KR20170050917A - 연속 주조용 용탕 몰드 이송장치 - Google Patents
연속 주조용 용탕 몰드 이송장치 Download PDFInfo
- Publication number
- KR20170050917A KR20170050917A KR1020150153049A KR20150153049A KR20170050917A KR 20170050917 A KR20170050917 A KR 20170050917A KR 1020150153049 A KR1020150153049 A KR 1020150153049A KR 20150153049 A KR20150153049 A KR 20150153049A KR 20170050917 A KR20170050917 A KR 20170050917A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- ingot
- molten metal
- chain conveyor
- chain
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/04—Handling or stripping castings or ingots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D33/00—Equipment for handling moulds
- B22D33/02—Turning or transposing moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
Abstract
본 발명은 제철소와 같은 주조 공장에서 주괴를 만드는 연속 주조 장치에서 이송대차에 설치된 다수개의 용탕 몰드로 부터 성형된 주괴를 몰드의 회전으로 하부에 설치된 체인콘베이어에 낙하시켜 이송대차를 일정장소에 이송시킨 다음 체인콘베이어에 의해 야드로 취출함으로써 주조된 주괴의 인출과 이송을 매우 편리하게 한 연속 주조용 용탕 몰드 이송장치에 관한 것이다.
본 발명은 구동모터에 의해 레일을 따라 이동하는 바퀴를 가진 이송대차와, 상기 이송대차의 상부에 일정 간격으로 설치된 다수개의 몰드와, 상기 몰드의 하부에 설치되어 몰드로 부터 낙하된 주괴를 받아 이송하는 체인콘베이어 장치로 구성되는 연속 주조용 용탕 몰드 이송장치를 특징으로 한다.
본 발명은 구동모터에 의해 레일을 따라 이동하는 바퀴를 가진 이송대차와, 상기 이송대차의 상부에 일정 간격으로 설치된 다수개의 몰드와, 상기 몰드의 하부에 설치되어 몰드로 부터 낙하된 주괴를 받아 이송하는 체인콘베이어 장치로 구성되는 연속 주조용 용탕 몰드 이송장치를 특징으로 한다.
Description
본 발명은 제철소와 같은 주조 공장에서 주괴를 만드는 연속 주조 장치에서 이송대차에 설치된 다수개의 용탕 몰드로 부터 성형된 주괴를 몰드의 회전으로 하부에 설치된 체인콘베이어에 낙하시켜 이송대차를 일정장소에 이송시킨 다음 체인콘베이어 장치에 의해 야드로 취출함으로써 주조된 주괴의 인출과 이송을 매우 편리하게 한 연속 주조용 용탕 몰드 이송장치에 관한 것이다.
제철산업은 대규모의 장치산업으로서 부가가치가 높으며 모든 산업의 기반이 되는 분야라고 할 수 있다. 그러나, 그만큼 위험이 많이 따르고 효율적인 시스템 관리가 이루어지지 않는다면 많은 안전사고와 비용낭비가 발생되는 분야이기도 하다. 일반적으로 이러한 주조산업은 용광로에서 선철 등을 녹인 용탕을 이용하여 주괴, 다양한 형상의 판재, 강재 등을 제작하게 되는 데 용광로에서 녹인 용탕은 래들등에 수용되어 몰드(주형)이 설치된 장소로 이동된 후 상기 몰드의 내부로 부어 특정형상의 제품을 만들게 된다.
일반적으로 연속주조장치에서 다수개의 몰드가 설치된 이송대차는 래들로 부터 부어지는 용탕을 몰드에 의해 성형한 후 이송대차를 특정장소에 이송시켜 별도로 제작된 인출장치에 의해 몰드에 성형된 주괴를 인출하는 구조로 이루어져 있다.
따라서, 주조작업이 완료되면 이송대차를 이동시켜 몰드에서 성형된 주괴를 별도로 제작된 인출장치에 의해 각각 인출하여야 되는 비효율적인 작업이 수행되어야 하므로 생산의 효율이 좋지 않은 단점이 있었다.
본 발명은 이와같은 문제점을 해소하기 위한 것으로, 이송대차의 상부에 설치된 다수개의 몰드를 회전 가능하게 설치하고, 상기 몰드의 하부에는 체인콘베이어를 설치하여 몰드의 회전으로 낙하된 주괴를 받아 체인콘베이어에 의해 이송할 수 있게 함으로써 생산의 효율을 극대화 한 연속 주조용 용탕 몰드 이송장치를 제공하는 데 그 목적이 있다.
본 발명은 이와같은 목적을 달성하기 위한 수단으로, 구동모터에 의해 레일을 따라 이동하는 바퀴를 가진 이송대차와, 상기 이송대차의 상부에 일정 간격으로 설치된 다수개의 몰드와, 상기 몰드의 하부에 설치되어 몰드로 부터 낙하된 주괴를 받아 이송하는 체인콘베이어 장치로 구성되는 연속 주조용 용탕 몰드 이송장치를 제공한다.
본 발명은 몰드의 양측면에 지지축이 축설되고 일측 지지축에는 랙이 각각 축착되어 실린더에 의해 작동되는 랙기어와 치합되고 실린더에 의해 랙기어가 전 후진하면 이와 치합된 랙이 반대 방향으로 회전하여 랙기어와 일체로 축착된 지지축을 중심으로 각 몰드가 회전되게 함을 특징으로 하는 연속 주조용 용탕 몰드 이송장치를 제공한다.
또한, 본발명의 체인콘베이어 장치는 구동모터에 체인벨트로서 치합되어 본체 프레임를 가로질러 축설된 구동스프라켓의 회전축에 다수개의 체인스프라켓이 교차되게 축착되고 이에 체인콘베이어가 치합되어 무한궤도로 회전되는 연속 주조용 용탕 몰드 이송장치를 제공한다.
이와같이 본 발명에 따르면 몰드에서 성형된 주괴를 별도의 인출장치에 의해 인출하지 않고 몰드 자체를 회전시켜 낙하시킨 다음 체인콘베이어에 의해 이송하여 취출박스 등으로 다음 공정의 작업장에 이동시킬 수 있으므로 생산의 효율이 극대화되는 효과를 얻을 수 있다.
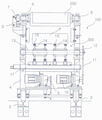
도 1은 본 발명의 정면 예시 사시도
도 2는 도 1의 "A-A" 선에서 본 측면도
도 3은 몰드의 회전 구조를 나타낸 작동 설명도
도 4는 본 발명의 평면도
도 2는 도 1의 "A-A" 선에서 본 측면도
도 3은 몰드의 회전 구조를 나타낸 작동 설명도
도 4는 본 발명의 평면도
이하, 본 발명의 바람직한 실시예를 첨부된 도면 도 1 내지 도 4에 의거하여 상세히 설명하면 다음과 같다.
또한, 도면의 도시 및 상세한 설명에 있어서 본 발명의 기술적 특징과 직접적으로 연관되지 않는 요소의 구체적인 기술적 구성 및 작용에 대한 상세한 설명 및 도시는 생략하고, 본 발명과 관련되는 기술적 구성만을 간략하게 도시하거나 설명하였다.
도시된 바와 같이 본 발명은 구동모터(1)에 의해 레일(2)을 따라 이동하는 바퀴(3)(3')를 가진 이송대차(100)와, 상기 이송대차(100)의 상부에 일정 간격으로 설치된 다수개의 몰드(200)(200')와, 상기 몰드(200)(200')의 하부에 설치되어 이로 부터 낙하된 주괴(P)를 받아 이송하는 체인콘베이어 장치(300)로 크게 구성된다.
상기 이송대차(100)는 본체 프레임(4)에 설치된 구동모터(1)와 구동 바퀴(3)가 체인(5)으로 연결되어 연동바퀴(3')와 함께 레일(2)을 따라 이동자재하게 되어 있다.
상기 이송대차(100)의 상부에 설치된 몰드(200(200')는 일정간격으로 다수개가 설치되고 래들(미도시)에 의해 공급되는 용탕을 받아 주괴(P)를 성형하는 것으로 일정간격을 두고 연속 설치된 몰드(200(200')의 양측면에는 지지축(6)이 축설되고 일측 지지축(6)에는 랙(7)이 각각 축착되어 실린더(8)에 의해 작동되는 랙기어(9)에 동시에 치합되어 있다.
이로 인해 실린더(8)에 의해 랙기어(9)가 전 후진하면 이와 치합된 랙(7)이 반대 방향으로 회전하여 랙기어(9)와 일체로 축착된 지지축(6)을 중심으로 각 몰드(200)(200')가 회전하게 됨으로써 내부에 성형된 주괴(P)가 모두 동시에 취출되도록 이루어져 있다.
또한, 체인콘베이어 장치(300)는 상기 몰드(200(200')가 설치된 하부에 체인콘베이어 구동모터(10)에 의해 구동되어 무한궤도로 회전되게 설치되는 것으로 구동모터(10)에 체인벨트(11)로서 치합되어 본체 프레임(4)를 가로질러 축설된 구동스프라켓(12)의 회전축(13)에 다수개의 체인스프라켓(14)(14')이 교차되게 축착되고 이에 체인콘베이어(15)(15')가 치합되어 있다.
도면 중 미설명 부호 16은 체인콘베이어 장치(300)로 부터 이송되어 취출되는 주괴(P)를 받는 취출박스이고 17은 주괴(P)의 냉각수 받침대이다.
이와같이 된 본 발명의 이송대차(100)는 구동모터(1)에 의해 구동되는 구동바퀴(3)와 이의 연동을 받는 연동바퀴(3')에 의해 레일(2)을 따라 이동자재 되면서 주괴(P)를 성형 및 이송하는 것으로 상기 이송대차(100)의 본체 프레임(4)에 상기한 몰드(200)(200')와 체인콘베이어 장치(300)가 일체로 장착되어 용탕을 주괴(P)로서 성형하고 종래와 같은 별도의 인출장치를 사용하지 않고 회전식으로 낙하시켜 체인콘베이어 장치(300)에 의해 취출박스(16)에 취출하게 되는 것에 특징이 있다.
본 발명의 작용 효과를 설명하면, 먼저 용광로에서 용융시킨 용탕을 랜들과 같은 공급장치에 의해 몰드(200)(200')에 부어서 물을 분사하는 등의 냉각수단을 통해 일정시간이 경과 후에 주괴(P)가 성형되면 실린더(8)를 작동시켜 이의 피스톤롯드에 연결된 랙(9)를 이동시키면 이와 치합된 랙기어(7)가 회전하게 되는 데 상기 랙기어(7)는 몰드(200)(200')의 지지축(6)에 일체로 축착되어 있으므로 랙기어(7)가 회전하게 되면 지지축(6)이 동시에 회전되면서 이에 일체로 설치된 몰드(200)(200')를 랙기어(7)의 진행방향과 반대방향으로 회전시키게 된다.(도 3 참조)
이와같이 몰드(200)(200')가 회전되면 이의 내부에 성형된 주괴(P)가 밑으로 낙하하여 도 2와 같이 체인콘베이어 장치(300)의 체인콘베이어(15)(15') 상면에 놓이게 되는 데 체인콘베이어(15)(15')는 체인콘베이어 구동모터(10)에 체인벨트(11)로 연결된 구동스프라켓(12)과 이의 회전축(13)에 교차되게 축착된 체인스프라켓(14)(14')에 치합되어 무한궤도로 회전되고 있으므로 상기 체인콘베이어(15)(15')의 상면에 몰드(200)(200')로 부터 낙하되어 놓여진 주괴(P)는 체인콘베이어(15)(15')와 함께 이송되어 지고 이송된 주괴(P)는 도 1과 같이 취출박스(16)에 수용된다.
몰드(200)(200')의 회전으로 주괴(P)가 이로 부터 분리되어 낙하되면 실린더(8)를 반대로 회전시켜 랙기어(9)를 복귀시키면 회전되어 뒤집어진 몰드(200)(200')는 반대로 회전하여 본래와 같은 위치로 복귀되어 연속되는 성형작업을 할 수 있는 대기 상태가 된다.
그리고, 용탕이 몰드(200)(200')의 내부에서 성형되는 과정에서 분사되는 냉각수는 밑으로 낙하하여 체인콘베이어(15)(15')의 하방에 설치된 냉각수 받침대(17)에 모이게 되고 드레인에 의해 외부로 배출된다.
이와같이 본 발명은 몰드(200)(200')를 제자리에서 랙(7)과 랙기어(9)에 의해 회전시켜 내부에 성형된 주괴(P)를 자중에 의해 인출하고 체인콘베이어 장치(300)에 의해 자동으로 취출하게 되므로 종래와 같이 별도의 인출장치를 사용할 필요가 없어 생산의 효율이 극대화되고 설비가 간단하여 시설비를 줄일 수 있는 경제적인 효과도 아울러 가진다.
1 : 구동모터 2 : 레일 3 : 구동바퀴 3' : 연동바퀴 6 : 지지축 7 : 랙 8 : 실린더 9 : 랙기어 12 : 구동스프라켓 13 : 회전축 14, 14' : 체인스프라켓 15, 15' : 체인콘베이어 100 : 이송대차 200, 200' : 몰드 300 : 체인콘베이어 장치
Claims (3)
- 구동모터(1)에 의해 레일(2)을 따라 이동하는 바퀴(3)(3')를 가진 이송대차(100)와, 상기 이송대차(100)의 상부에 일정 간격으로 회전 가능하게 설치된 다수개의 몰드(200)(200')와, 상기 몰드(200)(200')의 하부에 설치되어 이로 부터 낙하된 주괴(P)를 받아 이송하는 체인콘베이어 장치(300)로 구성됨을 특징으로 하는 연속 주조용 용탕 몰드 이송장치.
- 제 1 항에 있어서, 몰드(200(200')의 양측면에는 지지축(6)이 축설되고 일측 지지축(6)에는 랙(7)이 각각 축착되어 실린더(8)에 의해 작동되는 랙기어(9)와 치합되고 실린더(8)에 의해 랙기어(9)가 전 후진하면 이와 치합된 랙(7)이 반대 방향으로 회전하여 랙기어(9)와 일체로 축착된 지지축(6)을 중심으로 각 몰드(200)(200')가 회전되게 함을 특징으로 하는 연속 주조용 용탕 몰드 이송장치.
- 제 1 항에 있어서, 체인콘베이어 장치(300)는 구동모터(10)에 체인벨트(11)로서 치합되어 본체 프레임(4)를 가로질러 축설된 구동스프라켓(12)의 회전축(13)에 다수개의 체인스프라켓(14)(14')이 교차되게 축착되고 이에 체인콘베이어(15)(15')가 치합되어 무한궤도로 회전되는 연속 주조용 용탕 몰드 이송장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150153049A KR20170050917A (ko) | 2015-11-02 | 2015-11-02 | 연속 주조용 용탕 몰드 이송장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150153049A KR20170050917A (ko) | 2015-11-02 | 2015-11-02 | 연속 주조용 용탕 몰드 이송장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170050917A true KR20170050917A (ko) | 2017-05-11 |
Family
ID=58741625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150153049A KR20170050917A (ko) | 2015-11-02 | 2015-11-02 | 연속 주조용 용탕 몰드 이송장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170050917A (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107642023A (zh) * | 2017-08-12 | 2018-01-30 | 张艳 | 一种铣刨机用多功能输送装置 |
| CN108326257A (zh) * | 2018-01-19 | 2018-07-27 | 湖北华力科技有限公司 | 一种汽车零部件铸造用工作平台及其使用方法 |
| KR20190099733A (ko) | 2018-02-19 | 2019-08-28 | (주) 마루정공 | 산업용 로봇에 결합되는 대상물 이송 장치 |
| CN113441689A (zh) * | 2021-06-08 | 2021-09-28 | 江苏神铸智能科技有限公司 | 一种合金铸锭自动化生产设备 |
-
2015
- 2015-11-02 KR KR1020150153049A patent/KR20170050917A/ko not_active Application Discontinuation
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107642023A (zh) * | 2017-08-12 | 2018-01-30 | 张艳 | 一种铣刨机用多功能输送装置 |
| CN107642023B (zh) * | 2017-08-12 | 2020-10-09 | 芜湖习科控制系统有限公司 | 一种铣刨机用多功能输送装置 |
| CN108326257A (zh) * | 2018-01-19 | 2018-07-27 | 湖北华力科技有限公司 | 一种汽车零部件铸造用工作平台及其使用方法 |
| CN108326257B (zh) * | 2018-01-19 | 2019-08-27 | 湖北华力科技有限公司 | 一种汽车零部件铸造用工作平台及其使用方法 |
| KR20190099733A (ko) | 2018-02-19 | 2019-08-28 | (주) 마루정공 | 산업용 로봇에 결합되는 대상물 이송 장치 |
| CN113441689A (zh) * | 2021-06-08 | 2021-09-28 | 江苏神铸智能科技有限公司 | 一种合金铸锭自动化生产设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170050917A (ko) | 연속 주조용 용탕 몰드 이송장치 | |
| CN101456209B (zh) | 用于连续生产石膏砌块的输送带式砌块模具机 | |
| CN210365854U (zh) | 一种用于铸造模具转运的转向输送设备 | |
| CN210257334U (zh) | 一种手套自动生产线 | |
| CN109202057A (zh) | 一种铸造生产线 | |
| JP4492757B1 (ja) | 注湯設備および注湯方法 | |
| CN108638315B (zh) | 一种耐火砖自动生产线及生产方法 | |
| CN209318779U (zh) | 铸造生产线 | |
| CN105215339B (zh) | 连铸机及连铸方法 | |
| CN107617725A (zh) | 自动化铸造生产线 | |
| JP5008344B2 (ja) | 鋳枠搬送装置 | |
| CN109382244B (zh) | 一种用于自动化铸造生产线的自动喷涂输送机 | |
| CN204953890U (zh) | 一种电炉至浇注机的铁水包自动输送系统 | |
| JP2002321051A (ja) | 鋳造方法及び鋳造ライン | |
| CN105414540A (zh) | 缸套浇注机 | |
| CN112427601B (zh) | 一种水玻璃砂造型加砂装置 | |
| CN101456210A (zh) | 用于连续生产保温砌块的输送带式砌块模具机 | |
| CN105174263A (zh) | 一种连续脱模机构及包含连续脱模机构的自动化浇注成型流水线 | |
| CN205011390U (zh) | 连续脱模机构及包含连续脱模机构的自动化浇注成型流水线 | |
| CN203471912U (zh) | 全自动烟道生产线 | |
| CN210257333U (zh) | 手套自动生产成套设备 | |
| CN209887842U (zh) | 一种自保温砌块生产线 | |
| CN212217033U (zh) | 一种用于冷芯机更换模具的自动换模装置 | |
| JP2003326358A (ja) | 鋳造方法及び鋳造ライン | |
| US3908748A (en) | Device for automatically casting of molten material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |