KR20170104436A - 극세 섬유 생성 방법 및 생성 장치 - Google Patents
극세 섬유 생성 방법 및 생성 장치 Download PDFInfo
- Publication number
- KR20170104436A KR20170104436A KR1020177003463A KR20177003463A KR20170104436A KR 20170104436 A KR20170104436 A KR 20170104436A KR 1020177003463 A KR1020177003463 A KR 1020177003463A KR 20177003463 A KR20177003463 A KR 20177003463A KR 20170104436 A KR20170104436 A KR 20170104436A
- Authority
- KR
- South Korea
- Prior art keywords
- heating
- fiber
- hot air
- thermoplastic resin
- unit
- Prior art date
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
-
- B29C47/0014—
-
- B29C47/0057—
-
- B29C47/802—
-
- B29C47/862—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/802—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/731—Filamentary material, i.e. comprised of a single element, e.g. filaments, strands, threads, fibres
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
극세 섬유 생성 장치는, 제1 가열부와, 노즐부와, 열풍 가열부와, 열풍 분출부와, 제2 가열부와, 섬유 포집부를 갖는다. 제1 가열부는, 열가소성 수지를 용융한다. 노즐부는, 제1 가열부에서 용융된 열가소성 수지를 토출한다. 열풍 분출부는, 노즐부로부터 토출되고 또한 용융된 열가소성 수지에 열풍 가열부에서 생성된 고온의 기체를 내뿜어 연신하여 섬유화한다. 제2 가열부는, 생성된 섬유를 더욱 가열 연신하여, 세선화한다. 섬유 포집부는, 제2 가열부에서 세선화된 섬유형상의 열가소성 수지를 포집한다.
Description
본 발명은, 극세 섬유 집합체를 생성하는 극세 섬유 생성 방법 및 생성 장치에 관한 것이다.
멜트블로운법은, 열가소성의 원료 수지를 용융하여 압출되는 섬유로부터 섬유 집합체를 얻는 용융 방사(紡絲) 방법이다. 이 방법에서는, 폭 방향에 일렬로 간격을 두고 배치되며 용융된 원료 수지를 분출하여 섬유를 형성하기 위한 노즐 구멍의 열과, 이 노즐 구멍의 열의 양측에 설치되고 또한 열풍을 분출하기 위한 한 쌍의 슬릿이 설치된 용융 방사 장치를 이용한다. 그리고, 분출된 열풍은, 노즐 구멍의 열로부터 분출된 용융 수지에 직접 맞힐 수 있다. 이 분출된 용융 수지를 분쇄하는 힘으로 세섬유화하면서 극세 섬유를 생성하고, 노즐 구멍의 열에 대향하여 배치된 섬유 포집부에 내뿜어, 집적하여 극세 섬유 집합체를 생성한다.
이러한 극세 섬유 집합체의 생성 장치에 있어서, 섬유를 효율적으로 세섬유화하기 위해 여러 가지의 고안이 이루어지고 있다. 예를 들어, 특허 문헌 1에 개시된 장치에서는, 열풍을 분출하는 노즐 구멍의 열의 양측에 제2 열풍을 분출하기 위한 슬릿이 설치되어 있다. 분출된 제2 열풍은, 노즐 구멍의 열의 선단에서 합류하도록 도입되고, 세섬유화하면서 극세 섬유가 생성된다. 또, 특허 문헌 2에서는, 열가소성 수지를 용융하는 가열 장치와는 독립된 제2 가열 장치를 방사 노즐의 바로 아래에 배치함으로써, 극세 섬유를 얻는 방법이 개시되어 있다.
본 발명은, 가늘고, 균일한 섬유 직경의 극세 섬유를, 용이하고 또한 안정된 상태로 대량으로 얻을 수 있는 극세 섬유 생성 방법 및 생성 장치를 제공한다.
본 발명의 한 양태에 따르는 극세 섬유 생성 장치는, 제1 가열부와, 노즐부와, 열풍 가열부와, 열풍 분출부와, 제2 가열부와, 섬유 포집부를 갖는다. 제1 가열부는, 열가소성 수지를 용융한다. 노즐부는, 제1 가열부에서 용융된 열가소성 수지를 토출한다. 열풍 가열부는, 고온의 기체를 생성한다. 열풍 분출부는, 노즐부로부터 토출되고 또한 용융된 열가소성 수지에 열풍 가열부에서 생성된 고온의 기체를 내뿜어 연신하여 섬유화한다. 제2 가열부에는, 열풍 분출부에 의해 섬유화된 열가소성 수지를 통과시켜 가열하는 관통 구멍이 설치되어 있다. 그리고, 섬유화된 열가소성 수지는, 관통 구멍을 통과할 때에 가열되어 더욱 세선화된다. 섬유 포집부는, 제2 가열부에서 세선화된 섬유형상의 열가소성 수지를 포집한다.
본 발명의 한 양태에 따르는 극세 섬유 생성 방법에서는, 우선 열가소성 수지를 용융한다. 이 용융된 열가소성 수지를 노즐부로부터 토출함과 더불어, 노즐부로부터 토출되고 또한 용융된 열가소성 수지에 고온의 기체를 내뿜어 연신하여 섬유화한다. 이와 같이 섬유화된 열가소성 수지를 가열하여, 열가소성 수지를 더욱 세선화하여, 포집한다.
이상과 같이, 본 발명의 양태에 따르는 극세 섬유 생성 장치 및 생성 방법에서는, 노즐부로부터 토출된 섬유형상의 용융 수지를 진동시키는 일이 없으며, 또, 제2 가열부에 의해 용융 수지를 가스화시켜 버리는 일이 없다. 이로 인해, 노즐부로부터 토출된 섬유형상의 용융 수지로부터, 가늘고, 균일한 섬유 직경의 극세 섬유를, 끊어지는 일 없이, 용이하고 또한, 안정된 상태로 생성할 수 있다.
도 1은 본 발명의 실시 형태에 따르는 극세 섬유 생성 장치의 일례를 설명하는 모식도
도 2는 도 1에 도시하는 극세 섬유 생성 장치의 노즐부 및 열풍 분출부와 제2 가열부의 위치 관계를 설명하는 모식도
도 3은 도 2에 도시하는 제2 가열부의 모식 사시도
도 4a는 본 발명의 실시 형태에 따르는 노즐부, 열풍 분출부, 및 제2 가열부를 복수 늘어놓은 장치를 설명하는 모식도
도 4b는 본 발명의 실시 형태에 따르는 용융 방사 유닛, 제2 가열부를 복수 늘어놓은 장치를 설명하는 모식도
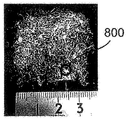
도 5a는 본 발명의 실시 형태에 따르는 실시예에 있어서의 섬유 결함(대)의 관찰 화상을 도시하는 도
도 5b는 본 발명의 실시 형태에 따르는 실시예에 있어서의 섬유 결함(소)의 주사형 전자 현미경(SEM)에 의한 관찰 화상을 도시하는 도
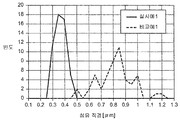
도 6은 본 발명의 실시 형태에 따르는 실시예 1의 섬유 직경 분포와 비교예 1의 섬유 직경 분포를 비교하는 도
도 2는 도 1에 도시하는 극세 섬유 생성 장치의 노즐부 및 열풍 분출부와 제2 가열부의 위치 관계를 설명하는 모식도
도 3은 도 2에 도시하는 제2 가열부의 모식 사시도
도 4a는 본 발명의 실시 형태에 따르는 노즐부, 열풍 분출부, 및 제2 가열부를 복수 늘어놓은 장치를 설명하는 모식도
도 4b는 본 발명의 실시 형태에 따르는 용융 방사 유닛, 제2 가열부를 복수 늘어놓은 장치를 설명하는 모식도
도 5a는 본 발명의 실시 형태에 따르는 실시예에 있어서의 섬유 결함(대)의 관찰 화상을 도시하는 도
도 5b는 본 발명의 실시 형태에 따르는 실시예에 있어서의 섬유 결함(소)의 주사형 전자 현미경(SEM)에 의한 관찰 화상을 도시하는 도
도 6은 본 발명의 실시 형태에 따르는 실시예 1의 섬유 직경 분포와 비교예 1의 섬유 직경 분포를 비교하는 도
본 발명의 실시 형태의 설명에 앞서, 종래의 기술에 있어서의 문제점을 간단하게 설명한다. 특허 문헌 1에 기재된 기술에 있어서는, 노즐 구멍으로부터 압출된 섬유형상의 용융 수지에, 직접, 열풍을 내뿜기 때문에 난류가 발생해 버려, 용융 수지의 흐름을 흐트려 진동시켜 버린다. 이러한 진동의 발생 때문에, 섬유를 안정된 상태로 연신하지 못하고, 섬유 직경 편차가 커져 버린다. 또, 특허 문헌 2에 기재된 기술에 있어서는, 방사 노즐의 바로 아래에 제2 가열 장치가 있기 때문에, 방사 노즐로부터 압출된 섬유형상의 용융 수지가 가스화하기 쉬워, 안정된 세섬유화가 불가능하다.
이하, 본 발명의 실시 형태에 대해, 도면을 참조하면서 설명한다.
도 1은, 본 발명의 실시 형태에 따르는 극세 섬유 생성 장치(110)의 일례를 도시하고 있다. 극세 섬유 생성 장치(110)는, 용융 방사 유닛(100)과, 제2 가열부(200)와, 섬유 포집부(300)를 갖는다.
원료 수지(400)로부터 섬유(700)를 제조하기 위한 용융 방사 유닛(100)은, 수지 공급부(101)와, 제1 가열부(102)와, 노즐부(103)와, 열풍 가열부의 일례로서의 열풍 발생 장치(105)와, 열풍 분출부(104)로 구성되어 있다.
수지 공급부(101)는, 원료 수지(400)를 제1 가열부(102)에 공급한다. 원료 수지(400)로는, 예를 들어, 폴리프로필렌 수지, 폴리에스테르 수지, 폴리에틸렌 수지, 또는, 폴리아미드 수지 등의 열가소성 수지가 이용된다.
제1 가열부(102)는, 그 축 방향의 일단이 수지 공급부(101)에 접속되고, 수지 공급부(101)로부터 공급된 원료 수지(400)를 용융한다.
노즐부(103)는, 제1 가열부(102)의 축 방향의 타단에 배치되고, 노즐 구멍(103a)으로부터, 용융 수지(500)를 축 방향(연직 방향에 수직인 방향, 즉, 수평 방향, 바꾸어 말하면, 방사 방향)을 따라 토출한다.
열풍 발생 장치(105)는, 노즐부(103)의 주위에 배치되고, 고온(예를 들어 400℃)의 기체(예를 들어 공기)를 발생시킨다. 여기서, 고온의 예로는, 300~500℃ 정도의 범위이며, 기체의 예로는, 공기 또는 질소이다.
열풍 분출부(104)는, 일례로서 노즐부(103)의 하부에 배치되고 또한 열풍 발생 장치(105)에 접속되어 있다. 열풍 분출부(104)는, 열풍 분출 구멍(104a)으로부터, 열풍 발생 장치(105)에서 발생된 고온의 기체를, 열풍(600)으로서 축 방향(연직 방향에 수직인 방향, 즉, 수평 방향, 바꾸어 말하면, 방사 방향)을 따라 분출한다. 이 결과, 노즐부(103)의 노즐 구멍(103a)으로부터 토출된 용융 수지(500)는, 열풍 분출부(104)의 열풍 분출 구멍(104a)으로부터 분출된 열풍(600)에 의해, 방사 방향으로 한 번 연신되어 섬유화하여, 섬유(700)가 된다.
제2 가열부(200)는, 노즐부(103)의 축 방향에, 일정한 거리(D2)만큼 떨어져 배치되어 있다. 제2 가열부(200)는, 중앙부에 관통 구멍(200a)을 갖는 통형상의 히터이다. 따라서, 섬유(700)가 열풍(600)과 더불어 제2 가열부(200)의 관통 구멍(200a)을 통과할 때, 제2 가열부(200)인 히터에 의해 섬유(700)가 가열된다. 제2 가열부(200)에 의한 가열 효과와 열풍(600)에 의해, 열풍(600)으로 한 번 연신되어 섬유화한 섬유(700)가, 더욱 연신되어 극세 섬유(700A)가 된다.
섬유 포집부(300)는, 제2 가열부(200)의 축 방향에, 어느 일정한 거리만큼 떨어져 배치된 판형상의 부재이다. 섬유 포집부(300)는, 극세 섬유(700A)를 섬유 집합체로서 포집한다. 여기서, 어느 일정 거리의 일례로는 30cm 정도의 거리인데, 포집이 가능하면, 이 값에 한정하는 것은 아니다.
이러한 구성을 갖는 극세 섬유 생성 장치(110)에서는, 이하와 같은 극세 섬유 생성 방법으로 극세 섬유(700A)를 생성한다.
우선, 원료 수지(400)를 제1 가열부(102)에 공급한다.
이어서, 공급된 원료 수지(400)가 제1 가열부(102)에서 가열되어 용융된다.
이어서, 제1 가열부(102)에서 용융된 용융 수지(500)가, 노즐부(103)에 공급되고, 노즐부(103)의 노즐 구멍(103a)으로부터 축 방향(수평 방향)을 따라 토출한다. 이때, 동시에, 또는, 토출 전부터, 열풍 발생 장치(105)에서 발생한 열풍(600)을 열풍 분출부(104)의 열풍 분출 구멍(104a)으로부터 축 방향(수평 방향)을 따라 분출한다. 이 구성에 의해, 노즐부(103)의 노즐 구멍(103a)으로부터 토출된 용융 수지(500)는, 열풍 분출부(104)의 열풍 분출 구멍(104a)으로부터 분출된 열풍(600)에 의해 수평 방향으로 한 번 연신되어 섬유화하여, 섬유(700)가 된다.
이어서, 섬유(700)가, 열풍(600)과 더불어 제2 가열부(200)의 관통 구멍(200a)을 통과한다. 이때, 제2 가열부(200)에 의해 섬유(700)가 가열된다. 이 결과, 제2 가열부(200)에 의한 가열 효과와 열풍(600)에 의해, 열풍(600)으로 한 번 연신되어 섬유화한 섬유(700)가, 수평 방향으로 더욱 연신되어 극세 섬유(700A)가 된다.
이어서, 섬유(700)가 제2 가열부(200)를 통과하여 연신된 극세 섬유(700A)가, 섬유 포집부(300)에서 섬유 집합체로서 포집된다.
이러한 구성에 의하면, 노즐부(103)의 노즐 구멍(103a)으로부터 토출된 섬유형상의 용융 수지(500)를 진동시키는 일이 없으며, 제2 가열부(200)에 의한 가열 연신에 의해, 섬유(700)를 가스화시켜 버리는 일이 없다. 이로 인해, 노즐부(103)의 노즐 구멍(103a)으로부터 토출된 섬유형상의 용융 수지(500)로부터, 가늘고, 균일한 섬유 직경의 극세 섬유(700A)로 구성되는 섬유 집합체를, 끊어지는 일 없이, 용이하고 또한, 안정된 상태로 생성할 수 있다.
용융 방사 유닛(100), 제2 가열부(200), 섬유 포집부(300)에서는, 방사 방향이 연직 방향에 수직인 방향(수평 방향)에 배치되어 있다. 그로 인해, 제2 가열부(200)의 관통 구멍(200a)을 구성하는 히터 내벽에 접촉한 섬유(700)가 재용융하여 유동성을 가진 용융 수지로 되돌아오고, 비섬유 상태로 노즐부(103) 또는 섬유 포집부(300)에 부착해 버려, 방사 불안정해지는 일이 없다. 따라서, 품질을 저하시키는 일이 없으며, 안정된 상태로 방사가 가능해진다.
도 2는, 노즐부(103)와 열풍 분출부(104)와 제2 가열부(200)의 위치 관계를 도시하는 모식도이다. 제2 가열부(200)의 관통 구멍(200a)의 중심은, 열풍 분출부(104)의 열풍 분출 구멍(104a)의 중심의 높이에 대해 거리(D1)만큼 연직 방향에 있어서 낮은 위치에 배치되어 있다. 그로 인해, 섬유(700)의 자중에 의해 섬유(700)가 진행 방향에 대해 하강해 버리는 영향을 저감시킬 수 있다. 그로 인해, 제2 가열부(200)의 대략 중심부의 관통 구멍(200a)에 섬유(700)를 통과시킬 수 있다.
거리(D1)로는, 1mm 이상, 10mm 이하로 하는 것이 바람직하다. 거리(D1)가 1mm 미만에서는, 중력에 의한 섬유 하강의 영향으로 히터 내벽 하부에 접촉하기 쉬워지고, 재용융해 버려, 방사가 불안정해져 버린다. 또, 거리(D1)가 10mm를 초과하면, 히터의 대략 중심부에 섬유를 통과시킬 수 없게 된다. 또한, 섬유(700)의 자중에 의해 섬유(700)가 진행 방향(수평 방향)에 대해 하강해 버리는 영향을 경감하기 위해, 제2 가열부(200)의 축 방향을 섬유 포집부(300)의 방향에 대해 하향으로 기울여 설치해도 된다.
또한, 도 2에 있어서, 제2 가열부(200)는, 용융 수지(500)를 토출하는 노즐부(103)의 선단 및 열풍 분출부(104)의 선단으로부터 거리(D2)만큼 축 방향(예를 들어 수평 방향)으로 떨어져 있는 것이 바람직하다. 이 구성에 의해, 열풍(600)으로 섬유(700)를 가스화해 버리는 것을 억제함과 더불어, 세섬유화를 효율적으로 행하는 것이 가능해진다.
그리고, 거리(D2)는, 20mm보다 크고, 100mm보다 작은 것이 바람직하고, 그러한 거리(D2)만큼 떨어진 위치에 제2 가열부(200)가 배치되어 있는 것이 바람직하다. 즉, 제2 가열부(200)가, 노즐부(103) 및 열풍 분출부(104)로부터, 20mm보다 멀고, 100mm보다 가까운 위치에 배치되어 있는 것이 바람직하다. 20mm 이하로 제2 가열부(200)가 노즐부(103) 및 열풍 분출부(104)에 근접하고 있는 경우에는, 섬유(700)가 가스화해 버리는 문제점이 발생한다. 한편, 100mm 이상으로 떨어져 있는 경우에는, 섬유(700)가, 열풍(600)에 의해 넓게 확산되어 버려, 제2 가열부(200)의 관통 구멍(200a)을 통과할 수 없게 됨과 더불어, 관통 구멍(200a)을 통과 가능한 섬유(700)에 있어서도, 히터 내벽에 접촉하기 쉬워진다. 그로 인해, 재용융해 버려, 방사가 불안정해져 버린다.
또한, 도 1 및 도 2에 있어서, 노즐부(103)를 상단에, 열풍 분출부(104)를 하단에 배치한 도로 설명하고 있는데, 노즐부(103)와 열풍 분출부(104)가 상하 반대로 배치해도 된다. 여기서, 노즐부(103)를 상단에, 열풍 분출부(104)를 하단에 배치하는 경우에는, 중력에 의해, 용융 수지가 에어로 말려들기 쉬워지며, 방사를 안정시킬 수 있다. 한편, 노즐부(103)와 열풍 분출부(104)가 상하 반대로 배치하는 경우에는, 메인테넌스 등에서 방사를 멈출 때에, 용융 수지가 열풍 분출부(104)에 흘러들어 막혀버리는 것을 억제할 수 있다.
도 1, 도 2에 있어서, 제2 가열부(200)로서, 중공 형상(원통 형상)의 히터를 이용함으로써, 도 1에 도시하는 바와 같이, 열풍(600)과 더불어 섬유(700)를 제2 가열부(200)의 내부의 원기둥형상의 관통 구멍(200a)을 통과시킬 수 있다.
도 3은, 제2 가열부(200)의 다른 형상의 예를 도시한다. 도 3에 도시하는 제2 가열부(200)에서는, 도 1에 도시하는 섬유 포집부(300)를 향해 입구측의 내경(di)으로부터 출구측의 내경(do)까지 서서히 커지고 있다. 이 형상은 섬유(700)의 흐름을 안정화하기 위해 바람직하다. 이 경우, 관통 구멍(200a)은, 입구로부터 출구를 향해 확대하는 원뿔대 형상으로 되어 있다.
또, 제2 가열부(200)에는, 하부의 적어도 일부에, 축 방향에 일단으로부터 타단까지 연장되는 슬릿형상의 절결부(201)가 설치되어 있는 것이 바람직하다. 절결부(201)에 의해, 제2 가열부(200)의 내벽에 접촉한 섬유(700)가 재용융해 버린 경우에서도, 그 용융 수지가 제2 가열부(200)의 하부에 고착 또한 정체하는 일 없이, 절결부(201)로부터 연직 방향 하향으로 흘러 떨어진다. 그로 인해, 관통 구멍(200a)을 용융 수지로 막아 방사를 차단하는 일이 없으며, 안정된 상태로 방사가 가능해진다.
또, 도 1에 도시하는 제1 가열부(102)와 열풍 발생 장치(105)와 제2 가열부(200)에 있어서의 각각의 가열 온도는, 이하의 관계를 만족하도록 설정되어 있는 것이 바람직하다.
제1 가열부(102)<열풍 발생 장치(105)<제2 가열부(200)
즉, 제2 가열부(200)에 있어서의 가열 온도는, 열풍 가열부인 열풍 발생 장치(105)에 있어서의 가열 온도보다 높고, 열풍 발생 장치(105)에 있어서의 가열 온도는, 제1 가열부(102)에 있어서의 가열 온도보다 높게 설정되어 있는 것이 바람직하다.
보다 상세하게는, 제1 가열부(102)의 용융 수지(500)의 가열 온도<열풍 발생 장치(105)의 열풍(600)의 가열 온도<제2 가열부(200)의 히터의 가열 온도의 관계를 만족하는 것이 바람직하다.
이 온도 설정에 의해, 원료 수지(400)로부터 용융 수지(500)를 거쳐 섬유(700)가 되고, 최종적으로 극세 섬유(700A)가 되는 단계에서, 원료 수지(400)와 용융 수지(500)와 섬유(700)를 각각 급격하게 가열해 버리는 것에 의한 돌비적인 가스화를 보다 확실히 방지할 수 있다. 또, 이와 같이 원료 수지(400)와 용융 수지(500)와 섬유(700)를 단계적으로 가열할 수 있기 때문에, 균일한 섬유 직경을 갖는 극세 섬유를 보다 확실히 생성할 수 있다.
본 실시 형태에 의하면, 세선화의 과정에서의 수지의 가스화를 억제할 수 있고, 고온의 기체(열풍(600))의 난류에 의한 섬유 흐름의 흐트러짐을 억제할 수 있다. 그로 인해, 가늘고, 균일한 섬유 직경의 극세 섬유를, 끊어지는 일 없이, 용이하고 또한 안정된 상태로 대량으로 제작할 수 있다.
도 4a 및 도 4b는, 본 실시 형태에 따르는 극세 섬유 생성 장치(110)의 응용예를 도시하고 있다.
도 4a에 도시하는 극세 섬유 생성 장치(110B)에서는, 노즐부(103), 열풍 분출부(104), 제2 가열부(200)가, 각각, 종 방향 또는/및 횡 방향에 복수 늘어 놓아져 다련(多漣) 노즐을 구성하고 있다. 일례로서, 도 4a에서는 이들이 각각 횡방향에 늘어 놓아져 다련 노즐을 구성하고 있다. 그리고, 제1 가열부(102)에 대해 이 다련 노즐이 접속되어 있다. 이러한 구성에 의하면, 한 번에, 복수의 용융 수지(500)를 복수의 노즐부(103)로부터 동시에 토출하면서 복수의 열풍 분출부(104)로부터 복수의 열풍(600)을 동시에 분출시킬 수 있다. 그 결과, 방사 방향으로 한 번 연신되어 섬유화한 복수의 섬유(700)를 동시에 생성할 수 있다. 이와 같이 다련 노즐 형식으로 구성함으로써, 생산성이 향상된다.
또, 도 4b에 도시하는 극세 섬유 생성 장치(110C)에서는, 용융 방사 유닛(100), 제2 가열부(200)가 복수 종 또는/및 횡방향에 늘어 놓아져 있다. 일례로서, 도 4b에서는 이들이 각각 종 방향에 늘어 놓아져 있다. 용융 방사 유닛(100)은, 노즐부(103)와 열풍 분출부(104)를 가지므로, 이 경우도 노즐부(103), 열풍 분출부(104), 제2 가열부(200)가, 각각, 종 방향에 복수 늘어 놓아져 다련 노즐을 구성하고 있게 된다. 이 구성에 있어서, 상이한 수지 또는 상이한 섬유 직경으로 형성된 복수의 섬유를 복합화 또는 적층화할 수 있다.
또한, 도 4a에 도시하는 극세 섬유 생성 장치(110B)에 있어서도, 복수의 노즐부(103)의 토출구의 직경을 서로 바꿈으로써 상이한 섬유 직경으로 형성된 복수의 섬유를 복합화 또는 적층화할 수 있다. 혹은, 노즐부(103)의 각각에 대해 제1 가열부(102)를 설치하면 상이한 수지로 형성된 복수의 섬유를 복합화 또는 적층화할 수 있다.
이하, 본 발명의 실시 형태에 있어서의 실시예에 관련되는 극세 섬유 집합체와 그 제조 방법에 대해, 도면을 참조하면서 상세하게 설명한다. 또한, 실시예에 있어서의 평가 방법에는 이하의 방법을 이용했다.
A. 섬유 생성량
섬유 생성량에 대해서는, 이하와 같이 하여 구했다. 즉, 단 노즐로 단위 시간(1시간)에 섬유 포집부(300)에서 포집된 섬유 집합체의 총 중량을 정밀 천칭으로 계량하여, 그 총 중량으로 산출했다. 또한, 정밀 천칭으로는 사토리우스제 BP210D를 사용했다.
B. 평균 섬유 직경 및 섬유 직경 편차
극세 섬유(700A)의 평균 직경은 이하와 같이 하여 구했다. 즉, 전자 현미경에 의한 표면 관찰 화상으로부터 극세 섬유의 직경을 계측하여, 그 평균값으로 구했다. 이때, 평균에 이용하는 극세 섬유수는 동일 시야 내에서 무작위로 추출한 10개 이상의 극세 섬유의 직경을 측정하고, 이것을 상이한 개소로부터 채취한 5샘플로 행하며, 합계 50개 이상의 극세 섬유 직경을 이용하여 산출했다. 이때, 섬유 직경 편차에 대해서도 3σ(표준 편차의 3배)로서 산출했다. 또한, 전자 현미경으로서 키엔스제 VE7800를 사용했다.
C. 섬유 결함(대)
도 5a는, 극세 섬유의 상태를 관찰한 화상이며, 섬유 결함(대)(800)을 도시하고 있다. 섬유 결함(대)(800)에 대해서는, 이하와 같이 하여 평가했다. 즉, 섬유 포집부(300)에서 포집된 섬유 집합체에 있어서, 단위 면적(□100mm)을 목시(目視) 관찰 및 촉진에 의해, 1mm 이상의 거대한 덩어리형상 수지의 개수를 세어, 그 개수로 평가했다.
D. 섬유 결함(소)
도 5b는, 극세 섬유의 상세 상태를 관찰한 화상이며, 섬유 결함(소)(900)을 도시하고 있다. 섬유 결함(소)(900)에 대해서는, 이하와 같이 하여 평가했다. 즉, SEM에 의한 배율 100배의 표면 화상으로부터 섬유화하지 않은 덩어리형상 수지의 개수를 세어, 그 개수로 평가했다. 이때, 상이한 개소로부터 채취한 5샘플의 5화상에서 덩어리형상 수지의 개수를 세어, 합계 5개소의 합계로서 산출했다. 또한, 전자 현미경으로서 키엔스제 VE7800을 사용했다.
이하, 실시예에 의거하여 본 발명의 효과를 구체적으로 설명하는데, 본 발명은 이들의 실시예에 한정되는 것은 아니다.
(실시예 1)
도 1에 도시한 극세 섬유 생성 장치(110)를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다.
원료 수지:폴리프로필렌 수지(MFR(멜트 플로우 레이트):1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):50mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 섬유 생성량 0.8kg/h, 평균 섬유 직경 345nm, 섬유 직경 편차는 ±40%였다. 또, 섬유 결함(대)에 대해서는, 5개이며, 섬유 결함(소)은 20개라고 하는 결과였다.
(실시예 2)
실시예 2에 대해서도, 도 1에 도시한 극세 섬유 생성 장치(110)를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 제2 가열부(200)의 형상으로서, 섬유 포집부(300)를 향해, 내경이 서서히 커지는 형상으로 했다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):50mm
히터 내경(di-do):30mm-60mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 섬유 생성량은, 실시예 1과 거의 같은 0.8kg/h였으나, 평균 섬유 직경은 307nm로 가늘어지고, 섬유 직경 편차도 ±28%로 작게 할 수 있었다. 또, 섬유 결함(대)에 대해서는 3개이며, 섬유 결함(소)은 5개로 실시예 1과 비교하여 적어지는 경향을 얻었다.
(실시예 3)
실시예 3에 대해서도, 도 1에 도시한 극세 섬유 생성 장치(110)를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 제2 가열부(200)의 형상으로서, 히터 하부에 절결부(201)를 갖는 형상으로 했다. 본 실시예 3에서는, 절결부(201)의 형상으로서, 절결폭(b)으로 히터 길이(L)에 걸쳐 관통하는 형태로 절결을 형성했는데, 이 형상에 한정하는 것이 아니며, 히터 하부의 적어도 일부에 절결부을 갖는 형상으로 실시할 수 있다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):50mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):5mm
이 결과로서, 제작한 극세 섬유 집합체는, 섬유 생성량은, 실시예 1과 거의 같은 0.8kg/h, 평균 섬유 직경 및 섬유 직경 편차도, 각각 355nm, ±38%로 동일한 정도가 되었으나, 섬유 결함(대)에 대해서는 0개이며, 섬유 결함(소)에 대해서도 1개로 실시예 1과 비교하여 큰 폭으로 경감할 수 있는 경향을 얻었다.
(비교예 1)
비교예 1로는, 제2 가열부(200)가 없는 것을 제외하고, 도 1에 도시한 극세 섬유 생성 장치와 같은 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:없음
이 결과로서, 제작한 극세 섬유 집합체는, 섬유 생성량은 0.8kg/h로 실시예 1~3과 동일한 정도였으나, 평균 섬유 직경은 807nm로 실시예 1~3보다 굵고, 또한, 섬유 직경 편차는 ±64%로 실시예 1~3보다 커졌다. 또, 섬유 결함(대)에 대해서는 6개이며, 섬유 결함(소)은 18개라고 하는 결과였다.
(비교예 2)
비교예 2로는, 방사 방향이 수직 방향 하향인 것을 제외하고, 도 1에 도시한 극세 섬유 생성 장치와 같은 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 단, 제2 가열부(200)와 열풍 분출부(104)의 거리(D1)에 대해서는, 수직 방향에서는 중력의 영향을 받지 않기 때문에, 0mm로 설정했다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수직 방향(하향)
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):0mm
거리(D2):50mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 실시예 1과, 섬유 생성량, 평균 섬유 직경, 및 섬유 직경 편차에 대해서는 동일한 정도가 되어, 각각, 0.8kg/h, 353nm, ±42%였다. 그러나, 섬유 결함(대) 및, 섬유 결함(소)에 대해서는 52개, 105개로, 실시예 1보다 큰 폭으로 증가하는 결과였다.
(비교예 3)
비교예 3으로는, 도 1에 도시한 극세 섬유 생성 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 제2 가열부(200)와 열풍 분출부(104)의 거리(D1)를 0mm로 설정한 점이다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):0mm
거리(D2):50mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 실시예 1과 비교하여 섬유 생성량이 0.5kg/h로 적어지고, 평균 섬유 직경은 360nm로 동일한 정도였으나, 섬유 직경 편차가 ±53%로 실시예 1보다 악화되는 결과가 되었다. 또, 섬유 결함(대)에 대해서는 5개로 동일한 정도였으나, 섬유 결함(소)에 대해서는 60개로 실시예 1보다 큰 폭으로 증가했다.
(비교예 4)
비교예 4로는, 도 1에 도시한 극세 섬유 생성 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 제2 가열부(200)가, 용융 수지를 토출하는 노즐부(103) 및 열풍 분출부(104)로부터의 거리(D2)를 20mm로 근접 배치한 점이다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):20mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 실시예 1과 비교하여, 섬유 생성량이 0.3kg/h로 큰 폭으로 적어지고, 평균 섬유 직경도 굵으며, 섬유 직경 편차도 악화되는 결과가 되었다. 평균 섬유 직경과 섬유 직경 편차는, 각각, 530nm, ±55%였다. 또, 섬유 결함(대)에 대해서는 4개로 동일한 정도였으나, 섬유 결함(소)에 대해서는 35개로 큰 폭으로 증가했다.
(비교예 5)
비교예 5로는, 도 1에 도시한 극세 섬유 생성 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 제2 가열부(200)가, 용융 수지를 토출하는 노즐부(103) 및 열풍 분출부(104)로부터의 거리(D2)를 100mm로 떼어 놓아 배치한 점이다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 400℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):100mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 실시예 1과 비교하여, 섬유 생성량은 0.8kg/h로 실시예 1과 동일한 정도였으나, 평균 섬유 직경은 굵고, 섬유 직경 편차도 악화되는 결과가 되었다. 평균 섬유 직경과 섬유 직경 편차는, 각각, 610nm, ±89%였다. 또, 섬유 결함(대)에 대해서는 7개로 동일한 정도였으나, 섬유 결함(소)에 대해서는 57개로 큰 폭으로 증가했다.
(비교예 6)
비교예 6으로는, 도 1에 도시한 극세 섬유 생성 장치를 이용하여 극세 섬유 집합체를 제작했다. 제조 조건은 이하와 같다. 실시예 1과의 차이는, 열풍 분출부(104)의 설정 온도를 제2 가열부(200)의 설정 온도 이상으로 설정한 것이다.
원료 수지:폴리프로필렌 수지(MFR:1200g/10분)
방사 방향:수평 방향
제1 가열부:설정 온도 300℃
열풍 분출부:설정 온도 500℃
제2 가열부:설정 온도 500℃
열풍 속도:200m/sec
거리(D1):5mm
거리(D2):50mm
히터 내경(di-do):30mm-30mm
히터 두께(T):5mm
히터 길이(L):40mm
히터 절결폭(b):0mm
이 결과로서, 제작한 극세 섬유 집합체는, 실시예 1과 비교하여, 섬유 생성량이 0.1kg/h로 적어졌으나, 평균 섬유 직경 및 섬유 직경 편차는, 각각 358nm, ±43%로 동일한 정도가 되었다. 또, 섬유 결함(대)에 대해서는 5개로 동일한 정도였으나, 섬유 결함(소)에 대해서는 150개로 큰 폭으로 증가했다.
이들의 결과를 표 1에 정리하여 기재한다.
[표 1]

또, 도 6에는, 실시예 1 및 비교예 1의 섬유 직경을 측정한 결과로부터 작성한 분포도를 도시한다. 표 1로부터, 실시예 1과 비교예 1을 비교하면, 실시예 1의 제2 가열부(200)에 의해, 섬유 생성량을 감소하는 일 없이, 대폭적인 세섬유화 및 섬유 직경 편차 저감이 가능한 것을 안다. 단, 실시예 1에 있어서는, 1㎛ 이하의 극세 섬유로 서술하고 있으나, 1㎛ 이상의 섬유라도 본 발명의 효과는 기대할 수 있다. 그리고, 도 6의 섬유 직경 분포로부터, 실시예 1에 있어서 섬유 직경이 가늘게 되어 있음과 더불어, 섬유 직경 편차도, 작게 할 수 있는 것을 알 수 있다.
실시예 2에 있어서는, 제2 가열부(200)의 관통 구멍(200a)의 형상을 섬유 포집부(300)를 향해 서서히 크게 함으로써, 섬유(700)의 흐름을 안정화할 수 있다. 또, 섬유(700)가 히터 내벽에 접촉하여 재용융하는 것을 억제할 수 있다. 그로 인해, 섬유 생성량을 증가시킬 수 있음과 더불어, 섬유 직경을 더욱 가늘게 할 수 있으며, 섬유 직경 편차도 경감되어 있는 것을 알 수 있다. 또, 같은 효과에 의해, 섬유 결함(소)에 대해서도 경감 가능하게 되어 있다.
실시예 3에 있어서는, 제2 가열부(200)의 히터 하부에 절결부(201)가 있음으로써, 히터 내벽에 접촉한 섬유(700)가 재용융해 버린 경우에서도, 유동성을 가진 용융 수지가, 히터 하부에 고착 또한 정체하는 일 없이 흘러 떨어져, 히터의 중공 부분을 막아 방사를 차단하는 일이 없다. 이로 인해, 안정된 상태로 방사가 가능해지고, 섬유 결함(대) 및 섬유 결함(소)의 발생이 큰 폭으로 억제되어 있다.
비교예 2에서는, 방사 방향을 수직 방향(하향)에 배치하도록 하고 있다. 이러한 구성에 의해, 비교예 2에서는, 제2 가열부(200)의 히터 내벽에 접촉하여 섬유(700)가 재용융해 버려, 유동성을 가진 용융 수지가 비섬유 상태로 섬유 포집부(300)에 탈락하여, 극세 섬유 집합체에 부착한다. 그로 인해, 표 1에 기재하는 바와 같이, 실시예 1에 비해 비교예 2에서는, 도 5a에 도시하는 섬유 결함(대)이 증가하는 결과로 되어 있다. 비교예 2에서는 하향으로 방사하고 있으나, 상향으로 방사한 경우에는, 같은 유동성을 가진 용융 수지가 비섬유 상태로 노즐부(103) 및 열풍 분출부(104)에 부착해 버린다. 이로 인해, 방사가 불안정해져, 결과적으로는, 하향과 마찬가지로 도 5a에 도시하는 바와 같이 섬유 결함(대)이 증가해 버리거나, 경우에 따라서는, 도 5b에 도시하는 바와 같이 섬유 결함(소)도 증가해 버린다.
비교예 3에서는, 제2 가열부(200)는, 열풍 분출부(104)의 높이의 차인 거리(D1)를 같은 높이에 배치하도록 구성하고 있다. 이러한 구성에 의해, 중력에 의한 섬유 하강의 영향으로, 섬유(700)가 제2 가열부(200)의 관통 구멍(200a)을 구성하는 히터 내벽, 특히 히터 하부에 접촉하기 쉬워진다. 이로 인해, 섬유(700)가 재용융해 버려, 섬유 생성량이 감소함과 더불어, 유동성을 가진 용융 수지에 의해, 섬유화가 불안정해진다. 이 결과, 표 1에 기재하는 바와 같이, 실시예 1에 비해 비교예 3에서는 섬유 직경 편차가 커지고, 섬유 결함(소)도 증가하는 결과로 되어 있다.
비교예 4에서는, 제2 가열부(200)가, 용융 수지를 토출하는 노즐부(103) 및 열풍 분출부(104)로부터의 거리(D2)가 20mm 이하로 근접 배치하도록 구성하고 있다. 이러한 구성에 의해, 섬유(700)가 노즐부(103) 및 열풍 분출부(104)에 의해 가열되기 쉬워져, 가스화해 버린다. 이로 인해, 표 1에 기재하는 바와 같이, 실시예 1에 비해 비교예 4에서는 섬유 생성량이 감소함과 더불어, 섬유화가 불안정해지고, 섬유 직경 편차가 커지며, 섬유 결함(소)도 증가하고 있다. 또한, 본 발명자들은, 이 결과를 감안하여, 거리(D2)를 20mm보다 떨어트려 감으로써, 이 영향이 감소하고, 반대로 거리(D2)를 20mm 이하로 가까워질수록 악화되어가는 경향을 확인했다.
비교예 5에서는, 제2 가열부(200)가, 용융 수지를 토출하는 노즐부(103) 및 열풍 분출부(104)로부터의 거리(D2)가 100mm 이상으로 떨어진 상태로 배치하도록 구성하고 있다. 이러한 구성에 의해, 섬유(700)가, 열풍(600)에 의해 넓게 확산되어 버려, 제2 가열부(200)의 관통 구멍(200a)을 통과할 수 없게 됨과 더불어, 관통 구멍(200a)을 통과할 수 있던 섬유(700)에 있어서도, 히터 내벽에 접촉하기 쉬워진다. 이로 인해, 재용융해 버려 방사가 불안정해져 버리고, 표 1에 기재하는 바와 같이, 실시예 1에 비해 비교예 5에서는 섬유 생성량이 감소함과 더불어, 섬유화가 불안정해진다. 이 결과, 섬유 직경 편차가 커지고, 섬유 결함(소)도 증가하는 결과로 되어 있다. 또한, 본 발명자들은, 이 결과를 감안하여, 거리(D2)를 100mm보다 가깝게 함으로써 이 영향이 감소하고, 반대로 거리(D2)를 100mm 이상으로 떨어트려 갈수록 악화되어 가는 경향을 확인하고 있다.
비교예 6에서는, 열풍 분출부(104)의 온도를, 제2 가열부(200)의 설정 온도 이상으로 설정하도록 구성하고 있다. 이러한 구성에 의해, 용융 수지(500)가 급격하게 열풍(600)의 온도로 가열됨으로써 가스화해 버리기 때문에, 효율적인 섬유화가 불가능하게 된다. 그로 인해, 섬유 생성 속도도 느려지거나, 방사가 불안정해짐으로써, 표 1에 기재하는 바와 같이, 실시예 1에 비해 비교예 6에서는 섬유 결함(소)도 증가하는 결과가 되었다. 또, 제1 가열부(102)의 온도를 열풍 분출부(104)나 제2 가열부(200)의 설정 온도 이상으로 설정하는 경우에도, 마찬가지로 가스화, 불안정해지는 것을 확인하고 있다. 이로 인해, 제1 가열부(102)와 열풍 발생 장치(105)와 제2 가열부(200)에 있어서의 가열 온도가, 제1 가열부(102)의 용융 수지(500)의 가열 온도<열풍 발생 장치(105)의 열풍(600)의 가열 온도<제2 가열부(200)의 히터의 가열 온도의 순서대로 높은 관계가 성립하도록 설정하는 것이, 가스화시켜 버릴 일이 없으며, 극세 섬유(700A)를, 보다 안정적으로 생성할 수 있는 조건인 것을, 본 발명자들은 발견했다.
또한, 상기 여러 가지 실시 형태 또는 변형예 중의 임의의 실시 형태 또는 변형예를 적당히 조합함으로써, 각각이 갖는 효과를 발휘하도록 할 수 있다. 또, 실시 형태들의 조합 또는 실시예들의 조합 또는 실시 형태와 실시예의 조합이 가능함과 더불어, 상이한 실시 형태 또는 실시예 중의 특징들의 조합도 가능하다.
[산업상의 이용 가능성]
본 발명의 양태에 따르는 극세 섬유 생성 방법 및 생성 장치에 의하면, 세선화의 과정에서의 수지의 가스화를 억제할 수 있고, 고온 기체에 의한 난류에 의한 섬유 흐름의 흐트러짐을 억제할 수 있다. 그로 인해, 가늘고, 균일한 섬유 직경의 극세 섬유가 끊어지는 일 없이, 용이하고 또한 안정된 상태로 대량으로 제조할 수 있다.
100 용융 방사 유닛
101 수지 공급부
102 제1 가열부
103 노즐부
103a 노즐 구멍
104 열풍 분출부
104a 열풍 분출 구멍
105 열풍 발생 장치
110, 110B, 110C 극세 섬유 생성 장치
200 제2 가열부
200a 관통 구멍
201 절결부
300 섬유 포집부
400 원료 수지
500 용융 수지
600 열풍
700 섬유
700A 극세 섬유
800 섬유 결함(대)
900 섬유 결함(소)
101 수지 공급부
102 제1 가열부
103 노즐부
103a 노즐 구멍
104 열풍 분출부
104a 열풍 분출 구멍
105 열풍 발생 장치
110, 110B, 110C 극세 섬유 생성 장치
200 제2 가열부
200a 관통 구멍
201 절결부
300 섬유 포집부
400 원료 수지
500 용융 수지
600 열풍
700 섬유
700A 극세 섬유
800 섬유 결함(대)
900 섬유 결함(소)
Claims (11)
- 열가소성 수지를 용융하는 제1 가열부와,
상기 제1 가열부에서 용융된 상기 열가소성 수지를 토출하는 노즐부와,
고온의 기체를 생성하는 열풍 가열부와,
상기 노즐부로부터 토출되고 또한 용융된 상기 열가소성 수지에, 상기 열풍 가열부에서 생성된 상기 고온의 기체를 내뿜어, 용융된 상기 열가소성 수지를 연신하여 섬유화하는 열풍 분출부와,
상기 열풍 분출부에 의해 섬유화된 상기 열가소성 수지를 통과시켜 가열하는 관통 구멍이 설치되고, 섬유화된 상기 열가소성 수지가 상기 관통 구멍을 통과할 때에 섬유화된 상기 열가소성 수지를 가열하여 섬유화된 상기 열가소성 수지를 더욱 세선화하는 제2 가열부와,
상기 제2 가열부에서 세선화된 섬유형상의 상기 열가소성 수지를 포집하는 섬유 포집부를 구비한, 극세 섬유 생성 장치. - 청구항 1에 있어서,
상기 열가소성 수지가 이동하는 방사(紡絲) 방향이 연직 방향에 수직인 방향인, 극세 섬유 생성 장치. - 청구항 2에 있어서,
상기 열풍 분출부는 상기 고온의 기체를 분출하는 열풍 분출 구멍을 갖고, 연직 방향에 있어서, 상기 제2 가열부의 상기 관통 구멍의 중심이 상기 열풍 분출부의 상기 열풍 분출 구멍보다 낮은, 극세 섬유 생성 장치. - 청구항 3에 있어서,
상기 제2 가열부가, 상기 노즐부 및 상기 열풍 분출부로부터, 20mm보다 멀고 100mm보다 가까운 위치에 배치되어 있는, 극세 섬유 생성 장치. - 청구항 4에 있어서,
상기 제2 가열부의 내경은 상기 섬유 포집부를 향해 커지는, 극세 섬유 생성 장치. - 청구항 5에 있어서,
상기 제2 가열부의 하부의 적어도 일부에 절결부가 설치된, 극세 섬유 생성 장치. - 청구항 1 내지 청구항 6 중 어느 한 항에 있어서,
상기 제2 가열부에 있어서의 가열 온도는, 상기 열풍 가열부에 있어서의 가열 온도보다 높고, 상기 열풍 가열부에 있어서의 가열 온도는, 상기 제1 가열부에 있어서의 가열 온도보다 높게 설정되어 있는, 극세 섬유 생성 장치. - 청구항 7에 있어서,
상기 노즐부와, 상기 열풍 분출부와, 상기 제2 가열부가 복수 늘어 놓아져 다련(多漣) 노즐을 구성하고, 상기 제1 가열부에 대해 상기 다련 노즐이 접속되어 있는, 극세 섬유 생성 장치. - 청구항 8에 있어서,
상기 다련 노즐에 의해, 상이한 수지 또는 상이한 섬유 직경으로 형성된 복수의 섬유를 복합화 또는 적층화하는, 극세 섬유 생성 장치. - 열가소성 수지를 용융하는 단계와,
상기 용융된 열가소성 수지를 노즐부로부터 토출함과 더불어, 고온의 기체를 상기 노즐부로부터 토출하여 용융된 상기 열가소성 수지에 내뿜어, 용융된 상기 열가소성 수지를 연신하여 섬유화하는 단계와,
섬유화된 상기 열가소성 수지를 가열하여, 상기 열가소성 수지를 더욱 세선화하는 단계와,
세선화된 섬유형상의 상기 열가소성 수지를 포집하는 단계를 구비한, 극세 섬유 생성 방법. - 청구항 10에 있어서,
섬유화된 상기 열가소성 수지를 더욱 세선화할 때, 관통 구멍이 설치된 가열부를 이용하고, 섬유화된 상기 열가소성 수지를 상기 관통 구멍에 통과시킴으로써 섬유화된 상기 열가소성 수지를 가열하는, 극세 섬유 생성 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015005158A JP6425023B2 (ja) | 2015-01-14 | 2015-01-14 | 極細繊維生成方法及び生成装置 |
| JPJP-P-2015-005158 | 2015-01-14 | ||
| PCT/JP2015/005073 WO2016113782A1 (ja) | 2015-01-14 | 2015-10-06 | 極細繊維生成方法及び生成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170104436A true KR20170104436A (ko) | 2017-09-15 |
| KR102366240B1 KR102366240B1 (ko) | 2022-02-22 |
Family
ID=56405354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177003463A KR102366240B1 (ko) | 2015-01-14 | 2015-10-06 | 극세 섬유 생성 방법 및 생성 장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10450675B2 (ko) |
| EP (1) | EP3246435B1 (ko) |
| JP (1) | JP6425023B2 (ko) |
| KR (1) | KR102366240B1 (ko) |
| CN (1) | CN106574400B (ko) |
| WO (1) | WO2016113782A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102541503B1 (ko) * | 2023-02-15 | 2023-06-13 | 강희정 | 다중 경도 방식의 매트리스 제조 장치 및 제조 방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016216871A (ja) * | 2015-05-22 | 2016-12-22 | 光弘 高橋 | ナノファイバー発生装置 |
| JP7236797B2 (ja) * | 2017-02-24 | 2023-03-10 | サンアロマー株式会社 | ポリプロピレンナノファイバーおよび積層体の製造方法 |
| JP2019007113A (ja) * | 2017-06-28 | 2019-01-17 | Jxtgエネルギー株式会社 | 極細繊維の製造装置及び極細繊維の製造方法 |
| CN112497794B (zh) * | 2020-10-30 | 2022-05-20 | 中国科学院西安光学精密机械研究所 | 负曲率空芯太赫兹聚合物波导管的制备方法及制备装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155211A (ja) * | 1984-08-27 | 1986-03-19 | Nippon Ester Co Ltd | 極細マルチフイラメントの溶融紡糸方法 |
| KR960006930A (ko) * | 1994-08-16 | 1996-03-22 | 정효성 | 키위를 이용한 인체면역성 증진 및 인체질환 치료방법 |
| JPH0881817A (ja) | 1994-09-13 | 1996-03-26 | Toray Ind Inc | 溶融紡糸装置 |
| JP2007031876A (ja) * | 2005-07-26 | 2007-02-08 | Tmt Machinery Inc | スパンボンド不織布の製造装置及び製造方法 |
| JP2010285720A (ja) * | 2009-06-11 | 2010-12-24 | Mitsui Chemicals Inc | 不織布の製造方法および製造装置 |
| JP2014088639A (ja) | 2012-10-30 | 2014-05-15 | Kasen Nozuru Seisakusho:Kk | 極細繊維不織布の製造装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5993943A (en) * | 1987-12-21 | 1999-11-30 | 3M Innovative Properties Company | Oriented melt-blown fibers, processes for making such fibers and webs made from such fibers |
| DE3801080A1 (de) | 1988-01-16 | 1989-07-27 | Bayer Ag | Verfahren zur herstellung von feinstpolymerfasern |
| JP3418692B2 (ja) | 1995-03-20 | 2003-06-23 | 株式会社高分子加工研究所 | 超高分子量ポリオレフィンフィラメントの製法 |
| US5672415A (en) * | 1995-11-30 | 1997-09-30 | Kimberly-Clark Worldwide, Inc. | Low density microfiber nonwoven fabric |
| JP2001288667A (ja) | 2000-03-31 | 2001-10-19 | Polymer Processing Res Inst | 遠心紡糸フィラメントの螺旋状集積不織布およびその製法、緯並列フィラメント不織布およびその製法 |
| US6989125B2 (en) | 2002-11-21 | 2006-01-24 | Kimberly-Clark Worldwide, Inc. | Process of making a nonwoven web |
| DE10322460B4 (de) * | 2003-05-16 | 2007-02-08 | Corovin Gmbh | Verfahren und Vorrichtung zur Herstellung eines Spinnvlieses aus Filamenten aus aufgeplatzten Fasern, Filamente aus aufgeplatzen Fasern und Vliesstoff |
| US8802002B2 (en) | 2006-12-28 | 2014-08-12 | 3M Innovative Properties Company | Dimensionally stable bonded nonwoven fibrous webs |
| DE502007003585D1 (de) | 2007-03-08 | 2010-06-10 | Fleissner Gmbh | Verfahren und Vorrichtung zur Herstellung eines Spinnvlieses |
| KR20100120650A (ko) | 2008-01-18 | 2010-11-16 | 엠엠아이-아이피씨오, 엘엘씨 | 복합 직물 |
| JP5216551B2 (ja) * | 2008-11-21 | 2013-06-19 | パナソニック株式会社 | ナノファイバ製造装置、ナノファイバ製造方法 |
| JP5482440B2 (ja) | 2010-05-19 | 2014-05-07 | トヨタ紡織株式会社 | 溶融紡糸方法及び溶融紡糸装置 |
| CN103038407B (zh) | 2010-07-29 | 2016-03-09 | 三井化学株式会社 | 纤维无纺布、以及其制造方法和制造装置 |
| JP5652167B2 (ja) | 2010-12-01 | 2015-01-14 | トヨタ紡織株式会社 | 溶融紡糸装置及び溶融紡糸方法 |
| US8529325B2 (en) * | 2011-07-09 | 2013-09-10 | Ronald J. Kile | Threshing bars with cutting blades and combine harvester thresher formed therewith |
| JP5829553B2 (ja) * | 2012-03-06 | 2015-12-09 | 株式会社タマル製作所 | 高分子材料のナノファイバー積層体の製造方法 |
| JP5535389B1 (ja) * | 2012-10-22 | 2014-07-02 | 株式会社リメディオ | 乾式紡糸装置、不織布製造装置、および紡糸方法 |
-
2015
- 2015-01-14 JP JP2015005158A patent/JP6425023B2/ja active Active
- 2015-10-06 KR KR1020177003463A patent/KR102366240B1/ko active IP Right Grant
- 2015-10-06 CN CN201580040039.9A patent/CN106574400B/zh active Active
- 2015-10-06 WO PCT/JP2015/005073 patent/WO2016113782A1/ja active Application Filing
- 2015-10-06 US US15/501,641 patent/US10450675B2/en active Active
- 2015-10-06 EP EP15877741.7A patent/EP3246435B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155211A (ja) * | 1984-08-27 | 1986-03-19 | Nippon Ester Co Ltd | 極細マルチフイラメントの溶融紡糸方法 |
| KR960006930A (ko) * | 1994-08-16 | 1996-03-22 | 정효성 | 키위를 이용한 인체면역성 증진 및 인체질환 치료방법 |
| JPH0881817A (ja) | 1994-09-13 | 1996-03-26 | Toray Ind Inc | 溶融紡糸装置 |
| JP2007031876A (ja) * | 2005-07-26 | 2007-02-08 | Tmt Machinery Inc | スパンボンド不織布の製造装置及び製造方法 |
| JP2010285720A (ja) * | 2009-06-11 | 2010-12-24 | Mitsui Chemicals Inc | 不織布の製造方法および製造装置 |
| JP2014088639A (ja) | 2012-10-30 | 2014-05-15 | Kasen Nozuru Seisakusho:Kk | 極細繊維不織布の製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102541503B1 (ko) * | 2023-02-15 | 2023-06-13 | 강희정 | 다중 경도 방식의 매트리스 제조 장치 및 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3246435A1 (en) | 2017-11-22 |
| CN106574400B (zh) | 2019-12-24 |
| JP6425023B2 (ja) | 2018-11-21 |
| US20170233894A1 (en) | 2017-08-17 |
| US10450675B2 (en) | 2019-10-22 |
| KR102366240B1 (ko) | 2022-02-22 |
| WO2016113782A1 (ja) | 2016-07-21 |
| EP3246435A4 (en) | 2018-01-03 |
| EP3246435B1 (en) | 2021-03-24 |
| JP2016130377A (ja) | 2016-07-21 |
| CN106574400A (zh) | 2017-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170104436A (ko) | 극세 섬유 생성 방법 및 생성 장치 | |
| CN102162141B (zh) | 通过分裂法生产细纱线的纺丝装置 | |
| US7364681B2 (en) | Spinning device and method having cooling by blowing | |
| CN111194363B (zh) | 用于丝的挤压和纺粘织物生产的设备 | |
| JP5482440B2 (ja) | 溶融紡糸方法及び溶融紡糸装置 | |
| JPH05263307A (ja) | 複合メルトブロー紡糸口金 | |
| JPH07102408A (ja) | メルトブロー紡糸口金装置 | |
| JP2022507153A (ja) | 紡糸繊維の製造に使用するための一体化された紡糸口金本体及びノズルを有する紡糸口金ブロック | |
| JP4271226B2 (ja) | 不織布の製造方法及び装置 | |
| JP2017203233A (ja) | メルトブロー用ダイ | |
| JP6544630B2 (ja) | 極細繊維生成装置 | |
| CN108884618B (zh) | 非织造布的制造装置、非织造布的制造方法及非织造布 | |
| US20230372848A1 (en) | Fiber nonwoven fabric, filter, and method of fiber nonwoven fabric | |
| US20180237954A1 (en) | Melt blowing apparatus and method | |
| TW201821660A (zh) | 樹脂纖維的製造方法、使用於該樹脂纖維的製造方法之噴嘴頭及製造裝置 | |
| JP7352946B2 (ja) | メルトブロー装置 | |
| CN106381530A (zh) | 熔融纺丝装置用喷丝板 | |
| JP2017095850A (ja) | メルトブロー口金および不織布の製造方法 | |
| JPH02289162A (ja) | メルトブロー不織布の製造方法 | |
| JPH07268753A (ja) | 幅広の不織布用ウエブの製造方法 | |
| EP3670712A1 (en) | Discharge nozzle for nano fiber manufacturing device and nano fiber manufacturing device provided with discharge nozzle | |
| CN117500963A (zh) | 无纺布的制造装置及制造方法 | |
| JPH11200135A (ja) | メルトブロー用紡糸口金及び不織布の製造方法 | |
| ITMI20071585A1 (it) | Procedimento ed apparato per la produzione di filamenti mediante estrusione |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |