JP4332072B2 - 加工性と焼き入れ性に優れた高炭素鋼板 - Google Patents
加工性と焼き入れ性に優れた高炭素鋼板 Download PDFInfo
- Publication number
- JP4332072B2 JP4332072B2 JP2004168057A JP2004168057A JP4332072B2 JP 4332072 B2 JP4332072 B2 JP 4332072B2 JP 2004168057 A JP2004168057 A JP 2004168057A JP 2004168057 A JP2004168057 A JP 2004168057A JP 4332072 B2 JP4332072 B2 JP 4332072B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- workability
- carbide
- hardenability
- carbides
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000677 High-carbon steel Inorganic materials 0.000 title claims description 21
- 229910000831 Steel Inorganic materials 0.000 claims description 92
- 239000010959 steel Substances 0.000 claims description 92
- 239000002245 particle Substances 0.000 claims description 53
- 238000005096 rolling process Methods 0.000 claims description 10
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 239000012535 impurity Substances 0.000 claims 2
- 150000001247 metal acetylides Chemical class 0.000 description 56
- 238000000137 annealing Methods 0.000 description 27
- 238000005098 hot rolling Methods 0.000 description 26
- 238000010791 quenching Methods 0.000 description 20
- 230000000171 quenching effect Effects 0.000 description 20
- 238000001816 cooling Methods 0.000 description 18
- 238000009826 distribution Methods 0.000 description 12
- 238000009864 tensile test Methods 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 11
- 238000003756 stirring Methods 0.000 description 11
- 238000009749 continuous casting Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 229910001562 pearlite Inorganic materials 0.000 description 10
- 230000009466 transformation Effects 0.000 description 10
- 238000005097 cold rolling Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000005539 carbonized material Substances 0.000 description 6
- 238000005266 casting Methods 0.000 description 6
- 238000005204 segregation Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 5
- 238000005554 pickling Methods 0.000 description 5
- 102220259718 rs34120878 Human genes 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 239000012047 saturated solution Substances 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 102220062469 rs786203185 Human genes 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 102200082816 rs34868397 Human genes 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images
Description
最初に、炭化物サイズ分布を制御することにより、加工性と焼き入れ性を両立できることを知見した事実について説明する。
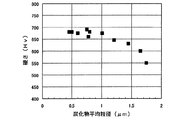
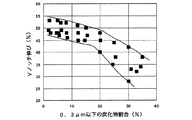
C:0.45%、Si:0.18%、Mn:0.78%、P:0.011%、S:0.003%の組成の連続鋳造スラブを1200℃に加熱し、仕上げ温度:800〜850℃、巻取り温度:550〜690℃の条件で熱間圧延を行い、3.5mm厚みの鋼帯を製造した。この鋼を酸洗後に600〜710℃で12〜96時間の焼鈍を行った。この鋼板を高周波加熱で、加熱速度70℃/秒で800℃まで加熱後、直ちに油中に焼き入れし、焼き入れ硬さを測定した。加工性の評価はJIS5号引張り試験片の平行部中心に両端より2mm深さのVノッチを入れ、引張り速度:200mm/minの引張り試験を行い、伸びを測定した。加工性の評価にVノッチ付の引張り試験を行なった理由は、高炭素鋼板のプレス加工が比較的歪が局所に集中するケースが多く、高速引張りでのVノッチ付引張り試験の伸びと高炭素鋼板の加工性との対応が良い為である。また、この鋼板の炭化物のサイズ分布を走査型電子顕微鏡で調査した。図1は炭化物平均粒径と高周波焼き入れ硬さとの関係を示したもので、図2は0.3μm以下の炭化物粒径の割合とVノッチ引張り試験での伸びの関係を示したものである。
高炭素鋼板の加工性の指標である、高速引張り時のVノッチ付引張り伸び値は、0.3μm以下の炭化物の割合が多くなるにしたがって低下する。0.3μm以下の炭化物の割合が20%超になると、Vノッチ伸び値が40%以上を安定して得られなくなる。このことから、0.3μm以下の炭化物の割合を20%以下に特定した。安定して高いVノッチ伸び値が得られる条件として0.3μm以下の炭化物の割合を15%以下にすることが好ましい。
炭化物平均粒径を1.0μm以下、0.3μm以下の炭化物粒径の比率を20%以下に制御することによって、加工性と焼き入れ性を両立する特性が得られる。
Bは焼き入れ性を高める元素としてよく知られている。C量が少ない場合に、安定した焼き入れ性を必要とする場合に0.0003〜0.0050%の範囲で添加する。0.0003%未満では焼き入れ性を高める効果を安定して発揮できない。一方、0.0050%超の添加は鋼を製造するときに、鋼飯の欠陥、疵の原因となり、製品歩留りを低下させ製造コストの上昇をまねく。好ましい範囲は、同様の理由から、0.0005%から0.0030%である。
TiはBを添加する場合に、Bの添加効果を発揮させるため、0.01〜0.050%の範囲で添加する。
Mnは焼き入れ性を高める元素として良く知られている。しかし、炭化物に固溶し、炭化物の溶解を遅らし、短時間加熱時の焼き入れ性を低下するので、1.5%以下の範囲で添加することが好ましい。
Pは加工性を損なうだけでなく、焼き入れ、焼き戻し後の靭性を劣化させるので0.03%以下とすることが好ましい。
SはMnS等の介在物を生成し、加工性を劣化させるので、0.02%以下にすることが好ましい。
CrはMnと同様に、焼き入れ性を高める元素であることが良く知られているが、しかし、短時間加熱保持時の焼き入れの場合は、炭化物の溶解を遅らせるため、1.0%以下の範囲で添加することが好ましい。
Alは過剰に添加すると焼き入れ性が悪くなるので、0.08%以下とすることが好ましい。
その他の不可避的に混入する元素が存在しても本発明の特徴を損なわない。
このようにして製造された鋼帯は、必要に応じ、調質圧延を行い、製品に供される。

Claims (3)
- 質量%で、
C :0.20%以上0.90%以下、
Si:0.50%以下、
Mn:1.5%以下、
P :0.03%以下、
S :0.02%以下、
Al:0.08%以下、
残部Feおよび不可避的不純物からなる高炭素薄鋼板において、炭化物の平均粒径が0.5μm以上1.0μm以下、かつ、0.30μm以下の炭化物の圧延方向に平行な断面での面積比率が20%以下であることを特徴とする加工性の優れた高炭素鋼板。 - 質量%で、
C :0.20%以上0.90%以下、
Si:0.50%以下、
Mn:1.5%以下、
P :0.03%以下、
S :0.02%以下、
Al:0.08%以下、
Ti:0.01〜0.05%、
B :0.0003〜0.0050%、
残部Feおよび不可避的不純物からなる高炭素薄鋼板において、炭化物の平均粒径が0.5μm以上1.0μm以下、かつ、0.30μm以下の炭化物の圧延方向に平行な断面での面積比率が20%以下であることを特徴とする加工性の優れた高炭素鋼板。 - 更に質量%で、Cr:1.0%以下の範囲で添加することを特徴とする請求項1または2に記載の加工性の優れた高炭素鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168057A JP4332072B2 (ja) | 2004-06-07 | 2004-06-07 | 加工性と焼き入れ性に優れた高炭素鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168057A JP4332072B2 (ja) | 2004-06-07 | 2004-06-07 | 加工性と焼き入れ性に優れた高炭素鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005344194A JP2005344194A (ja) | 2005-12-15 |
| JP4332072B2 true JP4332072B2 (ja) | 2009-09-16 |
Family
ID=35496838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004168057A Expired - Fee Related JP4332072B2 (ja) | 2004-06-07 | 2004-06-07 | 加工性と焼き入れ性に優れた高炭素鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4332072B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101389878B (zh) | 2006-02-27 | 2011-11-30 | 爱信精机株式会社 | 离合器构件及其制造方法 |
| JP5042924B2 (ja) * | 2008-06-02 | 2012-10-03 | 新日本製鐵株式会社 | 機器筐体 |
| KR101417260B1 (ko) | 2012-04-10 | 2014-07-08 | 주식회사 포스코 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
| KR101630951B1 (ko) | 2014-10-21 | 2016-06-16 | 주식회사 포스코 | 고상 접합성이 우수한 고탄소 열연강판 및 그 제조방법 |
| CN105568149B (zh) | 2014-10-30 | 2018-03-27 | Posco公司 | 抗回火脆性优异的高碳热轧钢板及其制造方法 |
| CN111655893B (zh) | 2018-01-30 | 2022-05-03 | 杰富意钢铁株式会社 | 高碳热轧钢板及其制造方法 |
| TWI798338B (zh) * | 2018-06-26 | 2023-04-11 | 美商A芬克父子公司 | 塑膠注射模具及其製造方法 |
| WO2020158356A1 (ja) | 2019-01-30 | 2020-08-06 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| EP3901303A4 (en) | 2019-01-30 | 2021-11-03 | JFE Steel Corporation | HIGH CARBON HOT-ROLLED STEEL SHEET AND METHOD OF MANUFACTURING THEREOF |
-
2004
- 2004-06-07 JP JP2004168057A patent/JP4332072B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005344194A (ja) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101050698B1 (ko) | 극연질 고탄소 열연 강판 및 그 제조 방법 | |
| JP4650006B2 (ja) | 延性および伸びフランジ性に優れた高炭素熱延鋼板およびその製造方法 | |
| KR20120123153A (ko) | 열처리 강재와 그 제조 방법 및 그 소재 강재 | |
| JP5725263B2 (ja) | 硬質冷延鋼板およびその製造方法 | |
| JP6065121B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| CN113366137B (zh) | 高碳热轧钢板及其制造方法 | |
| JP6065120B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP6244701B2 (ja) | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 | |
| JP5070824B2 (ja) | 打抜き加工後の平坦度および端面性状に優れた冷延鋼板およびその製造方法 | |
| JP4332072B2 (ja) | 加工性と焼き入れ性に優れた高炭素鋼板 | |
| JP2005097740A (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP5501819B2 (ja) | 窒化特性及び耐再結晶軟化特性に優れた窒化処理用冷延鋼板およびその製造方法 | |
| CN115461482A (zh) | 钢板、部件及其制造方法 | |
| JP3752118B2 (ja) | 成形性に優れた高炭素鋼板 | |
| JP5920256B2 (ja) | 硬さの熱安定性に優れた硬質冷延鋼板およびその製造方法 | |
| JP2016216809A (ja) | 冷間成形性と熱処理後靭性に優れた低炭素鋼板及び製造方法 | |
| JP5884781B2 (ja) | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 | |
| JP4670135B2 (ja) | 歪時効硬化特性に優れた熱延鋼板の製造方法 | |
| JP4280202B2 (ja) | 焼き入れ性と伸びフランジ性の優れた高炭素鋼板 | |
| JP4319940B2 (ja) | 加工性と、焼入れ性、熱処理後の靭性の優れた高炭素鋼板 | |
| CN105714197A (zh) | 一种高强易冲压成型冷轧钢板及其生产方法 | |
| WO2019203251A1 (ja) | 熱延鋼板 | |
| JP4319945B2 (ja) | 焼き入れ性と加工牲に優れた高炭素鋼板 | |
| JP7444097B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP4276504B2 (ja) | 伸びフランジ性の優れた高炭素熱延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081125 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090619 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4332072 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |