KR20170036086A - 열간 프레스 성형품의 제조 방법 및 열간 프레스 성형품 - Google Patents
열간 프레스 성형품의 제조 방법 및 열간 프레스 성형품 Download PDFInfo
- Publication number
- KR20170036086A KR20170036086A KR1020177005467A KR20177005467A KR20170036086A KR 20170036086 A KR20170036086 A KR 20170036086A KR 1020177005467 A KR1020177005467 A KR 1020177005467A KR 20177005467 A KR20177005467 A KR 20177005467A KR 20170036086 A KR20170036086 A KR 20170036086A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- press
- cooling
- temperature
- treated steel
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/201—Work-pieces; preparation of the work-pieces, e.g. lubricating, coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F17/00—Multi-step processes for surface treatment of metallic material involving at least one process provided for in class C23 and at least one process covered by subclass C21D or C22F or class C25
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/565—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of zinc
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electrochemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Heat Treatment Of Articles (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Zn-Ni 도금층이 소지 강판의 표면에 형성된 표면 처리 강판에, 열간 프레스를 실시하여 열간 프레스 성형품을 제조하는 열간 프레스 성형품의 제조 방법으로서, 표면 처리 강판을 Ac3 변태점 이상이고 1000℃ 이하의 온도역으로 가열하는 공정과, 가열한 표면 처리 강판을, 표면 처리 강판과의 접촉면이 평면인 냉각용 금형으로 사이에 끼움으로써, 표면 처리 강판을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하는 공정과, 냉각 후 5초 이내로, 또한 상기 표면 처리 강판의 온도가 550℃ 이하 400℃ 이상의 범위 내에서, 프레스 성형 금형을 이용하여 상기 표면 처리 강판의 프레스 성형을 개시하여, 성형체를 얻는 공정과, 성형체를 프레스 성형 금형으로 사이에 끼운 채로 성형 하사점(press bottom dead center)에서 보존유지하고, 성형체를 ??칭하여, 열간 프레스 성형품을 얻는 공정을 구비한다.
Description
본 발명은, 열간 프레스 성형품 및 그의 제조 방법에 관하여, 특히 미리 가열한 표면 처리 강판을 프레스 성형할 때에, 형상 부여와 동시에 ??칭하여 소정 강도(인장 강도: 1180㎫급 이상)를 얻을 수 있는 열간 프레스 성형품의 제조 방법에 관한 것이다.
또한, 본 발명은, 상기의 열간 프레스 성형품의 제조 방법에 따라 제조한 열간 프레스 성형품에 관한 것이다.
최근, 자동차 부품의 고강도화·박육화가 요구되고 있다. 이 때문에, 자동차 부품에 사용되는 강판의 고강도화가 진행되고 있지만, 이에 수반하여 프레스 가공성이 저하하여, 강판을 소망하는 부품 형상으로 가공하는 것이 어려워지고 있다.
이러한 문제를 해결하는 것으로서, 고온으로 가열한 소재 강판을, 금형을 이용하여 소망하는 형상으로 열간 프레스 성형하면서 금형 내에서 발열(heat extraction)하여 ??칭하여, 열간 프레스 성형 후에 얻어지는 부재를 고강도화하는 기술이 알려져 있다.
예를 들면, 특허문헌 1에는 900℃ 전후의 오스테나이트 단상영역까지 가열한 블랭크판(강판)에 열간 프레스 성형을 실시하여 소정 형상의 부재를 제조할 때에 있어서, 열간 프레스 성형과 동시에 금형 내에서 ??칭을 행함으로써, 부재의 고강도화를 도모하는 기술이 제안되어 있다.
그러나, 특허문헌 1에서 제안된 기술에서는, 프레스 성형 전에 강판을 900℃ 전후의 고온으로 가열할 때, 강판 표면에 산화 스케일(scale)(철 산화물)이 생성하고, 그 산화 스케일이 열간 프레스 성형시에 박리하여 금형을 손상시키거나, 프레스 성형 후의 부재 표면을 손상시킨다는 문제가 있다. 또한, 부재 표면에 남은 산화 스케일은, 외관 불량이나 도장 밀착성의 저하의 원인이 되기도 한다. 이 때문에, 통상은 산세(pickling)나 쇼트 블라스팅(shot blasting) 등의 처리를 행하여 부재 표면의 산화 스케일을 제거하지만, 이들의 처리는 생산성의 저하를 초래한다. 또한, 자동차의 서스펜션 부재나 차체 구조 부재 등에는 우수한 내식성도 필요하게 되지만, 특허문헌 1에서 제안된 기술에서는 소재 강판에 도금층 등의 방청 피막이 형성되어 있지 않다. 이 때문에, 이 기술에 따라 얻어진 열간 프레스 성형 부재에서는, 내식성이 불충분해진다.
상기의 이유에 의해, 열간 프레스 성형 전의 가열시에 산화 스케일의 생성을 억제함과 함께, 열간 프레스 성형 후의 부재의 내식성을 향상시키는 것이 가능한 열간 프레스 성형 기술이 요망되고 있다. 이러한 요망에 대하여, 표면에 도금층 등의 피막을 형성한 표면 처리 강판이나, 표면 처리 강판을 이용한 열간 프레스 성형 방법이 제안되고 있다.
예를 들면 특허문헌 2에는, Zn 또는 Zn베이스 합금으로 피복 된 강판을, 700∼1200℃로 가열한 후, 열간 프레스 성형함으로써, 표면에 Zn-Fe 베이스 화합물 또는 Zn-Fe-Al 베이스 화합물을 구비한 열간 프레스 성형 부재로 하는 기술이 제안되고 있다. 또한, 특허문헌 2에는, Zn 또는 Zn 베이스 합금으로 피복 된 강판을 이용함으로써, 열간 프레스 성형 전의 가열시에 문제가 되는 강판 표면의 산화를 억제하는 것이 가능해지고, 또한 내식성이 우수한 열간 프레스 성형 부재가 얻어진다고 기재되어 있다.
특허문헌 2에서 제안된 기술에 의하면, 열간 프레스 성형 부재 표면의 산화 스케일 생성은 어느 정도 억제된다. 그러나, 도금층 중의 Zn에 기인하는 액체 금속 취화 균열이 일어나, 열간 프레스 성형 부재의 표층부에 깊이 100㎛ 정도의 크랙이 발생하는 경우가 있다. 이러한 크랙이 발생하면, 열간 프레스 성형 부재의 내(耐)피로 특성이 저하되는 등, 여러 가지 지장을 초래한다.
이러한 문제에 대하여, 특허문헌 3에서는, Zn-Fe계 도금층이 소지(素地) 강판 표면에 형성된 표면 처리 강판을, 상기 표면 처리 강판을 소지 강판의 Ac1 변태점 이상 950℃ 이하의 온도로 가열하고, 도금층의 응고점 이하의 온도까지 표면 처리 강판을 냉각한 후, 프레스 성형을 개시하는 방법이 제안되고 있다. 그리고, 특허문헌 3에는, 도금층의 응고점 이하의 온도까지 표면 처리 강판을 냉각하고 나서 프레스 성형을 개시함으로써, 액체 금속 취화 균열(liquid metal embrittlement cracking)의 억제가 가능하다고 기재되어 있다.
특허문헌 3에서 제안된 기술에 의하면, 액체 금속 취화 균열, 즉 열간 프레스 성형 부재의 표면에 발생하고, 도금층-소지 강판(지철) 계면으로부터 소지 강판 내부 방향으로의 깊이가 100㎛ 정도이며, 균열부의 계면에 Zn이 검출되는 크랙(이하, 「매크로 크랙」이라고 함)을 억제할 수 있다고 생각된다.
이러한 매크로 크랙의 억제에 대하여, 본 발명자들은 고융점의 도금층으로서 Zn에 9∼25% 정도의 Ni를 함유한 Zn-Ni 합금 도금을 이용하는 것을 검토했다. Zn-Ni 합금 도금의 내식성 확보에는 Zn-Ni 합금을 γ상(phase)으로 할 필요가 있고, Zn-Ni 합금의 평형 상태도에 존재하는 γ상은 융점이 860℃ 이상으로 통상의 Zn계 도금층에 비해 매우 높아, 통상의 프레스 조건에서도 매크로 크랙의 발생이 억제 가능해진다.
그러나, 열간 프레스 성형 부재의 표면에는, 상기의 매크로 크랙이 아니라, 도금층-소지 강판 계면으로부터 소지 강판 내부 방향으로의 깊이가 약 30㎛ 이하이며, 균열부의 계면에는 Zn이 검출되지 않는 미소 균열이 발생하는 것으로 알려져 있다. 이 미소 균열은 마이크로 크랙이라고 칭해지며, 도금층-소지 강판 계면을 관통하여 소지 강판의 내부에까지 도달하여, 열간 프레스 성형 부재의 여러 특성(내피로 특성 등)에 악영향을 미친다.
매크로 크랙은, 예를 들면, 해트(hat) 단면 부재를 프레스 성형할 때에, 다이 숄더 R부의 펀치 접촉측과 같은 인장 왜곡만이 발생하는 부분에서도 발생한다. 한편, 마이크로 크랙은 그러한 부분에서는 발생하지 않고, 종벽부의 다이 접촉측과 같은 (굽힘) 압축 후 (굽힘 회복) 인장 왜곡을 받는 곳에서 발생한다. 이 때문에, 매크로 크랙과 마이크로 크랙에서는, 그 발생의 메커니즘이 상이하다고 추측된다.
이러한 점에서, 특허문헌 3의 기술에서는, Zn-Fe계 도금층이 형성된 표면 처리 강판에 대해서 매크로 크랙의 발생 억제는 가능하지만, Zn-Ni 도금층이 형성된 표면 처리 강판에 있어서의 마이크로 크랙에 대해서는 어떠한 고려도 되어 있지 않아서, 마이크로 크랙 발생 억제에 반드시 유효하다고는 할 수 없다.
또한, 특허문헌 3에서 제안된 기술에서는, 표면 처리 강판 전체를 도금층의 응고점 이하의 온도까지 냉각한 상태로 프레스 성형한다고 하고 있고, 프레스 성형을 개시하는 온도의 하한값이 나타나 있지 않다. 이 때문에, 프레스 성형 온도의 저하에 의해 프레스 성형시의 강판의 강도 상승이 일어날 우려가 있어, 형상 동결성(shape fixability; 스프링 백 등이 근소하고, 성형 하사점(press bottom dead center)에서의 형상이 유지되는 성질)이 저하되어 스프링 백이 일어나기 쉽다는 문제도 있다.
본 발명은 이러한 문제를 해결하기 위해 이루어진 것으로, Zn-Ni계 도금층을 형성한 표면 처리 강판에 열간 프레스를 실시하여 열간 프레스 성형품을 제조할 때에 있어서, 열간 프레스 성형시의 형상 동결성의 저하를 억제하면서, 마이크로 크랙의 발생을 억제하는 열간 프레스 성형품의 제조 방법을 제공하는 것을 목적으로 한다. 또한, 본 발명은, 상기의 열간 프레스 성형품의 제조 방법에 따라 제조한 열간 프레스 성형품을 제공하는 것을 목적으로 한다.
본 발명자들은 우선, Zn계 도금 강판을 열간 프레스 성형할 때에 문제가 되는 마이크로 크랙(미소 균열)을 억제하는 수단에 대해서 검토했다.
마이크로 크랙의 생성 메카니즘에 대해서는 명확하게 되어 있지 않지만, Zn계의 도금 강판을 도금 응고점 이하의 고온에서 프레스 성형함으로써 도금 강판의 표면에 미소 균열이 발생한다. 또한, Zn-Ni 도금 강판을 프레스 성형하는 경우에 있어서도 동일한 미소 균열이 발생한다. 그리고, 이 미소 균열은, 도금층-소지 강판 계면으로부터의 깊이가 30㎛ 정도의 미소한 균열이며, 도금층-소지 강판 계면을 관통하여 소지 강판 내부에 도달한다.
이러한 문제에 대하여, 본 발명자들이 여러 가지의 검토를 행한 결과, 열간 프레스 성형시의 강판 온도를 낮게 함으로써 마이크로 크랙이 억제되는 것을 밝혔다. 또한, 상기와 같은 프레스 성형시의 강판 온도의 저하에 의해, 종래의 열간 프레스용 도금 강판에서 문제가 되고 있는 금형으로의 도금 부착량도 대폭으로 저감하는 효과가 얻어진다.
그러나, 프레스 성형시의 강판 온도가 낮아지면, 강판의 강도가 상승하기 때문에 형상 동결성의 저하가 일어나, 열간 프레스 성형시의 이점을 살릴 수 없게 된다.
그래서, 본 발명자들은, 프레스 성형시에 마이크로 크랙이 발생하게 되는 가공을 받는 부분만을 냉각한 후, 열간 프레스 성형하면 좋지 않을까라고 생각했다. 그리고, 상기 마이크로 크랙이 발생하는 가공이란 어떠한 가공이며, 해당 가공을 받는 부분이란 어떠한 부분인가에 대해서 검토했다.
우선, 마이크로 크랙이 발생하는 가공을 검토함에 있어서, 가공 왜곡이 마이크로 크랙의 발생에 미치는 영향을 여러 가지 검토했다. 그 결과, 단순한 인장, 압축 변형이나 굽힘 변형만으로는 마이크로 크랙은 발생하지 않고, 일단 굽혀진 부분이 재차 펴지는, 굽힘-굽힘 회복 변형을 받는 부분에서 마이크로 크랙이 발생하는 것을 밝혔다.
이러한 점에서, 상기와 같은 가공은, 특정의 부위에 한정되는 경우도 있지만, 성형품의 형상에 따라서는, 마이크로 크랙이 발생하는 가공을 받는 부위가 강판에 넓게 미치는 경우도 있다.
그래서, 피가공 부재인 강판의 특정 부위에 한정되는 일 없이 마이크로 크랙의 발생을 억제할 수 있는 방법에 대해서 검토했다. 그 결과, 가열한 표면 처리 강판을, 표면 처리 강판과의 접촉면이 평면인 냉각용 금형으로 사이에 끼움으로써, 표면 처리 강판을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하고, 또한 냉각 후 5초 이내에서, 또한 표면 처리 강판의 온도가 550℃ 이하 400℃ 이상의 범위 내에서, 프레스 성형 금형을 이용하여 표면 처리 강판의 프레스 성형을 개시함으로써, 최종적으로 얻어지는 프레스 성형품의 표리면 전체 면에 걸쳐 마이크로 크랙의 발생을 억제하면서, 형상 정밀도 불량도 억제 가능해지는 것이 밝혀졌다.
냉각용 금형에서의 냉각에 의해 형상 정밀도 불량이 억제된 이유에 대해서는 이하와 같이 생각된다.
즉, 해트형 부재의 대표적인 형상 정밀도 불량으로서는, 굽힘의 능선을 사이에 끼우는 2개의 면이 이루는 각도가 금형 각도에 대하여 커지는 각도 변화와, 종벽부의 평면이 곡률을 갖는 면이 되는 벽 휘어짐(wall camber)을 들 수 있다. 이들은 모두 판두께 방향의 응력 분포의 차이에 의해 생기며, 가공시의 강판의 유동 응력이 높을수록, 응력 분포의 차가 확대하여 형상 정밀도가 저하한다. 즉, 열간 프레스 성형에 있어서는, 프레스 성형 온도가 낮을수록 강판의 프레스 성형시의 유동 응력이 높아져 형상 정밀도가 저하한다. 냉각에 의해 프레스 성형시의 강판의 온도가 낮아져 형상 정밀도가 저하한다고 생각되지만, 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하고, 냉각 후 5초 이내에서, 또한 강판 온도가 550℃ 이하 400℃ 이상의 범위 내에서 프레스 성형을 개시함으로써, 거의 형상 정밀도의 저하는 확인되지 않았다.
이 이유는, 가열한 강판을 냉각용 금형에 의해 급랭하고, 강판 온도가 550℃ 이하 400℃ 이상의 범위 내에서 프레스 성형하는 경우, 프레스 성형시의 강판 조직이 오스테나이트이고, 프레스 성형 후에 오스테나이트가 마르텐사이트로 변태하여 프레스 성형시에 들어간 응력이 완화되기 때문이라고 생각된다.
한편, 가열한 강판을 급랭하지 않고 프레스 성형 개시 온도를 저하시키면, 프레스 성형 개시 전에 페라이트나 베이나이트가 발생하기 때문에, 강도의 저하와 함께 상기의 각도 변화가 발생하는 것이라고 생각된다.
또한, 프레스 성형 개시시의 강판 온도가 400℃ 미만이 되는 경우에는, 프레스 성형 개시 전에 이미 마르텐사이트 변태가 개시하고 있기 때문에, 강판 강도의 증가도 더해져, 프레스 성형시에 들어간 응력에 의해 상기의 벽 휘어짐이 발생하는 것이라고 생각된다.
본 발명은, 상기와 같은 인식에 기초하여 이루어진 것이고, 구체적으로는 이하의 구성을 구비하여 이루어지는 것이다.
(1) Zn-Ni 도금층이 소지 강판의 표면에 형성된 표면 처리 강판에 열간 프레스를 실시하여 열간 프레스 성형품을 제조하는 열간 프레스 성형품의 제조 방법으로서,
상기 표면 처리 강판을 Ac3 변태점 이상이고 1000℃ 이하의 온도역으로 가열하는 공정과,
상기 가열한 표면 처리 강판을, 상기 표면 처리 강판과의 접촉면이 평면인 냉각용 금형으로 사이에 끼움으로써, 상기 표면 처리 강판을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하는 공정과,
상기 냉각 후 5초 이내로, 또한 상기 표면 처리 강판의 온도가 550℃ 이하 400℃ 이상의 범위 내에서, 프레스 성형 금형을 이용하여 상기 표면 처리 강판의 프레스 성형을 개시하여, 성형체를 얻는 공정과,
상기 성형체를 상기 프레스 성형 금형으로 사이에 끼운 채로 성형 하사점에서 보존유지하여, 상기 성형체를 ??칭하여, 열간 프레스 성형품을 얻는 공정을 구비하는, 열간 프레스 성형품의 제조 방법.
(2) 상기 표면 처리 강판에 있어서의 Zn-Ni 도금층 중의 Ni 함유량이 9질량% 이상 25질량% 이하인, 상기 1에 기재된 열간 프레스 성형품의 제조 방법.
(3) 상기 1 또는 2에 기재된 방법에 의해 제조된 열간 프레스 성형품.
본 발명에 의하면, 표면 처리 강판을 소재로서, 표리면 전체 면에 마이크로 크랙이 발생하는 일 없이, 성형품의 경도도 충분하고, 대폭적인 성형 하중의 증가도 없고, 형상 동결성으로서도 문제 없는 열간 프레스 성형품을 얻을 수 있기 때문에, 고강도의 표면 처리 강판을 이용하여 여러 가지의 제품 형상이 되는 자동차 부품 등을 제조하는 것이 가능해진다.
도 1은 본 발명의 일 실시 형태에 따른 열간 프레스 성형품의 제조 방법의 설명도이다.
도 2는 금속 조직과 온도, 냉각 시간의 관계를 나타내는 개략도이다(제 1).
도 3은 금속 조직과 온도, 냉각 시간의 관계를 나타내는 개략도이다(제 2).
도 4는 본 발명의 일 실시 형태에 있어서의 실험에 이용한 시험편의 설명도이다.
도 5는 본 발명의 일 실시 형태에 있어서의 실험 결과의 설명도로서, 시험편의 온도 변화를 나타내는 그래프이다.
도 6은 도 5의 횡축의 일부를 확대하여 나타내는 도면이다.
도 7은 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형품의 종벽부의 SEM상이다.
도 8은 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형 개시 온도와 프레스 성형 하중의 관계를 나타내는 도면이다.
도 9는 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형 개시 온도와 벌어짐량(amount of mouth opening deformation)의 관계를 나타내는 도면이다.
도 10은 본 발명의 일 실시 형태에 있어서의 성형 방법의 설명도이다.
도 11은 실시예에서 프레스 성형하는 프레스 성형품의 설명도이다.
도 12는 실시예에 있어서 검증하는 마이크로 크랙의 설명도이다.
도 13은 실시예에 있어서 검증하는 벌어짐량의 설명도이다.
도 2는 금속 조직과 온도, 냉각 시간의 관계를 나타내는 개략도이다(제 1).
도 3은 금속 조직과 온도, 냉각 시간의 관계를 나타내는 개략도이다(제 2).
도 4는 본 발명의 일 실시 형태에 있어서의 실험에 이용한 시험편의 설명도이다.
도 5는 본 발명의 일 실시 형태에 있어서의 실험 결과의 설명도로서, 시험편의 온도 변화를 나타내는 그래프이다.
도 6은 도 5의 횡축의 일부를 확대하여 나타내는 도면이다.
도 7은 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형품의 종벽부의 SEM상이다.
도 8은 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형 개시 온도와 프레스 성형 하중의 관계를 나타내는 도면이다.
도 9는 일 실시 형태에 있어서의 실험 결과를 나타내는 도면으로서, 프레스 성형 개시 온도와 벌어짐량(amount of mouth opening deformation)의 관계를 나타내는 도면이다.
도 10은 본 발명의 일 실시 형태에 있어서의 성형 방법의 설명도이다.
도 11은 실시예에서 프레스 성형하는 프레스 성형품의 설명도이다.
도 12는 실시예에 있어서 검증하는 마이크로 크랙의 설명도이다.
도 13은 실시예에 있어서 검증하는 벌어짐량의 설명도이다.
(발명을 실시하기 위한 형태)
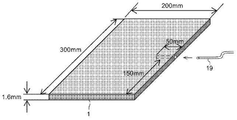
본 발명의 일 실시 형태에 따른 열간 프레스 성형품의 제조 방법은, 도 1에 나타내는 바와 같은 Zn-Ni 도금층이 소지 강판의 표면에 형성된 표면 처리 강판(1)에 열간 프레스를 실시하여 열간 프레스 성형품을 제조하는 열간 프레스 성형품의 제조 방법으로서, 표면 처리 강판(1)을 Ac3 변태점 이상이고 1000℃ 이하의 온도역으로 가열하는 가열 공정(도시하지 않음)과, 가열한 표면 처리 강판(1)을, 표면 처리 강판(1)과의 접촉면이 평면인 냉각용 금형(3)으로 사이에 끼움으로써, 표면 처리 강판(1)을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하는 냉각 공정(S1)과, 냉각 후 5초 이내로, 또한 표면 처리 강판(1)의 온도가 550℃ 이하 400℃ 이상의 범위 내에서, 프레스 성형 금형(11)을 이용하여 표면 처리 강판(1)의 프레스 성형을 개시하고, 성형체(1’)를 얻는 프레스 성형 공정(S2)과, 성형체(1’)를 프레스 성형 금형(11)으로 사이에 끼운 채로 성형 하사점에서 보존유지하고, 성형체(1’)를 ??칭하여, 열간 프레스 성형품을 얻는 ??칭 공정(S3)을 구비하는 것이다.
이하, 열간 프레스 성형품의 소재, 가열 공정, 냉각 공정(S1), 프레스 성형 공정(S2), ??칭 공정(S3)에 대해서 상세하게 설명한다.
<열간 프레스 성형품의 소재>
열간 프레스 성형품의 소재로서는, 소지 강판의 표면에 Zn-Ni 도금층이 형성된 표면 처리 강판을 이용한다. 소지 강판 표면에 Zn-Ni 도금층을 형성함으로써, 열간 프레스 성형 후의 부재의 내식성을 확보할 수 있다.
소지 강판 표면에 Zn-Ni 도금층을 형성하는 방법은 특별히 한정되지 않고, 용융 도금, 전기 도금 등 어느 방법이라도 좋다. 도금의 부착량은, 편면당 10g/㎡ 이상 90g/㎡ 이하로 하는 것이 바람직하다.
또한, 도금층 중의 Ni 함유량을 9질량% 이상 25질량% 이하로 하는 것이 바람직하다. 전기 도금법에 의해 Zn-Ni 도금층을 소지 강판 표면에 형성할 때, 도금층 중의 Ni 함유량을 9질량% 이상 25질량% 이하로 함으로써, Ni2Zn11, NiZn3, Ni5Zn21 중 어느 하나의 결정 구조를 갖는 γ상이 형성된다. 이 γ상은 융점이 높은 점에서, 열간 프레스 성형 전의 표면 처리 강판 가열시에 우려되는 도금층의 증발을 억제하는 데 있어서 유리하게 된다. 또한, 고온의 열간 프레스 성형시에 문제가 되는 액체 금속 취화 균열의 억제에도 유리하게 된다.
<가열 공정>
표면 처리 강판(1)은, Ac3 변태점 이상이고 1000℃ 이하의 온도역으로 가열한다. 표면 처리 강판(1)의 가열 온도가 Ac3 변태점 미만이면, 가열시에 적절한 양의 오스테나이트가 얻어지지 않고, 프레스 성형시에 페라이트가 존재함으로써, 열간 프레스 성형 후에 충분한 강도를 얻는 것이나 양호한 형상 동결성을 확보하는 것이 곤란해진다. 한편, 표면 처리 강판(1)의 가열 온도가 1000℃를 초과하면, 도금층의 증발이나 표층부에서의 산화물의 과도한 생성에 의해, 내산화성이나 열간 프레스 성형품의 내식성이 저하한다. 따라서, 가열 온도는 Ac3 변태점 이상 1000℃ 이하로 한다. 보다 바람직하게는 Ac3 변태점 +30℃ 이상 950℃ 이하이다. 표면 처리 강판(1)의 가열 방법은 특별히 한정되지 않고, 전기로나 유도 가열로, 직접 통전 가열로에 의한 가열 등, 어느 방법이라도 좋다.
<냉각 공정>
냉각 공정(S1)은, 가열한 표면 처리 강판(1)을 냉각용 금형(3)으로 사이에 끼워 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하는 공정이다.
냉각용 금형(3)은, 도 1에 나타내는 바와 같이, 표면 처리 강판(1)과의 접촉면이 평면 형상으로 되어 있는 상금형(5)과 하금형(7)을 갖고, 하금형(7)에는 신축식의 리프터 핀(9)이 설치되어 있다. 가열한 표면 처리 강판(1)은, 리프터 핀(9) 상에 올려놓아지고, 그 후, 상금형(5)과 하금형(7)으로 사이에 끼움으로써 냉각된다.
또한, 가열한 표면 처리 강판(1)을 냉각용 금형(3)으로 사이에 끼우는 경우에는, 도 1에 나타내는 바와 같이, 기본적으로는 표면 처리 강판(1)의 표리면 전체 면을 냉각용 금형(3)으로 사이에 끼우도록 하면 좋지만, 최종 제품으로 하기 전에 트리밍되게 되는 부분에 대해서는, 이 부분이 냉각용 금형(3)으로부터 비어져 나오도록 해도 좋다. 이에 따라, 마이크로 크랙이 발생하게 되는 가공을 받는 부분, 즉 굽힘-굽힘 회복 변형을 받는 부분이 피가공재인 표면 처리 강판(1)에 넓게 미치는 경우라도, 최종적으로 얻어지는 프레스 성형품의 표리면 전체 면에 걸쳐 마이크로 크랙의 발생을 억제하는 것이 가능해진다.
또한, 가열한 표면 처리 강판(1)을 냉각용 금형(3)으로 사이에 끼우는 타이밍으로서는, Zn-Ni 도금층이 금형에 부착할 위험성이 없는 800℃ 이하로 하는 것이 바람직하고, 열간 프레스 성형 후의 강도 확보의 점에서 670℃ 이상으로 하는 것이 바람직하다. 또한, 냉각용 금형(3)은 표면 처리 강판(1)의 편측면에 눌러대어 냉각해도 좋다.
여기서, 냉각 속도를 100℃/s 이상으로 한 것은, 비용 상승하는 일 없이, 마르텐사이트 단상 조직으로서 고강도화를 가능하게 하기 위해서이다.
이 점을 더욱 상세하게 설명한다.
도 2는, 프레스 성형 금형을 이용하여 강판을 열간 프레스 성형하는 경우의 일반적인 금속 조직과 온도, 냉각 시간의 관계를 나타내는 개략도이다. 도 2(a)는 프레스 성형 개시 온도가 높은 경우를 나타내고 있고, 이 경우, 프레스 성형 개시 후, 금형에서의 열 제거에 의해 급랭되어, 마르텐사이트 단상 조직이 된다.
한편, 도 2(b)에 나타내는 바와 같이, 프레스 성형 개시 온도가 낮은 경우에는, 프레스 성형 개시 전에 페라이트나 베이나이트가 생성하여, 프레스 성형 후의 프레스 성형품의 강도가 저하한다.
이와 같이, 단순히 프레스 성형 개시 온도를 내리는 것만으로는, 도 2(b)의 형태가 된다.
한편, 본 발명에서는, 프레스 성형 개시 전에 급랭이 가능한 냉각 공정을 채용함으로써, 도 3의 파선의 곡선으로 나타내는 바와 같이, 성형 개시 온도를 낮게 하면서도, 마르텐사이트 단상 조직으로 하는 것을 가능하게 하고 있다.
또한, 냉각 속도의 상한은, 통상 500℃/s 정도이다.
또한, 이 냉각 공정에 있어서의 냉각 정지 온도를 550℃ 이하로 하고 있는 것은, 550℃ 초과에서는 냉각이 불충분해져, 열간 프레스 성형 후에 마이크로 크랙이 생성하기 때문이다. 바람직하게는 500℃ 이하이다. 한편, 냉각 정지 온도의 하한값을 410℃로 한 것은, 410℃ 미만으로는 프레스 성형 전에 표면 처리 강판(1)이 과도하게 냉각되어 프레스 성형 후의 형상 동결성이 저하하기 때문이다. 바람직하게는 430℃ 이상이다.
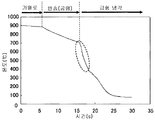
이 냉각 공정에 있어서의 냉각 속도 및 냉각 정지 온도는, 예를 들면, 냉각용 금형(3)으로 표면 처리 강판(1)을 보존유지하고 있는 시간에 의해 제어할 수 있다(도 1 참조). 또한, 냉각용 금형(3)으로 표면 처리 강판(1)을 사이에 끼우는 것에 의한 표면 처리 강판(1)의 온도 변화는, 도 4에 나타내는 강판에 0.5㎜φ의 시스 열전대(19)를 삽입하여 표면 처리 강판(1)의 온도를 측정함으로써 구할 수 있다. 도 5는 그 결과의 일 예를 나타내는 그래프이며, 종축이 온도(℃), 횡축이 시간(s)을 나타내고 있다. 또한, 도 6은 도 5에 있어서의 파선으로 둘러싼 부분의 횡축을 확대하여 나타내는 그래프이다. 냉각용 금형에 의한 냉각시의 온도 변화는, 도 6에 나타내는 바와 같이, 약 160℃/s이며 급랭이 가능한 것을 알 수 있다.
또한, 일 실시 형태에 있어서의 실험으로서, 냉각용 금형에서의 보존유지 시간(특히 냉각용 금형에 의한 냉각 정지 온도)과, 후술하는 프레스 성형 개시 온도를 여러 가지 변화시켜, 프레스 성형품을 제작하여, 다음의 평가를 행했다. 평가 항목으로서는, 프레스 성형품의 종벽부의 단면을 관찰하고, 마이크로 크랙의 유무를 확인하는 것, 성형품의 경도를 확인하는 것, 프레스 성형 하중을 확인하는 것, 성형품의 해트 개구부의 벌어짐량(성형 후에 이형한 개구부의 폭 치수와 금형 형상에서의 성형품 폭의 차이)을 확인함으로써 형상 동결성을 확인하는 것이다.
도 7은, 냉각용 금형에서의 냉각 시간(냉각용 금형에 의한 냉각 정지 온도) 및 프레스 성형 개시 온도를 여러 가지 변화시킨 경우에 있어서의, 프레스 성형품의 종벽부의 다이(13)와 접한 측의 표층의 단면의 SEM상이다. 도 7로부터, 냉각용 금형에서의 냉각 시간이 0.9s 이상(프레스 성형 개시 온도 550℃ 이하)에서 소지 강판에 마이크로 크랙이 확인되지 않게 되는 것을 알 수 있다. 또한, 모든 조건에서 Hv>450이고 ??칭성(quench hardenability)의 저하가 없는 것이 확인되었다.
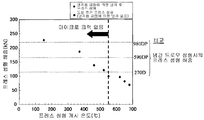
도 8은 프레스 성형 개시 온도와 프레스 성형 하중의 관계를 나타내는 도면이고, 종축이 프레스 성형 하중(kN), 횡축이 프레스 성형 개시 온도(℃)이다. 도 8에 나타내는 바와 같이, 프레스 성형 전의 냉각용 금형에서의 냉각에 의한 프레스 성형 개시 온도의 저하에 수반하여, 프레스 성형 하중이 증가하지만, 마이크로 크랙의 발생이 없어지는 550℃ 정도의 온도에서는 연강(270D, 냉간 드로우 성형)과 동등 레벨의 프레스 성형 하중이고, 문제없는 것을 알 수 있다.
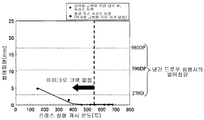
도 9는 프레스 성형 개시 온도와 벌어짐량의 관계를 나타내는 도면이고, 종축이 성형품의 벌어짐량(㎜), 횡축이 프레스 성형 개시 온도(℃)이다. 도 9에 나타내는 바와 같이, 프레스 성형 전의 냉각용 금형에서의 냉각에 의한 프레스 성형 개시 온도의 저하에 수반하여, 벌어짐량이 증가하고 있고, 형상 동결성이 저하하는 경향을 나타내고 있지만, 프레스 성형 개시 온도가 400℃까지는 거의 형상 동결성의 저하는 확인되지 않는다.
이상의 점으로부터, 소정의 냉각용 금형을 이용하고, 표면 처리 강판을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하고, 추가로 후술하는 바와 같이, 냉각 후 5초 이내로, 또한 550℃ 이하 400℃ 이상의 온도로 프레스 성형을 개시함으로써, 프레스 성형 하중을 증가시키는 일 없이, 마이크로 크랙의 발생이 없는, 충분한 경도와 형상 동결성을 갖는 프레스 성형품을 제조할 수 있는 것을 알 수 있다.
<프레스 성형 공정>
프레스 성형 공정(S2)은, 표면 처리 강판(1)을 제품 형상으로 프레스 성형하는 공정이다. 프레스 성형 공정은, 냉각 공정의 후, 프레스 성형 금형(11)에 의해 행한다. 프레스 성형 금형(11)은, 도 1에 나타내는 바와 같이, 다이(13)와 펀치(17)를 구비한다. 그리고, 다이(13)와 펀치(17)로 표면 처리 강판(1)을 사이에 끼움으로써 프레스 성형을 행하여, 성형체(1’)로 한다.
전술한 바와 같이, 냉각 공정에 있어서, 냉각용 금형(3)을 이용하여 표면 처리 강판(1)을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하고, 이어서 냉각용 금형(3)으로부터 표면 처리 강판(1)을 빼내고, 550℃ 이하 400℃ 이상의 온도로 프레스 성형을 개시함으로써, 프레스 성형 하중을 증가시키는 일 없이, 마이크로 크랙의 발생이 없는, 충분한 경도와 형상 동결성을 갖는 프레스 성형품을 제조하는 것이 가능해진다.
또한, 냉각 공정의 후, 5초 이내에 프레스 성형 공정을 개시하는 것은, 냉각 후, 프레스 성형을 개시할 때까지의 시간이 5초를 초과하면, 프레스 성형 개시 전에 페라이트나 베이나이트 등의 생성이 일어나, 마르텐사이트 단상 조직이 얻어지지 않고, 프레스 성형품의 경도가 불충분해지기 때문이다. 냉각 후, 프레스 성형 개시까지의 시간은, 바람직하게는 3초 이내이다. 또한, 하한에 대해서는 특별히 한정되는 것은 아니지만, 통상, 1초 이상으로 하는 것이 적합하다.
프레스 성형 방법에 대해서는 특별히 한정되지 않는다. 도 10(a)에 나타낸 바와 같이, 다이(13)와 블랭크 홀더(15)로 표면 처리 강판(1)을 사이에 끼운 채로 성형을 행하는 드로우 성형(draw forming), 혹은 도 10(b)에 나타낸 바와 같이, 블랭크 홀더(15)를 내리든지, 또는, 블랭크 홀더(15)를 사용하지 않고 성형을 행하는 폼 성형 등이 가능하다. 마이크로 크랙 억제의 관점에서는 프레스 성형품의 종벽부의 가공 정도가 작아지는 폼 성형이 바람직하다.
<??칭 공정>
??칭 공정(S3)은, 프레스 성형 후, 성형체(1’)를 프레스 성형 금형(11)으로 사이에 끼운 채로 보존유지하여 성형체(1’)를 ??칭하여, 열간 프레스 성형품을 얻는 공정이다. 프레스 성형 후에 프레스 성형 금형(11)에 의해 성형체(1’)를 ??칭하기 위해서는, 프레스 성형 후에 성형 하사점에 있어서 슬라이드를 정지한다. 정지 시간은 금형에 의한 열 제거량에 따라 상이하지만 3초 이상으로 하는 것이 바람직하다. 정지 시간의 상한에 대해서는 특별히 한정되는 것은 아니지만, 생산성의 관점에서 20초 이하로 하는 것이 바람직하다.
또한, 금형 내에 소정 시간 보존유지하여 소지 강판을 ??칭 조직으로 하려면, 예를 들면, 질량%로, C: 0.15% 이상 0.50% 이하, Si: 0.05% 이상 2.00% 이하, Mn: 0.50% 이상 3.00% 이하, P: 0.10% 이하, S: 0.050% 이하, Al: 0.10% 이하, N: 0.010% 이하를 함유하고, 잔부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 열연 강판이나 냉연 강판을 이용할 수 있다. 이하, 이 성분 조성에 대해서 설명한다. 여기에서, 성분의 함유량을 나타내는 「%」는 특별히 기재하지 않는 한 「질량%」를 의미한다.
《C: 0.15% 이상 0.50% 이하》
C는 강의 강도를 향상시키는 원소이며, 열간 프레스 성형품의 고강도화를 위해서는 그 양을 0.15% 이상으로 하는 것이 바람직하다. 한편, C량이 0.50%를 초과하면, 열간 프레스 성형품의 용접성이나 소재(소지 강판)의 블랭킹성이 현저하게 저하한다. 따라서, C 함유량은 0.15% 이상 0.50% 이하로 하는 것이 바람직하고, 0.20% 이상 0.40% 이하로 하는 것이 보다 바람직하다.
《Si: 0.05% 이상 2.00% 이하》
Si는 C와 동일하게 강의 강도를 향상시키는 원소이며, 열간 프레스 성형품의 고강도화를 위해서는 그 양을 0.05% 이상으로 하는 것이 바람직하다. 한편, Si량이 2.00%를 초과하면, 소지 강판을 제조할 때, 열간 압연시에 적스케일(red scale)로 불리는 표면 결함의 발생이 현저하게 증대한다. 따라서, Si 함유량은 0.05% 이상 2.00% 이하로 하는 것이 바람직하고, 0.10% 이상 1.50% 이하로 하는 것이 보다 바람직하다.
《Mn: 0.50% 이상 3.00%》
Mn은 강의 ??칭성을 높이는 원소이며, 열간 프레스 성형 후의 냉각 과정에서 소지 강판의 페라이트 변태를 억제하여 ??칭성을 향상시키는 데에 효과적인 원소이다. 또한, Mn은 Ac3 변태점을 저하시키는 작용을 갖기 때문에, 열간 프레스 성형 전의 표면 처리 강판(1)의 가열 온도를 저온화하는 데에 유효한 원소이다. 이러한 효과의 발현을 위해서는, Mn 함유량을 0.50% 이상으로 하는 것이 바람직하다. 한편, Mn량이 3.00%를 초과하면, Mn이 편석하여 소지 강판 및 열간 프레스 성형 부재의 특성의 균일성이 저하한다. 따라서 Mn 함유량은 0.50% 이상 3.00% 이하로 하는 것이 바람직하고, 0.75% 이상 2.50% 이하로 하는 것이 보다 바람직하다.
《P: 0.10% 이하》
P 함유량이 0.10%를 초과하면, P가 입계(grain boundary)에 편석하여 소지 강판 및 열간 프레스 성형 부재의 저온 인성(toughness)이 저하한다. 따라서, P 함유량은 0.10% 이하로 하는 것이 바람직하고, 0.01% 이하로 하는 것이 보다 바람직하다. 단, 과도한 P 저감은, 제강 공정에 있어서의 비용의 증가를 초래한다. 그 때문에, P는 0.003% 이상으로 하는 것이 바람직하다.
《S: 0.050% 이하》
S는 Mn과 결합하여 조대한 황화물을 형성하고, 강의 연성 저하를 초래하는 원소이다. 그 때문에, S 함유량은 최대한 저감하는 것이 바람직하지만, 0.050%까지는 허용할 수 있다. 따라서, S 함유량은 0.050% 이하로 하는 것이 바람직하고, 0.010% 이하로 하는 것이 보다 바람직하다. 단, 과도한 S 저감은, 제강 공정에 있어서의 탈유(desulfurization) 비용의 증가를 초래한다. 그 때문에, S는 0.0005% 이상으로 하는 것이 바람직하다.
《Al: 0.10% 이하》
Al 함유량이 0.10%를 초과하면 산화물계 개재물의 증가를 초래하여, 강의 연성이 저하한다. 따라서, Al 함유량은 0.10% 이하로 하는 것이 바람직하고, 0.07% 이하로 하는 것이 보다 바람직하다. 단, Al은 탈산재로서의 작용을 갖고, 강의 청정도 향상의 관점에서는, 그 함유량을 0.01% 이상으로 하는 것이 바람직하다.
《N: 0.010% 이하》
N 함유량이 0.010%를 초과하면, 소지 강판 중에 AlN 등의 질화물이 형성되고, 열간 프레스 성형시의 성형성의 저하를 초래한다. 따라서, N 함유량은 0.010% 이하로 하는 것이 바람직하고, 0.005% 이하로 하는 것이 보다 바람직하다. 단, 과도한 N 저감은 제강 공정에 있어서의 비용의 증가를 초래한다. 그 때문에, N은 0.001% 이상으로 하는 것이 바람직하다.
이상이 본 발명의 제조 방법에 있어서 소재로서 사용하는 소지 강판의 바람직한 기본 성분이지만, 당해 소지 강판은 필요에 따라서 추가로 이하의 원소를 함유해도 좋다.
Cr: 0.01% 이상 0.50% 이하, V: 0.01% 이상 0.50% 이하, Mo: 0.01% 이상 0.50% 이하, Ni: 0.01% 이상 0.50% 이하 중 1종 이상
Cr, V, Mo, Ni는 모두 강의 ??칭성을 향상시키는 데에 유효한 원소이다. 이 효과는, 어느 원소의 경우도 함유량을 0.01% 이상으로 함으로써 얻어진다. 그러나, Cr, V, Mo, Ni는 모두 함유량이 0.50%를 초과하면 상기 효과는 포화하여, 비용 상승의 요인이 된다. 따라서, Cr, V, Mo, Ni 중 1종 이상을 함유하는 경우에는, 각각 함유량을 0.01% 이상 0.50% 이하로 하는 것이 바람직하고, 0.10% 이상 0.40% 이하로 하는 것이 보다 바람직하다.
Ti: 0.01% 이상 0.20% 이하
Ti는 강의 강화에 유효하다. Ti에 의한 강도 상승 효과는, 그 함유량을 0.01% 이상으로 함으로써 얻어지고, 여기에서 규정하는 범위 내이면, 강의 강화에 사용해도 지장이 없다. 그러나, Ti 함유량이 0.20%를 초과하면 그 효과는 포화하여, 비용 상승의 요인이 된다. 따라서, Ti를 함유하는 경우에는, 0.01% 이상 0.20% 이하로 하는 것이 바람직하고, 0.01% 이상 0.05% 이하로 하는 것이 보다 바람직하다.
Nb: 0.01% 이상 0.10% 이하
Nb도 강의 강화에 유효하다. Nb에 의한 강도 상승 효과는, 그 함유량을 0.01% 이상으로 함으로써 얻어지고, 여기에서 규정하는 범위 내이면, 강의 강화에 사용해도 지장이 없다. 그러나, Nb 함유량이 0.10%를 초과하면 그 효과는 포화하여, 비용 상승의 요인이 된다. 따라서, Nb를 함유하는 경우에는, 0.01% 이상 0.10% 이하로 하는 것이 바람직하고, 0.01% 이상 0.05% 이하로 하는 것이 보다 바람직하다.
B: 0.0002% 이상 0.0050% 이하
B는 강의 ??칭성을 높이는 원소이며, 열간 프레스 성형 후에 소지 강판이 냉각될 때, 오스테나이트 입계로부터의 페라이트의 생성을 억제하여 ??칭 조직을 얻는 데에 유효한 원소이다. 그 효과는 B 함유량을 0.0002% 이상에서 얻어지지만, 0.0050%를 초과하면 그 효과는 포화하여, 비용 상승의 요인이 된다. 따라서, B를 함유하는 경우에는, 그 함유량을 0.0002% 이상 0.0050% 이하로 하는 것이 바람직하다. 보다 바람직하게는 0.0005% 이상 0.0030% 이하이다.
Sb: 0.003% 이상 0.030% 이하
Sb는 열간 프레스 성형 전에 강판을 가열하고 나서 열간 프레스 성형의 일련의 처리에 의해 강판을 냉각할 때까지 사이에, 소지 강판 표층부에 발생하는 탈탄층을 억제하는 효과를 갖는다. 이러한 효과의 발현을 위해서는, Sb 함유량을 0.003% 이상으로 하는 것이 바람직하다. 그러나, Sb 함유량이 0.030%를 초과하면 소지 강판 제조시에 압연 하중의 증대를 초래하여, 생산성의 저하가 우려된다. 따라서, Sb를 함유하는 경우에는, 그 함유량을 0.003% 이상 0.030% 이하로 하는 것이 바람직하고, 0.005% 이상 0.010% 이하로 하는 것이 보다 바람직하다.
또한, 상기 성분 이외의 성분(잔부)은, Fe 및 불가피적 불순물이다.
본 발명에 있어서 열간 프레스 성형 부재의 소재로서 이용하는 표면 처리 강판(1)은, 그 제조 조건에 특별한 제한은 없다. 소지 강판의 제조 조건은 특별히 한정되지 않고, 예를 들면 소정의 성분 조성을 갖는 열연 강판(산세 강판)이나 열연 강판에 냉간 압연을 실시함으로써 얻어지는 냉연 강판을 소지 강판으로 해도 좋다.
또한, 소지 강판의 표면에, Zn-Ni 도금층을 형성하여 표면 처리 강판(1)으로 할 때의 조건도, 특별히 한정되지 않는다. 소지 강판으로서 열연 강판(산세 강판)을 이용하는 경우에는, 열연 강판(산세 강판)에 Zn-Ni 도금 처리를 실시함으로써, 표면 처리 강판(1)으로 할 수 있다.
한편, 소지 강판으로서 냉연 강판을 이용하는 경우에는, 냉간 압연 후 그대로, 혹은 어닐링 처리를 행한 후, Zn-Ni 도금 처리를 실시함으로써, 표면 처리 강판(1)으로 할 수 있다.
또한, 소지 강판 표면에 Zn-Ni 도금층을 형성하는 경우, 예를 들면, 소지 강판을, 탈지, 산세 한 후, 100g/L 이상 400g/L 이하의 황산니켈 6수화물, 10g/L 이상 400g/L 이하의 황산아연 7수화물을 함유하는 pH 1.0 이상 3.0 이하, 욕(bath) 온도 30℃ 이상 70℃ 이하의 도금욕 중에서, 10A/d㎡ 이상 150A/d㎡ 이하의 전류 밀도로 전기 도금 처리를 행함으로써, Zn-Ni 도금층을 형성할 수 있다.
또한, 소지 강판으로서 냉연 강판을 이용하는 경우에는, 상기 탈지, 산 세에 앞서, 냉연 강판에 어닐링 처리를 실시해도 좋다. 도금층 중의 Ni 함유량은, 황산아연 7수화물의 농도나 전류 밀도를 상기의 범위 내에서 적절히 조정함으로써, 소망하는 Ni 함유량(예를 들면, 9질량% 이상 25질량% 이하)으로 할 수 있다. 또한, Zn-Ni 도금층의 부착량은, 통전 시간을 조정함으로써, 소망하는 부착량(예를 들면, 편면당 10g/㎡ 이상 90g/㎡ 이하)으로 할 수 있다.
실시예
본 발명에 따른 열간 프레스 성형품의 제조 방법의 효과를 확인하는 실험을 행했기 때문에, 이하 이에 대해서 설명한다.
표 1에 나타내는 성분을 갖는 강을 용제하여 주편(cast slab)으로 하고, 당해 주편을 1200℃로 가열하고, 870℃의 마무리 압연 종료 온도로 열간 압연을 실시한 후, 600℃로 권취하여, 열연 강판으로 했다.

이어서, 당해 열연 강판을 산세 후 50%의 압하율로 냉간 압연하여, 판두께 1.6㎜의 냉연 강판으로 했다. 표 1에 기재된 Ac3 변태점는, 이하의 (1)식으로부터 산출했다(William C. Leslie 저, 고다 나리야스 번역, 구마이 히로시, 노다 다츠히코 번역, 「레슬리 철강 재료학」, 마루젠 가부시키가이샤, 1985년, p. 273 참조).
Ac3(℃)=910-203[C]0.5+44.7×[Si]-30×[Mn]+700×[P]+400×[Al]…(1)
또한, (1)식에 있어서, [C], [Si], [Mn], [P], [Al]은, 각 원소(C, Si, Mn, P, Al)의 강 중 함유량(질량%)이다.
이상과 같이 하여 얻어진 냉연 강판을 소지 강판으로 하고, 소지 강판의 표면에, 순(純)Zn 도금층, Zn-Fe 도금층, Zn-Ni 도금층의 각 도금층을 형성하여 표면 처리 강판(1)으로 했다. 각 도금층은, 이하의 조건으로 형성했다.
<순Zn 도금층>
냉연 강판을 연속 용융 아연 도금 라인에 통과시키고, 10℃/s의 승온 속도로 800℃ 이상 900℃ 이하의 온도역까지 가열하고, 당해 온도역에 10s 이상 120s 이하 체류시킨 후, 15℃/s의 냉각 속도로 460℃ 이상 500℃ 이하의 온도역까지 냉각하고, 450℃의 아연 도금욕에 침지함으로써, Zn 도금층을 형성했다. Zn 도금층의 부착량은, 가스 와이핑법에 의해 소정의 부착량으로 조정했다.
<Zn-Fe 도금층>
냉연 강판을 연속 용융 아연 도금 라인에 통과시키고, 10℃/s의 승온 속도로 800℃ 이상 900℃ 이하의 온도역까지 가열하고, 당해 온도역에 10s 이상 120s 이하 체류시킨 후, 15℃/s의 냉각 속도로 460℃ 이상 500℃ 이하의 온도역까지 냉각하고, 450℃의 아연 도금욕에 침지함으로써, Zn 도금층을 형성했다. Zn 도금층의 부착량은, 가스 와이핑법에 의해 소정의 부착량으로 조정했다. 가스 와이핑법에 의해 소정의 부착량으로 조정한 후, 즉시 합금화로에서 500∼550℃로 가열하여 5∼60s 보존유지함으로써, Zn-Fe 도금층을 형성했다. 도금층 중의 Fe 함유량은, 합금화로에서의 가열 온도나 당해 가열 온도에서의 체류 시간을 상기의 범위 내에서 변경함으로써, 소정의 함유량으로 했다.
<Zn-Ni 도금층>
냉연 강판을 연속 어닐링 라인에 통과시키고, 10℃/s의 승온 속도로 800℃ 이상 900℃ 이하의 온도역까지 가열하고, 당해 온도역에 10s 이상 120s 이하 체류시킨 후, 15℃/s의 냉각 속도로 500℃ 이하의 온도역까지 냉각했다. 이어서, 탈지, 산세 한 후, 200g/L의 황산니켈 6수화물, 10∼300g/L의 황산아연 7수화물을 함유하는 pH 1.3, 욕 온도 50℃의 도금욕 중, 30∼100A/d㎡의 전류 밀도로 10∼100s 통전하는 도금 처리를 행함으로써, Zn-Ni 도금층을 형성했다. 도금층 중의 Ni 함유량은, 황산아연 7수화물의 농도나 전류 밀도를 상기의 범위 내에서 적절히 조정함으로써, 소정의 함유량으로 했다. 또한, Zn-Ni 도금층의 부착량은, 통전 시간을 상기의 범위 내에서 적절히 조정함으로써, 소정의 부착량으로 했다.
이상과 같이 하여 얻어진 표면 처리 강판으로부터, 200㎜×400㎜의 블랭크판을 펀칭하여, 당해 블랭크판을 대기 분위기의 전기로에 의해 가열한 후, 블랭크판을 냉각용 금형(재료: SKD61)에 설치하고, 표 2에 나타내는 조건에서, 금형에 의한 냉각, 프레스 성형 및 ??칭을 행했다. 그리고, 금형 내에서 ??칭 후, 이형함으로써, 도 11에 나타내는 해트 단면 형상의 프레스 성형품을 제조했다. 금형의 형상은, 펀치 숄더 R: 6㎜, 다이 숄더 R: 6㎜의 금형을 이용하여 펀치-다이의 클리어런스: 1.6㎜로 했다. 프레스 성형 전의 표면 처리 강판의 냉각은, 냉각용 금형과의 접촉으로 행했다. 프레스 성형은, 98kN의 주름 누름력을 가한 채로 성형하는 드로우 성형과, 주름 누름 없이 성형하는 폼 성형으로 행했다.
블랭크판의 가열 온도, 소지 강판의 종류, 도금층의 종류, 가열 조건, 냉각 조건 및 프레스 성형 조건을 표 2에 나타낸다.
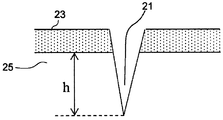
또한, 얻어진 해트 단면 형상의 프레스 성형품의 종벽부로부터 샘플을 채취하고, 그 표면의 단면을, 주사형 전자 현미경(SEM)을 이용하여 배율 1000배로 각 샘플에 대하여 10시야 관찰하고, 마이크로 크랙(샘플 표면에 발생하는 미소 균열로서, 도금층-소지 강판의 계면을 관통하여 소지 강판 내부에 이르는 미소 균열)의 유무 및, 마이크로 크랙의 평균 깊이를 조사했다. 마이크로 크랙의 평균 깊이는, 임의의 마이크로 크랙 20개분의 마이크로 크랙 깊이의 평균값으로서 구했다. 또한, 여기에서 말하는 「마이크로 크랙 깊이」란, 도 12에 나타내는 바와 같이 마이크로 크랙(21)의, 도금층(23)과 소지 강판(25)의 계면으로부터 측정되는 판두께 중앙 방향으로의 균열의 길이(도 12 중, h의 길이)를 의미한다. 관찰되는 마이크로 크랙의 개수가 20개 미만인 경우에는, 관찰되는 모든 마이크로 크랙 깊이의 평균 깊이로 했다.
또한, 얻어진 프레스 성형 부재의 형상 정밀도에 대해서 도 13에 나타내는 해트 단면 형상의 프레스 성형품의 이형 후의 성형품 폭(W)과 금형 형상에서의 성형품 폭(W0)의 차(W-W0)를 벌어짐량으로서 평가했다.
이들의 결과도 표 2에 병기 한다.
또한, 얻어진 해트 단면 형상의 프레스 성형품의 종벽부로부터, 경도 측정용의 샘플을 채취했다. 이 샘플의 단면의 경도를 마이크로 비커스 경도계로 구했다. 시험 하중을 9.8N으로 하여 시험을 행하고, 판두께 방향 중앙부를 5점 측정하여, 그 평균값을 샘플의 경도로 했다. 또한, 여기에서 목표로 하는 경도는 400Hv 이상이다.
추가로, 얻어진 해트 단면 형상의 프레스 성형품의 종벽부로부터, JIS 13 B호 인장 시험편을 채취했다. 이 채취한 시험편을 이용하여, JIS G 0567(1998)에 준거하여 인장 시험을 행하고, 실온(22±5℃)에 있어서의 인장 강도을 측정했다. 또한, 인장 시험은 모두, 크로스 헤드 스피드: 10㎜/min으로 행했다. 또한, 여기서 목표로 하는 인장 강도는 1180㎫ 이상이다.
이들의 결과도 표 2에 병기한다.

발명예 1∼10에 있어서, 도금층의 종류(Zn-Ni 도금층), 냉각 방법(금형 냉각), 냉각 시간(0.6s∼1.7s), 냉각 속도(적정 범위: 100℃/s 이상) 및, 냉각 정지 온도(적정 범위: 410℃∼550℃), 냉각 후 프레스 성형 개시까지의 시간(적정 범위: 5초 이내), 프레스 성형 개시 온도(적정 범위 400℃∼550℃)는, 모두 적정 범위 내에 있다. 프레스 후 샘플에는, 마이크로 크랙은 발생하지 않고, 벌어짐량도 0㎜였다. 이에 따라, 본 발명의 프레스 성형 방법으로는, 양호한 형상 동결성을 확보하면서, 마이크로 크랙의 생성을 억제하는 것이 가능한 것을 알 수 있다.
한편, 비교예 1은, 냉각용 금형으로 냉각하는 일 없이 성형을 행한 것이다. 또한, 비교예 2∼4는, 냉각 정지 온도가 적정 범위(410℃∼550℃) 외의 것이다. 구체적으로는, 비교예 2의 냉각 정지 온도가 600℃, 비교예 3, 4의 냉각 정지 온도가 340℃, 290℃ 이다.
비교예 1, 2에서는, 벌어짐량은 0㎜이지만, 마이크로 크랙이 발생하고 있다. 이에 따라, 강판의 성형 개시 온도가 550℃보다 높은 경우에는, 마이크로 크랙이 발생하는 것을 알 수 있다.
비교예 3, 4에서는, 마이크로 크랙은 발생하고 있지 않지만, 벌어짐량이 8㎜∼9㎜ 이다. 이에 따라, 냉각 시간이 길어, 강판의 냉각 정지 온도가 410℃ 미만이 되는 경우에는, 프레스 성형 개시 온도도 400℃ 미만이 되어, 강판의 강도가 상승하고, 형상 동결성의 저하가 일어나는 것을 알 수 있다.
비교예 5∼7에서는, 냉각 방법이 가스 냉각이기 때문에, 냉각 속도가 적정 범위(100℃/s 이상)로부터 벗어나고, 급속 냉각할 수 없다. 그 때문에, 비교예 5, 6에서는 강판의 냉각 정지 온도 및 프레스 성형 개시 온도도 적정 범위(냉각 정지 온도: 410℃∼550℃, 프레스 성형 개시 온도: 400℃∼550℃)로부터 벗어나고, 마이크로 크랙이 발생한다. 또한, 비교예 7에서는, 냉각 정지 온도가 510℃이고 적정 범위 내가 되기는 하지만, 벌어짐량이 3㎜로 형상 동결성의 저하가 발생하고 있다. 이는, 가스 냉각이기 때문에 냉각 속도가 늦기 때문에, 프레스 성형품의 굽힘의 능선을 사이에 끼우는 2개의 면이 이루는 각도가 금형 각도보다 커졌던 것이 원인이라고 생각된다.
또한, 비교예 6, 7에서는 가스 냉각으로 어느 정도까지 서서히 냉각하여, 프레스 성형한 후에서의 ??칭이 되었기 때문에, 프레스 성형 후의 경도 및 인장 강도도 저하하고 있다.
비교예 8, 9에서는, 프레스 성형 개시까지의 시간이 각각 10초, 8초로, 적정 범위인 5초 이내보다도 장시간 되어 있다. 그 때문에, 비교예 8, 9에서는, 벌어짐량이 2㎜가 되고, 또한 프레스 성형 후의 경도 및 인장 강도도 저하하고 있다.
비교예 10, 11에서는, 도금층의 종류가 상이한, 즉 비교예 10은 Zn만의 도금층, 비교예 11은 Zn-Fe의 도금층이다. Zn만의 도금층 및 Zn-Fe의 도금층에 있어서의 마이크로 크랙이 발생하지 않게 되는 프레스 성형 개시 온도는, Zn-Ni의 도금층에 있어서 마이크로 크랙이 발생하지 않게 되는 프레스 성형 개시 온도보다 더욱 낮다. 그 때문에, 비교예 10, 11에서는, 마이크로 크랙이 발생하고 있다.
1 : 표면 처리 강판
1’ : 성형체
3 : 냉각용 금형
5 : 상금형
7 : 하금형
9 : 리프터 핀
11 : 프레스 성형 금형
13 : 다이
15 : 블랭크 홀더
17 : 펀치
19 : 열전대
21 : 마이크로 크랙
23 : 도금층
25 : 소지 강판
1’ : 성형체
3 : 냉각용 금형
5 : 상금형
7 : 하금형
9 : 리프터 핀
11 : 프레스 성형 금형
13 : 다이
15 : 블랭크 홀더
17 : 펀치
19 : 열전대
21 : 마이크로 크랙
23 : 도금층
25 : 소지 강판
Claims (3)
- Zn-Ni 도금층이 소지 강판의 표면에 형성된 표면 처리 강판에 열간 프레스를 실시하여 열간 프레스 성형품을 제조하는 열간 프레스 성형품의 제조 방법으로서,
상기 표면 처리 강판을 Ac3 변태점 이상이고 1000℃ 이하의 온도역으로 가열하는 공정과,
상기 가열한 표면 처리 강판을, 상기 표면 처리 강판과의 접촉면이 평면인 냉각용 금형으로 사이에 끼움으로써, 상기 표면 처리 강판을 100℃/s 이상의 냉각 속도로 550℃ 이하 410℃ 이상의 온도까지 냉각하는 공정과,
상기 냉각 후 5초 이내로, 또한 상기 표면 처리 강판의 온도가 550℃ 이하 400℃ 이상의 범위 내에서, 프레스 성형 금형을 이용하여 상기 표면 처리 강판의 프레스 성형을 개시하여, 성형체를 얻는 공정과,
상기 성형체를 상기 프레스 성형 금형으로 사이에 끼운 채로 성형 하사점(press bottom dead center)에서 보존유지하고, 상기 성형체를 ??칭하여, 열간 프레스 성형품을 얻는 공정을 구비하는, 열간 프레스 성형품의 제조 방법. - 제1항에 있어서,
상기 표면 처리 강판에 있어서의 Zn-Ni 도금층 중의 Ni 함유량이 9질량% 이상 25질량% 이하인, 열간 프레스 성형품의 제조 방법. - 제1항 또는 제2항에 기재된 방법에 의해 제조된 열간 프레스 성형품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-195530 | 2014-09-25 | ||
| JP2014195530A JP6152836B2 (ja) | 2014-09-25 | 2014-09-25 | 熱間プレス成形品の製造方法 |
| PCT/JP2015/004533 WO2016047058A1 (ja) | 2014-09-25 | 2015-09-07 | 熱間プレス成形品の製造方法および熱間プレス成形品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170036086A true KR20170036086A (ko) | 2017-03-31 |
Family
ID=55580609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177005467A KR20170036086A (ko) | 2014-09-25 | 2015-09-07 | 열간 프레스 성형품의 제조 방법 및 열간 프레스 성형품 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20170225215A1 (ko) |
| EP (1) | EP3199257B1 (ko) |
| JP (1) | JP6152836B2 (ko) |
| KR (1) | KR20170036086A (ko) |
| CN (1) | CN106714996B (ko) |
| MX (1) | MX2017003875A (ko) |
| WO (1) | WO2016047058A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016103682A1 (ja) * | 2014-12-25 | 2016-06-30 | 新日鐵住金株式会社 | パネル状成形品及びパネル状成形品の製造方法 |
| KR102385301B1 (ko) * | 2018-04-13 | 2022-04-11 | 닛폰세이테츠 가부시키가이샤 | 열간 프레스 성형품의 제조 방법, 프레스 성형품, 다이 금형 및 금형 세트 |
| KR102607975B1 (ko) * | 2019-01-31 | 2023-11-29 | 제이에프이 스틸 가부시키가이샤 | 열간 프레스 부재, 열간 프레스 부재용 냉연 강판, 및 그것들의 제조 방법 |
| CN112139335B (zh) * | 2020-09-09 | 2022-02-01 | 山东钢铁集团日照有限公司 | 一种高耐蚀易焊接热压零部件的制备方法 |
| US11441039B2 (en) * | 2020-12-18 | 2022-09-13 | GM Global Technology Operations LLC | High temperature coatings to mitigate weld cracking in resistance welding |
| CN114029699B (zh) * | 2021-10-22 | 2022-08-30 | 广东中辉绿建移动房屋科技有限公司 | 一种镀锌顶板的制备方法及集成房屋顶 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3663145B2 (ja) | 2000-04-07 | 2005-06-22 | ユジノール | 極めて高い機械的特性値をもつ成形部品を被覆圧延鋼板、特に被覆熱間圧延鋼板の帯材から型打ちによって製造する方法 |
| JP2007275937A (ja) * | 2006-04-07 | 2007-10-25 | Nippon Steel Corp | 鋼板熱間プレス方法及びプレス成形品 |
| JP2012197505A (ja) * | 2011-03-10 | 2012-10-18 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2013091099A (ja) | 2011-09-01 | 2013-05-16 | Kobe Steel Ltd | 熱間プレス成形品およびその製造方法 |
| KR20130126962A (ko) * | 2010-12-24 | 2013-11-21 | 뵈스트알파인 스탈 게엠베하 | 상이한 경도 및/또는 연성 영역을 갖는 경화 부품의 제조 방법 |
| KR20140056374A (ko) * | 2011-09-30 | 2014-05-09 | 가부시키가이샤 고베 세이코쇼 | 프레스 성형품의 제조 방법 및 프레스 성형 설비 |
| KR101490535B1 (ko) | 2007-02-28 | 2015-02-05 | 어드밴테스트 (싱가포르) 피티이. 엘티디. | 테스트 중인 장치의 스캔 체인에서 스턱-앳 결함의 위치 추정 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE435527B (sv) * | 1973-11-06 | 1984-10-01 | Plannja Ab | Forfarande for framstellning av en detalj av herdat stal |
| GB1465209A (en) * | 1973-12-17 | 1977-02-23 | Upjohn Co | Clindamycin2-phosphates |
| JP3896061B2 (ja) * | 2002-10-07 | 2007-03-22 | 新日本製鐵株式会社 | 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 |
| JP3816937B1 (ja) * | 2005-03-31 | 2006-08-30 | 株式会社神戸製鋼所 | 熱間成形品用鋼板およびその製造方法並びに熱間成形品 |
| JP4825882B2 (ja) * | 2009-02-03 | 2011-11-30 | トヨタ自動車株式会社 | 高強度焼き入れ成形体及びその製造方法 |
| EP2290133B1 (de) * | 2009-08-25 | 2012-04-18 | ThyssenKrupp Steel Europe AG | Verfahren zum Herstellen eines mit einem metallischen, vor Korrosion schützenden Überzug versehenen Stahlbauteils und Stahlbauteil |
| JP4849186B2 (ja) * | 2009-10-28 | 2012-01-11 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| JP4883240B1 (ja) * | 2010-08-04 | 2012-02-22 | Jfeスチール株式会社 | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| DE102011053939B4 (de) * | 2011-09-26 | 2015-10-29 | Voestalpine Stahl Gmbh | Verfahren zum Erzeugen gehärteter Bauteile |
| DE102011053941B4 (de) * | 2011-09-26 | 2015-11-05 | Voestalpine Stahl Gmbh | Verfahren zum Erzeugen gehärteter Bauteile mit Bereichen unterschiedlicher Härte und/oder Duktilität |
| EP2665837A1 (en) * | 2011-01-17 | 2013-11-27 | Tata Steel IJmuiden BV | Method to produce a hot formed part, and part thus formed |
| JP5873393B2 (ja) * | 2011-06-10 | 2016-03-01 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2013132821A1 (ja) * | 2012-03-06 | 2013-09-12 | Jfeスチール株式会社 | 温間プレス成形方法および自動車骨格部品 |
| JP5825413B1 (ja) * | 2014-04-23 | 2015-12-02 | Jfeスチール株式会社 | 熱間プレス成形品の製造方法 |
-
2014
- 2014-09-25 JP JP2014195530A patent/JP6152836B2/ja active Active
-
2015
- 2015-09-07 CN CN201580049874.9A patent/CN106714996B/zh not_active Expired - Fee Related
- 2015-09-07 MX MX2017003875A patent/MX2017003875A/es unknown
- 2015-09-07 EP EP15843885.3A patent/EP3199257B1/en active Active
- 2015-09-07 WO PCT/JP2015/004533 patent/WO2016047058A1/ja active Application Filing
- 2015-09-07 KR KR1020177005467A patent/KR20170036086A/ko active Search and Examination
- 2015-09-07 US US15/502,614 patent/US20170225215A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3663145B2 (ja) | 2000-04-07 | 2005-06-22 | ユジノール | 極めて高い機械的特性値をもつ成形部品を被覆圧延鋼板、特に被覆熱間圧延鋼板の帯材から型打ちによって製造する方法 |
| JP2007275937A (ja) * | 2006-04-07 | 2007-10-25 | Nippon Steel Corp | 鋼板熱間プレス方法及びプレス成形品 |
| KR101490535B1 (ko) | 2007-02-28 | 2015-02-05 | 어드밴테스트 (싱가포르) 피티이. 엘티디. | 테스트 중인 장치의 스캔 체인에서 스턱-앳 결함의 위치 추정 |
| KR20130126962A (ko) * | 2010-12-24 | 2013-11-21 | 뵈스트알파인 스탈 게엠베하 | 상이한 경도 및/또는 연성 영역을 갖는 경화 부품의 제조 방법 |
| JP2012197505A (ja) * | 2011-03-10 | 2012-10-18 | Jfe Steel Corp | 熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2013091099A (ja) | 2011-09-01 | 2013-05-16 | Kobe Steel Ltd | 熱間プレス成形品およびその製造方法 |
| KR20140056374A (ko) * | 2011-09-30 | 2014-05-09 | 가부시키가이샤 고베 세이코쇼 | 프레스 성형품의 제조 방법 및 프레스 성형 설비 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3199257A1 (en) | 2017-08-02 |
| MX2017003875A (es) | 2017-06-08 |
| EP3199257B1 (en) | 2021-02-24 |
| US20170225215A1 (en) | 2017-08-10 |
| CN106714996A (zh) | 2017-05-24 |
| WO2016047058A8 (ja) | 2017-01-19 |
| EP3199257A4 (en) | 2017-12-06 |
| WO2016047058A1 (ja) | 2016-03-31 |
| JP2016064440A (ja) | 2016-04-28 |
| CN106714996B (zh) | 2019-07-05 |
| JP6152836B2 (ja) | 2017-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101879307B1 (ko) | 열간 프레스 성형품의 제조 방법 | |
| JP5825447B2 (ja) | 熱間プレス成形部材の製造方法 | |
| TWI656037B (zh) | High strength steel plate | |
| KR101674331B1 (ko) | 열간 프레스용 강판, 그 제조 방법 및 열간 프레스 강판 부재 | |
| TWI453300B (zh) | 熱壓用鋼板以及使用該熱壓用鋼板的熱壓部材的製造方法 | |
| KR102428588B1 (ko) | 알루미늄계 도금 강판, 알루미늄계 도금 강판의 제조 방법 및 자동차용 부품의 제조 방법 | |
| KR101621639B1 (ko) | 강판, 도금 강판 및 그들의 제조 방법 | |
| JP5732906B2 (ja) | 熱間プレス加工用鋼材ならびに熱間プレス鋼材および熱間プレス鋼材の製造方法 | |
| KR20170036086A (ko) | 열간 프레스 성형품의 제조 방법 및 열간 프레스 성형품 | |
| JP5803836B2 (ja) | 熱間プレス鋼板部材、その製造方法と熱間プレス用鋼板 | |
| WO2015097891A1 (ja) | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 | |
| KR101825859B1 (ko) | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 | |
| KR102404647B1 (ko) | 핫 스탬프 성형품 및 핫 스탬프용 강판 그리고 그들의 제조 방법 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| WO2017029773A1 (ja) | 熱間プレス部材の製造方法および熱間プレス部材 | |
| KR20210124324A (ko) | 핫 스탬프 성형품 및 핫 스탬프용 강판, 그리고 그것들의 제조 방법 | |
| JP7127735B2 (ja) | ホットスタンプ成形品およびその製造方法 | |
| TWI512116B (zh) | A hot-pressed steel sheet member, a method for manufacturing the same, and a steel sheet for hot pressing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment |