KR20150111215A - 공작물 자동 측면 가공기 - Google Patents
공작물 자동 측면 가공기 Download PDFInfo
- Publication number
- KR20150111215A KR20150111215A KR1020140034888A KR20140034888A KR20150111215A KR 20150111215 A KR20150111215 A KR 20150111215A KR 1020140034888 A KR1020140034888 A KR 1020140034888A KR 20140034888 A KR20140034888 A KR 20140034888A KR 20150111215 A KR20150111215 A KR 20150111215A
- Authority
- KR
- South Korea
- Prior art keywords
- machining tool
- machining
- tool
- workpiece
- movement control
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B39/00—General-purpose boring or drilling machines or devices; Sets of boring and/or drilling machines
- B23B39/04—Co-ordinate boring or drilling machines; Machines for making holes without previous marking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/16—Thread cutting; Automatic machines specially designed therefor in holes of workpieces by taps
- B23G1/18—Machines with one working spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
- B23Q1/44—Movable or adjustable work or tool supports using particular mechanisms
- B23Q1/46—Movable or adjustable work or tool supports using particular mechanisms with screw pairs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2703/00—Work clamping
- B23Q2703/12—Accessories for attaching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
Abstract
본 발명은 공작물의 측면에 드릴링이나 탭핑 가공하는 측면 가공기에 관한 것으로서, 좀더 상세하게는 공작물을 고정하는 고정 다이(11) 측방에 하부 프레스(21-1)와 실린더(23)에 의해 승하강하는 상부 프레스(21-2)에 의해 가공 툴(5)을 수평으로 그립 또는 그립 해제하는 가공 툴 공급부(21)를 병렬 설치한 가공 툴 공급수단(20)과, 가공 툴 공급부(21)의 가공 툴(5)을 전방 장착공(31a)에 삽입하는 것에 의해 원터치로 장착하는 장착블럭(31)을 마련하되, 상기 장착블럭(31)은 구동모터(M)의 모터 축에 축 연결되어 가공 툴(5)과 함께 회전 구동하는 가공 툴 구동수단(30) 및, 상기 가공 툴 구동수단(30)을 상하, 전후 및 좌우로 3축 이동제어하는 가공 툴 이동 제어수단(40)을 구성하여 상기 가공 툴 공급수단이 가공 툴(5)을 교체 장착하면서 상하, 전후 및 좌우로 이동하여 공작물(2)의 측면으로 홀이나 나사 홀 가공을 자동 수행하므로 작업성 및 작업 정밀성이 우수하게 제공하는데 그 특징이 있다.
Description
본 발명은 공작물의 측면에 홀이나 나사 홀을 가공하는 측면 가공기에 관한 것으로서, 좀더 상세하게는 공작물을 고정하는 고정 다이 측방에 가공 툴을 실린더에 의해 그립 또는 그립 해제하도록 수평으로 병렬 설치한 가공 툴 공급수단과 상기 가공 툴을 선택하여 장착하고 구동모터에 의해 회전 구동시키는 가공 툴 구동수단을 마련하되, 상기 가공 툴 구동수단을 공작물의 측방에서 상하, 전후 및 좌우로 3축 이동제어하면서 가공 툴의 교체 장착은 물론 공작물의 측면 가공 위치에서 홀이나 나사 홀 가공을 자동 수행하므로 작업성 및 작업 정밀성이 우수한 공작물 자동 측면 가공기에 관한 것이다.
일반적으로 공작물의 가공을 위한 가공장치는 작업대와 작업대 상부에 주축 및 주축 헤드가 배치되는 구조로 이루어져 상기 주축에 가공 툴을 결합한 후 주축의 회전 및 승,하강에 의해 가공물의 홀이나 나사 홀 가공을 수직으로 행하는 것이다.
이러한 종래 가공장치는 특허공개 제10-2010-0133250호의 드릴링 및 탭핑 겸용 수직가공장치와, 등록특허공보 제10-0982525호의 태핑 드릴링 머신이 있는데, 이는 홀이나 나사 홀 가공시 주축은 물론, 주축 헤드가 수직으로 배치되어 공작물의 측면을 수직으로 재 셋팅하기 전에는 공작물의 측면 가공이 곤란하고, 더우기 가공물의 상단이 주축에 근접하거나 또는 주축 이상의 수직 길이를 가지는 경우에 홀이나 나사 홀 가공이 곤란한 문제점이 있었다.
이러한 문제점을 해결하고자 공개특허 제10-2013-101671호에 공작물을 측면 가공하는 장치가 개시된 바 있는데, 이는 공작물의 측방에서 가공 툴을 구동모터에 의해 회전 구동시키는 가공수단을 이송 스크류를 따라 좌우 방향으로 이동 제어하면서 가공 위치를 조절하여 공작물의 측면 가공이 가능하도록 제공하는 것이다.
그러나 상기한 공작물의 측면 가공장치는 가공 수단을 단순히 이송 스크류를 따라 좌우 이동 제어하면서 가공하기 때문에 가공 위치 제어가 제한적이어서 가공 위치에 따라 공작물을 재 셋팅 작업하여야 하는 불편함은 물론 다수의 가공 툴을 사용하고자 하는 경우, 예를 들면 태핑 가공을 위해 기초홀 가공 공구- 면취 공구- 탭핑 공구 등을 순차 사용하고자 하는 경우에 매번 가공 툴을 교체 사용하여야 하는 번거로움으로 인해 작업성이 크게 떨어지는 문제점이 있었다.
본 발명은 상기한 종래 기술이 갖는 제반 문제점을 해결하고자 발명된 것으로서, 공작물의 측면에 홀이나 나사 홀을 가공하기 위해 공작물을 고정하는 고정 다이 측방에 가공 툴을 실린더에 의해 그립 또는 그립 해제하도록 수평으로 병렬 설치한 가공 툴 공급수단과 상기 가공 툴을 선택하여 장착하고 구동모터에 의해 회전 구동시키는 가공 툴 구동수단을 마련하되, 상기 가공 툴 구동수단을 공작물의 측방에서 상하, 전후 및 좌우로 3축 이동제어하면서 가공 툴의 교체 장착은 물론 공작물의 측면 가공 위치에서 홀이나 나사 홀 가공을 자동 수행하므로 작업성 및 작업 정밀성을 우수하게 제공하는데 그 목적이 있다.
본 발명은 고정 다이 상부에 턴 테이블을 마련하여 공작물의 측면 가공 위치에 따라 공작물을 간단히 회전 조절하므로 가공 작업성을 더욱 간편하게 제공하는데 그 목적이 있다.
이러한 본 발명은 고정 다이 상부에 셋팅되는 공작물을 고정 실린더에 의해 승하강 작동하는 고정판에 의해 가압 고정하는 공작물 고정수단과, 상기 고정 다이 측방에 하부 프레스와 상기 하부 프레스 상부에서 실린더에 의해 승하강하는 상부 프레스에 의해 가공 툴을 수평으로 그립 또는 그립 해제하는 가공 툴 공급부를 적어도 하나 이상 병렬 설치한 가공 툴 공급수단과, 상기 가공 툴 공급수단의 측방에 가공 툴 공급부의 가공 툴을 전방 장착공에 삽입하는 것에 의해 원터치로 장착하는 장착블럭을 마련하되, 상기 장착블럭은 구동모터의 모터 축에 축 연결되어 가공 툴과 함께 회전 구동하는 가공 툴 구동수단 및, 상기 가공 툴 구동수단을 상하, 전후 및 좌우 이동제어하는 가공 툴 이동 제어수단으로 구성되어 가공 툴을 교체 장착하면서 공작물의 측면으로 홀이나 나사 홀 가공을 자동 수행하도록 함에 그 특징이 있다.
본 발명 상기 공작물 고정수단의 고정 다이 상부에는 공작물이 셋팅되는 턴 테이블을 더 설치하여 공작물의 가공 위치를 회전 조절하도록 구성함에 그 특징이 있다.
본 발명 상기 가공 툴 이동 제어수단은 가공 툴 구동수단을 제1 이동모터에 의해 정,역회전하는 제1 회전스크류에 나사 결합된 제1 슬라이더에 의해 상하 이동 제어하는 상하 이동제어부, 제2 이동모터에 의해 정,역 회전하는 제2 회전스크류에 나사 결합된 제2 슬라이더에 의해 전후 이동 제어하는 전후 이동제어부, 제3 이동모터에 의해 정,역 회전하는 제3 회전스크류에 나사 결합된 제3 슬라이더에 의해 좌우 이동 제어하는 좌우 이동제어부에 의해 상하, 전후 및 좌우 이동제어하도록 구성함에 그 특징이 있다.
이러한 본 발명은 공작물의 측면에 홀이나 나사 홀을 가공하기 위해 공작물을 고정하는 고정 다이 측방에 가공 툴을 실린더에 의해 그립 또는 그립 해제하도록 수평으로 병렬 설치한 가공 툴 공급수단과 상기 가공 툴을 선택하여 장착하고 구동모터에 의해 회전 구동시키는 가공 툴 구동수단을 마련하되, 상기 가공 툴 구동수단을 공작물의 측방에서 상하, 전후 및 좌우로 3축 이동제어하면서 가공 툴의 교체 장착은 물론 공작물의 측면 가공 위치에서 홀이나 나사 홀 가공을 자동 수행하므로 작업성 및 작업 정밀성이 우수한 효과를 갖는 것이다.
또한 상기 고정 다이 상부에 턴 테이블을 마련하여 공작물의 측면 가공 위치에 따라 공작물을 간단히 회전 조절하므로 가공 작업성을 더욱 간편하게 제공하는 효과를 갖는 것이다.
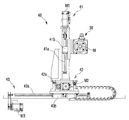
도 1은 본 발명 장치의 전체 구조를 보여주는 측면도.
도 2는 본 발명 장치의 전체 구조를 보여주는 배면도.
도 3은 도 1의 가공 툴 이동 제어수단을 보여주는 요부 발췌도.
도 4는 도 2의 가공 툴 이동 제어수단을 보여주는 요부 발췌도.
도 5는 본 발명 장치의 가공 툴 구동수단을 보여주는 단면 구성도.
도 6은 본 발명 장치의 장착블럭에 가공 툴을 장착하는 구조를 보여주는 요부 단면도.
도 7은 도 5의 "A" 부분 확대도.
도 8은 본 발명 장치의 가공 툴 공급수단을 보여주는 측면도.
도 9는 도 8의 가공툴 공급부 작동도.
도 10은 본 발명 장치의 영점 센서부를 보여주는 요부 평면도.
도 11은 본 발명 장치의 다른 실시 예를 보여주는 측면도.
도 2는 본 발명 장치의 전체 구조를 보여주는 배면도.
도 3은 도 1의 가공 툴 이동 제어수단을 보여주는 요부 발췌도.
도 4는 도 2의 가공 툴 이동 제어수단을 보여주는 요부 발췌도.
도 5는 본 발명 장치의 가공 툴 구동수단을 보여주는 단면 구성도.
도 6은 본 발명 장치의 장착블럭에 가공 툴을 장착하는 구조를 보여주는 요부 단면도.
도 7은 도 5의 "A" 부분 확대도.
도 8은 본 발명 장치의 가공 툴 공급수단을 보여주는 측면도.
도 9는 도 8의 가공툴 공급부 작동도.
도 10은 본 발명 장치의 영점 센서부를 보여주는 요부 평면도.
도 11은 본 발명 장치의 다른 실시 예를 보여주는 측면도.
이하, 상기한 본 발명의 바람직한 실시 예를 첨부 도면을 참조하여 구체적으로 살펴보기로 한다.
본 발명 공작물 자동 측면 가공기는 도 1 내지 도 11에 도시된 바와 같이 고정 다이(11) 상부에 셋팅되는 공작물을 고정 실린더(12)에 의해 승하강 작동하는 고정판(13)에 의해 가압 고정하는 공작물 고정수단(10)과,
상기 고정 다이(11) 측방에 하부 프레스(21-1)와 상기 하부 프레스 상부에서 실린더(23)에 의해 승하강하는 상부 프레스(21-2)에 의해 가공 툴(5)을 수평으로 그립 또는 그립 해제하는 가공 툴 공급부(21)를 적어도 하나 이상 병렬 설치한 가공 툴 공급수단(20)과,
상기 가공 툴 공급수단(20)의 측방에 가공 툴 공급부(21)의 가공 툴(5)을 전방 장착공(31a)에 삽입하는 것에 의해 원터치로 장착하는 장착블럭(31)을 마련하되, 상기 장착블럭(31)은 구동모터(M)의 모터 축에 축 연결되어 가공 툴(5)과 함께 회전 구동하는 가공 툴 구동수단(30) 및,
상기 가공 툴 구동수단(30)을 제1 이동모터(M1)에 의해 정,역회전하는 제1 회전스크류(41a)에 나사 결합된 제1 슬라이더(41b)에 의해 상하 이동 제어하는 상하 이동제어부(41), 제2 이동모터(M2)에 의해 정,역 회전하는 제2 회전스크류(42a)에 나사 결합된 제2 슬라이더(42b)에 의해 전후 이동 제어하는 전후 이동제어부(42), 제3 이동모터(M3)에 의해 정,역 회전하는 제3 회전스크류(43a)에 나사 결합된 제3 슬라이더(43b)에 의해 좌우 이동 제어하는 좌우 이동제어부(43)에 의해 상하, 전후 및 좌우로 3축 이동제어하는 가공 툴 이동 제어수단(40)으로 구성되어 가공 툴(5)을 교체 장착하면서 공작물(2)의 측면으로 홀이나 나사 홀 가공을 자동 수행하도록 이루어진다.
또한, 상기 공작물 고정수단(10)의 고정 다이(11) 상부에는 도 11에서와 같이 공작물(2)이 셋팅되는 턴 테이블(15)을 더 설치하여 공작물(2)의 가공 위치를 회전 조절하도록 구성된다.
또한, 상기 공작물 고정수단(10)의 측방에는 공작물(2)의 가공면과 동일 선상의 위치로 영점 센서부(16)를 설치하고 가공 툴 구동수단(30)에 장착된 가공 툴(5)의 터치에 의해 영점 위치를 설정하여 공작물(2)의 가공 깊이를 제어하도록 구성된다.
또한, 상기 가공 툴 공급수단(20)의 각 가공 툴 공급부(21)에는 공작물의 홀이나 나사 홀 가공을 위한 다양한 가공 툴(5)을 마련하되, 예를 들면 나사 홀 가공을 위한 기초홀 가공 공구- 면취 공구- 탭핑 공구 등을 사이즈 별로 다수 마련하여 제어부(미도시)에 입력된 가공 사이즈나 가공 형태에 따라 가공 툴을 선택할 수 있도록 구성된다.
그리고 상기 가공 툴 구동수단(30)의 장착블럭(31)은 고정 몸체(35)에서 베어링(36)에 의해 회전 가능하게 지지 설치되고,
상기 장착블럭(31)의 전방 장착공(31a)에는 내부 원주상으로 스프링(34)에 의해 탄발 출몰 작동하는 스톱핀(33)을 내장하여 상기 스톱핀이 가공 툴(5)장착시 가공 툴의 후방 스터드(6) 원주상에 단차 형성된 요부(6a)에 삽입 지지하도록 구성된다.
또한, 상기 가공 툴 이동 제어수단(40)은 가공 툴 구동수단(30)이 상하 이동제어부(41)의 제1 슬라이더(41b)에 결합되고, 상기 상하 이동제어부(41)는 전후 이동제어부(42)의 제2 슬라이더(42b)에 결합되며, 상기 전후 이동제어부(42)는 좌우 이동제어부(43)의 제3 슬라이더(43b)에 결합되어 가공 툴 구동수단(30)을 상하, 전후 및 좌우 이동제어하게 되는 것이다.
그리고 제1,2,3 이동모터(M1)(M2)(M3)의 모터축과 제1,2,3 회전스크류(41a)(42a)(43a)에는 각각 구동 풀리와 연동 풀리를 축 설치하여 벨트로 연동 작동하도록 감합 연결하여 구성된다.
미설명부호로서, 8은 이동 캐스터, 28, 48은 다이 프레임, 49는 안내 케이블을 나타내는 것이다.
다음은 상기와 같이 구성되는 본 발명의 작동 및 작용에 대해 살펴보기로 한다.
먼저 본 발명은 공작물(2)의 측면에 홀이나 나사 홀 등을 가공하기 위한 가공 툴(5)을 가공 툴 공급수단(20)의 각 가공 툴 공급부(21)에 기 설치한다.
그리고 공작물(2)을 고정 다이(11)에 안착 설치하되, 고정 다이 상부에 턴 테이블(15)이 마련된 경우에 턴 테이블(15) 상부에 안착 설치한 후 고정 실린더(12)에 의해 고정판(13)을 하강시켜 공작물(2)을 고정 셋팅한다.
이때, 상기 공작물(2)의 가공 위치가 고정 다이(11) 측방을 향하되, 상기 공작물(2)의 가공면이 영점 센서(16)와 동일 선상에 위치하도록 셋팅한다.
이와 같이하여 공작물(2)의 셋팅이 완료되면, 제에부(미도시)에 입력된 가공 위치, 가공 형태(홀이나 나사 홀), 가공 직경 및 깊이 등의 가공 테이터에 따라 가공 툴(5)을 자동 선택 및 교체하면서 공작물을 가공하게 되는 것이다.
이를 좀더 구체적으로 설명하면, 가공 툴 구동수단(30)이 가공 툴 이동 제어수단(40)에 의해 상하, 전후 및 좌우 이동하여 가공 툴 공급수단(20)에서 해당 가공 툴(5)이 위치하는 가공 툴 공급부(21)의 측방 위치로 이동한다.
상기 가공 툴 구동수단(30)이 전진하여 장착블럭(31)의 전방 장착공(31a)에 가공 툴(5) 후방을 삽입하는 것에 의해 원터치로 장착하게 된다.
이때. 상기 장착블럭(31)의 전방 장착공(31a) 내부 원주상으로 스프링(34)에 의해 탄발 출몰 작동하는 스톱핀(33)이 가공 툴(5)의 후방 스터드(6) 원주상에 단차 형성된 요부(6a)에 삽입되어 가공 툴(5)을 지지하게 되는 것이다.
이와 같이 상기 장착블럭(31)에 가공 툴(5)의 장착이 완료되면, 해당 가공 툴 공급부(21)의 상부 프레스(21-2)가 실린더(23)에 의해 하부 프레스(21-1)에서 상승하여 가공 툴의 그립 상태를 해제한다.
이 상태에서 가공 툴 구동수단(30)이 가공 툴 공급부(21)에서 가공 툴(5)을 분리한 후, 이동 제어수단(40)에 의해 다시 상하, 전후 및 좌우 이동시켜 공작물의 가공 위치로 이동시킨다.
이때, 상기 가공 툴 구동수단(30)을 제1 이동모터(M1)에 의해 정,역회전하는 제1 회전스크류(41a)에 나사 결합된 제1 슬라이더(41b)에 의해 상하 이동 제어하고, 제2 이동모터(M2)에 의해 정,역 회전하는 제2 회전스크류(42a)에 나사 결합된 제2 슬라이더(42b)에 의해 전후 이동 제어하며, 제3 이동모터(M3)에 의해 정,역 회전하는 제3 회전스크류(43a)에 나사 결합된 제3 슬라이더(43b)에 의해 좌우 이동 제어하는 것에 의해 가공 툴 구동수단(30)을 상하, 전후 및 좌우로 3측 이동 제어하게 되는 것이다.
이와 같이 공작물의 가공 위치로 이동한 상태에서 상기 가공 툴 구동수단(30)의 구동모터(M)에 의해 가공 툴(5)을 회전 구동시킨다.
그리고 상기 가공 툴 구동수단(30)을 전후 이동제어부(42)에 의해 전진 이동시키면서 공작물(2)의 측방 가공 위치로 가공 작업을 수행하게 되는 것이다.
이때, 상기 공작물(2)의 측방에 나사 홀을 가공하는 경우, 나사 홀 가공을 위한 기초 홀 가공- 면취 가공- 탭핑 가공 등 3단계로 가공하게 되기 때문에 기초홀 가공 공구- 면취 공구- 탭핑 공구, 즉 가공 툴(3)을 계속 교체 장착하면서 가공하게 되는 것이다.
즉, 상기 기초홀 가공 공구에 의해 기초홀을 가공한 후, 가공 툴 구동수단(30)을 가공 툴의 해당 가공 툴 공급부(21)로 이동시켜 하부 프레스(21-1) 상부에 안착시키고 실린더(23) 하강에 의해 상부 프레스(21-2)를 하강시켜 가공 툴(5)을 그립한 다음 가공 툴 구동수단(30)을 후퇴시켜 가공 툴(5)을 원터치로 분리한다.
이때, 장착블럭(31)의 전방 장착공(31a)에 삽입된 가공 툴(5)은 가공 툴 후방 스터드(6)의 원주상에 단차 형성된 요부(6a)에 탄발 삽입된 스톱핀(33)이 스프링(34)에 의해 탄발 출몰하면서 가공 툴(5)을 원활히 분리하게 되는 것이다.
이와 같이 상기 가공 툴 구동수단(30)의 장착블럭(31)에 기 장착된 가공 툴(5)을 분리한 후 다시 면취 공구가 위치하는 가공 툴 공급수단(20)의 가공 툴 공급부(21)로 이동시켜 전술한 바와 같이 장착블럭(31)에 면취 가공을 위한 가공 툴(5)을 원터치로 장착한다.
이와 같이 장착된 면취 공구에 의해 전술한 바와 같이 공작물(2)의 측면에 면취 가공을 한 후 다시 탭핑 가공을 위한 가공 툴(5)로 교체 장착한 후 탭핑 가공을 자동으로 연속 수행하여 나사 홀을 가공하게 되는 것이다.
이와 같이하여 상기 공작물(2)의 측면 가공을 완료한 후 다른 측면을 연속 가공하고자 하는 경우에는 상기 공작물의 가압 고정 상태를 해제한 다음 턴 테이블(15)을 회전시켜 공작물의 가공 위치를 간단히 교체하고 전술한 가공 작업을 다시 수행하게 되는 것이다.
따라서, 본 발명은 공작물의 측면에 홀이나 나사 홀을 가공하기 위해 공작물을 고정하는 고정 다이 측방에 가공 툴을 실린더에 의해 그립 또는 그립 해제하도록 수평으로 병렬 설치한 가공 툴 공급수단과 상기 가공 툴을 선택하여 장착하고 구동모터에 의해 회전 구동시키는 가공 툴 구동수단을 마련하되, 상기 가공 툴 구동수단을 공작물의 측방에서 상하, 전후 및 좌우로 3축 이동제어하면서 가공 툴의 교체 장착은 물론 공작물의 측면 가공 위치에서 홀이나 나사 홀 가공을 자동 수행하므로 작업성 및 작업 정밀성이 우수하게 되는 것이다.
5: 가공 툴 10: 공작물 고정수단
11: 고정 다이 12: 고정 실린더
13: 고정판 15: 턴 테이블
20: 가공 툴 공급수단 21: 가공 툴 공급부
21-1: 하부 프레스 21-2: 상부 프레스
23: 실린더 30: 가공 툴 구동수단
31: 장착블럭 31a: 장착공
33: 스톱핀 34: 스프링
40: 가공 툴 이동 제어수단
41: 상하 이동제어부 42: 전후 이동제어부
43: 좌우 이동제어부
41a,42a,43a: 제1,2,3 회전스크류
41b,42b,43b,: 제,2,3 슬라이더
11: 고정 다이 12: 고정 실린더
13: 고정판 15: 턴 테이블
20: 가공 툴 공급수단 21: 가공 툴 공급부
21-1: 하부 프레스 21-2: 상부 프레스
23: 실린더 30: 가공 툴 구동수단
31: 장착블럭 31a: 장착공
33: 스톱핀 34: 스프링
40: 가공 툴 이동 제어수단
41: 상하 이동제어부 42: 전후 이동제어부
43: 좌우 이동제어부
41a,42a,43a: 제1,2,3 회전스크류
41b,42b,43b,: 제,2,3 슬라이더
Claims (4)
- 고정 다이(11) 상부에 셋팅되는 공작물을 고정 실린더(12)에 의해 승하강 작동하는 고정판(13)에 의해 가압 고정하는 공작물 고정수단(10)과,
상기 고정 다이(11) 측방에 하부 프레스(21-1)와 상기 하부 프레스 상부에서 실린더(23)에 의해 승하강하는 상부 프레스(21-2)에 의해 가공 툴(5)을 수평으로 그립 또는 그립 해제하는 가공 툴 공급부(21)를 적어도 하나 이상 병렬 설치한 가공 툴 공급수단(20)과,
상기 가공 툴 공급수단(20)의 측방에 가공 툴 공급부(21)의 가공 툴(5)을 전방 장착공(31a)에 삽입하는 것에 의해 원터치로 장착하는 장착블럭(31)을 마련하되, 상기 장착블럭(31)은 구동모터(M)의 모터 축에 축 연결되어 가공 툴(5)과 함께 회전 구동하는 가공 툴 구동수단(30) 및,
상기 가공 툴 구동수단(30)을 상하, 전후 및 좌우로 3축 이동제어하는 가공 툴 이동 제어수단(40)으로 구성되어 가공 툴(5)을 교체 장착하면서 공작물(2)의 측면으로 홀이나 나사 홀 가공을 자동 수행하도록 이루어진 것을 특징으로 하는 공작물 자동 측면 가공기.
- 제1항에 있어서,
상기 공작물 고정수단(10)의 고정 다이(11) 상부에는 공작물(2)이 셋팅되는 턴 테이블(15)을 더 설치하여 공작물(2)의 가공 위치를 회전 조절하도록 구성된 것을 특징으로 하는 공작물 자동 측면 가공기.
- 제1항에 있어서,
상기 가공 툴 이동 제어수단(40)은 가공 툴 구동수단(30)을 제1 이동모터(M1)에 의해 정,역회전하는 제1 회전스크류(41a)에 나사 결합된 제1 슬라이더(41b)에 의해 상하 이동 제어하는 상하 이동제어부(41), 제2 이동모터(M2)에 의해 정,역 회전하는 제2 회전스크류(42a)에 나사 결합된 제2 슬라이더(42b)에 의해 전후 이동 제어하는 전후 이동제어부(42), 제3 이동모터(M3)에 의해 정,역 회전하는 제3 회전스크류(43a)에 나사 결합된 제3 슬라이더(43b)에 의해 좌우 이동 제어하는 좌우 이동제어부(43)에 의해 상하, 전후 및 좌우 이동제어하도록 구성된 것을 특징으로 하는 공작물 자동 측면 가공기.
- 제1항에 있어서,
상기 가공 툴 구동수단(30)의 장착블럭(31)은 고정 몸체(35)에서 베어링(36)에 의해 회전 가능하게 지지 설치되고,
상기 장착블럭(31)의 전방 장착공(31a)에는 내부 원주상으로 스프링(34)에 의해 탄발 출몰 작동하는 스톱핀(33)을 내장하여 상기 스톱핀이 가공 툴 장착시 가공 툴(5)의 후방 스터드(6) 원주상에 단차 형성된 요부(6a)에 삽입 지지하도록 구성된 것을 특징으로 하는 공작물 자동 측면 가공기.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140034888A KR20150111215A (ko) | 2014-03-25 | 2014-03-25 | 공작물 자동 측면 가공기 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140034888A KR20150111215A (ko) | 2014-03-25 | 2014-03-25 | 공작물 자동 측면 가공기 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150111215A true KR20150111215A (ko) | 2015-10-05 |
Family
ID=54344492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140034888A KR20150111215A (ko) | 2014-03-25 | 2014-03-25 | 공작물 자동 측면 가공기 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20150111215A (ko) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200481126Y1 (ko) * | 2016-02-12 | 2016-08-17 | 배광섭 | 자동 측면 드릴링머신 |
| CN105921829A (zh) * | 2016-06-30 | 2016-09-07 | 吴中区横泾博尔机械厂 | 电磁阀阀盖加工设备的攻螺纹机构 |
| CN106141331A (zh) * | 2016-07-27 | 2016-11-23 | 太仓澄天机械有限公司 | 一种机械自动攻丝设备 |
| CN106141333A (zh) * | 2016-08-31 | 2016-11-23 | 成都宏明双新科技股份有限公司 | 小孔自动攻丝设备 |
| CN106272726A (zh) * | 2016-10-17 | 2017-01-04 | 四川唯诺家私有限公司 | 一种便于定位钻孔的木工工具的使用方法 |
| CN106424974A (zh) * | 2016-07-12 | 2017-02-22 | 海宁瑞贝特机械科技有限公司 | 全自动多功能伺服攻牙机 |
| KR20180000245A (ko) * | 2016-06-22 | 2018-01-02 | (주)삼화엔지니어링 | 공작물 측면 가공장치 |
| KR101875310B1 (ko) * | 2017-02-09 | 2018-08-02 | 소재성 | 태핑 장치 |
| KR20190036778A (ko) * | 2017-09-28 | 2019-04-05 | 디케이알텍(주) | 케이스 탭핑장치 |
| CN109822370A (zh) * | 2019-03-14 | 2019-05-31 | 淮安精英电气科技有限公司 | 一种电动压块 |
| CN110883389A (zh) * | 2019-12-09 | 2020-03-17 | 含山盛荣机械配件厂 | 一种管状生铁铸件攻丝用的改良型夹具平台以及攻丝方法 |
| KR102120583B1 (ko) * | 2019-03-27 | 2020-06-08 | 박진서 | 자동 툴체인지 구조를 갖는 공작물 측면 가공기 |
| KR20210107256A (ko) * | 2020-02-24 | 2021-09-01 | 주식회사 에스지티 | 측면 홀 및 탭 가공 장치 |
| CN113351945A (zh) * | 2021-05-14 | 2021-09-07 | 温州职业技术学院 | 一种螺丝生产一体机的加工装置 |
| KR20220037056A (ko) * | 2020-09-17 | 2022-03-24 | 강동율 | 자동 레벨링 구멍 가공시스템 |
| CN114274229A (zh) * | 2021-12-27 | 2022-04-05 | 深圳市家鸿口腔医疗股份有限公司 | 一种义齿排牙式树脂桥架回切车削设备及其车削方法 |
| KR20220131748A (ko) * | 2021-03-22 | 2022-09-29 | 황민욱 | 프로파일 탭 가공 장치 |
| KR102448707B1 (ko) * | 2022-05-11 | 2022-09-29 | 주식회사 대신테크 | 리니어 스테이지가 적용된 드릴 탭핑 머신 |
-
2014
- 2014-03-25 KR KR1020140034888A patent/KR20150111215A/ko not_active Application Discontinuation
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200481126Y1 (ko) * | 2016-02-12 | 2016-08-17 | 배광섭 | 자동 측면 드릴링머신 |
| KR20180000245A (ko) * | 2016-06-22 | 2018-01-02 | (주)삼화엔지니어링 | 공작물 측면 가공장치 |
| CN105921829A (zh) * | 2016-06-30 | 2016-09-07 | 吴中区横泾博尔机械厂 | 电磁阀阀盖加工设备的攻螺纹机构 |
| CN106424974A (zh) * | 2016-07-12 | 2017-02-22 | 海宁瑞贝特机械科技有限公司 | 全自动多功能伺服攻牙机 |
| CN106141331A (zh) * | 2016-07-27 | 2016-11-23 | 太仓澄天机械有限公司 | 一种机械自动攻丝设备 |
| CN106141333A (zh) * | 2016-08-31 | 2016-11-23 | 成都宏明双新科技股份有限公司 | 小孔自动攻丝设备 |
| CN106272726A (zh) * | 2016-10-17 | 2017-01-04 | 四川唯诺家私有限公司 | 一种便于定位钻孔的木工工具的使用方法 |
| KR101875310B1 (ko) * | 2017-02-09 | 2018-08-02 | 소재성 | 태핑 장치 |
| KR20190036778A (ko) * | 2017-09-28 | 2019-04-05 | 디케이알텍(주) | 케이스 탭핑장치 |
| CN109822370A (zh) * | 2019-03-14 | 2019-05-31 | 淮安精英电气科技有限公司 | 一种电动压块 |
| KR102120583B1 (ko) * | 2019-03-27 | 2020-06-08 | 박진서 | 자동 툴체인지 구조를 갖는 공작물 측면 가공기 |
| CN110883389A (zh) * | 2019-12-09 | 2020-03-17 | 含山盛荣机械配件厂 | 一种管状生铁铸件攻丝用的改良型夹具平台以及攻丝方法 |
| CN110883389B (zh) * | 2019-12-09 | 2020-11-20 | 含山盛荣机械配件厂 | 一种管状生铁铸件攻丝用的改良型夹具平台以及攻丝方法 |
| KR20210107256A (ko) * | 2020-02-24 | 2021-09-01 | 주식회사 에스지티 | 측면 홀 및 탭 가공 장치 |
| KR20220037056A (ko) * | 2020-09-17 | 2022-03-24 | 강동율 | 자동 레벨링 구멍 가공시스템 |
| KR20220131748A (ko) * | 2021-03-22 | 2022-09-29 | 황민욱 | 프로파일 탭 가공 장치 |
| CN113351945A (zh) * | 2021-05-14 | 2021-09-07 | 温州职业技术学院 | 一种螺丝生产一体机的加工装置 |
| CN113351945B (zh) * | 2021-05-14 | 2022-09-09 | 温州职业技术学院 | 一种螺丝生产一体机的加工装置 |
| CN114274229A (zh) * | 2021-12-27 | 2022-04-05 | 深圳市家鸿口腔医疗股份有限公司 | 一种义齿排牙式树脂桥架回切车削设备及其车削方法 |
| KR102448707B1 (ko) * | 2022-05-11 | 2022-09-29 | 주식회사 대신테크 | 리니어 스테이지가 적용된 드릴 탭핑 머신 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150111215A (ko) | 공작물 자동 측면 가공기 | |
| JP7204312B2 (ja) | Cnc旋盤のバイトの同時多重操作機構 | |
| KR100911764B1 (ko) | 조각과 절단 및 브이컷 겸용 가공기 | |
| CN103286831B (zh) | 一种数控木工车床、雕刻多功能一体机 | |
| CN103962602A (zh) | 数控多轴龙门钻铣机床 | |
| CN204604475U (zh) | 具备加工佛珠功能的多用途木工车床 | |
| JP3193764U (ja) | スクリュー成形加工機 | |
| JP6917135B2 (ja) | 工作機械 | |
| CN104259860A (zh) | 五轴三联动车削钻孔攻牙一体加工机 | |
| CN104875019A (zh) | 电子阀自动加工组合装置 | |
| JP3185622U (ja) | スクリュー成形加工機 | |
| CN104414040B (zh) | 饰件加工装置 | |
| KR100928288B1 (ko) | 개별이동형 절삭기를 갖는 복합 가공기 | |
| KR100957609B1 (ko) | 브이홈 전용 가공기 | |
| KR100910590B1 (ko) | 양방향 이동이 가능한 다목적 조각기 | |
| CN210209379U (zh) | 一种车钻一体的高效数控车床 | |
| KR101855160B1 (ko) | 평면 각 및 가공 토크 조절 구조를 가지는 탭 드릴 머신 | |
| KR101806231B1 (ko) | 탭 가공장치 | |
| CN206286853U (zh) | 一种用于薄壁类零件自定心夹紧装置 | |
| CN101850515A (zh) | 多工位组合机床 | |
| CN204603363U (zh) | 一种立式小型数控钻床 | |
| CN210588098U (zh) | 特殊数控镗钻一体机高速钻床 | |
| CN203993106U (zh) | 一种数控机床 | |
| CN209935908U (zh) | 自动输送工件的数控钻床及其输送机构 | |
| CN202518004U (zh) | 一种数控立体雕刻车床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |