KR20150052030A - 용접 전원용 인클로저 - Google Patents
용접 전원용 인클로저 Download PDFInfo
- Publication number
- KR20150052030A KR20150052030A KR1020157004958A KR20157004958A KR20150052030A KR 20150052030 A KR20150052030 A KR 20150052030A KR 1020157004958 A KR1020157004958 A KR 1020157004958A KR 20157004958 A KR20157004958 A KR 20157004958A KR 20150052030 A KR20150052030 A KR 20150052030A
- Authority
- KR
- South Korea
- Prior art keywords
- handle
- welding system
- handles
- enclosure
- front panel
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47B—TABLES; DESKS; OFFICE FURNITURE; CABINETS; DRAWERS; GENERAL DETAILS OF FURNITURE
- A47B96/00—Details of cabinets, racks or shelf units not covered by a single one of groups A47B43/00 - A47B95/00; General details of furniture
- A47B96/06—Brackets or similar supporting means for cabinets, racks or shelves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
- B23K9/327—Means for transporting supplies
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/0217—Mechanical details of casings
- H05K5/023—Handles; Grips
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Optics & Photonics (AREA)
- Arc Welding Control (AREA)
- Casings For Electric Apparatus (AREA)
- Motor Or Generator Frames (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Abstract
본 발명은 전방 패널 조립체를 갖는 하우징을 포함하는 용접 시스템에 관한 것이다. 또한, 용접 시스템은 제1 및 제2 핸들을 포함한다. 제1 핸들은 전방 패널 조립체의 제1 측부에 결합되고, 제2 핸들은 제1 측부에 대향하는 전방 패널 조립체의 제2 측부에 결합된다. 각각의 핸들은 각각의 핸들의 외측 벽에 대해 약 60°내지 약 80°의 각도를 형성하는 내측 벽을 갖는 오목한 핸들 부분을 포함한다. 제1 및 제2 핸들은 제1 핸들과 제2 핸들이 서로 교환될 수 있도록 중심축에 대해 대칭이다. 또한, 제1 및 제2 핸들은 제1 및 제2 핸들의 상부측과 바닥측 모두에 복수의 내부 탭을 각각 포함한다. 내부 탭은 제1 및 제2 핸들과 전방 패널 조립체와의 결합 및 정렬을 용이하게 한다.
Description
관련 출원의 상호 참조
본 출원은 2012년 9월 7일자로 출원된 발명의 명칭이 "인체공학적으로 집적된 오목한 핸들을 구비한 용접 시스템"인 미국 가특허출원 제61/697,998호, 2012년 9월 7일자로 출원된 발명의 명칭이 "용접 시스템 및 패널"인 미국 가특허출원 제61/698,020호, 2012년 9월 7일자로 출원된 발명의 명칭이 "다점(multi-point) 접촉 리프트 아이를 구비한 용접 시스템"인 미국 가특허출원 제61/698,027호, 2012년 9월 7일자로 출원된 발명의 명칭이 "단자 커버 부재를 구비한 용접 시스템"인 미국 가특허출원 제61/698,060호의 우선권 및 장점을 청구하며, 그 각각은 모든 목적을 위해 본 명세서에서 그 전체가 참조 인용되었다.
기술분야
본 발명은 전체적으로 용접 시스템의 분야에 관한 것으로서, 구체적으로는 다중 위치 리프팅 기구, 통합형 오목한 핸들, 활주 커버 부재를 갖춘 루버형 전방 패널, 복수의 패널로 형성된 인클로저, 또는 이들의 몇몇 조합체에 관한 것이다.
용접 시스템은 자주 이동되거나 재위치될 것이 요구된다. 따라서 용접 시스템은 용접 시스템의 리프팅을 용이하게 하는 기구를 통합시켜야 한다. 현재 용접 시스템은 제한된 기능성을 구비한 오직 단일의 리프팅 기구를 포함할 수 있다. 또한, 이 단일의 리프팅 기구는 예를 들어 용접 시스템을 지면으로 내릴 필요 없이 이동시키는 것이 바람직할 때는 충분하지 않다. 예를 들어, 작업자가 용접 시스템을 활주시키거나 용접 시스템의 위치를 미세하게 재조정하기를 원할 때, 현재의 용접 시스템은 인체공학적인(예를 들어, 파지하기에 용이한) 파지 위치를 갖고 있지 않다. 용접 시스템을 견고하게 파지할 수 없다는 것은 용접 시스템 및/또는 작업자에 대한 손상으로 나타날 수 있다.
또한, 대부분의 용접 시스템 인클로저는 극도로 간단한 디자인을 갖고 있다. 용접 시스템 인클로저는 일반적으로 인클로저를 형성하는데 사용되는 패널들 사이에 용접 출력 단자 및 노출된 에지 및/또는 시임(seam)을 위한 커버 부재를 통합하고 있다. 특히, 시임은 패널들 또는 중첩 패널들 사이에 갭(gap)을 가질 수 있으며, 또한 커버 부재는 부서지기 쉽고 그리고 제 위치가 아닐 때 출력 접속부 위에 방해물을(예를 들어, 방해되는) 형성할 수 있다. 또한, 커버 부재 및 갭/중첩은 용접 시스템의 미관을 손상시킬 수 있다.
본 발명의 목적은 상술된 문제점들을 해결할 수 있는 개선된 용접 시스템을 제공하는 것이다.
본래 청구된 발명의 범위와 동등한 어떤 실시예가 하기에 요약된다. 이들 실시예는 청구된 발명의 범위를 제한하는 것이 아니며, 이들 실시예는 발명의 가능한 형태의 간결한 요약을 제공하는 것이다. 실제로, 본 발명은 하기에 설명되는 실시예와 유사하거나 상이할 수 있는 다양한 형태를 포함할 수 있다.
제1 실시예에 있어서, 용접 시스템은 전방 패널 조립체를 갖는 하우징을 포함한다. 또한, 용접 시스템은 제1 및 제2 핸들을 포함한다. 제1 핸들은 전방 패널 조립체의 제1 측부에 결합되고, 제2 핸들은 제1 측부에 대향하는 전방 패널 조립체의 제2 측부에 결합된다. 각각의 핸들은 오목한 핸들 부분을 포함한다.
제2 실시예에 있어서, 용접 시스템은 인클로저의 대향하는 측부들에 배치되는 오목한 제1 및 제2 핸들을 포함한다. 각각의 오목한 핸들은 인클로저 내로 내향 연장되는 오목한 핸들 부분을 포함한다.
제3 실시예에 있어서, 용접 시스템은 전방 패널 조립체를 갖는 하우징을 포함한다. 또한, 용접 시스템은 제1 및 제2 핸들을 포함한다. 제1 핸들은 전방 패널 조립체의 제1 측부에 결합되고, 제2 핸들은 제1 측부에 대향하는 전방 패널 조립체의 제2 측부에 결합된다. 각각의 핸들은 각각의 핸들의 외측 벽에 대해 약 60°내지 약 80°의 각도를 형성하는 내측 벽을 갖는 오목한 핸들 부분을 포함한다. 제1 및 제2 핸들은 제1 핸들과 제2 핸들이 서로 교환될 수 있도록 중심축에 대해 대칭이다. 또한, 제1 및 제2 핸들은 제1 및 제2 핸들의 상부측과 바닥측 모두에 복수의 내부 탭을 각각 포함한다. 내부 탭은 제1 및 제2 핸들과 전방 패널 조립체와의 결합 및 정렬을 용이하게 한다.
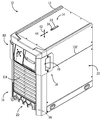
도 1은 리프팅 기구 및 용접 시스템 인클로저를 갖는 용접 시스템의 실시예의 사시도이다.
도 2는 용접 시스템의 작동 중 사용을 위해 리프팅 기구가 숨겨진 위치에 있는, 도 1의 리프팅 기구를 갖는 용접 시스템의 실시예의 사시도이다.
도 3은 리프팅 기구의 실시예의 분해도이다.
도 4는 도 1 내지 도 3의 리프팅 기구일 수 있는 리프트 아이의 실시예의 횡단 측면도이다.
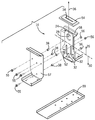
도 5는 도 1의 용접 시스템의 전방 패널 조립체의 실시예의 임의의 부품들의 분해도이다.
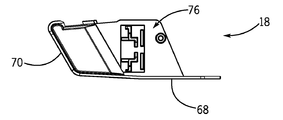
도 6은 오목한 핸들의 실시예의 평면도 및/또는 저면도이다.
도 7은 도 6의 오목한 핸들의 측면도이다.
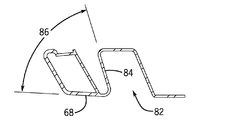
도 8은 도 7의 선 8-8을 따른 오목한 핸들의 횡단면도이다.
도 9는 활주 트랙을 갖는 용접 시스템의 실시예의 상세도이다.
도 10은 도 9의 용접 시스템의 실시예의 사시도이다.
도 11은 도 9 및 도 10의 활주 트랙 상에서 활주될 수 있는 커버 부재의 실시예의 평면도 및 정면도이다.
도 12는 루버들 중 하나의 디텐트를 나타내는 전방 패널 조립체의 실시예의 사시도이다.
도 13은 루버들 중 하나의 디텐트 및 커버 부재의 정합되는 만입부를 나타내는, 선 13-13을 따라 취한 도 12의 전방 패널 조립체의 실시예의 절취 측면도이다.
도 14는 복수의 시트 금속 패널을 갖는 인클로저의 실시예의 사시도이다.
도 2는 용접 시스템의 작동 중 사용을 위해 리프팅 기구가 숨겨진 위치에 있는, 도 1의 리프팅 기구를 갖는 용접 시스템의 실시예의 사시도이다.
도 3은 리프팅 기구의 실시예의 분해도이다.
도 4는 도 1 내지 도 3의 리프팅 기구일 수 있는 리프트 아이의 실시예의 횡단 측면도이다.
도 5는 도 1의 용접 시스템의 전방 패널 조립체의 실시예의 임의의 부품들의 분해도이다.
도 6은 오목한 핸들의 실시예의 평면도 및/또는 저면도이다.
도 7은 도 6의 오목한 핸들의 측면도이다.
도 8은 도 7의 선 8-8을 따른 오목한 핸들의 횡단면도이다.
도 9는 활주 트랙을 갖는 용접 시스템의 실시예의 상세도이다.
도 10은 도 9의 용접 시스템의 실시예의 사시도이다.
도 11은 도 9 및 도 10의 활주 트랙 상에서 활주될 수 있는 커버 부재의 실시예의 평면도 및 정면도이다.
도 12는 루버들 중 하나의 디텐트를 나타내는 전방 패널 조립체의 실시예의 사시도이다.
도 13은 루버들 중 하나의 디텐트 및 커버 부재의 정합되는 만입부를 나타내는, 선 13-13을 따라 취한 도 12의 전방 패널 조립체의 실시예의 절취 측면도이다.
도 14는 복수의 시트 금속 패널을 갖는 인클로저의 실시예의 사시도이다.
본 발명의 이들 및 다른 특징, 양태, 및 장점은 도면 전체를 통해 유사한 구성요소가 유사한 부분을 나타내는 첨부한 도면을 참조하여 하기의 상세한 설명이 읽혀질 때 더욱 잘 이해될 것이다.
본 발명의 하나 이상의 특정한 실시예가 하기에 설명될 것이다. 이들 실시예의 간결한 기재를 제공하기 위해, 실제 실행의 모든 특징부들이 명세서에 설명되지 않는다. 임의의 이런 실제 실행의 개발에 있어서 임의의 엔지니어링 또는 설계 프로젝트에서처럼, 시스템-관련된 및 업무-관련된 제약사항에의 순응과 같은 개발자의 특정한 목적을 달성하기 위해 많은 실행-특정의(implementation-specific) 결정이 이루어져야만 하며, 이것은 하나의 실행으로부터 다른 실행으로 변할 수 있다는 것을 인식해야 한다. 더욱이, 이런 개발 노력은 복잡하고 시간 소모적일 수 있지만, 그러나 그럼에도 불구하고 본 설명의 이익을 갖는 통상적인 숙련자를 위해 설계, 제작, 및 제조를 실행해야 할 루틴임을 인식해야 한다.
본 발명의 다양한 실시예의 요소를 도입할 때, "하나", "그"라는 관사 및 "상기"는 하나 이상의 요소가 있음을 의미한다. "포함하는" 및 "갖는"이라는 용어는 포괄적인 것으로서, 열거된 요소 이외에 추가적인 요소가 있음을 의미한다.
본 명세서에서 설명되는 실시예는 용접 시스템 리프팅 기구(예를 들어, 리프트 아이), 및 용접 시스템 인클로저의 형태에서의 개선을 포함한다. 이들 개선은 오목부(recess) 내에 배치될 수 있는 리프트 아이, 및 핸들과 활주 트랙(sliding track)과 측부 패널을 포함하는 용접 시스템 인클로저를 포함한다. 이런 개선은 예를 들어 작업자가 리프트 아이를 복수의 위치에 배치할 수 있게 하며 및/또는 활주를 통해 용접 시스템을 이전/재위치시킬 수 있게 한다. 본 명세서에서 설명된 실시예는 용접 시스템의 사용을 간단하게 하며, 또한 용접 시스템 및/또는 작업자를 손상시킬 가능성을 감소시킨다. 설명된 실시예의 다른 장점은 용접 시스템의 내부 부품, 커버 플레이트, 및 전기 접속부에 대한 보호를 포함한다. 상기 개선은 용접 시스템의 작업성, 내구성, 이동성, 접근성, 및 심미성을 전반적으로 증가시킬 수 있다.
도 1은 리프팅 기구 및 용접 시스템 인클로저를 갖는 용접 시스템(10)의 실시예의 사시도이다. 용접 시스템(10)은 가스 금속 아크 용접(gas metal arc welding)(GMAW), 플럭스 코어형 아크 용접(flux cored arc welding)(FCAW), 가스 텅스텐 아크 용접(gas tungsten arc welding)(GTAW), 잠수 아크 용접(submerged arc welding)(SAW), 차폐형 금속 아크 용접(shielded metal arc welding)(SMAW), 탄소 아크 절단-공기(carbon arc cutting-air)(CAC-A), 또는 유사한 아크 용접 공정과 같은 임의의 적절한 용접 구성에 사용될 수 있다. 용접 시스템(10)은 용접 공정의 수행 중 용접 전력을 제공하도록 구성된다. 용접 시스템(10)은 용접 시스템(10)을 잭 또는 유압 리프트와 같은 리프팅 장치에 연결하는데 사용될 수 있는 리프팅 기구(14)를 통합할 수 있는 하우징(12)을 포함한다. 또한, 용접 시스템(10)은 작업자에 의해 용접 시스템(10)의 편안한 재위치설정을 허용하도록 인체공학적으로 설계될 수 있는 하나 이상의 핸들(18)을 포함하는 전방 패널 조립체(16)를 포함한다. 또한, 전방 패널 조립체(16)는 용접 시스템(10)의 용접 출력 접속부(및 다른 전기 접속부) 및 다른 내부 부품을 심미적으로 내구성 있게 보호하도록 구성될 수 있는 커버 부재(20)를 포함한다. 또한, 용접 시스템(10)은 용접 시스템(10)의 외부를 덮어서 이물질이 용접 시스템(10)을 오염시키는 것을 방지하고 또한 용접 시스템(10)의 작업자를 보호하는데 사용될 수 있는 측부 패널(22)을 포함한다.
도 2는 도 1의 리프팅 기구(14)를 갖는 용접 시스템(10)의 실시예의 사시도이며, 리프팅 기구(14)는 용접 시스템(10)의 작동 중dp 사용하기 위한 숨겨진(예를 들어, 완전히 후퇴된) 위치에 있다. 리프팅 기구(14)는 필요 시 기계가 용접 시스템(10)을 들어올리고 그리고 용접 시스템(10)을 재위치시키기 위한 접근 지점을 제공하기 위해, 용접 시스템(10)의 하우징(12) 내에 통합될 수 있는 리프트 아이(lift eye; 24)를 포함할 수 있다. 또한, 리프트 아이(24)는 추가적인 부품이 용접 시스템(10)의 상부에 배치될 때 용접 시스템(10)을 위한 위치설정 특징부로서 작용할 수 있다. 예를 들어, 용접 와이어 공급기(도시되지 않음)는 용접 시스템(10)의 상부에 배치될 수 있으며, 또한 리프트 아이(24)를 위치설정 기준으로서 사용할 수 있다. 특히, 용접 와이어 공급기의 바닥부의 정합 특징부는 용접 시스템(10)의 하우징(12)으로부터 연장될 때(예를 들어, 도 1에 도시된 바와 같이) 리프트 아이(24)와 정렬 및 정합될 수 있다.
도 3은 리프팅 기구(14)의 실시예의 분해도이다. 사용 시, 리프트 아이(24)의 일부는 용접 시스템(10)의 하우징(12)을 지나 연장될 수 있다. 노출된 부분(26)은 리프트 아이(24)를 리프팅 기계에 연결시키기 위한 구멍(28)(예를 들어, 아이, 도 1 참조)을 포함할 수 있다. 노출되지 않은 부분(30)[예를 들어, 하우징(12)으로부터 외향 연장되지 않는]은 리프트 아이(24)의 병진 운동(translation)을 가능하게 하는 일련의 슬롯(32)을 포함할 수 있다. 사용하지 않을 때, 다수의 리프트 아이(24)는 하우징(12) 내의 오목부(34)에 있을 수 있으므로, 불필요하게 노출되지 않거나 다른 부품에 방해되지 않는다.
리프트 아이(24)는 적어도 3개의 가능한 위치, 즉 2개의 안착 위치 및 하나의 리프팅 위치를 가질 수 있다. 하나의 안착 위치(50)(예를 들어, 정렬 위치)는 약간 노출된 리프트 아이(24)를 포함할 수 있으며, 다른 안착 위치(40)(예를 들어, 높이 제한이 있거나 미적 감각이 더 요구될 때)는 하우징(12)의 오목부 내로 후퇴된 리프트 아이(24)를 가질 수 있고, 사실상 모든 리프트 아이(예를 들어, 약 95 %, 약 99 %, 또는 그 이상)(24)가 하우징(12) 내에 배치된다(도 2 참조). 리프팅 위치(60)는 오목부(34)로부터 외향으로 완전히 연장되는 리프트 아이(24)를 가질 수 있다. 안착 위치(40, 50)로부터, 리프트 아이(24)에 적용된 상향의 힘이 리프트 아이(24)를 리프팅 위치(60)로 배치시킬 수 있다. 상향의 힘(36)은 복수의 원통형 베어링(38)(도 3 및 4 참조)과 조합된 적어도 2개의 슬롯(32)의 사용을 통해 리프트 아이(24) 구조체 내에 균등하게 분포될 수 있다. 도 3에는 4개의 원통형 베어링(38) 중 2개가 슬롯(32) 내에 끼워지도록 구성되어 있는 반면에, 모든 원통형 베어링(38)은 각각의 나사(55) 및 관련의 너트(56)로 구성되어 있으며, 리프트 아이(24)에 대해 제1 및 제2 내부 장착 부분(57, 58)을 함께 보유하는 것으로 도시되어 있다. 제1 및 제2 내부 장착 부분(57, 58)은 리프팅 기구(14)를 용접 시스템(10)의 하우징(12) 내에 장착하는데 사용된다.
도 4는 도 1 내지 도 3의 리프팅 기구(14)의 부분일 수 있는 리프트 아이(24)의 실시예의 횡단 측면도이다. 리프트 아이(24)는 원통형 베어링(38)이 슬롯(32)의 상부에 위치될 때, 후퇴된 안착 위치(40)에 있을 수 있다. 상향의 힘(36)이 적용되었을 때, 리프트 아이(24)는 슬롯(32) 및 원통형 베어링(38)에 의해 형성된 경로를 따라 가압될 수 있다. 원통형 베어링(38)은, 리프트 아이(24)가 원통형 베어링의 둘레에서 수직 방향(42)으로 그리고 수평 방향(44)으로 병진 운동할 동안 고정된 상태로 남아있을 수 있다. 슬롯(32)[예를 들어, 슬롯(32)의 긴 수직 부분]의 상부 부분(41)은 수직 병진 운동을 적용할 수 있으며, 슬롯(32)의 경사진(angled) 부분(46)은 수평 병진 운동을 추가로 적용할 수 있다. 어떤 실시예에 있어서, 슬롯(32)의 경사진 부분(46)은 수직축(42)으로부터 약 133°로 배치될 수 있지만, 약 90° 내지 약 180°의 임의의 각도(48)가 사용될 수 있다(예를 들어, 어떤 실시예에서는 약 125°내지 약 145°의 범위). 경사진 부분(46)의 단부에서의 작은 수직 슬롯 부분(51)은 리프트 아이(24)를 노출된 안착 위치(50)에 유지시키는데 사용될 수 있다. 이는 용접 시스템(10)의 상부에 배치되는 추가적인 부품들(예를 들어, 용접 와이어 공급기, 및 다른 부품들)을 위한 위치설정 기준으로서 사용되는 안정된 위치를 제공할 수 있다. 임의의 실시예에 있어서, 용접 시스템(10)의 하우징(12) 내에서 리프트 아이(24)와 오목부(34) 사이에서의 평행한 배향을 보장하기 위해, 더 짧은 제3 측부 슬롯(52)이 사용될 수 있다.
수직(42) 병진 운동과 수평(44) 병진 운동 모두를 가능하게 하기 위해, 하우징(12)의 오목부는 리프트 아이(24)보다 약간 더 클 수 있다. 임의의 실시예에 있어서, 오염물이 오목부(34)를 통해 용접 시스템(10)에 유입되는 것을 방지하기 위해, 활주 밀봉부(54)가 오목부(34)에 인접하게 포함될 수 있다(도 3 참조). 밀봉부(54)는 저마찰 재료로 형성될 수 있으며, 리프트 아이(24)의 표면과 오목부(34)의 표면 사이에 타이트하게 끼워질 수 있다. 또한, 임의의 실시예에 있어서, 오목부(34)를 통해 유입될 수 있는 임의의 액체를 제거하기 위해, 적어도 하나의 배수 채널(59)이 리프트 아이(24) 아래에 포함될 수 있다.
도 5는 도 1의 용접 시스템(10)의 전방 패널 조립체(16)의 실시예의 임의의 부품들의 분해도이다. 전방 패널 조립체(16)는 용접 시스템(10)의 상부 프레임 부재(62), 전방 패널(64), 오목한 핸들(18), 및 측부 프레임 부재(66)를 포함한다. 전방 패널 조립체(16)의 각각의 부품은 2개 이상의 부재를 포함할 수 있거나, 도 5에 도시된 분리된 부재들이 조합될 수 있다. 예를 들어, 임의의 실시예에 있어서, 상부 프레임 부재(62) 및 전방 패널(64)은 단일 제조 물품으로서 구성될 수 있다. 다른 실시예에 있어서, 오목한 핸들(18) 및 측부 프레임 부재(66)는 단일 제조 물품으로서 구성될 수 있다. 도시된 실시예에 있어서, 오목한 핸들(18)은 상부 프레임 부재(62)와 측부 프레임 부재(66) 사이에 위치되며, 작업자가 용접 시스템(10)을 들어올릴 기계를 사용하거나 또는 사용하지 않고 용접 시스템(10)을 재배치/재위치시킬 수 있게 한다. 따라서 오목한 핸들(18)은 작업자가 용접 시스템(10)을 인체공학적으로 파지할 위치를 제공할 수 있다. 오목한 핸들(18)은 용접 시스템(10)의 하우징(12) 내로 통합될 수 있으며, 용접 시스템(10) 내로 오목해질 수 있다.
도 6은 오목한 핸들(18)의 평면도 및/또는 저면도이다. 오목한 핸들(18)은 측면(68) 및 심미안적으로 만족스러운 경사진 면(70)을 포함한다. 각각의 면(68, 70)은 측부 프레임 부재(66) 상의 대응하는 면(72, 74)과 일치될 수도 있다. 오목한 핸들(18)과 측부 프레임 부재(66)와의 일치는 용접 시스템(10)에, 보기에 만족스럽고 용접 시스템(10)의 디자인을 통합시키는 디자인을 제공한다. 또한, 오목한 핸들(18)은 오목한 핸들(18)을 지지 및 강화시키는 내부 탭(76)을 포함한다. 예를 들어, 오목한 핸들(18)은 약 2개 내지 약 12개의 내부 탭(76)을 포함할 수 있다. 내부 탭(76)은 오목한 핸들(18)을 측부 프레임 부재(66), 상부 프레임 부재(62), 전방 패널(64), 하우징(12), 또는 그 조합물에 고정시킬 수 있다. 또한, 내부 탭(76)은 오목한 핸들(18)을 전방 패널 조립체(16) 및 용접 시스템(10)의 다른 부품과 정렬시킨다. 파지를 위한 강성을 제공하는 것 이외에도, 내부 탭(76)은 용접 시스템(10) 상으로의 오목한 핸들(18)의 조립을 단순하게 할 수 있다.
도 7은 도 6의 오목한 핸들(18)의 측면도이다. 도시된 바와 같이, 오목한 핸들(18)은 일반적으로 선 A-A에 대해 대칭일 수 있다. 대칭적인 구성은 오목한 핸들(18)이 용접 시스템(10)의 양측 상에 설치될 수 있는 단일 부분으로 구성될 수 있게 한다. 임의의 실시예에 있어서, 오목한 핸들(18)은 파스너(77)(예를 들어, 못, 볼트, 나사, 핀 등)에 의해 용접 시스템(10)에 결합될 수 있다. 즉, 다시 도 1을 참조하면, 오목한 핸들(18)은 도 7에 도시된 구성에서 용접 시스템(10)의 좌측(78)에[용접 시스템(10)으로부터 멀어지는 방향으로] 설치될 수 있다. 또는, 동일한 오목한 핸들(18)이 선 A-A 둘레로 180°회전되어 용접 시스템(10)의 우측(80)에 설치될 수 있으며, 오목한 핸들(18)은 다시 용접 시스템(10)의 내부를 향해 있다. 오목한 핸들(18)은 용접 시스템(10)을 위치설정하거나 조정할 동안 작업자 손에 인체공학적으로 끼워지도록 구성된 오목부(82)를 포함한다.
도 8은 도 7의 선 8-8을 따른 오목한 핸들(18)의 횡단면도이다. 용접 시스템에서 오목하게 유지될 동안 인체공학적 파지를 제공하기 위해, 오목한 핸들(18)의 오목부(82)는 작업자의 손가락이 오목한 경사진 부분(84)을 견고하게 파지할 수 있도록 각질 수 있다. 편안한 파지를 보장하기 위해, 경사진 부분(84)(예를 들어, 내측 벽)은 오목한 핸들(18)의 측면(68)으로부터 약 70°의 각도(86)로 배치될 수 있지만(도 3 참조), 약 60°내지 약 80°의 임의의 다른 적절한 각도(86)가 사용될 수 있다. 일부 실시예에 있어서, 오목한 핸들(18)은 캐스팅 공정에 의해 플라스틱으로 형성될 수 있다. 캐스팅 공정은 내부 탭(76)을 구비한 오목한 핸들(18)이 단일의 단계로 형성될 수 있게 한다.
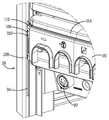
도 9는 전방 커버 부재(20)를 갖는 용접 시스템(10)의 실시예의 사시도이다. 커버 부재(20)는 용접 시스템(10)의 전방 패널 조립체(16)에서 사실상 평행한 활주 트랙(94) 내에서 활주될 수 있다. 다시 도 1을 참조하면, 커버 부재(20)는 하강된(예를 들어, 폐쇄된) 위치(96)로 위치된다. 하강된 위치(96)에서, 커버 부재(20)는 용접 시스템(10)의 전기 접속부(92)(예를 들어, 용접 출력 접속부, 및 피드백 접속부와 같은 다른 전기 접속부 등)를 사실상 덮는다. 따라서, 커버 부재(20)는 작업자가 전기 접속부(92)와 우연히 접촉되는 것을 방지할 수 있다. 전기 접속부(92)를 노출시키기 위해(예를 들어, 완전히 노출시키기 위해), 커버 부재(20)는 전방 패널 조립체(16)의 활주 트랙(94) 내에서 상향으로(98) 활주될 수 있다. 트랙(94) 내에서 위로(98) 그리고 아래로(100) 활주됨으로써, 커버 부재(20)는 용접 시스템(10)에 견고하게 결합되어 유지되며, 용접 시스템(10)을 사용하는 작업자를 방해하지 않는다.
도 10은 도 9의 용접 시스템(10)의 실시예의 상세도이다. 커버 부재(20)의 활주 운동을 용이하게 하기 위해, 커버 부재(20)는 각각의 측부 상에 한 세트의 측부 탭(102, 106, 108)을 포함할 수 있다. 탭(102, 106, 108)은 용접 시스템(10)의 전방 패널 조립체(16)에서 활주 트랙(94) 내에 끼워질 수 있다. 또한, 탭(102, 106, 108)은 커버 부재(20)를 트랙(94) 내에 견고하게 유지시키기 위해 그리고 커버 부재(20)가 용접 시스템(10)으로부터 우연히 제거되는 것을 방지하기 위해 활주 트랙(94) 내에 스냅-끼워맞춤부를 제공할 수 있다. 일단 개방 위치(104)(예를 들어, 도 9에 도시된 바와 같은 "상향" 위치)로 활주되었다면, 전방 패널 조립체(16)의 루버들(louvers; 114) 중 하나로부터 돌출되는 디텐트(detent; 138)가 커버 부재(20)의 후방 벽(142)의 상보적인 만입부(140)와 정합되어, 커버 부재(20)를 개방 위치(104)로 로킹시킨다. 도 12는 루버들(114) 중 하나의 디텐트(138)를 도시한 전방 패널 조립체(16)의 실시예의 사시도이며, 도 13은 루버들(114) 중 하나의 디텐트(138) 및 커버 부재(20)의 정합되는 만입부(140)를 도시한, 선 13-13을 따라 취한 전방 패널 조립체(16)의 실시예의 절취도이다. 따라서 도 9에 도시된 바와 같이, 미세한 하향(100) 압력이 디텐트(138)를 상보적인 만입부(140)로부터 탈출시켜, 커버 부재(20)를 폐쇄 위치(96)(도 1에 도시된 바와 같은)로 활주시키는 것이 용이해진다.
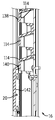
도 11은 도 9 및 도 10의 활주 트랙 상에서 활주될 수 있는 커버 부재(20)의 실시예의 평면도 및 정면도이다. 커버 부재(20)는 측부 탭(102), 상부 탭(106), 및 바닥 탭(108)을 포함한다. 또한, 도 11에 도시된 바와 같이, 커버 부재(20)는 커버 부재(20)와 용접 시스템(10) 사이의 간섭을 방지하도록 구성된다. 윤곽 지점(contour point; 110)은 커버 부재(20)와 용접 시스템(10) 사이에 분리 거리(115)를 제공하기 위해 커버 부재(20)가 취한 윤곽의 각도(112)를 나타낸다. 또한, 커버 부재(20)는 용접 시스템(10)에 미적 매력을 제공한다. 일부 실시예에 있어서, 전방 패널 조립체(16)는 루버형일 수 있다[예를 들어, 도 1에 도시된 바와 같이 복수의 팬 루버(114)를 포함할 수 있다]. 커버 부재(20)는 상보적인 기하학적 형상을 통합할 수 있다. 예를 들어, 커버 부재(20)의 윤곽의 각도(112)는 사실상 전방 패널 조립체(16)의 루버(114)의 윤곽과 일치되도록 구성될 수 있다. 또한, 커버 부재(20)는 커버 부재(20)가 폐쇄 위치(96)로 활주될 때(도 1 참조), 전기 접속부(92)에 접속된 용접 케이블(및 다른 전기 케이블)이 관통하여 배치될 수 있는 전기 접속부(92)에 대응하는 아치형 개구(116)를 포함할 수 있다. 또한, 아치형 개구(116)의 윤곽은 용접 시스템(10)의 미적 매력을 증가시킬 수 있다.
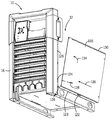
도 14는 복수의 시트 금속 패널을 갖는 인클로저의 실시예의 사시도이다. 용접 시스템(10)의 하우징(12)은 복수의 시트 금속 패널(118)로부터 형성될 수 있다. 예를 들어, 시트 금속 패널(118)은 용접 시스템 인클로저를 위해 측부 패널(120), 후방 패널, 및 상부 패널을 형성하는데 사용될 수 있다. 각각의 패널(118)은 패널(118)을 하우징(12)의 다른 부품(예를 들어, 프레임, 전방 면, 등)에 결합시키는 것을 용이하게 하기 위해 탭(122), 함몰부(depression; 124)[예를 들어, 카운터싱크, 카운터보어, 구멍, 태핑된 구멍 등], 슬롯(126), 및/또는 다른 특징부를 포함할 수 있다. 임의의 실시예에 있어서, 각각의 측부 패널(120)은 측부 패널의 바닥 에지를 따라 탭(122)을 통합시킬 수 있다(도 1 참조). 탭(122)은 하우징(12)의 프레임의 상보적인 기하학적 형상[예를 들어, 가늘고 긴(elongated) 슬롯(123)]과 정합될 수 있으며, 측부 패널(120)이 프레임 하우징(12)에 결합되게 할 수 있다. 이런 탭/슬롯의 기하학적 형상은 인클로저 부품들 사이에 균일한 시임[예를 들어, 원활한 전이부 및 플러시 인터페이스(flush interface)]을 형성할 수 있으며, 용접 시스템 인클로저에서 패널들(118)의 임의의 조합에 사용될 수 있다. 달리 말하면, 일단 패널(118)이 용접 시스템 인클로저에 고정되었다면, 용접 시스템 인클로저로부터 연장되는 돌출부 또는 시임에서 용접 시스템 인클로저 내로 연장되는 만입부가 존재하지 않는다.
또한, 패널(118)은 파스너(128)를 수용하기 위해 카운터싱크, 카운터보어, 및 구멍과 같은 함몰부(124)를 포함할 수 있다. 파스너(128)는 패널(118)을 용접 시스템(10)의 하우징(12)에 부착하는데 사용될 수 있다. 함몰부(124)는 패널(118)을 휘거나 또는 달리 변형시키너가 편향시키지 않고 패널(118)을 안전하게 부착시킬 수 있다. 또한, 파스너(128)를 갖는 함몰부(124)의 사용은 인클로저의 시임 품질을 개선시킬 수 있다. 개선된 시임 품질은 용접 시스템(10)의 미적 매력을 증가시킬 수 있으며, 이물질이 하우징(12)에 유입되는 것을 방지할 수 있다.
패널(118), 특히 측부 패널(120)은 패널(118)의 에지(예를 들어, 상부 에지)로부터 연장되는 내향으로 경사진 플랜지(130)를 포함할 수도 있다. 이런 플랜지(130)는 하우징(12)의 다른 패널에 의해 중첩될 수 있다. 중첩된 플랜지(130)는 외부 오염물에 대한 밀봉부를 제공하는 갭이 없는 시임(132)을 형성할 수 있다. 따라서, 용접 시스템(10)의 내부 부품이 이물질로부터 보호될 수 있어, 용접 시스템(10)의 신뢰성을 개선시킨다. 또한, 용접 시스템(10)은 패널들(118) 사이의 최소화된 갭 및 중첩으로 인해 미적 매력을 증가시킬 수 있다. 또한, 에지 플랜지(130)의 사용으로 인해 보강된 에지 및 시임이 가능해져, 인클로저의 내구성을 개선시킨다. 이런 플랜지(130)는 패널 또는 복수의 패널(118) 상에서 임의의 에지 또는 에지들의 조합으로 통합될 수 있다.
또한, 개별적인 패널(118)로부터 용접 시스템(10)의 하우징(12)을 형성하는 것은, 하우징(12)의 조립 공정을 단순하게 할 수 있다. 예를 들어, 작업자는 하우징(12)을 조립하기 위해 단순한/표준형 공구를 사용할 수 있다. 단순한 공구의 사용으로 인해 시간 절약, 비용 절감 및 작업자 교육의 감소가 가능해진다. 예를 들어, 탭/슬롯의 기하학적 형상의 사용으로 인해 측부 패널(120)이 제위치로 간단히 회전되어 파스너(128)에 고정될 수 있다. 일 실시예에 있어서, 조립 방법은 후방 패널을 프레임에 결합시키는 단계와, 각각의 측부 패널(120)의 탭(122)을 프레임의 슬롯 내에 배치하는 단계와, 측부 패널이 후방 패널과 접할때까지 각각의 측부 패널(120)을 [예를 들어, 화살표(134)로 도시된 바와 같이]내향으로 회전시키는 단계와, 측부 패널이 하우징(12)의 전방 패널 조립체(16)와 접할때까지 각각의 측부 패널(120)을 하우징(12)의 전방을 향해 수평으로[예를 들어, 화살표(136)로 도시된 바와 같이] 활주시키는 단계와, 인클로저를 완성하도록 상부 패널을 배치하는 단계와, 파스너(128)를 이요하여 패널(120)을 고정시키는 단계를 포함할 수 있다. 완전히 조립된 용접 시스템 인클로저가 도 1에 도시되어 있다.
본 발명의 임의의 특징부만이 본 명세서에 도시 및 설명되었지만, 다양한 수정예 및 변경예가 이루어질 수 있음을 당업자들은 알 것이다. 따라서, 첨부된 특허청구범위는 본 발명의 진정한 범위 내에 속할 때 이런 모든 수정예 및 변경예을 포함한다.
Claims (20)
- 용접 시스템으로서,
전방 패널 조립체를 갖는 하우징과,
제1 및 제2 핸들을 포함하며,
상기 제1 핸들은 전방 패널 조립체의 제1 측부에 결합되고, 상기 제2 핸들은 상기 제1 측부에 대향하는 전방 패널 조립체의 제2 측부에 결합되며, 각각의 핸들은 오목한 핸들 부분을 포함하는 것인 용접 시스템. - 제1항에 있어서, 상기 전방 패널 조립체는 상부 프레임 부재와, 제1 및 제2 측부 프레임 부재를 포함하고,
상기 제1 핸들은 상부 프레임 부재 및 제1 측부 프레임 부재의 제1 단부에 결합되며,
상기 제2 핸들은 상부 프레임 부재 및 제2 측부 프레임 부재의 제2 단부에 결합되는 것인 용접 시스템. - 제1항에 있어서, 상기 오목한 핸들 부분의 내측 벽은 각각의 핸들의 외측 벽에 대해 약 60°내지 약 80°의 각도를 형성하는 것인 용접 시스템.
- 제1항에 있어서, 상기 오목한 핸들 부분의 내측 벽은 각각의 핸들의 외측 벽에 대해 약 70°의 각도를 형성하는 것인 용접 시스템.
- 제1항에 있어서, 상기 제1 및 제2 핸들은 제1 핸들과 제2 핸들이 서로 교환될 수 있도록 중심축에 대해 대칭인 것인 용접 시스템.
- 제1항에 있어서, 상기 제1 및 제2 핸들은 제1 및 제2 핸들의 상부측과 바닥측 모두에 복수의 내부 탭을 각각 포함하며, 상기 내부 탭은 제1 및 제2 핸들과 전방 패널 조립체와의 결합 및 정렬을 용이하게 하는 것인 용접 시스템.
- 제1항에 있어서, 상기 제1 및 제2 핸들은 캐스팅 공정에 의해 플라스틱으로 형성되는 것인 용접 시스템.
- 제1항에 있어서, 전기 접속부에 대한 연결 액세스를 용이하게 하기 위해 상기 전방 패널 조립체에 대해 활주되도록 구성되는 전방 커버 부재를 더 포함하는 용접 시스템.
- 제1항에 있어서, 측부 패널의 바닥 에지를 따라 연장되는 탭을 갖는 측부 패널을 더 포함하며, 상기 탭은 하우징의 상보적인 슬롯과 정합되도록 구성되는 것인 용접 시스템.
- 제1항에 있어서, 상기 하우징의 오목부 내에 배치되는 리프팅 기구를 더 포함하며,
상기 리프팅 기구는 하우징의 리프팅을 용이하게 하는 리프팅 위치, 외부 용접 요소와 하우징과의 정렬을 용이하게 하는 정렬 위치, 및 후퇴된 위치(retracted position)를 포함하는 것인 용접 시스템. - 용접 시스템으로서,
인클로저의 대향하는 측부들에 배치되는 오목한 제1 및 제2 핸들을 포함하며,
상기 각각의 오목한 핸들은 인클로저 내로 내향 연장되는 오목한 핸들 부분을 포함하는 것인 용접 시스템. - 제11항에 있어서, 상기 오목한 핸들 부분의 내측 벽은 각각의 핸들의 외측 벽에 대해 약 60°내지 약 80°의 각도를 형성하는 것인 용접 시스템.
- 제11항에 있어서, 상기 오목한 핸들 부분의 내측 벽은 각각의 핸들의 외측 벽에 대해 약 70°의 각도를 형성하는 것인 용접 시스템.
- 제11항에 있어서, 상기 제1 및 제2 핸들은 제1 핸들과 제2 핸들이 서로 교환될 수 있도록 중심축에 대해 대칭인 것인 용접 시스템.
- 제11항에 있어서, 상기 제1 및 제2 핸들은 제1 및 제2 핸들의 상부측과 바닥측 모두에 복수의 내부 탭을 각각 포함하며, 상기 내부 탭은 제1 및 제2 핸들과 전방 패널 조립체와의 결합 및 정렬을 용이하게 하는 것인 용접 시스템.
- 제11항에 있어서, 상기 제1 핸들은 인클로저의 상부 프레임 부재 및 인클로저의 제1 측부 프레임 부재의 제1 단부에 결합되며, 상기 제2 핸들은 인클로저의 상부 프레임 부재 및 인클로저의 제2 측부 프레임 부재의 제2 단부에 결합되는 것인 용접 시스템.
- 제11항에 있어서, 전기 접속부에 대한 연결 액세스를 용이하게 하기 위해 상기 인클로저에 대해 활주되도록 구성되는 전방 커버 부재를 더 포함하는 용접 시스템.
- 제11항에 있어서, 측부 패널의 바닥 에지를 따라 연장되는 탭을 갖는 측부 패널을 더 포함하며, 상기 탭은 하우징의 상보적인 슬롯과 정합되도록 구성되는 것인 용접 시스템.
- 제11항에 있어서, 상기 인클로저의 오목부 내에 배치되는 리프팅 기구를 더 포함하며,
상기 리프팅 기구는 인클로저의 리프팅을 용이하게 하는 리프팅 위치, 외부 용접 요소와 인클로저와의 정렬을 용이하게 하는 정렬 위치, 및 후퇴된 위치(retracted position)를 포함하는 것인 용접 시스템. - 용접 시스템으로서,
전방 패널 조립체를 갖는 하우징과,
제1 및 제2 핸들을 포함하며,
상기 제1 핸들은 전방 패널 조립체의 제1 측부에 결합되고, 상기 제2 핸들은 상기 제1 측부에 대향하는 전방 패널 조립체의 제2 측부에 결합되며,
상기 각각의 핸들은 각각의 핸들의 외측 벽에 대해 약 60°내지 약 80°의 각도를 형성하는 내측 벽을 갖는 오목한 핸들 부분을 포함하고,
상기 제1 및 제2 핸들은 제1 핸들과 제2 핸들이 서로 교환될 수 있도록 중심축에 대해 대칭이며,
상기 제1 및 제2 핸들은 제1 및 제2 핸들의 상부측과 바닥측 모두에 복수의 내부 탭을 각각 포함하고, 상기 내부 탭은 제1 및 제2 핸들과 전방 패널 조립체와의 결합 및 정렬을 용이하게 하는 것인 용접 시스템.
Applications Claiming Priority (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261697998P | 2012-09-07 | 2012-09-07 | |
| US201261698020P | 2012-09-07 | 2012-09-07 | |
| US201261698060P | 2012-09-07 | 2012-09-07 | |
| US201261698027P | 2012-09-07 | 2012-09-07 | |
| US61/698,027 | 2012-09-07 | ||
| US61/698,060 | 2012-09-07 | ||
| US61/698,020 | 2012-09-07 | ||
| US61/697,998 | 2012-09-07 | ||
| US13/838,118 US9517525B2 (en) | 2012-09-07 | 2013-03-15 | Welding system with lifting mechanism and enclosure |
| US13/838,118 | 2013-03-15 | ||
| PCT/US2013/058101 WO2014039586A2 (en) | 2012-09-07 | 2013-09-04 | Welding system with lifting mechanism and enclosure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150052030A true KR20150052030A (ko) | 2015-05-13 |
Family
ID=50232178
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157004961A KR20150052031A (ko) | 2012-09-07 | 2013-09-04 | 용접 전원용 인클로저 |
| KR1020157004958A KR20150052030A (ko) | 2012-09-07 | 2013-09-04 | 용접 전원용 인클로저 |
| KR1020157004964A KR102100000B1 (ko) | 2012-09-07 | 2013-09-05 | 단자 커버 부재를 갖춘 용접 시스템 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157004961A KR20150052031A (ko) | 2012-09-07 | 2013-09-04 | 용접 전원용 인클로저 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157004964A KR102100000B1 (ko) | 2012-09-07 | 2013-09-05 | 단자 커버 부재를 갖춘 용접 시스템 |
Country Status (10)
| Country | Link |
|---|---|
| US (4) | US20140070683A1 (ko) |
| EP (3) | EP2892682A2 (ko) |
| JP (3) | JP2015527207A (ko) |
| KR (3) | KR20150052031A (ko) |
| CN (4) | CN104602855B (ko) |
| AU (3) | AU2013312804B2 (ko) |
| BR (3) | BR112015004677A2 (ko) |
| CA (3) | CA2878233A1 (ko) |
| MX (3) | MX342333B (ko) |
| WO (4) | WO2014039588A2 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140070683A1 (en) | 2012-09-07 | 2014-03-13 | Illinois Tool Works Inc. | Welding system with multi-point contact lift eye |
| US10046411B2 (en) | 2012-09-07 | 2018-08-14 | Illinois Tool Works Inc. | Modular welding system |
| USD731968S1 (en) * | 2012-09-07 | 2015-06-16 | Illinios Tool Works Inc. | Welding power supply grill |
| USD751033S1 (en) * | 2012-09-07 | 2016-03-08 | Illinois Tool Works Inc. | Welding power supply frame |
| US20170113404A1 (en) | 2015-10-21 | 2017-04-27 | Miller Weldmaster Corporation | Method and apparatus for welding a roofing membrane |
| CN106933308A (zh) * | 2015-12-30 | 2017-07-07 | 鸿富锦精密工业(深圳)有限公司 | 机箱 |
| USD864199S1 (en) * | 2018-04-13 | 2019-10-22 | Hewlett-Packard Development Company, L.P. | Computer |
| CN108817759A (zh) * | 2018-07-26 | 2018-11-16 | 芜湖市越泽机器人科技有限公司 | 一种机器人零配件焊接装置 |
| USD914071S1 (en) | 2018-11-02 | 2021-03-23 | Esab Ab | Welding device enclosure |
| JP7238223B2 (ja) * | 2019-04-05 | 2023-03-14 | 株式会社ダイヘン | ワイヤ送給装置 |
| CN110149779B (zh) * | 2019-04-29 | 2020-06-30 | 上海沪工焊接集团股份有限公司 | 一种机芯支架 |
| US20240001494A1 (en) * | 2022-06-30 | 2024-01-04 | Illinois Tool Works Inc. | Power systems and lift structures for power systems |
Family Cites Families (92)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2871440A (en) | 1955-09-21 | 1959-01-27 | Oliver M Hart | Improved welding unit |
| US2916733A (en) | 1957-07-26 | 1959-12-08 | Hirsch Wilbert | Cover for electric wiring and outlet |
| GB1100041A (en) * | 1964-02-24 | 1968-01-24 | Harley Patents Int | Improvements relating to connector devices |
| DE1916881U (de) | 1964-09-28 | 1965-06-03 | Peter Steinlein | Geraetekasten. |
| GB1157968A (en) | 1967-04-12 | 1969-07-09 | British Oxygen Co Ltd | Arc-Welding Power Sources |
| US3528347A (en) | 1968-04-03 | 1970-09-15 | Cutler Hammer Inc | Counter-kicker for newspapers in a lapped stream |
| DE2002156B2 (de) | 1970-01-19 | 1972-05-10 | Alno-Möbelwerke GmbH & Co KG, 7798 Pfullendorf | Geraeteschrank fuer elektrische kuechengeraete |
| JPS5119067Y2 (ko) * | 1973-08-08 | 1976-05-20 | ||
| JPS5039412A (ko) | 1973-08-09 | 1975-04-11 | ||
| JPS585071Y2 (ja) * | 1979-04-17 | 1983-01-28 | 澤藤電機株式会社 | 可搬式エンジン発電機 |
| JPS55152327A (en) | 1979-05-15 | 1980-11-27 | Tokyo Electric Co Ltd | Baker |
| JPS56131084A (en) | 1980-03-14 | 1981-10-14 | Matsushita Electric Ind Co Ltd | Power source for welding |
| JPH0349812Y2 (ko) | 1986-02-18 | 1991-10-24 | ||
| DE8806453U1 (de) | 1988-05-17 | 1988-10-20 | Rohde & Sohn GmbH + Co KG, 3412 Nörten-Hardenberg | In eine Öffnung einer Gehäusewand einsetzbarer Schalengriff |
| US5106248A (en) | 1988-12-05 | 1992-04-21 | Caysher, Inc. | Retractable cleat device |
| US5050760A (en) | 1990-10-05 | 1991-09-24 | Garcia Robert L | Clothespin caddy |
| US5078614A (en) | 1990-10-12 | 1992-01-07 | Shotey Michael J | Sliding cover and shroud for electrical outlets |
| US5169218A (en) | 1991-10-30 | 1992-12-08 | Edward Chu | Computer mainframe front panel assembly |
| DE9211696U1 (de) | 1992-08-31 | 1993-03-11 | Stucki Kunststoffwerk Und Werkzeugbau Gmbh, 4902 Bad Salzuflen | Transportkasten aus Kunststoff |
| US5317795A (en) | 1993-02-05 | 1994-06-07 | Carrier Corporation | Retractable handle for a room air conditioner |
| JPH0728559A (ja) | 1993-07-09 | 1995-01-31 | Toshiba Corp | 携帯型電子機器 |
| US5444897A (en) | 1994-01-06 | 1995-08-29 | Gross; Nathan R. | Hooks reciprocable between a recessed inoperative position and an exposed operative position |
| US5607608A (en) | 1995-02-03 | 1997-03-04 | Miller Group Ltd. | End cap construction for engine driven welder |
| US5734148A (en) * | 1995-09-11 | 1998-03-31 | Miller Electric Manufacturing Co. | Retention means for side panels for welding machine |
| US5747773A (en) | 1995-12-18 | 1998-05-05 | The Esab Group, Inc. | Arc welder power source |
| US5642260A (en) | 1996-01-16 | 1997-06-24 | Illinois Tool Works Inc. | Welding power supply housing |
| CN2289360Y (zh) | 1997-04-02 | 1998-08-26 | 蔡宗彦 | 一种防尘电脑主机面板 |
| US5797639A (en) | 1997-04-07 | 1998-08-25 | Zorzenon; Peter P. | Lock box |
| US5932845A (en) | 1997-10-28 | 1999-08-03 | Lacy; Brian W. | Safety electrical outlet apparatus |
| US6062663A (en) * | 1997-11-17 | 2000-05-16 | Nec Corporation Japan | Door for computer case |
| US6039500A (en) | 1998-05-05 | 2000-03-21 | Kwon; Yong Chin | Quick change side full hoist ring assembly |
| US6232576B1 (en) * | 1998-12-10 | 2001-05-15 | Illinois Tool Works Inc. | Moveable lifting eye mechanism |
| US6242691B1 (en) | 1999-02-03 | 2001-06-05 | Lockheed Martin Corporation | Electronic packaging and method of packaging |
| US6129429A (en) | 1999-02-12 | 2000-10-10 | Compaq Computer Corporation | Rack serviceable computer chassis assembly |
| US6132019A (en) | 1999-08-11 | 2000-10-17 | Silicon Graphics, Inc. | Door assembly for a computer |
| US6489591B1 (en) | 2000-04-10 | 2002-12-03 | Illinois Tool Works Inc. | Cooling air circuits for welding machine |
| US6698853B2 (en) | 2000-12-20 | 2004-03-02 | Hon Hai Precision Ind. Co., Ltd. | Computer enclosure with locking device |
| US6568731B2 (en) | 2001-03-22 | 2003-05-27 | Alexander, Iii William J. | Pipe lifting apparatus and method |
| US6604799B2 (en) * | 2001-07-10 | 2003-08-12 | Hewlett-Packard Development Company, L.P. | Configurable air vents on a computer enclosure |
| US6816391B2 (en) * | 2001-11-01 | 2004-11-09 | Gateway, Inc. | Tool-less access cover and EMI tight access door |
| US6705563B2 (en) | 2001-11-26 | 2004-03-16 | Lincoln Global, Inc. | Open shipyard wire feeder |
| US6750429B2 (en) | 2002-01-22 | 2004-06-15 | Illinois Tool Works Inc. | Storage compartment for storing welding-type accessories |
| US6674046B2 (en) | 2002-02-11 | 2004-01-06 | Illinois Tool Works Inc. | Screw air compressor for a welder |
| US6764259B1 (en) | 2002-05-24 | 2004-07-20 | John Preta | Retractable anchor device and method of mounting the anchor device |
| TW590247U (en) | 2002-11-27 | 2004-06-01 | Hon Hai Prec Ind Co Ltd | Computer cover securing device |
| US7095609B2 (en) * | 2003-04-01 | 2006-08-22 | Gateway Inc. | Robust intuitive latching mechanism |
| CN2616329Y (zh) | 2003-04-25 | 2004-05-19 | 黄桂荣 | 一种便携式电焊机 |
| US7288740B2 (en) | 2003-05-16 | 2007-10-30 | Illinois Tool Works Inc. | Welding device having multiple protective covers and connection paths |
| CN2643373Y (zh) | 2003-07-29 | 2004-09-22 | 鸿富锦精密工业(深圳)有限公司 | 电脑壳体 |
| CN2641991Y (zh) | 2003-07-31 | 2004-09-15 | 桦特电机科技有限公司 | 电力调整器保护盖 |
| US7306273B2 (en) * | 2003-09-04 | 2007-12-11 | Estes Robert L | Roll-off container with adjustable attachment apparatus |
| US7039439B2 (en) * | 2003-10-08 | 2006-05-02 | Super Link Electronics Co., Ltd. | Cover body sliding/location structure of subscriber identity module connector |
| JP4253260B2 (ja) | 2004-02-13 | 2009-04-08 | デンヨー株式会社 | バッテリ併用型エンジン駆動溶接機 |
| CN2720500Y (zh) * | 2004-06-12 | 2005-08-24 | 鸿富锦精密工业(深圳)有限公司 | 电脑面板 |
| JP2006008216A (ja) * | 2004-06-28 | 2006-01-12 | Onkyo Corp | 包装装置 |
| US7374058B2 (en) | 2004-07-23 | 2008-05-20 | Thomas & Betts International, Inc. | Extendable while-in-use cover |
| CN2745428Y (zh) | 2004-09-16 | 2005-12-14 | 龙和文具股份有限公司 | 组合式公文架结构 |
| CN2739926Y (zh) | 2004-11-11 | 2005-11-09 | 惠州Tcl移动通信有限公司 | 一种带保护封盖的数码音乐播放器 |
| US7329833B2 (en) | 2005-02-07 | 2008-02-12 | Illinois Tool Works Inc. | System for improved high-frequency arc starting of a welding process |
| US7230827B2 (en) | 2005-04-20 | 2007-06-12 | Dell Products L.P. | Method and apparatus for venting a chassis |
| US7455373B2 (en) * | 2005-05-19 | 2008-11-25 | Lincoln Global, Inc. | Engine welder cabinet |
| US7456373B2 (en) * | 2005-06-06 | 2008-11-25 | Illinois Tool Works Inc. | Welder with front mount fan |
| US8070242B2 (en) * | 2006-03-24 | 2011-12-06 | Fujitsu Limited | Mounting unit and electronic apparatus |
| KR101235930B1 (ko) * | 2006-11-06 | 2013-02-21 | 엘지전자 주식회사 | 공기조화기 |
| JP4060345B1 (ja) | 2006-11-20 | 2008-03-12 | 株式会社協和木工所 | 組立式棺桶 |
| KR100786794B1 (ko) | 2006-12-01 | 2007-12-18 | 주식회사 조웰 | 용접기의 손잡이 일체형 디스플레이 커버 |
| CN201025516Y (zh) * | 2006-12-29 | 2008-02-20 | 鸿富锦精密工业(深圳)有限公司 | 电脑机箱 |
| EP2131988A2 (en) | 2007-02-27 | 2009-12-16 | Illinois Tool Works Inc. | Structural welding system |
| CN101277003A (zh) | 2007-03-28 | 2008-10-01 | 万家盛 | 导线t接保护罩 |
| CN101470481A (zh) * | 2007-12-24 | 2009-07-01 | 鸿富锦精密工业(深圳)有限公司 | 电脑机箱 |
| CN201226132Y (zh) | 2008-06-03 | 2009-04-22 | 浩创科技股份有限公司 | 计算机机箱 |
| US8841582B2 (en) * | 2008-10-03 | 2014-09-23 | Lincoln Global, Inc. | Engine driven welding machine |
| US8552340B2 (en) | 2008-12-16 | 2013-10-08 | Illinois Tool Works Inc. | Enclosed welder with recess panel |
| BRMU8900552U2 (pt) | 2009-02-26 | 2010-10-19 | Electrolux Do Brasil Sa | máquina de lavar de alta pressão |
| US8624161B2 (en) | 2009-03-03 | 2014-01-07 | Illinois Tool Works Inc. | Welding process employing variable minimum current |
| CN201369008Y (zh) * | 2009-03-18 | 2009-12-23 | 群光电能科技股份有限公司 | 可快速组装的电源供应器外壳 |
| US8461483B2 (en) | 2009-07-24 | 2013-06-11 | Lincoln Global, Inc. | Engine driven welding power supplies with two piece shaft |
| CN201491982U (zh) | 2009-08-21 | 2010-06-02 | 马俊钊 | 新式书架 |
| CN102045971B (zh) * | 2009-10-22 | 2012-07-18 | 鸿富锦精密工业(深圳)有限公司 | 电子设备 |
| CN201566881U (zh) | 2009-12-05 | 2010-09-01 | 广东东通文具有限公司 | 抽屉式折叠盒 |
| US20110180517A1 (en) | 2010-01-26 | 2011-07-28 | Illinois Tool Works Inc. | Methods and systems for binding a wireless control device to a welding power source |
| US8253069B2 (en) * | 2010-03-15 | 2012-08-28 | Lincoln Global, Inc. | Slideable welding power source housing assembly |
| CN102232726A (zh) | 2010-05-05 | 2011-11-09 | 南通博宇机电有限公司 | 多功能公文框 |
| CN102271474A (zh) | 2010-06-04 | 2011-12-07 | 鸿富锦精密工业(深圳)有限公司 | 电子装置壳体 |
| US8402907B2 (en) | 2010-06-07 | 2013-03-26 | Gem Products, Inc. | Boat cleat assembly |
| CN201755727U (zh) | 2010-08-10 | 2011-03-09 | 江门市保值久机电有限公司 | 一种焊机的壳体结构 |
| CN201946797U (zh) * | 2011-01-28 | 2011-08-24 | 唐山松下产业机器有限公司 | 输出端防护装置和电子设备 |
| CN202043391U (zh) | 2011-04-15 | 2011-11-16 | 旭丽电子(广州)有限公司 | 机壳结构 |
| CN202185669U (zh) | 2011-08-01 | 2012-04-11 | 德力西(杭州)变频器有限公司 | 逆变式手工弧焊机装配结构 |
| CN103163970B (zh) | 2011-12-08 | 2016-08-03 | 泰州市润扬电气有限公司 | 电子装置壳体 |
| CN102581320A (zh) | 2012-03-21 | 2012-07-18 | 山东冠泓数控装备有限公司 | 一种数控车床防护钣金 |
| US20140070683A1 (en) | 2012-09-07 | 2014-03-13 | Illinois Tool Works Inc. | Welding system with multi-point contact lift eye |
-
2013
- 2013-03-15 US US13/841,044 patent/US20140070683A1/en not_active Abandoned
- 2013-03-15 US US13/841,453 patent/US10207352B2/en active Active
- 2013-03-15 US US13/838,118 patent/US9517525B2/en active Active
- 2013-03-15 US US13/839,489 patent/US10183355B2/en active Active
- 2013-09-04 EP EP13762966.3A patent/EP2892682A2/en not_active Withdrawn
- 2013-09-04 KR KR1020157004961A patent/KR20150052031A/ko not_active Application Discontinuation
- 2013-09-04 EP EP13762965.5A patent/EP2892681A2/en not_active Withdrawn
- 2013-09-04 BR BR112015004677A patent/BR112015004677A2/pt not_active IP Right Cessation
- 2013-09-04 JP JP2015531170A patent/JP2015527207A/ja active Pending
- 2013-09-04 JP JP2015531169A patent/JP2015527206A/ja active Pending
- 2013-09-04 AU AU2013312804A patent/AU2013312804B2/en not_active Ceased
- 2013-09-04 WO PCT/US2013/058104 patent/WO2014039588A2/en active Application Filing
- 2013-09-04 CN CN201380046236.2A patent/CN104602855B/zh active Active
- 2013-09-04 MX MX2015000414A patent/MX342333B/es active IP Right Grant
- 2013-09-04 MX MX2015000418A patent/MX346582B/es active IP Right Grant
- 2013-09-04 WO PCT/US2013/058106 patent/WO2014039590A1/en active Application Filing
- 2013-09-04 AU AU2013312802A patent/AU2013312802B2/en not_active Ceased
- 2013-09-04 CN CN201380046235.8A patent/CN104602854B/zh not_active Expired - Fee Related
- 2013-09-04 CA CA2878233A patent/CA2878233A1/en not_active Abandoned
- 2013-09-04 WO PCT/US2013/058101 patent/WO2014039586A2/en active Application Filing
- 2013-09-04 CA CA2878236A patent/CA2878236A1/en not_active Abandoned
- 2013-09-04 KR KR1020157004958A patent/KR20150052030A/ko not_active Application Discontinuation
- 2013-09-04 BR BR112015002269A patent/BR112015002269A2/pt not_active IP Right Cessation
- 2013-09-05 CN CN201380046237.7A patent/CN104602849A/zh active Pending
- 2013-09-05 JP JP2015531213A patent/JP2015527208A/ja active Pending
- 2013-09-05 WO PCT/US2013/058347 patent/WO2014039736A2/en active Application Filing
- 2013-09-05 CN CN202010186277.3A patent/CN111496350A/zh active Pending
- 2013-09-05 CA CA2878240A patent/CA2878240A1/en not_active Abandoned
- 2013-09-05 KR KR1020157004964A patent/KR102100000B1/ko active IP Right Grant
- 2013-09-05 EP EP13762695.8A patent/EP2892675A2/en not_active Withdrawn
- 2013-09-05 MX MX2015000423A patent/MX343319B/es active IP Right Grant
- 2013-09-05 AU AU2013312408A patent/AU2013312408B2/en not_active Ceased
- 2013-09-05 BR BR112015001987A patent/BR112015001987A2/pt not_active IP Right Cessation
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150052030A (ko) | 용접 전원용 인클로저 | |
| US8079285B2 (en) | Robot | |
| CN108925131B (zh) | 钣金焊接夹具 | |
| JP2015527209A (ja) | モジュール式溶接システム | |
| JP2011255496A (ja) | ロボット | |
| US9381596B2 (en) | Welding fixture | |
| JPWO2015159325A1 (ja) | スポット溶接用電極格納装置 | |
| KR20160135975A (ko) | 항공기 부품 분리형 고정장치, 및 이를 이용한 가공방법 | |
| JP7234480B2 (ja) | ワイヤ送給装置 | |
| JP4244144B2 (ja) | 部材取付構造 | |
| TW201634826A (zh) | 具有非接觸式防塵構造之線性滑台 | |
| JPH04133554U (ja) | 工作機械のカバー装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |