KR20170040129A - 소정 폭의 코팅 박막으로부터 역청질 코팅재를 펼치는 장치, 및 그의 실행방법 - Google Patents
소정 폭의 코팅 박막으로부터 역청질 코팅재를 펼치는 장치, 및 그의 실행방법 Download PDFInfo
- Publication number
- KR20170040129A KR20170040129A KR1020167036409A KR20167036409A KR20170040129A KR 20170040129 A KR20170040129 A KR 20170040129A KR 1020167036409 A KR1020167036409 A KR 1020167036409A KR 20167036409 A KR20167036409 A KR 20167036409A KR 20170040129 A KR20170040129 A KR 20170040129A
- Authority
- KR
- South Korea
- Prior art keywords
- bituminous coating
- belt
- coating
- bituminous
- ground
- Prior art date
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/12—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for distributing granular or liquid materials
- E01C19/18—Devices for distributing road-metals mixed with binders, e.g. cement, bitumen, without consolidating or ironing effect
- E01C19/182—Devices for distributing road-metals mixed with binders, e.g. cement, bitumen, without consolidating or ironing effect solely for depositing
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/12—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for distributing granular or liquid materials
- E01C19/18—Devices for distributing road-metals mixed with binders, e.g. cement, bitumen, without consolidating or ironing effect
- E01C19/185—Devices for distributing road-metals mixed with binders, e.g. cement, bitumen, without consolidating or ironing effect for both depositing and spreading-out or striking-off the deposited mixture
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C7/00—Coherent pavings made in situ
- E01C7/08—Coherent pavings made in situ made of road-metal and binders
- E01C7/18—Coherent pavings made in situ made of road-metal and binders of road-metal and bituminous binders
- E01C7/22—Binder incorporated in hot state, e.g. heated bitumen
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C7/00—Coherent pavings made in situ
- E01C7/08—Coherent pavings made in situ made of road-metal and binders
- E01C7/35—Toppings or surface dressings; Methods of mixing, impregnating, or spreading them
- E01C7/353—Toppings or surface dressings; Methods of mixing, impregnating, or spreading them with exclusively bituminous binders; Aggregate, fillers or other additives for application on or in the surface of toppings with exclusively bituminous binders, e.g. for roughening or clearing
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/48—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for laying-down the materials and consolidating them, or finishing the surface, e.g. slip forms therefor, forming kerbs or gutters in a continuous operation in situ
- E01C19/4806—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for laying-down the materials and consolidating them, or finishing the surface, e.g. slip forms therefor, forming kerbs or gutters in a continuous operation in situ with solely rollers for consolidating or finishing
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Road Paving Machines (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Tires In General (AREA)
- Soil Working Implements (AREA)
- Road Repair (AREA)
- Road Paving Structures (AREA)
Abstract
본 장치는 지면상에서 진행의 길이 방향(32)을 따라 이동하며 공급 수단에 의해 역청질 코팅재가 공급되고 상기 장치의 변위 동안에 전진 방향에 대해 횡 방향으로 간주되는 상기 지면의 소정 폭에 걸쳐 역청질 코팅 층을 펼치도록 구성된 펼침 수단을 포함한다. 상기 펼침 수단은 역청질 코팅재의 압연, 분쇄 및 지면으로의 낙하를 수행하도록 구성된다.
Description
본 발명은 역청질 코팅재를 박막(film)이라 칭하는 얇은 두께 층으로 펼치기(spreading) 위한 장치 및 이 장치를 실행하는 방법에 관한 것이다. 그것은 공공 작업 분야의 응용 분야, 특히 순환 차선의 건설, 또는 특히 유익하게는 그것의 유지 보수 또는 재조정의 분야에서 응용분야를 찾을 수 있다.
코팅재(또는 역청질 코팅재)는 도로 포장을 형성하는 하나 또는 여러 층에 적용되는, 자갈, 모래 및 탄화수소 결합제(hydro-carbonated binder, 통상 "아스팔트(saphalt)"로 지칭됨)의 혼합물이다. 통상적으로, 코팅층의 퇴적(deposition)은 서로 다른 방식들에 따라 수행될 수 있다. 따라서, 130℃보다 높은 온도를 갖는 고온 코팅재(hot coatings), 100℃와 130℃ 사이의 온도를 갖는 온난(warm) 코팅재, 85℃와 100℃ 사이의 온도를 갖는 반 온난(half-warm) 코팅재, 냉간 조밀(cold dense) 코팅재, 냉간 개방(cold open) 코팅재 또는 에멀젼 자갈 간에 구별하는 것이 가능하며, 이 모든 것은 본 발명의 의미 내에서 "코팅재"를 형성한다.
현재, 코팅층의 퇴적(deposition)은 일반적으로 지면이거나 또는 코팅의 바닥층인 지지체 상에 상기 층을 바로 조정(adjustment)함으로써 수행된다. 조정은 피니셔 테이블 또는 고속 개입 피니셔 테이블(FIR)과 같은 평활 테이블(smoothing table), 또는 레벨링 블레이드(levelling blade)와 같은 블레이드에 의해 수행된다. 이러한 작업 수단은 상기 층을 수용하는 상기 지지체의 품질의 중심(tributary)이다. 이러한 지지체 품질은 종 변형, 횡 변형, 함몰, 서로 상이한 표면 질감, 즉 부드럽거나, 많이 거칠거나, 두껍거나 또는 얇은 지지체 등의 어느 정도의 두드러진 존재에 의해 특징지어진다. 이러한 이질성(heterogeneities)은 투여량(dosage)을 잘 제어할 수 없게 하고 층을 형성하기 위해 퇴적된 코팅의 올바른 평활화도 가능하지 않게 하며, 그리고 이는 특히 층 두께가 3cm 미만인 경우에는 변형이 크거나 작용 두께가 작기 때문에 더 큰 영향을 미친다.
상기 지면상에 역청질 코팅재를 펼치는 종래의 방법들은 피니셔(finisher)로 지칭되는 자동추진 장치들을 도입하며, 이 장치들은 그들의 전진 방향에 대해 후방에 지면에 역청재 코팅재를 폭방향으로 가로질러 퇴적 및 분배하는 수단을 포함하며, 평평한 표면층을 만들기 위한 평활 테이블이 보다 후방에 뒤따르게 된다. 상기 분배를 용이하게 하고 상기 층을 다져주기(pack down) 위해 진동 수단이 또한 도입된다. 가능하게는, 접합 및/또는 밀봉 층을 지면상에 분무하기 위한 램프(ramp)가 지면상의 역청질 코팅재의 퇴적물(deposition)로부터 상류에 도입될 수 있다. 역청질 코팅재의 탱크가 상기 장치의 전면에 설치되어 있으며 이 탱크는 역청질 코팅재 덤프가 탱크로 배출되는 트럭의 후방에서 연속적으로 공급될 수 있다. 이송 라인은 앞쪽의 탱크로부터의 역청질 코팅재를 상기 장치의 후방을 향해 전달하며 이 후방에서 상기 코팅재가 지면에 퇴적되게 한다. 상기 장치는 지면상에서의 그의 변위에 대한 트랙들, 또는 타이어들, 및 상기 장치의 변위들 및 상기 장치의 다양한 부재들을 제어하기 위한 수단을 포함한다. 특히, 제어 수단은 역청질 코팅재층의 제조를 자동화 및 조정할 수 있게 한다.
이 방법으로, 역청질 코팅재는 지면에 직접 퇴적되고 그 후 일정한 폭과 두께의 층을 형성하도록 평탄화(levelled)된다. 층의 높이 및 그에 따른 층의 두께는 평활 테이블의 높이 위치에, 즉 받음각(angle of attack)의 위치에 의존된다. 평활 테이블은 상기 자동추진 장치와 통합되어 있으며, 따라서 상기 장치의 변위 움직임, 및 특히 지면 표면의 변형들로 인한 예기치 않은 움직임들이 뒤따른다. 이러한 불시의 움직임들은 상기 장치가 움직이는 지면의 변형들의 함수로서 다소 중요할 수 있으며, 여기서 이러한 움직임들은 상기 장치와 평활 테이블 사이의 레버 암의 함수(function)에 따라 증폭될 수도 있다. 그로부터 초래될 층 표면의 불규칙성들을 제한하기 위해, 지면의 변형들로 인한 이러한 불시의 움직임들을 보정하는 수단을 실장하는 것이 가능하다. 그러나 만약 평활 테이블이 강체 막대라면 이러한 때에 맞지 않는 움직임들의 효과들을 모두 보정할 수는 없다.
이 방법의 또 하나의 단점은 얇은 두께의 층을 얻을 수 없다는 사실에 있는데, 왜냐하면 평활 테이블이 너무 심하게 낮아지면, 지면에의 코팅재의 분배가 악화될 위험, 예를 들어 역청질 코팅재가 찢어질 위험이 있거나, 또는 장치 밑에 있거나 또는 수평 블레이드 아래에 있는 지면이 변형된 경우에는 지면에서 수평 블레이드의 마찰이 발생할 위험이 있기 때문이다.
마지막으로, 이 방법을 사용하면 층의 역청질 코팅재의 양이 지면의 어느 지점에 있더라도 정확하게 제어될 수 없다. 실제로, 지면에 움푹 패인 곳(recess)이 있으면, 역청질 코팅재는 움푹 패인 곳을 층 표면의 레벨까지 채우는데, 이것은 실질적으로 움푹 패인 곳(recess) 주위의 모든 곳과 동일한 절대 높이에 있게 되는데, 따라서 모든 곳보다 이러한 움푹 들어간 곳의 수직 방향에서 더 많은 역청질 코팅재가 있게 될 것이다. 얇은 두께의 층을 만들려고 시도한다면, 평활 테이블이 지면의 돌기부(boss)를 노킹(knocking)할 위험은 말할 것도 없이, 지면의 상기 돌기부의 레벨에서 더 적은 역청질 코팅재의 경우에는 이것은 역(opposite)이 될 것이다.
따라서, 이 방법은 바람직하게는 지면의 충분한 준비에, 특히 지면의 평탄화 후에 실행되어야 한다. 더욱이, 이것은 상대적으로 높은 두께의 층들을 만들게 하며, 이 때문에 표면 장치에 의해 스프레딩(spreading)되는 역청질 코팅재의 양을 정확하게 제어하는 것은 실제로 불가능하다.
본 발명은 특히 스프레딩 장치로 펼치기 위한 방법을 사용하여 이러한 단점들을 개선하는 것을 제안하며, 이 방법에서는 역청질 코팅재의 투여(dosage)는 지면에 퇴적하기 전에 이루어진다. 그에 의해 소정량의 역청질 코팅재가 지면에 퇴적된다. 이렇게 얻어진 층은 그 표면의 어떠한 점에서도 그리고 상기 층이 펼쳐지는 지면의 변형이 무엇이든지 간에 일정한 소정 양의 역청질 코팅재를 포함한다. 그래서 훨씬 더 얇은 두께의 층을 얻을 수 있게 되며, 이는 순환 차선 재생의 경우에 또는 개량된 지지체에 특히 흥미롭다.
2개의 실린더 사이에 소정 두께의 역청질 코팅 박막을 형성하거나, 또는 무한 벨트 상에 소정 두께의 연장된 역청질 코팅 박막을 형성함으로써 이 투여를 실행하는 2개의 수단을 사용할 수 있음을 알 수 있다. 두 경우에, 역청질 코팅 박막은 산산히 부서지며 그리고 특히 지면으로 하향 유출되어 떨어진다. 첫 번째 경우, 동일한 실린더들이 둘 다 박막을 형성하고(재료의 양을 제어하는) 그리고 나서 박막을 부서뜨리기 때문에 생성된 박막은 거의 즉시 산산히 부서지는 것으로 간주될 수 있다. 두 번째 경우, 실린더들 중 하나가 무한 벨트로 연장된 롤이기 때문에 박막이 재료 수명이 더 길어진다.
독일특허공보 DE2125970에는 평행한 롤 쌍을 포함하는 장치가 개시되어 있는데, 그 사이에 코팅 박막이 지면상에 펼쳐지게 된다. 이 장치는 균일한 퍼짐을 가능하게 하지만 코팅 박막을 지면으로 유출(projecting)하기 위한 최종 분쇄(crumbling) 수단을 포함하지 않는다.
따라서, 본 발명은 피복될 지면에 역청질 코팅 층을 펼치는 장치로서, 길이 진행방향을 따라 상기 지면상에서 이동하는 수단 및, 공급 수단에 의해 역청질 코팅재가 공급되고, 상기 장치의 변위 동안 진행 방향에 대해 횡방향으로 간주되는 상기 지면의 소정 폭에 걸쳐 역청질 코팅 층을 펼치도록 구성된 펼침 수단을 포함하는 장치에 관한 것이다.
본 발명에 따르면, 펼침 수단은 지면 위에 역청질 코팅재의 압연(rolling) 및 압연된 역청질 코팅재의 분쇄(crumbling) 및 분쇄된 역청질 코팅재의 지면으로의 낙하를 실현하도록 구성된다.
본 발명의 다양한 실시형태들에서, 단독으로 또는 임의의 기술적으로 가능한 조합으로 사용될 수 있는 다음 수단들이 사용된다:
- 역청질 코팅재의 압연은 소정의 가로 길이에 걸쳐 수행된다;
- 상기 장치는 펼침 수단의 입구에서 역청질 코팅재를 분배하도록 구성된 분배기를 포함하고;
- 상기 장치는 펼침 수단의 입구에서 소정의 가로 길이에 걸쳐 역청질 코팅재를 분배하도록 구성된 분배기를 포함하고;
- 상기 펼침 수단은 분쇄된 역청질 코팅재의 유출을 수행하여 이 역청질 코팅재가 지면으로 낙하하도록 구성되고;
- 상기 펼침 수단은 지면 위의 소정 높이에 유지되고 또한 동일한 횡 방향을 따라 배열된 2개의 거친 실린더로 구성되는 적어도 하나의 분쇄-압연 서브 유닛(crumbling-rolling sub-unit)을 포함하며, 따라서 실린더들이 그들 사이에 상기 2개의 실린더의 마주하는 생성 라인들 사이의 소정 거리에 대응하는 소정 두께를 갖는 역청질 코팅 박막을 형성하고, 상기 2개의 실린더는 실질적으로 동일한 길이이고, 상기 2개의 실린더는 분쇄-압연 서브 유닛의 입구측을 통해 진입하는 역청질 코팅재를 상기 실린더들 사이를 따라 운반할 수 있도록 서로 반대 방향으로 회전하고;
- 상기 거친 실린더들은 그 표면에 역청질 코팅재를 따라 운반하기 위한 릴리프 패턴들을 가지며, 분쇄-압연 서브 유닛의 출구 측에서 2개의 실린더 사이를 통과하는 역청질 코팅재의 압연 박막을 분쇄시킬 뿐 아니라 분쇄된 코팅재를 지면으로 낙하시키고;
- 2개의 거친 실린더는 절대 값에 있어서 동일한 반경 속도로 회전하고;
- 상기 펼침 수단은 연장 롤과 거친 실린더로 구성된 적어도 하나의 분쇄-압연 서브 유닛을 포함하고, 상기 연장 롤은 상류 측 내부 롤과 하류 측 내부 롤 사이에 연장된 무한 벨트의 단부(end part)에 의해 형성되고, 상기 상류 및 하류 측 내부 롤은 거친 실린더와 평행하며, 상기 하류 측 내부 롤은 상기 실린더와 대향하고, 상기 벨트는 상기 실린더의 길이와 실질적으로 동일한 폭을 가지며, 소정 두께의 역청질 코팅 박막이 상기 벨트의 상류에 배치된 레벨링 장치에 의해 상기 벨트의 상부면(upper surface)에 형성되고, 상기 박막은 상기 벨트에 의해 상기 실린더 쪽을 따라(along towards) 운반되고, 상기 실린더는 절대값에 있어서 상기 하류 측 내부 롤을 통과하는 상기 벨트의 반경 방향 속도(radial speed)보다 높은 속도로 회전하고, 상기 거친 실린더의 표면과 상기 하류 측 내부 롤을 통과하는 벨트의 표면 사이의 소정 거리는 상기 벨트의 상부면 상에 형성된 역청질 코팅 박막의 소정 두께보다 얇고;
- 상기 레벨링 장치는 하단부가 상기 벨트의 상부면과 실질적으로 평행하고 하단부가 상기 벨트의 상부면으로부터 조정가능한 소정 높이에 있는 횡방향 레벨링 벽(transverse levelling wall)을 포함하고;
- 상기 레벨링 벽과 상기 하류 측 내부 롤 사이에 배치된 벨트부는 계량 벨트 시스템에서 벨트 위를 통과하는 코팅 베인(coating vein)의 질량을 측정할 수 있는 계량 벨트 시스템을 구비하고;
- 상기 분배기는 벨트 위쪽에 횡 방향으로 그리고 레벨링 벽으로부터 상류측에 배치되고, 그리고 상기 분배기는 상기 벨트의 소정 폭에 걸쳐 그리고 형성될 역청질 코팅 박막의 소정 두께보다 두꺼운 높이에 걸쳐 상기 레벨링 벽으로부터 상류측에 역청질 코팅재를 펼치도록 구성되고;
- 상기 분배기는 케이지(cage) 내에 상기 벨트의 폭에 걸쳐 역청질 코팅재를 따라 케이지를 운반하기 위한 워엄을 포함하고, 상기 케이지는 측벽들(lateral walls)에 의해 폐쇄되고, 역청질 코팅재가 상기 벨트의 상부면에 걸쳐 분배될 수 있도록 바닥이 없으며, 역청질 코팅재의 공급을 위해 상부가 개방되어 있으며;
- 상기 레벨링 벽은 상기 분배기 케이지로부터 독립되고;
- 상기 분배기 케이지는 고정된 높이에 있고;
- 상기 분배기 케이지는 조정가능한 높이에 있고;
- 상기 케이지에서의 워엄의 높이는 고정되고;
- 상기 케이지에서의 상기 워엄의 높이는 조정가능하고;
- 상기 레벨링 벽의 하단부의 높이 조정은 상기 분배기 케이지의 높이 조정과 무관하고;
- 상기 조정은 수동 기계적 조정이고;
- 상기 수동 기계적 조정은 적어도 다음 수단들: 나사, 볼트, 심(shims), 노치, 랙, 턱(jaws)에 의한 조정들 중에서 선택되고;
- 상기 조정은 제어 위치 액추에이터(controlled position actuator)에 의해 보장되고;
- 상기 제어 위치 액추에이터는 전기, 공압, 유압 액추에이터들 중에서 선택되고;
- 상기 레벨링 벽은 상기 분배기 케이지의 하류 측벽을 형성하고, 상기 분배기 케이지는 상기 벨트의 상부면으로부터 조정가능한 소정 높이에 위치되며;
- 케이지 내의 워엄의 높이는, 상기 벨트의 상부면에 대한 상기 케이지의 높이가 무엇이든 간에, 특히 상기 분배기 케이지의 하류 측벽이 레벨링 벽이고 상기 케이지가 상기 레벨링 벽의 하단부의 높이를 조정하기 위해 높이 조정가능한 경우에, 상기 무한 벨트의 상부면에 대한 상기 워엄의 높이를 조정할 수 있도록 조정이 가능하며;
- 상기 장치는 각각 패턴화된 실린더 및 연장 롤로 구성된 4개의 분쇄-압연 서브 유닛을 포함하고;
- 상기 장치는 각각 패턴화된 실린더 및 연장 롤로 구성된 3개의 분쇄-압연 서브 유닛을 포함하고;
- 상기 장치는 각각 패턴화된 실린더 및 연장 롤로 구성된 2개의 분쇄-압연 서브 유닛을 포함하고;
- 각각이 패턴화된 실린더 및 연장 롤로 구성된 적어도 2개의 분쇄-압연 서브 유닛을 포함하는 장치의 경우, 상기 서브 유닛들은 지면의 전체 폭보다 더 큰 폭에 걸쳐 각 서브 유닛의 펼침 폭을 합산하기 위하여 서로에 대해 횡 방향으로(laterally) 오프셋되어, 상기 펼침은 지면 폭에 걸쳐, 즉 펼침 통과들(spreading passes)의 중첩/오버랩(superimposition/overlap)이 없거나 또는 모자라지 않게 연속적이고;
- 서로 횡 방향으로 오프셋된 적어도 2개의 분쇄-압연 서브 유닛을 포함하는 장치의 경우, 상기 서브 유닛들의 횡 방향 오프셋은 총 펼침 폭을 선택할 수 있도록 조절 가능하며, 상기 펼침은 지면의 폭에 걸쳐, 즉 펼침 통과들의 중첩/오버랩이 없거나 부족하지 않게 연속적이고;
- 상기 장치는 각각 패턴화된 실린더 및 연장 롤로 구성되는 2개의 분쇄-압연 서브 유닛을 운반하는 프레임을 포함하며, 상기 2개의 서브 유닛은 한편으로는 서로 횡 방향으로 오프셋되고, 그리고 다른 한편으로는 서로 높이에 있어서 오프셋되며, 상기 2개의 분쇄-압연 서브 유닛은 차선 폭에 평행한 횡 방향을 따라 서로 이격되거나 서로 가깝게 겹쳐지도록 상기 2개의 서브 유닛을 이동시키고, 따라서 상기 역청질 코팅재가 펼쳐지는 지면의 소정 폭을 증가 또는 감소시킬 수 있도록 상기 운반 프레임에 대하여(against) 횡 방향으로 병진 이동가능하고;
- 상기 장치는 분쇄-압연 서브 유닛 당 하나의 분배기를 포함하고, 상기 2개의 서브 유닛의 2개의 분배기는 각 무한 벨트의 폭에 걸쳐 발산하는 2개의 반대 방향으로 역청질 코팅재를 운반하고, 상기 분배기에는 상기 분배기 케이지 상부의 고정 위치에 있는 슈트(chute)를 통해 역청질 코팅이 공급되고, 상기 2개의 분쇄-압연 서브 유닛용의 2개의 슈트는 전진 방향에 대해 중첩될 수 있는 상기 장치의 중앙 축에 대해(against) 배치되며;
- 상기 장치는 자동추진 펼침 장치를 형성하고, 상기 펼침 수단은 상기 장치의 후방에 배치되거나 상기 자동추진 장치의 후방에 착탈가능하게 설치되며, 상기 자동추진 장치는 진행 방향에 따라 전방/상류 측으로부터 후방/하류측으로 역청질 코팅재의 예비량(reserve), 역청질 코팅재를 후방으로 운반하기 위한 적어도 하나의 라인 및 상기 펼침 수단을 포함하고;
- 상기 장치는 적어도 2개의 분쇄-압연 서브 유닛 및 서브 유닛 당 하나의 역청질 코팅재 운반 라인을 포함하고, 각각의 운반 라인은 다른 운반 라인들과 독립적으로 제어 가능하고;
- 상기 릴리프 패턴들은 상기 거친 실린더의 길이에 걸쳐 실질적으로 가늘고 길며;
- 상기 릴리프 패턴들은 본질적으로 가는 실 형상(filiform)을 이루고 1mm 내지 15mm의 높이를 갖는다.
본 발명은 또한 피복될 지면에 역청질 코팅 층을 펼치기 위한 방법에 관한 것으로, 먼저 역청질 코팅재가 소정 두께의 역청질 코팅 박막을 소정 폭에 걸쳐서 그리고 지면 위에 멀리 떨어지게 형성하도록 압연되고(rolled), 그리고 다음에 상기 박막이 분쇄되고 분쇄된 박막의 역청질 코팅재가 지면으로 떨어지게 된다.
상기 방법의 특정 실시형태에서, 소정 두께의 역청질 코팅 박막은 상류 측 내부 롤과 하류 측 내부 롤 사이에서 연장된 무한 벨트로 구성된 연장 롤의 상류 부분에 걸쳐 형성되고, 릴리프 패턴들을 포함하는 거친 실린더는 무한 벨트에 형성된 박막을 분쇄하기 위해 하류 측 내부 롤의 반대측에 도입된다.
상기 방법의 어떤 특정 실시형태들에서, 역청질 코팅재가 사용되고, 이는 150℃보다 높은 제조 온도를 갖는 고온 코팅재, 100℃보다 높고 150℃보다 낮은 제조 온도를 갖는 온난 코팅재, 85℃ 내지 100℃의 제조 온도를 갖는 반-온난 코팅재, 85℃보다 낮은 제조 온도를 갖는 반-냉간 코팅재 또는 냉간 코팅재 중에서 선택된다.
상기 방법의 어떤 특정 실시형태에서, 역청질 코팅재가 사용되고, 그 d/D비의 d 및 D 값은, d의 경우 0-2-4 또는 6.3mm의 값 그리고 D의 경우 4-6.3-10-14-20mm의 값 중에서 선택된다.
본 발명은 이제 이하의 도면과 관련하여 다음의 설명에 의해, 이에 제한되지 않고 예시될 것이다:
도 1은 상류 측 내부 롤과 하류 측 내부 롤 사이에 연장된 무한 벨트로 구성된 연장 롤을 갖는 실시형태에서의 역청질 코팅재 펼침 수단의 단순화된 블록선도를 도시하고,
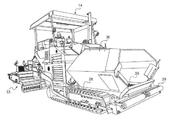
도 2는 연장 롤을 갖는 실시형태에 따른 2개의 역청질 코팅재 펼침 수단이 후방에 장착된 피니싱 장치의 사시도 및 정면사시도를 도시하고,
도 3은 연장 롤을 갖는 2개의 역청질 코팅재 펼침 수단이 장착된 도 2의 피니싱 장치의 사시도 및 배면사시도를 도시하고,
도 4는 도 2의 장착된 피니싱 장치의 제1측면의 배면도 및 측면사시도를 도시하고,
도 5는 도 2의 장착된 피니싱 장치의 제2측면의 배면도 및 측면사시도를 도시하고,
도 6은 도 2의 장착된 피니싱 장치의 제1측면에 위치한 역청질 코팅재 펼침 수단의 제1 워엄(worm) 기반 분배기를 중심으로 하는 보다 근접한 측면도를 도시하고,
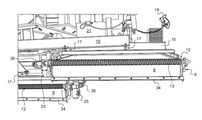
도 7은 무한 벨트를 구동하는 하류 측 내부 롤 상에 그리고 도 2의 장착된 피니싱 장치의 제2측면 상에 위치한 역청질 코팅재 펼침 수단의 대응하는 패턴화된 실린더 상에 중심을 갖는 보다 근접한 측면도를 도시하고,
도 8은 도 2의 장착된 피니싱 장치의 닫힌 배면도를 도시하고,
도 9는 작동 중에 분쇄된 역청질 코팅재가 지면에 유출되고 낙하하는 도 2의 장착된 피니싱 장치의 후 측면 사시도를 도시하고,
도 10은 2개의 거친 실린더를 갖는 펼침 수단의 개략 단면도를 도시하고, 그리고
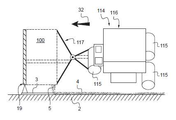
도 11은 본 발명에 따른 역청질 코팅재 펼침 수단에 의해 견인되며, 특히 평탄한 바퀴 림을 갖는 실린더들인 3개의 바퀴와 물 및 접합/밀봉 에멀젼을 저장하기 위한 수단을 포함하는 트레일러를 개략적으로 도시한다.
도 1은 상류 측 내부 롤과 하류 측 내부 롤 사이에 연장된 무한 벨트로 구성된 연장 롤을 갖는 실시형태에서의 역청질 코팅재 펼침 수단의 단순화된 블록선도를 도시하고,
도 2는 연장 롤을 갖는 실시형태에 따른 2개의 역청질 코팅재 펼침 수단이 후방에 장착된 피니싱 장치의 사시도 및 정면사시도를 도시하고,
도 3은 연장 롤을 갖는 2개의 역청질 코팅재 펼침 수단이 장착된 도 2의 피니싱 장치의 사시도 및 배면사시도를 도시하고,
도 4는 도 2의 장착된 피니싱 장치의 제1측면의 배면도 및 측면사시도를 도시하고,
도 5는 도 2의 장착된 피니싱 장치의 제2측면의 배면도 및 측면사시도를 도시하고,
도 6은 도 2의 장착된 피니싱 장치의 제1측면에 위치한 역청질 코팅재 펼침 수단의 제1 워엄(worm) 기반 분배기를 중심으로 하는 보다 근접한 측면도를 도시하고,
도 7은 무한 벨트를 구동하는 하류 측 내부 롤 상에 그리고 도 2의 장착된 피니싱 장치의 제2측면 상에 위치한 역청질 코팅재 펼침 수단의 대응하는 패턴화된 실린더 상에 중심을 갖는 보다 근접한 측면도를 도시하고,
도 8은 도 2의 장착된 피니싱 장치의 닫힌 배면도를 도시하고,
도 9는 작동 중에 분쇄된 역청질 코팅재가 지면에 유출되고 낙하하는 도 2의 장착된 피니싱 장치의 후 측면 사시도를 도시하고,
도 10은 2개의 거친 실린더를 갖는 펼침 수단의 개략 단면도를 도시하고, 그리고
도 11은 본 발명에 따른 역청질 코팅재 펼침 수단에 의해 견인되며, 특히 평탄한 바퀴 림을 갖는 실린더들인 3개의 바퀴와 물 및 접합/밀봉 에멀젼을 저장하기 위한 수단을 포함하는 트레일러를 개략적으로 도시한다.
이의 일반적인 원리에서, 본 발명은 역청질 코팅재의 펼침(spreading)이 코팅을 제어된 두께의 그리고 파단/분쇄되기 전의 제어된 폭 이상의 박막으로 조절하는 압연 수단에 의해, 그리고 바람직하게 지면으로 유출됨으로써 지면에 낙하하도록 수행되는 것을 특징으로 한다. 박막의 형성은 압연에 의해 진행되고, 박막은 서로 이동할 수 있는 2개의 요소 사이에, 특히 2개의 회전 실린더 사이에 또는 이동 요소에 대한 고정 요소 사이에, 특히 연장된 실린더의 무한 벨트에 대한 평탄 벽 사이에 역청질 코팅재를 통과시킴으로써 얻어진다.
2개의 실린더가 사용되는 경우에는, 투여를 용이하게 하기 위해 동일한 절대값 반경 방향 속도(radial speeds)로 바람직하게 회전하는 2개의 실린더 사이에 소정 두께의 역청질 코팅재의 박막이 형성된다. 바람직하게는, 2개의 실린더가 반대 방향으로 회전하는 경우에는, 특히 실린더 중 하나가 다른 것보다 빨리 회전하여 역청질 코팅재를 지면에 유출하는 경우, 실린더들이 동일한 방향으로 회전하는 경우가 검토된다. 따라서 2개의 실린더에 대해 서로 다른 절대값 반경 방향 속도를 갖도록 선택될 수 있지만, 이것은 특정 조건들에서는 비선형일 수 있는 효과로 인해 박막의 재료 양에 대한 논문상의 이론적인 평가들이 복잡하게 할 수 있다. 이러한 경우, 작동중인 기계에 대한 측정에 의해, 원하는 경우, 장치의 조정의 함수로서 투여 곡선을 얻을 수 있다. 실제로, 시험 중에 특정한 조건들에서 롤(들)의 반경 방향 속도에 따른 그리고 또한 롤들 사이의 간격에 따른 투여량의 선형성(linearity)이 없음이 관찰되었다.
연장 실린더의 사용의 경우에는, 무한 벨트의 가동은, 역청질 코팅재의 공급, 무한 벨트상의 역청질 코팅재의 횡 방향 분배, 무한 벨트 상의 소정 두께를 갖는 역청질 코팅 박막의 생성, 박막의 분쇄, 및 분쇄된 박막의 지면으로의 낙하, 바람직하게는 유출에 의한 펼쳐짐의 일련의 기능들과 결합된다.
상기 층이 펼쳐지는 지면은 역청질 코팅재의 상기 층을 수용하도록 준비된 지면인 것이 바람직하다. 접합(bonding) 및/또는 밀봉(sealing) 층은 역청질 코팅재의 펼침 전에 또는 펼침 동안 동시에 지면에 도포될 수 있다.
본 명세서에서, "전방(front)" 및 "후방(rear)"이라는 단어는 펼침 수단의 지면상에서의 진행 방향에 대해 정의되며, 펼침 수단은 전방으로 이동한다. 용어 "상류(upstream)" 및 "하류(downstream)"는 펼침 수단에서의 역청질 코팅재의 순환 방향에 대해 정의되며, 펼침은 지면에 역청질 코팅 층을 형성하기 위해 하류에서 수행되고, 역청질 코팅재는 상류로부터 펼침 수단 내에 도달한다.
보다 상세히 설명될 펼침 장치에서, 한편으로는 펼침이 후방에 형성되기 때문에 후방과 하류는 서로 상응하고, 다른 한편으로는 상류는 전방으로 향하게 된다. 또한, 상기 펼침 수단은 장치의 후방에 배치된다. 그러나, 예를 들어 유닛의 하류 측이 장치의 전방을 향하고/또는 펼침 유닛이 전방에 배치되는 펼침 장치와 같은 다른 배치가 고려될 수 있으며, 상기 장치는 또한 압연 장치일 수 있다.
본 발명에 의해 역청질 코팅재의 투여는 건축 기계, 특히 본 발명을 실행하는 펼침 장치가 그 위에 순환하는 것이 가능하게 제공된다면, 지면의 변형이 무엇이든간에 균일하고 연속적인 방식으로 적용된다. 본 발명은 6kg/㎡ 내지 적어도 50kg/㎡의 범위에 걸쳐 역청질 코팅재의 펼쳐짐의 제어된 투여량을 가능하게 한다.
또한, 본 발명은 고온(hot) 코팅재, 온난(warm) 코팅재, 반 온난(half-warm) 코팅재, 반 냉간(half-cold) 코팅재, 에멀전 자갈 유형의 냉간(cold) 코팅재, 냉간 오픈(cold open) 코팅재, 또는 냉간 조밀(cold dense) 코팅재 모두에 적용될 수 있기 때문에, 역청질 코팅재의 제제(formulation)를 펼침 작업 장소(spreading working place)의 특수성에 적합시키는 것이 가능하다. 상기 적합(adaptation)은, 역청질 코팅재 층의 두께의 함수로서 (얻어지는 것이 바람직함), 지지체의 특성의 함수로서, 특히 처짐(deflections)의 정도의 함수로서 및/또는 교통량의 공격성(aggressiveness)의 함수로서 행해질 수 있다.
예를 들어, 6kg/㎡ 내지 30kg/㎡ 미만으로 이루어진 투여량에 해당하는 박층(thin layer)으로서의 적용에 있어서, 5.4% 이상의 결합제의 투여량 및 63㎛보다 더 작은 크기의 6% 이상의 원소들의 투여량의, 바람직하게는 높은 풍부도(richness) 모듈을 갖는 연속 또는 불연속 제제(formulation)를 50/70, 70/100, 160/220, 250/330, 330/430, 500/650, 650/900 중에서 선택된 등급의 아스팔트, 또는 개질된 아스팔트를 사용하면서 사용할 수 있다. 개질된 아스팔트는 바람직하게는 높은 순환을 갖는 도로 또는 기하학적 구성으로 인해 특히 구불구불한 및/또는 경사로로서 높은 구속(constraints)을 발생시키는 도로에 사용된다.
두꺼운 층들의 퇴적의 경우, 30 내지 60kg/㎡의 범위에서, 코팅은 시행중인 텍스트 또는 표준에 따라 만들어질 수 있다. 자갈 에멀젼(gravel emulsions)의 경우, 표준 NF 98-121에 따른다. 30kg/㎡의 평균 투여량(dosage)을 갖는 BBUM(초박 역청질 콘크리트)의 경우, 표준 NF EN 13109-9에 따른다. 60kg/㎡의 평균 투여량을 갖는 BBTM(매우 얇은 역청질 콘크리트)의 경우, 표준 NF EN 13 108-2에 따른다. 평균 투여량 90kg/㎡, 즉 공칭 두께 4cm의 BBM(얇은 역청질 콘크리트)의 경우, 표준 NF EN 13 108-1에 따른다. BBF의 경우, 표준 NF EN 98-139에 따른다. BBDr의 경우(역청질 콘크리트를 배출한다).
본 발명은 (D)가 4mm, 6.3mm, 10mm 또는 14mm이고 (d)가 0mm, 2mm, 4mm 또는 6.3mm인 역청질 코팅재에 적용될 수 있다. d<D인 d/D로 표시된 입자 크기 등급은 mm로 표시한 체(screen)의 하한 크기(lower size; d) 및 상한 크기(upper size; D)의 면에서 입자 크기들(particle sizes)의 간격을 나타냄을 상기한다. 역청질 코팅을 제조하기 위한 통상적인 수단은 본 발명의 골격(framework) 내에서, 특히 열간 코팅 플랜트 또는 냉간 코팅 플랜트 내에서 사용될 수 있다.
이하의 설명에서, 무한 벨트를 갖는 실시형태, 즉 패턴화된 실린더 및 연장 롤을 포함하는 펼침 수단의 도입의 실시형태가, 이 장치에 만들어진 소정 두께의 박막이 2개의 패턴화된 실린더를 갖춘 분쇄-압연 서브 유닛(crumbling-rolling sub-unit)을 갖는 실시형태보다 더 높은 수명 및 연장을 가진다는 점을 고려하면 보다 상세하게 설명될 것이며, 그것에 의한 설명을 보다 쉬워지게 한다. 실제로는, 2개의 패턴화된 실린더를 갖는 서브-유닛을 갖는 실시형태에서, 패턴화된 실린더들 사이에 형성된 역청질 코팅재의 박막은 박막의 생성 구역과 분쇄의 구역이 서로 매우 가깝다는 사실 때문에 거의 즉시 분쇄된다. 무한 벨트의 도입에 의해 연장된 형태의 실린더를 사용하게 되며, 그에 따라 역청질 코팅 박막의 생성 구역을 상기 박막의 분쇄 구역과 또한 분리하는 것이 가능하다.
2개의 패턴화된 실린더를 갖는 서브 유닛을 구비한 제1 실시형태와 동등한 변형 예에서, 릴리프 패턴을 갖는 2개의 대향하는 무한 벨트로 구성되는, 상기 대향하는 벨트부들에 대해 동일한 방향으로, 바람직하게는 절대값에 있어서 동일한 반경 방향 속도로 회전하는 2개의 연장된 실린더가 도입될 수 있다. 이러한 경우에, 이것은 분쇄되는 영역(하류, 2개의 패턴화된 연장 실린더를 갖는 유닛의 출구 측)과 박막의 생성 구역(상류, 2개의 패턴화된 연장 실린더를 갖는 유닛의 입구 측)을 분리시킬 수 있음을 알 수 있다. 2개의 대향하는 무한 벨트 사이의 조정 가능한 간격은 역청질 코팅 박막의 두께를 조정할 수 있으며, 따라서 지면에 펼쳐지는 역청질 코팅재의 양을 조절할 수 있다. 2개의 패턴화된 연장 실린더의 2개의 무한 벨트 사이의 역청질 코팅 박막을 구속하는 점은 2개의 패턴화된 무한 벨트들의 수직, 경사 또는 수평 배열을 가능케 한다.
무한 벨트 및 결합된 작동 수단은 일체형이며 또한 제어된 속도의 운동성 기능(function of motricity)을 보장하고 펼침 장치의 양호한 작동에 필요한 에너지 및 유체를 제공하는 자동추진 트랙터 장치에 의해 운반(carry)된다. 이 장치는 일반적으로 역청질 코팅재, 에너지 및 유체 공급 기능 뿐만 아니라 변위를 보장하는 피니싱 장치 또는 피니싱 트랙터이며, 펼침 장치는 피니싱 테이블의 장소에 설치된다. 첫 번째 경우에는 특정 기계가 만들어지고, 두 번째 경우에는 기존 기계가 사용되며, 상기 장치는 기존의 펼침 도구 대신에 트랙터에 추가된다. 또 하나의 변형 예에서, 본 발명의 장치는 자동추진 장치, 예를 들어 역청질 코팅재 운송 트럭에 의해 견인될 수 있는 트레일러이며, 그들 사이에는 고속 커플링 수단이 도입된다.
릴리프 패턴(13)이 구비된 실린더(12) 및 상류 측 내부 롤(10)과 하류 측 내부 롤(9) 사이의 무한 벨트(8)로 구성된 연장 롤을 갖는 서브 유닛(1)을 도시하는 도 1의 블럭선도에서, 벌크 역청질 코팅재는 도 1의 좌측에 넓은 곡선 화살표(11)로 도시되고 역청질 코팅재 공급 기능에 대응하는 상기 유닛의 상류/입구 측에 도달한다. 상류 측 상의 무한 벨트 상에 도달한 역청질 코팅재는 벨트(8)상의 역청질 코팅재의 횡 방향 분배 기능을 보장하는 분배기(7)에 의해 벨트(8)의 폭에 걸쳐 횡방향/횡 방향으로 펼쳐진다. 역청질 코팅재를 수용하는 벨트(8)의 상부면은 상류에서 하류로 이동한다. 이 기능적 구성에서, 분배기(7)는 벨트(8) 상에 소정 두께의 역청질 코팅재의 박막(6)을 형성하도록 레벨링 장치의 기능을 보장한다. 도 1에서, 박막(6)의 특정 영역들은 박막(6)을 지지하는 벨트(8)를 볼 수 있도록 생략되었으며, 실제로 벨트(8)에 의해 하류로 안내되는 역청질 코팅재의 박막(6)은 레벨링 장치 기능을 갖는 분배기(7)의 출구에서 계속된다. 이 박막(6)은 하류 측 내부 롤(9)에 대향하여 배치된 릴리프 패턴(13)들을 갖는 실린더(12)에 의해 상기 유닛의 하류/출구측 상에서 분쇄된다. 도 1에서, 패턴(13)을 갖는 실린더(12)와 하류 측 내부 롤(9)에 의해 운반된 벨트(8) 사이의 간격은 지면(2)으로 하향 유출되어 떨어지는 분쇄된 역청질 코팅재(5)를 보다 잘 개략적으로 도시하기 위해 과장되어 있다. 실제로, 둘 사이의 간격은 실린더의 릴리프 패턴(13)들이 박막(6)의 역청질 코팅재를 따라 효과적으로 운반되고 분쇄될 수 있도록 박막(6)의 두께(e)보다 작다. 실린더(12)의 이러한 릴리프 패턴(13)들은 바람직하게는 실린더 길이 방향으로 실질적으로 가늘고 길다: 블레이드, 갈매기 형... 변형에서, 이들은 브러시의 "칫솔모(bristles)" 또는 브러시 형태의 픽(picks)이지만, 그것들은 실린더 길이를 따라 길게 늘어난 패턴들보다 작은 효율적인 구동 면을 가진다.
지면(2)으로 하향 유출되어 떨어진 분쇄되는 역청질 코팅재는 그 위에 압연 롤이 연속적으로 통과되는 역청질 코팅 층(4)을 형성한다. 도 1에서, 분쇄된 역청질 코팅재(5)이 펼쳐지기 전에 밀봉 및 결합 층(3)의 이전의 적용이 도식화되어 있다. 지면(2) 위(above)에 있는 유닛은 화살표(32)로 표시된 방향으로 이동한다. 따라서 벨트(8)에 의해 운반되고 수송된 역청질 코팅재의 박막, 지면에 형성된 층(4)의 균등물이 생성되어 있지만, 지면상의 투여량은 이후에 보다 상세히 설명되는 바와 같이 지면상의 유닛의 전진 속도에 따라 달라짐이 이해된다.
벨트(8)는 적어도 최고 180℃의 고온에 견디는 고무 벨트, 또는 상기 코팅을 지지하고 분당 2미터 내지 20미터의 선 속도(linear speed)로 그것을 운반할 수 있는 임의의 다른 수단으로 구성된다. 실질적으로 수평인 벨트는 2개의 내부 롤, 역청질 코팅재의 도달 측 상의 상류 측 내부 롤(10) 및 역청질 코팅 박막의 분쇄 측 상의 하류 측 내부 롤(9)에 의해 지지된다. 무한 벨트의 내부 롤들 중 하나는 상기 벨트의 회전을 보장하기 위한 구동 롤이다. 바람직하게는, 코팅 박막을 운반하는 벨트에 인장된 상태를 유지시키는 것이 구동 롤인 하류 측 내부 롤(9)이다. 상기 모터는 바람직하게는 유압 모터이다.
내부 롤(10, 9)들 사이의 간격은 적어도 1m의 무한 벨트(8)의 유효 길이를 제공하며, 상기 유효 길이는 역청질 코팅 박막(6)이 제조되고 운반되는 무한 벨트(8)의 상부면에 대응한다. 또한, 내부 롤(10, 9)들 사이에서, 적어도 무한 벨트의 상부는 경질판 위로 미끄러짐으로써 역청질 코팅 박막의 하중 하에서 상기 경질판의 변형을 방지하고 따라서 일정한 두께의 박막이 유지되도록 한다.
무한 벨트(8) 위(above)에 배치된 분배기(7)에 대한 역청질 코팅재 공급 기능(11)은 컨베이어 또는 시간당 10톤 내지 시간당 100톤의 역청질 코팅재 유량을 보장할 수 있는 임의의 다른 장치에 의해 확보된다.
이제 도 2에 의해 시작하여, 종래의 피니싱 테이블 대신에 피니싱 트랙터(14) 상에 역청질 코팅재 펼침 장치를 도입하는 것을 설명할 것이다. 상기 장치는 피니싱 테이블 대신에 피니싱 트랙터(14)의 후방에 연결될 수 있는 착탈가능한 모듈(33) 상에 설치된다. 2개의 서브 유닛으로 분리된 장치는 패턴화된 실린더(12) 및 무한 벨트(8) 유형의 연장 롤로 각각 구성된다.
도 2에서, 피니싱 트랙터(14)는 역청질 코팅재가 공급되도록 트럭의 후방에 위치하도록 횡 방향으로 개방될 수 있는 역청질 코팅재 버퍼 탱크(35)를 전방에 포함한다. 트랙터의 전방에 있는 보호 부재(29)는 트랙(28)들에 의해 피니싱 트랙터가 지면상에서 전진할 때 역청질 코팅재 트럭을 밀어낼 수 있게 한다. 모터 및 조종 유닛은 버퍼 탱크(35)의 후방에 배치된다. 보이지는 않지만 점선 화살표로 참조번호‘30’으로 표시된 컨베이어는 버퍼 탱크(35)의 바닥으로부터 역청질 코팅재를 취하여 트랙(28)들 사이 및 모터 및 조종 유닛 아래를 통과함으로써 역청질 코팅재를 피니싱 트랙터의 후방으로 보낸다. 이 컨베이어(30)는 패턴(13)들 및 연장 롤(8, 9, 10)을 구비한 실린더(12)를 갖는 각각의 서브 유닛(1a, 1b)에 대한 역청질 코팅재의 필요에 따라 서로 독립적으로 제어될 수 있는 2개의 평행한 레인을 구비한 이중(double)의 것이다.
도 3에서, 릴리프 패턴(13)들을 구비한 실린더(12)들 및 상류 측 내부 롤(10)과 하류 측 내부 롤(9) 사이의 무한 벨트(8)로 각각 구성된 연장 롤들을 갖는 2개의 서브 유닛(1a 및 1b)을 구비한 착탈가능한 모듈(33)을 보다 정확하게 볼 수 있다. 2개의 서브 유닛(1a, 1b)은 횡 방향 및 수직 방향으로 모두 오프셋(offset)된다. 2개의 서브 유닛(1a, 1b) 사이의 측방 오프셋은 지면상에 다소 넓은 층의 역청질 코팅을 수행할 수 있도록 조절 가능하다. 따라서, 2개의 서브 유닛(1a, 1b)은 다소 중첩될 수 있으므로, 그 중 하나(1b)가 다른 하나(1a)의 하부 아래를 통과할 수 있도록 높이 오프셋(height offset)의 필요성이 있다.
착탈가능한 모듈(33)은 피니싱 트랙터에 고정된 견고한 지지 프레임(16)을 포함하고, 피니싱 트랙터에 대한 지지 프레임의 경사 및/또는 높이는 제어된 잭(jacks)에 의해 조정될 수 있다. 브릿지(bridge)가 지지 프레임(16)의 상부에 고정되어 있으므로 스태프가 조종실에 접근하여 2개의 서브 유닛의 작동을 관찰하거나 심지어 브릿지로부터 접근가능한 특정 부재들을 조정할 수 있게 한다.
2개의 서브 유닛(1a, 1b)은 지지 프레임(16)에 의해 압연 부재(17)들을 통해 서브 유닛들(17‘)의 후방/하류를 향하여 그리고 서브 유닛들의 전방/상류를 향하여 횡 방향으로 슬라이딩하여 이동된다. 가장 높은 유닛(1a)은 또한 가장 낮은 유닛(1b)의 후방/하류 쪽으로 슬라이딩하여 지지됨에 유의해야 한다. 서브 유닛(1b)용 압연 부재(17)들의 실시형태들 중 하나를 도 7에서 보다 정확하게 볼 수 있다.
패턴(13)들을 구비한 실린더(12)는 유닛(1a)에 대해 가장 잘 보이는 유압 모터(25)에 의해, 유압 모터(26) 및 하류 측 내부 롤(9)에 의해 회전 구동되는데, 이는 이들 모터가 관찰자 측에 있기 때문이다. 벨트 닥터(34)는 하류 측 내부 롤(9)의 아래쪽에 배치되어 벨트(8)의 상부/외부면을 긁어내고(scrape) 벨트가 패턴(13)을 구비한 실린더(12) 아래를 통과한 후에 벨트 상에 달라붙을 수 있었던 역청질 코팅재를 지면으로 떨어뜨린다.
도 3에서 가장 잘 보이는 서브 유닛(1b)의 측면에서, 무한 벨트(8)의 상류 쪽으로 분배기(7)의 케이지(15)의 후방/하류에 있는 레벨링 장치의 레벨링 벽(22)을 볼 수 있다.
분배기의 횡방향 분배 기능은 램프(21)로부터 및 컨베이어(30)로부터 오는 코팅재를 수용하기 위해 상부가 개방되고 그리고 벨트(8) 위에 코팅재를 횡 방향으로 분배하기 위해 하부가 개방되는 케이지(15) 내에 위치한 각각의 서브 유닛(1a, 1b)용의 도 5 및 도 6에 도시된 워엄(worm)에 의해 보장된다.
무한 벨트상의 워엄에 의한 역청질 코팅재의 규칙적인 횡방향 분배를 보장하기 위해, 상기 코팅재의 이러한 횡방향 분배는 두께가 바람직하게는 코팅재의 (D)의 적어도 4배 이상인 베인(vein)을 제조함으로써 케이지(15)에서 벨트의 폭에 걸쳐 수행된다. 예를 들어 코팅이 0/10인 경우, 워엄 아래의 베인은 바람직하게는 최소 40mm의 두께를 가져야 한다.
실제로, 역청질 코팅재는 그것의 d/D에 의해 특징지어지며, (d)의 경우 0-2-4 또는 6.3mm의 값으로 선택될 수 있고, (D)의 경우 4-6.3-10-14-20mm의 값으로 선택될 수 있다. 유사하게, 역청질 코팅재는 150℃보다 높은 제조 온도를 갖는 고온 코팅재, 100℃보다 높고 150℃보다 낮은 제조 온도를 갖는 온난 코팅재, 85℃와 100℃ 사이의 제조 온도를 갖는 반 온난 코팅재, 85℃ 미만의 제조 온도를 갖는 반 냉간 또는 냉간 조밀 코팅재 중에서 선택될 수 있다.
유닛(1a)의 경우 도 4에서 볼 수 있는 바와 같이, 밀봉 및/또는 접합 제품의 분무 램프(19)는 서브 유닛의 상류/전방에 배치된다. 이 분무 램프에는 도 11의 트레일러와 관련하여 기술될 그리고 특히 에멀젼 탱크 및 에멀젼 펌프를 포함하는 장치들에 의해 접합/밀봉 에멀젼이 공급된다. 이들 분무 램프는 펼침 폭의 조정 중 서브 유닛의 횡 방향 변위를 따른다. 바람직하게는, 장치의 실행 중에, 분쇄된 역청질 코팅재의 지면에 대한 낙하 및 유출에 앞서 분무 램프를 통해 분무함으로써 바운딩 층이 지면상에 먼저 펼침된다.
유닛(1a)의 워엄 기반(worm-based) 분배 장치(7)의 케이지(15)의 측 단부 상에 레벨 센서(18)가 존재한다는 것을 알 수 있다. 이 레벨 센서(18)는 케이지(15)의 측면에, 즉 공급 기능(11)에 의해 역청질 코팅재에 도달하는 케이지(15)의 위치의 반대쪽에 배치되며, 레벨 센서의 이송 램프(21)의 상단부를 볼 수 있다. 상기 워엄은 케이지(15)의 측 단부를 향해 베인 내로 역청질 코팅재를 보내고 분배하도록 회전한다. 이 센서(18)는 역청질 코팅재가 케이스 내에 충분히 존재하고 케이지의 측면에 도달할 수 있을 때 역청질 코팅재 공급물(11)을 절단할 수 있게 한다. 따라서 무한 벨트(8)의 표면 위에 코팅의 올바른 분배를 보장하면서 또한 균일한 박막을 수득하기 위하여 케이지의 밖으로 역청질 코팅재의 가능한 오버플로우가 회피된다.
2개의 서브 유닛의 2개의 이송 램프(21)는 트랙터(14)의 트랙(28)들 사이에 배치된 이중 컨베이어(30)에 의해 도달되는 역청질 코팅재를 수용한다. 이들 2개의 이송 램프(21)는 역청질 코팅재를 2개의 서브 유닛(1a, 1b)의 2개의 케이지(15) 위로 이동할 수 있게 한다. 2개의 이송 램프는 고정된 위치에 있고 트랙터의 중앙 축과 모듈(33)의 양측에 실질적으로 서로 대향하여 배치된다. 그러므로, 역청질 코팅재는 유닛(1a, 1b)의 횡 방향 위치에 따라 좌우될 장소에서 케이지 내로 떨어질 것이다. 각각의 서브 유닛(1a, 1b)이 최대 층 폭을 얻기 위해 외측으로 완전히 밀릴 경우, 역청질 코팅재가 케이지 내로 낙하하는 위치는 케이지(15)의 중심 단부, 즉 중심 축을 향하게 되며, 따라서 박막이 무한 벨트(8)의 전체 폭에 걸쳐서 형성된다.
반면에, 서브 유닛들이 서로 근접하고 더 좁은 층을 만들기 위해 서로 중첩할 경우, 역청질 코팅재가 케이지 내로 낙하하는 장소는 케이지(15)의 두 횡 방향 단부 및 중심 단부 사이의 중간 위치이다. 이는 워엄이 코팅재를 횡 방향 쪽으로 분배하여 박막이 단지 무한 벨트의 줄어든 폭에 걸쳐 그리고 무한 벨트의 측면에만 형성될 것이라는 사실에서 기인한다. 그에 의해, 상기 층의 중앙 영역에서 펼침이 겹치지 않으므로 2개의 서브 유닛(1a, 1b)을 더 가깝게 이동하고 겹치게 함으로써 펼침 최대 폭보다 낮은 층 폭이 선택될 경우 그 중앙 영역에 2배 두께의 층은 없다.
분배기의 역청질 코팅재 공급은 바람직하게는 역청질 코팅재가 케이지 외부로 오버 플로우되는 것을 방지하면서 케이지(15) 내의 역청질 코팅재의 베인이 올바른 분배를 위해 요구되는 최소 두께를 가지는 자체 자동화에 의해 제어된다. 따라서, 적어도 하나의 센서(18)가 케이지 내에 도입되어, 역청질 코팅재의 레벨이 케이지 내에서 너무 높게 상승하여 오버플로우의 위험이 있을 경우 역청질 코팅재의 공급을 멈추게 한다. 케이지의 역청질 코팅재 공급은 케이지 내에서 코팅재의 레벨이 내려가고 요구되는 최소 두께 미만으로 통과할 경우 재개된다. 또한, 대응하는 슈트(chute;31) 내의 각각의 이송 램프(21)의 출구에 레벨 센서가 도입된다. 이러한 자동화에 의해, 장치는 지면에서 얻어진 층의 투여량을 수정하기 위해 그 조정이 수정되더라도 정확하게 작동할 수 있다.
도 5는 유닛(1b)의 분배기(7)의 케이지(15) 내의 워엄(20)을 볼 수 있게 한다. 유닛(1a), 그리고 특히 레벨 센서(18)에 대해 도 4에서 설명한 것과 동일한 부재들이 발견된다. 이송 램프(21)의 단부 바로 아래 및 케이지(15)의 상부의 개구 위(above)에 있는 슈트(31)의 존재가 주목될 수 있으며, 슈트는 이송 램프(21)로서 고정된다(케이지(15)가 슈트 아래로 움직일 수 있음이 상기됨). 이 슈트(31)는 이송 램프(21)로부터 낙하하는 역청질 코팅재를 케이지(15) 내로 안내하기 위한 깔대기(funnel)를 형성한다.
도 6에서 유닛(1a)의 분배기(7)의 케이지(15) 내의 워엄(20)을 볼 수 있다.
벨트 상에 20mm와 100mm 사이에서 대체로 2mm 이내에 포함되는 소정의 두께를 갖는 역청질 코팅 박막을 형성하는 기능이 레벨링 장치의 절단기를 형성하는 레벨링 벽(22)에 의해 보장된다. 역청질 코팅 박막의 두께는 적어도 역청질 코팅재의 (D)의 4배인 것이 바람직하다. 예를 들어, 코팅 0/10의 경우, 절단기 아래의 박막의 두께는 적어도 40mm인 것이 바람직하다. 벨트의 상부면에 대해 레벨링 장치의 절단기를 형성하는 레벨링 벽(22)의 높이에서의 위치는 조정 가능하며 이로써 역청질 코팅 박막의 두께를 선택할 수 있고 따라서 지면에 펼쳐지는 역청질 코팅재의 투여량을 조절할 수 있다.
역청질 코팅 박막의 생성 기능은 횡 방향 분배의 기능과 관련될 수 있다. 케이지 내의 베인 및 벨트 상의 박막의 두께에 관한 2가지 조건, 즉 역청질 코팅재의 (D)의 적어도 4배의 베인 두께와, 역청질 코팅재의 (D)의 적어도 4배의 박막 두께를 준수하고, 이들 두께의 수정은 상관된 방식으로 이루어져야 함이 바람직하다.
그 후, 무한 벨트에 의해 운반되는 역청질 코팅 박막은 패턴(13)을 갖는 실린더(12)에 의해 분쇄됨으로써 전위되고, 그런 다음 낙하에 의해 지면상에 펼침되며, 바람직하게는 패턴화된 실린더가 회전 속도로 회전하여 분쇄된 역청질 코팅재를 지면에 유출한다.
도 7에는 실린더(12)를 따라 실질적으로 종방향으로 연장되는 릴리프 가는 실 형상(relief filiform) 패턴(13)들이 보다 정확하게 도시되어 있다. 그것들은 다이아몬드 패턴을 갖는 수 밀리미터 두께의 확장된 금속 그리드의 실린더(12) 상의 용접에 기인한다.
릴리프 패턴은 가는 실 형상이고 실린더의 길이를 따라 본질적으로 길쭉하며 역청질 코팅재 구동 패턴들을 형성한다. 전형적으로, 릴리프 패턴은 사각 에지 또는 다이아몬드 에지 형상의 실질적으로 규칙적인 반복과 유사하다. 예를 들어 톱니, 삼각형, V형(chevrons), 지그재그 형 등의 다른 가늘고 긴 형태가 가능하지만, 이들 모두는 실린더의 길이에 걸쳐 실질적으로 길이 방향으로 연장되어 있기 때문에 역청질 코팅재의 구동 효과가 효율적이다. 이러한 릴리프 패턴들은 실린더의 표면에 통합되거나 추가될 수 있다.
바람직하게 실린더 표면의 릴리프 패턴들이 가는 실 형상(filiform)인 경우, 박막의 분쇄 및 지면을 향한 역청질 코팅재의 유출을 위한 지점들 및/또는 블레이드들을 포함하는 헤지호그(hedgehog) 실린더가 대안으로 도입될 수 있다. 박막의 분쇄로 인한 역청질 코팅재의 지면으로의 유출은 필요에 따라 다소 중요할 수 있으며, 분쇄된 역청질 코팅재는 그것이 무한 벨트로부터 방출된다는 사실로 인해 자연히 지면으로 낙하하고, 무한 벨트는 하류 측 내부 롤 둘레로 하향 압연되고 장치의 바닥에서 상류 쪽으로 되돌아간다. 그러나, 패턴화된 실린더는 분쇄된 역청질 코팅재가 원심력의 효과하에 상기 실린더로부터 효율적으로 분리될 수 있을 정도로 빠르게 회전하는 것이 바람직하다. 패턴화된 실린더의 회전 속도가 너무 느리면 지나치게 부피가 큰 역청질 코팅재의 패킷들이 형성될 위험이 있다. 따라서, 패턴화된 실린더는 분쇄된 역청질 코팅재를 지면에 유출하기 위해 신속하게 회전하는 것이 바람직하다. 실제로, 패턴화된 실린더의 반경 방향 속도는 무한 벨트의 반경 방향 속도보다 높다.
패턴(13)들을 구비한 실린더(12)는 컨베이어 벨트(8)의 효율적인 폭과 실질적으로 동일한 효율적인 길이를 가지며, 하류 측 내부 롤(9)에 대향하여 무한 벨트(8)의 하류 단부에 배치된다. 패턴(13)들을 구비한 실린더(12)의 직경은 적어도 150㎜이다.
헤지호그(hedgehog) 실린더의 경우, 헤지호그의 점들은 약 10mm만큼 이격되어 있고 입자 크기가 0/10인 코팅재의 경우 길이가 50mm이다. 보다 일반적으로는, 상이한 패턴화된 실린더들이 제공될 수 있고 또는 패턴들이 제거 가능하고 유출될 코팅의 입자크기에 적합하면 상이한 패턴들이 제공될 수 있다. 릴리프 패턴, 가는 실 형상 또는 헤지호그(hedgehog)가 벨트와 접촉하게 할 수 있는 큰 높이를 갖는 경우에, 이들 릴리프 패턴은 벨트와 접촉시 수축되는 특정 유연성을 갖는다.
상기 패턴화된 실린더와 상기 패턴화된 실린더에 대향하여 있는 하류 측 내부 롤 상을 통과하는 벨트 사이의 거리는 도 7에 도시된 조정 수단(23)에 의해 조정 가능하다. 상류 및 하류 측 내부 롤들 사이의 간격 및 그에 따른 무한 벨트의 장력은 보다 특히 하류 측 내부 롤(9)의 위치에 작용하는 조절 수단(24)에 의해 조정 가능하다. 하류 측 내부 롤(9)의 위치 조정은 이들 조절 수단이 공통 조정 플레이트 상에 장착된다는 사실로 인해 패턴(13)을 갖는 실린더(12) 및 벨트 닥터(34)를 자동적으로 변위시킨다. 이들 조정 수단(23 및 24)은 여기에서 수동으로 작동 가능하지만 다른 실시예에서는 제어 위치 작동기들에 의해 작동된다. 이러한 조절들은 패턴(13)들을 구비한 실린더(12) 및 연장 롤(8, 9, 10)의 두 단부에서 가능하며, 따라서 그 사이에 평행을 유지하고 그 상류 및 하류 측 내부 롤 사이의 벨트를 유지시킨다는 것을 알 수 있다.
모터(26), 바람직하게는 유압은 200 내지 400 rpm의 속도로 패턴화된 실린더의 회전을 보장한다. 이 값들은 더 나은 이해를 위한 자릿수(order of magnitude)로 표시하는 방식으로 주어진다.
벨트 닥터(34)는 벨트 상에 역청질 코팅재가 끈적끈적하게 남아 있어서 패턴화된 실린더에 의해 벨트로부터 분쇄되고 분리된 역청질 코팅재의 잔여 부분과 결합할 지면으로 떨어질 경우에 무한 벨트의 표면을 스크랩하기 위해 하류 측 내부 롤의 아래쪽에 배치된다.
도 8에서, 2개의 서브 유닛(1a, 1b)들 사이의 간격이 최대라는 사실로 인해 가능한 최대 폭에 상응하는 폭을 갖는 층을 형성하도록 배치된다는 사실에 기인한 2개의 서브 유닛들의 바로 그 부분적 오버랩을 완벽하게 볼 수있다. 이러한 바로 그 부분적인 오버랩은 벨트의 유용한 폭, 즉 따라서 박막의 유용한 폭이 유닛의 폭보다 약간 작고, 층의 중앙을 향한 역청질 코팅재의 결핍을 피하기 위해, 벨트들의 유용한 폭들은 트랙터 및 펼침의 중앙 축과 결합되어야 하는 것으로 이해된다. 벨트의 유용한 폭과 동등하거나 그보다 작은 폭을 갖는 층을 형성하고자 하는 경우, 2개의 서브 유닛 중 하나만이 작동된다.
장치의 상이한 요소들의 속도는 서로 간에 적응되어 장치 내의 역청질 코팅재의 경로를 따라 공급의 절단이나 막힘이 발생하지 않는 것으로 이해된다. 파손이나 막힘이 없는 정상적인 작업의 경우, 다음 공식을 사용하여 지면에 펼쳐지는 역청질 코팅재의 투여량을 계산할 수 있다.
용량(kg/㎡) = 1000 * MVA * Ev * Vr / Va
여기서,
MVA(M.g/㎡)는 무한 벨트상의 박막의 부피 밀도이며,
Ev(m)는 무한 벨트상의 박막의 두께이고,
Vr(m/min)은 벨트의 전진 또는 회전 속도이며,
Va(m/min)는 지면에서의 장치의 진행 속도이다.
무한 벨트상의 박막의 부피 밀도인 MVA는 역청질 코팅재의 각 공식에 따라 결정된다. 박막의 두께(Ev)는 조정 가능하며, 바람직하게는 (D)의 4배의 두께로 선택되며, (D)는 역청질 코팅재의 공식을 구성하는 자갈의 최대 치수이다. 지면에 대한 장치의 전진 속도 및 무한 벨트의 전진 또는 회전 속도는 지면상의 층을 위해 원하는 투여량을 얻기 위해 동기화되고 서로에 의존적이다.
변형 예에서, 계량 수단은 상기 계량 수단에서 벨트 상을 통과하는 코팅 베인의 질량을 측정하기 위해 레벨링 벽과 하류 측 내부 롤 사이에 배치된 벨트 부분 아래에 설치되며, 이는 예를 들어 벨트 아래로 연장된 계량 롤로 구성될 수 있는 계량 벨트 시스템 임을 의미한다. 따라서 벨트상에서 이동하는 코팅의 중량을 연속적으로 측정하는 것이 가능하다. 이 계량 수단은 위에 설명된 투여량 계산과 함께 사용되거나 투여량(dosing)을 조정하기 위해 단독으로 사용될 수 있다. 따라서 지면에서 장치의 진행 속도와 원하는 투여량을 제어하기 위한 몇 가지 수단이 있다.
하나 이상의 파라미터에 작용하여 지면상의 층의 역청질 코팅재의 투여량을 조절하는 것이 가능하며, 이로써 매우 높은 작동 유연성을 가능하게 하는 것을 알 수 있다.
자동 조절 장치(regulating automaton)는 장치의 다른 요소들을 명령하고 제어하기 위해 도입된다. 펼침 장치의 작동은 다양한 방식으로 조정될 수 있다. 일반적으로, 지면 위의 층을 위해 획득되도록 kg/㎡ 단위로 투여량이 선택되며, 상기 자동 조절 장치는 지면상에서의 장치의 진행 속도, 벨트의 회전 속도, 그 목적을 위한 박막의 두께의 매개 변수들 조정한다. 일부 경우들에서, 매개 변수들 중 하나가 제한될 수 있다: 예를 들어 장치의 진행 속도가 작동자에 의해 또한 부과되므로 자동 조절 장치가 2개의 다른 매개 변수들을 조정한다. 자동 조절 장치는 투여량의 함수로서 매개 변수들의 값의 가능한 영역들을 제공하는 계산식 또는 표들을 포함할 수 있음에 유의해야 한다. 그런 다음 작동자에게 원하는 투여량에 도달할 수 없음을 통지하는 보안들(securities)을 실행할 수 있다. 예를 들어, 작동자가 주어진 제형 및 원하는 투여량을 위해 너무 빠른 장치 진행 속도를 부과하면, 자동 조절 장치는 불가함을 표시하고, 장치의 순응하는(compliant) 낮은 진행 속도를 표시할 수 있을 것이다. 자동 조절 장치는 또한 원하는 투여량, 소비 및/또는 도로 작업 시간 또는 최적의 임의의 다른 기준의 관점에서 장치의 최적 진행 속도, 예를 들어 펼침 장치를 갖는 기계에 역청질 코팅재를 공급하는 세미 트레일러들의 회전 속도 또는 회전 주기의 함수로서 결정될 수 있다.
마찬가지로 자동 조절 장치는 센서에 의해 층이 수행되어야 하는 지면의 특정 변형들을 고려할 수 있다. 따라서, 평면 좌표 x-y에서 적용될 투여량은 포장 도로의 z의 변형에 비례하여 만들어질 수 있다. x-y 쌍의 함수로서의 z의 값은 사전 정의될 수 있으며, 자동 조절 장치의 관리에 사용되거나 실시간으로 측정될 수 있다. 이러한 모드에서, 작업자는 투여량의 최대 및 최소 한계를 정의할 수 있다.
도 9에서는 역청질 코팅 층(4)을 펼치는 동작중인 피니싱 트랙터를 볼 수 있다. 유닛(1a)은 유닛(1b)보다 높고 유닛(1b)보다 후방에 있으며, 이러한 상부 유닛(1a)의 후방 오프셋은 그것의 이송 램프(21)가 더 길며 그것이 하부 유닛(1b)의 이송 램프보다 짧은 동일 경사를 가진다는 사실에 기인한다는 것을 알 수 있다.
역청질 코팅재의 박막이 각 벨트(8)의 전체 유용한 폭에 형성되고, 이 박막은 상응하는 패턴화된 실린더(12)에 의해 분쇄되어 층(4)을 형성하기 위해 지면으로 낙하하는 분쇄된 역청질 코팅재(5)를 형성하게 된다. 획득된 층(4)은 비교적 얇아진 두께를 가지며, 이것은 종래의 피니싱을 통해 얻기가 쉽지 않다는 것을 알 수 있다.
2개의 거친 실린더를 구비한 펼침 수단은 도 10에서 분쇄-압연(crumbling-rolling) 서브 유닛(100)의 측단면도와 함께 도식화된다. 이 단면에서, 호퍼(102)는 역청질 코팅재의 도입의 상류 측에 펼침 장치(7)를 포함하고, 분쇄되고 압연된 역청질 코팅재(5)의 출구의 하류 측에 펼침 코팅의 압연 및 상기 압연에 기인한 역청질 코팅 박막의 분쇄를 보장하는 2개의 거친 실린더(112)를 포함한다. 상기 분쇄는 이 실시예에서 거의 압연 직후에 수행된다. 공급 기능(11)은 확대된 화살표로 도시되었지만, 변형 예로서, 상류에 위치한 저장 수단으로부터 나오는 역청질 코팅재(101)를 도입하기 위한 단순한 호퍼 대신의 호퍼(102)는 또한 역청질 코팅재를 저장하기 위한 수단일 수 있다. 후자의 경우에, 호퍼(102)의 저장 수단이 분쇄되어 압연된 역청질 코팅재(5)의 출구의 수직에 대해 약간 오프셋되어서, 높이가 가변적인 저장된 역청질 코팅재의 칼럼의 가변 중량은 출구에서 역청질 코팅재의 투여량에 약간의 영향을 미치지만, 이 오프셋은 펼침 장치(7) 및 2개의 거친 실린더(112)를 향하여 경사진 굴곡 또는 하강에 상응할 수 있다는 것은 흥미로울 수 있다.
도 11은 본 발명에 따른 펼침 장치에 부착된 롤들(114) 상의 트레일러, 예를 들어 전술한 바와 같이 2개의 거친 실린더를 갖는 분쇄-압연 서브 유닛(100)을 구비한 트레일러를 개략적으로 도시한다. 이 트레일러는 접합/밀봉 에멀젼을 보관할 수 있는 능력 외에도 지면상에 역청질 코팅재층을 펼침한 후에 상기 층의 압연을 가능하게 한다. 트레일러(114)는 층(4) 상에서 장치의 변위를 가능하게 하는 2개의 압연 롤(115)을 포함한다. 트레일러(114)는 결합/밀봉 에멀젼을 위한 제1 부분 및 압연 롤(115)의 급수를 위한 급수용 제2 부분을 갖는 6㎥의 분할된 탱크(116)를 포함한다. 이들 압연 롤(115)은 3개로 도시되어 있지만, 여기서 1.50m이고 평활한 휠 림을 갖는 압연 롤 각각의 길이뿐만 아니라 이 수 및/또는 장치의 압연 구조는 필요에 따라 조정될 수 있음을 알 수 있다. 트레일러(114)는 또한 접합/밀봉 에멀젼용의 펌프, 압연 롤들의 급수용 펌프 및 접합/밀봉 에멀젼 램프(19)로부터의 제트(jets) 형성용 공기 압축기를 구비한 플랫폼을 포함한다. 트레일러는 또한 발전 플랜트를 포함할 수 있다.
트레일러(114)의 전방에, 유닛의 진행 방향(32)에 따라 접합 에멀젼의 층(3)을 지면(2)에 분무하기 위한 램프(19) 및 펼침 서브 유닛이 개략적으로 도시되어 있다. 압축 접합/밀봉 에멀젼 및 공기는 도 11에 점선으로 개략적으로 도시된 가요성 파이프들을 통해 램프(19)로 전달된다. 램프(19)의 후방에는 분쇄된 역청질 코팅재(5)를 가능하게는 지면에 유출함으로써 지면으로 하강시키고 지면상에 역청질 코팅 층(4)을 형성하게 할 수 있는 2개의 거친 실린더가 장착된 분쇄-압연 서브 유닛(100)이 위치한다. 트레일러의 압연 롤들은 만들어진 역청질 코팅 층(4)을 굴리기 위해 후방에서 더 많은 작용을 한다. 링크 수단(117)은 트레일러(114)를 펼침 서브 유닛(들)을 포함하는 펼침 장치에 연결시킬 수 있게 된다.
Claims (18)
- 피복될 지면(2)에 역청질 코팅 층(4)을 펼치는 장치로서, 진행의 길이 방향을 따라 상기 지면상에서 이동하는 수단 및, 공급 수단에 의해 역청질 코팅재가 공급되고, 상기 장치의 변위 동안에 진행 방향에 대해 횡방향으로 간주되는 상기 지면의 소정 폭에 걸쳐 역청질 코팅 층을 펼치도록 구성된 펼침 수단을 포함하며, 상기 펼침 수단은 지면 위에 역청질 코팅재의 압연 및 압연된 역청질 코팅재의 분쇄 및 분쇄된 역청질 코팅재의 지면으로의 낙하를 실현하도록 구성되고,
상기 펼침 수단은 연장 롤과 거친 실린더로 구성된 적어도 하나의 분쇄-압연 서브 유닛을 포함하고, 상기 연장 롤은 상류 측 내부 롤(10)과 하류 측 내부 롤(9) 사이에 연장된 무한 벨트(8)의 단부에 의해 형성되고, 상기 상류 및 하류 측 내부 롤은 거친 실린더(12)에 평행하며, 상기 하류 측 내부 롤(9)은 상기 실린더(12)와 대향하고, 상기 벨트(8)는 상기 실린더의 길이와 실질적으로 동일한 폭을 가지며, 소정 두께(e)의 역청질 코팅 박막(6)이 상기 벨트(8)의 상부면에 형성되고, 상기 박막은 상기 벨트에 의해 상기 실린더 쪽으로(along towards) 운반되고, 상기 박막은 상기 벨트에 의해 상기 실린더 쪽으로(along towards) 운반되며, 상기 거친 실린더의 표면과 상기 하류 측 내부 롤을 통과하는 상기 벨트의 표면 사이의 소정 거리는 상기 벨트(8)의 상부면 상에 형성된 역청질 코팅 박막(6)의 소정 두께(e)보다 얇은 것을 특징으로 하는 장치. - 제 1항에 있어서, 상기 펼침 수단은 분쇄된 역청질 코팅재의 유출을 수행하도록 구성되어, 역청질 코팅재가 지면으로 낙하하도록 하는 것을 특징으로 하는 장치.
- 제 2항에 있어서, 상기 실린더는 절대값에 있어서 상기 하류 측 내부 롤(9)을 통과하는 상기 벨트(8)의 반경 방향 속도보다 빠른 속도로 회전하는 것을 특징으로 하는 장치.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서, 상기 펼침 수단의 입구에 역청질 코팅재를 분배하도록 구성된 분배기를 포함하는 것을 특징으로 하는 장치.
- 제 1항 내지 제 5항 중 어느 한 항에 있어서, 상기 소정 두께(e)의 역청질 코팅 박막(6)은 상기 벨트의 상류에 배치된 레벨링 장치에 의해 상기 벨트(8)의 상부면 상에 형성되는 것을 특징으로 하는 장치.
- 제 5항에 있어서, 상기 레벨링 장치는 하단부가 상기 벨트(8)의 상부면에 실질적으로 평행하고 레벨링 단부가 상기 벨트의 상부면으로부터 조정가능한 소정 높이에 있는 횡방향 레벨링 벽(22)을 포함하는 것을 특징으로 하는 장치.
- 제 5항 또는 제 6항에 있어서, 상기 레벨링 벽(22)과 상기 하류 측 내부 롤(9) 사이에 배치된 상기 벨트부(8)는 계량 벨트 시스템에서 상기 벨트 위를 통과하는 코팅 베인의 질량을 측정할 수 있는 계량 벨트 시스템을 구비하는 것을 특징으로 하는 장치.
- 제 4항 및 제 5항에 따라 취해진, 제 1항 내지 제 7항 중 어느 한 항에 있어서, 상기 분배기(7)는 상기 벨트(8)의 위쪽에 횡 방향으로 그리고 상기 레벨링 벽(22)으로부터 상류측에 배치되고, 상기 분배기(7)는 상기 벨트의 소정 폭에 걸쳐 그리고 형성될 역청질 코팅 박막(6)의 소정 두께(e)보다 두꺼운 높이에 걸쳐 상기 레벨링 벽으로부터 상류측에 역청질 코팅재를 분배하도록 구성되는 것을 특징으로 하는 장치.
- 제 4항에 따라 취해진, 제 1항 내지 제 8항 중 어느 한 항에 있어서, 상기 분배기(7)는 케이지(15) 내에 상기 벨트(8)의 폭에 걸쳐 역청질 코팅재를 운반하기 위한 워엄(20)을 포함하고, 상기 케이지는 측벽에 의해 폐쇄되고, 역청질 코팅재가 상기 벨트의 상부면에 걸쳐 분배될 수 있도록 바닥이 없으며, 역청질 코팅재의 공급(11)을 위해 상부가 개방되는 것을 특징으로 하는 장치.
- 제 4항 및 제 5항에 따라 취해진, 제 9항에 있어서, 상기 레벨링 벽(22)은 상기 분배기(7)의 케이지(15)의 하류 측벽을 구성하고, 상기 분배기 케이지는 상기 벨트의 상부면으로부터 조정가능한 소정 높이에 위치되는 것을 특징으로 하는 장치.
- 제 1항 내지 제 10항 중 어느 한 항에 있어서, 각각 거친 실린더(12) 및 연장 롤(8, 9, 10)로 구성되는 2개의 분쇄-압연 서브 유닛(1a, 1b)을 운반하는 프레임(16)을 포함하며, 상기 2개의 서브 유닛(1a, 1b)은 한편으로는 서로에 대해 횡 방향으로 오프셋되고, 그리고 다른 한편으로는 서로에 대해 높이 방향으로 오프셋되며, 상기 2개의 분쇄-압연 서브 유닛은 차선 폭에 평행한 횡 방향을 따라 서로 이격되거나 서로 가깝게 겹쳐지도록 상기 2개의 서브 유닛을 이동시키고, 따라서 상기 역청질 코팅재가 펼쳐지는 상기 지면의 소정 폭을 증가 또는 감소시킬 수 있도록 상기 운반 프레임에 대하여 횡 방향으로 병진 이동가능한 것을 특징으로 하는 장치.
- 제 4항에 따라 취해진, 제 11항에 있어서, 분쇄-압연 서브 유닛 당 하나의 분배기(7)를 포함하고, 상기 2개의 서브 유닛의 2개의 분배기는 각각의 무한 벨트의 폭에 걸쳐 발산하는 2개의 반대 방향으로 역청질 코팅재를 운반하고, 상기 분배기는 상기 분배기(7)의 케이지(15) 상부의 고정 위치에서 슈트(31)를 통해 역청질 코팅재가 공급되고, 상기 2개의 분쇄-압연 서브 유닛(1a, 1b)용의 2개의 슈트(31)는 전진 방향(32)에 대해 중첩될 수 있는 상기 장치의 중앙 축에 대해 배치되는 것을 특징으로 하는 장치.
- 제 1항 내지 제 12항 중 어느 한 항에 있어서, 자동추진 펼침 장치를 형성하고, 상기 펼침 수단은 상기 장치의 후방에 배치되거나 또는 상기 자동추진 장치(14)의 후방에 착탈가능하게 설치되며, 상기 자동추진 장치는 진행 방향에 따라 전방/상류 측으로부터 후방/하류 측까지 역청질 코팅재의 예비(35), 역청질 코팅재를 후방으로 운반하기 위한 적어도 하나의 라인(30) 및 상기 펼침 수단을 포함하는 것을 특징으로 하는 장치.
- 제 1항 내지 제 13항 중 어느 한 항에 있어서, 상기 릴리프 패턴(13)은 상기 거친 실린더의 길이에 걸쳐 실질적으로 가늘고 긴 것을 특징으로 하는 장치.
- 제 1항 내지 제 14항 중 어느 한 항에 있어서, 상기 릴리프 패턴(13)은 본질적으로 가는 실 형상(filiform)이고 1mm 내지 15mm의 높이를 갖는 것을 특징으로 하는 장치.
- 피복될 지면(2) 위에 역청질 코팅 층(4)을 펼치기 위한 방법으로서, 처음에는 역청질 코팅재가 소정 두께(e)의 역청질 코팅 박막(6)을 소정 폭에 걸쳐서 그리고 지면 위에 멀리 떨어지게 형성하도록 압연되고, 그리고 두 번째는 상기 박막이 분쇄되고 분쇄된 박막의 역청질 코팅재가 지면으로 낙하하게 되며,
상기 소정 두께(e)의 역청질 코팅 박막은 상류 측 내부 롤(10)과 하류 측 내부 롤(9) 사이에서 연장된 무한 벨트(8)로 구성된 연장 롤(8, 9, 10)의 상류 부분에 걸쳐 형성되고, 릴리프 패턴(13)들을 포함하는 거친 실린더(12)는 무한 벨트(8) 상에 형성된 상기 박막(6)을 분쇄(5)시키기 위해 하류 측 내부 롤의 반대편에 도입되는 것을 특징으로 하는 장치. - 제 16항에 있어서,
역청질 코팅재가 사용되고, 상기 역청질 코팅재는 150℃보다 높은 제조 온도를 갖는 고온 코팅재, 100℃보다 높고 150℃보다 낮은 제조 온도를 갖는 온난 코팅재, 85℃ 내지 100℃의 제조 온도를 갖는 반-온난 코팅재, 85℃보다 낮은 제조 온도를 갖는 반-냉간 코팅재 또는 냉간 코팅재 중에서 선택되는 것을 특징으로 하는 장치. - 제 16항 또는 제 17항에 있어서,
역청질 코팅재가 사용되고, 그 d/D비에서 d 및 D 값은, d의 경우 0-2-4 또는 6.3mm의 값 그리고 D의 경우 4-6.3-10-14-20mm의 값 중에서 선택되는 것을 특징으로 하는 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1455987A FR3022922B1 (fr) | 2014-06-26 | 2014-06-26 | Dispositif pour repandre un enrobe bitumineux a partir d'un film d'epaisseur determinee de l'enrobe, procede de mise en œuvre. |
| FR1455987 | 2014-06-26 | ||
| PCT/FR2015/051722 WO2015197988A1 (fr) | 2014-06-26 | 2015-06-25 | Dispositif pour répandre un enrobé bitumineux à partir d'un film d'épaisseur déterminée de l'enrobé, procédé de mise en œuvre |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170040129A true KR20170040129A (ko) | 2017-04-12 |
Family
ID=51417484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167036409A KR20170040129A (ko) | 2014-06-26 | 2015-06-25 | 소정 폭의 코팅 박막으로부터 역청질 코팅재를 펼치는 장치, 및 그의 실행방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20170138000A1 (ko) |
| EP (1) | EP2960372B1 (ko) |
| KR (1) | KR20170040129A (ko) |
| CN (1) | CN106471190B (ko) |
| AU (1) | AU2015279002B2 (ko) |
| CA (1) | CA2952917A1 (ko) |
| FR (1) | FR3022922B1 (ko) |
| HR (1) | HRP20170300T1 (ko) |
| HU (1) | HUE031779T2 (ko) |
| MA (1) | MA38776B1 (ko) |
| MY (1) | MY189996A (ko) |
| PL (1) | PL2960372T3 (ko) |
| SI (1) | SI2960372T1 (ko) |
| WO (1) | WO2015197988A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112442937A (zh) * | 2019-08-28 | 2021-03-05 | 徐州维尔德科技发展有限公司 | 一种道路修建用的道路平整机 |
| ES2745348B2 (es) * | 2019-10-10 | 2020-04-27 | Aglomerados Los Serranos S A U | Maquina pavimentadora y procedimiento para la ejecucion de una capa de rodadura |
| CN110792021B (zh) * | 2019-11-20 | 2020-11-03 | 河南交通职业技术学院 | 一种预制纤维沥青路面铺设方法 |
| CN113321007A (zh) * | 2020-02-28 | 2021-08-31 | 建中(广州)智能科技有限公司 | 粘稠物储存装置 |
| CN113684741B (zh) * | 2021-08-30 | 2023-04-07 | 深圳市卓宝科技股份有限公司 | 一种沥青涂覆方法 |
| CN115094720B (zh) * | 2022-06-13 | 2024-04-02 | 杭州路顺环境建设有限公司 | 一种高粘复合改性环保沥青的路面复合铺装系统及其方法 |
| CN117485933B (zh) * | 2024-01-03 | 2024-03-15 | 江苏通惠机电设备有限公司 | 一种散料库用刮板出仓装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE21755E (en) * | 1941-03-25 | kelley r | ||
| US1794317A (en) * | 1929-01-17 | 1931-02-24 | Warren Brothers Company | Machine for spreading bituminous mixtures |
| DE659548C (de) * | 1935-05-11 | 1938-05-05 | Friedrich Renken | Verfahren und Vorrichtung zum Verlegen von Gussasphalt und aehnlichen zaehfluessigenbituminoesen Strassenbaumassen |
| GB684919A (en) * | 1950-08-14 | 1952-12-24 | Jack Olding And Company Ltd | Improved machine for spreading coated chippings on road and like surfaces |
| US2906438A (en) * | 1957-06-05 | 1959-09-29 | Ernest L Carpenter | Self-propelled dispensing and spreading unit and compacter |
| US3103860A (en) * | 1961-08-30 | 1963-09-17 | Horace E Piquette | Method of constructing bituminous aggregate surfaces |
| US3208360A (en) * | 1962-04-30 | 1965-09-28 | Albert J Hayes | Aggregate spreader |
| NO128720B (ko) * | 1970-06-02 | 1974-01-02 | H Brudal | |
| US3997276A (en) * | 1974-03-05 | 1976-12-14 | Jackson Sr James A | Road maintenance machine and methods |
| US3909146A (en) * | 1974-09-23 | 1975-09-30 | Allatt Ltd | Paving machine |
| US4172679A (en) * | 1975-09-23 | 1979-10-30 | Reinhard Wirtgen | Device for renewing road surfaces |
| US4175885A (en) * | 1977-01-03 | 1979-11-27 | Giselle V. Laurmann | Methods for sealing and resealing concrete using microwave energy |
| US4496265A (en) * | 1983-01-28 | 1985-01-29 | Fragale Joseph V | Compact asphalt laying machine for sidewalks and the like |
| US4511284A (en) * | 1983-08-10 | 1985-04-16 | Sterner Carl L | Pothole patcher |
| US4678365A (en) * | 1986-01-24 | 1987-07-07 | Tricon Industries | Material spreader |
| FR2650005B1 (fr) * | 1989-07-21 | 1994-04-15 | Screg Routes Travaux Publics | Procede et dispositif de realisation d'un enduit superficiel sur une surface telle qu'une chaussee |
| CN2120134U (zh) * | 1992-05-15 | 1992-10-28 | 倪寿章 | 一种碾压式水泥混凝土摊铺机 |
| US7104724B2 (en) * | 2000-07-14 | 2006-09-12 | Highway Preservation System, Ltd. | Apparatus for treating a pavement surface |
| US6805516B2 (en) * | 2001-06-04 | 2004-10-19 | E.D. Etnyre & Co. | Roadway paving system and method including roadway paving vehicle and supply truck |
| CN2630305Y (zh) * | 2003-03-27 | 2004-08-04 | 镇江华晨华通路面机械有限公司 | 路面摊铺机双层熨平板 |
| CN201588165U (zh) * | 2010-01-09 | 2010-09-22 | 王研 | 一种反推挤式多功能混凝土铺路机 |
| CN202202242U (zh) * | 2011-07-05 | 2012-04-25 | 陕西长大实业有限公司 | 宽幅沥青封层机 |
| US9982402B2 (en) * | 2014-08-25 | 2018-05-29 | Gaeart Co., Ltd. | Paving construction method, pavement structure, and longitudinal groove forming instrument for pavement |
-
2014
- 2014-06-26 FR FR1455987A patent/FR3022922B1/fr not_active Expired - Fee Related
-
2015
- 2015-06-25 MA MA38776A patent/MA38776B1/fr unknown
- 2015-06-25 US US15/322,178 patent/US20170138000A1/en not_active Abandoned
- 2015-06-25 EP EP15306004.1A patent/EP2960372B1/fr active Active
- 2015-06-25 PL PL15306004T patent/PL2960372T3/pl unknown
- 2015-06-25 WO PCT/FR2015/051722 patent/WO2015197988A1/fr active Application Filing
- 2015-06-25 MY MYPI2016704755A patent/MY189996A/en unknown
- 2015-06-25 HU HUE15306004A patent/HUE031779T2/en unknown
- 2015-06-25 CA CA2952917A patent/CA2952917A1/fr not_active Abandoned
- 2015-06-25 CN CN201580034752.2A patent/CN106471190B/zh not_active Expired - Fee Related
- 2015-06-25 AU AU2015279002A patent/AU2015279002B2/en not_active Ceased
- 2015-06-25 KR KR1020167036409A patent/KR20170040129A/ko not_active Application Discontinuation
- 2015-06-25 SI SI201530036A patent/SI2960372T1/sl unknown
-
2017
- 2017-02-22 HR HRP20170300TT patent/HRP20170300T1/hr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HUE031779T2 (en) | 2017-07-28 |
| FR3022922A1 (fr) | 2016-01-01 |
| SI2960372T1 (sl) | 2017-03-31 |
| MA38776B1 (fr) | 2017-04-28 |
| EP2960372B1 (fr) | 2016-12-14 |
| HRP20170300T1 (hr) | 2017-04-21 |
| EP2960372A1 (fr) | 2015-12-30 |
| FR3022922B1 (fr) | 2018-03-02 |
| CN106471190B (zh) | 2019-03-05 |
| WO2015197988A1 (fr) | 2015-12-30 |
| MA38776A (fr) | 2015-12-30 |
| AU2015279002A1 (en) | 2017-01-12 |
| CA2952917A1 (fr) | 2015-12-30 |
| PL2960372T3 (pl) | 2017-06-30 |
| US20170138000A1 (en) | 2017-05-18 |
| CN106471190A (zh) | 2017-03-01 |
| MY189996A (en) | 2022-03-22 |
| AU2015279002B2 (en) | 2019-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170040129A (ko) | 소정 폭의 코팅 박막으로부터 역청질 코팅재를 펼치는 장치, 및 그의 실행방법 | |
| FI97308C (fi) | Menetelmä ja laite päällysteen aikaansaamiseksi pinnalle, esimerkiksi tienpinnalle | |
| CN101838962B (zh) | 物料摊铺机 | |
| CN102330400A (zh) | 用于形成道路覆盖物的方法、给料机、铺路机以及联合铺路机 | |
| EP0324491A1 (en) | Method and machine for renewing a road surface of bituminous mix, with cold application of the recycled covering material | |
| EP2697434A1 (en) | Road strengthening and reinforcement during a recycling process | |
| WO1992012294A1 (en) | Band reinforcement inserting apparatus and process | |
| US6439804B1 (en) | Method and apparatus for controlling the mixing of milled asphalt aggregate with rejuvenating fluid | |
| CN110258338B (zh) | 一种超高性能混凝土桥面施工用布料机及其施工方法 | |
| US20030026653A1 (en) | Method and apparatus for controlling the mixing of milled asphalt aggregate with rejuvenating fluid | |
| NL9401394A (nl) | Werkwijze en inrichting voor het doseren en verdelen van stortmateriaal, in het bijzonder voor de produktie van mineraalgebonden houtspaanplaten. | |
| CN106012771B (zh) | 一种路桥混凝土路面摊铺系统 | |
| CN102864720A (zh) | 沥青同步封层机 | |
| CN202202242U (zh) | 宽幅沥青封层机 | |
| US1979619A (en) | Road building machine | |
| EP0201577B1 (en) | Machine for the production, spreading and packing of dry concrete especially for road construction | |
| CN106835914B (zh) | 一种自动纠偏混凝土道路摊铺及道路标线机 | |
| CN210658015U (zh) | 一种超高性能混凝土桥面施工用布料机 | |
| US1163770A (en) | Laying or constructing concrete courses. | |
| CN212316611U (zh) | 一种摊铺机上防止混合料离析的装置 | |
| CN201010851Y (zh) | 可连续施工的同步碎石封层机 | |
| CN2364075Y (zh) | 适用于摊铺机的皮带式输料装置 | |
| FI76016B (fi) | Foerfarande och anordning foer aostadkommande av en pao foerhand bestaemd viktfoerdelning i tvaerriktningen av en foermatta och/eller matta. | |
| CN201738217U (zh) | 新型物料摊铺机 | |
| RU2771836C1 (ru) | Способ контроля и обеспечения качества противогололёдной обработки поверхности дорожного покрытия и тротуара машиной с дисковым распределителем |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |