KR20170102989A - 고강도 냉연 박강판 및 그 제조 방법 - Google Patents
고강도 냉연 박강판 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20170102989A KR20170102989A KR1020177022367A KR20177022367A KR20170102989A KR 20170102989 A KR20170102989 A KR 20170102989A KR 1020177022367 A KR1020177022367 A KR 1020177022367A KR 20177022367 A KR20177022367 A KR 20177022367A KR 20170102989 A KR20170102989 A KR 20170102989A
- Authority
- KR
- South Korea
- Prior art keywords
- temperature
- phase
- steel sheet
- cooling
- cold
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0268—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Electroplating Methods And Accessories (AREA)
- Coating With Molten Metal (AREA)
Abstract
면내 이방성이 작은 고강도 냉연 박강판 및 그 제조 방법을 제공한다.
질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만과, 추가로 Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하는 조성의 강 소재에, 열간 압연과, 압하율 : 30 % 이상의 냉간 압연을 실시한 후, 추가로 800 ∼ 950 ℃ 의 온도역으로 가열한 후, 5 ℃/s 이상의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시켜, 마텐자이트상과 베이나이트상이 합계로 80 체적% 이상인 조직을 갖는 강판으로 한 후, 추가로 700 ∼ 840 ℃ 의 온도역으로 가열하고 유지한 후, 5 ∼ 50 ℃/s 의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시키고, 그 온도역에서 10 ∼ 1800 s 간 유지하는 공정을 실시한다. 이로써, 체적률로, 15 % 이상 70 % 이하의 페라이트상과, 15 % 초과 40 % 이하의 잔류 오스테나이트상과, 30 % 이하의 마텐자이트상을 함유하는 조직으로 하고, 잔류 오스테나이트상이, 평균 결정 입경 : 2.0 ㎛ 이하이고 애스펙트비가 2.0 이상인 침상 미세립으로 한다. 이로써, 제조 안정성이 우수하고, TS : 980 ㎫ 이상이며, 고연성 및 면내 이방성이 작은 고강도 냉연 박강판이 된다.
질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만과, 추가로 Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하는 조성의 강 소재에, 열간 압연과, 압하율 : 30 % 이상의 냉간 압연을 실시한 후, 추가로 800 ∼ 950 ℃ 의 온도역으로 가열한 후, 5 ℃/s 이상의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시켜, 마텐자이트상과 베이나이트상이 합계로 80 체적% 이상인 조직을 갖는 강판으로 한 후, 추가로 700 ∼ 840 ℃ 의 온도역으로 가열하고 유지한 후, 5 ∼ 50 ℃/s 의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시키고, 그 온도역에서 10 ∼ 1800 s 간 유지하는 공정을 실시한다. 이로써, 체적률로, 15 % 이상 70 % 이하의 페라이트상과, 15 % 초과 40 % 이하의 잔류 오스테나이트상과, 30 % 이하의 마텐자이트상을 함유하는 조직으로 하고, 잔류 오스테나이트상이, 평균 결정 입경 : 2.0 ㎛ 이하이고 애스펙트비가 2.0 이상인 침상 미세립으로 한다. 이로써, 제조 안정성이 우수하고, TS : 980 ㎫ 이상이며, 고연성 및 면내 이방성이 작은 고강도 냉연 박강판이 된다.
Description
본 발명은, 인장 강도 TS : 980 ㎫ 이상을 갖고, 자동차 부품용으로서 바람직한 고강도 냉연 박강판 및 그 제조 방법에 관한 것이고, 특히, 강도 및 연신의 면내 이방성의 저감, 나아가서는 제조 안정성의 향상에 관한 것이다.
최근, 지구 환경의 보전이라는 관점에서 자동차의 연비 향상이 요망되고, 차체 부품 등에 대한 인장 강도 : 980 ㎫ 이상의 고강도 강판의 적용이 촉진되고 있다. 또한, 최근에는, 자동차의 충돌 안전성의 향상에 대한 요구가 높아져, 충돌시의 탑승자의 안전성 확보라는 관점에서, 차체의 골격 부분 등의 구조 부재용으로서 고강도 강판이 널리 채용되게 되어, 인장 강도가 1180 ㎫ 급, 1270 ㎫ 급과 같은 매우 높은 강도의 고강도 강판의 적용도 검토되고 있다.
예를 들어, 특허문헌 1 에는, 질량% 로, C : 0.16 ∼ 0.20 %, Si : 1.0 ∼ 2.0 %, Mn : 2.5 ∼ 3.5 %, Al : 0.005 ∼ 0.1 %, N : 0.01 % 이하, Ti : 0.001 ∼ 0.050 %, B : 0.0001 ∼ 0.0050 % 를 함유하는 조성으로 이루어지는 슬래브를 열간 압연하고, 이어서 산세 후 냉간 압연한 냉연판에, 어닐링 공정으로서 800 ∼ 950 ℃ 에서 어닐링한 후, 냉각 정지 온도 : 200 ∼ 500 ℃ 까지 냉각시키고, 이어서 750 ∼ 850 ℃ 로 재가열 후, 평균 냉각 속도 : 5 ∼ 50 ℃/s 로 350 ∼ 450 ℃ 의 냉각 정지 온도역까지 냉각시키고, 이 온도역에 100 ∼ 1000 s 체류시켜, 연성이 우수하며 또한 인장 강도가 1180 ㎫ 이상인 고강도 냉연 강판으로 하는 고강도 냉연 강판의 제조 방법이 기재되어 있다. 특허문헌 1 에 기재된 기술에서는, 체적 분율로, 페라이트상 : 40 ∼ 65 %, 마텐자이트상 : 30 ∼ 55 %, 잔류 오스테나이트상 : 5 ∼ 15 % 를 함유하고, 압연 방향 단면에 있어서 단위 면적 : 1 ㎛2 당의 마텐자이트상의 수가 0.5 ∼ 5.0 개를 만족시키는 조직을 갖고, 연성이 우수하고, 게다가 인장 강도가 1180 ㎫ 이상이며, 강도 연성 밸런스 TS × El 이 22000 ㎫% 이상을 갖는 고강도 냉연 강판이 얻어진다고 되어 있다.
또, 특허문헌 2 에는, 질량% 로, C : 0.05 ∼ 0.12 %, Si : 0.05 % 이하, Mn : 2.7 ∼ 3.5 %, Cr : 0.2 ∼ 0.5 %, Mo : 0.2 ∼ 0.5 % 를 함유하고, Al : 0.10 % 이하, P : 0.03 % 이하, S : 0.03 % 이하로 억제된 조성과, 페라이트 및 마텐자이트를 주체로 하는 복합 조직을 갖고, 인장 강도가 780 ∼ 1180 ㎫ 이며, 스폿 용접성 및 재질 안정성이 우수한 고강도 용융 아연 도금 강판이 기재되어 있다. 특허문헌 2 에 기재된 기술에서는, C 를 0.05 ∼ 0.12 % 로 저감시켜, 스폿 용접성을 향상시키고, 추가로 Cr 과 Mo 를 필수 성분으로서 함유시킴으로써, 항복 강도의 편차가 18 ㎫ 이하, 인장 강도의 편차가 13 ㎫ 이하, 전연신의 편차가 1.8 % 이하로 억제되어, 스폿 용접성 및 재질 안정성이 우수한 강판이 된다고 되어 있다.
또, 특허문헌 3 에는, 질량% 로, C : 0.10 ∼ 0.4 % 미만, Si : 0.5 ∼ 3.0 %, Mn : 1.5 ∼ 3.0 % 를 함유하고, O : 0.006 % 이하, P : 0.04 % 이하, S : 0.01 % 이하, Al : 2.0 % 이하, N : 0.01 % 이하로 제한되며, 잔부는 철 및 불가피적 불순물로 이루어지는 강편을 1000 ∼ 1200 ℃ 의 온도 범위에서 압하율 40 % 이상의 압연을 1 회 이상 실시하는 제 1 열간 압연을 실시하고, 제 1 열간 압연으로 오스테나이트 입경을 200 ㎛ 이하로 하고, 성분 함유량의 특정 관계식으로 정의되는 온도 T1 + 30 ℃ 이상, T1 + 200 ℃ 이하의 온도역에서, 적어도 1 회는 1 패스에서 압하율 30 % 이상의 압연을 실시하는 제 2 열간 압연을 실시하고, 제 2 열간 압연에서의 합계 압하율을 50 % 이상으로 하고, 제 2 열간 압연에 있어서, 압하율이 30 % 이상인 최종 압하를 실시한 후, 대기 시간 t 초가 t ≤ 2.5 × t1 을 만족시키도록 냉간 압연 전 냉각을 개시하고, 냉간 압연 전 냉각이 평균 냉각 속도를 50 ℃/초 이상, 온도 변화가 40 ∼ 140 ℃ 인 범위로 하고, 700 ℃ 이하의 온도역에서 권취한 후, 압하율 40 ∼ 80 % 의 냉간 압연을 실시하고, 연속 용융 아연 도금 라인에서 750 ∼ 900 ℃ 의 어닐링 온도까지 가열하고, 어닐링 온도로부터 500 ℃ 까지 0.1 ∼ 200 ℃/초로 냉각시키고, 500 ∼ 350 ℃ 사이에서 10 ∼ 1000 초간으로 유지한 후, 용융 아연 도금을 실시하여, 인장 강도 980 ㎫ 이상이고 재질 이방성이 적은 성형성이 우수한 고강도 용융 아연 도금 강판으로 하는 고강도 용융 아연 도금 강판의 제조 방법이 기재되어 있다. 특허문헌 3 에 기재된 기술에서는, 강화 원소인 Si 를 활용하고, 체적률 40 % 이상의 페라이트와, 8 % 이상 60 % 미만의 잔류 오스테나이트와, 잔부 베이나이트 혹은 마텐자이트로 이루어지고, {100}<011> ∼ {223}<110> 방위군의 극밀도의 평균치가 6.5 이하, {332}<113> 의 결정 방위의 극밀도가 5.0 이하인, 재질 이방성이 작은 성형성이 우수한 고강도 용융 아연 도금 강판이 얻어진다고 되어 있다.
그러나, 상기한 바와 같이, 강판을 고강도화하여 박육화하면, 프레스 성형 후의 형상 동결성이 현저하게 저하된다. 그 때문에, 프레스 성형시에, 이형 후의 형상 변화를 미리 예측하고, 형상 변화량을 예상하여 형을 설계하는 것이 널리 실시되고 있다. 그러나, 강판의 강도나 연성이 동일 제품 내에서 불균일하면, 이것들을 일정하게 하여 산출한 예상량으로부터의 어긋남이 커져, 형상 불량이 발생한다. 그 때문에, 프레스 성형 후, 1 개마다 금속판 가공 등에 의한 수정이 불가결해져, 양산 효율을 현저하게 저하시킨다. 이와 같은 점에서, 동일 제품 내의 강도와 연신의 편차를 가능한 한 작게 할 수 있는 제조 안정성이 우수하며, 또한 강판 내의 면내 이방성이 작은 고강도 강판이 요구되고 있다.
그러나, 특허문헌 1 에 기재된 기술에서는, 제조 안정성이나 면내 이방성에 관해서는 고려되어 있지 않다. 또, 특허문헌 2 에 기재된 기술에서는, 인장 강도 TS 가 980 ㎫ 이상이며 전연신 El 이 15 % 미만으로, 연성의 현저한 향상이 얻어지지 않을 뿐만 아니라, 면내 이방성에 관하여 전혀 고려되어 있지 않다. 또, 특허문헌 3 에 기재된 기술에서는, 제조 안정성에 관하여 전혀 고려되어 있지 않다는 문제가 있었다.
본 발명은, 상기한 종래 기술의 문제를 유리하게 해결하고, 고강도, 고연성이며, 어닐링 처리시의 온도 변동에 대한 강도 및 연신의 편차가 적고 제조 안정성 이 우수하며, 또한 강도 및 연신의 면내 이방성이 작은 고강도 냉연 박강판 및 그 제조 방법을 제공하는 것을 목적으로 한다. 또한, 여기서 말하는 「고강도」란, 인장 강도 TS : 980 ㎫ 이상인 경우를 말한다. 또, 「고연성」이란, 전연신 El (JIS 5 호 인장 시험편 (GL : 50 ㎜) 사용) 이, TS : 980 ㎫ 급에서는 20 % 이상, TS : 1180 ㎫ 급에서는 15 % 이상, TS : 1270 ㎫ 급에서는 10 % 이상인 경우를 말한다. 또, 「제조 안정성이 우수하다」란, 어닐링 공정에서의 온도 변동이 20 ℃ 인 경우의, 인장 강도 TS 의 변동량이 25 ㎫ 이하이며 또한 전연신 El 의 변동량이 5 % 이하인 경우를 말하는 것으로 한다.
또, 「면내 이방성이 작다」란, 다음 (1) 식
δTS = (TSL + TSC - 2 × TSD)/2 ‥‥ (1)
(여기서, TSL : 압연 방향과 평행한 방향 (L 방향) 의 인장 강도 (㎫), TSC : 압연 방향과 수직인 방향 (C 방향) 의 인장 강도 (㎫), TSD : 압연 방향과 45°의 방향 (D 방향) 의 인장 강도 (㎫))
으로 정의되는 δTS 가 25 ㎫ 이하이며, 또한 다음 (2) 식
δEl = (ELL + ElC - 2 × ElD)/2 ‥‥ (2)
(여기서, ELL : 압연 방향과 평행한 방향 (L 방향) 의 전연신 (%), ElC : 압연 방향과 수직인 방향 (C 방향) 의 전연신 (%), ElD : 압연 방향과 45°의 방향 (D 방향) 의 전연신 (%))
으로 정의되는 δEl 이 10 % 이하인 경우를 말하는 것으로 한다.
또, 여기서 말하는 「박강판」이란, 판 두께 : 5 ㎜ 이하인 강판을 말하는 것으로 한다.
본 발명자들은, 상기한 목적을 달성하기 위하여, 강도, 연성, 나아가서는 제조 안정성, 면내 이방성에 영향을 미치는 각종 요인에 대해 예의 연구하였다. 그 결과, C : 0.20 질량% 초과이고, Ti 및/또는 Nb 를 함유하는 조성으로 함으로써, 어닐링 처리에 있어서의 넓은 온도 범위 (700 ∼ 840 ℃) 에 걸쳐, 원하는 고강도를 확보할 수 있으며, 또한 강도 및 연신의 변동 (편차) 을 적게 할 수 있고, 제조 안정성이 우수한 고강도 박강판으로 할 수 있는 것을 신규로 알아냈다. 또, 상기한 조성으로 하는 것에 더하여, 침상으로 미세한 잔류 오스테나이트상을 적정량, 페라이트상 중에 분산시킨 조직으로 함으로써 면내 이방성이 작은 고강도 박강판으로 할 수 있는 것을 알아냈다.
이와 같은 조직을 갖는 고강도 박강판은, 상기한 조성을 갖고, 압하율 : 30 % 이상이 되는 냉간 압연을 실시하여 이루어지는 박냉연판에, 가열하고 냉각시키는 어닐링 처리 (제 1 단 어닐링 처리) 와, 2 상 온도역으로 가열하고 단시간 유지 후, 소정의 온도역의 냉각 정지 온도까지 냉각시키고, 그 온도역에서 소정 시간 유지하는 어닐링 처리 (제 2 단 어닐링 처리) 를 실시하는, 2 단계의 어닐링 처리에 의해 제조할 수 있는 것을 지견하였다. 냉연판에 상기한 제 1 단 어닐링 처리를 실시함으로써, 마텐자이트상과 베이나이트상의 합계가 체적률로 80 % 이상이 되는 조직을 갖는 박냉연 어닐링판으로 할 수 있고, 추가로 그 박냉연 어닐링판에 상기한 제 2 단 어닐링 처리를 실시함으로써, 안정성이 높은 미세하며 침상의 잔류 오스테나이트상을 적정량 분산시킨 박냉연 어닐링판 (고강도 냉연 박강판) 으로 할 수 있고, 이로써, 면내 이방성이 적은 고강도 냉연 박강판으로 할 수 있다.
본 발명은, 이러한 지견에 기초하고, 추가로 검토를 더하여 완성된 것이다. 즉, 본 발명의 요지는, 다음과 같다.
(1) 질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만, P : 0.001 ∼ 0.100 %, S : 0.0200 % 이하, N : 0.0100 % 이하, Al : 0.01 ∼ 0.100 % 를 함유하고, 추가로, Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성과, 체적률로, 15 % 이상 70 % 이하의 페라이트상과, 15 % 초과 40 % 이하의 잔류 오스테나이트상과, 잔부가 30 % 이하 (0 % 를 포함하지 않는다) 의 마텐자이트상, 혹은 추가로 10 % 이하 (0 % 를 포함한다) 의 펄라이트상 및/또는 탄화물로 이루어지는 조직을 갖고, 상기 잔류 오스테나이트상이, 평균 결정 입경 : 2.0 ㎛ 이하이며 또한 애스펙트비가 2.0 이상이고, 인장 강도 : 980 ㎫ 이상이고, 다음 (1) 식
δTS = (TSL + TSC - 2 × TSD)/2 ‥‥ (1)
(여기서, δTS : 인장 강도 TS 의 면내 이방성 (㎫), TSL : 압연 방향 (L 방향) 과 평행한 방향의 인장 강도 (㎫), TSC : 압연 방향에 수직인 방향 (C 방향) 의 인장 강도 (㎫), TSD : 압연 방향에 45°방향 (D 방향) 의 인장 강도 (㎫))
으로 정의되는 인장 강도의 면내 이방성 δTS 가 25 ㎫ 이하 및 다음 (2) 식
δEl = (ElL + ElC - 2 × ElD)/2 ‥‥ (2)
(여기서, δEl : 전연신 El 의 면내 이방성 (%), ElL : 압연 방향 (L 방향) 과 평행한 방향의 전연신 (%), ElC : 압연 방향에 수직인 방향 (C 방향) 의 전연신 (%), ElD : 압연 방향에 45°방향 (D 방향) 의 전연신 (%))
으로 정의되는 전연신의 면내 이방성 δEl 이 10 % 이하인 고강도 냉연 박강판.
(2) (1) 에 있어서, 상기 조성에 더하여 추가로, 질량% 로, 다음 A 군 ∼ D 군
A 군 : B : 0.0001 ∼ 0.0050 %, Cr : 0.05 ∼ 1.00 % 및 Cu : 0.05 ∼ 1.00 % 중에서 선택된 1 종 또는 2 종 이상,
B 군 : Sb : 0.002 ∼ 0.200 %, Sn : 0.002 ∼ 0.200 % 중에서 선택된 1 종 또는 2 종,
C 군 : Ta : 0.001 ∼ 0.100 %,
D 군 : Ca : 0.0005 ∼ 0.0050 %, Mg : 0.0005 ∼ 0.0050 % 및 REM : 0.0005 ∼ 0.0050 % 중에서 선택된 1 종 또는 2 종 이상
중에서 1 군 또는 2 군 이상을 함유하는 고강도 냉연 박강판.
(3) (1) 또는 (2) 에 있어서, 표면에, 용융 아연 도금층, 합금화 용융 아연 도금층, 혹은 전기 아연 도금층 중 어느 것을 갖는 고강도 냉연 박강판.
(4) 강 소재에, 열간 압연 공정과, 산세 공정과, 냉간 압연 공정과, 어닐링 공정을 순차적으로 실시하여 냉연 박강판으로 함에 있어서, 상기 강 소재를, 질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만, P : 0.001 ∼ 0.100 %, S : 0.0200 % 이하, N : 0.0100 % 이하, Al : 0.01 ∼ 0.100 % 를 함유하고, 추가로, Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 강 소재로 하고, 상기 열간 압연 공정을, 상기 강 소재를 가열하여, 소정 판 두께의 열연판으로 하는 공정으로 하고, 상기 냉간 압연 공정을, 상기 열연판에 압하율 : 30 % 이상의 냉간 압연을 실시하여, 소정 판 두께의 박냉연판으로 하는 공정으로 하고, 상기 어닐링 공정을, 상기 박냉연판에, 어닐링 온도 : 800 ∼ 950 ℃ 의 온도역으로 가열한 후, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ℃/s 이상의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시켜, 마텐자이트상과 베이나이트상의 합계가 체적률로 80 % 이상이 되는 조직의 박냉연 어닐링판으로 하는 제 1 단 어닐링 처리와, 그 박냉연 어닐링판에 추가로, 어닐링 온도 : 700 ∼ 840 ℃ 의 온도역으로 가열하고, 그 온도역에서 10 ∼ 900 s 간 유지한 후, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ∼ 50 ℃/s 의 냉각 속도로 350 ∼ 500 ℃ 의 냉각 정지 온도역의 온도까지 냉각시키고, 그 냉각 정지 온도역에서 10 ∼ 1800 s 간 유지하는 제 2 단 어닐링 처리로 이루어지는 공정으로 하는 고강도 냉연 박강판의 제조 방법.
(5) (4) 에 있어서, 상기 조성에 더하여 추가로, 질량% 로, 다음 A 군 ∼ D 군
A 군 : B : 0.0001 ∼ 0.0050 %, Cr : 0.05 ∼ 1.00 % 및 Cu : 0.05 ∼ 1.00 % 중에서 선택된 1 종 또는 2 종 이상,
B 군 : Sb : 0.002 ∼ 0.200 %, Sn : 0.002 ∼ 0.200 % 중에서 선택된 1 종 또는 2 종,
C 군 : Ta : 0.001 ∼ 0.100 %,
D 군 : Ca : 0.0005 ∼ 0.0050 %, Mg : 0.0005 ∼ 0.0050 % 및 REM : 0.0005 ∼ 0.0050 % 중에서 선택된 1 종 또는 2 종 이상
중에서 1 군 또는 2 군 이상을 함유하는 고강도 냉연 박강판의 제조 방법.
(6) (4) 또는 (5) 에 있어서, 상기 어닐링 공정의 상기 제 2 단 어닐링 처리에 이어서, 용융 아연 도금 처리, 혹은 용융 아연 도금 처리 및 합금화 처리, 또는 전기 아연 도금 처리를 실시하는 고강도 냉연 박강판의 제조 방법.
본 발명에 의하면, 인장 강도 : 980 ㎫ 이상의 고강도와 고연성을 갖고, 어닐링시의 온도 변동에 대한 강도 및 전연신의 변동량이 적은, 즉 강도 및 전연신의 면내 이방성이 작은 고강도 냉연 박강판을 안정적으로 제조할 수 있어, 산업상 각별한 효과를 발휘한다. 또, 본 발명이 되는 고강도 냉연 박강판을 자동차 구조 부재에 적용함으로써, 자동차 차체의 경량화에 크게 기여할 수 있어, 자동차의 연비 향상에 크게 공헌할 수 있다는 효과도 있다.
본 발명 고강도 냉연 박강판은, 질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만, P : 0.001 ∼ 0.100 %, S : 0.0200 % 이하, N : 0.0100 % 이하, Al : 0.01 ∼ 0.100 % 를 함유하고, 추가로, Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는다.
먼저, 조성 한정의 이유에 대해 설명한다. 이하, 특별히 언급하지 않는 한 질량% 는 간단히 % 로 기재한다.
C : 0.20 % 초과 0.45 % 이하
C 는, 높은 고용 강화능을 가져, 강판 강도의 증가에 기여한다. 또, 잔류 오스테나이트상을 안정화시키고, 원하는 체적률의 잔류 오스테나이트상을 확보하여, 연성의 향상에 유효하게 기여한다. 이와 같은 효과를 얻기 위해서는, 0.20 % 초과의 함유를 필요로 한다. C 가 0.20 % 이하에서는, 원하는 양의 잔류 오스테나이트상을 얻는 것이 곤란해진다. 한편, 0.45 % 를 초과하는 다량의 함유는, 인성의 저하, 용접성의 저하나 지연 파괴 발생의 우려를 초래한다. 이 때문에, C 는 0.20 % 초과 0.45 % 이하로 한정하였다. 또한, 바람직하게는 0.25 % 이상, 보다 바람직하게는 0.287 % 이상이다. 바람직하게는 0.40 % 이하, 보다 바람직하게는 0.37 % 이하이다.
Si : 0.50 ∼ 2.50 %
Si 는, 페라이트상 중에서 높은 고용 강화능을 가져, 강판 강도의 증가에 기여한다. 또, 탄화물 (세멘타이트) 의 생성을 억제하고, 잔류 오스테나이트상의 안정화에 기여하는, 본 발명에서는 유용한 원소이다. 또, Si 는, 페라이트상 중의 C (고용) 를 오스테나이트상에 배출시켜, 페라이트상을 청정화하여, 강판 연성의 향상에 기여하는 작용을 갖는다. 또, 페라이트상에 고용된 Si 는, 가공 경화능을 향상시키고, 페라이트상 자체의 연성 향상에 기여한다. 이와 같은 효과를 얻기 위해서는, 0.50 % 이상의 함유를 필요로 한다. 한편, Si 가 2.50 % 를 초과하면, 잔류 오스테나이트상의 생성이 저해된다. 이 때문에, Si 는 0.50 ∼ 2.50 % 의 범위로 한정하였다. 또한, 바람직하게는 0.80 % 이상, 보다 바람직하게는 1.00 % 이상이다. 바람직하게는 2.00 % 이하, 보다 바람직하게는 1.80 % 이하이다.
Mn : 2.00 % 이상 3.50 % 미만
Mn 은, 고용 강화 혹은 ??칭성 향상을 통하여 강판의 강도 증가에 유효하게 기여한다. 또, 오스테나이트 안정화 원소이며, 원하는 잔류 오스테나이트량의 확보에 필요 불가결한 원소이다. 이와 같은 효과를 얻기 위해서, 2.00 % 이상의 함유를 필요로 한다. 한편, 3.50 % 이상으로 과잉으로 함유하면, 원하는 잔류 오스테나이트량을 얻는 것이 곤란해진다. 이와 같은 점에서, Mn 은 2.00 % 이상 3.50 % 미만으로 한정하였다. 또한, 바람직하게는 2.30 % 이상이다. 바람직하게는 3.00 % 이하이다.
P : 0.001 ∼ 0.100 %
P 는, 고용 강화에 의해, 강판의 강도 증가에 기여하는 원소로, 원하는 강도에 따라 적정량 함유할 수 있다. 또, P 는, 페라이트 변태를 촉진시키는 작용을 갖고, 복합 조직의 형성에 유효한 원소이다. 이와 같은 효과를 얻기 위해서는, 0.001 % 이상 함유할 필요가 있다. 한편, 0.100 % 를 초과하는 함유는, 용접성의 저하를 초래함과 함께, 입계 편석에 의한 입계 파괴를 조장한다. 이 때문에, P 는 0.001 ∼ 0.100 % 의 범위로 한정하였다. 또한, 바람직하게는 0.005 % 이상이다. 바람직하게는 0.050 % 이하이다.
S : 0.0200 % 이하
S 는, 입계에 편석되어 열간 가공시에 강을 취화시킴과 함께, 황화물로서 강 중에 존재하여 국부 변형능을 저하시키는 원소로, 최대한 저감시키는 것이 바람직하다. 그러나, 0.0200 % 이하이면, 상기한 악영향은 허용할 수 있다. 이 때문에, S 는 0.0200 % 이하로 한정하였다. 또한, 과도한 저감은, 생산 기술상의 제약이나 정련 비용의 고등을 초래하기 때문에, 0.0001 % 이상으로 하는 것이 바람직하다.
N : 0.0100 % 이하
N 은, 강의 내시효성을 저하시키는 원소로, 가능한 한 저감시키는 것이 바람직하다. 그러나, 0.0100 % 이하이면, 그 악영향은 허용할 수 있다. 이 때문에, N 은 0.0100 % 이하로 한정하였다. 또한, 바람직하게는 0.0070 % 이하이다. 또한, 과도한 저감은, 생산 기술상의 제약이나 정련 비용의 고등을 초래하기 때문에, 0.0005 % 이상으로 하는 것이 바람직하다.
Al : 0.01 ∼ 0.100 %
Al 은, 페라이트 생성 원소이며, 강도와 연성의 밸런스 (강도 연성 밸런스) 를 향상시키는 원소이다. 이와 같은 효과를 얻기 위해서는, 0.01 % 이상 함유할 필요가 있다. 한편, 0.100 % 를 초과하는 함유는, 표면 성상의 저하를 초래한다. 이 때문에, Al 은 0.01 ∼ 0.100 % 로 한정하였다. 또한, 바람직하게는 0.03 % 이상이며, 보다 바람직하게는 0.055 % 이상이다. 바람직하게는 0.08 % 이하이며, 보다 바람직하게는 0.07 % 이하이다.
Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종
Ti, Nb 는, 모두 어닐링 공정 등의 가열시에 있어서의 결정립의 조대화를 억제하여, 어닐링 후의 강판 조직의 세립화, 균일화에 유효하게 기여하고, 어닐링 공정에 있어서의 온도 변동에 대한 강도 및 전연신의 편차를 저감시켜, 제조 안정성을 향상시키는 본 발명에서는 유효한 원소이다. 이와 같은 점에서, 본 발명에서는, Ti, Nb 중에서 선택된 1 종 또는 2 종을 함유하는 것으로 하였다. 상기한 바와 같은 효과를 얻기 위해서는, 각각, Ti : 0.005 % 이상, Nb : 0.005 % 이상의 함유를 필요로 한다. 한편, 각각, Ti : 0.100 %, Nb : 0.100 % 를 초과하는 함유는, 페라이트상 중에 Ti 계, Nb 계의 석출물이 과도하게 생성되기 때문에, 연성 (전연신) 이 저하된다. 이 때문에, Ti 는 0.005 ∼ 0.100 % 의 범위로, Nb 는 0.005 ∼ 0.100 % 의 범위로 한정하였다. 또한, Ti 는 바람직하게는 0.010 % 이상이다. 바람직하게는 0.080 % 이하이다. Nb 는 바람직하게는 0.010 % 이상이다. 바람직하게는 0.080 % 이하이다.
상기한 성분 조성이 기본 성분 조성이지만, 본 발명에서는 기본 성분 조성에 더하여 추가로, 선택 원소로서, 다음에 나타내는 A 군 ∼ D 군 중에서 선택된 1 군 또는 2 군 이상을 함유할 수 있다.
A 군 : B : 0.0001 ∼ 0.0050 %, Cr : 0.05 ∼ 1.00 % 및 Cu : 0.05 ∼ 1.00 % 중에서 선택된 1 종 또는 2 종 이상
A 군 : B, Cr, Cu 는 모두 강판의 강도 증가에 기여하는 원소로, 필요에 따라 1 종 또는 2 종 이상 함유할 수 있다.
B 는, ??칭성의 향상을 통하여 강판의 강화에 기여하는 유효한 원소이다. 이와 같은 효과를 얻기 위해서는, 0.0001 % 이상 함유할 필요가 있다. 한편, 0.0050 % 를 초과하는 함유는, 마텐자이트상의 함유량이 지나치게 많아져, 강도 증가가 지나치게 커지고, 연성 저하의 우려를 초래한다. 이 때문에, 함유하는 경우에는, B 는 0.0001 ∼ 0.0050 % 의 범위로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.0005 % 이상이다. 보다 바람직하게는 0.0030 % 이하이다.
Cr 은, 고용 강화에 의해, 강판의 강화에 기여한다. 또, 어닐링 공정의 냉각시에, 오스테나이트상을 안정화시켜, 조직의 복합화를 용이하게 한다. 이와 같은 효과를 얻기 위해서는, 0.05 % 이상의 함유를 필요로 한다. 한편, 1.00 % 를 초과하여 다량으로 함유하면, 성형성이 저하된다. 이 때문에, 함유하는 경우에는, Cr 은 0.05 ∼ 1.00 % 의 범위로 한정하는 것이 바람직하다.
Cu 는, 고용 강화에 의해, 강판의 강화에 기여한다. 또, 어닐링 공정의 냉각시에, 오스테나이트상을 안정화시켜, 조직의 복합화를 용이하게 한다. 이와 같은 효과를 얻기 위해서는, 0.05 % 이상의 함유를 필요로 한다. 한편, 1.00 % 를 초과하여 다량으로 함유하면, 성형성이 저하된다. 이 때문에, 함유하는 경우에는, Cu 는 0.05 ∼ 1.00 % 의 범위로 한정하는 것이 바람직하다.
B 군 : Sb : 0.002 ∼ 0.200 %, Sn : 0.002 ∼ 0.200 % 중에서 선택된 1 종 또는 2 종
B 군 : Sb, Sn 은 모두 표층의 탈탄을 억제하는 작용을 갖는 원소로, 필요에 따라 1 종 또는 2 종을 함유할 수 있다.
Sb 및 Sn 은, 강판 표면의 질화나 산화에 의해 생성되는, 강판 표층 (수십 ㎛ 정도의 영역) 의 탈탄을 억제하는 작용을 갖는다. 이와 같은 강판 표층의 질화나 산화를 억제하면, 강판 표면에 있어서 마텐자이트상의 생성량이 감소되는 것을 방지할 수 있어, 원하는 강판 강도의 확보나, 어닐링시의 온도 변동에서 기인되는 강도, 연신의 편차를 감소시킬 수 있고, 제조 안정성의 확보에도 유효해진다. 이와 같은 효과를 얻기 위해서는, Sb, Sn 을 각각 0.002 % 이상 함유시키는 것을 필요로 한다. 한편, Sb, Sn 을 각각 0.200 % 를 초과하여 과잉으로 함유하면, 인성의 저하를 초래한다. 이 때문에, 함유하는 경우에는, Sb, Sn 은 각각 0.002 ∼ 0.200 % 의 범위로 한정하는 것이 바람직하다.
C 군 : Ta : 0.001 ∼ 0.100 %
C 군 : Ta 는, 탄화물이나 탄질화물을 생성하여, 강판의 고강도화에 기여한다. 이와 같은 효과를 얻으려면, 0.001 % 이상 함유할 필요가 있다. 한편, 0.100 % 를 초과하여 과잉으로 함유하면, 재료 비용이 증가하고, 함유량에 상응하는 효과를 기대할 수 없게 되어, 경제적으로 불리해진다. 이 때문에, 함유하는 경우에는, Ta 는 0.001 ∼ 0.100 % 의 범위로 한정하는 것이 바람직하다.
D 군 : Ca : 0.0005 ∼ 0.0050 %, Mg : 0.0005 ∼ 0.0050 % 및 REM : 0.0005 ∼ 0.0050 % 중에서 선택된 1 종 또는 2 종 이상
D 군 : Ca, Mg, REM 은 모두 황화물의 형상을 구상화하여, 황화물의 국부 연성 및 연신 플랜지성에 대한 악영향을 개선하는 작용을 갖는 원소로, 필요에 따라 1 종 또는 2 종 이상을 함유할 수 있다. 이와 같은 효과를 얻기 위해서는, Ca, Mg, REM 은 각각 0.0005 % 이상 함유할 필요가 있다. 한편, 0.0050 % 를 초과하여 과잉으로 함유하면, 개재물 등의 증가를 초래하여, 표면 결함 및 내부 결함을 발생시킨다. 이 때문에, 함유하는 경우에는, Ca, Mg, REM 은 각각 0.0005 ∼ 0.0050 % 의 범위로 한정하는 것이 바람직하다.
상기한 성분 이외의 잔부는, Fe 및 불가피적 불순물이다.
다음으로, 본 발명의 고강도 냉연 박강판의 조직 한정 이유에 대해 설명한다.
본 발명의 고강도 냉연 박강판은, 페라이트상을 모상으로 하고, 그 모상 중에 잔류 오스테나이트상을 분산시킨 복합 조직을 갖는다. 구체적으로는, 표면으로부터 판 두께 방향으로 판 두께의 1/4 에 상당하는 위치 (판 두께 1/4 위치) 에서, 체적률로, 15 % 이상 70 % 이하의 페라이트상과, 15 % 초과 40 % 이하의 잔류 오스테나이트상과, 잔부가 30 % 이하 (0 % 를 포함하지 않는다) 의 마텐자이트상, 혹은 추가로 10 % 이하 (0 % 를 포함한다) 의 펄라이트상 및/또는 탄화물로 이루어지는 조직인, 복합 조직을 갖는다.
페라이트상 : 체적률로 15 % 이상 70 % 이하
페라이트상은, 연성 (연신) 의 향상에 기여한다. 그 때문에, 본 발명에서는, 체적률로 15 % 이상의 페라이트상을 함유하는 조직으로 한다. 페라이트상이 체적률로 15 % 미만에서는, 원하는 연성을 확보하는 것이 어렵다. 한편, 70 % 를 초과하면, 원하는 고강도를 확보할 수 없게 된다. 이 때문에, 페라이트상은, 체적률로 15 % 이상 70 % 이하의 범위로 한정하였다. 또한, 바람직하게는 20 ∼ 65 % 이다. 여기서 말하는 「페라이트상」이란, 폴리고날 페라이트상, 어시큘러 페라이트상, 및 베이나이틱 페라이트상을 포함하는 것으로 한다.
잔류 오스테나이트상 : 체적률로 15 % 초과 40 % 이하
잔류 오스테나이트상은, 그 자체로 연성이 풍부한 상이지만, 변형 유기 변태되어 추가로 연성의 향상에 기여하는 조직으로, 연성의 향상 및 강도와 연성의 밸런스의 향상에 기여한다. 이와 같은 효과를 얻기 위해서는, 잔류 오스테나이트상은, 체적률로 15 % 초과로 할 필요가 있다. 한편, 40 % 를 초과하여 많아지면, 강도가 저하되어, 원하는 고강도를 확보할 수 없게 된다. 이 때문에, 잔류 오스테나이트상은, 체적률로 15 % 초과 40 % 이하로 한정하였다. 또한, 바람직하게는 20 % 이상이다.
또한, 본 발명에서는, 잔류 오스테나이트상은, 평균 결정 입경 : 2.0 ㎛ 이하이며 또한 애스펙트비가 2.0 이상인, 침상의 미세립으로 한다. 잔류 오스테나이트상을 이와 같은 침상의 미세립으로 함으로써, C 나 합금 원소의 이동 (확산) 이 용이해져, 보다 안정적인 잔류 오스테나이트상이 되고, 연성 (연신) 이 현저하게 향상됨과 함께, 강도 및 연신의 면내 이방성이 작아진다.
잔류 오스테나이트상의 평균 결정 입경 : 2.0 ㎛ 이하
잔류 오스테나이트상의 평균 결정 입경이 2.0 ㎛ 를 초과하여 커지면, 변형에 대한 안정성이 저하되기 때문에, 원하는 고연성 (전연신값) 을 확보할 수 없게 된다. 이 때문에, 잔류 오스테나이트상의 평균 결정 입경은 2.0 ㎛ 이하로 한정하였다. 또한, 바람직하게는 1.5 ㎛ 이하이다. 또, 원하는 고강도를 확보하기 위해서는, 0.5 ㎛ 이하로 하는 것이 보다 바람직하다.
잔류 오스테나이트상의 애스펙트비 : 2.0 이상
잔류 오스테나이트상을 상기한 바와 같이 미세립으로 한 후, 애스펙트비가 2.0 이상인 침상으로 함으로써, 연성 (연신) 이 현저하게 향상되며, 또한 강도 및 연신의 면내 이방성이 보다 작아진다. 이 때문에, 본 발명에서는 잔류 오스테나이트상의 애스펙트비는 2.0 이상으로 한정하였다. 또한, 바람직하게는 2.5 이상이다. 애스펙트비가 5.0 을 초과하여 커지면, 오히려 면내 이방성이 커지기 때문에, 5.0 이하로 하는 것이 바람직하다. 여기서 말하는 「애스펙트비」란, 잔류 오스테나이트립의 장경과 단경의 비 (단경에 대한 장경의 비) 이다.
본 발명 고강도 냉연 강판에서는, 상기한 페라이트상, 잔류 오스테나이트상 이외의 잔부는, 조직 전체량에 대한 체적률로 30 % 이하 (0 % 를 포함하지 않는다) 의 마텐자이트상으로 이루어진다. 여기서 말하는 「마텐자이트상」은, 프레시 마텐자이트상, 템퍼드 마텐자이트상을 포함하는 것으로 한다.
마텐자이트상이 체적률로 30 % 를 초과하여 많아지면, 연성이 저하되어, 원하는 고연성을 확보할 수 없게 된다. 또한, 원하는 고강도를 확보하기 위해서는, 마텐자이트상은, 0 % 는 포함하지 않고, 바람직하게는 3 % 이상으로 하는 것이 바람직하다.
또한, 페라이트상, 잔류 오스테나이트상 이외의 잔부는, 상기한 마텐자이트상 이외에, 추가로, 조직 전체량에 대한 체적률로 10 % 이하 (0 % 를 포함한다) 이면, 펄라이트상 및/또는 탄화물을 함유해도 된다. 또한, 탄화물에는, 세멘타이트, Ti 계 탄화물, Nb 계 탄화물이 포함된다.
이상의 상기 조직은, 제조 조건, 특히 제 1 단 어닐링 공정 및 제 2 단 어닐링 공정을 제어함으로써 가질 수 있다. 또, 상기 조직은, 후술하는 실시예에 기재된 방법으로 측정할 수 있다.
상기한 조성 및 조직을 갖는 고강도 냉연 박강판은, 추가로 표면에, 내식성 향상을 위해서 도금층을 형성해도 된다. 도금층으로는, 용융 아연 도금층, 합금화 용융 아연 도금층, 혹은 전기 아연 도금층 중 어느 것으로 하는 것이 바람직하다. 용융 아연 도금층, 합금화 용융 아연 도금층, 전기 아연 도금층은, 공지된 용융 아연 도금층, 합금화 용융 아연 도금층, 전기 아연 도금층이 모두 바람직하다.
다음으로, 본 발명의 고강도 냉연 박강판의 바람직한 제조 방법에 대해 설명한다.
본 발명에서는, 상기한 조성의 강 소재에, 열간 압연 공정과, 산세 공정과, 냉간 압연 공정과, 어닐링 공정을 순차적으로 실시하여 고강도 냉연 박강판으로 한다.
강 소재의 제조 방법에 대해서는, 특별히 한정할 필요는 없고, 전로 등의 상용의 용제 (溶製) 방법으로 상기한 조성의 용강을 용제하고, 상용의 연속 주조법으로 소정 치수의 슬래브 등의 주편 (鑄片) (강 소재) 으로 하는 것이 바람직하다. 또한, 조괴-분괴 압연에 의해 강편 (강 소재) 으로 해도 되는 것은 말할 필요도 없다.
상기한 조성의 강 소재에, 이어서, 열간 압연 공정을 실시하여, 열연판으로 한다.
열간 압연 공정은, 상기한 조성의 강 소재를 가열하고, 열간 압연을 실시하여, 소정 치수의 열연판으로 할 수 있으면 되고, 특별히 한정할 필요는 없어, 상용의 열간 압연 방법을 모두 적용할 수 있다. 예를 들어, 가열 온도 : 1100 ∼ 1250 ℃ 의 범위의 온도로 가열하고, 열간 압연 출측 온도 : 850 ∼ 950 ℃ 로 하는 열간 압연을 실시하고, 열간 압연 종료 후, 적정한 압연 후 냉각, 구체적으로는, 450 ∼ 950 ℃ 의 온도역의 평균으로 40 ∼ 100 ℃/s 의 범위의 냉각 속도로 냉각시키는 압연 후 냉각을 실시하고, 권취 온도 : 450 ∼ 650 ℃ 에서 권취하여, 소정 치수 형상의 열연판으로 하는, 열간 압연 방법을 예시할 수 있다.
이어서, 얻어진 열연판에 산세 공정을 실시한다. 산세 공정은, 열연판에 냉간 압연을 실시할 수 있을 정도로 산세할 수 있으면 되고, 특별히 한정할 필요는 없다. 염산, 황산 등을 사용하는 상용의 산세 방법을 모두 적용할 수 있다.
산세 공정을 거친 열연판에, 이어서 냉간 압연 공정을 실시한다.
냉간 압연 공정은, 산세 공정을 거친 열연판에, 압하율 : 30 % 이상의 냉간 압연을 실시하여, 소정 판 두께의 박냉연판으로 하는 공정으로 한다.
냉간 압연의 압하율 : 30 % 이상
냉간 압연의 압하율은 30 % 이상으로 한다. 압하율이 30 % 미만에서는, 가공량이 부족하여, 다음 공정인 어닐링 공정에서, 가공된 페라이트의 재결정을 충분히 달성하지 못하여, 원하는 고연성이나 양호한 강도와 연성의 밸런스를 확보하는 것이 어려워진다. 이 때문에, 냉간 압연의 압하율은 30 % 이상으로 한정하였다. 또한, 압하율의 상한은, 냉간 압연기의 능력에 의해 결정되지만, 70 % 를 초과하는 높은 압하율의 경우, 압연 하중이 높아져, 생산성이 저하된다. 이 때문에, 압하율의 상한은 70 % 정도로 하는 것이 바람직하다. 또, 압연 패스의 횟수, 패스마다의 압하율에 대해서는, 특별히 한정할 필요는 없다.
얻어진 박냉연판은, 이어서, 어닐링 공정이 실시된다.
본 발명에서는, 어닐링 공정은, 제 1 단 어닐링 공정 및 제 2 단 어닐링 공정으로 이루어진다.
제 1 단 어닐링 공정에서는, 박냉연판에, 어닐링 온도 : 800 ∼ 950 ℃ 의 온도역의 온도로 가열한 후, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ℃/s 이상의 냉각 속도로, 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시켜, 마텐자이트상과 베이나이트상의 합계가 체적률로 80 % 이상이 되는 조직의 박냉연 어닐링판으로 한다.
어닐링 온도 T1 : 800 ∼ 950 ℃ 의 온도역의 온도
어닐링 온도가 800 ℃ 미만에서는, 어닐링시에 페라이트상의 생성량이 지나치게 많아져, 원하는 마텐자이트상과 베이나이트상의 합계량을 확보할 수 없다. 그 결과, 제 2 단 어닐링 공정 후의 박냉연 어닐링판에서, 원하는 양의 잔류 오스테나이트상을 얻을 수 없게 되어, 원하는 고강도 및 고연성의 확보가 곤란해진다. 한편, 어닐링 온도가 950 ℃ 를 초과하면, 오스테나이트립이 과도하게 조대화되어 제 2 단 어닐링 공정시에 페라이트의 생성이 억제된다. 그 때문에, 제 2 단 어닐링 공정 후의 박냉연 어닐링판에서, 원하는 양의 미세한 잔류 오스테나이트상을 생성하지 못하여, 원하는 고연성의 확보가 곤란해지고, 강도 연성 밸런스가 저하된다. 이 때문에, 제 1 단 어닐링 공정에서는, 어닐링 온도 T1 은 800 ∼ 950 ℃ 의 온도역의 온도로 한정하였다.
평균 냉각 속도 : 5 ℃/s 이상
어닐링 온도로부터 냉각 정지 온도까지의 평균으로, 냉각 속도가 5 ℃/s 미만에서는, 냉각 중에 페라이트상과 펄라이트상이 생성되어, 원하는 양의 마텐자이트상과 베이나이트상의 확보가 곤란해진다. 이 때문에, 어닐링 온도로부터의 냉각은, 평균으로 5 ℃/s 이상의 냉각 속도로 한정하였다. 또한, 냉각 속도의 상한은 특별히 한정할 필요는 없지만, 50 ℃/s 이하로 하는 것이 바람직하다. 50 ℃/s 를 초과하는 냉각 속도를 확보하기 위해서는, 과대한 냉각 장치를 필요로 한다. 생산 기술, 설비 투자 등의 관점에서, 냉각 속도의 상한은 평균으로 50 ℃/s 이하로 하는 것이 바람직하다. 또한, 냉각은, 가스 냉각으로 하는 것이 바람직하지만, 노냉 (爐冷), 미스트 냉각 등을 조합하여 실시하는 것도 가능하다.
냉각 정지 온도 T2 : 350 ∼ 500 ℃ 의 온도역의 온도
냉각 후의 조직을 마텐자이트상과 베이나이트상의 합계로 체적률로 80 % 이상으로 하기 위해서, 냉각 정지 온도를 350 ∼ 500 ℃ 의 온도역의 온도로 한다. 냉각 정지 온도가 500 ℃ 초과인 온도에서는, 냉각 후의 조직을 원하는 상기한 조직으로 할 수 없다. 한편, 냉각 정지 온도가 350 ℃ 미만에서는, 제 2 단 어닐링 공정 후의 박냉연 어닐링판에서, 잔류 오스테나이트상의 평균 결정 입경이 2 ㎛ 이하, 애스펙트비가 2.0 이상인 조직을 얻는 것이 곤란해져, 원하는 고연성을 확보하는 것이 곤란해지고, 강도 연성 밸런스가 저하된다.
또한, 냉각 정지 후에는, 계속해서 제 2 단 어닐링 공정을 실시해도 된다. 또, 냉각 정지 후 방랭하여 일단 실온까지 냉각시킨 후, 제 2 단 어닐링 공정을 실시해도 된다.
마텐자이트상과 베이나이트상의 합계 : 체적률로 80 % 이상
제 1 단 어닐링 공정 후의 조직이, 마텐자이트상과 베이나이트상의 합계로 체적률로 80 % 미만에서는, 제 2 단 어닐링 공정 후의 박냉연 어닐링판에 있어서, 원하는 미세한 침상의 잔류 오스테나이트상을 확보하는 것이 곤란해져, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 되는 데다가, 우수한 제조 안정성을 확보하는 것도 곤란해진다.
또, 제 2 단 어닐링 공정에서는, 상기한 박냉연 어닐링판에, 추가로, 어닐링 온도 : 700 ∼ 840 ℃ 의 온도역에서 10 ∼ 900 s 간 유지하고, 이어서, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ∼ 50 ℃/s 의 냉각 속도로, 350 ∼ 500 ℃ 의 냉각 정지 온도역의 온도까지 냉각시키고, 그 냉각 정지 온도역에서 10 ∼ 1800 s 간 유지하고, 그 후, 방랭하는 처리를 실시한다.
제 2 단 어닐링 공정에 있어서의 어닐링 온도 T3 : 700 ∼ 840 ℃
제 2 단 어닐링 공정에 있어서의 어닐링 온도가 700 ℃ 미만에서는, 어닐링시에 충분한 양의 오스테나이트상을 확보하지 못하고, 최종적으로 원하는 양의 잔류 오스테나이트상을 확보할 수 없게 되어, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 한편, 어닐링 온도가 840 ℃ 를 초과하면, 오스테나이트 단상역이 되기 때문에, 최종적으로 원하는 양의 미세한 침상 잔류 오스테나이트상을 생성하지 못하여, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보하는 것이 곤란해진다. 이 때문에, 제 2 단 어닐링 공정에 있어서의 어닐링 온도는 700 ∼ 840 ℃ 의 온도역의 온도로 한정하였다. 또한, 바람직하게는 720 ∼ 820 ℃ 이다.
어닐링 온도에서의 유지 시간 : 10 ∼ 900 s
어닐링 온도에서의 유지 시간이 10 s 미만에서는, 어닐링시에 충분한 양의 오스테나이트상을 확보하지 못하고, 최종적으로 원하는 양의 잔류 오스테나이트상을 확보할 수 없게 되어, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 한편, 900 s 를 초과하여 장시간이 되면, 결정립의 조대화가 발생하고, 최종적으로 원하는 양의 미세한 침상 잔류 오스테나이트상을 생성하지 못하여, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 또한, 생산성을 저해시킨다. 이와 같은 점에서, 제 2 단 어닐링 공정에 있어서의 어닐링 온도에서의 유지 시간을 10 ∼ 900 s 의 범위로 한정하였다.
평균 냉각 속도 : 5 ∼ 50 ℃/s
어닐링 온도로부터 냉각 정지 온도까지의 평균으로 냉각 속도가 5 ℃/s 미만에서는, 냉각 중에 다량의 페라이트상이 생성되어, 원하는 고강도를 확보하는 것이 곤란해진다. 한편, 50 ℃/s 를 초과하는 급랭에서는, 마텐자이트상이나 베이나이트상 등의 저온 변태상이 과도하게 생성되어, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 이와 같은 점에서, 제 2 단 어닐링 공정에 있어서의 어닐링 온도로부터의 냉각은 평균 냉각 속도로 5 ∼ 50 ℃/s 의 범위로 한정하였다. 또한, 냉각은, 가스 냉각이 바람직하지만, 노냉, 미스트 냉각 등을 조합하여 실시하는 것도 가능하다.
냉각 정지 온도 T4 : 350 ∼ 500 ℃ 의 냉각 정지 온도역의 온도
냉각 정지 온도가 350 ℃ 미만에서는, 냉각 정지 후의 유지 중에 다량의 마텐자이트상이 생성되어, 원하는 조직을 확보할 수 없게 된다. 그 결과, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 한편, 냉각 정지 온도가 500 ℃ 를 초과하면, 냉각 정지 후의 유지 중에 다량의 페라이트상 및 펄라이트상이 생성되기 때문에, 원하는 조직을 확보할 수 없게 되어, 원하는 고연성 및 양호한 강도 연성 밸런스를 확보할 수 없게 된다. 이와 같은 점에서, 제 2 단 어닐링 공정에 있어서의 냉각 정지 온도는 350 ∼ 500 ℃ 의 냉각 정지 온도역의 온도로 한정하였다.
냉각 정지 온도역에서의 유지 : 10 ∼ 1800 s
냉각 정지 온도역에서의 유지 시간이 10 s 미만에서는, 오스테나이트상에 대한 C 농화를 위한 시간이 불충분하여, 최종적으로 원하는 양의 잔류 오스테나이트상을 확보하는 것이 곤란해진다. 한편, 1800 s 를 초과하는 장시간 체류시켜도, 잔류 오스테나이트량의 증가는 적은 데다가, 일부의 잔류 오스테나이트가 페라이트상과 세멘타이트로 분해된다. 이와 같은 점에서, 냉각 정지 온도의 온도역에서의 유지 시간은 10 ∼ 1800 s 의 범위로 한정하였다. 또한, 여기서 「유지」란, 등온 유지 이외에, 당해 온도역에서의 서랭, 가열도 포함하는 것으로 한다.
또, 냉각 정지 온도역에서의 유지 후의 냉각은 특별히 규정할 필요가 없고, 방랭 등의 임의의 방법으로 실온 등의 원하는 온도까지 냉각시킬 수 있다.
상기한 어닐링 공정에 있어서의 제 2 단 어닐링 공정 후에, 추가로 도금 처리를 실시하여 표면에 도금층을 형성해도 된다. 도금 처리로는, 용융 아연 도금 처리, 혹은 용융 아연 도금 처리 및 합금화 처리, 또는 전기 아연 도금 처리로 하는 것이 바람직하다. 용융 아연 도금 처리, 용융 아연 도금 처리 및 합금화 처리, 전기 아연 도금 처리로는, 공지된 용융 아연 도금 처리, 용융 아연 도금 처리 및 합금화 처리, 전기 아연 도금 처리가 모두 바람직하다. 또한, 도금 처리 전에는, 탈지, 인산염 처리 등의 전처리를 실시하는 것은 말할 필요도 없다.
예를 들어, 용융 아연 도금 처리로는, 상용의 연속 용융 아연 도금 라인을 이용하여, 상기한 제 2 단 어닐링 공정이 실시된 박냉연 어닐링판을 용융 아연 도금욕에 침지하여 표면에 소정량의 용융 아연 도금층을 형성하는 처리로 하는 것이 바람직하다. 또한, 도금욕에 침지할 때에는, 재가열 혹은 냉각에 의해, 박냉연 어닐링판의 온도를 (용융 아연 도금욕 온도 - 50 ℃) ∼ (용융 아연 도금욕 온도 + 80 ℃) 의 범위 내로 조정하는 것이 바람직하다. 또한, 용융 아연 도금욕의 온도는 440 ℃ 이상, 바람직하게는 500 ℃ 이하로 하는 것이 바람직하다. 용융 아연 도금욕은, 순아연에 더하여, Al, Fe, Mg, Si 등을 함유시켜도 된다. 또한, 용융 아연 도금층의 부착량은, 가스 와이핑 등을 조정하여 원하는 부착량으로 하는 것이 바람직하지만, 편면당 45 g/㎡ 정도로 하는 것이 바람직하다.
상기한 용융 아연 도금 처리에 의해 형성된 도금층 (용융 아연 도금층) 은, 필요에 따라, 상용의 합금화 처리가 실시되어 합금화 용융 아연 도금층으로 해도 된다. 합금화 처리는 460 ℃ 이상, 바람직하게는 600 ℃ 이하로 하는 것이 바람직하다. 또한, 합금화 용융 아연 도금층으로 하는 경우에는, 도금욕 중의 유효 Al 농도를 0.10 ∼ 0.22 질량% 의 범위로 조정하는 것이, 원하는 도금 외관을 확보하는 관점에서 바람직하다.
또, 전기 아연 도금 처리로는, 상용의 전기 아연 도금 라인을 이용하여, 표면에 소정량의 전기 아연 도금층을 형성하는 처리로 하는 것이 바람직하다. 도금층의 부착량은, 통판 속도, 전류값 등을 조정하여 소정의 부착량으로 하는데, 편면당 30 g/㎡ 정도로 하는 것이 바람직하다.
이하, 실시예에 기초하여, 추가로 본 발명에 대해 설명한다.
실시예
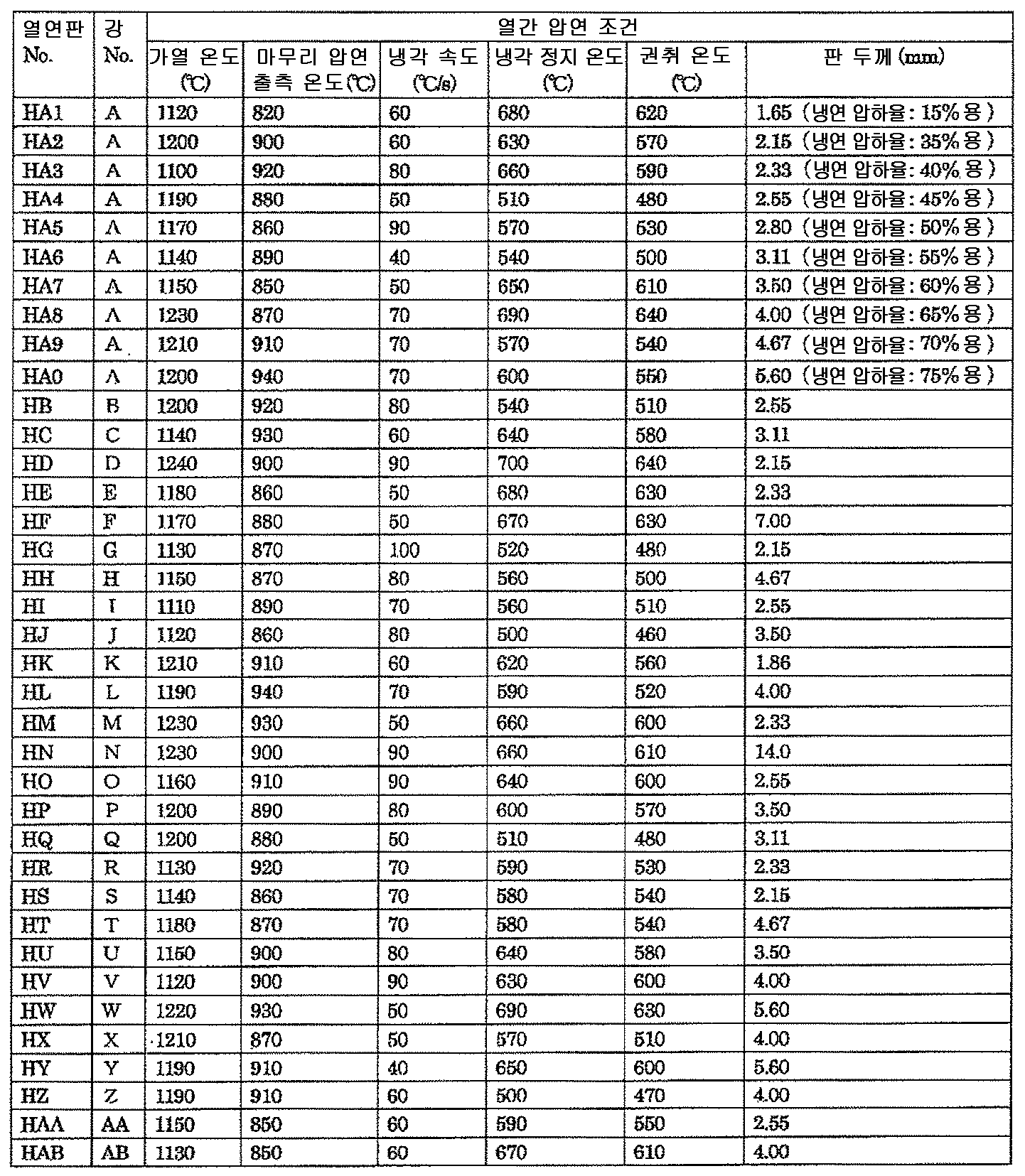
표 1 에 나타내는 조성의 용강을 전로로 용제하고, 연속 주조법으로 슬래브 (강 소재 : 두께 230 ㎜) 로 하였다. 얻어진 강 소재에, 표 2 에 나타내는 조건에서 열간 압연 공정을 실시하여, 표 2 에 나타내는 판 두께의 열연판으로 하였다. 얻어진 열연판에 산세 공정을 실시하고, 표 3 ∼ 표 7 에 나타내는 압하율로 냉간 압연 공정을 실시하여, 박냉연판 (판 두께 : 1.4 ㎜) 을 얻었다. 또한, 산세는 염산을 사용하였다.
이어서, 얻어진 박냉연판에, 표 3 ∼ 표 7 에 나타내는 조건에서 어닐링 공정을 실시하여, 박냉연 어닐링판 (박냉연 강판) 으로 하였다. 또한, 어닐링 공정은, 제 1 단 어닐링 공정과 제 2 단 어닐링 공정으로 이루어지는 2 단계의 공정으로 하였다. 제 1 단 어닐링 공정 종료 후에, 조직 관찰용 시험편을 채취하여, 강판 조직을 관찰하였다.
또한, 일부의 박냉연 강판에는, 어닐링 공정 종료 후, 추가로 용융 아연 도금 처리를 실시하여 표면에 용융 아연 도금층을 형성하여, 용융 아연 도금 박강판 (GI) 으로 하였다. 용융 아연 도금 처리는, 연속 용융 아연 도금 라인을 이용하여, 어닐링 공정이 실시된 박냉연 어닐링판을 필요에 따라 430 ∼ 480 ℃ 의 범위의 온도로 재가열하고, 용융 아연 도금욕 (욕온 : 470 ℃) 에 침지하여, 도금층 부착량이 편면당 45 g/㎡ 가 되도록 조정하였다. 또한, 욕 조성을 Zn-0.18 질량% Al 로 하였다. 또, 일부의 용융 아연 도금 강판에서는, 욕 조성을 Zn-0.14 질량% Al 로 하고, 도금 처리 후, 520 ℃ 에서 합금화 처리를 실시하여 합금화 용융 아연 도금 박강판 (GA) 으로 하였다. 또한, 도금층 중의 Fe 농도는 9 질량% 이상, 12 질량% 이하로 하였다.
또, 일부의 박냉연 강판에는, 어닐링 공정 종료 후에 추가로 전기 아연 도금라인을 이용하여, 도금 부착량이 편면당 30 g/㎡ 가 되도록 전기 아연 도금 처리를 실시하여, 전기 아연 도금 박강판 (EG) 으로 하였다.






얻어진 박냉연 강판 (용융 아연 도금 박강판, 합금화 용융 아연 도금 박강판, 전기 아연 도금 박강판을 포함한다) 으로부터 시험편을 채취하여, 조직 관찰, 인장 시험을 실시하였다. 시험 방법은 다음과 같이 하였다.
(1) 조직 관찰
먼저, 어닐링 공정 (제 1 단 어닐링 공정 및 제 2 단 어닐링 공정) 을 실시하고, 혹은 추가로 도금 처리를 실시한 박냉연 강판으로부터 조직 관찰용 시험편을 채취하고, 압연 방향 단면 (L 단면) 에서 판 두께의 1/4 에 상당하는 위치가 관찰면이 되도록 연마하여, 부식 (3 vol.% 나이탈액 부식) 시키고, 주사형 전자 현미경 SEM (배율 : 2000 배) 을 사용하여 조직을 각 10 시야 이상 관찰하고, 촬상하여 SEM 화상을 얻었다. 얻어진 SEM 화상을 사용하여 화상 해석에 의해 각 상의 조직 분율 (면적률) 을 구하고, 그 값을 체적률로서 취급하여, 당해 강판의 각 상의 조직 분율로 하였다. 또한, 화상 해석에서는, 해석 소프트로서 Media Cybernetics 사의 「Image-Pro」(상품명) 를 사용하였다. 또한, SEM 화상에서는, 페라이트상은 회색, 마텐자이트상 및 잔류 오스테나이트상은 백색을 나타내기 때문에, 그 색조로부터 각 상을 판단하고, 또, 페라이트상 중에 잔류 오스테나이트나 세멘타이트가 미세한 점상 또는 선상으로 관찰되는 조직을 베이나이트상으로 하였다. 펄라이트상, 세멘타이트상은, 그 조직 형태로부터 판단하였다. 그리고, 백색을 나타내는 상의 체적률로부터, 별도 구한 잔류 오스테나이트상의 체적률을 빼서 마텐자이트상의 체적률로 하였다.
또, 어닐링 공정 (제 1 단 어닐링 공정 및 제 2 단 어닐링 공정) 을 실시하하고, 혹은 추가로 도금 처리를 실시한 박냉연 강판으로부터 X 선 회절용 시험편을 채취하고, 판 두께의 1/4 에 상당하는 위치가 측정면이 되도록 연삭 및 연마하고, X 선 회절법에 의해, 회절 X 선 강도로부터 잔류 오스테나이트량을 구하였다. 또한, 입사 X 선은, CoKα 선을 사용하였다. 잔류 오스테나이트량의 계산시에는, 오스테나이트의 {111}, {200}, {220}, {311} 면과, 페라이트의 {110}, {200}, {211} 면의 피크의 적분 강도의 모든 조합에 대해 강도비를 계산하고, 그것들의 평균치를 구하여, 당해 강판의 잔류 오스테나이트량 (체적률) 을 산출하였다.
또, 어닐링 공정 (제 1 단 어닐링 공정 및 제 2 단 어닐링 공정) 을 실시하고, 혹은 추가로 도금 처리를 실시한 박냉연 강판으로부터, 투과 전자 현미경 관찰용 시험편을 채취하고, 판 두께의 1/4 에 상당하는 위치가 관찰 위치가 되도록 연삭, 연마 (기계 연마 및 전해 연마) 하여, 박막 시료를 얻었다. 얻어진 박막 시료에 대해, 투과형 전자 현미경 TEM (배율 : 15000 배) 을 사용하여 조직을 관찰하고, 20 시야 이상 촬상하여, TEM 화상을 얻었다. 얻어진 TEM 화상을 사용하여, 화상 해석에 의해 잔류 오스테나이트상의 평균 결정 입경, 평균 애스펙트비를 구하였다. 또한, 잔류 오스테나이트상의 평균 결정 입경은, 각 잔류 오스테나이트상의 결정립의 면적을 구하고, 그 면적으로부터 원 상당 직경을 산출하고, 그것들의 값을 산술 평균하여, 당해 강판에 있어서의 잔류 오스테나이트상의 평균 결정 입경으로 하였다. 평균 결정 입경의 산출에 있어서는, 각 시야에서 20 개 이상의 잔류 오스테나이트상의 결정립에 대해 측정하였다. 또, 얻어진 TEM 화상을 사용하여, 화상 해석에 의해 각 잔류 오스테나이트상의 결정립의 장경, 단경을 구하여, 각 잔류 오스테나이트상의 결정립의 애스펙트비를 산출하고, 얻어진 값을 산술 평균하여, 당해 강판에 있어서의 잔류 오스테나이트상의 결정립의 애스펙트비 (평균) 로 하였다. 또한, TEM 화상의 화상 해석시에는, 마찬가지로, 해석 소프트로서 Media Cybernetics 사의 「Image-Pro」(상품명) 를 사용하였다.
(2) 인장 시험
어닐링 공정 (제 1 단 어닐링 공정 및 제 2 단 어닐링 공정) 을 실시하고, 혹은 추가로 도금 처리를 실시한 박냉연 강판으로부터, 인장 방향이 압연 방향과 수직인 방향 (C 방향) 이 되도록 JIS 5 호 인장 시험편을 채취하고, JIS Z 2241 (2011) 의 규정에 준거하여 인장 시험을 실시하여, 인장 특성 (항복 강도 YS, 인장 강도 TS, 전연신 El) 을 구하였다. 또한, 얻어진 인장 특성으로부터, 강도 연성 밸런스 TS × El 을 산출하였다. 또한, TS : 980 ㎫ 급에서는, El : 20 % 이상, TS × El : 19600 ㎫·% 이상인 경우, TS : 1180 ㎫ 급에서는, El : 15 % 이상, TS × El : 17700 ㎫·% 이상인 경우, TS : 1270 ㎫ 급에서는, El : 10 % 이상, TS × El : 12700 ㎫·% 이상인 경우를 각각 양호한 강도 연성 밸런스인 것으로 하여 「○」로 평가하고, 그 이외에는 「×」로 하였다.
또한, 박냉연 강판으로부터, 인장 방향이 압연 방향과 수직인 방향 (C 방향) 에 더하여, 인장 방향이 압연 방향과 평행 (L 방향), 45°방향 (D 방향) 이 되도록 JIS 5 호 인장 시험편을 채취하고, JIS Z 2241 (2011) 의 규정에 준거하여 인장 시험을 실시하여, 인장 강도 TS 및 전연신 El 을 측정하였다.
얻어진 인장 강도 TS 와 전연신 El 로부터, 다음 (1) 식
δTS = (TSL + TSC - 2 × TSD)/2 ‥‥ (1)
(여기서, δTS : 인장 강도 TS 의 면내 이방성 (㎫), TSL : 압연 방향 (L 방향) 과 평행한 방향의 인장 강도 (㎫), TSC : 압연 방향에 수직인 방향 (C 방향) 의 인장 강도 (㎫), TSD : 압연 방향에 45°방향 (D 방향) 의 인장 강도 (㎫))
, 다음 (2) 식
δEl = (ElL + ElC - 2 × ElD)/2 ‥‥ (2)
(여기서, δEl : 전연신 El 의 면내 이방성 (%), ElL : 압연 방향 (L 방향) 과 평행한 방향의 전연신 (%), ElC : 압연 방향에 수직인 방향 (C 방향) 의 전연신 (%), ElD : 압연 방향에 45°방향 (D 방향) 의 전연신 (%))
으로 정의되는 δTS, δEl 을 산출하고, 강도, 연신의 면내 이방성을 평가하였다. 또한, (TSL + TSC - 2 × TSD), (ElL + ElC - 2 × ElD) 가 마이너스가 되는 경우에는, 그 절대값으로 하였다. δTS : 25 ㎫ 이하, δEl : 10 % 이하인 경우를 면내 이방성이 작은 것으로 하여 「○」로 평가하고, 그 이외에는 「×」로 하였다.
얻어진 결과를 표 8 ∼ 표 12 에 나타낸다.
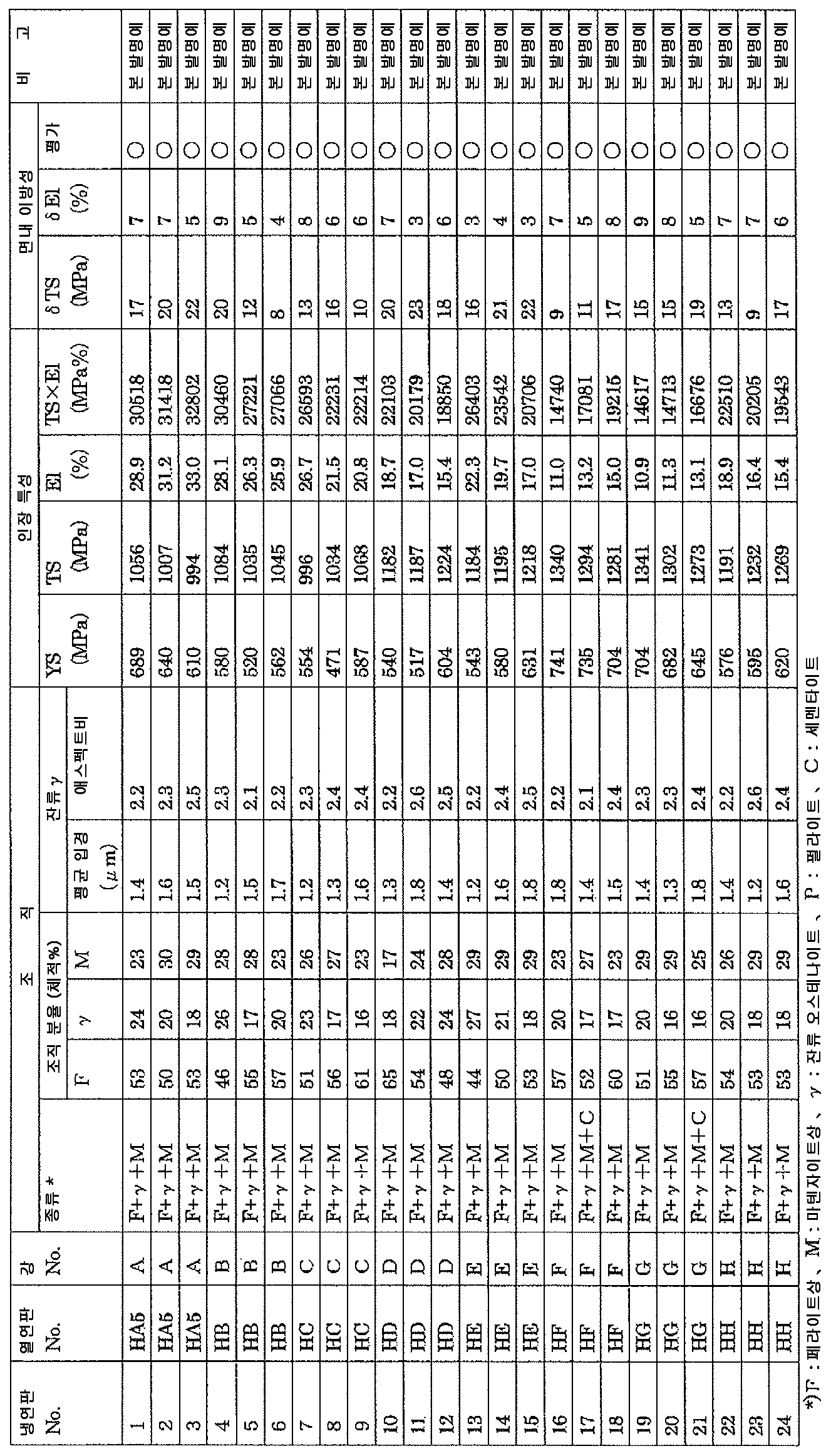
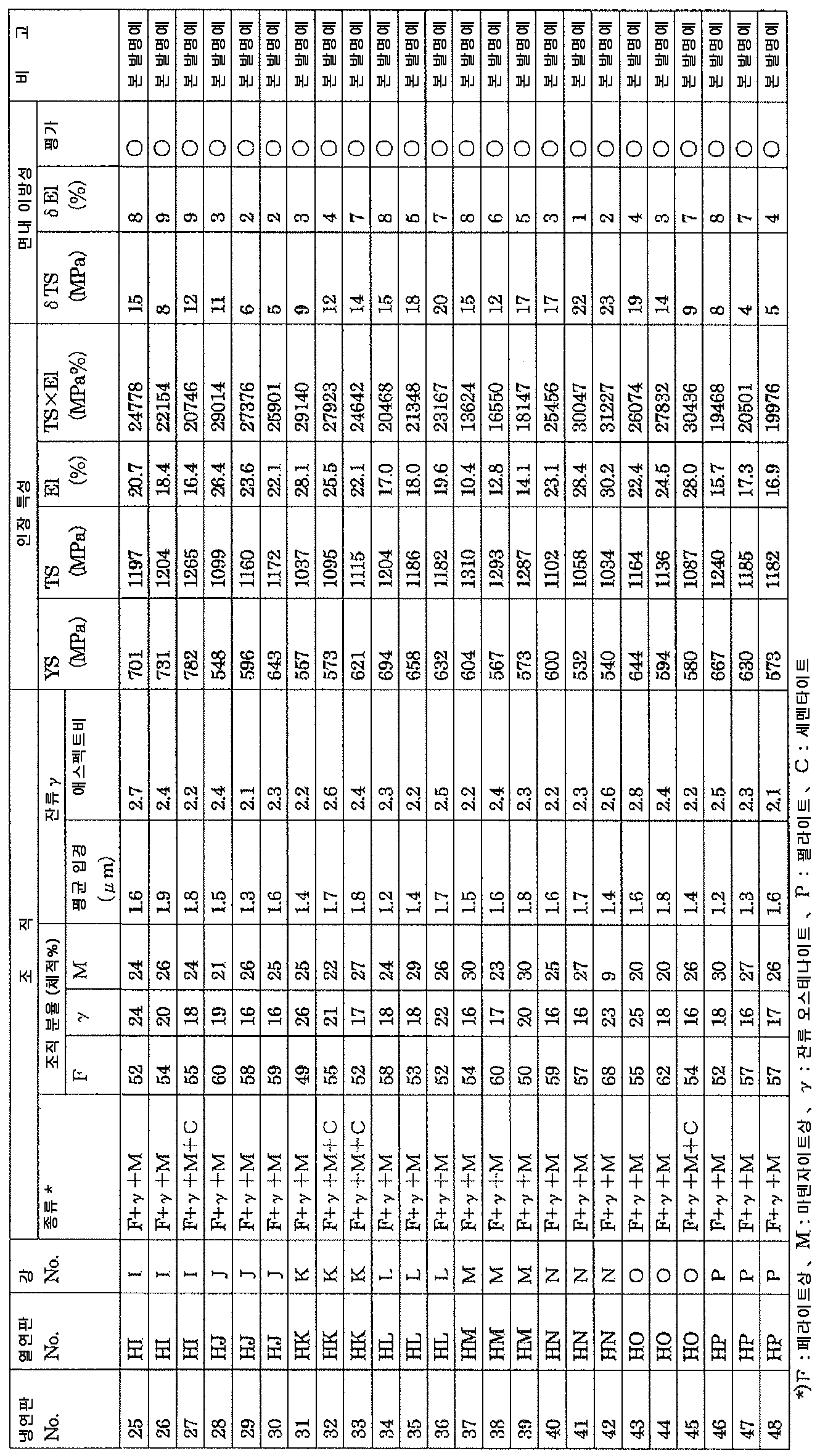
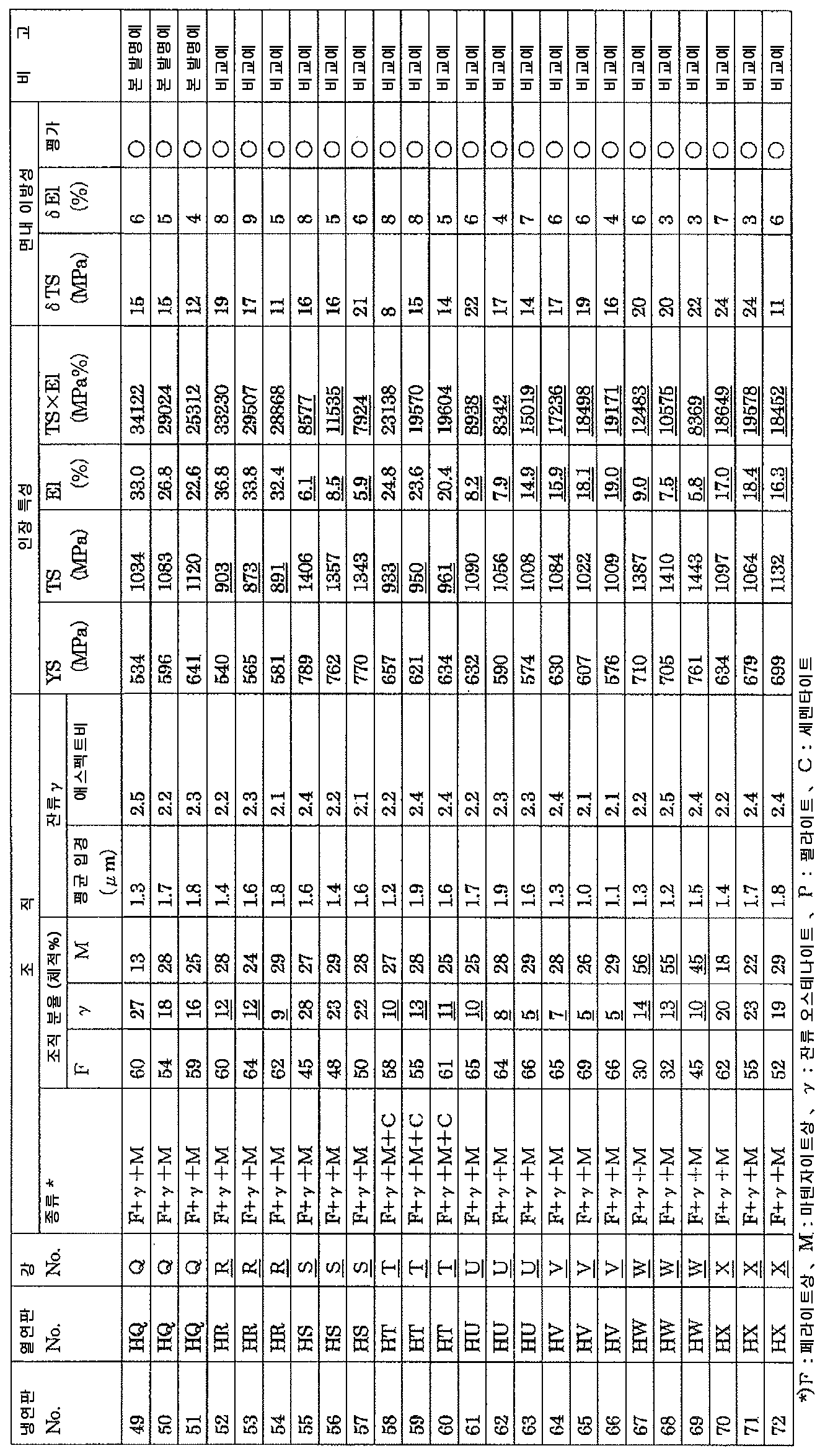


본 발명예는 모두, 적정량의 페라이트상과, 적정량의 미세한 침상의 잔류 오스테나이트상과, 잔부가 마텐자이트상을 함유하는 조직을 갖고, 인장 강도 TS : 980 ㎫ 이상의 고강도와, 전연신 El 이, TS : 980 ㎫ 급에서는 20 % 이상, TS : 1180 ㎫ 급에서는 15 % 이상, TS : 1270 ㎫ 급에서는 10 % 이상을 가져 고연성이며, 또한 강도, 연신 모두 면내 이방성이 작은, 고강도 냉연 박강판으로 되어 있다. 이에 반해, 본 발명 범위를 벗어나는 비교예는, 원하는 조직이 얻어지지 않고, 강도가 부족하거나, 연성이 부족하거나, 면내 이방성이 크게 되어 있다.
다음으로, 얻어진 인장 특성을 사용하여, 제조 안정성에 대해 평가하였다. 얻어진 TS, El 로부터 어닐링 공정에서의 온도 변동이 20 ℃ 인 경우의, 인장 강도 TS 의 변동량 및 전연신 El 의 변동량을 산출하였다. 어닐링 공정에서의 온도로서, 제 1 단 어닐링 공정에 있어서의 어닐링 온도 T1 및 냉각 정지 온도 T2, 제 2 단 어닐링 공정에 있어서의 어닐링 온도 T3 및 냉각 정지 온도 T4 를 대상으로 하였다.
구체적으로는, 어닐링 공정에 있어서의 온도 T1 이외의 조건이 동일하고 온도 T1 만이 상이한 제조 조건에서 제조된 냉연 강판의 TS, El 을 비교하여, TS, El 의 변동량을 구하고, 그 변동량으로부터 어닐링 공정에 있어서의 온도 변동이 20 ℃ 당의 변동량 (ΔTS, ΔEl) 을 산출하였다. 또, 마찬가지로, 어닐링 공정에 있어서의 온도 T2, T3, T4 에 대해서도, 온도 변동이 20 ℃ 당의 변동량 (ΔTS, ΔEl) 을 각각 산출하였다.
얻어진 결과를 표 13 에 나타낸다.
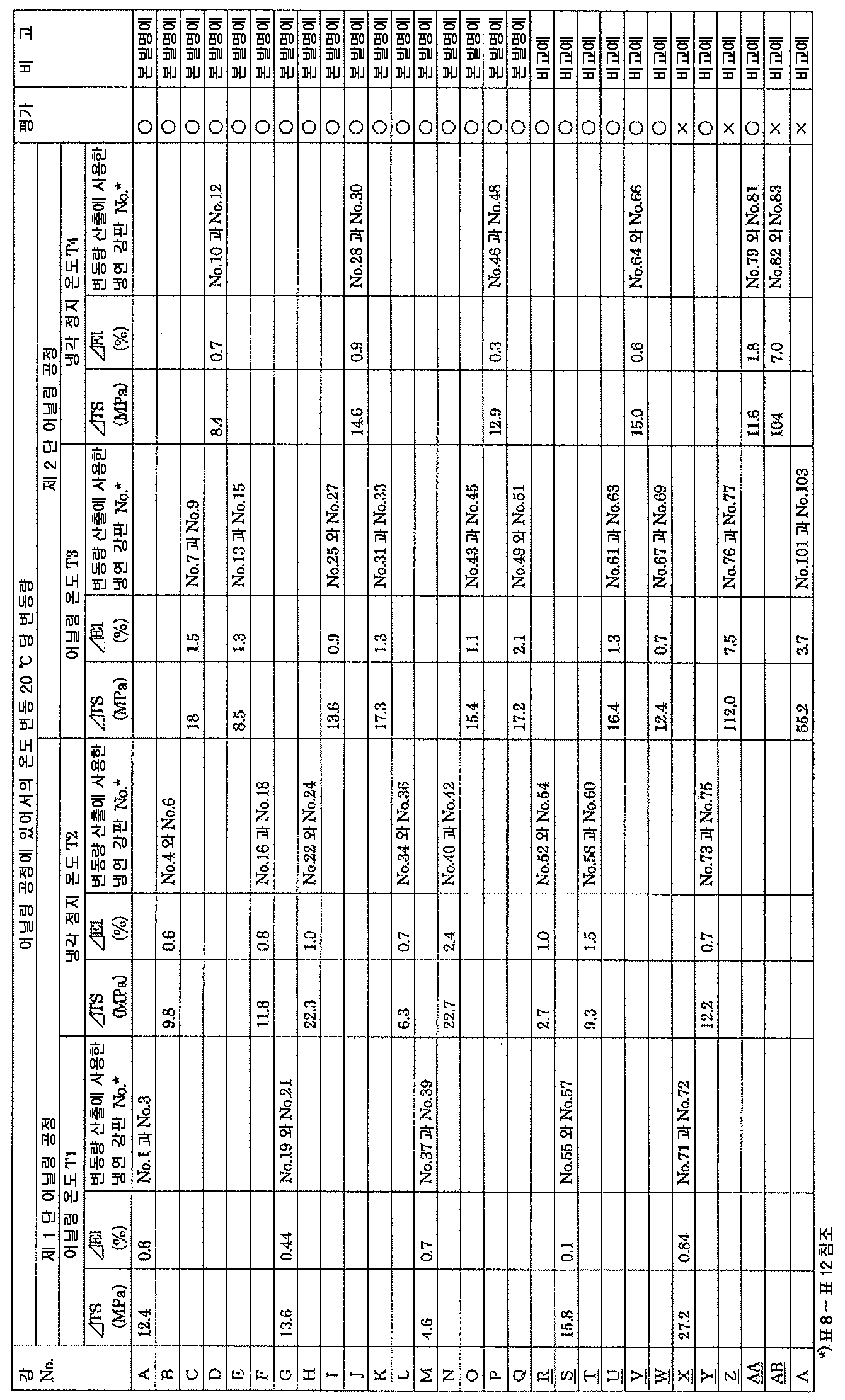
본 발명예는 모두, 온도 변동이 20 ℃ 당의 TS 변동량이 25 ㎫ 이하이고, El 변동량이 5 % 이하로, 어닐링 공정에 있어서 온도 변동되어도 강도 및 전연신의 변동량이 적어, 제조 안정성이 우수한 박냉연 강판이라고 할 수 있다. 비교예 중, 특히 Ti, Nb 함유량이 본 발명의 범위를 낮게 벗어나는 조성의 냉연 강판 (비교예) 에서는, 온도 변동 20 ℃ 당의 TS 변동량이 25 ㎫ 를 초과하고, El 변동량이 5 % 를 초과하여, 제조 안정성이 저하되어 있다.
이와 같이, 본 발명예는, 고강도이며 또한 고연성이고, 강도 연성 밸런스가 우수한 데다가, 면내 이방성이 작고, 나아가 재질 안정성도 우수한 고강도 냉연 박강판으로 되어 있다.
Claims (6)
- 질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만, P : 0.001 ∼ 0.100 %, S : 0.0200 % 이하, N : 0.0100 % 이하, Al : 0.01 ∼ 0.100 % 를 함유하고, 추가로, Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성과, 체적률로, 15 % 이상 70 % 이하의 페라이트상과, 15 % 초과 40 % 이하의 잔류 오스테나이트상과, 잔부가 30 % 이하 (0 % 를 포함하지 않는다) 의 마텐자이트상, 혹은 추가로 10 % 이하 (0 % 를 포함한다) 의 펄라이트상 및/또는 탄화물로 이루어지는 조직을 갖고,
상기 잔류 오스테나이트상이, 평균 결정 입경 : 2.0 ㎛ 이하이며 또한 애스펙트비가 2.0 이상이고, 인장 강도 : 980 ㎫ 이상이고, 하기 (1) 식으로 정의되는 인장 강도의 면내 이방성 δTS 가 25 ㎫ 이하 및 하기 (2) 식으로 정의되는 전연신의 면내 이방성 δEl 이 10 % 이하인 고강도 냉연 박강판:
δTS = (TSL + TSC - 2 × TSD)/2 ‥‥ (1)
여기서, δTS : 인장 강도 TS 의 면내 이방성 (㎫), TSL : 압연 방향 (L 방향) 과 평행한 방향의 인장 강도 (㎫), TSC : 압연 방향에 수직인 방향 (C 방향) 의 인장 강도 (㎫), TSD : 압연 방향에 45°방향 (D 방향) 의 인장 강도 (㎫)
δEl = (ElL + ElC - 2 × ElD)/2 ‥‥ (2)
여기서, δEl : 전연신 El 의 면내 이방성 (%), ElL : 압연 방향 (L 방향) 과 평행한 방향의 전연신 (%), ElC : 압연 방향에 수직인 방향 (C 방향) 의 전연신 (%), ElD : 압연 방향에 45°방향 (D 방향) 의 전연신 (%). - 제 1 항에 있어서,
상기 조성에 더하여 추가로, 질량% 로, 하기 A 군 ∼ D 군 중에서 1 군 또는 2 군 이상을 함유하는 고강도 냉연 박강판:
A 군 : B : 0.0001 ∼ 0.0050 %, Cr : 0.05 ∼ 1.00 % 및 Cu : 0.05 ∼ 1.00 % 중에서 선택된 1 종 또는 2 종 이상,
B 군 : Sb : 0.002 ∼ 0.200 %, Sn : 0.002 ∼ 0.200 % 중에서 선택된 1 종 또는 2 종,
C 군 : Ta : 0.001 ∼ 0.100 %,
D 군 : Ca : 0.0005 ∼ 0.0050 %, Mg : 0.0005 ∼ 0.0050 % 및 REM : 0.0005 ∼ 0.0050 % 중에서 선택된 1 종 또는 2 종 이상. - 제 1 항 또는 제 2 항에 있어서,
표면에, 용융 아연 도금층, 합금화 용융 아연 도금층, 혹은 전기 아연 도금층 중 어느 것을 갖는 고강도 냉연 박강판. - 강 소재에, 열간 압연 공정과, 산세 공정과, 냉간 압연 공정과, 어닐링 공정을 순차적으로 실시하여 냉연 박강판으로 함에 있어서,
상기 강 소재를, 질량% 로, C : 0.20 % 초과 0.45 % 이하, Si : 0.50 ∼ 2.50 %, Mn : 2.00 % 이상 3.50 % 미만, P : 0.001 ∼ 0.100 %, S : 0.0200 % 이하, N : 0.0100 % 이하, Al : 0.01 ∼ 0.100 % 를 함유하고, 추가로, Ti : 0.005 ∼ 0.100 % 및 Nb : 0.005 ∼ 0.100 % 중에서 선택된 1 종 또는 2 종을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 강 소재로 하고,
상기 열간 압연 공정을, 상기 강 소재를 가열하여, 소정 판 두께의 열연판으로 하는 공정으로 하고,
상기 냉간 압연 공정을, 상기 열연판에 압하율 : 30 % 이상의 냉간 압연을 실시하여, 소정 판 두께의 박냉연판으로 하는 공정으로 하고,
상기 어닐링 공정을, 상기 박냉연판에, 어닐링 온도 : 800 ∼ 950 ℃ 의 온도역으로 가열한 후, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ℃/s 이상의 냉각 속도로 350 ∼ 500 ℃ 의 온도역의 냉각 정지 온도까지 냉각시켜, 마텐자이트상과 베이나이트상의 합계가 체적률로 80 % 이상이 되는 조직의 박냉연 어닐링판으로 하는 제 1 단 어닐링 처리와, 그 박냉연 어닐링판에 추가로, 어닐링 온도 : 700 ∼ 840 ℃ 의 온도역으로 가열하고 그 온도역에서 10 ∼ 900 s 간 유지 한 후, 어닐링 온도로부터 냉각 정지 온도까지의 평균으로 5 ∼ 50 ℃/s 의 냉각 속도로 350 ∼ 500 ℃ 의 냉각 정지 온도역의 온도까지 냉각시키고, 그 냉각 정지 온도역에서 10 ∼ 1800 s 간 유지하는 제 2 단 어닐링 처리로 이루어지는 공정으로 하는 고강도 냉연 박강판의 제조 방법. - 제 4 항에 있어서,
상기 조성에 더하여 추가로, 질량% 로, 하기 A 군 ∼ D 군 중에서 1 군 또는 2 군 이상을 함유하는 고강도 냉연 박강판의 제조 방법:
A 군 : B : 0.0001 ∼ 0.0050 %, Cr : 0.05 ∼ 1.00 % 및 Cu : 0.05 ∼ 1.00 % 중에서 선택된 1 종 또는 2 종 이상,
B 군 : Sb : 0.002 ∼ 0.200 %, Sn : 0.002 ∼ 0.200 % 중에서 선택된 1 종 또는 2 종,
C 군 : Ta : 0.001 ∼ 0.100 %,
D 군 : Ca : 0.0005 ∼ 0.0050 %, Mg : 0.0005 ∼ 0.0050 % 및 REM : 0.0005 ∼ 0.0050 % 중에서 선택된 1 종 또는 2 종 이상. - 제 4 항 또는 제 5 항에 있어서,
상기 어닐링 공정의 상기 제 2 단 어닐링 처리에 이어서, 용융 아연 도금 처리, 혹은 용융 아연 도금 처리 및 합금화 처리, 또는 전기 아연 도금 처리를 실시하는 고강도 냉연 박강판의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015028304 | 2015-02-17 | ||
| JPJP-P-2015-028304 | 2015-02-17 | ||
| PCT/JP2016/000339 WO2016132680A1 (ja) | 2015-02-17 | 2016-01-25 | 高強度冷延薄鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170102989A true KR20170102989A (ko) | 2017-09-12 |
| KR101985123B1 KR101985123B1 (ko) | 2019-05-31 |
Family
ID=56692276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177022367A KR101985123B1 (ko) | 2015-02-17 | 2016-01-25 | 고강도 냉연 박강판 및 그 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10626485B2 (ko) |
| EP (1) | EP3228722B1 (ko) |
| JP (1) | JP6237900B2 (ko) |
| KR (1) | KR101985123B1 (ko) |
| CN (1) | CN107250409B (ko) |
| MX (1) | MX2017010539A (ko) |
| WO (1) | WO2016132680A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200097347A (ko) * | 2017-12-26 | 2020-08-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| KR20200100164A (ko) * | 2017-12-26 | 2020-08-25 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| KR20210096215A (ko) * | 2019-01-09 | 2021-08-04 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그 제조 방법 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017018492A1 (ja) * | 2015-07-28 | 2017-02-02 | 新日鐵住金株式会社 | 隅肉アーク溶接継手及びその製造方法 |
| US11560606B2 (en) | 2016-05-10 | 2023-01-24 | United States Steel Corporation | Methods of producing continuously cast hot rolled high strength steel sheet products |
| US11993823B2 (en) | 2016-05-10 | 2024-05-28 | United States Steel Corporation | High strength annealed steel products and annealing processes for making the same |
| EP3455068A1 (en) | 2016-05-10 | 2019-03-20 | United States Steel Corporation | High strength steel products and annealing processes for making the same |
| EP3473741B1 (en) * | 2016-08-30 | 2020-05-13 | JFE Steel Corporation | Thin steel sheet and process for producing same |
| WO2018088421A1 (ja) * | 2016-11-10 | 2018-05-17 | Jfeスチール株式会社 | 高強度冷延薄鋼板および高強度冷延薄鋼板の製造方法 |
| KR101899688B1 (ko) * | 2016-12-23 | 2018-09-17 | 주식회사 포스코 | 연속 생산성이 우수한 고강도 열연강판, 표면 품질 및 도금 밀착성이 우수한 고강도 용융아연도금강판 및 이들의 제조방법 |
| JP6798384B2 (ja) * | 2017-03-27 | 2020-12-09 | Jfeスチール株式会社 | 高強度高延性鋼板およびその製造方法 |
| WO2018186335A1 (ja) | 2017-04-05 | 2018-10-11 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| JP6409991B1 (ja) | 2017-04-05 | 2018-10-24 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| JP6597811B2 (ja) * | 2017-04-05 | 2019-10-30 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| JP6525125B1 (ja) * | 2017-12-26 | 2019-06-05 | Jfeスチール株式会社 | 高強度冷延鋼板及びその製造方法 |
| CN111757946B (zh) * | 2018-03-30 | 2022-04-05 | 日本制铁株式会社 | 钢板 |
| TWI650434B (zh) * | 2018-03-30 | 2019-02-11 | 日商新日鐵住金股份有限公司 | 鋼板 |
| US11788163B2 (en) | 2018-03-30 | 2023-10-17 | Jfe Steel Corporation | High-strength steel sheet and method for manufacturing same |
| KR20200123473A (ko) | 2018-03-30 | 2020-10-29 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| KR102469709B1 (ko) * | 2018-03-30 | 2022-11-22 | 제이에프이 스틸 가부시키가이샤 | 고강도 아연 도금 강판, 고강도 부재 및 그들의 제조 방법 |
| JP6705561B2 (ja) * | 2018-03-30 | 2020-06-03 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| US11898230B2 (en) | 2018-08-22 | 2024-02-13 | Jfe Steel Corporation | High-strength steel sheet and method for manufacturing same |
| CN113454244B (zh) * | 2019-02-25 | 2023-03-03 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| TWI743525B (zh) * | 2019-07-30 | 2021-10-21 | 國立陽明交通大學 | 類單晶薄膜及其製造方法 |
| TWI726777B (zh) * | 2020-07-27 | 2021-05-01 | 國立陽明交通大學 | 大晶粒類單晶薄膜及其製造方法 |
| CN114450427A (zh) * | 2019-08-07 | 2022-05-06 | 美国钢铁公司 | 高延展性涂锌钢片材产品 |
| JP6930682B1 (ja) * | 2019-10-23 | 2021-09-01 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| MX2022004671A (es) * | 2019-10-23 | 2022-05-26 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para fabricar la misma. |
| JP7168073B2 (ja) * | 2019-10-23 | 2022-11-09 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| MX2022004667A (es) * | 2019-10-23 | 2022-05-25 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para fabricar la misma. |
| EP4108792A4 (en) * | 2020-02-20 | 2023-07-19 | Nippon Steel Corporation | HOT ROLLED STEEL SHEET |
| KR20230012028A (ko) * | 2020-07-20 | 2023-01-25 | 닛폰세이테츠 가부시키가이샤 | 강판 및 그 제조 방법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5321765A (en) | 1976-08-12 | 1978-02-28 | Matsushita Electric Ind Co Ltd | Method of manufacturing nonnpolarized solid state electrolytic capacitor |
| KR20050068249A (ko) * | 2003-12-29 | 2005-07-05 | 주식회사 포스코 | 가공성이 우수한 강판 및 그 제조 방법 |
| JP4325998B2 (ja) | 2004-05-06 | 2009-09-02 | 株式会社神戸製鋼所 | スポット溶接性及び材質安定性に優れた高強度溶融亜鉛めっき鋼板 |
| KR20100101691A (ko) * | 2008-02-08 | 2010-09-17 | 제이에프이 스틸 가부시키가이샤 | 가공성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 |
| JP2012153957A (ja) | 2011-01-27 | 2012-08-16 | Jfe Steel Corp | 延性に優れる高強度冷延鋼板およびその製造方法 |
| JP2013185196A (ja) * | 2012-03-07 | 2013-09-19 | Jfe Steel Corp | 成形性に優れる高強度冷延鋼板およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4692259B2 (ja) | 2005-12-07 | 2011-06-01 | Jfeスチール株式会社 | 成形性および形状凍結性に優れる高強度鋼板 |
| JP5503346B2 (ja) * | 2010-03-11 | 2014-05-28 | 株式会社神戸製鋼所 | 耐水素脆性に優れた超高強度薄鋼板 |
| US8389841B1 (en) * | 2011-08-29 | 2013-03-05 | Leigh Howard Stevens | Adjustable resonator stop and keyboard percussion instrument including same |
| JP5440672B2 (ja) * | 2011-09-16 | 2014-03-12 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板およびその製造方法 |
| BR112014007530B1 (pt) | 2011-09-30 | 2018-12-11 | Nippon Steel & Sumitomo Metal Corporation | chapa de aço galvanizada por imersão a quente de alta resistência e processo para produção da mesma |
| CN103987868B (zh) * | 2011-09-30 | 2016-03-09 | 新日铁住金株式会社 | 具有980MPa以上的最大拉伸强度、材质各向异性少且成形性优异的高强度热浸镀锌钢板、高强度合金化热浸镀锌钢板及它们的制造方法 |
| EP2817428B2 (en) * | 2012-02-20 | 2019-06-19 | Tata Steel Nederland Technology B.V. | High strength bake-hardenable low density steel and method for producing said steel |
| CN105473749B (zh) | 2013-08-02 | 2017-08-25 | 杰富意钢铁株式会社 | 高强度高杨氏模量钢板及其制造方法 |
| CN106170574B (zh) | 2014-03-31 | 2018-04-03 | 杰富意钢铁株式会社 | 高屈强比高强度冷轧钢板及其制造方法 |
-
2016
- 2016-01-25 CN CN201680010057.7A patent/CN107250409B/zh active Active
- 2016-01-25 KR KR1020177022367A patent/KR101985123B1/ko active IP Right Grant
- 2016-01-25 JP JP2016530252A patent/JP6237900B2/ja active Active
- 2016-01-25 MX MX2017010539A patent/MX2017010539A/es unknown
- 2016-01-25 WO PCT/JP2016/000339 patent/WO2016132680A1/ja active Application Filing
- 2016-01-25 EP EP16752073.3A patent/EP3228722B1/en active Active
- 2016-01-25 US US15/551,301 patent/US10626485B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5321765A (en) | 1976-08-12 | 1978-02-28 | Matsushita Electric Ind Co Ltd | Method of manufacturing nonnpolarized solid state electrolytic capacitor |
| KR20050068249A (ko) * | 2003-12-29 | 2005-07-05 | 주식회사 포스코 | 가공성이 우수한 강판 및 그 제조 방법 |
| JP4325998B2 (ja) | 2004-05-06 | 2009-09-02 | 株式会社神戸製鋼所 | スポット溶接性及び材質安定性に優れた高強度溶融亜鉛めっき鋼板 |
| KR20100101691A (ko) * | 2008-02-08 | 2010-09-17 | 제이에프이 스틸 가부시키가이샤 | 가공성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 |
| JP2012153957A (ja) | 2011-01-27 | 2012-08-16 | Jfe Steel Corp | 延性に優れる高強度冷延鋼板およびその製造方法 |
| JP2013185196A (ja) * | 2012-03-07 | 2013-09-19 | Jfe Steel Corp | 成形性に優れる高強度冷延鋼板およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200097347A (ko) * | 2017-12-26 | 2020-08-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| KR20200100164A (ko) * | 2017-12-26 | 2020-08-25 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| KR20210096215A (ko) * | 2019-01-09 | 2021-08-04 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2017010539A (es) | 2017-12-14 |
| US20180057916A1 (en) | 2018-03-01 |
| US10626485B2 (en) | 2020-04-21 |
| EP3228722B1 (en) | 2019-03-20 |
| EP3228722A1 (en) | 2017-10-11 |
| EP3228722A4 (en) | 2017-11-08 |
| JP6237900B2 (ja) | 2017-11-29 |
| CN107250409A (zh) | 2017-10-13 |
| KR101985123B1 (ko) | 2019-05-31 |
| JPWO2016132680A1 (ja) | 2017-04-27 |
| CN107250409B (zh) | 2019-07-05 |
| WO2016132680A1 (ja) | 2016-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101985123B1 (ko) | 고강도 냉연 박강판 및 그 제조 방법 | |
| KR101949628B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| JP6179676B2 (ja) | 高強度鋼板およびその製造方法 | |
| KR101913053B1 (ko) | 고강도 강판, 고강도 용융 아연 도금 강판, 고강도 용융 알루미늄 도금 강판 및 고강도 전기 아연 도금 강판, 그리고 그것들의 제조 방법 | |
| JP5018935B2 (ja) | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| KR101660607B1 (ko) | 냉연 강판 및 냉연 강판의 제조 방법 | |
| KR101528080B1 (ko) | 성형성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| CN107208225B (zh) | 高强度钢板及其制造方法 | |
| EP3543364B1 (en) | High-strength steel sheet and method for producing same | |
| WO2013114850A1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| CN107208226B (zh) | 高强度钢板及其制造方法 | |
| US11453926B2 (en) | Steel sheet, plated steel sheet, method for producing hot-rolled steel sheet, method for producing cold-rolled full hard steel sheet, method for producing steel sheet, and method for producing plated steel sheet | |
| CN108779536B (zh) | 钢板、镀覆钢板和它们的制造方法 | |
| WO2013046697A1 (ja) | 熱延鋼板およびその製造方法 | |
| WO2018088421A1 (ja) | 高強度冷延薄鋼板および高強度冷延薄鋼板の製造方法 | |
| JPWO2017131054A1 (ja) | 高強度亜鉛めっき鋼板、高強度部材及び高強度亜鉛めっき鋼板の製造方法 | |
| CN107250408A (zh) | 高强度钢板及其制造方法 | |
| JP2006283128A (ja) | 溶融亜鉛めっき用高強度鋼板、該高強度鋼板に溶融亜鉛めっきした溶融亜鉛めっき高強度鋼板、および該溶融亜鉛めっき高強度鋼板に合金化処理を施した合金化溶融亜鉛めっき高強度鋼板 | |
| KR20190022786A (ko) | 고강도 강판 및 그 제조 방법 | |
| EP3543365B1 (en) | High-strength steel sheet and method for producing same | |
| WO2017169871A1 (ja) | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 | |
| JP5387501B2 (ja) | 鋼板および表面処理鋼板ならびにそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |