KR20170134236A - 가열-밀봉 및 박리가능한 폴리에스테르 필름, 그의 용도 및 그의 제조 방법 - Google Patents
가열-밀봉 및 박리가능한 폴리에스테르 필름, 그의 용도 및 그의 제조 방법 Download PDFInfo
- Publication number
- KR20170134236A KR20170134236A KR1020170064186A KR20170064186A KR20170134236A KR 20170134236 A KR20170134236 A KR 20170134236A KR 1020170064186 A KR1020170064186 A KR 1020170064186A KR 20170064186 A KR20170064186 A KR 20170064186A KR 20170134236 A KR20170134236 A KR 20170134236A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- polyester
- outer layer
- layer
- mol
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L73/00—Compositions of macromolecular compounds obtained by reactions forming a linkage containing oxygen or oxygen and carbon in the main chain, not provided for in groups C08L59/00 - C08L71/00; Compositions of derivatives of such polymers
- C08L73/02—Polyanhydrides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
- C08L2203/162—Applications used for films sealable films
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Abstract
본 발명은 80% 초과의 선명도를 갖는 박리가능한 투명 폴리에스테르 필름에 관한 것으로, 이 필름은 이축 배향 폴리에스테르 필름(=기재층(B)), 및 그 위에 코팅되고, APET 및 RPET로 제조된 즉석 식품 트레이에 대해 가열-밀봉 및 박리가능한 외층(A)을 포함하며, 상기 가열-밀봉 및 박리가능한 외층(A)은 폴리에스테르 85 내지 99 중량% 및 기타 물질 1 내지 15 중량%로 구성되고, 상기 폴리에스테르는 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되고, 상기 디카복실산-유래 몰 백분율의 합은 100이며, 상기 폴리에스테르는 2개 초과의 탄소 원자를 갖는 디올로부터 유래된 단위 10 몰% 이상으로 구성되고, 상기 글리콜-유래 몰 백분율의 합은 100이며, 건조 외층(A)의 질량은 1 내지 5g/㎡이다. 또한, 본 발명은 이 박리 필름의 제조 방법과 APET 및/또는 RPET로 제조된 즉석 식품 트레이용 밀봉 필름으로서 그의 용도에 관한 것이다.
Description
본 발명은 이축 배향 기재층(B) 및 상기 기재층(B) 상에 오프라인으로 도포된 하나 이상의 가열-밀봉 및 박리가능한 외층(A)으로 구성된 박리가능한 투명 폴리에스테르 필름에 관한 것이다.
외층(A)은 가열-밀봉가능하며, 특히 APET (APET = 무정형 투명 폴리에틸렌 테레프탈레이트 (PET))로 제조된 즉석 식품 트레이(ready-meal tray)에 대해, 보통 내지 중간 박리성을 특징으로 한다. 가열-밀봉 및 박리가능한 외층(A)은 방향족 및 지방족 산과 지방족 디올을 기반으로 하는 폴리에스테르를 포함한다. 또한, 본 발명은 필름의 용도 및 그의 제조 방법에 관한 것이다.
트레이의 가장자리에 가열-밀봉된 필름을 사용하여 박리가능한 시일을 갖는 APET로 제조된 투명 즉석 식품 트레이는 특히 샐러드와 신선한 과일용으로 사용된다. 이들 트레이는 사용하기 쉽고, 따라서 점점 인기가 높아지고 있다. 이는 예를 들어, 유럽에서 이들 제품이 현재 두 자릿수 비율의 증가율을 보이고 있는 사실로부터 알 수 있다.
샐러드나 신선한 과일을 준비한 후에는 이들을 즉석 식품 트레이에 넣어 보관한다. 필름은 트레이의 가장자리에 가열-밀봉되어 포장물을 밀봉하고, 외부의 영향으로부터 즉석 식품을 보호한다.
APET로 제조된 비정질 및 투명 즉석 식품 트레이의 가열-밀봉은 본질적으로 110 내지 150℃의 밀봉 온도에서 달성된다. 밀봉 시간은 일반적으로 비용 효율성을 보장하기 위해 1초보다 훨씬 작다. 150℃보다 높은 밀봉 온도에서 APET 즉석 식품 트레이는 치수 안정성을 잃고 뒤틀리는 경향이 있다.
실질적으로 분쇄재생재료(regrind)가 없으며 상대적으로 큰 벽 두께 (약 200㎛ 이상)를 갖는 APET로 제조된 고사양 즉석 식품 트레이에서는 상대적으로 높은 밀봉 온도 (135 초과 내지 150℃)를 사용할 수 있다. 특히 즉석 식품 트레이의 벽 두께 (약 200㎛ 이하)가 상대적으로 작고 비교적 높은 분쇄재생재료 함량을 갖는 경우에는 낮은 밀봉 온도 (135℃ 미만)를 사용한다. 약어 RPET는 종종 이들 후자의 트레이에 대해 사용된다.
사용된 밀봉 온도에 관계없이, 냉장고 또는 냉동고에 보관한 후에도 적용가능한 팩에 관한 요구 사항은, 감지가능한 힘을 가해서 충분히 만족스러운 방식으로 생성된 어떤 찢김도 없이 밀봉에 의해 도포된 필름을 즉석 식품 트레이로부터 박리할 수 있어야 하는 점이다. 일반적으로 이 거동에 사용되는 용어는 "냉간 박리(cold peel)"이다.
본 발명의 필름은 APET 및 RPET로 제조된 즉석 식품 트레이에 가열-밀봉될 수 있고 그로부터 박리 가능하다. 소정의 재료 및 소정의 총 막 두께를 갖는 경우, 필름의 밀봉성 및 박리성은 즉석 식품 트레이 상에 밀봉된 외층(A)의 특성에 의해 주로 결정된다.
필름의 박리성은 인장 응력-변형률 시험기 (가령, Zwick) (도 1 참조)를 사용하여 실험실 규모에서 상대적으로 쉽게 결정할 수 있다. 이 시험을 위해, 필름(1)과 즉석 식품 트레이(2)로부터 폭이 15㎜이고 길이가 약 50㎜인 2개의 스트립을 잘라내어 서로 밀봉한다. 층(A)은 필름의 밀봉가능한 층(3)을 형성하고, 즉석 식품 트레이의 내부에 위치된 층은 트레이의 밀봉가능한 층을 형성한다. 밀봉된 스트립은 도면에 나타낸 바와 같이 시험기의 클램프에 고정된다. 상부 클램프에 고정된 필름과 트레이 스트립 간의 "각도"는 180°이다. 이 시험에서 시험기의 클램프는 200㎜/분의 속도로 이격되어 이동하며, 여기서의 의도는 트레이로부터 필름이 완전히 박리되도록 하는 데 있다.
인장력 또는 박리력(4) (N/15㎜ 필름 폭에서)이 특정 값/안정기까지 상승한 다음, 2개의 스트립이 서로 밀봉된 길이에 걸쳐 거의 일정하게 유지되면, 필름은 박리가능한 것으로 간주한다 (도 2 참조). 찢어지지 않으면서도, 규정된 힘을 가해서 필름을 즉석 식품 트레이로부터 원하는대로 박리할 수 있다.
박리력의 크기는 가열-밀봉가능한 층(A)에 사용된 중합체에 의해 결정적인 정도까지 정해진다 (도 3에서, 중합체 2와 비교하여 중합체 1 참조). 또한, 박리력의 크기는 사용된 가열-밀봉 온도와 가열-밀봉 시간, 및 2개의 밀봉 턱(jaw) 간의 압력에 따라서도 달라진다.
예를 들어, 가열-밀봉 온도 (도 3에서, 중합체 1 참조)로 인해 박리력이 급격하게 상승할 수 있다. 가열-밀봉 온도가 증가할수록, 밀봉가능한 층이 박리성을 상실할 위험은 증가하고 있다. 이것은 낮은 가열-밀봉 온도를 사용하는 경우, 가열-밀봉 온도가 일정 수준을 초과하면, 박리가능한 필름이 이러한 특성을 상실하는 것을 의미한다. 이같은 거동은 도포를 위해서 다소 불리하며, 밀봉가능한 층의 설계시 고려해야 한다. 필름은 원하는 박리성의 결과적인 어떠한 상실을 초래하지 않으면서도 충분히 넓은 온도 범위에서 가열-밀봉이 가능해야 한다 (도 3에서 중합체 2 참조). 실제로, 이러한 온도는 일반적으로 110 내지 150℃이며, 바람직하게는 112 내지 150℃, 특히 바람직하게는 115 내지 150℃의 범위이다. 여기서 정의한 조건은, 특히 밀봉 시간 (1초 이하) 및 적용된 압력에 사용된다.
본 발명에서, 가열-밀봉 및 박리가능한 층(A)은 필름의 제조에 이어서 추가 가공 단계에서 오프라인 기술에 의해 폴리에스테르 필름(B)에 도포된다. 이 방법은 통상적인 공정에 의해서, 규정된 특성을 갖는 폴리에스테르 필름(B)의 제조로부터 시작된다. 이어서, 생성된 폴리에스테르 필름(B)은 추가 가공 단계의 코팅 시스템에서 가열-밀봉 및 박리가능한 층(A)으로 "오프라인" 코팅된다.
이 공정은 층(A)용의 가열-밀봉 및 박리가능한 중합체를 유기 용매에 용해 또는 분산시킴으로써 시작된다. 이어서, 적절한 도포 공정 (가령, 나이프 코터 (닥터), 스크린 롤 또는 그라비어 롤 (포워드 또는 리버스), 폴리싱-롤 공정, 다이)에 의해 사용 준비된 용액/분산액을 필름에 도포한다. 용매는 하류의 건조 오븐에서 증발되고, 박리가능한 중합체는 필름 상에 고형 층으로서 남는다.
현재, 다양한 가열-밀봉 및 박리가능한 폴리에스테르 필름이 시판되고 있다. 이들 필름은 구조 및 외층(A)의 조성이 상이하다. 이들 필름은 그의 박리 특성에 따라 다양한 도포 정도를 지닌다.
예를 들어, 도포 정도에 따라 필름을 쉬운 박리 필름, 중간 박리 필름 및 강한 박리 필름으로 나누는 것이 통상적이다. 도 2에 따른 각 박리력의 크기는 이들 필름 간의 구별을 위해 필수적인 정량화가 가능한 특징이 있다. 여기서, 분류는 다음과 같이 제공된다.

여기서 중요한 기준은 필름이 즉석 식품 트레이로부터 박리될 때, 실제 필름의 찢김이나 초기 찢김이 없어야 하는 것이다. 완전성을 상실하지 않고 필름을 박리할 수 있어야 한다.
또한, 시장에서는 내용물 (가령, 신선한 샐러드나 과일)을 명확하게 식별할 수 있도록 하기 위해, 특히 20% 미만의 낮은 헤이즈 및 80% 초과의 높은 "선명도"와 관련하여, 박리 필름에 엄격한 광학적 요구 사항을 부여한다. 동일한 이유로, 박리막은 양호한 김서림 방지 작용을 갖는 것이 바람직하다.
밀봉 및 박리가능한 PET 필름이 공지되어 있다.
EP-A 0 379 190에는 폴리에스테르로 제조된 지지 필름층 및 폴리에스테르 조성물로 제조된 하나 이상의 밀봉가능한 필름층을 포함하는 공압출된 이축 배향 폴리에스테르 필름이 기재되어 있다. 밀봉가능한 필름층용 중합체는 2종의 상이한 폴리에스테르 A 및 B를 포함하며, 이 중 하나 이상 (폴리에스테르 B)은 지방족 디카복실산 및/또는 지방족 디올을 포함한다. 서로 접착된(=핀 밀봉) 2개의 밀봉가능한 대향 필름층 사이에서 측정된 밀봉 에너지는 400g힘 (force)·㎝/15㎜ 초과 (4 N ·㎝/15㎜ 초과)이다. 필름은 그 자체 (즉, 밀봉가능한 필름층과 관련하여 밀봉가능한 필름층)에 대한 양호한 박리 특성 (박리 도표에서 안정기 특성을 가짐)을 특징으로 한다.
EP 1 475 228 B1 (MFE 03/032)에는 기재층(B) 및 이 기재층(B) 상에 도포된 하나 이상의 외층(A)을 갖는 공압출, 박리 가능한, 투명 이축 배향 폴리에스테르 필름이 기재되어 있다. 외층(A)은 가열-밀봉가능하며, 특히 APET/CPET로 제조된 즉석 식품 트레이에 대해 중간 박리가 용이하다. 외층(A)은 방향족 및 지방족 산과 지방족 디올을 기반으로 하는 폴리에스테르를 포함한다. 또한, 외층(A)은 폴리에스테르 비상용성 중합체 (항(anti)-PET 중합체)의 규정된 농도를 포함한다. 필름의 광학 특성과 APET로 제조된 즉석 식품 트레이와 관련된 그의 박리 거동은 개선이 필요하다.
WO 02/05186 A1에는 가열-밀봉 및 박리가능한 층이 폴리에스테르 필름에 일렬로 도포되는 박리가능한 필름의 제조 방법이 기재되어 있다. 용융 코팅으로 알려진 공정이 사용되는데, 여기서 종 연신 필름은 가열-밀봉 및 박리가능한 중합체로 코팅되는 것이 바람직하다. 가열-밀봉 및 박리가능한 중합체는 방향족 및 지방족 산을 기반으로 하고, 또한 지방족 디올을 기반으로 하는 폴리에스테르를 포함한다. 실시예에 개시된 박리가능한 중합체 (공중합체)는 -(마이너스) 10℃ 미만의 유리 전이온도를 갖는다. 이들 코폴리에스테르는 매우 부드럽고, 통상적인 롤 연신 공정에서 배향될 수 없기 때문에, 롤에서 블로킹되는 경향이 있다. 가열-밀봉 및 박리가능한 층의 두께는 8㎛ 미만이다. 공지된 용융 코팅 공정은 자체가 공지된 압출 코팅 공정으로부터 용융물의 점도에 의해 문서에 기술적으로 한정되어 있다. 이 공정은 적은 분자량을 갖는 비교적 저점도의 중합체 (최대 50 Pa*s) 만 사용가능한 단점이 있다. 이는 필름의 불리한 박리 특성을 초래한다.
박리 거동, 특히 냉간 박리 거동 및 "재작업성"(아래의 설명 참조)은 전술한 모든 발명과 관련하여, APET로 제조된 즉석 식품 트레이에 대한 밀봉을 위해서는 불리하다. "천사의 헤어(angels' hair)"라고 알려진 영향도 발생하여 박리에 의해 코팅 거미집이 만들어진다.
WO 2015/148685 A1는 용매에 용해되고 포장 필름의 표면에 도포될 수 있는 코팅 혼합물을 청구한다. 여기서 코팅 혼합물은 다음과 같은 성분을 포함한다: 용매, 및 -35 내지 0℃의 유리 전이온도와 60내지 120℃의 "링 및 볼" 연화점을 갖는 비정질 또는 반결정질 폴리에스테르나 코폴리에스테르로 제조된 가열-밀봉가능한 중합체로, 이 중합체는 전술한 용매에 가용성이며, 또한 블로킹 방지 첨가제를 포함한다. 혼합물이 포장 포일 또는 필름에 코팅되어 건조되면, 매우 낮은 온도에서 폼 충진 밀봉 기계에서 사용할 수 있는 가열-밀봉가능한 코팅을 제조한다. 이 발명의 필름은 (낮은 유리 전이온도로 인하여) 권취된 필름의 보관시, 자체적으로 밀봉되는 경향이 있고, 그로 인해 권취된 필름으로부터 손상받지 않게 된다.
본 발명의 목적은 오프라인 코팅을 가지며, 즉석 식품 트레이, 특히 APET (비정질) 및 (분쇄재생재료 함유) RPET 로 구성되고 종래 기술의 단점을 갖지 않으며, 즉석 식품 트레이에 대해 우수한 밀봉 특성 및 박리 특성을 특징으로 하는 가열-밀봉 및 박리가능한 이축 배향 폴리에스테르 필름을 제공하는 데 있다. 특히 이들 필름은 다음과 같은 기능을 갖게 된다:
· APET 및 RPET로 제조된 즉석 식품 트레이에 대한 중간 박리. 박리력은 3 내지 7 N/15㎜ 범위에 있게 된다.
· APET 및 RPET로 제조된 사용 준비된 금속 트레이에 대해 가열-밀봉 및 박리가능한 층의 최소 밀봉 온도는 (밀봉 시간 0.5초 및 규정된 적용 압력에 대해) 110℃이며, 최대 밀봉 온도는 일반적으로 약 160℃이다 (아래의 시험 방법 참조).
· 비용 효율적으로 필름을 제작할 수 있다. 이것은 예를 들어, 업계에서 통상적인 공정을 기재 필름(B층)의 제조에 사용할 수 있음을 의미한다.
· 필름의 광학 특성이 매우 우수하다. 이것은 예를 들어, 낮은 헤이즈 (20% 미만), 높은 선명도 (80% 초과) 및 높은 투명도 (90% 초과)를 의미한다.
또 다른 의도는 필름을 고속 기계에서 처리할 수 있는 점이다. 동시에, 사용하는 이축 배향 폴리에스테르 필름의 특징적인 특성의 손상을 피하려는 의도다. 이들 중에는 특히 필름의 기계적 특성이 있다. 코팅 필름의 탄성 계수는 3000 N/㎟를 초과해야 하고, 코팅 필름의 수축률은 2.5% 를 초과해서는 안된다.
또한, 필름은 특히 코팅 중 및 코팅 후에, 인쇄 또는 적층 중에, 또는 즉석 식품 트레이에 대해 코팅 필름을 밀봉하는 중에 양호한 권취 거동 및 가공성을 갖게 된다.
상술한 목적은 이축 배향 기재층(B), 및 그 위에 코팅되고, APET 및 RPET로 제조된 즉석 식품 트레이에 대해 가열-밀봉 및 박리가능한 외층(A)을 포함하며, 오프라인 코팅으로 제공되고, 80% 초과의 선명도, 20% 미만의 헤이즈 및 90% 초과의 투명도를 갖는 박리가능한 투명 폴리에스테르 필름을 제공함으로써 달성되며, 상기 가열-밀봉 및 박리가능한 외층(A)은
a) 박리 폴리에스테르 85 내지 99 중량%, 및
b) 기타 물질 1 내지 15 중량%로 구성되고,
c) 박리 폴리에스테르의 디카복실산 성분은 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되며, 이들 디카복실산으로부터 유래된 단위의 합은 100 몰%이며,
d) 박리 폴리에스테르의 디올 성분은 2개 초과의 탄소 원자를 갖는 직쇄 또는 분지쇄의 디올로부터 유래된 단위 10 몰% 이상으로 구성되고, 모든 디올 성분의 합은 100 몰%이며,
e) 건조 외층(A)의 질량은 1 내지 5g/㎡이다.
달리 언급하지 않는 한, 이전 및 이하에서 "중량 퍼센트(%)"란 표현은 항상 데이터가 언급되는 문맥에서 각 층 또는 각 시스템을 지칭한다.
외층(A)은 주로 방향족 및 지방족 디카복실산으로부터 유래된 단위로 구성되는 폴리에스테르로 구성된다.
박리 폴리에스테르에서 방향족 디카복실산으로부터 유래된 단위의 존재량은 25 내지 95 몰%, 바람직하게는 40 내지 90 몰%, 특히 바람직하게는 50 내지 88 몰%이다. 박리 폴리에스테르에서 지방족 디카복실산으로부터 유래된 단위의 존재량은 5 내지 75 몰%, 바람직하게는 10 내지 60 몰%, 특히 바람직하게는 12 내지 50 몰%이고, 몰% 데이터는 항상 총 100%로 제공된다. 전술한 본 발명의 방향족 및 지방족 디카복실산의 비로부터의 편차는, 그 중에서도 (디카복실산의 방향족 비율이 너무 적으면) 기재층(B)상에서 외층(A)의 부적절한 접착, 또는 비-독창적인 박리력 및/또는 최소한의 밀봉 온도를 초래한다.
외층(A)의 재료의 1 내지 15 중량%는 폴리에스테르 필름 기술에서 일반적으로 사용되는 입자, 첨가제, 보조제 및/또는 기타 추가 물질 등의 기타 물질로 구성된다. 사용가능한 기타 추가 물질로는 블로킹 방지제, 윤활제, 특히 적절한 김서림 방지제가 있으며, 박리 폴리에스테르, 또는 기타 물질 및 용매를 포함하여 박리 폴리에스테르로 구성된 용액에 규정된 농도로 첨가된다.
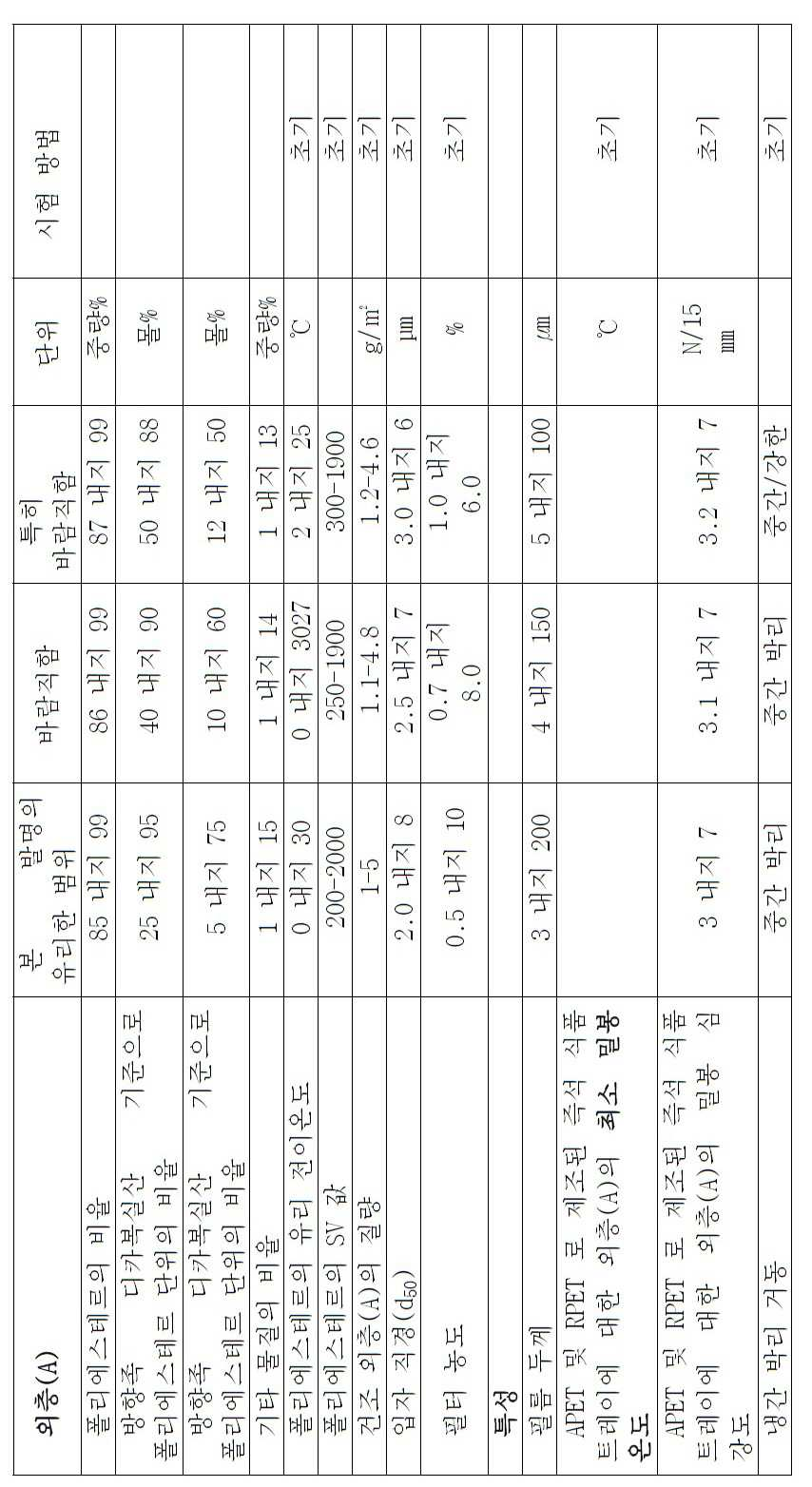
가열-밀봉 및 박리가능한 외층(A)은 특징적인 특성을 갖는다. APET 및 RPET로 제조된 즉석 식품 트레이에 대한 최소 밀봉 온도는 110℃ 이하, 바람직하게는 112℃ 이하, 특히 바람직하게는 115℃ 이하이며, APET 및 RPET로 제조된 즉석 식품 트레이와 관련하여 그의 밀봉 심(seal seam) 강도 (=박리력)는 3.0 N 이상, 바람직하게는 3.1 N 이상, 특히 바람직하게는 3.2 N 이상 (항상 필름 폭의 15㎜를 기준으로 함)이다. APET 및 RPET로 제조된 즉석 식품 트레이에 대한 가열-밀봉 및 박리가능한 외층(A)의 최대 밀봉 온도는 약 160℃, 바람직하게는 155℃ 및 특히 바람직하게는 150℃이며, 여기서 110℃ 내지 160℃의 전체 밀봉 범위에서는 APET와 RPET로 제조된 즉석 식품 트레이에 대해 박리가능한 필름을 수득한다.
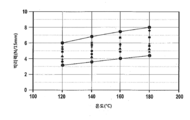
또한, 전술한 바람직한 범위에 대한 박리 결과는 숫자로 기재할 수도 있다. 상기 연구에 따르면, 본 발명에서는 다음의 관계식을 사용하여 밀봉 온도  (℃)와 박리력 F (N/15㎜)를 관련시키는 것이 용이하게 가능하다.
(℃)와 박리력 F (N/15㎜)를 관련시키는 것이 용이하게 가능하다.
바람직하게는,
도 4는 이러한 관계를 그래픽으로 보여준다.
기재층
(B) = 이축 배향 폴리에스테르 필름
본 발명의 필름은 투명한 이축 배향 폴리에스테르 필름인 기재층(B)을 포함한다. 본 발명의 하나 이상의 가열-밀봉 및 박리가능한 외층(A)은 오프라인 코팅 기술에 의해 기재층 위에 도포된다.
기재층(B)은 투명한 단층 또는 다층의 이축 배향 폴리에스테르 필름이며, 열가소성 폴리에스테르 80 중량% 이상으로 구성된다. 이 목적에 적합한 재료로는 에틸렌 글리콜 및 나프탈렌-2,6-디카복실산 (=폴리에틸렌 2,6-나프탈레이트, PEN)으로 제조된 에틸렌 글리콜 및 테레프탈산 (=폴리에틸렌 테레프탈레이트, PET), 1,4-비스히드록시메틸시클로헥산 및 테레프탈산 (=폴리-1,4-시클로헥산디메틸렌 테레프탈레이트, PCDT), 및 에틸렌 글리콜, 나프탈렌-2,6-디카복실산 및 바이페닐-4,4'-디카복실산 (=폴리에틸렌 2,6-나트탈레이트 비벤조에이트, PENBB)으로도 제조된 폴리에스테르가 있다. 에틸렌 단위를 포함하고 디카복실레이트 단위를 기준으로 폴리에스테르는 테레프탈산 단위 또는 2,6-나프탈레이트 단위의 90 몰% 이상, 특히 95 몰% 이상 포함하는 것이 바람직하다. 나머지 단량체 단위는 기타 디카복실산 및 각 디올로부터 유래된다. 언급한 단독- 및/또는 공중합체로 제조된 공중합체나 혼합물 또는 블렌드를 기재층(B)용으로 사용하는 것도 유리하게 가능하다; (디카복실산에 대해 언급한 양의 경우, 모든 디카복실산의 총량은 100 몰%이고, 유사하게, 모든 디올의 총량 역시 100 몰%이다).
적합한 기타 방향족 디카복실산은, 바람직하게는 벤젠디카복실산, 나프탈렌디카복실산 (가령, 나프탈렌-1,4 또는 1,6-디카복실산), 바이페닐-x,x'-디카복실산 (특히 바이페닐-4,4'-디카복실산), 디페닐아세틸렌-x,x'-디카복실산 (특히 디페닐아세틸렌-4,4'-디카복실산) 및 스틸벤-x,x'-디카복실산이 있다. 지환족 디카복실산 중 시클로헥산 디카복실산 (특히 시클로헥산-1,4-디카복실산)을 언급할 수 있다. 지방족 디카복실산 중에서 (C3-C19) 알칸 이산은 특히 알칸 잔기가 직쇄 또는 분지쇄일 수 있는 특정 적합성을 갖는다.
적합한 기타 지방족 디올의 예로는 디에틸렌 글리콜, 트리에틸렌 글리콜, 일반식 HO-(CH2)n-OH 의 지방족 글리콜, 여기서, n은 3 내지 6의 정수이며 (특히 프로판-1,3-디올, 부탄-1,4-디올, 펜탄-1,5-디올 및 헥산-1,6-디올), 최대 6개의 탄소 원자를 갖는 분지형 지방족 글리콜, 및 하나 이상의 고리를 갖는 지환족, 임의적으로 헤테로 원자 함유 디올이 있다. 지환족 디올 중에는 시클로헥산디올 (특히 시클로헥산-1,4-디올)을 언급할 수 있다. 적합한 기타 방향족 디올은 예를 들어, 화학식 HO-C6H4-X-C6H4-OH를 가지며, 여기서 X는 -CH2-, -C(CH3)2-, -C(CF3)2-, -O-, -S- 또는 -SO2이다. 화학식 HO-C6H4-C6H4-OH 의 비스페놀도 적합하다.
기재층(B)은 특히 유리하게는, 디카복실산 성분이 테레프탈산-유도 단위 및 소량 (5 몰% 미만)의 이소프탈산-유도 단위를 기준으로 하는 코폴리에스테르로 구성되는 이축 배향 폴리에스테르 필름이다. 이 경우, 필름은 특히 제조하기 쉽고, 특히 우수한 광학 특성을 갖는다. 다음에, 기재층(B)은 본질적으로 테레프탈산과 이소프탈산 단위 및 에틸렌 글리콜 단위 (97 몰% 초과의 디올 단위)로 주로 구성된 폴리에스테르 공중합체를 포함한다.
폴리에스테르는 트랜스 에스테르화 공정에 의해 제조될 수 있다. 이것은 통상적인 에스테르 교환 촉매, 예를 들어 아연, 칼슘, 리튬 및 망간의 염과 반응하는 디카복실 에스테르 및 디올로부터 개시한다. 이어서, 중간체는 잘 알려진 중축합 촉매, 예를 들어 삼산화 안티몬, 산화 티탄 또는 에스테르, 또는 게르마늄 화합물의 존재하에 중축합된다. 제조 방법은 중축합 촉매의 존재하에 직접 에스테르화 공정에 의해 동일하게 잘 진행될 수 있다. 이것은 디카복실산 및 디올에서 직접 개시된다.
티타늄 디옥사이드 또는 게르마늄 화합물의 존재하에 중간체를 중축합시키고, 각각 이산화 티타늄 또는 게르마늄 화합물 등의 중축합 촉매의 존재하에 직접 에스테르화 공정을 수행하는 것이 특히 유리하다. 따라서, 결과적으로 이축 배향 폴리에스테르 필름은 안티몬이 없거나, 적어도 안티몬 함량이 낮다. 특히 바람직한 경우, 바람직한 이축 배향 폴리에스테르 필름은 안티몬을 포함하지 않으며, 따라서 필름이 식품과 직접 접촉하는 포장 용도로 사용할 수 있다.
가열-밀봉 및
박리가능한
외층(A)
본 발명의 필름은 2 층 이상으로 구성된다. 즉, 이 필름은 전술한 기재층(B), 및 오프라인 코팅 기술을 통해 그 위에 도포된 본 발명의 가열-밀봉 및 박리가능한 외층(A)으로 구성된다.
오프라인 코팅 기술을 통해 이축 배향 폴리에스테르 필름(=기재층(B))에 도포되는 가열-밀봉 및 박리가능한 외층(A)은 주로, 약 85 중량% 이상의 박리 폴리에스테르로 구성된다.
본 발명의 박리 폴리에스테르는 방향족 및 지방족 디카복실산과 지방족 디올로 구성된다. 본 발명의 박리 폴리에스테르는 호모폴리에스테르의 블렌드일 수 있거나 또는 코폴리에스테르 또는 코- 및 호모폴리에스테르의 혼합물일 수 있으며 호모- 및 코폴리에스테르의 블렌드와, 방향족 및 지방족 디카복실산과 지방족 디올을 기반으로 하는 다양한 코폴리에스테르의 블렌드가 바람직하다.
본 발명에서 사용할 수 있고 박리 폴리에스테르에 유래 단위의 형태로 존재할 수 있는 방향족 디카복실산의 예로는 테레프탈산, 이소프탈산, 프탈산 및 2,6-나프탈렌 디카복실산이 있다. 테레프탈산 및 이소프탈산이 바람직하다.
본 발명에서 사용할 수 있고 박리 폴리에스테르에 유래 단위의 형태로 존재할 수 있는 지방족 디카복실산의 예로는 숙신산, 글루타르산, 아디프산, 피멜산, 수베린산, 아젤라산 및 세바신산이 있다. 아젤라산, 세바신산 및 아디프산이 바람직하다.
본 발명에서 사용할 수 있고 박리 폴리에스테르에 유래 단위의 형태로 존재할 수 있는 지방족 디올의 예로는 에틸렌 글리콜, 1,3-프로판디올, 1,3-부탄디올, 1,4-부탄디올, 1,5-펜탄디올, 2,2-디메틸-1,3-프로판디올, 디에틸렌 글리콜, 트리에틸렌 글리콜, 1,4-시클로헥산 디메탄올 및 네오펜틸 글리콜이 있다. 에틸렌 글리콜, 디에틸렌 글리콜, 1,2-프로판디올, 부탄디올 및 네오펜틸 글리콜이 바람직하다.
박리 폴리에스테르는 일반적으로 각각의 경우 디카복실산계 및 디올계 반복 단위의 전체량을 기준으로 다음의 "디카복실산 유래 단위 "및 "디올-기반 단위"를 포함한다:
· 테레프탈레이트 25 내지 85 몰%, 바람직하게는 30 내지 80 몰%, 특히 바람직하게는 35 내지 70 몰%
· 이소프탈레이트 5 내지 50 몰%, 바람직하게는 10 내지 45 몰%, 특히 바람직하게는 15 내지 40 몰%
· 아디페이트 5 내지 50 몰%, 바람직하게는 5 내지 40 몰%, 특히 바람직하게는 5 내지 30 몰%
· 아젤레이트 0 내지 30 몰%, 바람직하게는 0 내지 20 몰%, 특히 바람직하게는 0 내지 10 몰%
· 세바케이트 5 내지 50 몰%, 바람직하게는 5 내지 40 몰%, 특히 바람직하게는 5 내지 30 몰%
· 에틸렌 글리콜 10 몰% 초과, 바람직하게는 11 몰% 초과, 특히 바람직하게는 12 몰% 초과
· C3 내지 C7 -디올, 디-, 트리- 및 테트라-C2 내지 C4-알킬렌 글리콜의 군으로부터 선택된 하나 이상의 디올, 및 그의 조합 10 몰% 초과의 양. "C3 내지 C7-디올"이란 표현은 특히 프로필렌 글리콜, 부틸렌 글리콜 및 네오펜틸 글리콜을 의미한다. "디-내지-테트라 알킬렌 글리콜"이란 표현은 특히 디에틸렌 글리콜, 트리에틸렌 글리콜 또는 디프로필렌 글리콜을 의미한다.
본 발명에서 가열-밀봉 및 박리가능한 외층(A)의 박리 폴리에스테르의 유리 전이온도는 0 내지 30℃이다. 유리 전이온도는, 바람직하게는 0 내지 27℃, 특히 바람직하게는 0 내지 25℃이다. 폴리에스테르의 유리 전이온도가 0℃미만이면, 추가 공정에서 필름을 신뢰할 수 없다. 이 경우, 외층(A)은 자체 및 박리 필름의 타측에 대해 접착력이 매우 강하므로, 권취시에 블로킹되어 추가 가공이 불가능하다. 권취 필름에서 이러한 접착은 빈번한 필름의 파단, 특히 필름을 권출할 때 발생한다. 한편, 유리 전이온도가 30℃를 초과하면, 외층(A)은 더 이상 밀봉을 제공하지 않으며, 특히 본 발명의 저온에서 원하는 박리 (최소 밀봉 온도 110℃)를 제공하지 못한다. 즉석 식품 트레이로부터 박리되는 동안 찢김 또는 파단에 대한 민감성이 증가되었고, 이는 바람직하지 않다. 본 발명의 밀봉 온도는 박리 폴리에스테르 (상기 참조)에 대한 본 발명의 조성물과의 적합성을 통해 달성된다.
본 발명에서 가열-밀봉 및 박리가능한 외층(A)의 박리 폴리에스테르의 SV 값은 200 내지 2000이다. SV 값은, 바람직하게는 250 내지 1900, 특히 바람직하게는 300 내지 1900이다. SV 값이 200 미만이면, APET 및 RPET로 제조된 즉석 식품 트레이와 관련하여, 본 발명의 온도 범위에서 3 내지 7 N/15㎜를 초과하는 외층(A)의 요구되는 밀봉 심 강도를 만족시킬 수 없다. 박리력이 너무 작다. 한편, SV 값이 2000을 초과하면, 폴리에스테르는 점성이 많으며, 예를 들어 용제에 용해되거나 분산되기 어렵다. 여기서 SV 값은 실험 섹션에서 설명한 방법을 기준으로 결정해야 한다.
또한, 본 발명의 필름에서 건조 외층(A)의 질량은 1 내지 5g/㎡, 바람직하게는 1.1 내지 4.8g/㎡, 특히 바람직하게는 1.2 내지 4.6g/㎡이다. 외층(A)의 도포 중량이 5g/㎡ 초과이면, 박리력이 현저히 증가되어 더 이상 본 발명의 범위 내에 들지 않는다. 필름의 박리 거동이 더욱 손상된다; 필름의 찢김은 즉석 식품 트레이로부터 박리되는 동안 증가된다. 대조적으로, 외층(A)의 두께가 1g/㎡ 미만이면, 필름은 본 발명의 온도 범위 내에서 가열-밀봉되거나 박리되지 않는다.
밀봉가능한
층(A) 내의
블록킹
방지제
필름의 취급성 및 각 기계(인쇄 및 밀봉) 상에서 필름의 가공성 (롤에 권취 및 그로부터 권출)을 개선하기 위해, 특히 즉석 식품 트레이로부터 박리되는 동안 필름의 거동을 향상시키기 위해, 가열-밀봉 및 박리가능한 외층(A)의 추가 변형을 수행하는 것이 유리하다.
이는 밀봉가능한 층에 임의적으로 첨가되는 것으로, 구체적으로는 롤 상에서 필름의 블로킹을 방지하고, 즉석 식품 트레이로부터 박리되는 동안 필름의 거동을 개선하고, 필름 필름의 전체 처리 거동을 최적화하는 양의 적절한 블로킹 방지제의 도움으로 가장 효과적으로 달성된다.
외층(A)이 규정된 농도로 규정된 크기를 갖고 임의적으로 규정된 분포를 갖는 입자를 포함하는 것이 유리한 것으로 밝혀졌다. 또한, 외층(A)에 2 종 이상의 상이한 입자계의 혼합물, 또는 동일한 화학 성분이지만 상이한 입자 크기를 지닌 입자계의 혼합물을 첨가할 수도 있다.
통상적인 블로킹 방지제("안료" 또는 "입자"라고도 함)로는 무기 및/또는 유기 입자, 예를 들어, 탄산 칼슘, 비정질 실리카, 탈크, 탄산 마그네슘, 탄산 바륨, 황산 칼슘, 황산 바륨, 인산 리튬, 인산 칼슘, 인산 마그네슘, 산화 알루미늄, 불화 리튬, 또는 유래된 형태로 외층(A)에서 사용되는 디카복실산의 칼슘, 바륨, 아연 또는 마그네슘의 염, 카본 블랙, 이산화 티타늄, 카올린, 또는 아크릴산 유도체를 기반으로 하는 가교 결합된 폴리스티렌 입자 또는 가교 결합된 폴리머 입자가 있다.
각각 유리한 농도로, 입자는 예를 들어, 글리콜산 분산액의 형태로, 박리 폴리에스테르의 제조 중에 (즉, 박리 폴리에스테르의 중축합 중에) 외층(A)에, 또는 래커 제조 중에 (중축합 후에) 외층(A)에 대한 용매 기반 전구체계에 첨가될 수 있다.
본 발명에서 바람직한 입자는 콜로이드 형태의 합성 비정질 SiO2 입자이다. 이들 입자는 중합체 매트릭스 내로 매우 효과적으로 결합하여, 적은 수의 액포(공동)를 생성한다. 액포는 예를 들어 래커의 건조 중에 생성될 수 있다; 이들은 일반적으로 헤이즈를 증가시키고, 따라서 본 발명을 위해서는 거의 적합하지 않다. SiO2 입자의 제조를 위한 참조문헌이 종래 기술에 소개되어 있다; 예를 들어, 상기 공정은 EP 1 475 228 B1에 상세히 개시되어 있다.
평균 입자 직경 d50이 2.0 내지 8㎛, 바람직하게는 2.5 내지 7㎛, 특히 바람직하게는 3.0 내지 6㎛인 입자를 사용하는 것이 유리한 것으로 밝혀졌다. 2.0㎛ 미만의 직경을 갖는 입자를 사용하는 경우, 예를 들어 필름의 롤 상의 권취 또는 그로부터의 권출에 대한, 그리고 즉석 식품 트레이로부터 박리하는 중에 필름의 거동에 의한 입자의 유리한 효과는 없다. 이 경우, 예를 들어, 필름은 권출 중에 찢김 또는 찢김 전파에 대해 역시 민감하며, 이는 바람직하지 않다. 직경이 8㎛를 초과하는 입자는 일반적으로 래커 도포 및 가공 중에 문제(블로킹된 필터)를 일으킨다.
바람직한 구현예에서, 가열-밀봉 및 박리가능한 외층(A) 내 입자의 직경 (d50)은 상기 층의 두께보다 크다. 1.2 이상, 바람직하게는 1.3 이상, 특히 바람직하게는 1.4 이상의 직경/층 두께 비를 선택하는 것이 유리한 것으로 밝혀졌다. 이러한 경우, 입자는 특히 필름의 권출 거동에 특히 유리한 효과를 갖는다.
원하는 박리 특성을 제공하기 위해, 가열-밀봉 및 박리가능한 외층(A)은 0.5 내지 10 중량% 농도의 입자를 포함하는 것이 유리한 것으로 밝혀졌다. 입자의 농도는, 바람직하게는 0.7 내지 8.0 중량%, 특히 바람직하게는 1.0 내지 6.0 중량%이다. 대조적으로, 필름의 외층(A)이 0.5 중량% 미만의 농도로 입자를 포함하면, 필름의 권취에 대한 유리한 효과는 없다. 대조적으로, 필름의 외층(A)이 10 중량%를 초과하는 농도의 입자를 포함하면, 필름의 헤이즈가 너무 커지게 된다.
또한, Ra 값이 60㎚를 초과하도록 전술한 입자의 적절한 사용을 통해 가열-밀봉 및 박리가능한 외층(A)의 거칠기를 조절하는 것이 유리한 것으로 밝혀졌다. 80㎚초과의 Ra 값이 바람직하고, 100㎚ 초과의 Ra 값이 특히 바람직하다. 한편, Ra 값은 300㎚, 바람직하게는 250㎚, 특히 200㎚를 초과해서는 안된다. 이 특성은 입자 직경 및 입자 농도의 적절한 선택, 및 외층(A)의 층 두께의 변화에 의해 매우 효과적으로 제어할 수 있다.
가령, 사용 전에 슈퍼마켓에서 완성된 밀봉팩을 보관한 중에도 유지되도록 의도된 박리 필름의 원하는 낮은 헤이즈 및 높은 선명도, 광택 및 투명도를 달성하기 위해, 외층(A)은 양호한 김서림 방지 특성을 갖는 것이 특히 유리하다. 이를 위해, 외층(A)은 원하는 농도의 적합한 김서림 방지제를 포함한다. 적합한 김서림 방지제의 예로는 계면활성제가 있으며, 이 용어는 소수성 및 친수성 잔기로 구성된 분자를 의미하며, 따라서 양친매성이다. 여기서 계면활성제는 비이온성, 양이온성, 음이온성 또는 양성 이온성일 수 있다. 또한, 김서림 방지제로서 고분자 계면활성제 또는 보호 콜로이드를 사용하는 것이 가능하다.
특히 적합한 재료는, 바람직하게는 알킬 설페이트, 알킬벤젠 설페이트, 알킬에테르 설페이트 또는 설포숙신산 에스테르의 군으로부터 선택되는 음이온 계면활성제다이다. 설포숙신산 에스테르 (소듐 디옥틸 설포숙시네이트), 가령, 소듐 디에틸 설포숙시네이트의 군으로부터 선택된 계면활성제가 매우 바람직하다.
외층(A)에 사용되는 김서림 방지제의 농도는 0.01 내지 5 중량%, 바람직하게는 0.03 내지 3.0 중량%이며, 계면활성제의 농도는 특히 원하는 김서림 방지특성에 따라 달라진다. 외층(A) 표면의 양호한 김서림 방지/중축합 특성은 표면 상에서 미세한 방울의 형성이 관찰되지 않을 때 달성되고, 동시에 코팅은 세척에 의한 제거에 대해 우수한 내성을 갖는다.
양호한 중축합 특성에 대한 필수적인 요구 사항은 외층(A) 표면의 높은 표면 장력 또는 작은 접촉각이다. 외층(A)의 표면 장력이 55mN/m 이상, 바람직하게는 58mN/m 이상, 특히 바람직하게는 61mN/m 이상이면, 축합 방지 특성이 적절하다.
오프라인 코팅 공정에서, 외층(A)은 액체 코팅 조성물의 형태로, 즉 래커의 형태로 기재층(B)에 도포된다. 래커의 제조에 유리한 것으로 밝혀진 방법에서, "고형 성분", 예를 들어, 박리 중합체(들), 및 기타 물질, 예를 들면, 블로킹 방지제 및/또는 김서림 방지제는 유기 용매에 용해되거나, 적어도 균일하게 분산된다. 바람직한 구현예에서, 초산 에틸 (ethyl acetate, EA) 및 메틸 에틸 케톤 (methyl ethyl ketone, MEK)으로 제조된 용매 혼합물은 래커의 제조 중에 연속 상으로 사용된다. MEK의 비율은 용매 혼합물의 전체 조성물을 기준으로 50 중량% 이하, 바람직하게는 40 중량% 이하, 특히 바람직하게는 30 중량% 이하이다. 특히 바람직한 구현예에서, 충전된 연속상은 EA만으로 구성된다.
전술한 용매의 사용으로 특히 식품법에서 요구하는 기준 및 임계값을 용이하게 달성할 수 있으며, 그로 인해 식품 포장에서 래커로 코팅된 필름의 독창적인 사용을 촉진한다. 또한, EA의 사용은 용제 기반 제조 및 폐기 비용을 감소시키고, 따라서 본 발명의 필름을 특히 비용 효율적으로 제조할 수 있게 한다.
래커의 "고체 함량" 또는 래커 중의 용매 이외의 물질의 함량은 20 중량% 이상, 바람직하게는 23 중량% 이상, 이상적으로는 26 중량% 이상이다. 상한은 공정 조건을 통해 설정되며, 래커의 가공성과 관련이 있다. 고형분 함량이 20 중량% 미만이면, 래커로 필름을 균일하게 피복할 수 없으며, 때로는 코팅되지 않은 필름 부분과 건조 현상 (커피 얼룩 효과)이 발생할 수 있다.
용액에 의한 폴리에스테르 필름의 양호한 습윤성 및 이축 배향 폴리에스테르 필름 상에서 폴리에스테르의 양호한 접착성을 달성하기 위해, 코팅 전에, 폴리에스테르 필름의 표면을 코로나-전처리하는 것부터 시작하는 것이 유리하다.
기재층의
블로킹 방지제 (B)
본 발명의 필름의 가공 거동에 대한 추가적인 개선을 달성하기 위해서, 마찬가지로 입자는 기재층(B) (즉, 이축 배향 폴리에스테르 필름)에 혼입되는 것이 유리하다. 여기서 다음의 조건을 준수하는 것이 유리한 것으로 밝혀졌다.
a) 입자의 평균 입자 직경 d50은 1.5 내지 6㎛ 이어야 한다. 여기서 2.0 내지 5㎛, 특히 2.5 내지 4㎛의 평균 입자 직경 d50을 갖는 입자를 사용하는 것이 특히 바람직한 것으로 밝혀졌다.
b) 입자는 0.1 내지 5 중량%의 농도로 존재해야 한다. 입자의 농도는, 바람직하게는 0.12 내지 4 중량%, 특히 바람직하게는 0.15 내지 3 중량%이다.
기재층(B), 즉 본 발명의 박리 필름의 이축 배향 폴리에스테르 필름은 그 자체가 하나 이상의 층으로 구성될 수 있다. 구조 B'B"B'(또는 B'B"B'")를 사용하는 이축 배향 폴리에스테르 필름(B)의 3층 구조는 특히 매우 우수한 광학 특성이 요구되는 경우, 전술한 박리 필름의 특성을 달성하는데 특히 유리한 것으로 밝혀졌다. 이 3층 필름의 기재층(B")내 입자의 양은, 바람직하게는 구조적으로 동일하거나, 그렇지 않으면 다를 (B' 및 B'") 수도 있는 2개의 외층(B') (또는 B' 및 B'")보다 작게 설정되어야 한다.
언급한 (B'B"B') 또는 (B'B"B'") 유형의 3층 이축 배향 폴리에스테르 필름의 경우, 기재층(B") 내 입자의 의도된 양은 0 내지 2.0 중량%, 바람직하게는 0 내지 1.5 중량%, 특히 0 내지 1.0 중량%이다. 동일한 재료의 분쇄재생재료 (재생재)를 통해 필름 내로 통과하는 입자들만을 기재층 내에 혼입하는 것이 특히 유리한 것으로 밝혀졌다. 필름의 광학 특성, 특히 필름의 헤이즈는 그러한 경우에 특히 우수하다.
2개의 외층 B' (또는 B' 및 B''')의 두께는 동일하거나 상이할 수 있으며; 이들의 두께는 일반적으로 각각 0.5 내지 5㎛이다.
중합체의 가공을 위해서, 특히 박리 필름의 원하는 매우 우수한 광학 특성을 달성하기 위해서는 각 중합체 용융물의 점도가 지나치게 상이하지 않도록 이축 배향 폴리에스테르 필름의 기재층(B")용 중합체 및 다른 층(B' 및/또는 B''')용 중합체를 선택하는 것이 유리한 것으로 밝혀졌다. 그렇지 않은 경우, 유동 효과에 문제를 주는 부가적인 융기/돌기나 줄무늬가 완성된 필름에 나타날 가능성이 있다. 수정한 용액 점도 (SV 값 또는 "용액 점도")는 2가지 용융물의 점도 범위를 설명하는 데 사용된다.
이축 배향 폴리에스테르 필름의 제조에 적합한 상업적으로 입수가능한 폴리에틸렌 테레프탈레이트에 대한 SV 값은 600 내지 1000의 범위이다. 본 발명의 목적을 위한 필름의 만족할만한 품질을 보장하기 위해, 층(B') (또는 B' 및 B'")용 중합체의 SV 값은 500 내지 1200의 범위, 바람직하게는 550 내지 1150의 범위, 특히 바람직하게는 600 내지 1000의 범위이어야 한다. 기재층 및 다른 층용 중합체 용융물의 SV 값은 200 단위 이하, 바람직하게는 150 단위 이하, 특히 100 단위 이하로 달라야 한다. 또한, 언급한 모든 경우에 있어서, 2개의 층(B' 및/또는 B'")의 점도가 기재층(B")의 점도보다 낮으면, 본 발명을 위해서는 매우 유리하다.
이축 배향 폴리에스테르 필름(=기재층(B))은 통상적인 첨가제, 예를 들어 안정제 (UV, 가수 분해), 난연성 물질 또는 충전제를 포함할 수도 있다. 이들은 압출기에서 용융되기 전에 중합체 또는 중합체 혼합물에 첨가하는 것이 유리하다.
본 발명의 박리 필름의 전체 두께는 규정된 범위 내에서 다양할 수 있다. 두께는 3 내지 200㎛, 특히 4 내지 150㎛, 바람직하게는 5 내지 100㎛이며, 여기서 층(B)은 총 두께의 45 내지 97%의 비율을 차지하는 것이 바람직하다.
방법
또한, 본 발명은기재층(B또는 B'B"B' 또는 B'B"B'")으로서 투명한 이축 배향 폴리에스테르 필름, 및 오프라인 코팅을 통해 도포되는 밀봉 및 박리가능한 외층(A)을 갖는 박리 필름의 제조 방법도 제공한다.
종래의 공정 (가령, 공압출 공정)에 의해 투명한 이축 배향 폴리에스테르 필름(=기재층(B) 또는 층 구조(B'B"B' 또는 B'B"B'")를 갖는 기재층이 제조된다. 본 발명에서는 층 구조 (B'B"B' 또는 B'B"B'")를 갖는 폴리에스테르 필름을 제조하는 것이 바람직하며, 이로써 특히 낮은 헤이즈를 갖는 고광택 필름의 효과적인 제조를 달성할 수 있다. 기재층(B") 및 2개의 외층(B') 또는 외층(B' 및 B")을 갖는 이같은 바람직한 3층 필름 구조의 경우, 기재층(B")내의 입자 농도는 2개의 외층(B') 또는 외층(B' 및 B''')보다 낮은 것이 바람직하다. 기재층(B") 내의 입자 농도는 필름의 헤이즈 및 광택에 유리한 효과를 주도록 선택해야 한다. 언급한 유형의 3층 필름의 경우, 기재층(B") 내의 입자 농도는 0 내지 0.06 중량%, 바람직하게는 0 내지 0.03 중량%, 특히 0 내지 0.01 중량%이다. 사용된 입자의 직경은 원칙적으로 어떤 제한도 받지 않지만, 1㎛초과의 평균 직경 (d50)을 갖는 입자가 특히 바람직하다. 외층 내 입자의 농도는 0.01 내지 0.2 중량%, 바람직하게는 0.02 내지 0.16 중량%, 특히 바람직하게는 0.030 내지 0.12 중량%이며, 본질적으로 사용된 입자의 크기에 따라 달라진다.
공압출 공정에서, 예를 들어 각 용융물을 별도의 압출기에서 압출한 후, 이들 용융물을 공압출 다이로 성형하여 평탄한 용융 필름을 제공하며, 이후 서로 층으로 겹쳐진다. 다층 필름은 다음에, 냉각 롤 및 임의적으로 기타 롤의 도움으로 압출되고 경화된다. 이 공정의 기술적 측면 (다양한 성분의 혼합)을 고려하여, 적어도 외층(B') 또는 외층(B' 및 B''')용 중합체의 압출을 위한 하나 또는 그 이상의 탈휘발 능력/능력들을 갖춘 이축 압출기를 사용하는 것이 특히 유리하다. 생성된 필름은 충분히 만족스러운 광학 특성을 가지며, 가령 구름 현상 또는 줄무늬가 없음을 보인다. 이 필름은 특히 효과적인 추가 처리가 가능하며, 특히 매우 효과적인 인쇄가 가능하다.
일반적으로 필름의 이축 연신은 순차적으로 수행된다. 순차 연신은, 바람직하게는 종방향으로 먼저 수행한 후, 횡방향으로 수행한다. 종 연신은 원하는 연신비에 대응하는 상이한 속도로 주행하는 2개의 롤의 도움으로 수행할 수 있다. 적절한 텐터 프레임은 일반적으로 횡 연신에 사용한다.
연신이 수행되는 온도는 상대적으로 광범위하게 변화할 수 있으며, 필름의 원하는 특성에 따라 달라진다. 종방향 (기계방향 배향(machine direction orientation) = MDO)으로의 연신은 일반적으로 60 내지 130℃의 온도 범위 (60 내지 130℃의 가열 온도)에서 수행되고, 횡방향 (가로방향 배향(transverse direction orientation) = TDO)에서의 연신은 일반적으로 90℃ (연신 시작)에서 140℃ (연신 종료)의 온도 범위에서 수행된다. 종 연신 배율은 2.0:1 내지 5.5:1, 바람직하게는 2.3:1 내지 5.0:1이다. 횡 연신 배율은 일반적으로 2.4:1 내지 5.0:1, 바람직하게는 2.6:1 내지 4.5:1이다.
횡 연신 전에, 필름의 일면 또는 양면을 자체가 공지된 공정에 의해 인라인으로 코팅할 수 있다. 인라인 코팅은 예를 들어, 금속층 또는 인쇄 잉크와 필름 간의 향상된 접착력, 대전 방지 거동이나 가공 거동의 개선, 또는 필름의 배리어 특성의 추가적인 개선을 유도할 수 있다. 이어서 이들 층은, 바람직하게는 밀봉 및 박리가능한 폴리에스테르로 코팅되지 않은 이축 배향 필름의 표면에 도포된다. 이것은 임의적으로 가능하다. 가령, 외층(A)에 대한 접착력을 향상시키기 위해, 박리 코팅 조성물로 오프라인 코팅되는 필름의 표면 상에 인라인 코팅을 위해 상기 방법을 이용하는 것이 바람직하다.
본 발명에서는, 예를 들어 오프라인으로 코팅하지 않을 표면 상에는 필름을 기능성 코팅으로 코팅할 수 있으며, 완성된 필름 상에 생성된 기능성 코팅의 두께는 5 내지 200㎚, 바람직하게는 20 내지 150㎚, 특히 30 내지 80㎚이다. 최대 200㎚의 층 두께로 코팅제를 매우 균질하게 도포할 수 있는 "리버스 그라비어-롤 코팅" 공정에 의해서 코팅제를 매우 균질하게 도포하는 것이 특히 바람직하다. 보다 두꺼운 코팅을 달성할 수 있는 메이어 로드 공정에 의해 도포하는 것도 마찬가지로 바람직하다.
도포된 코팅제는, 바람직하게는 용액, 현탁액 또는 분산액, 특히 바람직하게는 수용액, 현탁액 또는 분산액의 형태를 취한다. 코팅제는 필름 표면에 부가적인 기능을 제공하며, 예를 들어, 따라서 필름은 인쇄가능하게 되거나, 금속화가능하게 되거나, 살균가능하게 되거나 또는 정전기 방지되거나, 또는 예를 들어 개선된 아로마 격벽을 갖게 되거나, 그렇지 않으면 필름 표면에 부착되지 않는 재료에 부착될 수 있다.
부가적인 작용기를 제공하는 물질/조성물의 예로는 WO94/13476에 예로서 기재된 아크릴레이트, 에틸렌-비닐 알콜, PVDC, 워터 글라스 (Na2SiO4), 친수성 폴리에스테르 (EP-A-0144878, US-A-4252885 또는 EP-A-0296620에 예로서 기재된 바와 같은 5-설포이소프탈산의 나트륨염을 포함하는 PET/IPA 폴리에스테르), WO94/13481에 예로서 기재된 폴리비닐 아세테이트, 폴리우레탄, C10-C18-지방산의 알칼리 금속 또는 알칼리 토금속염, 아크릴로니트릴 또는 메틸 메타크릴레이트와의 부타디엔 공중합체, 메타크릴산 및 그의 에스테르가 있다.
언급한 물질/조성물은 묽은 용액, 에멀젼 또는 분산액의 형태로, 바람직하게는 수용액, 에멀젼 또는 분산액의 형태로 필름의 일면 또는 양면에 도포되며, 이후 용매는 증발된다. 횡 연신 전에 코팅제가 인라인으로 도포되는 경우, 횡 연신 및 후속 가열 세팅 동안의 열처리는 일반적으로 용매를 증발시키고 코팅을 건조시키기에 충분하다. 건조된 코팅제의 층 두께는 일반적으로 5 내지 200㎚, 바람직하게는 20 내지 150㎚, 특히 30 내지 100㎚이다.
본 발명의 바람직한 구현예에서는 코폴리에스테르 코팅을 사용하여 보다 우수한 접착력을 달성한다. 바람직한 코팅 코폴리에스테르는 (알파) 이소프탈산, 아래의 화학식을 갖는 (베타) 지방족 디카복실산,
HOOC(CH2)nCOOH
여기서 n은 1 내지 11의 범위이고, (감마) 방향족 디카복실산의 방향족 잔기 상의 알칼리 금속 설포네이트기를 포함하는 설포 단량체, 및 (델타) 약 2 내지 11개, 바람직하게는 2 내지 8개, 특히 바람직하게는 2 내지 6개의 탄소 원자를 갖는 하나 이상의 지방족 또는 지환족 알킬렌 글리콜의 중축합을 통해서 제조된다. 의도는 본질적으로 몰 기준으로 존재하는 산 당량의 총 수가 존재하는 글리콜 당량의 총 수에 대응하는 것이다.
바람직한 코폴리에스테르 코팅제의 제조에 사용되는 성분 알파, 베타, 감마 및 델타의 상대적인 비율은 만족스러운 접착력을 갖는 코팅 필름을 달성하기 위해서 결정적으로 중요한 것으로 밝혀졌다: 예를 들어, 산 성분으로서 존재하는 이소프탈산 (성분 알파)의 양은, 바람직하게는 약 65 몰% 이상이어야 한다. 성분 알파는, 바람직하게는 순수 이소프탈산이고, 그의 존재량은 약 70 내지 95 몰%이다. 성분 베타의 경우, 언급한 화학식을 갖는 임의의 산은 만족스러운 결과를 제공하며, 아디프산, 아젤라산, 세바신산, 말론산, 숙신산, 글루타르산 및 이들 산의 혼합물이 바람직하다. 성분 베타가 조성물 중에 존재하는 경우, 언급한 범위 내에서 원하는 양은 코폴리에스테르의 산 성분을 기준으로 바람직하게는 1 내지 20 몰%이다. 바람직한 코폴리에스테르 코팅제의 단량체 형성 성분 감마의 존재량은, 바람직하게는 조성물이 수분산성이되도록 하기 위해 이 시스템에서 5 몰% 이상이어야 한다. 성분 감마의 단량체 양은 약 6.5 내지 12 몰%가 특히 바람직하다. 글리콜 성분 (델타)의 존재량은 대략 화학량론적이다.
전술한 바와 같이, 언급한 코팅제는 더 이상 오프라인으로 코팅되지 않는 필름의 표면에 도포될 수 있다. 그러나, 이는 임의적으로 박리 코팅 조성물로 오프라인으로 코팅된 표면에 도포될 수도 있다. 이 경우, 외층(A)에 대한 접착력이 향상된다.
본 발명의 또 다른 바람직한 구현예는 아크릴레이트 코팅제를 사용하여 보다 우수한 접착력을 달성한다. 바람직하게 사용되는 아크릴 공중합체는1종 이상의 중합된 아크릴 50 중량% 이상 및/또는 메타크릴계 단량체 및 공중합가능한 공단량체 1 내지 15 중량%로 이루어지며, 고온까지의 공중합가능한 조건에서, 필요에 따라 별도의 수지 형성 가교제를 첨가하지 않고 분자간 가교를 형성할 수 있다.
바람직하게는, 접착-촉진제 공중합체의 아크릴 성분의 존재량은 50 내지 99 중량%이고, 상기 성분은, 바람직하게는 메타크릴산 에스테르, 특히 그의 알킬기가 최대 10개의 탄소 원자를 포함하는 알킬 에스테르, 예를 들어 메틸, 에틸, n-프로필, 이소프로필, n-부틸, 이소부틸, tert-부틸, 헥실, 2-에틸헥실, 헵틸 및 n-옥틸기로 구성된다. 저급 알킬 아크릴레이트 (C1 내지 C4), 특히 에틸 아크릴레이트로부터 유래된 아크릴 공중합체가 저급 알킬 메타크릴레이트와 함께 사용되는 경우, 이들은 폴리에스테르 필름과 복사 코팅(reprographic coating) 및 매트 코팅 간에 특히 양호한 접착력을 부여한다. 특히 동일 몰 비율로 총량이 70 내지 95중량%로, 알킬 메타크릴레이트, 가령 메틸 메타크릴레이트와 함께 알킬 아크릴레이트의 접착-촉진제 공중합체를 사용하는 것이 매우 특히 바람직하다. 이들 아크릴/메타크릴 조합의 아크릴레이트 공단량체의 존재 비율은, 바람직하게는 15 내지 65 몰%이고, 메타크릴레이트 공단량체의 존재 비율은, 바람직하게는 아크릴레이트 공단량체의 비율보다 일반적으로 5 내지 20 몰% 많다. 조합 중에 존재하는 메타크릴레이트의 비율은, 바람직하게는 35 내지 85 몰%이다.
내용제성을 증가시키기 위해, 가교결합을 발달시키기에 적합한 공단량체, 예를 들어 N-메틸올아크릴아미드, N-메틸올메타크릴아미드 및 대응하는 에테르; 에폭시 재료, 예를 들어 글리시딜 아크릴레이트, 글리시딜 메타크릴레이트 및 알릴 글리시딜 에테르; 카복시기를 포함하는 단량체, 예를 들어 크로톤산, 이타콘산 또는 아크릴산; 무수물, 예를 들어 말레산 무수물 또는 이타콘산 무수물; 히드록시기를 포함하는 단량체, 예를 들어 알릴 알콜 및 히드록시에틸 아크릴레이트, 히드록시프로필 아크릴레이트, 히드록시에틸 메타크릴레이트 또는 히드록시프로필 메타크릴레이트; 아미드, 예를 들어 아크릴아미드, 메타크릴아미드 또는 말레아미드, 및 이소시아네이트, 예를 들어 비닐 이소시아네이트 또는 알릴 이소시아네이트를 임의적으로 사용할 수 있다. 전술한 가교 공단량체 중에서, N-메틸올아크릴아미드 및 N-메틸올메타크릴아미드가 바람직한데, 특히 이들 단량체들 중 하나를 포함하는 공중합체 쇄가 고온에 노출되는 경우, 이들은 서로 축합될 수 있고, 따라서 원하는 분자간 가교결합을 형성할 수 있기 때문이다. 그러나, 바람직한 아크릴레이트 코팅제의 임의적으로 원하는 내용제성은 외부 가교 결합제, 예를 들어 멜라민- 또는 우레아-포름알데히드-축합 생성물의 존재를 통해서 달성될 수도 있다. 내용제성을 필요로 하지 않는 경우, 가교 결합제는 생략할 수 있다.
바람직한 아크릴레이트 코팅제를 필름의 일면 또는 양면에 도포할 수 있다. 그러나, 필름의 일면에만 아크릴레이트 코팅제를 제공하고 반대측 면에는 다른 코팅제를 도포하는 것도 가능하다. 코팅 제형은 공지된 첨가제, 가령, 대전방지제, 습윤제, pH 조절제, 항산화제, 염료, 안료 및 블로킹 방지제, 예를 들어 콜로이드상 SiO2 등을 포함할 수 있다. 통상적으로, 지지체 폴리에스테르 필름을 습윤시키는 수성 코팅제의 능력을 증가시키기 위해 계면활성제를 혼입시키는 것이 유용하다.
본 발명의 또 다른 바람직한 구현예는 친수성 층 또는 인쇄 잉크에 대한 보다 우수한 접착을 달성하기 위해 수용성 또는 친수성 코팅을 사용한다. 바람직한 친수성 코팅을 달성하기 위해 다음의 3가지 혼합물을 사용할 수 있다:
1. 수분산성 관능기를 갖는 방향족 코폴리에스테르 (I-1)와 폴리비닐 알콜 (II-1)의 혼합물,
2. 수분산성 관능기를 갖는 방향족 코폴리에스테르 (I-2)와 폴리글리세롤 폴리글리시딜 에테르 (II-2)의 혼합물, 또는
3. 수용성 폴리우레탄 (I-3)과 폴리비닐 알콜 (II-3)의 혼합물.
방향족 코폴리에스테르 (I-1 및 I-2)는 방향족 디카복실산, 예를 들어 테레프탈산, 2,6-나프탈렌 디카복실산 또는 이소프탈산, 임의적으로 분지되거나 축합된 지방족 디올, 예를 들면 에틸렌 글리콜, 디에틸렌 글리콜, 2-메틸프로판올 또는 2,2-디메틸프로판올, 및 수분산성 작용기를 갖는 에스테르 형성 화합물로 제조된다. 관능기의 예로는 히드록시, 카복시, 술폰산 및 인산기와 그의 염이 있다. 술폰산 및 카복실산의 염이 바람직하다. 폴리비닐 알콜 성분 (II-1 및 II-3)으로는 수용성이며 표준 중합 기술에 의해 제조할 수 있는 임의의 폴리비닐 알코올을 사용할 수 있다. 이들 폴리비닐 알콜은 일반적으로 폴리비닐 아세테이트의 가수 분해에 의해 제조된다. 가수 분해의 정도는, 바람직하게는 70% 이상, 더욱 바람직하게는 80 내지 99.9%이어야 한다. 폴리글리세롤 폴리글리시딜 에테르 (II-2)로서 약 250 내지 1200의 분자량을 갖는 글리세롤과 에피클로로히드린의 반응 생성물이 사용된다. 수성 폴리우레탄 (I-3)은 폴리올, 예를 들어 말단에 글리콜기, 폴리옥시에틸렌 글리콜, 폴리옥시프로필렌 글리콜, 폴리옥시테트라메틸렌 글리콜 또는 아크릴 폴리올을 갖는 폴리에스테르 및 디이소시아네이트, 예를 들어 크실렌 디이소시아네이트, 헥사메틸렌 디이소시아네이트, 디시클로헥실메탄 4,4-디이소시아네이트, 톨루이딘 디이소시아네이트, 페닐렌 디이소시아네이트, 디페닐메탄 4,4'-디이소시아네이트 또는 나프탈렌 1,5-디이소시아네이트로 제조된다.
바람직한 코폴리에스테르 코팅제, 아크릴레이트 코팅제 및 친수성 코팅제는 다른 공지된 첨가제, 예를 들면, 대전방지제, 습윤제, 계면활성제, pH 조절제, 항산화제, 염료, 안료 및 블로킹 방지제, 예를 들어 콜로이드상 SiO2 등을 포함할 수 있다.
이어지는 가열 세팅에서, 필름은 약 0.1 내지 10초 동안 150 내지 250℃의 온도로 유지된다. 그 후, 필름은 통상적인 방식으로 권취된다.
본 발명의 가열-밀봉 및 박리가능한 필름의 최종 제조는 추가의 독립적인 단계에서 오프라인으로 발생한다. 이 때, 종래의 코팅 기술을 이용하여 액체 필름 형태의 원하는 두께로 기재 필름에 박리 코팅 조성물을 도포한다.
통상적인 코팅 시스템 (래커 시스템이라고도 칭함)은 본질적으로 권출, 코로나 전처리 유닛, 하나 이상의 도포 유닛, 건조기 및/또는 폴리싱 롤에 의한 와인드업으로 구성된다. 코팅제는 일반적으로 그라비어 롤에 의해서, 또는 웹과 동일한 방향으로 진행하는 폴리싱 롤 (포워드 그라비어)에 의해서 도포된다. 작동 폭은 일반적으로 1000㎜ 초과이며 기계 속도는 일반적으로 150m/분 초과이다. 물론, 예를 들어 나이프 코터 (닥터), 마이어로드 (Meyer Rod), 플로우 코터 (flow coater) 등의 다른 통상적인 코팅 기술도 있다.
도 5는 이러한 유형의 통상적인 도포기 유닛의 구조 및 작동 모드의 도면이다. 그라비아 롤(10)은 얇은 금속층이 도포되고 셀이 기계적으로 압입된 스틸 코어를 가지며, 직경은 예를 들어 400 내지 600㎜이다. 수행할 작업에 따라 셀의 외관은 다를 수 있다. 일반적인 셀의 기하학적 구조는 원형, 사각형이며, 벌집 구조를 갖고, 분리되거나 연결되어 있다. 일단 셀이 압입되면, 마침내 롤을 크롬도금할 수 있다. 도 5에 도시된 기술은 포워드 그라비어라고 부른다. 물론 또 다른 가능한 것으로는 "리버스 그라비어"가 있다.
박리 코팅 조성물 (액체 형태의 외층(A)에 대응함)은 도포기 롤(10)에 홈통을 통해 도포되고; 예를 들어 여분의 재료는 닥터(9)로 긁어낼 수 있다. 코팅제는 도포기 롤로부터 이축 배향 폴리에스테르 필름(6) (고무 롤(8), 코팅 필름(7), 건조기(5)로)에 도포된다. 따라서 상기 공정은 인쇄와 다소 유사하다.
본 발명의 박리 필름을 제조하기 위해서는, 적어도 다음 두 가지 기준과의 적합성을 달성하는 것이 중요하다.
원하는 광학 특성을 갖는 박리 필름의 제조를 위해, 박리 코팅 조성물의 온도는 특정 범위 내에 있어야 한다. 본 발명의 래커의 온도 (홈통(trough) 및 공급 용기에서 측정함)는 10 내지 40℃, 바람직하게는 16 내지 28℃, 특히 바람직하게는 18 내지 25℃이다. 래커의 온도가 10℃미만이면, 코팅된 필름에 구름 현상이 발생하여 바람직하지 않다. 래커의 온도가 40℃를 초과하면, 코팅된 필름의 외관이 불균일해지며, 이는 마찬가지로 바람직하지 않다.
높은 광학 품질을 갖는 박리 필름을 달성하기 위해서는, 래커의 점도가 규정된 범위 내에 있어야 할 필요가 있다. 점도는 Zahn(잔) 방법 2번에 따라 유동 컵에 의해 측정한다. 도 6은 관련 유량 컵 ((14)=2R, (13)=2R0, (12)=L, (11)=h(t))의 도면이다. Zahn 방법 2번을 위한 유동 컵(13)의 직경은 2㎜이다.
본 발명에서 래커의 점도 (홈통 및 공급 용기에서 측정)는 10 내지 50s, 바람직하게는 16 내지 32s, 특히 바람직하게는 17 내지 30s이다. 래커의 점도가 10s 미만이면, 도포가 불균일해지고, 이는 필름의 폭과 길이에 걸쳐 큰 헤이즈 변동으로부터 식별할 수 있다. 이러한 변동은 물론 바람직하지 않다. 래커의 점도가 50s를 초과하면, 코팅된 필름의 헤이즈가 현저하게 높아지며, 이는 마찬가지로 바람직하지 않다.
본 발명에서 제조한 박리 필름은 발명의 많은 유리한 특성을 가지며, 그 중 가장 중요한 것을 아래에 열거한다.
본 발명의 폴리에스테르로 오프라인으로 코팅되지 않은 필름 표면의 광택은, 100초과, 바람직하게는 110 초과, 특히 바람직한 실시예에서는 120 초과이다. 따라서, 코팅되지 않은 필름 표면은 추가의 기능성 코팅용, 인쇄용 또는 금속화용으로 적합하다. 오프라인 상태로 본 발명의 폴리에스테르로 코팅된 필름 표면의 광택은 70 초과, 바람직한 실시예에서는 75 초과, 특히 바람직한 실시예에서는 80 초과이다.
본 발명에서 코팅된 필름의 선명도는 80% 초과이다. 바람직한 구현예에서, 필름의 선명도는 82% 초과이며, 특히 바람직한 구현예에서 필름의 선명도는 84% 초과이다. 본 발명에서 코팅된 필름의 헤이즈는 20% 미만이다. 바람직한 구현예에서, 필름의 헤이즈는 18% 미만이고, 특히 바람직한 구현예에서 필름의 헤이즈는 15% 미만이다. 본 발명에서 코팅된 필름의 투명도는 90 초과이다. 바람직한 구현예에서, 필름의 투명도는 90.5 초과이고, 특히 바람직한 구현예에서는 91 초과이다.
본 발명의 필름의 박리 특성은 우수하다. 이 필름은 APET와 RPET로 제조된 즉석 식품 트레이에 대해 중간 박리를 보인다. 110 내지 160℃의 온도 범위에서 박리력은 3 내지 7 N/15㎜로 원하는 범위 내에 있다. 또한, 놀랍게도 본 발명의 필름은 CPET 및 ACPET로 제조된 즉석 식품 트레이 및 판지로 제조된 즉석 식품 트레이(이들은 APET 층으로 피복됨)에 대해 매우 양호한 박리를 보이는 것으로 밝혀졌다. 여기서도 모든 경우에 필름은 원하는 중간 박리를 보인다.
또한, 필름은 완전히 만족스런 "냉간 박리" 거동을 갖는다. 또한 "재작업가능"하며, 이는 비용 효율성면에서 매우 유리하다. 밀봉 심은 또한 높은 완전성을 보이며, 즉, 물 및 올리브 오일에 대해 내성을 지니며 "물 및 올리브 오일 시험"을 통과하였다.
이축 배향 폴리에스테르 필름과 오프라인으로 도포된 외층(A) 간의 접착성 (층간 접착 강도)이 높으므로, 필름이 즉석 식품 트레이로부터 박리되면, 박리층과 트레이 표면 사이에서 균열(접착 균열)이 우선적으로 발생한다. 이것은 물론, 특히 "재작업성" 및 박리 후 즉석 식품 트레이의 외관을 향상시킨다.
본 발명의 필름은 식품 및 기타 소모품의 포장, 특히 포장의 개방을 위해 박리가능한 폴리에스테르 필름을 사용하는 즉석 식품 트레이에서 식품 및 기타 소모품의 포장에 우수한 적합성을 갖는다.
필름의 박리성은 인장 응력-변형률 시험기 (가령, Zwick) (도 1 참조)를 사용하여 실험실 규모에서 상대적으로 쉽게 결정할 수 있다.
아래의 표 (표 1)에는 본 발명의 가장 중요한 필름 특성을 다시 열거하였다.

정의
"가열- 밀봉가능한 (heat-sealable)"이란 표현은 하나 이상의 기재층(B)을 포함하고, 하나 이상의 가열-밀봉가능한 외층(A)을 포함하며, 지지층(=기재층(B))은 그 자체가 가소성이 되지 않는 한편, 열가소성재, 특히 APET/RPET 및 CPET로 제조된 즉석 식품 트레이의 기판에 규정된 시간 (0.1 내지 2 초) 내에 열 (110 내지 200℃) 및 압력 (1 내지 6bar)을 가하고 밀봉 조에 의해서 접착될 수 있는 다층 폴리에스테르 필름이 갖고 있는 특성을 의미한다. 이를 달성하기 위해, 밀봉가능한 층의 중합체의 융점은 일반적으로 기재층의 중합체의 융점보다 상당히 낮다. 예를 들어, 254℃의 융점을 갖는 폴리에틸렌 테레프탈레이트가 기재층용 중합체로서 사용되는 경우, 가열-밀봉가능한 층의 융점은 일반적으로 230℃보다 현저히 낮고, 이 경우에는, 바람직하게는 200℃ 미만이고, 특히 바람직하게는 170℃ 미만이다.
"박리가능한(peelable)"이란 표현은 하나 이상의 가열-밀봉 및 박리가능한 외층(A)을 포함하고, APET/RPET 및 CPET로 제조된 즉석 식품 트레이에 가열-밀봉된 후, 필름의 찢김이나 파단을 일으키지 않으면서 즉석 식품 트레이에서 박리될 수 있는 폴리에스테르 필름이 갖고 있는 특성을 의미한다. 필름이 즉석 식품 트레이로부터 박리될 때, 가열-밀봉가능한 필름과 트레이의 복합체는 일반적으로 가열-밀봉가능한 층과 트레이 표면 간의 심에서 분리된다 (Ahlhaus, O.E.: Verpackung mit Kunststoffen [Packaging with plastics], Carl Hanser Verlag, p. 271, 1997, ISBN 3-446-17711-6도 참조). 즉석 식품 트레이의 시험 스트립에 가열-밀봉된 필름을 도 1에 따라 인장 변형 시험기에서 180°의 박리 각도로 박리할 때, 필름에 대해 얻어진 힘-변위 거동은 도 2에 나타낸 바와 같다. 기판으로부터 필름의 박리가 시작되면, 이 목적을 위해 필요한 힘은 도 2에서와 같이 규정된 값 (가령, 5 N/15㎜)까지 증가되고, 그 후에 크기 변화에 변동 (약 +/-20%)이 있을지라도, 전체 박리 길이에 걸쳐 거의 일정하게 유지된다.
"냉간 박리(cold peel)"란 표현은 통상적인 온도 (2 내지 8℃)에서 냉장고에 보관한 후 미리규정한 그의 박리성을 상실하지 않는 폴리에스테르 박리 필름이 갖고 있는 특성을 의미한다. 냉간 박리 거동은 일반적으로 다음과 같이 시험한다: 가열-밀봉팩을 냉장고에 넣고 약 15분 동안 그대로 둔다. 팩을 냉장고에서 꺼낸 직후, 필름을 즉석 식품 트레이로부터 손으로 박리한다. 이때 완전히 박리되어야 한다. 즉, 이 절차 중에 필름에 찢김이나 초기 찢김 또는 찢김 전파가 없어야 한다. 여기서 박리력의 크기는 "중간 박리"에 해당해야 한다.
"재작업성(reworkability)"이란 표현은 가열-밀봉 후에 결과적으로 자체의 박리성을 상실하지 않고 즉석 식품 트레이로부터 직접 박리할 수 있는 폴리에스테르 박리 필름이 갖고 있는 특성을 의미한다. 밀봉팩의 제조 중에는 예를 들어 결함이 있는 시일 같은 재료의 일부 폐기가 있을 수 있다. 라인 검사관은 결함이 있는 즉석 식품 트레이를 벨트에서 제거하고 트레이로부터 박리 필름을 제거한다. 여기서, 생성된 어떤 초기 찢김도 없이 필름을 완전히 박리할 수 있다면, 필름은 "재작업가능한" 특성을 갖는다. 다음에, 수동 장비를 사용하여 즉석 식품 트레이를 다시 밀봉하거나 라인에서 밀봉을 교체할 수 있다. 절차는 공장 주변 온도 (4 내지 10℃)에서 이루어진다.
물 및 올리브 오일과 관련된 완전성( intergrity ). 필름이 "물 및 올리브 오일 시험"을 통과하면, 원하는 완전성을 보인다. 이 시험에서, 즉석 식품 트레이가 가열-밀봉되기 전에, 물 또는 올리브 오일을 트레이 안에 넣고, 밀봉된 즉석 식품 트레이를 밀봉 심 상에 수직으로 넣는 경우는, 약 3㎝의 깊이의 액체 층을 제공하기에 충분하다. (밀봉 층에 작용하는 3㎝의 액체 기둥을 통해 수직으로) 14일 이상의 보관 기간 후 액체가 빠져 나가지 않으면, 이 시험을 통과하게 된다.
본 발명의 목적을 위해서 다음의 시험 방법을 이용하여 원료 및 필름을 특징화하였다.
밀봉 심 강도 (
박리력
측정)
밀봉 심 강도(seal seam stregnth)는 APET/RPET로 제조된 즉석 식품 트레이의 대응 스트립 (이 스트립은 트레이의 기저로부터 절단됨)의 내측 상에 필름 스트립 (길이 100㎜ X 폭 15㎜)을 배치하고, 상기 필름 스트립을 밀봉 시간 0.5초 및 "밀봉 압력" 460 N (Brugger사의 HSG/ET 밀봉 장비, 일측 가열-밀봉 조)으로 110℃ 이상으로 설정된 온도로 밀봉하여 측정한다. 도 2에 따르면, 약 2 시간 후에 밀봉된 스트립을 인장 시험기 (가령, Zwick)에 고정하고 180° 밀봉 심 강도, 즉 200㎜/분의 박리 속도를 이용하여 시험 스트립을 분리하는데 필요한 힘을 측정한다. 밀봉 심 강도는 필름 스트립의 15㎜당 N (가령, 3 N/15㎜)으로 표시된다.
최소 밀봉 온도 측정
밀봉 심 강도 측정에 관해 앞에서 설명한 바와 같이, Brugger 사의 HSG/ET 밀봉 장비를 사용하여 가열-밀봉된 샘플 (밀봉 심 15㎜ x 100㎜)을 제조하고, 밀봉 압력 460 N 및 밀봉 시간 0.5초 동안 상기 필름을 2개의 가열-밀봉 조의 도움으로 다양한 온도에서 밀봉한다. 밀봉 심 강도 측정에서와 같이 180° 밀봉 심 강도를 측정하였다. 최소 밀봉 온도는 3 N/15㎜ 이상의 밀봉 심 강도가 달성되는 온도 (℃)로, 최소 밀봉 온도는 항상 80℃ 이상이다.
유리 전이온도
Tg
DSC (Differential Scanning Calorimetry, 시차주사 열량측정법)의 도움으로 필름 샘플에서 유리 전이온도 (Tg)를 측정하였다. Perkin-Elmer 사의 DSC 1090을 사용하였다. 가열 속도는 20K/분이고, 투입 중량은 약 12㎎이었다. 먼저 샘플을 300℃까지 가열하고 5 분간 유지한 다음, 액체 질소로 급냉시켜 열 이력(thermal history)을 제거하였다. 유리 전이온도 (Tg)는 아프 전이온도에서의 온도로서 써모그램(thermogram )으로부터 얻어졌다.
표준 점도(
SV
)
묽은 용액의 표준 점도(SV)는 Ubbelohde 점도계를 이용하여 (25 ± 0.05) ℃에서 DIN 53 728 파트 3을 기준으로 한 방법으로 측정하였다. 페놀과 1,2-디클로로 벤젠의 혼합물 대신에 디클로로 아세트산 (DCA)을 용매로서 사용하였다. 용해된 중합체의 농도는 중합체 1g/순수 용매 100㎖이었다. 중합체의 용해는 60℃에서 1 시간 소요되었다. 이 시간이 지나도 샘플이 완전히 용해되지 않았으면, 각각의 경우에 80℃에서 40 분 동안 최대 2 회 용해를 추가로 시도한 다음, 용액을 회전 속도 4100 rpm으로 1 시간 동안 원심 분리하였다.
SV값 보다 작은 치수는 상대 점도
(hrel = h /hs)로부터 아래와 같이 결정한다:
SV = (hrel-1) x 1000
필름 또는 중합체 내 입자의 함량은 투입 중량의 적절한 증가를 통해 애싱(ashing) 및 보정하여 측정하였다. 이것은 다음을 의미한다:
투입 중량 = (중합체의 100%에 해당하는 투입 중량)/[(100 입자 중량%)/100]
헤이즈
, 선명도 및 투명도
코팅된 폴리에스테르 필름의 측정을 위해 BYK Gardner사의 Hazegard XL-211 헤이즈 미터를 사용하였다. Holz 헤이즈는 ASTM D1003 61, 방법 1에 따라 측정하였다. 선명도(clarity)는 Hazegard에 의해서 ASTM D1003에 따라 측정하였지만, 이 경우 시험 장비의 "선명도 포트"에서 측정하였다. 투명도(transparency)는 ASTM D1033-77에 따라 측정한다.
20°광택
광택은 DIN 67530에 따라 측정한다. 반사율을 측정하며, 이는 필름 표면의 광학 특성 값이다. 표준 ASTM D523-78 및 ISO 2813을 기준으로 한 방법을 이용하여 입사각을 20° 로 설정한다. 빛의 광선은 설정된 입사각으로 평탄한 시험 표면과 충돌한 후, 표면에서 반사되거나 산란된다. 광전자 검출기에 입사되는 광선을 나타내는 비례 전기 변수(proportional electrical variable)가 표시된다. 측정된 값은 무 차원이며, 입사각으로 표시해야 한다.
탄성 계수
탄성 계수는 ISO 527-1 및 ISO 527-3, 샘플 유형 2, 시험 속도 100%/분, 23℃, 50% r.h에 따라 측정한다.
수축
필름의 수축률은 DIN 40634에 따라 150℃의 온도에서 15 분의 수축 시간 동안 측정한다.
김서림
방지 특성
김서림 방지 특성을 측정하기 위해, 박리 필름 제조 후, 1일 mN/m로 밀봉가능한 측(A)의 표면 장력을 먼저 측정한다. 제공된 작동 설명서에 따라 Kruss DS 100 장비를 사용한다.
중축합
효과 측정
폴리에스테르 필름의 중축합 특성은 다음과 같이 측정하였다:
23℃ 및 50% 상대 습도로 조절된 실험실에서, 필름 샘플을 무정형 폴리에틸렌 테레프탈레이트로 제조되고 약 50 ㎖ 의 물을 포함하는 즉석 식품 트레이(길이 약 17㎝, 폭 약 12 ㎝, 깊이 약 3㎝)에 용접하였다.
4℃로 조절된 냉장고에 트레이를 보관하고, 각각 10 분, 30분, 및 4, 8, 24시간 후에 평가를 위해 제거한다. 23℃에서 냉장고 온도까지의 공기 냉각시 응축물의 형성에 대해 시험하였다. 예를 들어 응축물이 응집된 투명 필름을 형성하기 때문에, 유효한 중축합제를 구비한 필름은 응축물의 형성 후에도 투명하다. 유효한 중축합제가 없는 경우, 필름 표면에 미세한 물방울 안개가 형성되어 필름의 투명도가 감소된다; 가장 불리한 경우에는 즉석 식품 트레이의 내용물이 보이지 않게 된다.
다른 시험 방법이 고온 안개 테스트로서 공지되어 있다. 이를 위해 물 50㎖를 포함하고 시험할 필름으로 피복된 250㎖ 유리 비이커를 70℃로 조절된 수조에 넣어 둔다. 평가 방법은 전술한 바와 같다. 또한, 이 시험은 필름에 대한 장기간의 중축합 효과나 씻김 방지성을 시험하는 데 사용할 수 있는데, 증기가 필름 상에서 계속 응축되어 차례로 흘러 내리거나 떨어지기 때문이다. 따라서, 쉽게 용해가능한 물질이 씻겨나가면 중축합 효과가 감소된다.
평균
직경
d
50
의 측정
Malvern Mastersizer 2000을 사용하여 입자의 평균 직경 d50을 측정한다.
이를 위해, 물이 담긴 셀에 샘플을 넣은 다음, 시험 장비에 삽입하였다. 레이저를 사용하여 분산액을 스캔하고, 검량선과 비교하여 신호로부터 입자 크기 분포를 측정하였다. 2개의 매개 변수는 입자 크기 분포: 평균 값 d50 (=중앙값의 위치 측정값)과 SPAN98 (=입자 직경 산란 측정 값)으로 알려진 산포도를 특징화한다. 시험 절차는 자동으로 이루어지며, d50 값의 수학적 측정도 포함한다. 여기서 d50 값은 (상대) 누적 입자 크기 분포 곡선으로부터 측정한 바와 같이 규정된다: 50% 세로 좌표 값과 누적 곡선의 교차점은 가로축 상에서 원하는 d50 값을 제공한다.
이들 입자를 사용하여 제조한 필름상에서의 측정값은 사용된 입자의 그것보다 15 내지 25% 더 낮은 d50 값을 제공한다.
거칠기(roughness)
필름의 거칠기 Ra는 0.25㎜의 컷오프 (cutoff)로 DIN 4768에 따라 측정한다. 여기서 측정은 유리판이 아닌 링에서 이루어졌다. 링 방법에서, 필름은 2개의 표면 중 어느 것도 제 3 표면 (가령, 유리)과 접촉하지 않도록 링 내에 고정한다.
본 발명은 아래의 실시예를 참조하여 보다 상세하게 설명할다.
실시예 1
Ⅰ. 이축 배향 폴리에스테르 필름의 제조
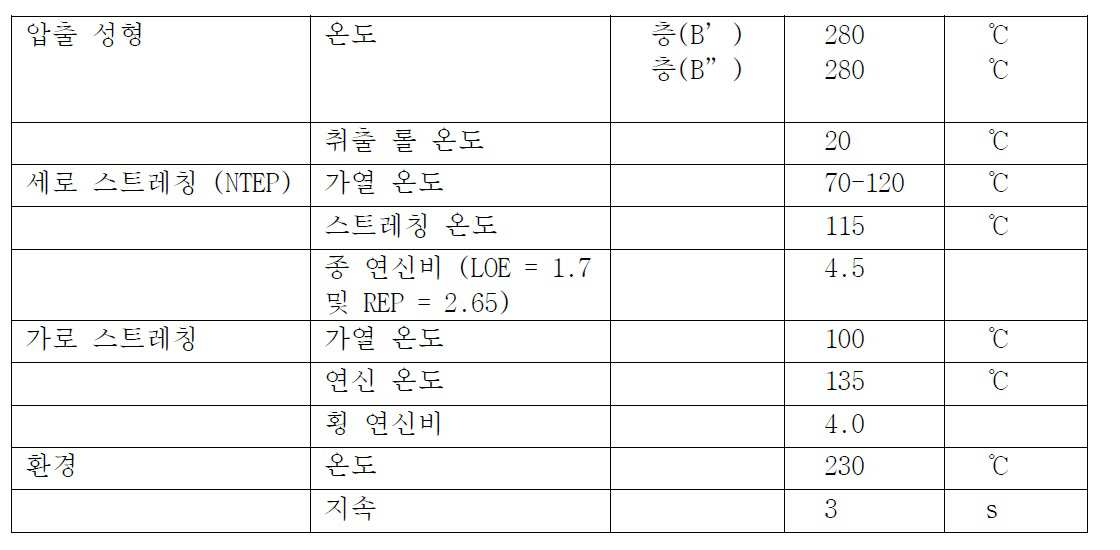
두께 23㎛의 폴리에틸렌 테레프탈레이트로 제조된 이축 배향 필름을 통상적인 공정 (종-횡 배향)으로 제조하였다. 이를 위해 폴리에틸렌 테레프탈레이트 칩을 기재층용 압출기 (B")에 공급하였다. 폴리에틸렌 테레프탈레이트 및 입자로 제조된 칩을 마찬가지로 외층(B')용 압출기 (2축 압출기)에 공급하였다. 원료는 하기 표에 열거된 공정 조건에 따라 2개의 압출기에서 각각 용융 및 균질화되었다.
층(B") 및 2개의 외층(B')에 대한 3개의 용융 스트림은 3층 다이에서 공동 압출에 의해 층들로 상호 중첩되고, 다이 립 (die lip)을 통해 배출되었다. 생성된 용융 필름을 냉각시킨 다음, 종방향 및 횡방향으로의 계단식 배향에 의해 총 두께 23㎛의 B'B"B' 구조를 갖는 투명한 3층 필름을 제조하였다. 2개의 외층(B')의 두께는 각각 1㎛이다.
기재층(B") :
SV 값 800의 폴리에틸렌 테레프탈레이트 100 중량%
양 외층(B')은 다음의 혼합물이었다:
SV 값 790의 폴리에틸렌 테레프탈레이트 85 중량%
폴리에틸렌 테레프탈레이트 (SV 값 790) 99 중량% 및 실로블록(Sylobloc) 44H (합성 SiO2) 1.0 중량%로 제조된 마스터 배치 15 중량%, d50 = 2.5㎛
개별 단계의 생산 조건은 다음과 같다.
Ⅱ. 코팅 박리 필름의 제조
그라비아 롤 (포워드 그라비어)을 사용하여 이축 배향 폴리에스테르 필름을 박리 코팅 조성물로 오프라인 코팅하여 아래의 정보에 따라 외층(A)을 형성하였다. 건조 질량 (=외층(A))은 2.5g/㎡이었다.
코팅 조성물 (이와 관련해서도 표 2 참조):
폴리에스테르 27.8 중량% (DMT 단위 30 몰%, DMI 단위 40 몰%, 세바케이트 단위30 몰%, EG 44 몰%, 및 네오펜틸 글리콜 56 몰%).
입자 직경 d50 = 3.4㎛의 Sylysia 430 (합성 SiO2, 일본 Fuji사) 0.2 중량%
김서림 방지제 2 중량%, 나트륨 디에틸 술포숙시네이트 (Lutensit A-BO, BASF SE사)
초산 에틸 70 중량%
폴리에스테르의 유리 전이온도는 11℃이고 폴리에스테르의 SV 값은 500이다. Zahn 방법 2번에 따라 측정한 래커의 점도는 25s이고, 래커의 온도는 19.5℃이다 .
아래의 표 2는 박리 중합체에 존재하는 디카복실산 및 글리콜의 각 몰 비율, 및 본 발명의 필름에 관한 추가 정보도 나타낸다.
아래의 표 3은 필름의 특성을 나타낸다. 측정값(2 열)은 APET 및 RPET로 제조된 즉석 식품 트레이에 대한 필름의 최소 밀봉 온도가 120℃임을 나타낸다. 120, 130, 140 및 150℃에서 APET로 제조된 즉석 식품 트레이에 대해 필름을 밀봉하였다 (밀봉 압력 460N, 밀봉 시간 0.5초). 본 발명의 필름으로 제조된 복합체 및 APET로 제조된 즉석 식품 트레이의 스트립을 인장 응력-변형률 시험기에서 전술한 시험 규격에 따라 인장 하에 분리하였다. 모든 밀봉 온도에서, 필름은 도 2에서와 같이 트레이로부터 원하는 방식으로 박리되는 것으로 밝혀졌다. 측정된 밀봉 심 강도는 3열에 열거되어 있다. 박리가능한 필름은 모든 밀봉 온도에서 얻어졌다; 중요한 냉간 박리 거동 역시 완전히 만족스러웠다. 밀봉 심 강도는 5 N/15㎜에 가까운 적당한 범위에 있으며, 이는 제어된 양의 힘 (=중간 박리)을 발휘하여 필름을 즉석 식품 트레이로부터 박리할 수 있음을 의미한다. 또한, 필름은 필요한 양호한 광학 특성을 가지며, 원하는 취급 및 원하는 처리 거동을 보였다.
실시예
2
발명의 실시예 1과 비교하여, 밀봉가능한 층(A)의 건조 질량을 2.5g/㎡에서 3.5g/㎡로 증가시킨 것을 제외하고, 필름 구조는 동일했고 제조 방법도 동일했다. APET와 RPET로 제조된 즉석 식품 트레이에 대한 필름의 최소 밀봉 온도는 이제 116℃이다. 모든 밀봉 온도에서, 필름은 도 2에서와 같이 트레이로부터 원하는 방식으로 박리되는 것으로 밝혀졌다. 측정한 밀봉 심 강도를 3 열에 나타냈다. 모든 밀봉 온도에서, 다시 박리가능한 필름이 얻어졌으며, 다시 말해 필름은 냉간 박리도 가능했다. 본 발명의 필름의 밀봉 심 강도는 발명의 실시예 1보다 높다. 그러나, 상기 강도는 큰 힘을 가하지 않고도 필름을 트레이로부터 박리할 수 있는 범위 내에 있다. 필름 상에서 측정한 헤이즈는 다소 높았다; 필름의 취급 및 그의 가공 성능은 발명의 실시예 1과 동일했다. 본 실시예의 박리 필름은 발명의 실시예 1의 박리 필름보다 고가이지만, (약간의 헤이즈를 갖는) Infia사의 즉석 식품 트레이 상에서 튼튼한 밀봉을 달성하는데 사용할 수도 있는 이점을 가지며; 이들은 밀봉하기 어렵다.
실시예
3
발명의 실시예 1과 비교하여, 밀봉가능한 층(A)의 건조 질량을 3.5g/㎡에서 4.5g/㎡로 증가시킨 것을 제외하고, 필름 구조는 동일하고 제조 방법도 동일했다. APET와 RPET로 제조된 즉석 식품 트레이에 대한 필름의 최소 밀봉 온도는 이제 111 °C이다. 모든 밀봉 온도에서, 필름은 도 2에서와 같이 트레이로부터 원하는 방식으로 박리되는 것으로 밝혀졌다. 측정한 밀봉 심 강도를 3 열에 나타냈다. 모든 밀봉 온도에서, 다시 박리가능한 필름이 얻어졌으며, 다시 말해 필름은 냉간 박리도 가능했다. 본 발명의 필름의 밀봉 심 강도는 발명의 실시예 1보다 현저하게 높다. 필름 에서 측정한 헤이즈는 다시 다소 더 높았으며; 필름의 취급 및 그 처리 성능은 발명의 실시예 1에서와 동일했다. 이 실시예의 박리 필름은 밀봉하기 어려운 즉석 식품 트레이를 밀봉하는데 사용할 수도 있다는 이점이 있으며; 이러한 것은 특히 RPET로 제조된 즉석 식품 트레이에서 맞닥뜨린다.
실시예
4
실시예 1과 비교하여, 밀봉가능한 외층(A)에 대한 래커의 조성을 변화시킨 것을 제외하고, 필름 구조는 동일했다. 래커는 이제 다음의 비율을 갖는 원료로 구성된다.
폴리에스테르 27.8 중량% (DMT 단위 45 몰%, DMI 단위 32 몰%, 세바케이트 단위 10 몰%, 아디페이트 단위 13 몰%, EG 단위 35 몰%, DEG 단위 25 몰%, PD 단위 15 몰%, BD 단위 6 몰%, 및 네오펜틸 글리콜 단위 19 몰%)
입자 직경 d50 = 3.4㎛인 Sylysia 430 (합성 SiO2, 일본 Fuji사) 0.2 중량%
김서림 방지제 2 중량%, Lutensit A-BO, BASF SE사
초산 에틸 70 중량%
APET로 제조된 즉석 식품 트레이에 대한 필름의 최소 밀봉 온도는 이제 113℃이다. 모든 밀봉 온도에서, 필름은 도 2에서와 같이 트레이로부터 원하는 방식으로 박리되는 것으로 밝혀졌다. 측정한 밀봉 심 강도를 3열에 나타냈다. 모든 밀봉 온도에서, 다시 박리가능한 필름이 얻어졌다. 본 발명의 필름의 밀봉 심 강도는 발명의 실시예 1보다 높다. 이들은 적당한 범위에 있고, 따라서 큰 힘을 가하지 않고도 필름을 트레이로부터 박리할 수 있다. 필름의 취급 및 그의 처리 거동은 발명의 실시예 1에서와 동일했다.
비교예
1
실시예 1과 대조적으로, EP 1 475 228 B1의 실시예 1을 반복하였다.
표 3은 필름의 특성을 나타낸다. 필름이 고도로 착색되고 안료가 밀봉가능한 층에서 약점을 보였지만, 박리가능한 필름은 언급한 밀봉 온도 중 어느 온도에서도 얻어지지 않았다. 필름을 즉석 식품 트레이에서 분리하자 초기 찢김이 곧바로 발생했고, 도 2에서와 같은 힘-변위 그래프를 보이지 못하였다. 이 필름은 "용접가능한(weldable)" 거동을 보이며, 따라서 전술한 목적을 달성하기에는 부적합하다.


냉간박리 ++++ 모든 밀봉 온도에서, 필름에 생성된 초기 찢김, 찢김 전파 없이 즉석 식품 트레이로부터 필름이 "박리"되었다.
트레이로부터 필름의 박리는 높은 온도범위에서도 높은 밀봉 심 강도 (중간 박리)로 완벽하고 깨끗하며 충분히 만족스럽다.
- 모든 밀봉 온도에서, 트레이로부터의 박리시에 필름의 초기 찢김이 발생하였다.
Claims (15)
- 이축 배향 폴리에스테르 필름(=기재층(B)), 및 그 위에 코팅되고, APET 및 RPET로 제조된 즉석 식품 트레이에 대해 가열-밀봉 및 박리가능한 외층(A)을 포함하고, 80% 초과의 선명도를 갖는 박리가능한 투명 폴리에스테르 필름으로서, 상기 가열-밀봉 및 박리가능한 외층은
a) 폴리에스테르 85 내지 99 중량% 및
b) 기타 물질 1 내지 15 중량%로 구성되고,
c) 상기 폴리에스테르는 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되고, 상기 디카복실산-유래 몰 백분율의 합은 100이며,
d) 상기 폴리에스테르는 2개 초과의 탄소 원자를 갖는 디올로부터 유래된 단위 10 몰% 이상으로 구성되고, 상기 글리콜-유래 몰 백분율의 합은 100이며,
e) 건조 외층(A)의 질량은 1 내지 5g/㎡인 폴리에스테르 필름. - 제 1 항에 있어서, 상기 외층(A)의 기타 물질은 입자, 첨가제, 보조제, 윤활제, 김서림 방지제 및 이들의 혼합물로 이루어진 군으로부터 선택되는 폴리에스테르 필름.
- 제 1 항 또는 제 2 항에 있어서, APET 및 RPET로 제조된 즉석 식품 트레이에 대한 필름의 최소 밀봉 온도는 110℃ 이하이고, 필름의 최대 밀봉 온도는 약 160℃이고, APET 및 RPET로 제조된 즉석 식품 트레이에 대한 필름의 밀봉 심 강도 (=박리력)는 3.0N 이상인 폴리에스테르 필름.
- 제 1 항, 제 2항 또는 제 3 항에 있어서, 하기 식은 APET 및 RPET로 제조된 즉석 식품 트레이와 관련하여 밀봉 온도(℃)에 대한 박리력 F와 관련이 있는 폴리에스테르 필름.


바람직하게는,
.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서, 상기 외층(A)의 박리가능한 폴리에스테르는, 각각의 경우 디카복실산 기반의 전체량 기준으로, 다음의 디카복실산 유래 단위와 디올 유래 단위, 및 디올-기반 반복 단위를 포함하는 폴리에스테르 필름:
· 테레프탈레이트 25 내지 85 몰%
· 이소프탈레이트 5 내지 50 몰%
· 아디페이트 5 내지 50 몰%,
· 아젤레이트 0 내지 30 몰%
· 세바케이트 5 내지 50 몰%
· 에틸렌 글리콜 10 몰% 초과, 및
· C3 내지 C7-디올, 디-, 트리- 및 테트라-C2 내지 C4-알킬렌 글리콜로 이루어지는 군으로부터 선택된 하나 이상의 디올 10 몰% 초과. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서, 상기 외층(A)의 박리가능한 폴리에스테르의 유리 전이온도는 0 내지 30℃인 폴리에스테르 필름.
- 제 1 항 내지 제 6 항 중 어느 한 항에 있어서, 상기 외층(A)의 박리가능한 폴리에스테르의 SV값은 200 내지 2000인 폴리에스테르 필름.
- 제 1 항 내지 제 7 항 중 어느 한 항에 있어서, 상기 외층(A)은 김서림 방지제로서 0.01 내지 5 중량%의 총 농도로 1 종 이상의 음이온 계면활성제를 포함하는 폴리에스테르 필름.
- 제 1 항 내지 제 8 항 중 어느 한 항에 있어서, 상기 기재층(B)은 B'B"B' 구조 또는 B'B"B'" 구조를 갖는 복수의 층을 갖는 폴리에스테르 필름.
- 제 1 항 내지 제 9 항 중 어느 한 항에 있어서, 상기 박리가능한 폴리에스테르 필름의 총 두께는 3 내지 200㎛이고, 상기 기재층(B)은 상기 총 두께의 45 내지 97%의 비율로 제공되는 폴리에스테르 필름.
- 제 1항에 따르는 폴리에스테르 필름의 제조방법으로서,
상기 기재층(B)용 중합체 또는 상기 기재층의 개별 층(B', B'' 및 B''' 또는 B', B'' 및 B')용 중합체를 하나 이상의 압출기에서 용융시키는 단계와; 단일층 다이 또는 공압출 다이에서 상기 중합체를 성형하여 평탄한 용융 필름을 제공하고, 이어서 냉각 롤 (chill roll) 및 임의적으로 기타 롤의 도움으로 이를 압출 및 경화하고, 이축 연신 및 가열 세팅한 후 권취하는 단계와; 통상적인 코팅 기술에 의해 액체 형태의 박리 코팅 조성물을 오프라인으로 기재 필름에 도포하는 단계와; 상기 조성물을 건조시키고, 이후 다시 필름을 권취하는 단계를 포함하고,
상기 박리가능한 외층(A)은 폴리에스테르 85 내지 99 중량% 및 기타 물질 1 내지 15 중량%를 포함하며,
상기 폴리에스테르는 1종 이상의 방향족 디카복실산으로부터 유래된 단위 25 내지 95 몰% 및 1종 이상의 지방족 디카복실산으로부터 유래된 단위 5 내지 75 몰%로 구성되고, 상기 디카복실산-유래 몰 백분율의 합은 100이며, 상기 폴리에스테르는 2개 초과의 탄소 원자를 갖는 디올로부터 유래된 단위 10 몰% 이상으로 구성되고, 상기 글리콜-유래 몰 백분율의 합은 100이며,
건조 외층(A)의 질량은 1 내지 5g/㎡인 방법. - 제 11 항에 있어서, 상기 박리 코팅 조성물의 온도 (홈통 및 공급 용기에서 측정)는 10 내지 40℃인 방법.
- 제 11 항 또는 제 12 항에 있어서, Zahn 방법 2번에 따라 유동 컵에 의해 홈통 및 공급 용기에서 측정한 상기 박리 코팅 조성물의 점도는 10 내지 50s인 방법.
- 제 1 항 내지 제 10 항 중 어느 한 항에 따른 폴리에스테르 필름의 밀봉가능한 필름으로서의 용도.
- 제 14 항에 있어서, APET 및/또는 RPET로 제조된 즉석 식품 트레이용 밀봉가능한 필름으로서의 용도.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016209214.6 | 2016-05-27 | ||
| DE102016209214.6A DE102016209214A1 (de) | 2016-05-27 | 2016-05-27 | Heißsiegelbare und peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170134236A true KR20170134236A (ko) | 2017-12-06 |
Family
ID=58738901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170064186A KR20170134236A (ko) | 2016-05-27 | 2017-05-24 | 가열-밀봉 및 박리가능한 폴리에스테르 필름, 그의 용도 및 그의 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10843447B2 (ko) |
| EP (1) | EP3248777B1 (ko) |
| JP (1) | JP2017209996A (ko) |
| KR (1) | KR20170134236A (ko) |
| DE (1) | DE102016209214A1 (ko) |
| PL (1) | PL3248777T3 (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015109240A1 (en) * | 2014-01-16 | 2015-07-23 | Research Foundation Of The City University Of New York | Center-side method of producing superhydrophobic surface |
| JP7052720B6 (ja) | 2016-03-18 | 2022-06-24 | 東洋紡株式会社 | ポリエステル系フィルム、積層体及び包装体 |
| MX2019000729A (es) | 2016-07-22 | 2019-05-02 | Graphic Packaging Int Llc | Envase con revestimiento. |
| JP6635119B2 (ja) * | 2016-07-27 | 2020-01-22 | 東洋紡株式会社 | 白色ポリエステル系フィルム、積層体及び包装袋 |
| DE102017117328A1 (de) * | 2017-07-31 | 2019-01-31 | Mitsubishi Polyester Film Gmbh | Peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| BR112020017508A2 (pt) * | 2018-03-16 | 2020-12-22 | Graphic Packaging International, Llc | Recipiente para aquecer um produto alimentício, e método de formação de um recipiente compreendendo um painel inferior e uma parede lateral que se estende ao longo do painel inferior |
| JP6993923B2 (ja) * | 2018-03-29 | 2022-01-14 | ジェイフィルム株式会社 | シーラントフィルムおよび包装材 |
| MX2021001445A (es) | 2018-08-07 | 2021-03-09 | Graphic Packaging Int Llc | Recipiente con revestimiento. |
| DE102019215880A1 (de) * | 2019-10-15 | 2021-04-15 | Lindauer Dornier Gesellschaft Mit Beschränkter Haftung | Verfahren und folienreckanlage zur herstellung siegelfähiger biaxial orientierter polyesterbasierter folie |
| TWI727665B (zh) * | 2020-02-19 | 2021-05-11 | 南亞塑膠工業股份有限公司 | 可回收蒸煮袋及其可回收蒸煮聚酯膜 |
| WO2023031971A1 (en) * | 2021-09-04 | 2023-03-09 | Uflex Limited | Polyester based monomaterial film as "sustainable alternate" to multilayered laminates |
| TW202342270A (zh) * | 2021-12-28 | 2023-11-01 | 日商東洋紡股份有限公司 | 積層膜、食品包裝容器用蓋材以及食品包裝容器 |
| USD1004431S1 (en) | 2022-02-08 | 2023-11-14 | Graphic Packaging International, Llc | Tray |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1589926A (en) | 1977-03-25 | 1981-05-20 | Bexford Ltd | Coated films |
| US4493872A (en) | 1983-12-05 | 1985-01-15 | American Hoechst Corporation | Polyester film coated with metal adhesion promoting copolyester |
| JP2517293B2 (ja) | 1987-06-25 | 1996-07-24 | メクト株式会社 | 細胞、組織修復剤 |
| KR960004763B1 (ko) | 1989-01-19 | 1996-04-13 | 도오요오 보오세끼 가부시끼가이샤 | 폴리에스테르계 수지 적층 필름 |
| EP0674591A4 (en) | 1992-12-09 | 1996-02-28 | Hoechst Ag | BIAXIALLY ORIENTED COPOLYESTER FILM COATED WITH A FIRST LAYER OF VINYL ACETATE POLYMERS. |
| WO1994013476A1 (en) | 1992-12-09 | 1994-06-23 | Hoechst Aktiengesellschaft | Copolyester film primed with acrylic polymers |
| US6455142B1 (en) * | 1999-12-17 | 2002-09-24 | Mitsubishi Polyester Film, Llc | Anti-fog coating and coated film |
| WO2002005186A1 (en) | 2000-07-10 | 2002-01-17 | Canon Usa, Inc. | System and methods to effect return of a consumer product |
| GB0023927D0 (en) | 2000-09-29 | 2000-11-15 | Dupont Teijin Films Us Ltd | Multilayer polymeric film |
| GB0101994D0 (en) | 2001-01-25 | 2001-03-14 | Dupont Teijin Films Us Ltd | Process for the production of coated polumeric film |
| GB0201764D0 (en) | 2002-01-25 | 2002-03-13 | Dupont Teijin Films Us Ltd | Multi-layer polymeric film III |
| JP4862171B2 (ja) | 2003-03-18 | 2012-01-25 | 三井化学東セロ株式会社 | 二軸延伸積層フィルム及びその用途 |
| DE10318097A1 (de) * | 2003-04-22 | 2004-11-11 | Mitsubishi Polyester Film Gmbh | Coextrudierte, heißsiegelbare und peelfähige Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| WO2007093495A1 (en) * | 2006-02-16 | 2007-08-23 | Cryovac, Inc. | Coextruded heat-shrinkable polyester film |
| JP5076965B2 (ja) | 2008-02-27 | 2012-11-21 | 東レ株式会社 | 包装用二軸配向ポリエステルフィルムおよびそれを用いた包装体 |
| US20130224411A1 (en) | 2012-02-27 | 2013-08-29 | Jon Ian MONTCRIEFF | Peelable antifog coated film for amorphous polyester trays |
| BR112016022218B1 (pt) | 2014-03-26 | 2022-09-20 | Bostik, Inc | Mistura de revestimento e trama de embalagem revestida de vedação a quente e método de aplicar um revestimento de vedação a quente a um substrato de trama de embalagem |
-
2016
- 2016-05-27 DE DE102016209214.6A patent/DE102016209214A1/de not_active Withdrawn
-
2017
- 2017-05-15 US US15/595,836 patent/US10843447B2/en active Active
- 2017-05-17 EP EP17171459.5A patent/EP3248777B1/de active Active
- 2017-05-17 PL PL17171459T patent/PL3248777T3/pl unknown
- 2017-05-24 KR KR1020170064186A patent/KR20170134236A/ko not_active Application Discontinuation
- 2017-05-29 JP JP2017105351A patent/JP2017209996A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017209996A (ja) | 2017-11-30 |
| PL3248777T3 (pl) | 2019-09-30 |
| US20170341355A1 (en) | 2017-11-30 |
| EP3248777B1 (de) | 2019-03-20 |
| DE102016209214A8 (de) | 2018-02-15 |
| DE102016209214A1 (de) | 2017-11-30 |
| US10843447B2 (en) | 2020-11-24 |
| EP3248777A1 (de) | 2017-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10843447B2 (en) | Heat-sealable and peelable polyester film, use thereof and process for production thereof | |
| US7396578B2 (en) | Adhesion-promoted , heatsealable and peelable polyester film, process for its production and its use | |
| KR20040091572A (ko) | 공압출, 열시일성, 필러블 폴리에스테르 필름, 그 제조방법 및 그 용도 | |
| KR20050045868A (ko) | 백색, 열시일성 필러블 폴리에스테르 필름, 그 제조 공정및 그 용도 | |
| KR20040091573A (ko) | 쉬운 필특성을 갖는 공압출, 열시일성, 필러블폴리에스테르 필름, 그 제조 방법 및 그 용도 | |
| KR20050045869A (ko) | 자기환기특성을 가진 필러블 폴리에스테르 필름, 그 제조공정 및 그 용도 | |
| KR20050045865A (ko) | 산소막을 가지는 필러블 폴리에스테르 필름, 그 제조 방법및 그 용도 | |
| WO1993016864A1 (en) | Biaxially oriented, laminated polyester film | |
| KR20040091591A (ko) | 공압출, 열시일성, 필러블 폴리에스테르 필름, 그 제조방법 및 그 용도 | |
| KR20040091574A (ko) | 강한 필특성을 갖는 공압출, 열시일성, 필러블폴리에스테르 필름, 그 제조 방법 및 그 용도 | |
| KR20050045866A (ko) | 공압출, 필러블 폴리에스테르 필름, 제조 방법 | |
| US20070134470A1 (en) | Multilayer, white, biaxially oriented polyester film | |
| KR20040091575A (ko) | 공압출, 열시일성, 필러블 폴리에스테르 필름, 그 제조방법 및 그 용도 | |
| EP3634746A1 (en) | Multi-layer film assembly suitable for use in a multi-layer card | |
| US11465396B2 (en) | Biaxially oriented, heat-sealable and peelable polyester film, process for production thereof and use thereof | |
| JP2004504459A (ja) | シクロオレフィン共重合体を含有し、良好な接着性を有する不透明ポリエステルフィルム及びその製造方法ならびにその使用 | |
| WO2004073983A1 (ja) | 二軸延伸積層ポリエステルフィルム及び蓋材用ポリエステルフィルム | |
| KR20040067890A (ko) | 다층 투명이축배향 폴리에스테르 필름, 그 제조방법 및용도 | |
| US11186072B2 (en) | Peelable polyester film, use thereof and process for production thereof | |
| KR20040091576A (ko) | 공압출, 열시일성 및 필러블 폴리에스테르 필름, 그 제조공정 및 그 용도 | |
| JP4351191B2 (ja) | スリップ性、印刷性に優れた非結晶性ポリエステルシート及び成型品 | |
| US20050287380A1 (en) | Adhesion-promoting polyester film comprising poly(m-xyleneadipamide) | |
| JP2004130813A (ja) | 二軸延伸ポリエステルフィルム及びその製造法ならびにその使用 | |
| US20080063857A1 (en) | Sealable, biaxially oriented polyester film with hydrophilic coating | |
| KR100670927B1 (ko) | 백색 이축배향 폴리에스테르 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |