KR20180098157A - 기재, 특히 안경 렌즈의 진공 코팅을 위한 박스 코팅 장치 및 이를 위한 가열 장치 - Google Patents
기재, 특히 안경 렌즈의 진공 코팅을 위한 박스 코팅 장치 및 이를 위한 가열 장치 Download PDFInfo
- Publication number
- KR20180098157A KR20180098157A KR1020180021294A KR20180021294A KR20180098157A KR 20180098157 A KR20180098157 A KR 20180098157A KR 1020180021294 A KR1020180021294 A KR 1020180021294A KR 20180021294 A KR20180021294 A KR 20180021294A KR 20180098157 A KR20180098157 A KR 20180098157A
- Authority
- KR
- South Korea
- Prior art keywords
- heating device
- vacuum chamber
- electrical
- stand
- hub portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 128
- 238000000576 coating method Methods 0.000 title claims abstract description 80
- 239000011248 coating agent Substances 0.000 title claims abstract description 69
- 239000000758 substrate Substances 0.000 title claims abstract description 43
- 238000001771 vacuum deposition Methods 0.000 title claims description 11
- 238000005485 electric heating Methods 0.000 claims abstract description 44
- 238000001704 evaporation Methods 0.000 claims abstract description 30
- 230000008020 evaporation Effects 0.000 claims abstract description 27
- 238000007689 inspection Methods 0.000 claims abstract description 11
- 239000000463 material Substances 0.000 claims abstract description 10
- 238000000746 purification Methods 0.000 claims abstract description 7
- 238000000034 method Methods 0.000 claims description 39
- 230000001681 protective effect Effects 0.000 claims description 16
- 230000005855 radiation Effects 0.000 claims description 12
- 238000009429 electrical wiring Methods 0.000 claims description 6
- 230000001154 acute effect Effects 0.000 claims description 5
- 239000010453 quartz Substances 0.000 claims description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 5
- 230000008016 vaporization Effects 0.000 claims 1
- 238000005137 deposition process Methods 0.000 abstract description 4
- 239000007789 gas Substances 0.000 description 14
- 238000005086 pumping Methods 0.000 description 13
- 238000002955 isolation Methods 0.000 description 6
- 238000010998 test method Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000005240 physical vapour deposition Methods 0.000 description 5
- 239000002245 particle Substances 0.000 description 4
- 238000010926 purge Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000003667 anti-reflective effect Effects 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000002207 thermal evaporation Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000000427 thin-film deposition Methods 0.000 description 2
- 239000011364 vaporized material Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000004064 dysfunction Effects 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000001846 repelling effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/28—Vacuum evaporation by wave energy or particle radiation
- C23C14/30—Vacuum evaporation by wave energy or particle radiation by electron bombardment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/28—Vacuum evaporation by wave energy or particle radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/564—Means for minimising impurities in the coating chamber such as dust, moisture, residual gases
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0033—Heating devices using lamps
- H05B3/0038—Heating devices using lamps for industrial applications
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Ophthalmology & Optometry (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Physical Vapour Deposition (AREA)
Abstract
Description
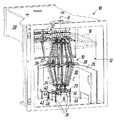
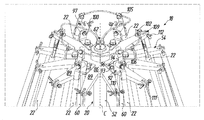
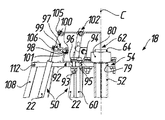
도 2는 도 1에 따른 박스 코팅 장치에서 제거된 상태에서 도 1에 따른 제거 가능한 가열 장치를 위쪽 전방에서 비스듬히 본 확대 사시도이다.
도 3은 도 2의 Ⅲ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
도 4는 도 2의 Ⅳ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
도 5는 도 2의 Ⅴ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
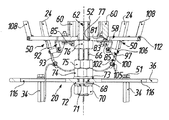
도 6은 도 1에 따른 박스 코팅 장치에서 제거된 상태에서 도 1에 따른 제거 가능한 가열 장치를 아래쪽 전방에서 비스듬히 확대 사시도이다.
도 7은 도 6의 Ⅶ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
도 8은 도 6의 Ⅷ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
도 9는 도 6의 Ⅸ 부분에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 사시도를 나타낸다.
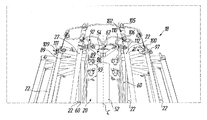
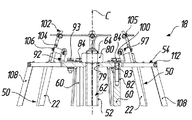
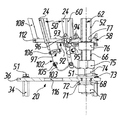
도 10은 도 1에 따른 박스 코팅 장치에서 제거된 상태에서 도 1에 따른 제거 가능한 가열 장치를 위쪽 전방 우측에서 비스듬히 본 확대 사시도를 나타내고, 가열 장치의 로드형 전기 적외선 석영 램프, 할당된 보호 바아, 그의 체결구, 및 석영 램프의 전기 연결부는 지지 구조를 더 잘 도시하기 위해 생략되었다.
도 11은 마찬가지로 지지 구조를 더 잘 도시하기 위해 도 10을 단순화시켜 도 1에 따른 박스 코팅 장치에서 제거된 상태에서 도 1에 따른 제거 가능한 가열 장치를 아래쪽 전방 우측에서 비스듬히 본 확대 사시도를 나타낸다.
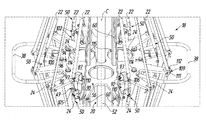
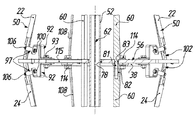
도 12는 도 1에 따른 박스 코팅 장치에서 제거된 상태에서 도 1에 따른 제거 가능한 가열 장치의 확대 상면도를 나타낸다.
도 13a 내지 13c는 도 12의 ⅩⅢ - ⅩⅢ 단면선에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 절취 단면도를 나타낸다.
도 14a 내지 14c는 도 12의 ⅩⅣ - ⅩⅣ 단면선에 대응하는 도 1에 따른 제거 가능한 가열 장치의 추가 확대 절취 단면도를 나타낸다.
14 증발원 16 기재 홀더
18 가열 장치 20 스탠드
22 전기 가열 요소 24 전기 가열 요소
26 마이스너 트랩 28 챔버 부속물
30 차폐물 32 차폐물
34 다리부 36 베이스 판
38 핸들 40 전기 연결부
42 상대 전기 연결부 44 바닥 영역
46 신속 전기 플러그 48 신속 전기 소켓
49 연결점 50 전기 가열 요소의 쌍
51 나사 연결부 52 중심 포스트
54 상측 허브 부분 56 중간 허브 부분
58 하측 허브 부분 60 프레임 바아
62 전기 배선 64 외부 나사산
66 외부 나사산 68 장착 구멍
70 너트 71 유지 링
72 와셔 73 와셔
74 너트 75 상대 너트
76 너트 77 위치결정 구멍
78 통과 구멍 79 위치결정 구멍
80 너트 81 수 나사산 단부
82 암 나사산 단부 83 장착 구멍
84 볼트 85 너트
86 내측 베이스부 87 내측 베이스부
88 내측 베이스부 89 아암부
90 아암부 91 아암부
92 장착 브라켓 93 나사 연결부
94 핀 95 장착 구멍
96 위치결정 구멍 97 격리 슬리브
98 암 나사산 단부 99 암 나사산 단부
100 볼트 101 장착 구멍
102 접촉 탭 103 접촉 구멍
104 장착 구멍 105 나사 연결부
106 볼트 108 보호 바아
109 슬릿 110 횡방향 장착 구멍
111 횡방향 구멍 112 코터 핀
114 나사 연결부 115 통과 개구
116 통과 개구
C 중심 축선 R 회전 축선
Claims (17)
- 기재, 특히 안경 렌즈의 진공 코팅을 위한 박스 코팅 장치(10)로서,
진공 챔버(12)를 포함하고, 상기 진공 챔버는 코팅 재료를 증발시키기 위한 증발원(14) 및 복수의 기재를 유지하기 위한 기재 홀더(16)를 수용하고, 상기 기재 홀더는 상기 증발원(14)과 마주하여 배치되어 있어, 상기 증발원(14)에 의해 증발된 코팅 재료가 상기 기재 홀더(16)에 의해 유지되는 기재 상에 충돌할 수 있고,
전기 가열 장치(18)가 상기 진공 챔버(12) 안에 배치되어 있고, 상기 전기 가열 장치는 진공 검사 및 정화 과정의 경우에 상기 진공 챔버(12)를 가열하도록 되어 있으며,
상기 가열 장치(18)에는, 상기 진공 챔버(12)로부터 제거 가능하도록 되어 있는 스탠드(20)가 제공되어 있고, 상기 스탠드(20)는, 스탠드(20)의 베이스 판(36)에 장착되는 복수의 다리부(34)를 가지며, 상기 다리부는, 상기 가열 장치(18)가 상기 증발원(14)의 위쪽에 걸쳐 배치될 수 있도록 크기 결정되어 있고 또한 상기 베이스 판(36)에 배치되는 박스 코팅 장치. - 청구항 1에 있어서,
상기 가열 장치(18)는, 가열 장치의 스탠드(20)와 함께 상기 증발원(14)에 인접한 상기 진공 챔버(12)의 중심 영역에 제거 가능하게 배치되도록 되어 있는 박스 코팅 장치. - 청구항 1 또는 청구항 2에 있어서,
상기 가열 장치(18)는 가열 장치(18)에 에너지를 공급하기 위한 전기 연결부(40)를 포함하고, 상기 전기 연결부(40)는 상기 진공 챔버(12) 내의 상대 전기 연결부(42)에 연결되도록 되어 있는 박스 코팅 장치. - 청구항 3에 있어서,
상기 가열 장치(18)의 상기 전기 연결부(40)는 신속 전기 플러그(46)를 포함하고, 상기 진공 챔버(12) 내의 상기 상대 전기 연결부(42)는 공기-진공 전기 피드 스루(feed-through)를 통해 전기적으로 접촉되거나 또는 그 반대인 신속 전기 소켓(48)을 가지는 박스 코팅 장치. - 청구항 1 내지 청구항 4중 어느 하나의 항에 있어서,
상기 스탠드(20)는 중심 축선(C)을 가지며, 적어도 하나의 전기 가열 요소(22, 24)는, 상기 중심 축선(C)에 대해 본질적으로 반경 방향으로 열 방사선을 균일하게 방출하도록 상기 중심 축선(C) 중심으로 배치되어 있는 박스 코팅 장치. - 청구항 5에 있어서,
상기 중심 축선(C)은 가열 장치(18)의 작동 상태에서 실질적으로 수직 방향으로 연장되어 있고, 상기 가열 장치는 상기 스탠드(20)의 원주에 걸쳐 상기 스탠드(20)의 상기 중심 축선(C)에 대해 균일하게 분포되어 있는 복수의 전기 가열 요소(22, 24)를 가지고 있는 박스 코팅 장치. - 청구항 6에 있어서,
상기 전기 가열 요소(22, 24)의 부품(22)은 상기 중심 축선(C)으로부터 멀어지게 위쪽으로 향하도록 상기 중심 축선(C)에 대해 예각을 이루어 배치되고, 상기 전기 가열 요소(22, 24)의 다른 부품(24)은 상기 중심 축선(C)으로부터 멀어지게 아래쪽으로 향하도록 상기 중심 축선(C)에 대해 예각을 이루어 배치되어 있는 박스 코팅 장치. - 청구항 5 내지 청구항 7중 어느 하나의 항에 있어서,
상기 적어도 하나의 전기 가열 요소(22, 24)는 로드형인 박스 코팅 장치. - 청구항 5 내지 청구항 8중 어느 하나의 항에 있어서,
상기 스탠드(20)는 적어도 하나의 프레임 바아(60)에 의해 서로 단단히 연결되는 상측 허브 부분(54) 및 하측 허브 부분(58)을 가지며, 상기 적어도 하나의 전기 가열 요소(22, 24)는 상기 상측 허브 부분(54)과 상기 하측 허브 부분(58) 사이에 지지되는 박스 코팅 장치. - 청구항 6 또는 청구항 8 또는 청구항 9에 있어서,
상기 전기 가열 요소(22, 24)는 직렬로 연결되는 전기 가열 요소(22, 24)의 쌍(50)으로 배치되고, 전기 가열 요소(22, 24)의 상기 쌍(50)은 각각의 공통 원주에서 상기 상측 허브 부분(54) 및 하측 허브 부분(58)에 부착되고, 중간 허브 부분(56)이 제공되어 있고, 상기 중간 허브 부분은 상기 적어도 하나의 프레임 바아(60)에 의해 상기 상측 허브 부분(54) 및 상기 하측 허브 부분(58)에 단단히 연결되어 있고, 전기 가열 요소(22, 24)의 각 쌍(50)의 상기 전기 가열 요소(22, 24)를 전기 가열 요소의 연결점(49)에 인접해서 지지하는 박스 코팅 장치. - 청구항 9 또는 청구항 10에 있어서,
상기 허브 부분(56) 및/또는 상기 베이스 판(36)에는 통과 개구(115, 116)가 제공되어 있는 박스 코팅 장치. - 청구항 9 내지 청구항 11중 어느 하나의 항에 있어서,
상기 허브 부분(54, 56, 58)은, 내측 베이스부(86, 87, 88) 및 내측 베이스부로부터 연장되어 있는 외측 아암부(89, 90, 91)에 의해 평면도에서 볼 때 실질적으로 별 모양으로 되어 있고, 상기 전기 가열 요소(22, 24)는, 서로 인접하는 아암부(89, 90, 91) 사이에서 상기 각각의 허브 부분(54, 56, 58)에 부착되어 있는 박스 코팅 장치. - 청구항 6 내지 청구항 12중 어느 하나의 항에 있어서,
2개의 보호 바아(108)가 각 전기 가열 요소(22, 24)에 할당되어 있고, 상기 보호 바아는, 본질적으로 상기 각각의 전기 가열 요소(22, 24)에서 반경 방향으로 방출되는 열 방사선을 차단함이 없이, 상기 보호 바아가 상기 각각의 전기 가열 요소(22, 24)를 기계적 충격에 대해 보호하는 위치에 배치되어 있는 박스 코팅 장치. - 청구항 12 또는 청구항 13에 있어서,
상기 보호 바아(108)는 상기 허브 부분(54, 56, 58)의 상기 외측 아암부(89, 90, 91)의 자유 단부에 부착되어 있는 박스 코팅 장치. - 청구항 9 내지 청구항 14중 어느 하나의 항에 있어서,
상기 허브 부분(54, 56, 58)을 통과해서 연장되어 배치되는 중심 포스트(52)가 제공되어 있고, 상기 중심 포스트(52)는, 상기 전기 가열 요소(22, 24)를 위한 전기 배선(62)을 수용하기 위해 관형으로 되어 있는 박스 코팅 장치. - 청구항 5 내지 청구항 15중 어느 하나의 항에 있어서,
상기 스탠드(20)에는 상기 가열 장치(18)를 이동시키고 위치시킬 수 있게 해주는 적어도 하나의 핸들(38)이 제공되어 있는 박스 코팅 장치. - 청구항 5 내지 청구항 16중 어느 하나의 항에 있어서,
상기 적어도 하나의 가열 요소(22, 24)는 전기 적외선 석영 램프인 박스 코팅 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17000297.6 | 2017-02-24 | ||
| EP17000297.6A EP3366805B1 (en) | 2017-02-24 | 2017-02-24 | Box coating apparatus for vacuum coating of substrates, in particular spectacle lenses, and heating device for it |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098157A true KR20180098157A (ko) | 2018-09-03 |
| KR102542495B1 KR102542495B1 (ko) | 2023-06-12 |
Family
ID=58266333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180021294A Active KR102542495B1 (ko) | 2017-02-24 | 2018-02-22 | 기재, 특히 안경 렌즈의 진공 코팅을 위한 박스 코팅 장치 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10829851B2 (ko) |
| EP (1) | EP3366805B1 (ko) |
| KR (1) | KR102542495B1 (ko) |
| CN (1) | CN108504995B (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120249893B (zh) * | 2025-06-09 | 2025-08-12 | 望江县天成光学仪器股份有限公司 | 一种光学镜片镀膜方法及系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3190386B2 (ja) * | 1991-10-25 | 2001-07-23 | 松下電器産業株式会社 | 真空製膜装置 |
| US20050061251A1 (en) * | 2003-09-02 | 2005-03-24 | Ronghua Wei | Apparatus and method for metal plasma immersion ion implantation and metal plasma immersion ion deposition |
| JP2007332433A (ja) * | 2006-06-16 | 2007-12-27 | Seiko Epson Corp | 真空蒸着装置 |
| JP2009215622A (ja) * | 2008-03-12 | 2009-09-24 | Nissin Electric Co Ltd | 成膜装置 |
| JP2010106289A (ja) * | 2008-10-28 | 2010-05-13 | Jeol Ltd | 真空蒸着装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3660158A (en) * | 1968-12-30 | 1972-05-02 | Gen Electric | Thin film nickel temperature sensor and method of forming |
| JPH01136966A (ja) * | 1987-11-24 | 1989-05-30 | Kobe Steel Ltd | 物理蒸着装置 |
| CA2121266C (en) * | 1992-08-14 | 1998-06-09 | Simon K. Nieh | Surface preparation and deposition method for titanium nitride onto carbonaceous |
| JPH0714805A (ja) * | 1993-06-23 | 1995-01-17 | Matsushita Electric Ind Co Ltd | 電極の形成方法及びその形成装置 |
| JP3863988B2 (ja) * | 1998-02-06 | 2006-12-27 | 株式会社アルバック | 蒸着装置 |
| US6495002B1 (en) * | 2000-04-07 | 2002-12-17 | Hy-Tech Research Corporation | Method and apparatus for depositing ceramic films by vacuum arc deposition |
| SG114589A1 (en) * | 2001-12-12 | 2005-09-28 | Semiconductor Energy Lab | Film formation apparatus and film formation method and cleaning method |
| US8926755B2 (en) * | 2009-04-28 | 2015-01-06 | Ferrotec (Usa) Corporation | Lift-off deposition system featuring a density optimized HULA substrate holder in a conical deposition chamber |
| CN102660730B (zh) * | 2012-05-02 | 2014-03-19 | 江苏格林视通光学有限公司 | 用于镀制眼镜镜片超加硬发水膜的方法 |
| WO2013168747A1 (ja) * | 2012-05-09 | 2013-11-14 | 麒麟麦酒株式会社 | 複合発熱体並びにそれを用いた薄膜を備える成形体の製造方法及び発熱体cvd装置 |
-
2017
- 2017-02-24 EP EP17000297.6A patent/EP3366805B1/en active Active
-
2018
- 2018-02-21 US US15/901,246 patent/US10829851B2/en active Active
- 2018-02-22 KR KR1020180021294A patent/KR102542495B1/ko active Active
- 2018-02-24 CN CN201810157168.1A patent/CN108504995B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3190386B2 (ja) * | 1991-10-25 | 2001-07-23 | 松下電器産業株式会社 | 真空製膜装置 |
| US20050061251A1 (en) * | 2003-09-02 | 2005-03-24 | Ronghua Wei | Apparatus and method for metal plasma immersion ion implantation and metal plasma immersion ion deposition |
| JP2007332433A (ja) * | 2006-06-16 | 2007-12-27 | Seiko Epson Corp | 真空蒸着装置 |
| JP2009215622A (ja) * | 2008-03-12 | 2009-09-24 | Nissin Electric Co Ltd | 成膜装置 |
| JP2010106289A (ja) * | 2008-10-28 | 2010-05-13 | Jeol Ltd | 真空蒸着装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108504995B (zh) | 2021-08-27 |
| KR102542495B1 (ko) | 2023-06-12 |
| US20180245210A1 (en) | 2018-08-30 |
| US10829851B2 (en) | 2020-11-10 |
| EP3366805A1 (en) | 2018-08-29 |
| CN108504995A (zh) | 2018-09-07 |
| EP3366805B1 (en) | 2022-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR0157302B1 (ko) | 물리적 증착 2중 코팅 장치 및 방법 | |
| KR100299782B1 (ko) | 이온화스퍼터링장치 | |
| US6835278B2 (en) | Systems and methods for remote plasma clean | |
| WO1997003223A1 (en) | Gas distribution apparatus | |
| KR20060065703A (ko) | 온도 제어식 챔버 실드를 사용한 미립자 오염 저감 | |
| TW201439354A (zh) | 蒸發沉積設備 | |
| KR20140115795A (ko) | 라이너 어셈블리 및 이를 구비하는 기판 처리 장치 | |
| US20070235320A1 (en) | Reactive sputtering chamber with gas distribution tubes | |
| US5427671A (en) | Ion vapor deposition apparatus and method | |
| KR102542495B1 (ko) | 기재, 특히 안경 렌즈의 진공 코팅을 위한 박스 코팅 장치 | |
| US20210319984A1 (en) | Method and aparatus for low particle plasma etching | |
| CN111074222A (zh) | 一种应用于pvd镀膜的弧光电子源增强辉光放电加热工艺 | |
| CN114717522B (zh) | 多弧离子镀膜装置 | |
| US6083360A (en) | Supplemental heating of deposition tooling shields | |
| KR102005835B1 (ko) | 슬릿노즐을 구비한 선형증발원 및 이를 구비한 증착장치 | |
| US5763895A (en) | Source inner shield for eaton NV-10 high current implanter | |
| US6708645B1 (en) | Arc resistant high voltage feedthru fitting for a vacuum deposition chamber | |
| US5656091A (en) | Electric arc vapor deposition apparatus and method | |
| KR102734657B1 (ko) | 가스분석장치 및 이를 포함하는 기판처리시스템 | |
| KR101778597B1 (ko) | 대면적 기재의 성막을 위한 성막장치 | |
| KR101642874B1 (ko) | 전자빔 증착 장치의 누수 감지 구조 | |
| WO2019228627A1 (en) | Apparatus for heat treatment, substrate processing system and method for processing a substrate | |
| US4048462A (en) | Compact rotary evaporation source | |
| KR102734665B1 (ko) | 가스분석장치 및 이를 포함하는 기판처리시스템 | |
| WO2016107689A1 (en) | Systems and methods with improved thermal evaporation of optical coatings onto ophthalmic lens substrates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20180222 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210202 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20180222 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220701 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20221219 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230517 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20230607 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20230608 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |