KR20170137059A - 진공 절연 패널 및 제조 방법 - Google Patents
진공 절연 패널 및 제조 방법 Download PDFInfo
- Publication number
- KR20170137059A KR20170137059A KR1020177025661A KR20177025661A KR20170137059A KR 20170137059 A KR20170137059 A KR 20170137059A KR 1020177025661 A KR1020177025661 A KR 1020177025661A KR 20177025661 A KR20177025661 A KR 20177025661A KR 20170137059 A KR20170137059 A KR 20170137059A
- Authority
- KR
- South Korea
- Prior art keywords
- envelope
- microns
- metal foil
- core
- vip
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- 238000009413 insulation Methods 0.000 title claims description 22
- 239000011888 foil Substances 0.000 claims abstract description 211
- 229910052751 metal Inorganic materials 0.000 claims abstract description 196
- 239000002184 metal Substances 0.000 claims abstract description 196
- -1 Polyethylene Polymers 0.000 claims description 47
- 239000004698 Polyethylene Substances 0.000 claims description 36
- 229920000573 polyethylene Polymers 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 28
- 229910052782 aluminium Inorganic materials 0.000 claims description 21
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 21
- 238000010438 heat treatment Methods 0.000 claims description 19
- 239000004743 Polypropylene Substances 0.000 claims description 15
- 229920001155 polypropylene Polymers 0.000 claims description 15
- 239000004715 ethylene vinyl alcohol Substances 0.000 claims description 12
- 229920001169 thermoplastic Polymers 0.000 claims description 12
- 229920000642 polymer Polymers 0.000 claims description 11
- 239000012815 thermoplastic material Substances 0.000 claims description 11
- 229920001684 low density polyethylene Polymers 0.000 claims description 9
- 239000004702 low-density polyethylene Substances 0.000 claims description 9
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 7
- RZXDTJIXPSCHCI-UHFFFAOYSA-N hexa-1,5-diene-2,5-diol Chemical compound OC(=C)CCC(O)=C RZXDTJIXPSCHCI-UHFFFAOYSA-N 0.000 claims description 7
- 239000004416 thermosoftening plastic Substances 0.000 claims description 7
- 229920001038 ethylene copolymer Polymers 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 5
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 claims description 4
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 claims description 4
- 229920001577 copolymer Polymers 0.000 claims description 4
- 239000005033 polyvinylidene chloride Substances 0.000 claims description 4
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 4
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- 230000035699 permeability Effects 0.000 description 29
- 239000011104 metalized film Substances 0.000 description 20
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 15
- 239000010408 film Substances 0.000 description 14
- 238000001465 metallisation Methods 0.000 description 14
- 229920000139 polyethylene terephthalate Polymers 0.000 description 12
- 239000005020 polyethylene terephthalate Substances 0.000 description 12
- 230000004888 barrier function Effects 0.000 description 9
- 239000011810 insulating material Substances 0.000 description 9
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 8
- 229910052760 oxygen Inorganic materials 0.000 description 8
- 239000001301 oxygen Substances 0.000 description 8
- 238000007789 sealing Methods 0.000 description 8
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 7
- 229910021485 fumed silica Inorganic materials 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 230000032683 aging Effects 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920006254 polymer film Polymers 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 239000006260 foam Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000012229 microporous material Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920000134 Metallised film Polymers 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000001010 compromised effect Effects 0.000 description 2
- 239000006258 conductive agent Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- IKZZIQXKLWDPCD-UHFFFAOYSA-N but-1-en-2-ol Chemical compound CCC(O)=C IKZZIQXKLWDPCD-UHFFFAOYSA-N 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000015784 hyperosmotic salinity response Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 235000000396 iron Nutrition 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011140 metalized polyester Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000003605 opacifier Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/046—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/16—Layered products comprising a layer of metal next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/14—Layered products comprising a layer of synthetic resin next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/003—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality to avoid air inclusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
- E04B1/80—Heat insulating elements slab-shaped
- E04B1/803—Heat insulating elements slab-shaped with vacuum spaces included in the slab
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/44—Number of layers variable across the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0285—Condensation resins of aldehydes, e.g. with phenols, ureas, melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2327/00—Polyvinylhalogenides
- B32B2327/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2329/00—Polyvinylalcohols, polyvinylethers, polyvinylaldehydes, polyvinylketones or polyvinylketals
- B32B2329/04—Polyvinylalcohol
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2375/00—Polyureas; Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2398/00—Unspecified macromolecular compounds
- B32B2398/20—Thermoplastics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/242—Slab shaped vacuum insulation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/10—Insulation, e.g. vacuum or aerogel insulation
Abstract
진공 절연 패널(VIP) 제조 방법은, (a) 상면, 하면 및 측면을 갖는 다공성 절연 코어를 제공하는 단계; (b) 적어도 4 미크론의 두께를 갖는 적어도 하나의 금속 포일을 제공하는 단계(금속 포일은 코어의 실질적으로 전체 상면 또는 전체 하면을 가로질러 연장되어 있어 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않음); (c) 내면과 외면을 갖는 싸개를 제공하는 단계(싸개는 (ⅰ) 금속 포일이 싸개와 코어 사이에 있는 상태에서 코어와 금속 포일을 둘러싸고 또한 (ⅱ) 싸개 내부에 가해진 진공을 유지하도록 배치됨); (d) 싸개에 진공을 가하는 단계; 및 (e) 진공이 가해진 후에 싸개의 내면에 금속 포일을 부착하는 단계를 포함한다. 본 발명은 또한 이렇게 해서 형성된 VIP에 관한 것이다.
Description
본 발명은 진공 절연 패널(VIP) 및 이의 제조 방법에 관한 것이다.
VIP는 건물의 절연 및 냉동 유닛 등과 같은 다른 용례를 포함하여 많은 절연 용례에 사용되고 있다. 이러한 패널은 일반적으로 싸개(envelope)에 싸이는 절연 "코어"를 형성하는 절연재 패널을 가지고 있다. 싸개는 배기되고 밀봉되어 진공 절연 패널이 제공된다.
코어는 적절한 재료로 형성되고 일반적으로 미세 다공성이다. 예컨대, 코어는 분말과 섬유 및 이의 혼합물을 포함하는 입상 물질로 형성될 수 있다. 예컨대, 코어는 입상 실리카, 예컨대 강화 섬유를 선택적으로 갖는 훈증된(fumed) 실리카로 형성될 수 있다.
적외선 부전도화제(opacifier)와 같은 부전도화제가 코어 내부에 사용될 수 있다.
코어는 일반적으로 밀봉전에 진공이 가해지는 기밀한 가요성 싸개에 감싸이게 된다.
VIP의 열전도율은 일반적으로 약 0.005 W/m.K 정도이다.
GB2336565에는 적층체의 형태로 된 싸개를 포함하는 VIP가 기재되어 있다. 이 싸개는 플라스틱 층으로 만들어지고 불연속적인 알루미늄 층을 갖고 있다. 알루미늄 층은 플라스틱 층들 사이에 있다. GB2336565는 코어의 상면과 하면 사이의 열적 브리지를 최소화하고자 하지만, 싸개의 알루미늄 층은 코어의 두 측면 주위에 연장되어 있다.
DE202006002959에는 싸개로 둘러싸여 있는 코어를 포함하는 VIP가 기재되어 있는데, 그 코어는 2개의 스테인레스강 트레이 사이에 내장된다. 트레이는 VIP 싸개를 관통하지 않도록 코어의 측면 주위에 연장되어 있는 둥근 가장자리를 가지고 있다.
여기서 언급된 모든 열전도율 값은 다른 특별한 지시가 없으면 BS EN: 12667:2011 하에서 결정되는 것이다. 여기서 언급되는 모든 열전도율 값은 W/m.K 또는 mW/m.K으로 측정된다.
본 발명에서, 미크론이라는 용어는 SI 단위 마이크로미터이다.
여기서 언급되는 모든 산소 투과율(OTM)은 ASTM D3985에 따라 측정되며(50%의 상대 습도 및 23℃에서 측정됨) 또한 여기서 언급되는 모든 습기 투과율(MVTR)은 ASTM F1249-90에 따라 측정된다(100%의 상대 습도 및 38℃에서 측정됨).
이용 가능한 다양한 VIP 제품에도 불구하고, VIP의 대안적인 구성, VIP를 만드는 대안적인 방법 및/또는 개선된 특성을 갖는 VIP를 제공하는 것이 바람직하다.
VIP를 만들 때의 고려 사항들 중의 일부는, 제조의 용이성, 취급의 튼튼함, 재료의 이용 가능성 및 가격, 초기 열전도율 및 시효(aged) 열전도율 값이다.
열전도성과 관련하여, VIP의 전체적인 열전도성에 영향을 주는, 코어의 전도성 및 싸개의 전도성을 포함한 많은 인자들이 있다. 그리고 코어 및 싸개의 열전도성은 많은 다른 인자에 의존한다.
본 발명은 대안적인 VIP 및/또는 대안적인 VIP 제조 방법을 제공한다. 특히, 본 발명은 더 양호한 시효 열전도성을 갖는 VIP를 제공한다 특히, 본 발명의 VIP는 시간이 지나도 그의 진공을 유지하며, 그 결과 더 양호한 시효 열전도성이 얻어진다.
일 양태에서, 본 발명은,
(a) 상면, 하면 및 측면을 갖는 다공성 절연 코어;
(b) 상기 코어 주위에 배치되어 코어를 둘러싸고 또한 싸개 내부에 가해진 진공을 유지하는 싸개; 및
(c) 상기 싸개와 코어 사이에 위치되며, 코어의 상면 또는 하면에서 코어의 실질적으로 전체 표면에 걸쳐 연장되어 있고, 4 미크론 내지 50 미크론의 두께를 갖는 적어도 하나의 금속 포일을 포함하는 진공 절연 패널(VIP)을 제공하고,
상기 포일은 절연 코어의 측면 주위에는 연장되어 있지 않고, 포일은 코어의상면과 하면 사이에서 열적 브리지를 형성하지 않으며, 상기 싸개는 싸개 내층을 포함하고, 금속 포일에는 적어도 하나의 열가소성 외층이 부착되어 있고, 싸개 내층 및 금속 포일 상의 외층은 서로 부착되고, 선택적으로 서로 결합된다.
금속 포일은 싸개를 통과하는 투과율을 개선한다. 이는 시간이 지나면서 싸개 안으로 들어가는 공기 유입이 상당히 감소되며 이에 따라 VIP의 시효 열전도성이 개선된다는 것을 의미한다. 가해진 진공은 오랫 기간 동안 유지된다. 시간이 지나도 진공이 유지된다는 것은, 열전도성 관점에서의 VIP의 성능이 오랜 기간 동안 유지됨을 의미한다. 이는 VIP의 가용 수명이 개선됨을 의미한다.
특히 본 발명은 개선된 투과성을 갖는 코어용 싸개를 제공한다. 이와 관련하여, 개선된 투과성은 사실 감소된 투과성인데, 왜냐하면, 투과성이 낮을 수록, 싸개 내부의 진공을 유지하는 관점에서 더 좋기 때문이다. 시간이 지나면서 싸개 안으로(싸개를 통해) 들어가는 공기의 감소된 투과의 결과, VIP 성능이 개선된다.
적어도 4 미크론의 두께를 금속 포일은 싸개를 만드는데 일반적으로사용되는 재료 보다 더 큰 열전도율을 가질 것이다. 이러한 이유로, 본 발명의 진공 절연 패널은, 열이 절연 코어를 우회하여 열이 코어를 지나 전달되도록 해주는 열적 브리지가 금속 포일에 의해 형성되지 않도록 구성되는 것이 중요하다. 만약 금속 포일이 상면을 넘어(패널의 측면 주위에) 하면 쪽으로 연장되면(또는 그 반대로), 열적 브리지가 형성될 가능성이 커지고 그에 따라 열전도성 면에서 성능이 손실된다. 절연 관점에서는 패널의 열전도율이 낮을수록 더 좋다.
코어는 평행육면체 형상을 가질 수 있고, 상면, 하면 및 측면을 포함한다. 상면과 하면은 측면 보다 큰 면적을 갖는다. 상면과 하면은 서로 정반대편에 있는 표면이다. 금속 포일은 코어와 직접 접촉한다. 코어는 공기 투과성 덮개 또는 슬리브 안에 내장될 수 있고, 당업자라면 그러한 경우에 금속 포일은 코어를 내장하는 슬리브와 직접 접촉하게 됨을 알 것이다. 금속 포일은 싸개의 층들 사이에 위치되지 않는다. 구체적으로, 금속 포일은 코어 주위에 열적 브리지를 형성하는 싸개의 층들 사이에 위치되지 않는다.
금속 포일 층은 내면과 외면을 갖는다. 위에서 약술한 바와 같이, 금속 포일은 싸개의 내면과 코어 사이에, 예컨대 싸개와 코어의 상면(또는 하면) 사이에 배치된다. 금속 포일 자체는 내면과 외면을 가지며, 금속 포일의 내면은 코어에 근접하고, 금속 포일의 외면은 싸개의 내면에 근접한다.
금속 포일은 상면과 하면 사이에 열적 브리지를 형성하지 않는다. 특히, 금속 포일에 의해 형성되는 열적 브리지는 없다. 예컨대, 금속 포일은 절연 코어의 측면 주위에서는 연장되어 있지 않다. 대신에, 금속 포일은 절연 코어의 상면 및/또는 하면에만 위치될 것이다. 금속 포일은 절연 코어를 가로지르지 않을 것이다.
이는, 금속 포일을 사용하여 얻어지는 진공 절연 패널의 전체적인 열전도 성능의 감소가 코어를 우회하는 열적 브리지를 통한 열전달에 의한 열적 가장자리 효과로 더 훼손되지 않는 다는 것을 의미한다.
따라서 본 발명자는, 절연 코어 또는 싸개 보다 열등한 열전도성을 갖는 금속 포일(들)을 사용함에도 불구하고 진공 절연 패널의 전체적인 시효 열적 성능이 개선되는 구성을 얻을 수 있다는 것을 알았다.
특히, 본 발명자는, 전도성이 더 높은 재료는 전통적으로 열적 성능을 악화시키는 것으로 생각되므로 VIP용으로는 일반적으로 적합하지 않을 것으로 생각되는 열전도성 금속 포일을 사용함에도 불구하고 시효 열적 성능이 개선되는 정도로 싸개를 통과하는 공기 투과를 감소시킬 수 있음을 알았다.
이러한 공기 투과의 감소 및 시효 열적 성능의 결과적인 개선은, 코어를 둘러싸는 싸개 및 코어의 상면 및/또는 하면에만 존재하는 금속 포일을 가짐으로써 달성된다.
금속 포일은 싸개의 내측면에 부착된다. 일반적으로, 이는 진공이 가해진 후에 행해진다. 금속 포일은, 진공이 가해진 후에 또한 VIP가 형성된 후에 싸개의 내측면에 결합될 수 있다.
본 발명의 진공 절연 패널에서, 상기 싸개는 내층을 포함하고, 금속 포일에는 적어도 하나의 외층이 부착되어 있으며, 싸개 내층 및 금속 포일 상의 외층은 서로 부착되고 또한 선택적으로 서로 결합된다. 이와 관련하여, 내측은 패널은 구성, 특히 코어에 대한 것이다. 그래서, 싸개 상의 내층은 내측으로 코어 쪽을 향하는 쪽(예컨대, 싸개의)에 있고 외층은 코어로부터 외측을 향하는 쪽(예컨대, 금속 포일의)에 있다.
이해하는 바와 같이, 투과를 최소화하기 위해서는, 전체 싸개를 가로질러 투과 장벽을 두는 것이 바람직하다. 투과 장벽은 전체 코어를 둘러싸는 것이 바람직하다.
이와 관련하여, 이미 시판되고 있는 VIP는 내투과성을 갖도록 구성되어 있다. 예컨대, 일반적으로 VIP는 하나 이상의 금속화 층으로 피복된 중합체 필름으로 형성된 금속화 필름으로 구성된 싸개를 갖는다. 예컨대, 금속화 PET(금속화 폴리에틸렌 테레프탈레이트)가 싸개를 만드는데 사용되고 있다. 이 경우 금속 증착 기술로 금속이 원하는 필름에 가해지고 금속화 층의 두께는 일반적으로 나노미터 수준이다. 예컨대 그러한 금속화 층은 10 내지 30 nm, 예컨대 약 18 nm(두께) 일 수 있다. 금속화 필름(일반적으로 하나 이상의 금속화 층으로 피복된 중합체 필름을 포함함)은 종종 두께가 5 내지 20 미크론 정도, 예컨대 약 12 미크론이다(이는 중합체 필름과 금속화 층(들) 모두의 두께임). 사용되는 금속은 종종 알루미늄이다.
위에서 개략적으로 설명한 바와 같이, 금속화 필름, 예컨대 금속화 PET은 VIP용 싸개를 만드는데 사용될 수 있다. 금속화 PET 필름은 적어도 하나의 얇은 금속 층(예컨대, 금속화 층)으로 피복된 폴리에틸렌 테레프탈레이트 필름을 포함한다. VIP를 만들기 위해, 각기 금속화 필름(예컨대, 전술한 종류의 PET 금속화 필름)으로 된 다수의 층을 사용하여 싸개를 만들 수 있다. 이러한 경우, 금속화 필름은 적층체(laminate)로 형성된다. 금속화 층은 예컨대 폴리에틸렌(PE)의 싸개 내층에 부착될 수 있다. 다른 적절한 싸개 내층은 저밀도 폴리에틸렌(LDPE), 예컨대 선형 저밀도 폴리에틸렌(LLDPE), 및 초고분자량 폴리에틸렌(UHMWPE)을 포함한 폴리에틸렌; 폴리프로필렌 및 에틸렌비닐 알코올(EVOH), 염화폴리비닐리덴(PVDC); 열가소성 우레탄; 공중합체를 포함한 그의 조합물 및 그들의 혼합물을 포함한다.
어떤 경우든, 싸개를 형성하는 재료는 코어 주위에 감싸이고 그런 다음 싸개는 차체에 밀봉된다. 이는 싸개의 가장자리에 열을 가하여, 예컨대, 가열 죠오 사이에 싸개 재료의 두 가장자리를 잡아 압력과 열을 가해 그 재료를 밀봉하여 싸개로 되게 함으로써 행해질 수 있다. 그런 다음 진공이 가해지고, 싸개에서 진공이 가해지는 위치를 마지막으로 밀봉하여 진공 유지 싸개를 형성하게 된다.
이렇게 재료를 접고 가장자리 주위에서 그 재료를 열 밀봉하여 싸개를 형성함으로써 싸개를 만들 때, 그 싸개 전체에 걸쳐 동일한 재료가 사용된다. 특히, 하나 이상의 금속화 층으로 만들어진 싸개의 경우, 금속화 필름은 싸개의 전체 내면을 가로질러 연장된다. 특히, 금속화 필름은 상면, 하면 및 측면을 가로질러 연장되어 상면과 하면 사이를 연결한다.
본 발명의 금속 포일 층은 그러한 싸개 구성과 함께 사용될 수 있다. 그러나, 위에서 언급한 바와 같이, 본 발명의 금속 포일 층은 절연 코어의 측면을 가로질러 연장되지 않고 또한 코어의 상면과 하면 사이를 연결하지 않는다. 본 발명에 따른 이러한 구성은 아래에서 설명하는 본 발명의 방법을 사용하여 달성될 수 있다.
전술한 구성에서, 싸개의 내층과 금속 포일의 외면은 서로 근접하여 배치된다. 싸개의 내면 및 금속 포일은 처음에 개별적으로 제공되고 나중에 접할될 수 있다. 일반적으로 금속 포일 상의 외층은 금속 포일의 상면 및/또는 하면의 실질적으로 전체 표면적을 가로질러 제공된다. 금속 포일은 표면적에 있어 코어의 상면 및/또는 하면과 실질적으로 일치하므로, 금속 포일은 코어의 상면 및/또는 하면과 실질적으로 정렬된 위치에서 싸개의 내측면에 유지된다. 금속 포일은 코어의 측면 주위에서 상면 및/또는 하면으로부터 연장되어 있지 않다.
바람직하게는, 적어도 하나의 금속 포일은 압연된 금속이다. 금속 포일은 스스로 취급될 수 있다. 금속 포일은 자기 지지적이고 지지부에 제공될 필요가 없다. 그러나, 편리를 위해 그리고 특히 싸개에의 부착이 용이하도록, 금속 포일에 층이 제공되는데, 예컨대 적어도 금속 포일의 외면에 층이 제공된다. 그 층은 싸개의 층과 양립되므로, 이들 두 층은 예컨대 가열로 접합될 수 있다. 선택적으로, 금속 포일의 외면에 제공되어 있는 층은 중합체 층이다.
싸개를 형성하는 재료는 싸개를 형성하기 위해 가장자리 밀봉되지만, 금속 포일이 싸개의 측면 주위에 연장되어 있지 않기 때문에 그 가장자리 밀봉에 의해 금속 포일이 싸개에 접합되지는 않음을 이해할 것이다. 대신에, 금속 포일은, 아래에서 더 상세히 설명하는 바와 같이 추후의 제조 단계에서 싸개에 부착된다.
금속 포일은 합금과 같은 조합물을 포함한 적절한 금속으로 형성될 수 있다. 적절한 금속은 알루미늄 및 강, 예컨대 스테인레스강을 포함한다.
바람직하게, 적어도 하나의 금속 포일의 두께는 4 미크론 내지 50 미크론, 4 미크론 내지 30 미크론, 4 미크론 내지 20 미크론, 4 미크론 내지 18 미크론, 4 미크론 내지 16 미크론, 4 미크론 내지 14 미크론, 4 미크론 내지 12 미크론, 6 미크론 내지 20 미크론, 6 미크론 내지 18 미크론, 6 미크론 내지 16 미크론, 6 미크론 내지 14 미크론, 6 미크론 내지 12 미크론, 8 미크론 내지 20 미크론, 8 미크론 내지 18 미크론, 8 미크론 내지 16 미크론, 8 미크론 내지 14 미크론, 또는 8 미크론 내지 12 미크론이다.
본 발명에서, 적어도 하나의 금속 포일은 압연된 알루미늄, 예컨대 약 12 미크론의 두께를 갖는 압연된 알루미늄이다.
바람직하게는, 본 발명의 진공 절연 패널은 2개의 금속 포일을 포함하는데, 한 금속 포일은 상기 상면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있고, 제 2 금속 포일은 상기 하면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있다.
바람직하게는, 금속 포일은 코어의 상면 또는 하면의 적어도 80%, 예컨대 적어도 85%, 예컨대 적어도 90%, 예컨대 적어도 95%에 걸쳐 연장되어 있다.
본 발명에서, 싸개의 내층은 열 밀봉되기에 충분히 연화되는 열가소성 재료를 포함할 수 있다. 연화는 싸개의 온전함이 훼손되는 온도 보다 낮은 온도에서 일어난다.
상기 열가소성 재료는, 저밀도 폴리에틸렌(LDPE), 예컨대 선형 저밀도 폴리에틸렌(LLDPE), 및 초고분자량 폴리에틸렌(UHMWPE)을 포함한 폴리에틸렌; 폴리프로필렌 및 에틸렌비닐 알코올(EVOH), 염화폴리비닐리덴(PVDC); 열가소성 우레탄; 공중합체를 포함한 그의 조합물 및 그들의 혼합물로 이루어진 그룹에서 선택된다.
어떤 적절한 등급의 재료라도 이용될 수 있다. 이들 재료는 소성화된 등급, 내염성 등급 및 이의 조합을 포함한다.
금속 포일에 외층이 제공되는 경우, 그 외층은 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이것들의 공중합체로 이루어진 그룹에서 선택되는 열가소성 중합체를 포함할 수 있다.
금속 포일에 외층이 제공되고 싸개에는 내층이 제공되며 금속 포일 상의 외층과 싸개 상의 내층은 패널을 가열하여 결합된다.
금속 포일은 실질적으로 그의 전체 표면적에 걸쳐 싸개의 내측면에 부착되는 것이 바람직하다. 예컨대, 싸개와 금속 포일은 부착되면 적층체 구조를 효과적으로 형성할 수 있다. 금속은 그 적층체 구조의 최내층을 형성한다. 당업자는 금속 포일은 코어에 근접함을 이해할 것이다. 금속 포일은 코어 주위에 열적 브리지를 형성하는 플라스틱 층들 사이에 위치되지 않는다.
상기 싸개의 내층은 폴리에틸렌 필름과 같은 폴리에틸렌 재료를 포함하고, 금속 포일 상의 외층은 폴리에틸렌 코팅과 같은 폴리에틸렌 재료를 포함한다.
금속 포일에 부착되는 싸개의 내층은 약 10 미크론 내지 약 50 미크론의 두께를 가질 수 있다. 싸개에 부착되는 금속 포일의 외층은 약 10 미크론 내지 약 50 미크론의 두께를 가질 수 있다.
위에서 언급한 바와 같이, 금속 포일은 층에 부착되고, 이 층은 금속 포일의 외면에 부착된다. 층은 일반적으로 중합체 층이다. 층은 열가소성 중합체 층이다. 층은 접착체의 사용을 포함한 어떤 원하는 방법으로도 금속 포일에 부착된다. 금속 포일에 부착되는 층은 예컨대 폴리에틸렌(PE)일 수 있다. 이러한 경우, 금속 포일은 적층체 구조의 일부분을 형성할 수 있다. 금속 포일은, 적층체 구조로 있든 그렇지 않은 관계 없이, 진공이 가해진 후까지는 싸개의 내면에 직접(또는 간접적으로) 부착되지 않을 것이다. 선택적으로, 층은 금속 포일의 내면에 부착될 수 있다. 이 층은 일반적으로 중합체 층이고, 선택적으로는 열가소성 중합체 층이며, 상기 층은 접착체의 사용을 포함한 어떤 원하는 방법으로도 금속 포일에 부착될 수 있다. 금속 포일 상의 이 내층은 코어의 주위에는 연장되어 있지 않다. 예컨대, 금속 포일 내층은 코어의 상면과 코어의 하면 사이에 열적 브리지를 형성하지 않는다. 내층은 금속 포일과 실질적으로 동일한 크기일 수 있고, 적절하게는, 금속 포일 상의 내층은 금속 포일과 동일한 크기이다.
싸개는 금속화 필름을 포함할 수 있고, 예컨대 싸개는 복수의 금속화 필름을 포함할 수 있다. 예컨대, 싸개는 적층체 구조로 된 복수의 금속화 필름을 포함할 수 있다. 예컨대, 3개의 금속화 필름이 적층체 구조 내에 제공될 수 있다. 이러한 구성에서, 필름의 금속화 측은 일반적으로 외측(싸개의 외부)을 향한다.
추가 층이 싸개의 내층으로서 제공될 수 있다. 이러한 층은 일반적으로 비금속화 층일 수 있다. 전술한 바와 같이, 추가 층은 폴리에틸렌 층일 수 있다. 이 경우에도, 싸개의 전체 구조는 적층체로서 제공될 수 있고, 그리고 싸개는 그 적층체로부터 만들어진다. 싸개는 가장자리 밀봉으로 밀봉된다. 그러나, 금속 포일, 또는 금속 포일이 포함되어 있는 적층체는 가장자리 밀봉 공정에 의해 싸개에 부착되지는 않는다.
금속화 필름에 있는 금속 층을 지지하는 재료는 일반적으로 중합 재료일 것이다. 이는 싸개의 내층 보다 높은 융점을 갖도록 선택된다. 예컨대, 싸개는 복수의 금속화 PET 층으로 구성될 수 있고 싸개의 내층은 PE로 형성될 수 있다.
일반적으로 PET는 폴리에틸렌 보다 높은 융점을 갖는다. 예컨대, PET는 250℃ 보다 높은 융점을 가질 수 있다. 폴리에틸렌은 일반적으로 약 105 내지 180℃ 범위의 융점을 갖는다. 예컨대, 저밀도 폴리에틸렌은 일반적으로 약 105 내지 115℃ 범위의 융점을 가질 수 있다. 예컨대, 중밀도 내지 고밀도 폴리에틸렌은 115 내지 180℃ 범위의 융점을 가질 수 있다.
본 발명의 진공 절연 패널은 약 1.5 mW/m.K 내지 약 6.5 mW/m.K의 열전도율, 예컨대 약 1.5 mW/m.K 내지 약 4.5 mW/m.K의 열전도율을 가질 수 있다. 적절하게는, 본 발명의 진공 절연 패널은 4.5 mW/m.K 이하의 열전도율을 갖는다.
일반적인 금속화 필름은 ASTM D3985에 따라 측정될 때(50%의 상대 습도 및 23℃에서 측정될 때) 약 2 x 10-3 cc/m2.day 미만의 산소 투과율(OTM)을 가지며, 또한 ASTM F1249-90에 따라 측정될 때(100%의 상대 습도 및 38℃에서 측정될 때) 약 0.02 g/m2.day의 습기 투과율을 갖는다. 이와는 달리, 일반적인 알루미늄 포일은 ASTM D3985에 따라 측정될 때(50%의 상대 습도 및 23℃에서 측정될 때) 약 5 x 10-4 cc/m2.day 미만의 산소 투과율을 가지며, 또한 ASTM F1249-90에 따라 측정될 때(100%의 상대 습도 및 38℃에서 측정될 때) 약 0.005 g/m2.day 미만의 습기 투과율을 갖는다. 위의 값들은 평평한 필름 샘플로부터 측정된 것이고, 평평한 필름 샘플은 VIP 싸개에 있는 것과 같은 시일을 갖지 않는다.
VIP에서, 싸개 장벽 재료에 결함이 있고 싸개 시일이 존재하면, 싸개에 대한 투과치가 전술한 표준 시험 방법에 따라 사용되는 평평한 필름 샘픔에 대해 결정된 투과치 보다 높게 된다. 싸개를 통과하는 투과는 그래서 싸개 시일을 통과하는 투과 보다 일반적으로 높고, 싸개 시일은 금속화 장벽을 갖지 않는다. 전통적인 VIP 싸개를 통과하는 전체적인 산소 투과율은, 비금속화 시일의 존재로 인해, 평평한 필름에 대한 것 보다 일반적으로 더 높은 크기를 갖는데, 즉 전통적인 금속화 필름 VIP 싸개를 통과하는 산소 투과율은 약 20 x 10-3 cc/m2.day 이다.
금속화 필름(예컨대, 금속화 PET)으로 만들어진 VIP 싸개에 대한 OTR은 약 20 x 10-3 cc/m2.day 이고, 알루미늄 포일로 만들어진 VIP 싸개에 대한 OTR은 약 5 x 10-3 cc/m2.day 이다.
본 발명은,
(a) 상면, 하면 및 측면을 갖는 다공성 절연 코어;
(b) 상기 코어 주위에 배치되어 코어를 둘러싸고 또한 싸개 내부에 가해진 진공을 유지하는 싸개; 및
상기 싸개와 코어 사이에 위치되며, 코어의 상면 또는 하면에서 코어의 실질적으로 전체 표면에 걸쳐 연장되어 있고, 4 미크론 내지 50 미크론의 두께를 갖는 적어도 하나의 금속 포일을 포함하는 전공 절연 패널을 제공하며,
상기 포일은 절연 코어의 측면 주위에는 연장되어 있지 않고, 포일은 코어의상면과 하면 사이에서 열적 브리지를 형성하지 않으며, 상기 싸개는 싸개 내층을 포함하고, 금속 포일에는 적어도 하나의 열가소성 외층이 부착되어 있고, 싸개 내층 및 금속 포일 상의 외층은 서로 부착된다.
적절하게는, 싸개는 금속화 필름을 포함한다. 보다 적절하게는, 싸개는 복수의 금속화 필름을 포함한다. 진공이 가해진 후에 싸개의 내층에 부착되는 금속 포일의 존재로 인해, 싸개의 장벽 특성이 실질적으로 개선되는데, 예컨대, 습기 투과율 및 산소 투과율이 전통적인 VIP에 비해 실질적으로 감소된다.
본 발명에 따른 VIP의 습기 투과율(MVTR)은 약 1.5 x 10-3 g/m2.day 내지 약 3.0 x 10-3 g/m2.day 이다. 바람직하게는, 본 발명에 따른 VIP의 MVTR은 약 2.5 x 10-3 g/m2.day 이하이다.
본 발명에 따른 VIP의 산소 투과율(OTR)은 약 2 x 10-3 cc/m2.day 내지 약 5 x 10-3 cc/m2.day 이다. 바람직하게는, 본 발명에 따른 VIP의 OTR은 약 4 x 10-3 g/m2.day 이하이다.
적절하게는, 본 발명에 따른 VIP는 약 2.5 x 10-3 g/m2.day 이하의 MVTR 및 약 4 x 10-3 g/m2.day 이하의 OTR을 갖는다. 이들 효과는, 금속 포일에 부착되는 열가소성 외층에 의해 싸개의 내층에 부착되어 있는 금속 포일의 존재 및 진공이 가해진 후에 금속 포일을 싸개 내층에 부착함으로써 얻어지는 향상된 가장자리 밀봉 효과에 의해 얻어진다. 조합된 효과로 인해, 증가된 수명을 가지며 전통적인 VIP 보다 낮은 열전도율을 갖는 개선된 VIP가 얻어진다.
적절하게는, 본 발명에 따른 VIP는 약 4.5 mW/m.K 이하의 열전도율을 갖는다.
본 발명은 또한 코어를 갖는 진공 절연 패널용 싸개를 제공하는 바, 상기 코어는 상면, 하면 및 측면을 가지며, 상기 싸개는 내면과 외면을 가지며, 싸개는 상기 코어 주위에 배치되어 코어를 싸며 또한 싸개 내부에 가해진 진공을 유지하며, 싸개의 내면은 코어에 근접해 있고 싸개의 외면은 코어로부터 먼쪽에 있고, 싸개의 내면은 예컨대 폴리에틸렌과 같은 열가소성 재료의 내층을 포함하며, 싸개는 4 미크론 내지 50 미크론의 두께를 갖는 적어도 하나의 금속 포일을 더 포함하고, 금속 포일에는 열가소성 외층이 부착되어 있고, 상기 금속 포일은 싸개의 최내측 표면에 부착되고 싸개와 코어 사이에 위치되며 또한 코어의 상면 및/또는 하면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있고, 상기 포일은 절연 코어의 측면 주위에는 연장되어 있지 않고, 포일은 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않는다.
적어도 하나의 금속 포일은 금속 포일과 싸개의 내층 사이에 형성된 결합부에 의해 싸개의 내면에 부착될 수 있다.
2개의 금속 포일이 있는 실시 형태에서, 한 금속 포일은 싸개와 코어 사이에 위치되어 코어의 실질적으로 전체 상면을 가로질러 연장되어 있고, 한 금속 포일은 싸개와 코어 사이에 위치되어 코어의 실질적으로 전체 하면을 가로질러 연장되어 있다.
본 발명의 싸개에서, 적어도 하나의 금속 포일은 싸개의 서로 개별적인 영역에 배치되어, 전술한 바와 같은 최종 VIP에서, 포일은 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않는다. 포일은 싸개의 내면에 부착되고, 코어의 측면을 감싸지 않고, 실질적으로 VIP의 코어의 상면 및/또는 하면에 있도록 배치된다. 이러한 구성에 의해, 금속 포일은 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않는다.
싸개의 내면에 포일이 부착됨으로써, 본 발명의 싸개를 통과하는 투과가 전통적인 VIP 싸개를 통과하는 투과 보다 상당히 낮으므로, 결과적인 VIP의 시효 열적 성능이 개선된다.
본 발명은 또한 진공 절연 패널에 사용되는 전술한 바와 같은 싸개의 용도를 제공한다.
본 발명의 VIP의 싸개는, 금속화 필름으로만 만들어진 전통적인 VIP 싸개와 비교하여 개선된 투과 성능을 갖는다. 전술한 바와 같이 싸개의 내층에 결합되는 금속 포일이 존재하기 때문에, 싸개를 통과하는 투과가 상당히 감소된다. 따라서, 본 발명의 VIP의 싸개에 대한 OTR 또는 MVTR은 금속화 필름만으로 만들어진 싸개를 갖는 VIP와 비교하여 상당히 감소된다. 본 발명에 따른 VIP의 싸개는 약 2 x 10-3 cc/m2.day 내지 약 5 x 10-3 cc/m2.day의 OTR을 갖는다. 추가로, 본 발명에 따른 VIP의 싸개의 MVTR은 약 1.5 x 10-3 g/m2.day 내지 약 3.0 x 10-3 g/m2.day 이다.
바람직하게는, 본 발명에 따른 싸개의 MVTR은 약 2.5 x 10-3 g/m2.day 이하이다. 바람직하게는, 본 발명에 따른 싸개의 OTR은 약 4 x 10-3 cc/m2.day 이하이다.
일 실시 형태에서, 본 발명의 VIP의 싸개는 약 4 x 10-3 cc/m2.day의 OTR을 갖는다. 다른 실시 형태에서, 본 발명의 VIP의 싸개는 약 2.5 x 10-3 g/m2.day의 MVTR을 갖는다. 추가 실시 형태에서, 본 발명의 VIP의 싸개는 약 4 x 10-3 cc/m2.day의 OTR 및 약 2.5 x 10-3 g/m2.day의 MVTR을 갖는다.
따라서, 본 발명의 싸개의 투과성은 알루미늄 싸개의 투과성 보다 좋거나 그와 유사하다. 그러나, 본 발명에 따른 싸개의 열전도율은 VIP의 가장자리 주위에서 알루미늄 싸개의 열전도율 보다 훨씬더 낮기 때문에, 열적 가장자리 효과가 비교적 감소된다.
본 발명은 또한 진공 절연 패널 제조 방법을 제공하는데, 이 방법은,
(a) 상면, 하면 및 측면을 갖는 다공성 절연 코어를 제공하는 단계;
(b) 적어도 4 미크론의 두께를 갖는 적어도 하나의 금속 포일을 제공하는 단계 - 상기 금속 포일은 코어의 실질적으로 전체 상면 또는 전체 하면을 가로질러 연장되어 있어 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않음 -;
(c) 내면과 외면을 갖는 싸개를 제공하는 단계 - 상기 싸개는 (ⅰ) 금속 포일이 싸개와 코어 사이에 있는 상태에서 코어와 금속 포일을 둘러싸고 또한 (ⅱ) 싸개 내부에 가해진 진공을 유지하도록 배치됨 -;
(d) 상기 싸개에 진공을 가하는 단계; 및
(e) 진공이 가해진 후에 싸개의 내면에 금속 포일을 부착하는 단계를 포함한다.
진공을 가한 후에 부착 단계를 완료함으로써, 싸개를 가로지르는 압력차(진공을 가함으로 인해 싸개 내부의 감소된 압력으로 인해 생김)가 금속 포일을 싸개의 내측면에 결합하기 위한 매우 강한 가압력을 발생시킨다. 본질적으로, 대기압은, 싸개를 금속 포일에 누르고 그리고 이 금속 포일을 코어에 누르기에 충분히 강하다. 이 압력은 2개의 개별적인 부분(금속 포일과 싸개)이 그의 전체 결합 영역에 걸쳐 접합되도록 하기에 충분한다.
부착 단계는 진공을 가하는 장비가 제거된 후에 행해질 수 있음을 알 것이다. 즉, 부착 단계는 싸개 내부에 유지되는 진공이 존재하는 유일한 진공인 경우에 수행될 수 있다. 그래서, 부착 단계는 VIP가 배기되고 그런 다음에 진공을 유지하기 위해 밀봉된 후에 행해질 수 있다. 존재하는 것은, 배기되어 밀봉된 싸개 내부의 진공이다.
금속 포일은 코어의 실질적으로 전체 상면 또는 하면 영역에 걸쳐 싸개의 투과성을 감소시키도록 배치될 것이다.
싸개가 싸개 내층을 포함하고 금속 포일에는 적어도 하나의 외층이 부착되어 있는 경우, 싸개 내층 및 금속 포일 상의 외층은 서로 부착되고 또한 선택적으로 서로 결합된다.
여기서 설명되는 본 발명의 진공 절연 패널의 어떤 구성도 본 발명의 방법으로 만들어질 수 있다.
상기 싸개의 내층은, 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이것들의 공중합체로 이루어진 그룹에서 선택되는 중합체를 포함한다.
상기 금속 포일 상의 외층은, 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이것들의 공중합체로 이루어진 그룹에서 선택되는 중합체를 포함한다.
상기 금속 포일과 싸개의 내면은 (진공이 가해진 후에) 패널을 가열하여 서로 부착될 수 있다. 적절하게는, 전체 패널은 오븐에서 가열된다. 단순히 패널의 상면 또는 하면을 가열하는 것과는 달리 전체 패널을 가열함으로써, 가장자리 밀봉이 상당히 향상된다.
상기 금속 포일과 싸개의 내면은, 선택적으로 대략 0.5 내지 10 분 동안 상기 패널을 약 100 내지 180℃의 온도까지 가열하여 서로 부착될 수 있다.
대략 0.5 내지 10 분 동안 상기 패널을 약 100 내지 180℃의 온도까지 가열한 후에, 패널은 대략 1 내지 15 분 내에 주변 온도까지 냉각된다.
종래의 VIP는 대략 5.0 mW/m.K의 열전도율(람다 값)을 갖는다. 본 발명의 VIP는 약 3.0 mW/m.K 내지 약 4.0 mW/m.K의 열전도율을 가지며, 바람직하게는 본 발명의 VIP는 약 3.5 mW/m.K 이하, 예컨대 약 3.2 mW/m.K 이하의 열전도율을 갖는다.
본 발명의 VIP는 개선된 열전도율을 가지며, 또한 장벽 싸개를 통과하는 투과가 VIP 내부에 있는 적어도 하나의 금속 포일 층의 존재로 인해 감소되므로 전통적인 VIP 보다 긴 수명을 갖는다.
또한, 아래에서 상세히 설명하는 본 VIP의 제조 방법으로 인해, 본 발명의 VIP의 싸개의 가장자리 주위의 시일은 전통적인 VIP의 가장자리 주위의 시일 보다 실질적으로 강하고 크다.
당업자라면 이해는 바와 같이, 진공 절연 패널에 적합한 어떤 절연 코어도 본 발명의 진공 절연 패널에서 절연 코어로서 사용될 수 있다. 예컨대, 절연 코어는 유리 섬유 재료, 발포 재료, 특히 실질적으로 개방 셀 발포체, 예컨대 실질적으로 개방 셀; 폴리우레탄 발포체, 페놀 발포체, 폴리스티렌 발포체, 또는 혼합 중합 발포체로 만들어질 수 있다. 절연 코어는 유리 섬유 재료로 만들어질 수 있는데, 예컨대 코어는 유리 섬유 보드 또는 유리 울로 만들어질 수 있다.
적절하게는, 절연 코어는 입자 형태의 절연 재료로 만들어질 수 있다. 특히, 절연 코어는 실리카, 펄라이트, 규조토, 퓸드 실리카(fumed silica) 및 이의 조합물과 같은 미세 다공성 재료로 만들어질 수 있다.
선택적으로, 절연 재료는 직경에 있어 약 1 미크론 미만의 평균 입자 크기를 갖는 미세 다공성 절연 재료일 수 있다. 일반적으로 미세 다공성 절연 재료는 약 20 nm 내지 약 500 nm, 예컨대 약 50 nm 내지 약 500 nm, 약 50 nm 내지 약 400 nm, 약 50 nm 내지 약 350 nm, 약 50 nm 내지 약 300 nm, 약 100 nm 내지 약 300 nm, 또는 약 100 nm 내지 약 400 nm의 평균 입자 크기를 갖는다. 적절하게는, 미세 다공성 절연 재료는 약 200 nm 미만의 평균 입자 크기를 갖는다.
이들 재료는 카본 블랙, 이산화티타늄, 산화철, 자성 또는 규소 탄화물 또는 이의 조합물과 같은 적외선 흡수 재료(IR 부전도화제)와 혼합될 수 있다.
따라서, 절연 코어의 절연 재료는 주로 미세 다공성 재료로 구성되지만, 추가적으로, 섬유 결합제(중합체 또는 무기물일 수 있음) 및 적외선 부전도화제(예컨대, 탄화규소, 카본 블랙 또는 산화철)가 더 작은 양(일반적으로 각각 5 ∼ 20%)으로 함유될 수 있다. 섬유 및 부전도화제는 미세 다공성일 필요는 없고 일반적으로 미세 다공성이 아니다.
절연 재료는 혼합물일 수 있는데, 예컨대, 절연 재료는 입상 재료들을 함께 결합하는(일단 가압되면) 역할을 하는 섬유를 포함할 수 있다. 섬유는 무기 또는 유기 재료일 수 있다. 일 경우에 섬유는 폴리에스테르 또는 폴리프로필렌 섬유이다.
적절하게는, 절연 코어는 분말계 절연 재료, 예컨대, 퓸드 실리카, 석출형 실리카 또는 펄라이트, 또는 이의 조합을 포함한다. 다공성 절연 코어는, 절연 (다공성) 코어가 되도록 형성되는 분말 재료, 예컨대, 퓸드 실리카, 석출형 실리카 또는 펄라이트 또는 이의 조합물로 이루어진 그룹에서 선택되는 분말 절연 미세 다공성 재료로 구성된다.
코어는 코어 및 적어도 하나의 금속 포일 층(들)을 가요성 싸개에 에워싸기 전에 공기 투과성 덮개에 에워싸일 수 있다.
예컨대, 공기 투과성 덮개는 비직조 PET 플리스(fleece) 또는 천공된 수축 랩(wrap)에서 선택될 수 있다.
싸개는 금속화 폴리에틸렌 테레프탈레이트(PET) 적층체로 구성될 수 있다. 적절하게는, 싸개는 예컨대 적층체로서 알루미늄 상에 폴리에틸렌 층을 포함하는 알루미늄 금속화 폴리에스테르이다. VIP를 형성할 때 폴리에틸렌 층은 싸개 내부에 있게 된다. 폴리에틸렌 층은, 코어 및 적어도 하나의 금속 포일 층(들)을 포함하는 싸개가 배기되면 VIP를 밀봉하기 위해 사용된다. 싸개는 또한 금속화 에틸렌 비닐 알코올(EVOH) 또는 금속화 폴리프로필렌(PP)일 수 있다.
바람직하게는, 절연 코어는 퓸드 실리카를 포함한다.
분말 절연 재료, 예컨대 퓸드 실리카를 포함하는 재료로 만들어진 절연 코어와 같은 종래의 VIP에 사용되는 절연 코어는 약 170 내지 약 200 kg/m3 의 코어 밀도를 갖는다. 종래의 VIP의 결과적인 열전도율은 약 4.0 mW/m.K 내지 약 4.5 mW/m.K 이다.
첨부 도면을 참조하여 본 발명의 실시 형태를 단지 예시적으로 설명하도록 한다.
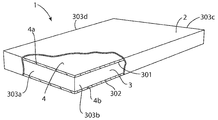
도 1은 본 발명에 따른 VIP의 사시 절개도이다.
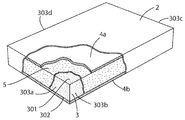
도 2는 본 발명에 따른 VIP의 사시 절개도이다.
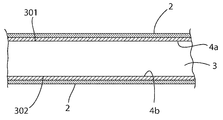
도 3은 본 발명에 따른 VIP의 단면도이다.
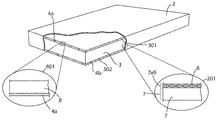
도 4는 본 발명에 따른 VIP의 사시 절개도로, 장벽 싸개 구조의 분해도 및 금속 포일의 분해도가 나타나 있다.
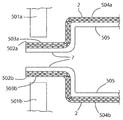
도 5는 장벽 싸개의 단면도이다.
도 6은 금속 포일의 단면도이다.
도 7a 및 7b는 시일 형성 및 VIP가 밀봉될 때 얻어지는 시일을 나타내는 단면도를 나타낸다.
도 8은 본 발명에 따른 VIP의 싸개가 밀봉될 때 얻어진 시일을 나타내는 단면도이다.
도 9는 본 발명에 따른 VIP의 사시 단면도로, VIP의 측면에 있는 싸개 시일을 나타낸다.
도 10은 본 발명에 따른 VIP의 사시도이다.
도 1은 본 발명에 따른 VIP의 사시 절개도이다.
도 2는 본 발명에 따른 VIP의 사시 절개도이다.
도 3은 본 발명에 따른 VIP의 단면도이다.
도 4는 본 발명에 따른 VIP의 사시 절개도로, 장벽 싸개 구조의 분해도 및 금속 포일의 분해도가 나타나 있다.
도 5는 장벽 싸개의 단면도이다.
도 6은 금속 포일의 단면도이다.
도 7a 및 7b는 시일 형성 및 VIP가 밀봉될 때 얻어지는 시일을 나타내는 단면도를 나타낸다.
도 8은 본 발명에 따른 VIP의 싸개가 밀봉될 때 얻어진 시일을 나타내는 단면도이다.
도 9는 본 발명에 따른 VIP의 사시 단면도로, VIP의 측면에 있는 싸개 시일을 나타낸다.
도 10은 본 발명에 따른 VIP의 사시도이다.
도 1은 발명에 따른 VIP(1)의 사시 절개도이다. 도 1은 다공성 절연 코어(3)를 나타내는데, 이 절연 코어는 상면(301)과 하면(302) 및 측면(303a ∼ 303d)을 가지고 있다. 절연 코어(3) 주위의 싸개(envelope)(2)가 코어를 싸며 또한 그 싸개(2) 내부에 가해진 진공을 유지하도록 되어 있다. 적어도 4 미크론의 두께를 갖는 금속 포일(4)이 싸개(2)와 코어(3) 사이에 배치되어 있다. 금속 포일(4a)이, 코어의 상면(301)과 하면(302) 사이에 열적 브리지를 형성함이 없이, 코러의 실질적으로 전체 상면(301)을 가로질러 연장되어 있다. 제 2 금속 포일(4b)이, 코어의 하면(302)과 상면(301) 사이에 열적 브리지를 형성함이 없이, 코어의 실질적으로 전체 하면(302)을 가로질러 연장되어 있다. 금속 포일(4a)과 금속 포일(4b)은 코어(3)에 부착되어 있지 않다.
도 2는 도 1에 나타나 있는 것과 유사한 VIP의 사시 절개도인데, 하지만 절 연 코어(3)를 에워싸는 플리스(fleece)(5)가 나타나 있다. 한 금속 포일(4a)은 절연 코어(3)의 상면(301)에서 플리스(5)의 위에 있는 것으로 나타나 있다. 제 2 금속 포일(4b)은 절연 코어(3)의 하면(302)에서 플리스(5)의 아래에 있는 것으로 나타나 있다. 금속 포일(4a, 4b)은 코어 또는 플리스(5)에 부착되어 있지 않다.
도 3은 본 발명에 따른 VIP의 단면도이다. 도 3에 명확히 나타나 있는 바와 같이, 금속 포일(4)은 절연 코어(3)와 싸개(2) 사이에 배치된다. 도 3에 나타나 있는 바와 같이, 사실, 금속 포일(4a)은, 코어의 상면(301)과 하면(302) 사이에 열적 브리지를 형성함이 없이, 코어의 실질적으로 전체 상면(301)을 가로질러 연장되어 있다. 또한 도 3에는, 코어의 하면(302)과 상면(301) 사이에 열적 브리지를 형성함이 없이, 코어의 실질적으로 전체 하면(302)을 가로질러 연장되어 있는 제 2 금속 포일(4b)이 나타나 있다.
포일(4a, 4b)은 코어(3)에 부착되지 않는다. 대신에, 그 포일들은 아래에서 설명하는 바와 같이 처음에 싸개(2) 및 코어(3)와는 별개의 것이고 나중에 싸개(2)에 부착된다.
도 4는 도 1의 것과 유사한 본 발명에 따른 VIP의 사시도인데, 싸개 구조(201)로서 나타나 있는 싸개(2)의 분해도 및 금속 포일 구조(401)로서 나타나 있는 포일(4a)의 분해도가 나타나 있다(2개의 개별적인 포일(4a, 4b)이 있지만 각 포일은 동일한 구조를 가질 수 있음을 알 것이다). 싸개 구조(201)의 분해도는 3개의 금속화 필름(6)을 나타낸다. 각 금속화 필름(6)은 예컨대 금속화 PET의 금속화 플라스틱 층이다. 적절하게는, 금속화 폴리프로필렌(PP) 또는 금속화 EVOH(에틸 비닐알코올)이 사용될 수 있다. 금속화 필름(6)은 싸개 내층(7)에 부착된다. 싸개 내층(7)은 일반적으로 폴리에틸렌과 같은 열가소성 중합체이다. 적절한 대안예는 저밀도 폴리에틸렌(LDPE), 예컨대 선형 저밀도 폴리에틸렌(LLDPE), 및초고분자량 폴리에틸렌(UHMWPE); 폴리프로필렌 및 에틸렌비닐 알코올(EVOH), 염화폴리비닐리덴(PVDC); 열가소성 우레탄; 공중합체를 포함한 그의 조합물 및 그들의 혼합물을 포함한다.
금속 포일 구조(401)의 분해도는 외층(8)이 부착되어 있는 금속 포일(4a)을 나타낸다. 외층(8)은 일반적으로 열가소성 중합 재료, 예컨대 폴리에틸렌이다.
도 5는 싸개 구조(201)의 구성을 나타내는 단면도이다. 금속화 필름(6)의 층들은 함께 결합되어 예컨대 적층체(61)를 형성한다. 각 층(즉, 중합체 필름 및 이에 가해진 금속 모두를 포함함)은 일반적으로 약 12 미크론의 두께를 갖는다. 적층체 구조는 열가소성 재료의 싸개 내층(7), 예컨대 폴리에틸렌 층에 결합된다.
도 6은 금속 필름 구조의 구성을 나타내는 단면도이다. 금속 포일(4)은 일반적으로 알루미늄 포일이다. 금속 포일(4)은 열가소성 재료의 외층(8), 예컨대 폴리에틸렌 층에 부착된다. 선택적으로, 금속 포일(4)은 적절한 중합체(예컨대, PET)의 내층(9)에 부착된다.
도 7a 및 7b는 밀봉 방법 및 VIP 싸개가 밀봉될 때 얻어지는 시일을 나타내는 단면도를 보여준다. 도 7a에 나타나 있는 바와 같이, 가열 아이언(iron) 또는 죠오(501a, 501b)가 사용되어 싸개(2)의 양측면(상측 그립(502a) 및 하측 그립 (502b))을 잡아 함께 모으고, 상기 죠오는 싸개(2)의 상호 반대 측면(504a)(상측면) 및 측면(504b)(하측면)의 가장자리(503a)(상측 가장자리) 및 가장자리(503b)(하측 가장자리)에 열을 가하게 된다. 가열 죠오(501a, 501b)에 의해 잡혀 있는 가장자리(503a, 503b) 사이에 있는, 싸개(2)의 내면(505)에 있는 중합체의 내층(7)이 충분히 연화되어 가열 죠오(501a, 501b) 사이에서 서로 접촉하는 싸개(2)의 가장자리(503a, 503b) 사이에 결합부(601)가 형성된다(도 7b 참조). 가해진 열에 노출되는 중합체의 내층(7)만 연화되어, 가장자리(503a, 503b) 사이에 결합부 또는 시일(601)이 형성된다. 가열 아이언 또는 죠오(501a, 501b)로부터 싸개의 가장자리(503a, 503b)에 열이 가해져도, 싸개(2)의 잡힌 가장자리(503a, 503b)를 실질적으로 넘어 있는 중합체의 내층(7)은 연화되지 않는다. 따라서, 가열 죠오(501a, 501b)로부터 열이 가해져도, 근접 가장자리 부분(603a, 603b)은 서로 결합하지 않는다. 또한, 배기된 VIP(1) 내부의 금속 포일 층(4)은 이 제조 단계에서 싸개의 내층에 부착되지 않는다.
도 8은 본 발명에 따른 VIP의 싸개(2)가 밀봉될 때 얻어진 시일(602)을 나타내는 단면도이다. 도 7a 및 7b와 관련하여 전술한 방법과 유사하게, 가열 죠오(501a, 501b)가 열을 가하여 VIP(1)의 싸개(2)의 가장자리(503a, 503b)를 결합한다. 전술한 바와 같이, 가열 죠오(501a, 501b)로부터 상기 가장자리에 열을 가하면 시일(601)이 형성된다. 이어서 전체 VIP(1)가 가열되어, 각각의 금속 포일 층(4)이 싸개(2)의 내층(7)에 부착된다. 도 8의 강조된 부분(801)에 나타나 있는 바와 같이, 일단 전체 VIP(1)가 가열되면, 금속 포일(4) 상의 외층(8) 처럼 싸개(2)의 내층(7)이 연화되어, 금속 포일(4)과 싸개(2) 사이에 결합부(701)가 형성된다. 전체 VIP(1)를 가열하면, 싸개(2)의 내층(7)이 금속 포일(4)에 부착되는 것에 추가로, 내층(7)은 싸개(2)의 근접 가장자리(603a, 603b)(가열 죠오(501a, 501b)의 열에 직접 노출되지 않았음)에서 충분히 연화되어 싸개(2) 주위에 향상된 가장자리 시일(602)을 제공하게 된다. 진공은 금속 포일을 싸개에 결합하는 것을 도와줄 뿐만 아니라, 싸개에 있어서 초기 시일 주위의 부분, 특히 초기 시일의 진공 측 부분을 함께 끌어당기는데 도움을 줌을 알 것이다. 따라서, 본 발명의 VIP는 전통적인 VIP의 싸개 시일과 비교하여 개선된 싸개 시일을 갖는다. 향상된 시일은 VIP의 수명을 증가시켜 주고 또한 VIP의 시효 열적 성능의 개선에 기여한다.
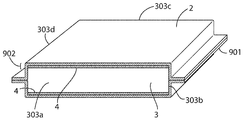
도 9는 본 발명에 따른 VIP(1)의 사시 단면도로, VIP(1)의 측면에 있는 싸개 시일(901)을 나타낸다(측면(303b, 303d)만 나타나 있음). 도 9에 명확히 나타나 있는 바와 같이, 금속 포일(4)은 절연 코어(3)와 싸개(2) 사이에 배치되어 있다. 902는, 금속 포일이 절연 코어의 측면(303a ∼ 303d) 주위를 감싸지 않기 때문에 금속 포일(4)이 절연 코어를 가로질러 열적 브리지를 형성하지 않도록 어떻게 배치되어 있는지를 보여준다. 도 9는 가장자리를 접어 테이핑하여 최종 제품을 형성하기 전의 본 발명에 따른 VIP를 나타낸다.
도 10은 본 발명에 따른 VIP의 사시도인데, 여기서 가장자리 시일은 접혀 테이핑되어, 실질적으로 입방형의 최종 VIP가 제공되어 있다.
VIP가 VIP의 수명 중에 정해진 진공을 유지하는 능력은 장기간의 열적 성능을 얻고 유지하는데 있어 아주 중요하다. 절연 코어를 싸는 싸개 재료의 비교적 높은 열전도성으로 인해 열적 가장자리 효과가 나타난다. 이 열적 가장자리 효과는, 일단 VIP 내부에서 진공이 유지되면 싸개가 절연 코어(매우 낮은 열전도성을 가짐) 주위에서 열적 브리지로서 작용하기 때문에 나타난다.
그러므로, VIP 싸개용으로 적합한 재료의 선택이, 바람직하게 낮은 열전도성 과 낮은 투과성을 갖는 재료의 선택 사이의 균형이 된다. 전통적인 VIP에서 싸개로서 사용되는 전술한 바와 같은 금속화 필름이 적절히 낮은 열전도성을 갖는다. 그러나, 그의 투과성은 수명을 실질적으로 감소시키며 그래서 전통적인 VIP의 전체 유용성이 감소된다.
알루미늄의 열전도율은 167 W/m.K 이다. 따라서, 알루미늄은, 알루미늄의 높은 열전도율 값 때문에 나타나는 높은 가장자리 효과로 인해 VIP 싸개용으로 적합한 재료가 아니다. 그러나, 알루미늄 포일은 우수한 장벽 특성을 갖는다.
본 발명은 전통적인 VIP 싸개의 바람직한 낮은 열전도성과 금속 포일의 바람직한 낮은 침투성을 결합한다.
본 발명에 따른 VIP는 전술한 바와 같이 구성될 수 있다.
진공이 가해지고 VIP의 가장자리가 밀봉된 후에, 싸개의 내면과 절연 코어의 적어도 상면 사이에 배치되는 금속 포일이 싸개의 내면에 부착된다. 예컨대, 금속 포일은 폴리에틸렌과 같은 열가소성 재료의 외층에 부착될 수 있고, 싸개는 폴리에틸렌과 같은 열가소성 재료로 만들어진 싸개 내층을 가질 수 있다. VIP가 배기됨에 따라, 금속 포일 상의 외면은 싸개 내층의 내면에 근접하게 될 것이다. VIP가 예컨대 오븐에서 열가소성 재료를 연화시키기에 충분히 높은 온도까지 가열되면, 금속 포일은 싸개의 내면에 부착된다. 금속 포일은 절연 코어를 가로질러 열적 브리지를 형성하지 않도록 배치된다. 그러나, 포일의 우수한 낮은 투과성에 의해 VIP의 투과성이 상당히 개선된다. 따라서, VIP의 수명이 상당히 증가된다. 싸개에 대한 포일의 부착은 VIP가 형성된 후에, 특히 진공원이 제거된 후에 행해질 수 있음을 알 것이다. 싸개 내부에 유지되는 진공은 포일을 싸개에 결합시키는 것을 도와 줄 것이다. 실제로, VIP 외부의 대기압과 VIP 내부에 유지되는(감소된) 압력 사이의 압력차로 인해, 싸개를 포일(및 코어) 쪽으로 누르는 힘이 발생된다. 그리고 물론 이 힘은 싸개에 걸쳐 균일하게 가해진다. 이는 포일에 대한 싸개의 균일한 접합에 이상적이다.
배기된 VIP를 오븐에서 가열하는 절차적인 단계는 싸개의 가장자리에 있는 원래의 열 시일을 또한 개선한다.
VIP의 싸개는 전통적으로 전술한 바와 같이 가열 죠오 사이에서 밀봉되므로, 싸개에서 가열 죠오의 열에 직접 노출되는 영역만이, 열가소성 싸개 내층을 용융시켜 두 근접 가장자리를 접합시키기에 충분히 가열된다. 높은 온도에 노출되지 않은 싸개의 근접 가장자리는 접합/결합되지 않는다.
이와는 달리, 전술한 실시 형태에서, 본 발명에 따른 VIP의 금속 포일은 전체 VIP의 가열(배기 후에)에 의해 VIP 싸개의 내면에 부착되므로, 싸개의 근접 가장자리(원래 가열 죠오에 의해 결합되지 않았음)는, 배기된 VIP에 가해지는 외부 압력으로 인해 근접하여 유지되며, 가열되면 상기 가장자리의 열가소성 층이 연화되어 그 가장자리들 사이에 결합부가 형성된다.
따라서, 극히 낮은 투과성을 갖는 싸개를 제공하는 것에 추가로, 본 발명의 VIP의 시일은 전통적인 VIP의 시일과 비교하여 상당히 향상되며, 이에 따라, 본 발명의 VIP의 수명이 열적 성능의 저하 없이 전통적인 VIP 보다 상당히 길게 된다.
도 1 ∼ 9에 나타나 있는 VIP 싸개는 약 4 x 10-3 cc/m2.day의 산소 투과율 및 약 2.5 x 10-3 cc/m2.day의 습기 투과율을 갖는다.
본 발명과 관련하여 사용되는 "포함한다/포함하는" 및 "갖는/갖는다" 라는 말은, 언급된 특징, 완전체, 단계 또는 요소의 존재를 특정하기 위해 사용되는 것이지, 하나 이상의 다른 특징, 완전체, 단계, 요소 또는 그것들의 그룹의 존재 또는 추가를 배제하는 것은 아니다.
명료성을 위해 개별적인 실시 형태와 관련하여 설명된 본 발명의 어떤 특징적 사항은 단일의 실시 형태에서 조합적으로 제공될 수도 있다. 반대로, 간략성을 위해 단일 실시 형태와 관련하여 설명된 다양한 특징적 사항들은 개별적으로 또는 적절한 부분적 조합으로 제공될 수도 있다.
Claims (25)
- 진공 절연 패널로서,
(a) 상면, 하면 및 측면을 갖는 다공성 절연 코어;
(b) 상기 코어 주위에 배치되어 코어를 둘러싸고 또한 싸개 내부에 가해진 진공을 유지하는 싸개; 및
(c) 상기 싸개와 코어 사이에 위치되며, 코어의 상면 또는 하면에서 코어의 실질적으로 전체 표면에 걸쳐 연장되어 있고, 4 미크론 내지 50 미크론의 두께를 갖는 적어도 하나의 금속 포일을 포함하고,
상기 포일은 절연 코어의 측면 주위에는 연장되어 있지 않고, 포일은 코어의상면과 하면 사이에서 열적 브리지를 형성하지 않으며, 상기 싸개는 싸개 내층을 포함하고, 금속 포일에는 적어도 하나의 열가소성 외층이 부착되어 있고, 싸개 내층 및 금속 포일 상의 외층은 서로 부착되는, 진공 절연 패널. - 제 1 항에 있어서,
2개의 금속 포일을 포함하고, 한 금속 포일은 상기 상면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있고, 제 2 금속 포일은 상기 하면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있는, 진공 절연 패널. - 제 1 항 또는 제 2 항에 있어서,
적어도 하나의 금속 포일은 압연된 금속인, 진공 절연 패널. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
적어도 하나의 금속 포일은 알루미늄인, 진공 절연 패널. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
적어도 하나의 금속 포일의 두께는 4 미크론 내지 30 미크론, 4 미크론 내지 20 미크론, 4 미크론 내지 18 미크론, 4 미크론 내지 16 미크론, 4 미크론 내지 14 미크론, 4 미크론 내지 12 미크론, 6 미크론 내지 20 미크론, 6 미크론 내지 18 미크론, 6 미크론 내지 16 미크론, 6 미크론 내지 14 미크론, 6 미크론 내지 12 미크론, 8 미크론 내지 20 미크론, 8 미크론 내지 18 미크론, 8 미크론 내지 16 미크론, 8 미크론 내지 14 미크론, 8 미크론 내지 14 미크론, 또는 8 미크론 내지 12 미크론인, 진공 절연 패널. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
적어도 하나의 금속 포일은 압연된 알루미늄, 예컨대 약 12 미크론의 두께를 갖는 압연된 알루미늄인, 진공 절연 패널. - 제 2 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 싸개는 내층을 포함하고, 싸개의 내층은 열 밀봉되기에 충분히 연화되는 열가소성 재료를 포함하는, 진공 절연 패널. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 싸개는 내층을 포함하고 싸개의 내층은 열 밀봉되기에 충분히 연화되는 열가소성 재료를 포함하며, 상기 열가소성 재료는, 저밀도 폴리에틸렌(LDPE), 예컨대 선형 저밀도 폴리에틸렌(LLDPE), 및 초고분자량 폴리에틸렌(UHMWPE)을 포함한 폴리에틸렌; 폴리프로필렌 및 에틸렌비닐 알코올(EVOH), 염화폴리비닐리덴(PVDC); 열가소성 우레탄; 공중합체를 포함한 이들의 조합물 및 이들의 혼합물로 이루어진 그룹에서 선택되는, 진공 절연 패널. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
금속 포일에 제공되어 있는 상기 외층은, 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이들의 공중합체로 이루어진 그룹에서 선택되는 열가소성 중합체를 포함하는, 진공 절연 패널. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
금속 포일 상의 외층 및 싸개 상의 내층은 패널을 가열하여 서로 결합되는, 진공 절연 패널. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 싸개의 내층은 폴리에틸렌 필름과 같은 폴리에틸렌 재료를 포함하고, 금속 포일 상의 외층은 폴리에틸렌 코팅과 같은 폴리에틸렌 재료를 포함하는, 진공 절연 패널. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
약 1.5 mW/m.K 내지 약 4.5 mW/m.K의 열전도율을 갖는 진공 절연 패널. - 진공 절연 패널 제조 방법으로서,
(a) 상면, 하면 및 측면을 갖는 다공성 절연 코어를 제공하는 단계;
(b) 적어도 4 미크론의 두께를 갖는 적어도 하나의 금속 포일을 제공하는 단계 - 상기 금속 포일은 코어의 실질적으로 전체 상면 또는 전체 하면을 가로질러 연장되어 있어 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않음 -;
(c) 내면과 외면을 갖는 싸개를 제공하는 단계 - 상기 싸개는 (ⅰ) 금속 포일이 싸개와 코어 사이에 있는 상태에서 코어와 금속 포일을 둘러싸고 또한 (ⅱ) 싸개 내부에 가해진 진공을 유지하도록 배치됨 -;
(d) 상기 싸개에 진공을 가하는 단계; 및
(e) 진공이 가해진 후에 싸개의 내면에 금속 포일을 부착하는 단계를 포함하는, 진공 절연 패널 제조 방법. - 제 15 항에 있어서,
상기 싸개는 싸개 내층을 포함하고, 금속 포일에는 적어도 하나의 외층이 부착되어 있으며, 싸개 내층 및 금속 포일 상의 외층은 서로 부착되고 또한 선택적으로 서로 결합되는, 진공 절연 패널 제조 방법. - 제 16 항에 있어서,
상기 싸개의 내층은, 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이들의 공중합체로 이루어진 그룹에서 선택되는 중합체를 포함하는, 진공 절연 패널 제조 방법. - 제 16 항 또는 제 17 항에 있어서,
상기 금속 포일 상의 외층은, 폴리에틸렌, 폴리프로필렌 및 에틸렌비닐 알코올 또는 이들의 공중합체로 이루어진 그룹에서 선택되는 중합체를 포함하는, 진공 절연 패널 제조 방법. - 제 15 항 내지 제 18 항 중 어느 한 항에 있어서,
상기 금속 포일과 싸개의 내면은 진공이 가해진 후에 서로 부착되며, 금속 포일과 싸개의 내면은 패널을 가열하여 서로 부착되는, 진공 절연 패널 제조 방법. - 제 17 항 내지 제 19 항 중 어느 한 항에 있어서,
상기 싸개 내층과 금속 포일 상의 외층 중의 적어도 하나가 용융되어 싸개와 금속 포일을 서로 접합시키는, 진공 절연 패널 제조 방법. - 제 15 항 내지 제 20 항 중 어느 한 항에 있어서,
상기 금속 포일과 싸개의 내면은, 선택적으로 대략 0.5 내지 10 분 동안 상기 패널을 약 100 내지 180℃의 온도까지 가열하여 서로 부착되는, 진공 절연 패널 제조 방법. - 제 21 항에 있어서,
대략 0.5 내지 10 분 동안 상기 패널을 약 100 내지 180℃의 온도까지 가열한 후에, 패널은 대략 1 내지 15 분 내에 주변 온도까지 냉각되는, 진공 절연 패널 제조 방법. - 코어를 갖는 진공 절연 패널용 싸개로서, 상기 코어는 상면, 하면 및 측면을 가지며, 상기 싸개는 내면과 외면을 가지며, 싸개는 상기 코어 주위에 배치되어 코어를 싸며 또한 싸개 내부에 가해진 진공을 유지하며, 싸개의 내면은 코어에 근접해 있고 싸개의 외면은 코어로부터 먼쪽에 있고, 싸개의 내면은 예컨대 폴리에틸렌과 같은 열가소성 재료의 내층을 포함하며, 싸개는 4 미크론 내지 50 미크론의 두께를 갖는 적어도 하나의 금속 포일을 더 포함하고, 금속 포일에는 열가소성 외층이 부착되어 있고, 상기 금속 포일은 싸개의 최내측 표면에 부착되고 싸개와 코어 사이에 위치되며 또한 코어의 상면 및/또는 하면에서 코어의 실질적으로 전체 표면을 가로질러 연장되어 있고, 상기 포일은 절연 코어의 측면 주위에는 연장되어 있지 않고, 포일은 코어의 상면과 하면 사이에 열적 브리지를 형성하지 않는, 진공 절연 패널용 싸개.
- 제 21 항에 있어서,
적어도 하나의 금속 포일은 금속 포일과 싸개의 내층 사이에 형성된 결합부에 의해 싸개의 내면에 부착되는, 진공 절연 패널용 싸개. - 제 21 항 또는 제 22 항에 있어서,
한 금속 포일은 싸개와 코어 사이에 위치되어 코어의 실질적으로 전체 상면을 가로질러 연장되어 있고, 한 금속 포일은 싸개와 코어 사이에 위치되어 코어의 실질적으로 전체 하면을 가로질러 연장되어 있는, 진공 절연 패널용 싸개. - 진공 절연 패널에 사용되는 제 21 항 내지 제 23 항 중 어느 한 항에 따른 싸개의 용도.
- 진공 절연 패널용 싸개를 형성하는데 사용되는 적어도 4 미크론의 두께를 갖는 시트재 또는 별도의 금속 포일의 용도.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1506336.5A GB2537602B (en) | 2015-04-14 | 2015-04-14 | Vacuum insulation panel and process of manufacture |
| GB1506336.5 | 2015-04-14 | ||
| PCT/EP2016/057435 WO2016165984A1 (en) | 2015-04-14 | 2016-04-05 | Vacuum insulation panel and process of manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170137059A true KR20170137059A (ko) | 2017-12-12 |
Family
ID=53333776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177025661A KR20170137059A (ko) | 2015-04-14 | 2016-04-05 | 진공 절연 패널 및 제조 방법 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20180079163A1 (ko) |
| EP (1) | EP3283290B1 (ko) |
| JP (1) | JP2018512544A (ko) |
| KR (1) | KR20170137059A (ko) |
| CN (1) | CN107438519A (ko) |
| AU (1) | AU2016248754B2 (ko) |
| CA (1) | CA2977002C (ko) |
| DK (1) | DK3283290T3 (ko) |
| GB (1) | GB2537602B (ko) |
| NZ (1) | NZ734719A (ko) |
| SG (1) | SG11201708436UA (ko) |
| WO (1) | WO2016165984A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017162388A1 (fr) | 2016-03-11 | 2017-09-28 | Bruno Chavanne | Superstructure de bâtiment autostable semi-mobile, a volume sous vide auto-isolant, accumulateur d'électricité. |
| GB2577648B (en) * | 2016-10-13 | 2020-12-23 | Kingspan Holdings Irl Ltd | Vacuum insulation panel |
| GB2555099B (en) * | 2016-10-13 | 2020-01-29 | Kingspan Holdings Irl Ltd | Vacuum insulation panel |
| EP3372631B1 (en) | 2017-03-08 | 2021-06-16 | Armacell Enterprise GmbH & Co. KG | Flexible foam with improved insulation properties |
| CN107781580B (zh) * | 2017-09-29 | 2020-04-07 | 福建赛特新材股份有限公司 | 一种真空绝热板的生产方法和真空绝热板 |
| CN108266602B (zh) * | 2018-01-23 | 2020-07-24 | 长江师范学院 | 一种真空绝热板体结构 |
| US11319138B2 (en) * | 2018-11-20 | 2022-05-03 | Simple Container Solutions, Inc. | Pop-up liner |
| CN113266729A (zh) * | 2021-04-30 | 2021-08-17 | 广东美的厨房电器制造有限公司 | 真空绝热板用复合芯材及其制备方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT8521280V0 (it) * | 1985-03-29 | 1985-03-29 | Eurodomestici Ind Riunite | Contenitore flessibile a busta o sacchetto preferibilmente per materiale termoisolante pulverulento sottovuoto. |
| GB2336565A (en) * | 1998-04-24 | 1999-10-27 | Micropore International Ltd | Vacuum insulation panel |
| CN1157284C (zh) * | 1999-06-30 | 2004-07-14 | 松下电器产业株式会社 | 真空绝热材料、使用真空绝热材料的保温设备和电热水器 |
| JP2006177497A (ja) * | 2004-12-24 | 2006-07-06 | Mitsubishi Electric Corp | 真空断熱材、及び、その製造方法、並びに、その真空断熱材を用いた断熱箱体 |
| DE202006002959U1 (de) * | 2006-02-22 | 2006-05-04 | The Vac Company Gmbh | Vakuumisolationspaneel |
| JP5333038B2 (ja) * | 2008-09-10 | 2013-11-06 | パナソニック株式会社 | 真空断熱材とその製造方法 |
| US8956710B2 (en) * | 2009-10-23 | 2015-02-17 | Lg Hausys, Ltd. | Vacuum insulation panel |
| KR101260557B1 (ko) * | 2010-01-05 | 2013-05-06 | 엘지전자 주식회사 | 진공 단열 패널 및 이를 제조하는 방법 |
| US20130101779A1 (en) * | 2010-08-23 | 2013-04-25 | Lg Electronics Inc. | Vacuum insulation material |
| CN102390133A (zh) * | 2011-07-21 | 2012-03-28 | 蔡财木 | 一种高强度长寿命的真空绝热板 |
| KR102163292B1 (ko) * | 2013-07-26 | 2020-10-08 | 삼성전자주식회사 | 진공단열재 및 이를 포함하는 냉장고 |
| CN103759097B (zh) * | 2014-01-08 | 2017-01-25 | 嘉兴环亚包装有限公司 | 低边缘热桥效应的真空绝热板 |
-
2015
- 2015-04-14 GB GB1506336.5A patent/GB2537602B/en active Active
-
2016
- 2016-04-05 SG SG11201708436UA patent/SG11201708436UA/en unknown
- 2016-04-05 KR KR1020177025661A patent/KR20170137059A/ko not_active IP Right Cessation
- 2016-04-05 EP EP16713946.8A patent/EP3283290B1/en active Active
- 2016-04-05 CN CN201680019909.9A patent/CN107438519A/zh active Pending
- 2016-04-05 DK DK16713946.8T patent/DK3283290T3/da active
- 2016-04-05 JP JP2017548885A patent/JP2018512544A/ja active Pending
- 2016-04-05 WO PCT/EP2016/057435 patent/WO2016165984A1/en active Application Filing
- 2016-04-05 AU AU2016248754A patent/AU2016248754B2/en active Active
- 2016-04-05 US US15/561,787 patent/US20180079163A1/en not_active Abandoned
- 2016-04-05 CA CA2977002A patent/CA2977002C/en active Active
- 2016-04-05 NZ NZ734719A patent/NZ734719A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| GB2537602B (en) | 2020-03-11 |
| EP3283290A1 (en) | 2018-02-21 |
| GB2537602A (en) | 2016-10-26 |
| DK3283290T3 (da) | 2019-05-13 |
| AU2016248754B2 (en) | 2018-08-30 |
| CA2977002C (en) | 2019-05-21 |
| WO2016165984A1 (en) | 2016-10-20 |
| CN107438519A (zh) | 2017-12-05 |
| US20180079163A1 (en) | 2018-03-22 |
| SG11201708436UA (en) | 2017-11-29 |
| JP2018512544A (ja) | 2018-05-17 |
| GB201506336D0 (en) | 2015-05-27 |
| AU2016248754A1 (en) | 2017-09-07 |
| EP3283290B1 (en) | 2019-02-20 |
| NZ734719A (en) | 2019-08-30 |
| CA2977002A1 (en) | 2016-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170137059A (ko) | 진공 절연 패널 및 제조 방법 | |
| JP7109432B2 (ja) | 真空断熱パネル | |
| JP2018502261A (ja) | 真空断熱パネル | |
| JP2015531323A (ja) | 高温成型用断熱フィルム、これを用いた真空断熱材及び真空断熱材の製造方法 | |
| JP2018512544A5 (ko) | ||
| KR20120097326A (ko) | 이너백을 포함하는 진공단열재 및 이를 제조하는 방법 | |
| TWI604150B (zh) | Vacuum heat insulation material and heat insulation box | |
| GB2577648A (en) | Vacuum insulation panel | |
| EP1333222B1 (fr) | Procédé de fabrication d'un panneau à structure composite à parement de rigidité élevée, de très faible épaisseur et intégrant un super isolant sous vide | |
| KR101808897B1 (ko) | 진공 단열재 및 이의 제조방법 | |
| KR101749397B1 (ko) | 진공 단열재 | |
| JP6793571B2 (ja) | 真空断熱材、それを備えた機器及び真空断熱材の製造方法 | |
| JPH1122896A (ja) | 真空断熱材 | |
| CN111801525A (zh) | 真空隔热件和隔热箱 | |
| KR101805987B1 (ko) | 진공 단열재 및 이의 제조방법 | |
| JP2017137955A (ja) | 真空断熱材用外装材及びそれを用いた真空断熱材 | |
| KR101677374B1 (ko) | 진공 단열재 | |
| CN114829828A (zh) | 真空隔热件以及隔热箱 | |
| WO2018042612A1 (ja) | 真空断熱材及び断熱箱 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X601 | Decision of rejection after re-examination |