing furnace |
| JPH03236422A (ja) | 1990-02-14 | 1991-10-22 | Kobe Steel Ltd | 連続焼鈍炉における板温制御方法 |
| KR100241023B1 (ko) * | 1995-12-29 | 2000-03-02 | 이구택 | 용융도금강판용 열처리로내에서의 강판온도 제어방법 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60135531A (ja) * | 1983-12-24 | 1985-07-18 | Nippon Steel Corp | 連続焼鈍炉の温度制御方法 |
| SU1194899A1 (ru) * | 1984-01-06 | 1985-11-30 | Научно-исследовательский институт металлургии | Способ управлени термообработкой полос из аустенитной нержавеющей стали в проходной печи |
| JPS6129903A (ja) * | 1984-07-20 | 1986-02-12 | Nippon Steel Corp | 熱処理炉の走行材料温度制御装置 |
| JPH0772309B2 (ja) * | 1988-01-18 | 1995-08-02 | 三菱重工業株式会社 | 連続焼鈍炉の板温制御方法 |
| JPH04168232A (ja) * | 1990-10-31 | 1992-06-16 | Sumitomo Metal Ind Ltd | 板温制御方法 |
| JP2503332B2 (ja) | 1991-08-28 | 1996-06-05 | 新日本製鐵株式会社 | ストリップの誘導加熱における板温制御方法 |
| EP1496129A4 (en) | 2002-04-08 | 2006-02-22 | Jfe Steel Corp | THERMAL PROCESSING DEVICE AND METHOD, SUPPORT FOR RECORDING THERMAL PROCESSING PROGRAM, AND STEEL PRODUCT |
| EP1634657B1 (en) * | 2003-06-13 | 2012-02-22 | JFE Steel Corporation | Controllable cooling method for thick steel plate, thick steel plate manufactured by the controllable cooling method, and cooling device for the thick steel plate |
| JP2008146325A (ja) | 2006-12-08 | 2008-06-26 | Sumitomo Chemical Co Ltd | プロセス制御装置、プロセス制御方法、プログラム、およびプログラムを記録したコンピュータ読み取り可能な記録媒体 |
| FR2940978B1 (fr) * | 2009-01-09 | 2011-11-11 | Fives Stein | Procede et section de refroidissement d'une bande metallique en defilement par projection d'un liquide |
| JP5510787B2 (ja) | 2009-10-13 | 2014-06-04 | 新日鐵住金株式会社 | 冷延鋼板の連続焼鈍設備の輻射加熱による加熱炉の板温度制御方法 |
| CN101962708B (zh) | 2010-10-19 | 2012-07-11 | 西安石油大学 | 大型板材真空退火炉多温区均温性控制系统及其控制方法 |
| CN102455135B (zh) * | 2010-10-27 | 2013-11-20 | 宝山钢铁股份有限公司 | 明火加热炉炉温控制设备 |
| US20150322539A1 (en) * | 2013-01-28 | 2015-11-12 | Jfe Steel Corporation | Method for adjusting furnace atmosphere in continuous annealing furnace (as amended) |
| CN103397171B (zh) * | 2013-08-20 | 2014-09-17 | 中冶赛迪工程技术股份有限公司 | 一种确定钢坯加热炉炉温设定值的方法 |
| JP6075301B2 (ja) | 2014-01-17 | 2017-02-08 | Jfeスチール株式会社 | 冷却制御装置および冷却制御方法 |
| JP5884196B2 (ja) * | 2014-02-18 | 2016-03-15 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
| CN107801403B (zh) * | 2015-06-24 | 2020-11-24 | 诺维尔里斯公司 | 与金属处理炉结合使用的快速响应加热器和相关控制系统 |
| CN105886751A (zh) | 2016-04-13 | 2016-08-24 | 中国地质大学(武汉) | 一种冷轧热镀锌退火炉板温协调控制系统及方法 |
| CN111742070B (zh) * | 2018-03-23 | 2022-06-24 | 普锐特冶金技术日本有限公司 | 热处理炉的运转支援装置及运转支援方法、热处理设备及其运转方法 |
-
2016
- 2016-11-02 EP EP16888093.8A patent/EP3409797B1/en active Active
- 2016-11-02 MX MX2018009163A patent/MX368253B/es active IP Right Grant
- 2016-11-02 US US16/071,300 patent/US11466340B2/en active Active
- 2016-11-02 CA CA3012298A patent/CA3012298C/en active Active
- 2016-11-02 KR KR1020187021198A patent/KR102122143B1/ko active Active
- 2016-11-02 RU RU2018130543A patent/RU2691819C1/ru active
- 2016-11-02 CN CN201680079910.0A patent/CN108495941B/zh active Active
- 2016-11-02 WO PCT/JP2016/082552 patent/WO2017130508A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5510787B2 (ko) | 1973-05-26 | 1980-03-19 | ||
| JPS6428329A (en) | 1987-07-23 | 1989-01-30 | Mitsubishi Heavy Ind Ltd | Method for controlling sheet temperature in continuous annealing furnace |
| JPH03236422A (ja) | 1990-02-14 | 1991-10-22 | Kobe Steel Ltd | 連続焼鈍炉における板温制御方法 |
| KR100241023B1 (ko) * | 1995-12-29 | 2000-03-02 | 이구택 | 용융도금강판용 열처리로내에서의 강판온도 제어방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3409797A4 (en) | 2018-12-19 |
| RU2691819C1 (ru) | 2019-06-18 |
| MX2018009163A (es) | 2018-11-29 |
| CA3012298A1 (en) | 2017-08-03 |
| MX368253B (es) | 2019-09-26 |
| US20210198765A1 (en) | 2021-07-01 |
| EP3409797B1 (en) | 2019-09-04 |
| CN108495941A (zh) | 2018-09-04 |
| CA3012298C (en) | 2021-03-02 |
| US11466340B2 (en) | 2022-10-11 |
| WO2017130508A1 (ja) | 2017-08-03 |
| EP3409797A1 (en) | 2018-12-05 |
| CN108495941B (zh) | 2019-10-22 |
| KR102122143B1 (ko) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098337A (ko) | 강판의 온도 제어 장치 및 온도 제어 방법 | |
| JP6146553B1 (ja) | 鋼板の温度制御装置及び温度制御方法 | |
| Zheng et al. | Distributed model predictive control for plant-wide hot-rolled strip laminar cooling process | |
| JP6834209B2 (ja) | 製品の状態予測装置、製品の状態制御装置、製品の状態予測方法及びプログラム | |
| JP6662109B2 (ja) | 製品の状態予測装置、製品の状態制御装置、製品の状態予測方法及びプログラム | |
| JP5789958B2 (ja) | 冷却停止温度制御装置および冷却停止温度制御方法 | |
| CN102215992B (zh) | 对热轧装置进行控制的控制装置 | |
| JP6241545B2 (ja) | 圧延システム | |
| Wang et al. | A hybrid approach for supervisory control of furnace temperature | |
| Zanoli et al. | Two‐Layer Linear MPC Approach Aimed at Walking Beam Billets Reheating Furnace Optimization | |
| JP4402502B2 (ja) | 巻取温度制御装置 | |
| JP5736804B2 (ja) | 連続式加熱炉の燃焼制御方法及び燃焼制御装置 | |
| Li et al. | Online Monitor and Control of Cooling Temperature on Run‐out Table of Hot Strip Mill | |
| JP5482249B2 (ja) | 連続焼鈍炉の板温制御装置および板温制御方法 | |
| Zheng et al. | An approach to model building for accelerated cooling process using instance-based learning | |
| JP2018123364A (ja) | 鋼板の温度制御方法、及び、鋼板の温度制御装置 | |
| JP6665475B2 (ja) | 炉温設定方法及び炉温設定装置 | |
| Li et al. | Intelligent Model Building and GPC‐PID Based Temperature Curve Control Strategy for Metallurgical Industry | |
| JP2019206008A (ja) | 状態推定装置、状態推定方法、及びプログラム | |
| KR20220146409A (ko) | 띠 형상체의 처리 상태 시뮬레이션 방법 | |
| JP6645037B2 (ja) | 厚鋼板の冷却制御方法、冷却制御装置、製造方法、および、製造装置 | |
| JP7452514B2 (ja) | 熱間圧延中の鋼板張力とルーパー角の制御方法及び制御装置 | |
| JP4736832B2 (ja) | 熱間仕上圧延装置および熱間仕上圧延温度制御方法 | |
| JP5636714B2 (ja) | 巻取温度制御装置及び巻取温度制御方法 | |
| JP2523991B2 (ja) | 誘導加熱装置の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20180723 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190918 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200421 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200605 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200605 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20230523 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240521 Start annual number: 5 End annual number: 5 |