KR20130114902A - 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 - Google Patents
재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20130114902A KR20130114902A KR20120037318A KR20120037318A KR20130114902A KR 20130114902 A KR20130114902 A KR 20130114902A KR 20120037318 A KR20120037318 A KR 20120037318A KR 20120037318 A KR20120037318 A KR 20120037318A KR 20130114902 A KR20130114902 A KR 20130114902A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- excluding
- rolled steel
- hot
- less
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Abstract
본 발명은 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법에 관한 것으로, 강의 성분과 조직을 정밀제어하고 아울러 제조조건을 조절함으로써 열연 조직간 재질 균일성이 우수하여 성형 후 부품의 치수 정밀도가 뛰어날 뿐만 아니라, 가공 중 결함이 발생하지 않고, 최종 열처리 과정 후에도 균일한 조직 및 경도 분포를 가질 수 있다.
Description
본 발명은 재질 균일성이 우수한 고탄소 열연강판에 관한 것으로, 보다 상세하게는 기계부품, 공구류 및 자동차 부품 등에 사용될 수 있는 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법에 관한 것이다.
고탄소 강을 이용한 고탄소 열연강판은 기계부품, 공구류 및 자동차 부품 등의 여러 용도로서 사용되어 왔다. 상술한 용도에 맞는 강판은 목적하는 두께에 해당하는 열연강판을 제조한 뒤 블랭킹, 굽힘, 프레스 가공 등을 수행하여 원하는 형태를 얻을 후, 여기에 최종적으로 열처리를 수행하여 높은 경도를 부여하여 제조한다.
고탄소 열연강판은 우수한 재질 균일성 특성이 요구되는데, 고탄소 열연강판 내의 재질 편차가 크면 성형과정에서 치수 정밀도가 떨어지고, 가공 중 결함을 야기할 뿐만 아니라, 최종 열처리 과정에서도 불균일한 조직 분포를 유발하기 때문이다.
이와 같은 고탄소 열연강판의 성형성을 개선하기 위해 여러 발명들이 제안되어 왔으나, 대부분 냉간압연과 소둔을 거친 이후의 미세조직에서의 탄화물 크기 및 분포 제어에 초점을 맞추고 있는 발명들일 뿐, 열연강판의 성형성과 열처리 균일성에 대한 발명을 제안한 것은 아니다.
보다 구체적으로, 냉간압연과 소둔을 실시한 후 고탄소 소둔강판의 성형성에 대한 특허문헌 1에 따르면, 소둔 조건을 제어함으로써 평균 탄화물 입경이 1μm 이하이고, 0.3μm 이하의 탄화물 분율이 20% 이하로 탄화물 분포를 얻을 경우 성형성이 개선됨을 개시하고 있으나, 열연강판 상태에서의 성형성에 대한 언급은 없으며, 더욱이 성형성이 우수한 열연강판을 소둔한 후 탄화물의 입경이 반드시 1μm 이하로 형성되어야 할 필연성은 없다.
상술한 바와 같이, 소둔 조건을 제어하여 탄화물 입경의 표준편차를 탄화물 평균 입경으로 나눈 값을 1.0 이하로 얻음으로써 프레스 성형성을 개선한 특허문헌 1뿐만 아니라, 소둔 조건을 적절히 제어하여 페라이트의 입경이 5μm 이상이면서, 탄화물 입경의 표준편차를 0.5 이하로 규정한 특허문헌 2에서도 열연 조직에 대한 언급은 없고, 성형성이 우수한 열연강판이 통상적인 소둔 조건을 거친 후 위 발명과 같은 탄화물 분포를 가져야 할 필연성은 없다.
특허문헌 3에서는 펄라이트와 세멘타이트의 분율을 10% 이하로 하면서, 페라이트의 결정립 크기가 10~20μm 범위를 만족할 때, 파인블랭킹 가공성이 증가됨을 개시하고 있으나, 이 발명 또한 소둔강판의 미세조직 제어에 대한 한정으로서 열연조직의 성형성과는 거리가 있으며, 열연조직의 성형성 개선에 있어서는 도리어 페라이트 형성을 억제하고 균일한 상분포를 얻음으로써 재질 편차를 최소화하는 수단의 활용이 가능하다.
한편, 특허문헌 4는 신장 플랜지성 개선을 위해, 소둔 후 페라이트 입경이 6μm 이하이고, 탄화물 입경을 0.1~1.2μm 범위로 제어함과 동시에, 초당 120℃ 이상의 속도로 열연강판을 냉각하여 페라이트 분율을 10% 이하로 얻는 열연조직의 규정 방법도 제안하고 있으나, 이 발명은 소둔재의 신장 플랜지성을 개선하기 위한 것이며, 열연강판에서 페라이트 분율을 10% 이하로 형성하기 위해서 초당 120℃의 빠른 냉각속도가 반드시 필요한 것은 아니다.
특허문헌 5에서는 초석 페라이트와 펄라이트의 분율을 각각 5% 이하로 제어하고, 베이나이트의 분율이 90% 이상인 고탄소 베이나이트 조직을 얻고, 소둔 후 미세한 세멘타이트가 분포한 조직을 얻음으로써 소둔판의 성형성을 개선하는 방법을 제안하고 있으나, 이 발명은 탄화물의 평균 크기를 1μm 이하, 결정립 크기를 5μm 이하로 미세하게 제어하여 소둔재의 성형성을 개선하기 위한 것일 뿐, 열연재의 성형성에 관련된 발명은 아니다.
본 발명은 상술한 문제점을 해결하기 위한 것으로, 합금원소의 종류, 함량 및 형성되는 조직의 제어를 통해 우수한 재질 균일성을 확보할 수 있는 고탄소 열연강판 및 이를 제조하는 방법을 제공하고자 하는 것이다.
본 발명의 일 측면은 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어지고, 펄라이트 상의 면적분율이 95% 이상인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판을 제공한다.
본 발명의 다른 측면은 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어진 고탄소 강 슬라브를 제조하는 단계; 상기 슬라브를 1100~1300℃에서 재가열하는 단계; 상기 재가열 후, 마무리 열간압연 온도가 800~1000℃로 되도록 열간압연하는 단계; 상기 열간압연된 강판을 상기 마무리 열간압연 온도로부터 550℃에 도달할 때까지 하기 식(1) 또는 식(1')를 만족하는 냉각속도(CR1)로 냉각하는 단계; 및 상기 냉각시킨 강판을 하기 식(3)을 만족하는 권취 온도(CT)로 권취하는 단계를 포함하는 재질 균일성이 우수한 고탄소 열연강판의 제조방법을 제공한다.
[식(1)]
Cond1 ≤ CR1(℃/sec) < 100,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
[식(1')]
Cond1 ≤ CR1(℃/sec) ≤ Cond1 + 20,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
[식(2)]
Cond2 ≤ CT(℃) ≤ 650,
Cond2 = 640 - 237×C(wt.%) - 16.5×Mn(wt.%) - 8.5×Cr(wt.%)
본 발명에 따르면, 강재의 조성성분, 미세조직 및 공정조건을 제어함으로써, 고탄소 열연강판의 열연 조직간 재질 균일성이 우수하여 성형 후 부품의 치수 정밀도가 뛰어날 뿐만 아니라, 가공 중 결함이 발생하지 않고, 최종 열처리 과정 후에도 균일한 조직 및 경도 분포를 가질 수 있다.
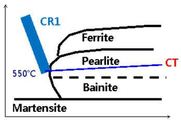
도 1은 냉각속도 제어에 따른 열연강판의 변태곡선을 나타낸 도면이다.
본 발명자들은 고탄소 열연강판에서 요구되는 특성인 재질 균일성을 우수하게 갖는 강재를 도출해내기 위해 깊이 연구한 결과, 합금원소의 함량 및 공정조건 특히, 냉각조건 및 권취조건을 합금성분의 함수로 정밀 제어하여 95% 이상의 펄라이트 미세조직을 도출함으로써, 재질 균일성이 우수한 고탄소 열연강판을 제공할 수 있음을 확인하고 본 발명을 완성하였다.
이하, 본 발명의 일 측면으로서, 재질 균일성이 우수한 고탄소 열연강판에 대해 설명한다.
본 발명에 따른 고탄소 열연강판은 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어진다.
상기 고탄소 열연강판은 중량%로 탄소(C)를 0.2~0.4% 포함하는 것이 바람직하다.
또한, 상기 고탄소 열연강판은 중량%로 탄소(C)를 0.4~0.5% 포함하는 것이 바람직하다.
이하, 본 발명의 고탄소 열연강판에 있어서, 상기와 같이 성분을 제한하는 이유에 대하여 상세히 설명한다. 이때, 성분원소의 함유량은 모두 중량%를 의미한다.
C: 0.2~0.5%
탄소(C)는 열처리 시의 경화능과 열처리 후의 경도를 확보하기 위해 필요한 원소로서, 이를 위해서는 0.2% 이상 첨가되는 것이 바람직하다. 다만, 그 함량이 0.5%를 초과하게 되면, 매우 높은 열연 경도를 갖게 되어 재질 편차의 절대값이 증가하고, 성형성도 나빠지기 때문에 본 발명에서 목적으로 하는 우수한 재질 균일 특성을 얻기 어렵다.
특히, 탄소(C)를 0.2~0.4%의 범위로 함유하는 경우에는, 최종 열처리 전에 재질이 무르기 때문에 인발, 단조, 드로잉 등 각종 성형이 용이하므로, 복잡한 기계부품 제조에 사용하기 적합하다.
또한, 탄소(C)를 0.4~0.5%의 범위로 함유하는 경우에는, 성형 과정에서는 상대적으로 가공이 어려우나, 최종 열처리 후의 경도가 높기 때문에 내마모성 및 내피로특성이 우수하여 기계적 부하가 높은 기계부품 군의 제조에 사용하기 적합하다.
Si: 0.5% 이하(0은 제외)
실리콘(Si)은 탈산을 위해 Al과 함께 첨가되는 원소로서, Si가 첨가될 경우 적스케일이 발생하는 역기능이 적고, 페라이트를 안정화시켜 재질 편차를 증대시킬 가능성이 있으므로, 그 상한은 0.5%로 제한하는 것이 바람직하다.
Mn: 0.2~1.5%
망간(Mn)은 경화능을 증가시키고, 열처리 후에 경도를 확보하는데에 기여하는 원소이다. 이러한 Mn의 함량이 0.2% 미만으로 너무 낮으면 조대한 FeS가 형성되어 강재가 매우 취약해질 수 있으며, 반면 1.5%를 초과하게 되면 합금 원가가 증가하고 잔류 오스테나이트를 형성시킬 우려가 있다.
Cr: 1.0% 이하(0은 제외)
크롬(Cr)은 경화능을 증가시키고, 열처리 후에 경도 확보에 기여하는 원소이다. 또한, Cr은 펄라이트의 라멜라 간격을 미세하게 함으로써 강판의 성형성 향상에 기여한다. 이러한 Cr을 1.0% 초과하여 첨가하게 되면, 합금 원가가 증가하고 지나치게 상변태가 지연되어 런아웃테이블(ROT; Run Out Table) 내에서 냉각할 시 충분한 상변태를 얻기 어려울 수 있으므로, 그 상한을 0.1%로 제한하는 것이 바람직하다.
P: 0.03% 이하(0은 제외)
인(P)은 강중 불순물 원소로서, 그 함량이 0.03%를 초과하게 되면 용접성이 저하되고, 강의 취성이 발생할 위험성이 커지므로, 그 상한을 0.03%로 제한하는 것이 바람직하다.
S: 0.015% 이하(0은 제외)
황(S)은 상기 인(P)과 마찬가지로 강중 불순물 원소로서, 강판의 연성 및 용접성을 저해하는 원소이다. 따라서, 그 함량이 0.015%를 초과하게 되면, 강판의 연성 및 용접성을 저해할 가능성이 높으므로, 그 상한을 0.015%로 제한하는 것이 바람직하다.
Al: 0.05% 이하(0은 제외)
알루미늄(Al)은 탈산을 위해 첨가하는 원소로서, 제강공정시 탈산제로서 작용한다. 이러한 Al은 0.05%를 초과하여 첨가될 필요성은 낮으며, 첨가량이 지나치게 많을 경우 연주시 노즐 막힘을 유발할 수 있기 때문에, 그 상한을 0.015%로 제한하는 것이 바람직하다.
B: 0.0005~0.005%
보론(B)은 강재의 경화능을 확보하는데에 크게 기여하는 원소로서, 경화능 강화 효과를 얻기 위해서는 0.0005% 이상으로 첨가될 필요가 있으나, 다만 첨가량이 지나치게 많을 경우 입계에 보론 탄화물을 형성시켜 핵생성 장소를 제공하므로 오히려 경화능을 악화시킬 우려가 있다. 따라서, 그 상한을 0.005%로 제한하는 것이 바람직하다.
Ti: 0.005~0.05%
티타늄(Ti)은 질소(N)와 반응하여 TiN을 형성함으로써, BN의 형성을 억제하는 소위 보론 보호를 위해 첨가하는 원소이다. 이러한 Ti의 함량이 0.005% 미만일 경우에는 강중의 질소를 효과적으로 고정하지 못할 우려가 있으며, 반면 첨가량이 지나치게 많을 경우 형성되는 TiN의 조대화 등으로 인해 강재를 취약하게 할 우려가 있으므로, 강중의 질소를 충분히 고정할 수 있는 범위로 제어하는 것이 바람직하며, 따라서 그 상한을 0.05%로 제한하는 것이 바람직하다.
N: 0.01% 이하(0은 제외)
질소(N)는 강재의 경도에 기여하는 원소이기는 하지만, 제어가 곤란한 원소이다. 이러한 N의 함량이 0.01%를 초과하게 되면, 취성이 발생할 위험성이 크게 증가될 뿐만 아니라, TiN을 형성하고 남은 여분의 N이 경화능에 기여하여야 할 B를 BN 형태로 소모시킬 가능성이 있으므로, 그 상한을 0.01%로 제한하는 것이 바람직하다.
본 발명에 따른 고탄소 열연강판은 상기 원소 성분 이외에도 잔수 Fe 및 기타 불가피한 불순물들로 이루어진다.
상술한 성분계를 가지는 강판으로서, 재질 균일성이 우수한 고탄소 열연강판이 되기 위한 바람직한 조건으로 내부조직의 종류와 형상에 대하여 추가적으로 한정할 필요가 있다.
즉, 본 발명에서 제공하는 고탄소 열연강판 내부의 미세조직은 면적분율을 기준으로 95% 이상의 펄라이트를 포함하는 것이 바람직하다.
상기 펄라이트 상의 분율이 95% 미만으로 형성될 경우, 즉 초석 페라이트 상, 베이나이트 상 또는 마르텐사이트 상의 분율이 5% 이상으로 형성될 경우에는 강판의 재질 편차가 증대되어 균일한 재질을 갖는 열연강판을 얻기가 어렵다.
또한, 상기 펄라이트 상은 권취 이전에 면적분율로 75% 이상 얻는 것이 바람직하다. 이는, 상기 열연강판에 재질 균일성 특성을 부여하기 위한 것으로서, 권취 이전에 펄라이트 상을 75% 이상 얻음으로써, 방위차 15도 이상의 경각입계로 구분되는 펄라이트 콜로니(colony)의 평균 크기를 15μm 이하로 형성시켜, 미세하고 균일한 조직을 얻을 수 있으며, 이로 인해 더욱 균일한 재질 편차를 갖도록 할 수 있다.
만일, 권취 이전에 형성된 펄라이트 상의 분율이 75% 미만으로 충분하지 못하면, 권취 이후 많은 양의 변태 잠열이 코일에 축적되어 펄라이트 조직의 부분적 구상화가 진행되어 높은 경도 편차를 유발하게 되고, 상기 변태 발열로 인해 라멜라 구조가 조대해지는 현상이 발생되어 부분적으로 경도가 낮은 조직이 형성되게 된다. 또한, 변태 중에 페라이트 또는 베이나이트 상이 형성될 우려가 있다.
이와 같이, 본 발명에서는 권취 이전의 비교적 낮은 온도 범위에서 펄라이트 변태가 상당 부분 이루어짐에 의해, 최종 미세조직 내의 평균 라멜라 층간 간격(Interlamellar spacing)이 0.1μm 이하로 미세하게 얻어지고, 이로 인해 강판 재질의 균일성을 한층 향상시키는 효과를 갖게 된다.
상술한 바와 같이, 본 발명의 목적을 충족하는 고탄소 열연강판을 제조하기 위하여, 본 발명자들에 의해 도출된 가장 바람직한 일례에 대하여 하기에 구체적으로 설명하며, 이에 한정되는 것은 아니다.
본 발명에 따른 고탄소 열연강판의 제조방법은 개략적으로, 상술한 성분계 및 미세조직을 만족하는 강 슬라브를 가열한 후, 상기 가열된 슬라브를 압연한 후, 이를 800~1000℃의 온도범위에서 마무리 압연을 실시한 후 냉각, 권취하는 과정으로 이루어진다.
이하, 각 단계별 상세한 조건에 대하여 설명한다.
재가열 단계: 1100~1300℃
슬라브의 가열공정은 후속되는 압연공정을 원활히 수행하고, 목표로 하는 강판의 물성을 충분히 얻을 수 있도록 강을 가열하는 공정이므로, 목적에 맞게 적절한 온도범위 내에서 가열공정이 수행되어야 한다.
슬라브 재가열 시, 가열온도가 1100℃ 미만이면 열간압연 하중이 급격히 증가하는 문제가 발생하며, 반면 1300℃를 초과하는 경우에는 표면 스케일 양이 증가하여 재료의 손실로 이어질 수 있으며, 가열 비용도 증대된다.
압연조건
상기 재가열된 슬라브를 열간 압연할 시, 마무리 열간압연 온도가 800~1000℃로 되도록 수행하여 강판으로 제조한다.
열간 압연 시, 마무리 열간압연 온도가 800℃ 미만이면 압연하중이 크게 증가하는 문제가 발생하며, 반면 1000℃를 초과하게 되면 강판의 조직이 조대화되어 강재가 취약해지며, 스케일이 두꺼워지고 스케일과 관련된 표면 품질의 저하가 발생할 수 있다.
냉각조건
상기 열간 압연된 강판을 냉각할 시, 상기 마무리 열간압연 온도로부터 550℃에 도달할 때까지 수냉각대(ROT; Run Out Table)에서 냉각한다.
이때, 냉각속도(CR1)는 하기 식(1)과 같이 초당 100℃ 미만으로부터 Cond1 이상 범위의 냉각속도로 제어한다. 냉각속도(CR1)가 하기 식(1)에 의해 계산된 값인 Cond1 보다 느릴 경우에는 냉각 중에 페라이트 상이 형성되어 경도차가 30Hv 이상으로 커지게 되며, 반면 냉각속도가 초당 100℃를 넘게 되면 판형상이 크게 나빠지게 된다.
본 발명에서는 B의 첨가와 함께, C, Mn 및 Cr 성분의 함량을 제어함으로써 통상적인 냉각속도에서도 목적하는 재질균일화 효과를 얻을 수 있다.
[식(1)]
Cond1 ≤ CR1(℃/sec) < 100,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
또한, 냉각속도(CR1)를 하기 식(1')과 같이 Cond1 이상 Cond1+20℃/sec 이하 범위를 만족하도록 제어할 수 있다. 냉각속도(CR1)를 하기 식(1')과 같이 제어함으로써, 페라이트 상의 형성을 피하되 상변태 선단온도(nose temperature)로부터 멀리 떨어지지 않게 함으로써 다음 단계에서의 펄라이트 변태를 더욱 촉진시킬 수 있다.
[식(1')]
Cond1 ≤ CR1(℃/sec) ≤ Cond1 + 20,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
권취조건
상기 수냉각대(ROT)를 통과시킴으로써 냉각이 완료된 강판을 두루마리 형태의 코일로 권취한다. 이때, 강판의 온도가 복열 또는 추가적인 냉각에 의해 하기 식(2)를 만족하는 권취 온도(CT)에 도달하도록 한다.
권취 시, 권취 온도가 650℃를 초과하게 되면 상술한 냉각조건 등의 제조조건을 만족하더라도 권취 후 유지 단계에서 페라이트 상이 형성될 우려가 있으며, 반면 권취온도가 하기 식(2)에 의해 계산된 값인 Cond2 미만이면 베이나이트 상이 형성되어 강판의 경도차가 증가하게 된다.
[식(2)]
Cond2 ≤ CT(℃) ≤ 650,
Cond2 = 640 - 237×C(wt.%) - 16.5×Mn(wt.%) - 8.5×Cr(wt.%)
고탄소 열연강판의 제조시, 조성성분을 제어하는 동시에 도 1에 나타낸 바와 같이 냉각속도 및 권취 온도를 제어함으로써 권취 단계 이전에 펄라이트 상을 면적분율로 75% 이상 변태시킬 수 있으며, 이와 같이 권취 이전에 펄라이트 상을 75% 이상으로 형성시킴으로써 권취 후에는 95% 이상의 펄라이트 상을 갖도록 할 수 있다.
또한, 조성성분 및 냉각속도 등의 제조조건 제어로 펄라이트 콜로니의 평균 크기를 15μm 이하로 형성시키고, 평균 라멜라 층간 간격을 0.1μm 이하로 얻음으로써, 제조된 열연강판은 미세조직간 경도차를 30HV 이하로 확보할 수 있어, 우수한 재질 균일성 특성을 갖는다. 이때, 상기 경도차는 열연강판에서 측정한 경도의 최대값을 100%, 최소값을 0%로 설정하였을 때, 95% 수준 경도와 5% 수준 경도의 차이로서 정의한다.
본 발명에 따른 제조방법에 의해 제조된 열연강판은 이후 추가적인 공정 없이 그대로 이용될 수 있으며, 또는 소둔 공정 등의 과정을 거친 후 이용될 수도 있다.
이하, 실시예를 통해 본 발명을 보다 상세히 설명한다. 다만, 하기 실시예는 본 발명을 보다 구체적으로 설명하기 위한 예시일 뿐, 본 발명의 권리범위를 한정하지는 않는다.
(
실시예
)
하기 표 1에 나타낸 바와 같은 합금성분 조성을 갖는 강을 30Kg의 잉곳(ingot)으로 진공용해한 후, 사이징(sizing) 압연을 수행하여 두께 30mm의 슬라브를 제조하였다. 상기 슬라브를 1200℃에서 1시간 동안 재가열한 후, 열간압연을 수행하였다. 이때, 900℃에서 마무리 열간압연을 수행하여 최종 3mm 두께를 갖는 열연강판을 제조하였다.
마무리 열간압연 후, 상기 강판들을 수냉각대(ROT)에서 550℃까지 CR1의 냉각속도로 냉각한 후, 냉각된 강판을 각각의 목표 권취 온도로 미리 가열시킨 로에 장입하여 1시간 동안 유지시킨 후 로냉하는 과정을 거쳐 열연 권취공정을 모사하였다. 이때, 상기 각 강판들에 적용되는 냉각속도(CR1) 및 권취 온도(CT)는 하기 표 2에 나타내었다.
또한, 권취 공정을 완료하여 얻은 최종 열연강판의 미세조직을 분석하고, 비커스 경도를 측정하여 하기 표 2에 나타내었다. 이때, 경도는 500g 하중의 비커스 경도로 측정하였으며, 30회 이상 측정한 결과에서 최대값을 100%, 최소값을 0%로 설정하였을 때, 95% 수준과 5% 수준 경도의 차이를 경도차로 정의하였다.
| 강종 | C | Si | Mn | Cr | B | Ti | Al | P | S | N | 비고 |
| A | 0.201 | 0.192 | 0.706 | 0.211 | 0.0021 | 0.020 | 0.033 | 0.011 | 0.0032 | 0.0040 | 발명강 |
| B | 0.215 | 0.102 | 0.981 | 0.003 | 0.0019 | 0.019 | 0.033 | 0.012 | 0.0022 | 0.0042 | 발명강 |
| C | 0.225 | 0.117 | 0.722 | 0.430 | 0.0002 | 0.002 | 0.021 | 0.014 | 0.0057 | 0.0059 | 비교강 |
| D | 0.233 | 0.201 | 1.113 | 0.006 | 0.0022 | 0.019 | 0.018 | 0.013 | 0.0042 | 0.0043 | 발명강 |
| E | 0.248 | 0.122 | 0.927 | 0.495 | 0.0020 | 0.023 | 0.015 | 0.015 | 0.0037 | 0.0052 | 발명강 |
| F | 0.312 | 0.21 | 0.812 | 0.002 | 0.0019 | 0.021 | 0.017 | 0.017 | 0.0021 | 0.0037 | 발명강 |
| G | 0.347 | 0.152 | 0.325 | 0.750 | 0.0011 | 0.019 | 0.021 | 0.018 | 0.0015 | 0.0040 | 발명강 |
| H | 0.362 | 0.215 | 1.370 | 0.003 | 0.0020 | 0.021 | 0.019 | 0.012 | 0.0012 | 0.0049 | 발명강 |
| I | 0.371 | 0.075 | 0.867 | 0.512 | 0.0014 | 0.019 | 0.042 | 0.009 | 0.0032 | 0.0032 | 발명강 |
| J | 0.384 | 0.045 | 0.912 | 0.007 | 0.0022 | 0.021 | 0.038 | 0.008 | 0.0027 | 0.007 | 발명강 |
| K | 0.409 | 0.063 | 0.399 | 0.212 | 0.0022 | 0.020 | 0.044 | 0.012 | 0.0084 | 0.0066 | 발명강 |
| L | 0.397 | 0.211 | 0.415 | 0.003 | 0.0001 | 0.003 | 0.015 | 0.013 | 0.0067 | 0.0050 | 비교강 |
| M | 0.466 | 0.327 | 0.315 | 0.125 | 0.0020 | 0.021 | 0.007 | 0.014 | 0.0039 | 0.0047 | 발명강 |
| 열연 강판 |
Cond1 | CR1 | Cond2 | CT | Pearlite 분율 |
Colony 크기(μm) |
라멜라 층간간격(μm) | 경도 편차 |
구분 |
| A | 72 | 75 | 579 | 600 | 96% | 12 | 0.054 | 25 | 발명예 |
| B | 81 | 85 | 573 | 600 | 98% | 13 | 0.058 | 19 | 발명예 |
| C | 43 | 50 | 571 | 600 | 83% | 13 | 0.051 | 63 | 비교예 |
| D | 71 | 75 | 566 | 600 | 99% | 12 | 0.059 | 21 | 발명예 |
| E | 23 | 30 | 562 | 620 | 97% | 14 | 0.055 | 25 | 발명예 |
| F | 57 | 75 | 553 | 580 | 99% | 12 | 0.053 | 16 | 발명예 |
| G | 10 | 20 | 546 | 580 | 95% | 10 | 0.043 | 24 | 발명예 |
| H | 25 | 30 | 532 | 580 | 97% | 9 | 0.059 | 18 | 발명예 |
| I | 10 | 20 | 533 | 670 | 91% | 16 | 0.071 | 79 | 비교예 |
| J | 32 | 50 | 534 | 580 | 99% | 10 | 0.054 | 17 | 발명예 |
| K | 19 | 30 | 535 | 580 | 96% | 9 | 0.049 | 23 | 발명예 |
| L | 43 | 50 | 539 | 620 | 87% | 13 | 0.055 | 82 | 비교예 |
| M | 13 | 20 | 523 | 620 | 99% | 12 | 0.054 | 27 | 발명예 |
(상기 표 2에 기재된 펄라이트 분율을 제외한 나머지는 초석 페라이트로 이루어져 있음)
측정 결과, 보론(B) 함량이 본 발명에서 제공하는 범위를 만족하지 않는 표 1의 비교강 C 및 L을 이용한 비교예 C 및 L의 경우, 제조조건(냉각조건 및 권취조건)이 본 발명을 만족하더라도 펄라이트의 분율이 각각 83%, 87%로 본 발명에서 제안하는 범위를 만족하지 않으며, 경도 편차도 30HV 이상으로 측정되었다.
또한, 성분조건은 본 발명을 만족하지만, 권취 온도 조건이 본 발명을 만족하지 않는 표 2의 비교예 I의 경우에도, 높은 권취 온도에서 페라이트 상이 형성됨에 따라 펄라이트의 분율이 95% 이하이며, 경도편차도 79HV로 재질 균일성이 열위에 있음을 알 수 있다.
반면, 본 발명에서 제공하는 성분범위 및 제조조건을 모두 만족하는 발명예들 중, 특히 발명예 F의 경우에는 펄라이트의 분율이 99% 이었으며, 경도편차도 16HV로 측정되었다.
또한, 상기 발명예들의 라멜라 층간 간격을 측정해본 결과, 모두 0.1μm 이하로 매우 미세한 조직이 형성되었음을 확인하였다.
상술한 결과를 통해, 본 발명에서 제공하는 성분범위 및 제조조건을 모두 만족하여야만 재질 균일성이 우수한 고강도 열연강판을 얻을 수 있다.
Claims (8)
- 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어지고,
펄라이트 상의 면적분율이 95% 이상인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 제 1항에 있어서,
상기 펄라이트 상의 콜로니(colony) 크기가 15μm 이하이고, 라멜라 조직 내 평균 층간 간격이 0.1μm 이하인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 제 1항에 있어서,
상기 고탄소 열연강판은 경도의 최대값을 100%, 최소값을 0%로 하였을 때, 95% 수준의 경도와 5% 수준의 경도 차이가 30HV 이하인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 제 1항에 있어서,
상기 펄라이트 상의 75% 이상은 권취 이전에 변태된 것임을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 제 1항에 있어서,
상기 탄소(C)의 함량이 0.2~0.4%인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 제 1항에 있어서,
상기 탄소(C)의 함량이 0.4~0.5%인 것을 특징으로 하는 재질 균일성이 우수한 고탄소 열연강판.
- 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어진 고탄소 강 슬라브를 제조하는 단계;
상기 슬라브를 1100~1300℃에서 재가열하는 단계;
상기 재가열 후, 마무리 열간압연 온도가 800~1000℃로 되도록 열간압연하는 단계;
상기 열간압연된 강판을 상기 마무리 열간압연 온도로부터 550℃에 도달할 때까지 하기 식(1)을 만족하는 냉각속도(CR1)로 냉각하는 단계;
[식(1)]
Cond1 ≤ CR1(℃/sec) < 100,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
상기 냉각시킨 강판을 하기 식(2)를 만족하는 권취온도(CT)로 권취하는 단계
[식(2)]
Cond2 ≤ CT(℃) ≤ 650,
Cond2 = 640 - 237×C(wt.%) - 16.5×Mn(wt.%) - 8.5×Cr(wt.%)
를 포함하는 재질 균일성이 우수한 고탄소 열연강판의 제조방법.
- 중량%로, C: 0.2~0.5%, Si: 0.5% 이하(0은 제외), Mn: 0.2~1.5%, Cr: 1.0% 이하(0은 제외), P: 0.03% 이하(0은 제외), S: 0.015% 이하(0은 제외), Al: 0.05% 이하(0은 제외), B: 0.0005~0.005%, Ti: 0.005~0.05%, N: 0.01% 이하(0은 제외), 잔부 Fe 및 기타 불가피한 불순물로 이루어진 고탄소 강 슬라브를 제조하는 단계;
상기 슬라브를 1100~1300℃에서 재가열하는 단계;
상기 재가열 후, 마무리 열간압연 온도가 800~1000℃로 되도록 열간압연하는 단계;
상기 열간압연된 강판을 상기 마무리 열간압연 온도로부터 550℃에 도달할 때까지 하기 식(1')을 만족하는 냉각속도(CR1)로 냉각하는 단계;
[식(1')]
Cond1 ≤ CR1(℃/sec) ≤ Cond1 + 20,
Cond1 = 175 - 300×C(wt.%) - 30×Mn(wt.%) - 100×Cr(wt.%) 혹은 10 중에 큰 값
상기 냉각시킨 강판을 하기 식(2)를 만족하는 권취온도(CT)로 권취하는 단계
[식(2)]
Cond2 ≤ CT(℃) ≤ 650,
Cond2 = 640 - 237×C(wt.%) - 16.5×Mn(wt.%) - 8.5×Cr(wt.%)
를 포함하는 재질 균일성이 우수한 고탄소 열연강판의 제조방법.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20120037318A KR101417260B1 (ko) | 2012-04-10 | 2012-04-10 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
| JP2015505624A JP5978388B2 (ja) | 2012-04-10 | 2012-12-27 | 材質均一性に優れた高炭素熱延鋼板及びその製造方法 |
| ES12873979T ES2731498T3 (es) | 2012-04-10 | 2012-12-27 | Lámina de acero laminada en caliente con alto contenido de carbono que tiene excelente uniformidad de material y método para fabricar la misma |
| IN8376DEN2014 IN2014DN08376A (ko) | 2012-04-10 | 2012-12-27 | |
| PCT/KR2012/011643 WO2013154254A1 (ko) | 2012-04-10 | 2012-12-27 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
| US14/391,454 US9856550B2 (en) | 2012-04-10 | 2012-12-27 | High carbon hot rolled steel sheet having excellent material uniformity and method for manufacturing the same |
| EP12873979.4A EP2837705B9 (en) | 2012-04-10 | 2012-12-27 | High carbon hot rolled steel sheet having excellent material uniformity and method for manufacturing the same |
| CN201280072311.8A CN104220618B (zh) | 2012-04-10 | 2012-12-27 | 具有优异材料均匀度的高碳热轧钢板及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20120037318A KR101417260B1 (ko) | 2012-04-10 | 2012-04-10 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130114902A true KR20130114902A (ko) | 2013-10-21 |
| KR101417260B1 KR101417260B1 (ko) | 2014-07-08 |
Family
ID=49327790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20120037318A KR101417260B1 (ko) | 2012-04-10 | 2012-04-10 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9856550B2 (ko) |
| EP (1) | EP2837705B9 (ko) |
| JP (1) | JP5978388B2 (ko) |
| KR (1) | KR101417260B1 (ko) |
| CN (1) | CN104220618B (ko) |
| ES (1) | ES2731498T3 (ko) |
| IN (1) | IN2014DN08376A (ko) |
| WO (1) | WO2013154254A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101849760B1 (ko) * | 2016-09-28 | 2018-04-17 | 주식회사 포스코 | 고탄소 강판 및 이의 제조방법 |
| KR101917447B1 (ko) * | 2016-12-20 | 2018-11-09 | 주식회사 포스코 | 고온연신 특성이 우수한 고강도 강판, 온간프레스 성형부재 및 이들의 제조방법 |
| WO2021176999A1 (ja) * | 2020-03-02 | 2021-09-10 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| WO2023026582A1 (ja) * | 2021-08-24 | 2023-03-02 | 日本製鉄株式会社 | 熱間圧延鋼板 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08337843A (ja) * | 1995-06-09 | 1996-12-24 | Kobe Steel Ltd | 打抜き加工性に優れた高炭素熱延鋼板及びその製造方法 |
| JP4119516B2 (ja) | 1998-03-04 | 2008-07-16 | 新日本製鐵株式会社 | 冷間鍛造用鋼 |
| JP3752118B2 (ja) | 1999-08-31 | 2006-03-08 | 新日本製鐵株式会社 | 成形性に優れた高炭素鋼板 |
| JP4088220B2 (ja) * | 2002-09-26 | 2008-05-21 | 株式会社神戸製鋼所 | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| JP4375971B2 (ja) * | 2003-01-23 | 2009-12-02 | 大同特殊鋼株式会社 | 高強度ピニオンシャフト用鋼 |
| JP4380471B2 (ja) | 2003-08-28 | 2009-12-09 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP4380469B2 (ja) | 2003-08-28 | 2009-12-09 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP4403925B2 (ja) | 2003-10-10 | 2010-01-27 | Jfeスチール株式会社 | 高炭素冷延鋼板およびその製造方法 |
| JP4332072B2 (ja) | 2004-06-07 | 2009-09-16 | 新日本製鐵株式会社 | 加工性と焼き入れ性に優れた高炭素鋼板 |
| JP4319948B2 (ja) | 2004-06-07 | 2009-08-26 | 新日本製鐵株式会社 | 伸びフランジ性の優れた高炭素冷延鋼板 |
| JP4375615B2 (ja) * | 2004-06-15 | 2009-12-02 | 日新製鋼株式会社 | ドア部材用鋼板 |
| WO2007000954A1 (ja) | 2005-06-29 | 2007-01-04 | Jfe Steel Corporation | 高炭素冷延鋼板の製造方法 |
| JP4600196B2 (ja) | 2005-07-26 | 2010-12-15 | Jfeスチール株式会社 | 加工性に優れた高炭素冷延鋼板およびその製造方法 |
| JP5302009B2 (ja) | 2005-12-26 | 2013-10-02 | ポスコ | 成形性に優れた高炭素鋼板及びその製造方法 |
| JP5050386B2 (ja) | 2006-03-31 | 2012-10-17 | Jfeスチール株式会社 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| US8034199B2 (en) * | 2007-09-27 | 2011-10-11 | Nippon Steel Corporation | Case-hardening steel excellent in cold forgeability and low carburization distortion property |
| KR101150365B1 (ko) | 2008-08-14 | 2012-06-08 | 주식회사 포스코 | 고탄소 열연강판 및 그 제조방법 |
| JP5222711B2 (ja) | 2008-12-22 | 2013-06-26 | 新日鐵住金株式会社 | 中高炭素鋼板及びその製造方法 |
| JP5018935B2 (ja) * | 2010-06-29 | 2012-09-05 | Jfeスチール株式会社 | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5018934B2 (ja) * | 2010-06-29 | 2012-09-05 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板およびその製造方法 |
| BR112013001864B1 (pt) * | 2010-07-28 | 2019-07-02 | Nippon Steel & Sumitomo Metal Corporation | Chapa de aço laminada a quente, chapa de aço laminada a frio, chapa de aço galvanizada e método de produção das mesmas |
| US9896736B2 (en) * | 2010-10-22 | 2018-02-20 | Nippon Steel & Sumitomo Metal Corporation | Method for manufacturing hot stamped body having vertical wall and hot stamped body having vertical wall |
| US10030280B2 (en) * | 2010-10-22 | 2018-07-24 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet and method for manufacturing steel sheet |
| CN103314120B (zh) * | 2010-10-22 | 2014-11-05 | 新日铁住金株式会社 | 热锻压成形体的制造方法及热锻压成形体 |
| MX2015001772A (es) * | 2012-08-15 | 2015-05-08 | Nippon Steel & Sumitomo Metal Corp | Plancha de acero para uso en prensado en caliente, metodo para producirla, y miembro de plancha de acero de prensado en caliente. |
| WO2014119802A1 (ja) * | 2013-01-31 | 2014-08-07 | Jfeスチール株式会社 | 電縫鋼管 |
| JP5977699B2 (ja) * | 2013-03-27 | 2016-08-24 | 株式会社神戸製鋼所 | 生引き性に優れた高強度鋼線用線材、高強度鋼線、高強度亜鉛めっき鋼線、およびその製造方法 |
| JP6180351B2 (ja) * | 2013-03-28 | 2017-08-16 | 株式会社神戸製鋼所 | 生引き性に優れた高強度鋼線用線材および高強度鋼線 |
| RU2627313C2 (ru) * | 2013-04-02 | 2017-08-07 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Горячештампованная сталь, холоднокатаный стальной лист и способ производства горячештампованной стали |
| JP6143355B2 (ja) * | 2013-10-22 | 2017-06-07 | 株式会社神戸製鋼所 | 絞り加工性と浸炭熱処理後の表面硬さに優れる熱延鋼板 |
-
2012
- 2012-04-10 KR KR20120037318A patent/KR101417260B1/ko active IP Right Grant
- 2012-12-27 US US14/391,454 patent/US9856550B2/en active Active
- 2012-12-27 JP JP2015505624A patent/JP5978388B2/ja active Active
- 2012-12-27 WO PCT/KR2012/011643 patent/WO2013154254A1/ko active Application Filing
- 2012-12-27 EP EP12873979.4A patent/EP2837705B9/en active Active
- 2012-12-27 CN CN201280072311.8A patent/CN104220618B/zh active Active
- 2012-12-27 IN IN8376DEN2014 patent/IN2014DN08376A/en unknown
- 2012-12-27 ES ES12873979T patent/ES2731498T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP5978388B2 (ja) | 2016-08-24 |
| EP2837705B9 (en) | 2019-07-17 |
| WO2013154254A1 (ko) | 2013-10-17 |
| KR101417260B1 (ko) | 2014-07-08 |
| EP2837705A1 (en) | 2015-02-18 |
| IN2014DN08376A (ko) | 2015-05-08 |
| EP2837705B1 (en) | 2019-03-13 |
| JP2015515548A (ja) | 2015-05-28 |
| US9856550B2 (en) | 2018-01-02 |
| CN104220618A (zh) | 2014-12-17 |
| CN104220618B (zh) | 2017-02-22 |
| ES2731498T3 (es) | 2019-11-15 |
| EP2837705A4 (en) | 2016-01-20 |
| US20150107725A1 (en) | 2015-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101568549B1 (ko) | 우수한 굽힘성 및 초고강도를 갖는 열간 프레스 성형품용 강판, 이를 이용한 열간 프레스 성형품 및 이들의 제조방법 | |
| KR101256523B1 (ko) | 저항복비형 고강도 열연강판의 제조방법 및 이에 의해 제조된 열연강판 | |
| KR101560944B1 (ko) | 표면 품질이 우수한 고강도 열연강판 및 그 제조방법 | |
| KR101677351B1 (ko) | 재질 편차가 적고, 조관성 및 내식성이 우수한 열간 프레스 성형용 열연강판, 이를 이용한 열간 프레스 성형품 및 이들의 제조방법 | |
| KR102469278B1 (ko) | 열간성형용 강재, 열간성형 부재 및 이들의 제조방법 | |
| KR102020435B1 (ko) | 굽힘성 및 저온인성이 우수한 고강도 열연강판 및 이의 제조방법 | |
| KR101417260B1 (ko) | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 | |
| KR20140010700A (ko) | 재질 균일성이 우수한 고탄소 강판 및 그 제조방법 | |
| KR101461715B1 (ko) | 초고강도 냉연강판 및 그의 제조방법 | |
| KR20140084932A (ko) | 강도 및 연성이 우수한 열연강판 및 그의 제조방법 | |
| KR101657847B1 (ko) | 박슬라브 표면 품질, 용접성 및 굽힘가공성이 우수한 고강도 냉연강판 및 그 제조방법 | |
| KR100957965B1 (ko) | 냉각 및 권취시 크랙발생이 저감된 고강도 열간성형용열연강판 및 제조방법 | |
| KR101353551B1 (ko) | 성형성이 우수한 고탄소 강판 및 그 제조방법 | |
| KR101304808B1 (ko) | 재질균일성 및 가공성이 우수한 극저탄소 냉연강판 및 그 제조방법 | |
| KR101372707B1 (ko) | 재질 균일성이 우수한 고강도 고탄소 열연강판 및 이의 제조방법 | |
| KR101828699B1 (ko) | 자동차 부품용 냉연 강판 및 그 제조 방법 | |
| KR101808440B1 (ko) | 인버티드 앵글용 강재 및 그 제조 방법 | |
| KR101403222B1 (ko) | 성형성 및 재질균일성이 우수한 초고강도 고탄소 열연강판 및 그 제조방법. | |
| KR101758557B1 (ko) | 드로잉성 및 소부경화성이 우수한 고강도 박강판 및 그 제조방법 | |
| KR102168369B1 (ko) | 굽힘가공성이 향상된 고탄소강 및 그 제조방법 | |
| KR101372700B1 (ko) | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 | |
| KR102494553B1 (ko) | 가공성이 우수한 고인성 고탄소 냉연강판 및 그 제조방법 | |
| KR20130110631A (ko) | 강판 및 그 제조 방법 | |
| KR102468035B1 (ko) | 열적 안정성이 우수한 고항복비 고강도 강판 및 그 제조방법 | |
| KR102098478B1 (ko) | 고강도, 고성형성, 우수한 소부경화성을 갖는 열연도금강판 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |