KR20130009793A - 미세 섬유 액체 미립자 필터 매체 - Google Patents
미세 섬유 액체 미립자 필터 매체 Download PDFInfo
- Publication number
- KR20130009793A KR20130009793A KR1020127025078A KR20127025078A KR20130009793A KR 20130009793 A KR20130009793 A KR 20130009793A KR 1020127025078 A KR1020127025078 A KR 1020127025078A KR 20127025078 A KR20127025078 A KR 20127025078A KR 20130009793 A KR20130009793 A KR 20130009793A
- Authority
- KR
- South Korea
- Prior art keywords
- fine fibers
- fibers
- substrate
- fine
- filter medium
- Prior art date
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 536
- 239000007788 liquid Substances 0.000 title claims abstract description 45
- 239000000758 substrate Substances 0.000 claims abstract description 187
- 238000001914 filtration Methods 0.000 claims abstract description 47
- 230000008018 melting Effects 0.000 claims description 93
- 238000002844 melting Methods 0.000 claims description 93
- 238000000034 method Methods 0.000 claims description 58
- 238000012360 testing method Methods 0.000 claims description 51
- 229920000728 polyester Polymers 0.000 claims description 45
- 238000001523 electrospinning Methods 0.000 claims description 41
- 230000008569 process Effects 0.000 claims description 31
- 229920001410 Microfiber Polymers 0.000 claims description 19
- 239000012530 fluid Substances 0.000 claims description 19
- 239000003658 microfiber Substances 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 16
- 238000007906 compression Methods 0.000 claims description 15
- 230000006835 compression Effects 0.000 claims description 15
- 239000004952 Polyamide Substances 0.000 claims description 8
- 229920002647 polyamide Polymers 0.000 claims description 8
- 239000000155 melt Substances 0.000 claims description 6
- 238000012545 processing Methods 0.000 claims description 5
- 239000010419 fine particle Substances 0.000 claims 3
- 238000004023 plastic welding Methods 0.000 claims 2
- 238000009987 spinning Methods 0.000 claims 2
- 230000008707 rearrangement Effects 0.000 claims 1
- 239000010410 layer Substances 0.000 description 82
- 229920000642 polymer Polymers 0.000 description 73
- 239000002131 composite material Substances 0.000 description 63
- 239000002121 nanofiber Substances 0.000 description 46
- 229920002292 Nylon 6 Polymers 0.000 description 31
- 239000000463 material Substances 0.000 description 22
- 239000002904 solvent Substances 0.000 description 19
- 238000003490 calendering Methods 0.000 description 16
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 15
- 238000011144 upstream manufacturing Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 12
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 10
- 230000003749 cleanliness Effects 0.000 description 7
- 239000000356 contaminant Substances 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- -1 polypropylene Polymers 0.000 description 7
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000002283 diesel fuel Substances 0.000 description 5
- 235000019253 formic acid Nutrition 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 230000000747 cardiac effect Effects 0.000 description 4
- 239000000446 fuel Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229920002492 poly(sulfone) Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- 238000009960 carding Methods 0.000 description 3
- 230000005686 electrostatic field Effects 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 235000013550 pizza Nutrition 0.000 description 3
- 229920005594 polymer fiber Polymers 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000001878 scanning electron micrograph Methods 0.000 description 3
- BYEAHWXPCBROCE-UHFFFAOYSA-N 1,1,1,3,3,3-hexafluoropropan-2-ol Chemical compound FC(F)(F)C(O)C(F)(F)F BYEAHWXPCBROCE-UHFFFAOYSA-N 0.000 description 2
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- RHQDFWAXVIIEBN-UHFFFAOYSA-N Trifluoroethanol Chemical compound OCC(F)(F)F RHQDFWAXVIIEBN-UHFFFAOYSA-N 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 229920003086 cellulose ether Polymers 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920001281 polyalkylene Polymers 0.000 description 2
- 229920000412 polyarylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 150000003568 thioethers Chemical class 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000002551 biofuel Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 238000010041 electrostatic spinning Methods 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000003137 locomotive effect Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000011877 solvent mixture Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/02—Loose filtering material, e.g. loose fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/04—Tubular membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/025—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanofibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0631—Electro-spun
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/064—The fibres being mixed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0668—The layers being joined by heat or melt-bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/069—Special geometry of layers
- B01D2239/0695—Wound layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
Abstract
액체 미립자 여과 용도의 필터 매체가 제공된다. 상기 필터 매체는 함께 압축되는 기판 및 미세 섬유를 포함한다.
Description
본 발명은 필터 매체, 및 구체적으로는 액체 미립자 여과 용도의 미세 섬유를 포함하는 복합 필터 매체 및 상기 필터 매체의 제조 방법에 관한 것이다.
유체 스트림, 예컨대 액체 흐름 및 기체상 흐름(예를 들어, 공기 흐름)은 종종, 그 유체 스트림 중에 동반된 빈번하게는 바람직하지 않은 오염물질인 미립자를 보유한다. 필터는 일반적으로 유체 스트림으로부터 미립자의 일부 또는 전부를 제거하기 위해 사용된다.
정전 방사 공정(electrostatic spinning process)을 사용하여 형성된 미세 섬유를 포함하는 필터 매체가 또한 공지되어 있다. 상기 선행 기술에는 필터 재료의 구성 및 방법, 미국 특허번호 5,672,399; 셀룰로오스/폴리아미드 복합체, 미국 특허 공보번호 2007/0163217; 필터 매체, 100 나노미터 미만의 미세 섬유, 및 방법, 미국 특허 공보번호 2009/0199717; 통합된 나노섬유 필터 매체, 미국 특허공보 번호 2009/0266759; 이성분 나노섬유 층을 갖는 필터 매체, 미국 가 특허 출원번호 61,047,455; 나노섬유 매트릭스를 포함하는 팽창된 복합 필터 매체 및 방법, 미국 가 특허 출원 번호 61/308,488; 및 압축된 나노섬유 복합 매체, 미국 가 특허 출원 번호 61/330,462가 포함되는데, 상기 특허 문헌들의 전체 개시내용은 본원 참고로 포함된다.
본 발명은 다양한 액체 미립자 여과 용도의 개선된 필터 매체를 제공하고자 한다. 본 발명의 이러한 이점 및 기타 이점, 및 추가적인 본 발명의 특성은 제시된 본 발명의 설명으로부터 자명해질 것이다.
액체는 일반적으로 기체보다 훨씬 더 점성이므로, 이에 의해 더욱 높은 항력(drag force)을 갖는다. 따라서, 액체 여과 용도에서는 기체 또는 공기 여과 용도와 비교하였을 때 그리고 특히 미세 섬유 필터 매체에 대해서는 독특한 도전에 놓여있다. 예를 들어, 액체는 기체보다는, 이 액체를 사용하여 미립자를 당기는 경향이 훨씬 더 크다. 따라서, 액체 여과 용도에 대한 필터 매체의 포착(interception) 성능은 기체 또는 공기 여과 용도에 대해서보다 훨씬 더 나쁘다. 실질적으로, 액체의 점도가 더 높으면, 필터 매체의 포착성은 더 낮다. 예를 들어, 필터 매체의 여과 효율은 공기 여과 용도에 대한 약 90%에서부터 디젤 연료 여과 용도에 대한 약 20%까지로 감소될 수 있다. 따라서, 공기 또는 기체 여과 용도에 대해 설계된 필터 매체는 일반적으로 액체 여과 용도의 여과 요건을 충족시킬 수 없다.
나노섬유를 포함하는 필터 매체는 공기/기체 여과 용도에서 공지되어 왔다. 그러나, 본 출원인은 액체의 유체 특성 때문에 나노섬유가 전형적으로 액체 필터에서 사용되어 왔다고 생각하지 않는다. 사실상, 미립자/오염물질에 대한 액체 용도의 미세 섬유 공기 필터 매체의 예비 시험으로부터, 미세 섬유가 존재하지 않더라도 나노섬유는 전혀 또는 거의 차이가 없음이 밝혀졌다. 이는 액체에 의해 나타나는 미립자 모멘텀 및 점도 때문인 것으로 여겨졌다. 본 발명의 다양한 실시양태에 따른 복합 필터 매체는 액체 미립자 여과 용도, 예컨대 다양한 탄화수소 연료의 미립자 여과에 대해 특히 매우 적합한 나노섬유를 포함하는 필터 매체를 제공한다. 액체 필터에 대해 유리하게 적용되는 다양한 미세 섬유 적용범위, 미세 섬유 파라미터, 기판 및 배열이 본원에서 논의된다.
본 발명의 한 양태로서 액체 미립자 여과 용도의 필터 매체를 제공한다. 상기 필터 매체는 기판(substrate), 및 상기 기판 위에 보유된 미세 섬유를 포함한다. 상기 기판은 미세 섬유의 평균 섬유 직경보다 4배 이상 더 큰 평균 섬유 직경을 갖는 굵은(coarse) 섬유를 포함한다. 상기 미세 섬유는 0.03 g/㎡ 이상의 평량(basis weight) 및 약 5000 km/㎡ 이상의 선형 적용범위(coverage)를 갖는다.
본 발명의 다른 양태로서, 액체 미립자 여과 용도의 필터 요소를 제공한다. 상기 필터 요소는 필터 매체, 상부 마개 및 하부 마개를 포함한다. 필터 매체는 기판 및 그 기판 위에 보유된 미세 섬유를 포함한다. 기판은 미세 섬유의 평균 섬유 직경보다 4배 이상 더 큰 평균 섬유 직경을 갖는 굵은 섬유를 포함한다. 상기 미세 섬유는 0.03 g/㎡ 이상의 평량 및 약 5000 km/㎡ 이상의 선형 적용범위를 갖는다. 또한, 상부 마개는 유체 입구를 포함한다. 필터 매체는 상부 마개 및 하부 마개에 밀봉식으로(sealingly) 부착된다.
본 발명의 또 다른 양태로서 필터 매체를 형성시키는 방법을 제공한다. 상기 방법은 1 마이크론 미만의 평균 섬유 직경을 갖는 미세 섬유를 정전방사시키고; 미세 섬유보다 4배 이상 더 큰 평균 섬유 직경을 갖는 굵은 섬유(coarse fibers)를 포함하는 기판 상에 미세 섬유를 적용하여, 0.03 g/㎡ 이상의 미세 섬유 평량 및 약 5000 km/㎡ 이상의 미세 섬유의 선형 적용범위를 제공하고; 기판 상에 미세 섬유를 재배열시키도록 미세 섬유가 적용된 상기 기판을 가공하는 것을 포함한다.
다른 양태에서, 본 발명은 액체를 여과하는 방법을 제공한다. 상기 방법은 본원에 기술된 실시양태 중 임의 것에 따라 필터 매체를 제공하는 단계, 및 액체 스트림 내 미립자를 포획하도록 필터 매체를 통해 액체 스트림을 유동시키는 단계를 포함한다.
본 발명의 다른 양태, 과제 및 이점은, 첨부되는 도면을 참조하였을 때 하기 상세한 설명으로부터 더욱 자명해질 것이다.
명세서 일부에 포함되고 그 일부를 형성하는 첨부 도면은 본 발명의 여러 양태를 예시하며, 명세서와 함께 본 발명의 원리를 설명하기 위해 제공된다. 도면에서,
도 1은, 본 발명의 한 실시양태에 따른 미세 섬유를 보유하는 타이트하게 압축 다중 스크림(scrim) 층을 포함하는 필터 매체의 개략적인 단면도(예를 들어, 축척되지 않은 상대적으로 예시된 두께)이다.
도 2는 일련의 롤러에 의해 압축된 상태로 압축되는, 압축전 상태에 있는 도 1의 필터 매체의 개략적인 단면도이다.
도 3은 본 발명의 한 실시양태에 따른 기판의 동심상 심초형(sheath/core) 이성분 섬유의 개략도이다.
도 4는 본 발명의 한 실시양태에 따른 기판의 편심상 이성분 섬유의 개략도이다.
도 5는 본 발명의 한 실시양태에 따른 기판의 병렬형(side-by-side) 이성분 섬유의 개략도이다.
도 6은 본 발명의 한 실시양태에 따른 기판의 파이-쐐기형(pie wedge) 이성분 섬유의 개략도이다.
도 7은 본 발명의 한 실시양태에 따른 기판의 중공 파이 쐐기형 이성분 섬유의 개략도이다.
도 8은 본 발명의 한 실시양태에 따른 기판의 해도형(islands/sea) 이성분 섬유의 개략도이다.
도 9는 본 발명의 한 실시양태에 따른 기판의 세갈래형(trilobal) 이성분 섬유의 개략도이다.
도 10은 본 발명의 한 실시양태에 따른 기판의 말단형성된(tipped) 이성분 섬유의 개략도이다.
도 11은 본 발명의 한 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 12a는 300배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유 및 이성분 섬유를 보여주는 주사 전자 현미경 상이다.
도 12b는 1000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유 및 이성분 섬유를 보여주는 주사 전자 현미경 상이다.
도 12c는 2000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유와 이성분 섬유 사이의 접합을 보여주는 주사 전자 현미경 사진이다.
도 12d는 10,000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유와 이성분 섬유 사이의 접합을 보여주는 주사 전자 현미경 사진이다.
도 13은 본 발명의 다양한 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 14는 본 발명의 또 다른 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 15는 본 발명의 한 실시양태에 따른 타이트하게 압축된 다중 스트림 층 및 미세 섬유를 포함하는 필터 매체의 개략적인 단면도이다.
도 16은 제 1 시험 샘플의 효율 시험 결과이다.
도 17은 제 2 시험 샘플의 효율 시험 결과이다.
도 18은 제 3 시험 샘플의 효율 시험 결과이다.
도 19는 본 발명의 다양한 실시양태에 따른 필터 매체의 개략적인 단면도이다.
도 20은 제 4 시험 샘플의 효율 시험 결과이다.
도 21은 본 발명의 또 다른 실시양태에 따른 필터 매체의 개략적인 단면도이다.
도 22는 제 5 시험 샘플의 효율 시험 결과이다.
도 23은 본 발명의 한 실시양태에 따른 주름형성된(pleated) 필터 매체를 포함하는 액체 미립자 여과 용도의 필터 요소의 사시도이다.
도 24는 도 23의 필터 요소 내 주름형성된 필터 매체의 사시도이다.
본 발명을 특정의 바람직한 실시양태와 관련하여 설명할 것이지만, 본 발명을 이러한 실시양태로 제한하려는 것은 아니다. 반대로, 첨부되는 청구범위에 의해 규정되는 본 발명의 사상 및 범주 내에 포함되는 모든 대체물, 변형물 및 등가물을 포함해야 한다.
도 1은, 본 발명의 한 실시양태에 따른 미세 섬유를 보유하는 타이트하게 압축 다중 스크림(scrim) 층을 포함하는 필터 매체의 개략적인 단면도(예를 들어, 축척되지 않은 상대적으로 예시된 두께)이다.
도 2는 일련의 롤러에 의해 압축된 상태로 압축되는, 압축전 상태에 있는 도 1의 필터 매체의 개략적인 단면도이다.
도 3은 본 발명의 한 실시양태에 따른 기판의 동심상 심초형(sheath/core) 이성분 섬유의 개략도이다.
도 4는 본 발명의 한 실시양태에 따른 기판의 편심상 이성분 섬유의 개략도이다.
도 5는 본 발명의 한 실시양태에 따른 기판의 병렬형(side-by-side) 이성분 섬유의 개략도이다.
도 6은 본 발명의 한 실시양태에 따른 기판의 파이-쐐기형(pie wedge) 이성분 섬유의 개략도이다.
도 7은 본 발명의 한 실시양태에 따른 기판의 중공 파이 쐐기형 이성분 섬유의 개략도이다.
도 8은 본 발명의 한 실시양태에 따른 기판의 해도형(islands/sea) 이성분 섬유의 개략도이다.
도 9는 본 발명의 한 실시양태에 따른 기판의 세갈래형(trilobal) 이성분 섬유의 개략도이다.
도 10은 본 발명의 한 실시양태에 따른 기판의 말단형성된(tipped) 이성분 섬유의 개략도이다.
도 11은 본 발명의 한 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 12a는 300배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유 및 이성분 섬유를 보여주는 주사 전자 현미경 상이다.
도 12b는 1000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유 및 이성분 섬유를 보여주는 주사 전자 현미경 상이다.
도 12c는 2000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유와 이성분 섬유 사이의 접합을 보여주는 주사 전자 현미경 사진이다.
도 12d는 10,000배의 배율 수준에서 취한 도 11의 시스템을 사용하여 제조된 복합 매체의 미세 섬유와 이성분 섬유 사이의 접합을 보여주는 주사 전자 현미경 사진이다.
도 13은 본 발명의 다양한 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 14는 본 발명의 또 다른 실시양태에 따른 필터 매체를 제조하기 위한 시스템의 개략도이다.
도 15는 본 발명의 한 실시양태에 따른 타이트하게 압축된 다중 스트림 층 및 미세 섬유를 포함하는 필터 매체의 개략적인 단면도이다.
도 16은 제 1 시험 샘플의 효율 시험 결과이다.
도 17은 제 2 시험 샘플의 효율 시험 결과이다.
도 18은 제 3 시험 샘플의 효율 시험 결과이다.
도 19는 본 발명의 다양한 실시양태에 따른 필터 매체의 개략적인 단면도이다.
도 20은 제 4 시험 샘플의 효율 시험 결과이다.
도 21은 본 발명의 또 다른 실시양태에 따른 필터 매체의 개략적인 단면도이다.
도 22는 제 5 시험 샘플의 효율 시험 결과이다.
도 23은 본 발명의 한 실시양태에 따른 주름형성된(pleated) 필터 매체를 포함하는 액체 미립자 여과 용도의 필터 요소의 사시도이다.
도 24는 도 23의 필터 요소 내 주름형성된 필터 매체의 사시도이다.
본 발명을 특정의 바람직한 실시양태와 관련하여 설명할 것이지만, 본 발명을 이러한 실시양태로 제한하려는 것은 아니다. 반대로, 첨부되는 청구범위에 의해 규정되는 본 발명의 사상 및 범주 내에 포함되는 모든 대체물, 변형물 및 등가물을 포함해야 한다.
상세하게 설명하기 전에, 본 발명의 이해를 돕기 위해 용어정의(lexicography)를 한다. 본원에 사용된 용어 "기판"은 특성상(in nature) 광범위한 것을 의미하며, 그 위에 미세 섬유를 보유하거나 미세 섬유가 증착되는 임의의 구조를 포함하는 것을 의미한다. "기판"은 매체 롤로부터 풀려질 수 있는 통상적인 형성된 필터 매체, 예컨대 스크림 등을 포함할 수 있다. 상기 필터 매체는 기계적으로, 화학적으로, 접착제에 의해 및/또는 다른 방식으로 함께 전형적으로 접합되거나 고정되어, 필터 매체가 손으로 용이하게 인열될 수 없을 정도의 강도를 가지며(예를 들어, 1 제곱 미터 시트는 전형적으로 5 lbs 힘의 장력의 인가까지 지속된다), 여과 특성을 갖는다. "기판"은 또한 함께 고정되거나 함께 접합될 수 없는 더욱 느슨한 섬유 얽힘을 포함할 수 있다(예를 들어, 1 제곱 미터 시트는 5 lbs 힘의 장력의 인가 시에 떨어질 수 있다). 본원에 사용된 "스크림"은 직물 또는 부직포 섬유 얽힘을 지칭하는데, 여기서 섬유는 접합되고 평면으로 형성된 매체로 압축된다.
나노섬유 적용범위가 특성결정될 수 있는 몇몇의 방법이 있다. 나노섬유 적용범위를 특성결정하는 제 1 방법은 평량이다. 그러나, 평량은 부분적으로 나노섬유 재료의 비중 뿐만 아니라 나노섬유의 선택된 크기(예를 들어, 또한 섬유 직경 및/또는 두께로도 번갈아가면서 칭해짐)에 의존한다. 나노섬유 적용범위를 특성결정하는 다른 유용한 방법은 제곱미터 당 킬로미터(km/㎡)로 표시될 수 있는 나노섬유 적용범위의 계산된 선형 거리인데, 이는, 이러한 적용범위 방법이, 사용될 수 있는 다양한 재료 중에서 비중 차로 인한 변동 및 미세 섬유의 직경으로 인한 변동을 제거하기 때문에 유용하다.
본원에서 논의된 다수의 예시적인 실시양태에서는, 0.08 마이크론(80 nm)의 평균 섬유 직경을 갖는 미세 섬유가 사용되었다. 그러나, 단순 면적 계산(Π*R2)에 기초하여 두배 크기의 섬유(예를 들어, 160 nm 크기의 미세 섬유)는 4배 중량을 가질 것이며; 따라서 4배 크기의 섬유는 16배의 중량을 가질 것임이 이해될 것이다. 미세 섬유가 과다하게 적용되면(overapplication) 매우 침투성도 아니거나 또는 다공성도 아니어서, 필터 매체로 적합하지 않은 플라스틱 필름이 얻어질 수 있다. 더욱 작은 미세 섬유를 사용하는 것은, 더욱 큰 수준의 선형 적용범위가 얻어질 수 있기 때문에 바람직하다. 미세 섬유의 더욱 큰 직경은 더욱 큰 빈 공간을 점유하는 경향이 있을 것이라는 점을 고려하면, 일반적으로 또는 주먹구구식으로 킬로미터 기부(basis) 상에 미세 섬유의 적용 속도는, 미세 섬유 직경이 증가함에 따라 더 느려지는 것이 바람직하다. 그러나, 평량에 대한 적용범위는, 직경의 두배 증가에 대해 질량은 4배 증가하기 때문에, 미세 섬유 직경이 증가함에 따라 그럼에도 불구하고 증가할 수 있다. 주먹구구식으로, 평량은 섬유 직경에서의 두배 증가에 대해 2 내지 2.5배(섬유 직경의 4배 증가에 대해 약 4 내지 6배) 증가할 수 있고; 용이함을 위해 두배 증가가 사용될 것이다. 따라서, 80 nm 평균 직경에 대해 0.15 g/㎡이 사용되면, 160 nm 섬유에 대해서는 0.30 g/㎡의 적용범위가 사용될 것이고, 320 nm 섬유에 대해서는 0.6 g/㎡의 적용범위가 사용될 것이다. 본원에서의 실시양태는 1 마이크론 미만, 전형적으로는 500 nm 미만의 미세 섬유 범위, 및 더욱 바람직하게는 150 nm 미만의 더욱 작은 섬유에 대해 사용될 수 있다. 그러나, 적용범위의 조절은 상기 원리에 따라 본원에서의 실시양태에 대해 이루어질 수 있다.
여기서, 필터 매체 복합체 또는 층과 관련한 용어 "제 1", "제 2" 또는 "제 3"은 특정 위치를 지칭함을 의미하는 것이 아니다. "제 1 층"은 진짜 제 1 층을 의미하는 것이 아니며, 또한 그 목적을 위해 사용될 수 있는 다른 층에 대한 상류(upstream) 또는 하류(downstream) 위치("상류" 또는 "하류")를 나타냄을 의미하는 것도 아니다. 대신, "제 1" 및 "제 2"와 같은 용어가 앞선 목적에 대해 사용된다.
다중층 복합 필터 매체
도 1은 본 발명의 한 실시양태에 따른 필터 매체(100, filter media)의 개략적인 단면도이다. 도 1은 참으로 미세 섬유 층이 실제적으로 두께를 갖지 않지만, 예시 및 이해를 위해 두께는 도 1 및 다른 개략적인 도면에 도시되어 있다는 의미에서 개략적이다. 필터 매체(100)는 액체 스트림, 예컨대 탄화수소 연료, 물 및 윤활유 내 고체를 포획하도록 구성되어 있다. 바람직한 실시양태에서, 필터 매체(100)는 둘 이상의 상이한 섬유, 예를 들어 전기방사된 나노섬유, 및 나노섬유를 보유하는 더욱 굵은 섬유의 기판을 포함한다. 그 자체로, 필터 매체(100)는 또한 복합 필터 매체, 복합 매체, 또는 본원에서의 다른 유사 용어로 지칭된다. 비록 필터 매체(100)가 액체 미립자 여과 용도에 대해 특히 매우 적합하고 그에 대한 실시예/실시양태들은 액체 용도에 대해 큰 미립자 여과 성능을 갖는다 하더라도, 필터 매체(100)는 다른 유체 여과 용도에 사용될 수 있다.
도 1에 도시된 실시양태에서, 필터 매체(100)는 10개의 기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)을 포함하고, 이들 각각은 미세 섬유(142)의 최상부에 매체(122, media) 및 미세 섬유(124, 126, 128, 130, 132, 134, 136, 138, 140, 142)를 보유한다. 기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120) 및 매체(122)는 전형적으로 미세 섬유의 평균 섬유 직경보다 더 큰 평균 섬유 직경을 갖는 섬유로 형성된다. 기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120), 미세 섬유(124, 126, 128, 130, 132, 134, 136, 138, 140, 142), 및 매체(122)는 적층되고 함께 타이트하게 압축되어 체적 당 섬유 표면적을 증가시키고, 디젤 연료와 같은 액체의 스트림으로부터의 필터 미립자에 대해 충분한 견고성/구조적 건전성(integrity)을 제공한다. 이 실시양태는 매체 층(122)을 사용하여 설명되고 있지만, 이 매체 층은 임의적인 것이며, 따라서 다른 실시양태에 따른 필터 매체(100)는 이 매체 층(122)를 포함하지 않을 수 있다.
도 1의 필터 매체는 도 2에 도시된 공정을 사용하여 형성될 수 있다. 도 2는 압축전 상태(144) 및 압축된 상태(146)에 있는 필터 매체(100)를 도시한다. 도시된 바와 같이, 압축전 상태(144)에 있는 필터 매체(100)는 초기 두께 t'(이는 또한 본원에서 원래 두께로도 지칭됨)를 갖는다. 압축전 상태(144)에 있는 필터 매체(100)는 일련의 롤러(148, 150)를 사용하여 압축된 상태(146)로 압축되는데, 여기서 초기 두께 t'가 최종 두께 t로 감소된다.
몇몇의 실시양태에서, 압축전 상태(144)에 있는 필터 매체(100)는 압축 전에 가열된다. 특정의 바람직한 실시양태에서, 기판의 섬유는 가열 동안 섬유(예컨대 스크림 제조 공정 동안에 적어도 부분적으로 압축된 스크림) 사이의 평균 거리를 증가시키도록 이완되어 재배향된다. 이를테면, 기판 층이 팽창되고 로프팅(lofting)되는데, 이때 기판 층 각각의 두께는 증가한다. 또한, 기판 표면에 가까운 섬유가 이완되고 재배향됨에 따라, 이러한 섬유에 의해 보유되는 미세 섬유는 그 섬유와 함께 이동하고 재배향된다. 따라서, 미세 섬유는 더욱 큰 섬유를 사용하여 연장되고 밀려지고 당겨진다. 이에 의해 단지 평평하거나 평면인 것에 반대되는, 미세 섬유에 대한 3차원 매트릭스가 형성될 수 있는 것으로 생각된다(미세 섬유의 상기 3차원 매트릭스는 기판 표면 내로 통합된다 하더라도 여전히 "층"으로 간주될 수 있고 본원에서 "층"으로 지칭될 수 있다).
그러한 실시양태에서, 압축전 상태(144)의 초기 두께 t'는 가열을 통해 적어도 1.5배, 2배, 3배 또는 훨씬 더 많이까지 증가될 수 있다. 그러한 실시양태에서, 로프팅된 필터 매체(100)의 후속하는 압축 후 필터 매체(100)의 최종 두께 t는 가열 동안의 팽창량 및 압축 동안의 감소량에 따라 다르나, 초기 두께 t' 미만, 또는 그와 동일하거나 또는 그보다 클 수 있다. 다른 실시양태에서, 압축전 상태(144)에 있는 필터 매체(100)는 일련의 가열된 캘린더링 롤러를 통해 동시에 가열되고 압축될 수 있다. 그러한 실시양태에서, 최종 두께 t로 두께가 감소되기 전에, 초기 두께 t'에서 임의의 팽창 또는 매우 미약한 증가는 있을 수 없다. 더욱 상이한 실시양태에서, 최종 두께 t를 갖는 압축된 필터 매체(100)는 압축 후 가열될 수 있는데, 여기서 두께 t는 증가될 수 있다. 몇몇의 실시양태에서, 필터 매체(100)는 1회 초과로 가열될 수 있다. 예를 들어, 필터 매체(100)는 오븐 내에 배열된 일련의 롤러에 의해 압축되어, 필터 매체(100)는 압축 직전에, 압축되는 동안, 그리고 압축 직후에 가열될 수 있다. 어느 경우에도, 미세 섬유를 더욱 많은 3차원 매트릭스로 재배열시키기 위해 미세 섬유의 증착 후 매체 가공이 유리할 수 있음이 인식되었다. 팽창 및/또는 압축은 상기 가공의 예이다. 상기 가공에 의해 더욱 큰 다공도가 얻어질 수 있고, 이는 양호한 흐름을 위해 및/또는 미세 섬유 증착의 더욱 무거운 적용범위(heavier coverage)를 촉진시키기 위해 사용될 수 있다.
하나의 실시양태에서, 최종 두께 t는 초기 두께 t'의 약 50% 내지 300%, 바람직하게는 초기 두께 t'의 70% 내지 200%, 및 더욱 바람직하게는 초기 두께 t'의 80% 내지 150%이다. 압축전 상태(144)에 있는 필터 매체(100)가 최종의 압축된 상태(144)로 압축됨에 따라, 미세 섬유(124, 126, 128, 130, 132, 134, 136, 138, 140, 142)는 인접한 기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)의 굵은 섬유와 더욱 통합되게 되어 필터 매체(100) 내에서 3차원 미세 섬유 매트릭스를 형성시킨다. 비록 이 실시양태에서의 필터 매체(100)가 미세 섬유를 보유하는 10개의 기판 층을 포함한다 하지만, 다른 실시양태는 미세 섬유를 보유하는 더욱 많거나 더욱 적은 기판 층을 포함할 수 있다. 예를 들어, 필터 매체는, 미세 섬유의 충분하게 무거운 적용범위(예를 들어, 적어도 약 0.3 g/㎡)를 보유하는 하나의 기판 층을 포함할 수 있다.
기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)은 임의의 적합한 다공성 재료로 형성될 수 있다. 기판 층의 각각은 동일한 유형의 다공성 재료 또는 상이한 유형의 다공성 재료로 형성될 수 있다. 하나의 실시양태에서, 기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)의 각각의 층은 형성된 필터 매체를 포함한다. 형성된 필터 매체는 함께 접합되는 섬유를 포함한다. 예를 들어, 형성된 필터 매체의 섬유는 용매 접합, 열 접합, 및/또는 압력 접합에 의해 함께 접합될 수 있다. 형성된 필터 매체는 미세 섬유를 보유하고 구조적 지지를 제공할 수 있다. 형성된 필터 매체는 또한 기판 필터 매체, 필터 매체 기판, 기판, 필터 매체 또는 본원에서의 다른 유사 용어로 지칭된다.
대안적으로, 상기 기판은 매우 푹신하고(fluffed) 두꺼운 상태로 함께 느슨하게 얽혀지는 하나 이상의 섬유 웹을 포함할 수 있고, 형성된 필터 매체의 경우에서와 같이 함께 접합될 수는 없다. 따라서, 굵은 섬유 웹은 매우 작은 수동적인 노력으로 용이하게 잡아 떼질 수 있고 이는 통상적인 의미에서 형성된 필터 매체로 간주되지 않도록 구조적 건전성을 거의 보유하지 않는다. 섬유 웹의 섬유는 전형적으로 미세 섬유의 평균 섬유 직경보다 더 큰 평균 섬유 직경을 갖는다. 그 자체로, 섬유 웹은 또한 굵은 섬유 웹 또는 본원에서의 다른 유사 용어로 지칭된다. 그러한 굵은 섬유 웹과 통합된 미세 섬유를 포함하는 복합 필터 매체는, 미국 특허 출원 공보번호 2009/0266759의 "통합된 나노섬유 필터 매체"에 기재되어 있는데, 상기 특허 출원은 본원의 양수인에게 양도되었고 그의 전체 개시내용은 본원에 참고로 포함된다.
바람직하게는, 기판은 다성분 섬유 매체로 형성된다. 본원에 사용된 용어 "다성분 필터 매체", "다성분 매체", "다성분 섬유 매체" 및 다른 유사 용어는 둘 이상의 상이한 물질을 포함하는 필터 매체를 지칭하도록 번갈아가면서 사용될 수 있다. 예를 들어, 다성분 필터 매체는 제 1 물질로 형성된 섬유, 및 제 2 물질로 형성된 섬유를 포함할 수 있는데, 여기서 상기 제 1 물질 및 제 2 물질은 상이한 물질이다. 대안적으로, 다성분 섬유 매체는 둘 이상의 상이한 물질을 포함하는 섬유, 예컨대 이하에 상세하게 설명된, 제 1 물질로 형성된 코어 및 제 2 물질로 형성된 외피를 포함하는 섬유로 형성될 수 있다. 둘 이상의 상이한 물질을 포함하는 다성분 필터 매체는 본원에서 "이성분 필터 매체", "이성분 매체" 등으로 지칭된다.
하나의 바람직한 실시양태에서, 기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)의 각각은 상이한 융점을 갖는 2개의 상이한 물질을 포함하는 이성분 섬유로 형성된 스크림을 포함한다. 미세 섬유, 및 상기 다성분 섬유로 형성된 기판을 포함하는 복합 필터 매체가 PCT 특허 출원번호 PCT/US09/50392의 "나노섬유가 부착된 다성분 필터 매체"에 기재되어 있는데, 상기 특허 출원은 본원의 양수인에게 양도되었고 그 전체 개시내용은 본원에 참고로 포함된다.
이 실시양태에서, 스크림의 이성분 섬유의 한 성분은 다른 성분보다 더 낮은 융점을 갖는다. 상기 낮은 융점 성분(low melt component)은 폴리프로필렌, 폴리에틸렌 또는 폴리에스테르와 같은 임의의 적합한 중합체일 수 있다. 다른 성분은 상기 낮은 융점 성분보다 더 높은 융점을 갖는 중합체, 또는 다른 적합한 섬유 재료, 예컨대 유리 및/또는 셀룰로오스일 수 있다. 이성분 섬유는 함께 접합되고/되거나 함께 압축되어, 특정 두께를 갖는 기판 필터 매체 또는 스크림을 형성시킨다.
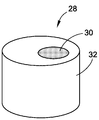
기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)으로 사용된 스크림의 이성분 섬유는 높은 융점의 중합체 성분 및 낮은 융점의 중합체 성분을 포함할 수 있다. 예를 들어, 이성분은 높은 융점의 폴리에스테르 및 낮은 융점의 폴리에스테르를 포함할 수 있는데, 여기서 하나는 다른 것보다 더 높은 용융 온도를 갖는다. 도 3은 한 실시양태에 따른 이성분 섬유(22)를 개략적으로 도시한다. 도시된 바대로, 이성분(22)은 동심상 심초형인데, 여기서 코어(24)는 높은 융점의 중합체 성분으로 형성되고 외피(26)는 낮은 융점의 중합체 성분으로 형성된다.
상기 높은 융점의 중합체 성분은 낮은 융점의 중합체 성분보다 더 높은 융점을 갖는 중합체로 형성된다. 적합한 높은 융점의 중합체에는 폴리에스테르 및 폴리아미드가 포함되나 이들로 제한되지 않는다. 적합한 낮은 융점의 중합체에는 폴리프로필렌, 폴리에틸렌, 코-폴리에스테르, 또는 선택된 높은 융점의 중합체보다 더 낮은 융점을 갖는 임의의 다른 적합한 중합체가 포함된다. 예를 들어, 이성분 섬유는 폴리에스테르 코어 및 폴리프로필렌 외피로 형성될 수 있다. 이 실시양태에서, 상기 이성분 섬유는 두개의 상이한 유형의 폴리에스테르로 형성되는데, 여기서 하나는 다른 것보다 더 높은 융점을 갖는다.
다른 유형의 이성분 섬유가 다른 실시양태에서 기판을 형성시키는데 사용될 수 있다. 상이한 유형의 이성분 섬유의 몇몇의 예가 도 4 내지 10에 개략적으로 도시되어 있다. 코어(30) 및 외피(32)를 포함하는 편심상의 심초형 이성분 섬유(28)가 도 4에 도시되어 있다. 이 섬유는 동심상 심초형 섬유(22)와 유사하지만, 여기서는 코어(30)가 중심에서 밖으로 이동되어 있다. 2개 중합체 성분의 상이한 수축율에 의해, 섬유는 가열시에 나선형으로 구부러질 수 있다. 이에 의해 다른 평면 섬유가 주름져서 부풀어질 수 있고, 가열 아래 표면의 상이한 섬유 재배향, 팽창 및/또는 파동(undulation)이 생성될 수 있다.
도 5는 제 1 중합체 성분(36) 및 제 2 중합체 성분(38)을 포함하는 병렬형 이성분 섬유(34)를 개략적으로 도시한다. 용도에 따라 다르지만, 상기 제 1 중합체 성분은 제 2 중합체 성분보다 더 높거나 더 낮은 융점의 중합체일 수 있다. 이는 둘 모두의 중합체가 섬유 표면의 일부를 차지하는 편심상 심초형 섬유의 추가 연장이다. 적절한 중합체를 선택함으로써, 이 섬유는 편심상 심초형 섬유(28)보다 더 높은 수준의 잠재 주름(latent crimp)을 형성시킬 수 있다.
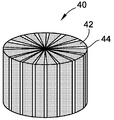
파이 쐐기형의 이성분 섬유(40)는 도 6에 개략적으로 도시되어 있다. 상기 파이 쐐기형 섬유(40)는 제 1 중합체 성분(42) 및 제 2 중합체 섬유(44)로 형성된 복수개의 인접하는 쐐기들을 포함한다. 제 1 중합체 성분(42)의 각각은 어느 한 면 상에 제 2 중합체 성분(44)을 갖는다. 상기 제 1 중합체 성분(42)은 제 2 중합체 성분(44)보다 더 높거나 더 낮은 융점의 중합체일 수 있다. 이들 섬유는 기계적 교반(전형적으로는 수압직조(hydroentangling))에 의해 성분 쐐기들로 분할되어, 필터 매체 중에 0.1 내지 0.2 데니어의 미세섬유를 생성시키도록 설계된다.
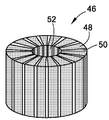
도 7은 제 1 중합체 쐐기(48) 및 제 2 중합체 쐐기(50)를 포함하는 중공의 파이 쐐기형 이성분 섬유(46)의 개략도이다. 또한, 용도에 따라 다르지만, 제 1 중합체 쐐기(48)는 제 2 중합체 쐐기(50)보다 더 높거나 더 낮은 융점의 중합체로 형성될 수 있다. 상기 중공의 파이 쐐기형 섬유(46)는 상기 파이 쐐기형 섬유(40)와 유사하지만, 이는 웨지의 내부 말단이 결합되는 것을 방지하여 더욱 용이하게 분할되게 하는 중공의 중심(52) 코어를 갖는다.
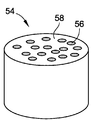
도 8은 해도형의 이성분 섬유(54)의 개략적인 도면이다. 이 섬유는 또한 제 1 중합체 성분(56)이 페퍼로니이고 제 2 중합체 성분(58)이 치즈인 "페퍼로니 피자" 구성으로 공지되어 있다. 몇몇의 실시양태에서, 제 1 중합체 성분(56)은 제 2 중합체 성분(58)보다 더 높은 융점의 중합체로 형성되거나, 제 2 중합체 성분(58)은 가용성 중합체로 형성된다. 그러한 실시양태에서, 이 섬유에 의해 후속적으로 용융되거나 용해되는 낮은 융점 또는 가용성 중합체(58)의 매트릭스 내에 높은 융점의 중합체(56)의 많은 미세한 가닥들이 위치하게 된다. 이에 의해, 섬유가 오히려 개별 "페퍼로니"보다는 "피자" 형태로 가공되기가 더욱 용이하기 때문에, 미세 마이크로섬유로 제조된 매체가 제조될 수 있다. 단섬유는 각각의 피자 상의 37개 페퍼로니로 제조되어, 약 0.04 데니어(약 2 마이크론 직경) 또는 그보다 미세한 섬유를 생성시킬 수 있다.
상기 이성분 섬유는 다양한 형태로 형성될 수 있다. 예를 들어, 몇몇의 이성분 섬유는 상술된 이성분 섬유로서 원형 단면을 갖는 원통형을 지니지 않을 수 있다. 도 9 및 10에는 불규칙한 형태를 갖는 이성분 섬유의 몇몇의 예가 도시되어 있다. 비록 이들 섬유가 원형의 단면을 갖지 않는다 하더라도, 각각은 본 발명의 문맥에서의 직경을 갖는다. 비원형 단면을 갖는 섬유의 직경은, 섬유의 외부 둘레로부터 측정된다. 도 9는 세갈래형의 이성분 섬유(60, 62)의 개략적인 도면이다. 세갈래형 섬유(60, 62)의 각각은 제 1 중합체 성분(64, 66) 및 제 2 중합체 성분(68, 70)을 포함한다. 세갈래 섬유(60, 62)의 각각은 이의 직경(72, 74)으로 측정된다. 몇몇의 실시양태에서, 제 1 중합체 성분(64, 66)은 제 2 중합체 성분(68, 70)보다 더 높은 융점 또는 더 낮은 융점의 중합체로 형성된다.
도 10은 말단형성된 유형의 이성분 섬유(78, 80)의 개략적인 도면이다. 섬유(78)는 제 1 중합체 중심(82) 및 제 2 중합체 말단(84)을 갖는, 말단형성된 세갈래형 이성분 섬유이다. 섬유(80)는 제 1 중합체 중심(86) 및 제 2 중합체 말단(88)을 갖는, 말단형성된 십자형 이성분 섬유이다. 바람직하게는, 제 1 중합체 중심(82, 86)은 제 2 중합체 말단(84, 88)보다 더 높은 융점의 중합체로 형성된다.
다시 도 1을 참조하여, 기판의 섬유는 미세 섬유의 평균 섬유 직경보다 더 큰 평균 섬유 직경을 갖도록 형성된다. 하나의 실시양태에서, 기판의 섬유는 미세 섬유보다 4배 이상 큰 평균 섬유 직경을 갖는다. 다른 실시양태에서, 기판의 섬유는 약 0.6 마이크론 초과, 바람직하게는 약 3 마이크론 초과, 및 더욱 바람직하게는 5 마이크론 초과의 평균 섬유 직경을 가질 수 있다. 하나의 실시양태에서, 기판의 이성분 섬유의 평균 직경은 약 1 마이크론 내지 약 40 마이크론, 및 더욱 전형적으로는 약 10 내지 40 마이크론이다.
굵은 섬유(coarse fibers)는 예를 들어, 일련의 캘린더링 롤러 및/또는 오븐을 통해 압축되고/되거나 가열되어, 기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)을 형성하는데, 여기서 기판 층의 임의 것은 약 0.05 내지 1.0 mm, 바람직하게는 약 0.1 내지 0.5 mm의 두께를 갖는다. 상기 기판은 미세 섬유에 필요한 구조적 지지를 제공할 수 있다. 기판 층의 임의의 것으로 사용하기에 적합한 다양한 두께의 이성분 스크림은 다양한 공급업체, 예컨대 테네시 로저스빌에 소재한 HDK 인더스트리즈, 인코포레이티드; 또는 다른 필터 매체 공급업체를 통하여 상업적으로 입수가능하다. 따라서, 상기 기판은 그러한 기성품(off the shelf)의 이성분 매체로부터 선택될 수 있다.
하나의 실시양태에서, 기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)의 각각의 층 및 매체(122)는 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 갖는 이성분 단섬유로 형성된 스크림을 포함한다. 상기 이성분 단섬유는 함께 압축되어 스크림을 형성하는데, 여기서 상기 이성분 단섬유는 화학적으로, 기계적으로 및/또는 열적으로 접합된다. 예를 들어, 이성분 단섬유는 낮은 융점의 폴리에스테르의 용융 온도로 또는 그 근방으로 가열되어 함께 압축되는데, 여기서 낮은 융점의 폴리에스테르로 형성된 외피는 용융되거나 연화되어 섬유를 함께 접합시키는 접합제로 작용한다.
미세 섬유(124, 126, 128, 130, 132, 134, 136, 138, 140, 142)는, 이들이 형성되거나 상응하는 기판(102, 104, 106, 108, 110, 112, 114, 116, 118, 120) 상에 직접 증착될 수 있다. 대안적으로, 미세 섬유는 미세 섬유의 웹으로 개별적으로 제조된 다음, 기판과 적층될 수 있다. 비록 미세 섬유가 다양한 섬유 직경을 갖는 섬유를 포함할 수 있지만, 바람직하게는 상기 미세 섬유는 매우 미세한 섬유 직경을 갖는 나노섬유이다. 그러한 미세 섬유는 전기방사 또는 다른 적합한 공정에 의해 형성될 수 있다. 하나의 실시양태에서, 미세 섬유는 약 1 마이크론 미만, 바람직하게는 0.5 마이크론 미만, 및 더욱 바람직하게는 0.01 내지 0.3 마이크론의 평균 섬유 직경을 갖는 전기방사된 나노섬유이다. 본원에서의 예에서는 0.08 마이크론(80 nm)의 더욱 작은 평균 직경이 사용되었다. 그러한 작은 직경의 미세 섬유는 주어진 부피에서 함께 더욱 많은 섬유를 패킹시켜 증가된 섬유 표면적을 제공할 수 있으며, 이는 필터 매체의 압력 강하를 감소시키면서 여과 효율을 증가시킬 수 있다.
미세 섬유는 다양한 적합한 중합체 물질로 형성될 수 있다. 필터 매체(100)의 가열 및/또는 압축 동안에 미세 섬유가 파괴되는 것을 방지하기 위해, 미세 섬유는 기판의 이성분 섬유의 적어도 낮은 융점의 성분보다 더 높은 용융 온도를 갖는 재료로 형성된다. 바람직한 실시양태에서, 미세 섬유는 폴리아미드로 형성된다. 다른 적합한 중합체에는 폴리비닐 클로라이드(PVC), 폴리올레핀, 폴리아세탈, 폴리에스테르, 셀룰로오스 에테르, 폴리알킬렌 술파이드, 폴리아릴렌 옥사이드, 폴리술폰, 개질된 폴리술폰 중합체 및 폴리비닐 알콜, 폴리아미드, 폴리스티렌, 폴리아크릴로니트릴, 폴리비닐리덴 클로라이드, 폴리메틸 메타크릴레이트, 폴리비닐리덴 플루오라이드가 포함되나 이들로 제한되지 않는다. 정전방사를 위한 중합체 용액 제조용 용매에는, 아세트산, 포름산, m-크레졸, 트리-플루오로 에탄올, 헥사플루오로 이소프로판올 염소화된 용매, 알콜, 물, 에탄올, 이소프로판올, 아세톤, 및 N-메틸 피롤리돈, 및 메탄올이 포함될 수 있다.
하나의 실시양태에서, 미세 섬유는 전기방사를 통해 나일론-6(폴리아미드-6, 이는 또한 본원에서 "PA-6"으로도 지칭됨)으로 형성되는데, 여기서 전기방사된 미세 섬유는 기판 상에 직접적으로 증착된다. 이 실시양태에서, 미세 섬유(124)는 나일론-6을 함유하는 용액으로부터 정전기적으로 생성되고 기판(102)의 표면 상에 증착된다. 미세 섬유(126)는 유사하게 생성되고 기판 층(104) 등의 위에 증착된다. 전기방사 나노섬유(124, 126, 128, 130, 132, 134, 136, 138, 140, 142)로 코팅된 기판 층(102, 104, 106, 108, 110, 112, 114, 116, 118, 120)은 그 후 매체(122)와 함께 적층되어, 미세 섬유의 각 층이 인접한 기판 및/또는 매체(122) 사이에 끼워져서, 도 2에 도시된 압축전 상태(144)에 있는 필터 매체(100)가 형성되게 된다. 이상에서 논의된 바와 같이, 그 후 압축전 상태(144)에 있는 필터 매체(100)는 압축되어, 도 1 및 2에 도시된 바와 같이 이의 최종 압축된 상태(146)에 있는 필터 매체(100)를 형성한다. 바람직한 실시양태에서, 필터 매체(100)는 압축 전, 압축 동안, 및/또는 압축 후에 가열된다. 예를 들어, 압축전 상태(144)에 있는 필터 매체(100)는 일련의 롤러(148, 150)를 통과하기 전에 가열된다. 또한, 일련의 롤러(148, 150)는 압축 동안 필터 매체(100)를 추가로 가열시키도록 가열될 수 있다.
미세 섬유와, 기판 및/또는 매체(122)의 인접한 굵은 섬유 사이의 접합에는 용매 접합, 압력 접합, 및/또는 열 접합이 포함될 수 있다. 예를 들어, 미세 섬유가 용매를 함유하는 중합체 용액으로부터 정전기적으로 생성되기 때문에, 미세 섬유의 표면 상에 남아있는 용매는, 미세 섬유가 기판의 굵은 섬유와 접촉하게 됨에 따라, 용매 접합을 달성시킬 수 있다. 또한, 기판의 이성분 섬유의 낮은 융점 성분이, 미세 섬유와 기판의 인접한 굵은 섬유 사이의 접합을 향상시키기 위해 사용될 수 있다. 그러한 실시양태에서, 필터 매체(100)는 낮은 융점 성분의 융점으로 또는 그 근방으로 가열되고 압축되는데, 여기서 이성분 굵은 섬유의 낮은 융점 성분은 용융되거나 연화되며, 이에 의해 인접한 미세 섬유가, 이들이 함께 압축됨에 따라 낮은 융점 성분 내로 매립되어, (압력 접합 및 열 접합을 통한) 굵은 섬유와 미세 섬유 사이의 접합을 향상시킬 수 있다. 바람직한 실시양태에서, 미세 섬유와 그 위에 미세 섬유가 증착되는 기판 사이의 접착력은 미세 섬유와 다른 인접한 기판 사이의 접착력보다 더 크다. 예를 들어, 미세 섬유(124)와 기판(102) 사이의 접착력은 미세 섬유(124)와 기판(104) 사이의 접착력보다 더 크다. 이를테면, 박리가 실시되는 경우, 미세 섬유(124)는 기판(104)으로부터 박리될 것이고 기판(102) 상에 남아있을 것이다. 따라서, 힘이 가해지면, 그러한 실시양태의 필터 매체(100)는 미세 섬유를 보유하는 10개의 기판 층(102/124, 104/126, 106/128, 108/130, 110/132, 112/134, 114/136, 116/138, 118/140, 120/142) 및 매체(122)로 분리될 수 있다.
하나의 실시양태에서, 기판 층의 각각은 약 1 내지 40 마이크론의 평균 섬유 직경 및 약 0.5 내지 15 oz/yd2의 평량을 갖는 이성분 섬유 스크림으로 형성된다. 상기 이성분 섬유는 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 포함한다. 상기 미세 섬유는 나일론-6으로 형성된 전기방사된 나노섬유이다. 상기 미세 섬유는 약 0.01 내지 0.5 마이크론의 평균 섬유 직경을 가지며, 여기서 미세 섬유의 각 층(124, 126, 128, 130, 132, 134, 136, 138, 140, 142)은 약 0.03 g/㎡ 내지 0.5 g/㎡ 평량을 지녀서, 0.3 g/㎡ 내지 0.5 g/㎡의 전체 미세 섬유 기본 적용범위(basis coverage)를 제공한다. 액체 미립자 여과 용도의 필터 매체(100)의 미세 섬유 적용범위는, 기체 또는 공기 여과 매체의 미세 섬유 적용 범위보다 훨씬 더 크다. 각각의 기판 층 상의 미세 섬유의 목표 평량은 미세 섬유의 평균 직경, 및 필터 매체의 목적하는 효율 및 성능에 따라 선택된다. 필터 매체(100)의 목적하는 효율 및 성능은, 미세 섬유 직경, 각각의 기판 상의 미세 섬유 적용 범위, 미세 섬유 층의 수, 로프팅 및 압축 양을 조정함으로써 얻어질 수 있다.
비록 미세 섬유 적용범위가 평량에 의해 특성결정될 수 있지만, 평량은 중합체의 비중 및 미세 섬유의 직경에 의존한다. 따라서, 미세 섬유 적용범위를, 이것이 비중 및 미세 섬유 직경과 관련된 변동성을 야기시킬 수 있기 때문에, 면적 당 선형 적용범위에 의해 특성결정하는 것이 가장 유용하다. 따라서, 선형 적용범위는 얼마나 많은 섬유가 레잉될 수 있는 지를 섬유 양으로서 측정한다. 이와 관련하여, 바람직한 미세 섬유 선형 적용범위는 가장 무거운 적용범위의 미세 섬유에 대해서는 5,000 km/㎡ 초과, 더욱 바람직하게는 10,000 km/㎡ 초과, 및 가장 바람직하게는 20,000 km/㎡ 내지 60,000 km/㎡이다. 본 발명의 실시양태에 따라 약 0.08 마이크론(80 nm)의 평균 섬유 직경을 갖는 미세 섬유에 대한 평량 및 선형 적용범위를 포함하는 다양한 측면에서의 미세 섬유 적용범위가 하기 표 1에 주어져 있다. 이러한 실시양태의 미세 섬유는 전기방사 공정을 통하여 1.084 g/㎤의 밀도를 갖는 PA-6으로 형성된다. 도시된 바와 같이, 표 1에는 0.03 내지 0.225 g/㎡의 미세 섬유 질량 적용범위가 포함된다:
나노섬유 적용범위
| ID | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 나노섬유 적용범위 g/㎡ |
0.225 | 0.15 | 0.09 | 0.075 | 0.05 | 0.0375 | 0.03 |
| ㎤ PA6/㎡ |
0.208 | 0.138 | 0.083 | 0.069 | 0.046 | 0.035 | 0.028 |
| 나노섬유의 선형 cm/㎡ | 4.129E+09 | 2.753E+09 | 1.652E+09 | 1.376E+09 | 9.176E+08 | 6.882E+08 | 5.506E+08 |
| 나노섬유의 선형 m/ ㎡ |
4.129E+07 | 2.753E+07 | 1.652E+07 | 1.376E+07 | 9.176E+06 | 6.882E+06 | 5.506E+06 |
| 나노섬유의 선형 마일/ ㎡ |
25658.691 | 17105.794 | 10263.476 | 8552.897 | 5701.931 | 4276.448 | 3421.159 |
| 나노섬유의 제 2 면적 ㎠ | 33034.928 | 22023.285 | 13213.971 | 11011.643 | 7341.095 | 5505.821 | 4404.657 |
| 나노섬유의 제 2 면적 ㎡ | 3.303 | 2.202 | 1.321 | 1.101 | 0.734 | 0.551 | 0.440 |
| 나노섬유의 표면적 ㎡ | 10.378 | 6.919 | 4.151 | 3.459 | 2.306 | 1.730 | 1.384 |
표 2는, 본 발명의 다양한 실시양태에 따른 미세 섬유로 코팅된 다중층 기판을 포함하는 필터 매체를 보여준다. 미세 섬유를, 표 1에 나타난 실시양태에 따른 라인 속도 중 하나에서 기판 층 상에 적용하였다.
필터 매체
| 각각의 기판 층 상에 적용된 미세 섬유의 ID | 전체 평량 (g/㎡) |
선형 적용범위 (km/㎡) |
효율 베타 비 (%효율 = 1-(1/β)) |
| 5-2-1-1-1-1 | 1.1 | 201,866 | |
| 5-5-4-3-2-1 | 0.64 | 117,452 | β33-522(H2O 주름형성된 요소) |
| 5-5-4-3-2-1 | 0.64 | 117,452 | β300-10000(수력에 의해 주름형성된 요소 15분) |
| 5-5-4-3-2-1 | 0.64 | 117,452 | β40-10000(수력에 의해 주름형성된 요소 전체 시험) |
| 5-4-3-2-1 | 0.59 | 108,276 | |
| 5-5-4-3-2 | 0.415 | 76,162 | β39-22(H2O 주름형성된 요소) |
| 5-5-4-3-2 | 0.415 | 76,162 | β55-10000(수력에 의해 주름형성된 요소 전체 시험) |
| 5-5-4-3-2 | 0.415 | 76,162 | β100-10000(수력에 의해 주름형성된 요소 15분) |
| 5-4-3-2 | 0.365 | 66,986 | β40-15(H2O 주름형성된 요소) |
| 4-4-2-1-1 | 0.75 | 137,630 | |
| 5×(4)+5×(3)+5×(2) | 1.575 | 289,050 | β10,000+(수력에 의해 평면임) |
미세 섬유 적용범위가 섬유 직경을 기초로, 80 nm 섬유 및 다른 계산치를 사용하는 실시양태를 기초로 달라질 수 있지만, 전형적으로 500 nm 미만의 평균 직경을 갖는 미세 섬유를 사용하는 실시양태는 광범위한 특성결정 목적 및 주장되는 목적을 위해 유사한 적용범위를 가질 것이다.
다중층 복합 필터 매체의 제조 방법
도 11은 본 발명의 가공에 관한 실시양태에 따른 필터 매체의 대표적인 제조 방법을 개략적으로 도시한다. 비록 이 실시양태에 도 1의 필터 매체(100)를 제조하기 위한 공정 단계들이 포함되어 있지만, 이 방법에 의해 약간 변형된 본 발명의 다른 실시양태에 따른 필터 매체가 제조될 수 있다. 도 11에 도시된 시스템(200)은, 기판 및 그 위에 증착된 미세 섬유를 포함하는 복합 매체를 제조하기 위한 상류 시스템(201), 및 액체 미립자 여과 용도의 다중층 복합 필터 매체를 제조하기 위해 다중층 복합 매체를 적층시키고, 로프팅시키고, 압축시키기 위한 하류 시스템(203)을 포함한다.
상류 시스템(201, upstream system)은 언와인딩 구역(202), 전기방사 구역(204), 임의적 오븐(206), 임의적인 일련의 롤러(207) 및 리와인딩 구역(208)을 포함한다. 이 실시양태에서, 여기서 기판 층으로 사용되는 스크림(210) 롤이 언와인딩 구역(202)으로부터 풀려진다. 스크림(210) 롤로부터 풀려진 스크림(212)은 전기방사 구역(204)을 향해 기계 방향(214)으로 이동한다. 전기방사 구역(204)에서, 미세 섬유(216)가 형성되고 스크림(212)의 한 표면 상에 증착되어, 미세 섬유(216)를 보유하는 스크림을 포함하는 복합 매체(218)를 형성시킨다. 복합 매체(218)는 미세 섬유와 기판 사이에서의 개선된 접착력을 위해 리와인딩 구역(208) 상의 복합 매체(230)의 롤로 감겨지기 전에 임의적인 오븐(206) 및 임의적인 일련의 롤러(207)에서 가열되고 압축될 수 있다.
스크림은 시스템(200)의 상류 공정(upstream process, 연속 라인 공정 또는 중단된 라인 공정의 일부)에서 형성될 수 있거나, HDK와 같은 공급업체, 또는 H & V 또는 알스트롬(Ahlstrom) 등과 같은 다른 적합한 매체 공급업체로부터 롤 형태로 구매될 수 있다. 스크림은 적합한 다양한 물질, 예컨대 이상에서 논의된 도 3 내지 10의 이성분 섬유로 형성될 수 있다. 예를 들어, 스크림은 높은 융점의 폴리에스테르 코어/낮은 융점의 폴리에스테르 외피의 이성분 단섬유로 형성될 수 있는데, 이들은 압축 및/또는 가열되어, 목적하는 두께 및 견고성을 갖는 스크림(210) 롤을 형성한다. 대안적으로, 기판 층은, 용매 접합, 열 접합 등을 통해 압축되고 적소에 유지될 수 있는 다른 단일 성분 매체일 수 있다.
이성분 섬유의 경우에, 예를 들어 동심상 심초형 이성분 섬유는 코어로 높은 융점의 폴리에스테르 및 외피로 낮은 융점의 폴리에스테르를 사용하여 공동 압출될 수 있다. 상기 이성분 섬유는 그 후 스크림 또는 필터 매체를 형성하도록 사용될 수 있다. 하나의 실시양태에서, 이성분 섬유는 통상적인 건조 레잉(laying) 또는 공기 레잉 공정을 통해 다성분 섬유 매체 또는 스크림을 형성시키도록 단섬유로 사용된다. 이 공정에 사용된 단섬유는 비교적 짧고 불연속이지만, 통상적인 장치에 의해 취급되기에 충분히 길다. 이성분 섬유의 베일(bale)은 슈트(chute) 공급물을 통해 공급될 수 있고, 카딩(carding) 장치에서 개별 섬유로 분리되고, 그 후 섬유 웹(이는 자체적으로 본 발명의 목적을 위해 기판으로 사용될 수 있음)으로 공기 레잉된다. 섬유 웹은 그 후 일련의 캘린더링 롤을 사용하여 압축되어 스크림(210)(이는 또한 기판으로도 사용될 수 있음) 롤을 형성한다. 섬유 웹은 일련의 캘린더링 롤로 유입되기 전에 임의적으로 가열될 수 있다. 이 실시양태의 스크림(210)이 높은 융점의 성분 및 낮은 융점의 성분을 포함하는 이성분 섬유를 포함하기 때문에, 이는 또한 이성분 필터 매체로도 지칭된다. 몇몇의 실시양태에서, 섬유 웹은 캘린더링되기 전에 폴딩되어 더욱 두꺼운 이성분 필터 매체를 형성한다.
상이한 실시양태에서, 폴리에스테르 섬유와 같은 높은 융점의 중합체 섬유를 포함하는 웹, 및 폴리프로필렌 섬유와 같은 낮은 융점의 중합체 섬유를 포함하는 웹을 형성시키고 분리하고 함께 적층시켜, 이성분 필터 매체 또는 스크림의 롤을 형성할 수 있다. 그러한 실시양태에서, 미세 섬유(216)는 스크림(212)의 낮은 융점의 면 상에 증착된다. 이 실시양태에서, 낮은 융점의 웹은 높은 융점의 웹보다 실질적으로 더 얇아서, 그 결과 낮은 융점의 성분은 가열 및 용융 시에 높은 융점 웹의 표면을 막지 않는다.
다른 실시양태에서, 이성분 섬유 스크림은 용융 취입 공정(melt blowing process)을 통해 형성될 수 있다. 예를 들어, 용융된 폴리에스테르 및 용융된 폴리프로필렌은 가열된 고속 공기를 사용하여 압출되고 연신되어 굵은 섬유를 형성시킬 수 있다. 상기 섬유는 이동하는 스크린 상에서 웹으로 수집되어 이성분 스크림(210)을 형성할 수 있다.
다성분 섬유 필터 매체 또는 스크림은 또한 둘 이상의 상이한 중합체 물질을 사용하여 또한 방사 결합될 수 있다. 전형적인 방사 결합 공정에서, 용융된 중합체 물질은 복수개의 압출 구멍을 통과하여 다중필라멘트 방사선(spinline)을 형성시킨다. 상기 다중필라멘트 방사선은 이의 점착력을 증가시키기 위해 연신되고, 고화가 일어나는 켄치(quench) 구역을 통과하여, 이동형 스크린과 같은 지지체 상에서 수집된다. 상기 방사 결합 공정은 용융 취입 공정과 유사하지만, 용융 취입된 섬유는 방사 결합된 섬유보다 일반적으로 더 미세하다.
또 다른 실시양태에서, 다성분 필터 매체가 습식 레잉된다(wet-laid). 습식 레잉 공정에서, 높은 융점의 섬유 및 낮은 융점의 섬유가 컨베이어 벨트 상에 분산되고, 섬유들은 여전히 축축한 상태에서 균일한 웹으로 퍼진다. 습식 레잉 조작은 전형적으로 ¼" 내지 ¾" 길이의 섬유를 사용하지만, 섬유가 경직되어 있거나 두꺼우면 때때로 그보다 더 길다. 상기 논의된 섬유는 다양한 실시양태에 따라 압축되어, 목적하는 두께를 갖는 스크림(210) 또는 필터 매체를 형성한다.
도 11을 다시 참조하여, 스크림(212)은 전기방사 구역(204)으로 유입되는데, 여기서 미세 섬유(216)가 형성되고 스크림(212)의 한 표면 상에 증착된다. 전기방사 구역(204)에서, 미세 섬유(216)는 전기방사 셀(222)로부터 전기방사되어 스크림(212)의 웹 상에 증착된다. 시스템(200)의 전기방사 공정은, 본원의 양수인에게 양도되고 전문이 본원에 참고로 포함된 미국 특허 출원 공보번호 US 2009/0199717호의 "100 nm 미만의 미세 섬유, 및 방법"에 개시된 전기방사 공정과 실질적으로 유사할 수 있다. 대안적으로, 노즐 뱅크 또는 다른 전기방사 장치가 미세 섬유를 형성시키는데 사용될 수 있다. 그러한 대안적인 전기방사 장치 또는 셀(222)의 체인 전극의 경로변경(rerouting)에 의해, 섬유가 목적하는 임의의 배향으로 증착될 수 있다(비록 섬유가 또한 더욱 굵은 섬유를 보유하는 컨베이어 상으로 하방으로, 수평으로 또는 수직으로 방사될 수 있다 하더라도, 예를 들어 상방이 도시되어 있다).
전기방사 공정에 의해 작은 직경의 합성 섬유가 제조되는데, 이 합성 섬유는 또한 나노섬유로 공지되어 있다. 정전방사의 기본 공정에는, 강한 전기장, 예컨대 고전압 구배의 존재하에서 중합체 용융물 또는 용액 스트림으로의 정전하 도입이 포함된다. 전기방사 셀(222) 내 중합체 유체로 정전하가 도입되면 하전된 유체의 제트가 형성되게 된다. 지면 수집기로 유인된 하전된 제트는 정전기장에서 가속되고 얇아진다. 그러한 공정에서, 중합체 유체의 점탄성력이 제트를 안정화시켜 작은 직경의 필라멘트를 형성시킨다. 섬유의 평균 직경은 전기방사 셀(222)의 설계 및 중합체 용액의 제형화에 의해 조절될 수 있다.
미세 섬유를 형성시키는데 사용된 중합체 용액은 다양한 중합체 물질 및 용매를 포함할 수 있다. 중합체 물질의 예에는 폴리비닐 클로라이드(PVC), 폴리올레핀, 폴리아세탈, 폴리에스테르, 셀룰로오스 에테르, 폴리알킬렌 술파이드, 폴리아릴렌 옥사이드, 폴리술폰, 개질된 폴리술폰 중합체 및 폴리비닐 알콜, 폴리아미드, 폴리스티렌, 폴리아크릴로니트릴, 폴리비닐리덴 클로라이드, 폴리메틸 메타크릴레이트, 폴리비닐리덴 플루오라이드가 포함된다. 정전방사를 위한 중합체 용액 제조용 용매에는 아세트산, 포름산, m-크레졸, 트리플루오로 에탄올, 헥사플루오로 이소프로판올 염소화된 용매, 알콜, 물, 에탄올, 이소프로판올, 아세톤 및 N-메틸 피롤리돈, 및 메탄올이 포함될 수 있다. 상기 용매 및 중합체는, 주어진 용매 및/또는 용매 혼합물(이둘 모두는 "용매"로 지칭될 수 있음) 중에서 중합체의 충분한 용해도를 기초로 적합화된 사용을 위해 짝지어질 수 있다. 예를 들어, 포름산은 나일론-6을 위해 선택될 수 있다. 미세 섬유의 전기방사에 대한 추가 상세사항에 대해서는 상기 언급한 특허들을 참고할 수 있다.
전기방사 구역(204)에서, 고전압 차를 생성시키는 고전압 전원에 의해 제공된, 전기방사 셀(222) 내 전극과 진공 수집기 컨베이어(224) 사이에 정전기 장이 생성된다. 도 11에 도시된 바와 같이, 미세 섬유(216)가 형성되는 다수개 전기방사 셀(222)이 존재할 수 있다. 전기방사 셀(222)의 전극에서 형성된 미세 섬유(216)는 정전기 장에 의해 제공된 힘으로 진공 수집기 컨베이어(224) 쪽으로 연신된다. 진공 수집기 컨베이어(224)는 또한 기계 방향(214)으로 스크림(212)을 유지하고 옮긴다. 구성된 대로, 스크림(212)은 전기방사 셀(222)과 진공 수집기 컨베이어(224) 사이에 위치하여, 미세 섬유(216)가 스크림(212) 상에 증착된다. 스크림(212)이, 한 표면 상에 낮은 융점의 성분을 그리고 다른 표면 상에 높은 융점의 성분을 포함하는 다성분 필터 매체인 실시양태에서, 다성분 스크림(212)은 전기방사 셀(222)과 진공 수집기 컨베이어(224) 사이에 위치하여, 다성분 스크림의 낮은 융점 성분의 표면이 전기방사 셀(222)과 마주하게 된다.
하나의 바람직한 실시양태에서, 전기방사 셀(222)은 폴리아미드-6(PA-6)를 포함하는 중합체 용액, 및 2/3 아세트산 및 1/3 포름산으로 이루어지는 적합한 용매를 함유한다. 그러한 용매에서, 아세트산 및 포름산 둘 모두가 PA-6을 용해시키기 위한 용해제로 작용하며, 아세트산은 중합체 용액의 표면 장력 및 전도도를 조절한다. 전기방사 셀(222)은 PA-6으로 형성된 미세 섬유를 생성시키는데, 상기 미세 섬유는 스크림(212)의 표면 상으로 증착된다. 미세 섬유(216)가 스크림(212)의 표면 상으로 증착됨에 따라, 몇몇의 미세 섬유(216)는 전기방사 셀(222)을 마주하는 표면에 가까운 스크림의 굵은 섬유와 얽힌다. 몇몇의 미세 섬유(216)가 몇몇의 굵은 섬유와 얽히는 경우에, 전기방사 공정으로부터 미세 섬유(216) 중에 남아있는 용매에 의해, 스크림(212)의 미세 섬유(216)와 굵은 섬유 사이에 용매 접합이 이루어질 수 있다.
다른 실시양태에서, 미세 섬유는 용융 취입 공정과 같은 다른 적합한 공정에 의해 형성될 수 있다. 예를 들어, 약 0.6 내지 0.7 마이크론의 평균 섬유 직경을 갖는 미세 섬유가 전기장의 영향 아래에 용융 취입을 통해 형성될 수 있다. 그러한 실시양태에서, 기판에 대한 굵은 섬유는 미세 섬유보다 4배 이상 더 큰 평균 섬유 직경을 갖도록 제조된다. 차별화를 목적으로, 용융 취입된 섬유 및 전기방사된 나노섬유는 그에 따라 일반적인 것으로 의도되는 미세 섬유보다 더욱 구체적인 용어를 의미한다.
스크림(212)의 이성분 섬유와 미세 섬유(216) 사이의 접합은, 임의적인 오븐(206) 및 임의적인 일련의 캘린더링 롤(207)에 의해 열 접합 및 압력 접합을 통해 증진될 수 있다. 복합 매체(218)가 오븐(206)에서 가열됨에 따라, 이성분 섬유의 낮은 융점 중합체 성분이 연화 또는 용융되어, 미세 섬유(216)가 낮은 융점 중합체 성분 내로 매립될 수 있다. 따라서, 열 처리 동안, 복합 필터 매체(218)는 적어도 낮은 융점 성분의 유리 전이 온도를 초과하는 온도로, 그리고 더욱 바람직하게는 낮은 융점 성분의 용융 온도로 또는 그 근방으로 가열된다. 예를 들어, 복합 매체(218)는 낮은 융점 폴리에스테르의 융점으로 또는 그 근방으로 가열되어, 이성분 섬유의 외부의 낮은 융점 폴리에스테르 층이 용융되어 PA-6으로 형성된 미세 섬유(216)와 함께 접합된다. 그러한 실시양태에서, PA-6 미세 섬유(216), 및 이성분 섬유의 높은 융점 폴리에스테르 코어는, PA-6 및 높은 융점의 폴리에스테르가 낮은 융점 폴리에스테르보다 훨씬 더 높은 융점을 갖기 때문에, 이들은 용융되지 않는다. 가장 낮은 용융 온도를 갖는 낮은 융점의 폴리에스테르는 용융 또는 연화되고, 인접하는 PA-6 미세 섬유(216)는 연화되거나 용융된 낮은 융점 폴리에스테르 중에 매립되어, 미세 섬유(216)와 스크림(212)이 함께 접합된다. 따라서, 낮은 융점의 폴리에스테르는 이성분 섬유 스크림(212)과 미세 섬유(216) 사이에서 접합제로 작용한다. 미세 섬유(216)와 스크림(212) 사이의 접합은 일련의 롤러(207)를 통한 압력 접합을 통하여 추가로 증진될 수 있다. 복합 매체가 롤러(207)를 통과함에 따라, 미세 섬유(216) 및 스크림(212)은 함께 압축되는데, 여기서 미세 섬유가 스크림(212)의 섬유 내로 추가로 매립된다. 또한, 압축에 의해 복합 매체 내 보이드(void)가 감소되어 증가된 견고성의 복합 매체(220)가 형성된다.
도 12a 내지 12d는 다양한 배율 수준에서 취한 스크림(212)의 표면에 가까운 미세 섬유(216) 및 스크림(212)의 이성분 섬유의 주사 전자 현미경(SEM) 상이다. 도 12a 및 12b의 300배 및 1000배의 배율 수준에서 취한 SEM 상에 나타난 대로, 스크림(212)의 웹 상에 증착된 미세 섬유(216)는 스크림(212)의 표면에 가깝게 위치하는 더욱 굵은 이성분 섬유 사이에 거미줄 같은 섬유 구조를 형성한다. 더 높은 배율에서 취한 SEM 상(2,000배에서의 도 12c 및 10,000배에서의 도 12d)은 미세 섬유(216)와 이성분 섬유 사이의 접합을 보여준다. 도 12d에 명확하게 나타나 있듯이, 미세 섬유(216)는 이성분 섬유의 낮은 융점 폴리에스테르 표면 상에 매립된다.
이성분 스크림(212) 및 미세 섬유(216)를 포함하는 복합 매체(230)의 롤은 하류 시스템(203, downstream system)에서 다른 복합 매체(232, 234, 236, 238, 240, 242, 244, 246, 248) 및 매체(250)와 함께 적층된다. 복합 매체 롤(230, 232, 234, 236, 238, 240, 242, 244, 246, 248)의 각각, 및 매체(250)의 롤은 언와인딩 구역(252, 254, 256, 258, 260, 262, 264, 266, 268, 270, 272)으로부터 풀려지고, 일련의 롤러(274)에 의해 함께 적층된다. 일련의 롤러는 적층체에 상당한 압력을 가하기 위한 캘린더링 롤일 수 있고, 상기 롤러는 복합 매체 층의 두께를 상당히 감소시킬 수 있다. 대안적으로, 일련의 롤러(274)는 적층체에 작은 압력을 가하며, 적층된 층의 두께를 오븐(276)을 통해 끼우기에 단지 충분한 정도로 감소시킬 수 있다. 그러한 실시양태에서, 적층된 층(280)은 오븐(276) 중에서 가열되고 일련의 캘린더링 롤(282)을 통해 압축되는데, 여기서 적층된 층(280)은 목적하는 두께 및 견고성을 갖는 압축된 상태로 함께 압축된다.
이 실시양태에서, 복합 매체(232, 234, 236, 238, 240, 242, 244, 246, 248)의 각각의 롤은 복합 매체(230)의 롤과 유사하게 제조된다. 따라서, 복합 매체(232, 234, 236, 238, 240, 242, 244, 246, 248)의 롤의 각각은 이성분 섬유 스크림(284, 286, 288, 290, 292, 294, 296, 298, 300)으로 형성된 기판, 및 이성분 섬유 스크림(284, 286, 288, 290, 292, 294, 296, 298, 300)에 의해 보유된 전기방사 나노섬유(302, 304, 306, 308, 310, 312, 314, 316, 318)를 포함한다.
실시양태에서, 기판(212, 284, 286, 288, 290, 292, 294, 296, 298, 300)의 각각, 및 매체(250)는 약 0.05 mm 내지 1.0 mm의 두께를 갖는 동일한 이성분 섬유 스크림으로 형성된다. 미세 섬유(216, 302, 304, 306, 308, 310, 312, 314, 316, 318)의 각 층은 약 0.03 g/㎡ 내지 0.5 g/㎡의 미세 섬유 적용범위가 생성되도록 PA-6 중합체 용액을 전기방사시켜서 형성된다. 다른 실시양태에서, 기판은 상이한 유형의 필터 매체 또는 스크림으로 형성될 수 있고, 미세 섬유 층의 각각은 상이한 미세 섬유 적용범위를 가질 수 있다.
복합 매체(280)는 오븐(276)에서 이성분 섬유 스크림의 낮은 융점의 폴리에스테르 성분의 용융 온도로 또는 그 근방으로 가열된다. 가열 동안에, 기판은 두께를 이완시키고 팽창시킬 수 있다. 따라서, 로프팅된 복합 매체(281)는 오븐(276)에서 가열되기 전 복합 매체(280) 두께의 적어도 1.5배, 2배, 3배 또는 그보다 훨씬 더 두꺼운 두께를 지닐 수 있다. 그 후 로프팅된 복합 매체(281)는 일련의 캘린더링 롤러(282)를 통해 압축된 상태(320)로 압축된다. 복합 매체가 압축되어, 복합 매체(280)의 두께는 가열 전 복합 매체(280)의 원래 두께의 약 50% 내지 300%, 바람직하게는 약 70% 내지 200%, 및 더욱 바람직하게는 약 80% 내지 150%로 감소된다[10개의 미세 섬유 층을 보유하는 10개 스크림 층의 전체 두께 + 매체 두께 - 압축된 상태(320)에서의 복합 매체 두께)/(10개의 미세 섬유 층을 보유하는 10개 스크림 층의 전체 두께 + 매체 두께)]. 두께 감소는 가열 동안 로프팅되는 양에 의존할 수 있다. 따라서, 가열로부터의 로프팅이 큰 경우, 압축 후 복합 매체의 최종 두께는 가열 전 복합 매체의 초기 두께보다 더 클 수 있다. 그 후, 압축된 상태(320)에 있는 복합 매체는 필터 매체(324)의 롤로 감겨진다.
이 실시양태에서, 복합 매체(230, 232, 234, 236, 238, 240, 242, 244, 246, 248)의 롤 및 매체(250)가 함께 적층되어, 미세 섬유 층(216, 302, 304, 306, 308, 310, 312, 314, 316, 318)의 각각은 인접하는 기판 층 및/또는 매체 사이에 끼워진다. 그러나, 다른 실시양태에서, 복합 매체 층은, 미세 섬유 층 몇몇이 서로 마주보아 최종 복합 매체(320) 내 미세 섬유 대 미세 섬유 또는 기판 대 기판의 접합이 형성되도록 적층될 수 있다. 예를 들어, 시스템(200)은 도 15의 필터 매체(500)를 제조하는데 사용될 수 있다. 이 실시양태에서, 제 1의 5개 언와인딩 구역(252, 254, 256, 258, 260)의 각각은, 나노섬유가 도 11에 도시된 바와 같이 위를 향하도록 복합 매체의 롤을 언와인딩한다. 그러나, 언와인딩 구역(262)은 나노섬유가 아래를 향하도록 복합 매체를 언와인딩한다. 이를 테면, 제 1의 4개 기판 층(514, 516, 518, 520) 상의 미세 섬유는 도 15에 도시된 대로 기판(502, 504, 506, 508, 510) 사이에 끼워진다. 그러나, 기판(510) 상의 미세 섬유(522)와 기판(512) 상의 미세 섬유(524)는 서로 마주보아 미세 섬유-미세 섬유를 형성한다.
도 13은, 본 발명의 상이한 실시양태에 따른 필터 매체 시스템, 및 그의 제조 방법을 개략적으로 도시한다. 시스템(400)은 일반적으로 언와인딩 구역(402), 전기방사 구역(404), 폴딩 구역(406), 일련의 롤러(408), 오븐(410), 및 일련의 캘린더링 롤러(412) 및 리와인딩 구역(414)를 포함한다.
이 실시양태에서, 기판(416)의 롤은 언와인딩 구역(402)으로부터 풀려져 전기방사 구역(404)으로 이동하여, 여기서 미세 섬유가 형성되고 기판(416)의 표면 상에 증착된다. 전기방사 구역(404) 및 공정은 상술된 전기방사 구역(204) 및 공정과 유사하다. 이 실시양태에서, 기판(416)은 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 포함하는 이성분 섬유로 형성된 스크림이다. 미세 섬유(418)는 PA-6으로 형성된다.
기판(416) 및 미세 섬유(418)를 포함하는 복합 매체(420)는 폴딩 구역(406)에서 폴딩된다. 복합 매체(420)는 최종 매체의 목적하는 특성에 따라 다르나 2 내지 20배의 폴드 두께로 폴딩(folding)될 수 있다. 도시된 바와 같이, 폴딩에 의해 미세 섬유 대 미세 섬유의 적층된 표면 및 기판 대 기판의 적층된 표면이 형성된다. 이 실시양태에서의 폴딩 구역(406)은 복합 매체(420)를 라인 방향으로 폴딩시키도록 도시되어, 폴드가 일련의 롤러(408) 쪽을 향한다. 그러나, 다른 실시양태에서, 복합 매체(402)는, 폴드가 전기방사 구역(404) 쪽을 향하도록 폴딩되거나 크로스 라인 방향으로 폴딩될 수 있다. 그 후 폴딩된 복합 매체(422)는 오븐(410)을 통과하기에 적합한 두께로 압축된다. 복합 매체(424)가 가열됨에 따라, 낮은 융점의 폴리에스테르 외피는 용융되거나 연화되어 층 사이에서의 열 접합이 이루어진다. 오븐(410)을 빠져나온 후에, 복합 매체(424)가 일련의 캘린더링 롤러(412)를 통과한다. 캘린더링 롤러(412)는 매체의 목적하는 최종 두께에 따라 서로로부터 이격되어 위치한다. 복합 매체(424)는, 이 복합 매체가 일련의 캘린더링 롤러(412)를 통과함에 따라, 목적하는 두께를 갖는 압축 상태로 압축된다.
또한, 매체 층(426, 428)은 매체(430)의 각각의 표면 상에 적층되고 리와인딩 구역(414)에서 롤로 감겨진다. 매체(430), 매체 층(426, 428)을 포함하는 필터 매체(432)의 확장시킨 단면도가 도 13에 도시되어 있다. 도시된 바대로, 매체(430)는 다중층의 기판(416) 및 다중 층의 미세 섬유(418)를 폴딩 공정으로부터 경사진(slanted) 배향으로 포함한다. 매체 층(426, 428)은 임의의 적합한 매체로 형성될 수 있지만, 이 실시양태에서 매체 층(426, 428)은 기판(416)에 대해 사용된 것과 동일한 이성분 섬유 스크림으로 형성된다.
도 14는 매체를 제조하기 위한 시스템 및 방법의 상이한 실시양태를 도시한다. 시스템(600)은 시스템(400)과 유사하지만, 이 실시양태에서의 미세 섬유는 기판 상에 증착되지 않는다. 오히려, 미세 섬유가 형성되고, 느슨하게 얽혀진 굵은 섬유의 웹 상으로 증착된다. 상기 시스템(600)은 일반적으로 슈트(602), 카딩 장치(603), 전기방사 구역(604), 폴딩 구역(606), 및 일련의 롤러(608), 오븐(610), 및 일련의 캘린더링 롤러(612) 및 리와인딩 구역(614)을 포함한다.
시스템(600)에서, 굵은 섬유(616)의 웹은 건조 레잉 또는 공기 레잉 공정을 사용하여 단섬유로부터 형성된다. 이 실시양태의 단섬유는 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 포함하는 이성분 섬유이다. 상기 이성분 단섬유는 비교적 짧고 불연속이지만, 통상적인 장치로 취급되기에 충분히 길다. 단섬유의 베일은 슈트 공급물(602)을 통해 공급된다. 카딩 장치(603)에서, 이성분 단섬유는 개별 섬유로 분리되고 공기 레잉되어 굵은 섬유(616)의 웹을 형성시킨다. 이 지점에서, 굵은 섬유(616)의 웹은 매우 부풀러진 두꺼운 상태에서 함께 느슨하게 엉킬 수 있고, 함께 접합되지 않을 수 있다. 굵은 섬유(616)의 웹은 매우 작은 수동적인 노력으로 용이하게 잡아 떼질 수 있고, 상기 웹은 통상적인 의미에서의 필터 매체 또는 기판으로 간주되지 않도록 이 지점에서 구조적 건전성을 거의 갖지 않는다.
굵은 섬유(616)의 웹은 컨베이어 벨트(617)를 통해 전기방사 구역(604) 쪽으로 이동하는데, 여기서 미세 섬유(618)가 형성되고 굵은 섬유(616) 웹의 표면 상에 증착된다. 미세 섬유(618)가 미세 섬유(618)의 웹 상에 증착됨에 따라, 굵은 섬유(616) 웹이 훨씬 더 다공성이고 덜 밀집되어 있음으로 해서 미세 섬유(616)가 더욱 더 깊이 통합될 수 있기 때문에, 상기 섬유(618)는 기판(416)을 사용한 이전 실시양태에서보다 훨씬 더 많이 굵은 섬유(616) 웹의 굵은 섬유와 통합된다.
미세 섬유(618)와 통합된 굵은 섬유(616)의 웹은 그 후 폴딩 구역(606)에서 10 내지 30배로 폴딩되고 일련의 롤러(608)를 통해 압축된 다음, 시스템(400)을 사용한 경우에서와 같이 오븐(610) 중에서 가열되고 일련의 캘린더링 롤러(612)를 통해 다시 압축된다. 그 후, 매체(630)는 매체 층(626) 및 다공성 층(628)과 함께 적층되어 필터 매체(632)를 형성시킨다. 이 실시양태의 매체(630)의 미세 섬유 및 굵은 이성분 섬유는 훨씬 더 잘 통합된다. 따라서, 매체(630)의 단면도는 다중층을 나타내지 않고 오히려 더욱 단일의 통합된 매체(630) 같아 보인다. 상기 매체(630)는 액체 스트림, 예컨대 탄화수소 연료 시스템으로부터 미립자 물질을 포획시키기에 충분한 미세 섬유 적용범위 및 구조적 건전성을 갖는다.
본 발명의 다양한 실시양태에 따른 매체는 다양한 용도를 위한 다양한 형태 및 크기로 구성될 수 있다. 예를 들어, 상기 매체는 스핀-온(spin-on) 필터 용도, 큰 연료 여과 용기, 항공기 필터 시스템, 수력 필터 요소, 생체 연료 시스템, 디젤 연료 필터, 윤활유 필터, 및 수 여과 시스템에서 사용될 수 있다. 상기 매체는 골형성된(fluted) 필터, 주름진(pleated) 필터, 또는 그러한 다른 전형적인 필터 요소 배열로 주름형성될 수 있다.
실시예 및 시험 결과
도 15는 본 발명의 다양한 실시양태에 따른 필터 매체(500)의 개략적인 단면도이다. 필터 매체(500)는 필터 매체(100)와 유사하게 구성되지만, 미세 섬유를 보유하는 10개의 기판 층 대신에, 각각 미세 섬유(514, 516, 518, 520, 522, 524)를 보유하는 6개의 기판 층(502, 504, 506, 508, 510, 512)을 포함한다. 또한, 기판 층(512) 및 미세 섬유(524)를 포함하는 가장 상류의 복합 매체 층은, 미세 섬유(524)가 미세 섬유(522)와 마주보아서 미세 섬유-미세 섬유 계면을 형성시키도록 역전되어 있다. 도시된 바와 같이, 기판(512)은 필터 매체(500)의 상류 표면(526)을 제공하여, 미세 섬유가 노출되지 않고 보호된다.
필터 매체(500)의 시험 샘플을 실험실에서 제조하였다. 본원에 기재된 모든 실시양태의 시험 샘플은 0.1 ft2의 샘플 면적을 갖도록 제조된다. 35.0 GSY의 평량을 갖는 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 포함하는 이성분 섬유 스크림이 각각의 기판 층(502, 504, 506, 508, 510, 512)에 대해 사용되었다. 미세 섬유를, PA-6을 포함하는 중합체 용액으로부터 전기방사 공정을 통해 형성시키고, 각각의 기판 층 상에 증착시켰다. 기판(512) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.05 g/㎡의 PA-6 나노섬유(524)가 형성되고 증착되었다. 이러한 미세 섬유의 평량 수준은 약 9176 km/㎡(5,702 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(510) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.15 g/㎡의 PA-6 나노섬유(522)가 형성되고 증착되었다. 이러한 미세 섬유의 평량 수준은 약 27,530 km/㎡(17,106 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 각각의 기판 층(502, 504, 506, 508) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.225 g/㎡의 PA-6 나노섬유(514, 516, 518, 520)가 형성되고 증착되었다. 이러한 미세 섬유의 평량 수준은 각각의 기판 상에 약 41,290 km/㎡(25,659 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 따라서, 필터 매체(500)는 약 201,866 km/㎡(125,444 miles/㎡)의 선형 섬유 적용범위를 제공하는 약 1.1 g/㎡의 전체 미세 섬유 평량을 포함한다.
미세 섬유를 보유하는 6개 기판 층이, 기판 층(512)이 상류 표면(526)을 형성하고 기판 층(502)이 하류 표면(528)을 형성하도록 도 15에 도시된 바와 같이 배열되었다. 상기 6개의 복합 매체 층을 이전 실시양태에서 설명된 바와 같이 가열시키고 캘린더링 롤러를 통해 압축시켜 복합 필터 매체(500)를 형성시켰다.
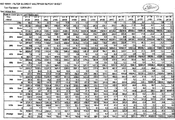
필터 매체(500)의 시험 샘플을 제조하고 여과 성능을 평가하기 위한 다중 통과 방법에 대한 ISO 16889 국제 표준에 따라, 효율 및 먼지 보유 성능에 대해 시험하였다. 모든 시험을, ISOMTD 시험 먼지가 로딩된 15 ㎟/s의 시험 온도에서의 점도를 갖는 유압유(hydraulic fluid) Mil-H-5606을 사용하여 실시하였다.
제 1 시험에서, 5.00 mg/L의 기본 상류 오염물 농도를 갖는 시험 유체를 0.26 GPM의 유속에서 사용하였다. 도 16에는, 6시간의 시험 기간 동안 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% 및 100%의 시험 간격에서 mL 당 입자 계수량 및 여과 비가 도시되어 있다. 시험 결과를 ISO 4406:99 청결 코드(R4/R6/R14)에 따라 유체 청결 평가로 전환시켰을 때, 10% 시간 간격에서의 청결도 평가는 7/5/0, 100%에서는 13/11/7 그리고 평균은 6/4/0이었다.
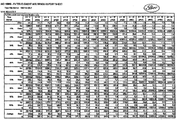
제 2 시험에서, 15.00 mg/L의 기본 상류 오염물 농도를 갖는 시험 유체를 0.26 GPM의 유속에서 사용하였다. 도 17에는 mL 당 입자 계수량 및 여과 비 시험 결과가 도시되어 있다. 10% 시간 간격에서의 청결도 평가는 7/6/0, 100%에서는 19/18/14 그리고 평균은 12/11/7이었다.
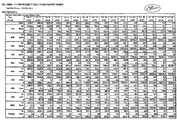
제 3 시험에 대한 필터 매체(500)의 시험 샘플을, 제 1 시험 및 제 2 시험에 대한 시험 샘플과 유사하게 실험실에서 제조하였다. 그러나, 각각의 기판 층의 미세 섬유 평량을 변경시켰다. 기판(510, 512)의 각각 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.05 g/㎡의 PA-6 나노섬유(522, 524)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 각각의 기판 상에 약 9176 km/㎡(5,702 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(508) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.075 g/㎡의 PA-6 나노섬유(520)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 13,760 km/㎡(8,553 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(506) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.09 g/㎡의 PA-6 나노섬유(518)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 16,520 km/㎡(10,263 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(504) 상에는, 0.08 마이크론의 평균 직경을 갖는 약 0.15 g/㎡의 PA-6 나노섬유(516)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 27,530 km/㎡(17,106 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(502) 상에는, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.225 g/㎡의 PA-6 나노섬유(514)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 41,290 km/㎡(25,659 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 따라서, 필터 매체(500)는 약 117,452 km/㎡(72,985 miles/㎡)의 선형 섬유 적용범위를 제공하는, 약 0.64 g/㎡의 전체 미세 섬유 평량을 포함한다.
제 3 시험에서, 15.00 mg/L의 기본 상류 오염물 농도를 갖는 시험 유체를 0.26 GPM의 유속에서 사용하였다. 도 18에는 mL 당 입자 계수량 및 여과 비 시험 결과가 도시되어 있다. 10% 시간 간격에서의 청결도 평가는 11/9/4, 100%에서는 17/16/11 그리고 평균은 16/15/10이었다.
도 19는 본 발명의 다양한 실시양태에 따른 필터 매체(600)의 개략적인 단면도이다. 필터 매체(600)는 도 15의 필터 매체(500)와 유사하게 구성되지만, 필터 매체(600)는 5개의 기판 층(602, 604, 606, 608, 610) 및 5개의 미세 섬유 층(612, 614, 616, 618, 620)을 포함한다. 제 4 시험에 대한 필터 매체(600)의 시험 샘플을 이전 시험 샘플과 유사하게 실험실에서 제조하였다. 이러한 시험 샘플에 대해, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.15 g/㎡의 PA-6 나노섬유(612, 614, 616, 618, 620)를 형성시키고 각각의 기판 층(602, 604, 606, 608, 610) 상에 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 27,530 km/㎡(17,106 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 따라서, 필터 매체(600)는 약 137,650 km/㎡(85,530 miles/㎡)의 선형 섬유 적용범위를 제공하는 약 0.75 g/㎡의 전체 미세 섬유 평량을 포함한다.
제 4 시험에서, 15.00 mg/L의 기본 상류 오염물 농도를 갖는 시험 유체를 0.26 GPM의 유속에서 사용하였다. 도 20에는 mL 당 입자 계수량 및 여과 비 시험 결과가 도시되어 있다. 10% 시간 간격에서의 청결도 평가는 10/8/0, 100%에서는 16/13/11 그리고 평균은 14/12/8이었다.
도 21은 본 발명의 또 다른 실시양태에 따른 필터 매체(700)의 개략적인 단면도이다. 필터 매체(700)는 도 15의 필터 매체(500)와 유사하게 구성되지만, 필터 매체(700)는 3개의 기판 층(702, 704, 706) 및 3개의 미세 섬유 층(708, 710, 712)을 포함한다. 제 4 시험에 대한 필터 매체(700)의 시험 샘플을 이전 시험 샘플과 유사하게 실험실에서 제조하였다. 이러한 시험 샘플에 대해, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.075 g/㎡의 PA-6 나노섬유(712)를 형성시키고 기판(706) 상에 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 13,760 km/㎡(8,553 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(704) 상에, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.09 g/㎡의 PA-6 나노섬유(710)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 16,520 km/㎡(10,263 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 기판(702) 상에, 0.08 마이크론의 평균 섬유 직경을 갖는 약 0.15 g/㎡의 PA-6 나노섬유(708)를 형성시키고 증착시켰다. 이러한 미세 섬유의 평량 수준은 약 27,530 km/㎡(17,106 miles/㎡)의 선형 미세 섬유 적용범위를 제공한다. 따라서, 필터 매체(700)는 약 57,810 km/㎡(35,922 miles/㎡)의 선형 섬유 적용범위를 제공하는 약 0.315 g/㎡의 전체 미세 섬유 평량을 포함한다.
제 5 시험에서, 5.00 mg/L의 기본 상류 오염물 농도를 갖는 시험 유체를 0.26 GPM의 유속에서 사용하였다. 도 22에는 mL 당 입자 계수량 및 여과 비 시험 결과가 도시되어 있다. 10% 시간 간격에서의 청결도 평가는 11/10/5, 100%에서는 11/9/4 그리고 평균은 9/8/0이었다.
필터 요소
본 발명의 다양한 실시양태에 따른 필터 매체는 다양한 액체 여과 용도에 따라 다양한 형태로 주름형성되거나 형성될 수 있다. 도 22에는 본 발명의 한 실시양태에 따른 기관차 디젤 연료 시스템에 대한 필터 요소(800)가 도시되어 있다. 필터 요소(800)에는 주름형성된 필터 매체(802), 하부 마개(804), 상부 마개(806), 및 외부 보호 층(812)이 포함된다. 주름형성된 필터 매체(802)는 본 발명의 다양한 실시양태의 필터 매체, 예컨대 도 15의 필터 매체(500)로 형성될 수 있다. 도 23에는 필터 매체(500)로 형성된 주름형성된 필터 매체(801)가 도시되어 있다. 상기 주름형성된 필터 매체(801)는 다양한 주름 깊이를 갖도록 주름형성될 수 있다. 6개의 기판 층 및 6개의 미세 섬유 층을 포함하는 압축된 필터 매체(500)로 형성된 주름형성된 필터 매체(801)는, 다른 다중층 또는 단일 층 매체로 형성된 주름형성된 필터 매체와 비교하여 더 큰 견고성 및 구조적 건전성을 갖는다. 따라서, 주름형성된 필터 매체(801)는 디젤 연료와 같은 점성의 액체 스트림 내 미립자를 여과시키는데 매우 적합하다. 그 후 주름형성된 필터 매체(801)는 원통형의 주름형성된 필터 매체(802)로 감긴다.
하부 말단 마개(804) 및 상부 말단 마개(806)는 그 후 원통형의 주름형성된 필터 매체(802)의 각각의 말단 상에 위치한다. 주름형성된 필터 매체(802)는 그 후 하부 말단 마개(804) 및 상부 말단 마개(806)에 열로 용접되어, 액체 스트림이 주름형성된 필터 매체(802)의 말단과 상부 및 하부 말단 마개(804, 806) 사이에서 흐르는 것이 방지된다. 상부 및 하부 말단 마개(804, 806)는 다양한 적합한 중합체 물질로 형성될 수 있다. 이 실시양태에서, 상부 및 하부 말단 마개(804, 806)는 폴리에스테르로 형성되었다. 하부 말단 마개(804)는 유체 경로 없이 폐쇄된 말단을 형성한다. 상부 마개(808)에는 상부 표면으로부터 연장되어 유체 흐름 경로(810)를 제공하는 중공의 원통형 부분(808, hollow cylindrical piece)이 포함된다. 외부 보호 층(812)에는 큰 개구가 포함되며 이는 필터 요소(800)의 외부 둘레를 형성하여 주름형성된 필터 매체(802)를 보호한다.
본원에 인용된 공보, 특허 출원서 및 특허를 포함한 모든 참고문헌은, 마치 각각의 참고문헌이 참고로 포함된 것으로 개별적이고 구체적으로 설명되고 그 전문이 본원에 제시된 것과 동일한 정도로 본원에 참고로 포함된다.
용어 "하나" 및 "그 또는 상기," 및 본 발명의 설명의 맥락에서(특히 하기 청구범위의 맥락에서) 유사한 지시물은, 본원에서 다른 것을 지시하거나 문맥에 의해 명확하게 반대되지 않는 한, 단수 및 복수 둘 모두를 포함하는 것으로 해석되어야 한다. 용어 "포함하는", "갖는" 및 "함유하는"은, 다른 것을 지시하지 않는 한, 개방 말단을 갖는 용어(즉, "포함하나 이로 제한되지 않는"을 의미함)로 해석되어야 한다. 본원에서의 값 범위의 인용은 단지, 본원에서 다른 것을 의미하지 않는 한, 범위에 속하는 각각의 개별 값을 개별적으로 인용하는 속기(shorthand) 방법으로 제공되는 것으로 의도되며, 각각의 개별 값은 마치 본원에서 개별적으로 인용되는 것과 같이 명세서 내로 혼입된다. 본원에 기재된 모든 방법은 본원에서 다르게 지시되거나 문맥에 의해 명확하게 반대되지 않는 한, 임의의 적합한 순서로 실시될 수 있다. 본원에 제공된 예시적인 언어(예를들어, "예컨대") 또는 임의의 그리고 모든 실시예의 사용은, 단지 본 발명을 더욱 잘 예시하기 위한 것이며, 다른 것을 주장하지 않는 한 본 발명의 범주에 대한 제한을 부과하지 않는다. 명세서에서의 어떠한 언어도 본 발명의 실시에 필수적인 임의의 비주장된 요소를 나타내는 것으로 해석되지 않아야 한다.
본 발명을 실시하기 위해 본 발명자들에게 공지된 최선의 방식을 포함하는 본 발명의 바람직한 실시양태가 본원에서 설명된다. 이러한 바람직한 실시양태의 변형은 상기 설명을 숙지한 당업자에게 자명해질 수 있다. 본 발명자들은 당업자가 상기 변형예를 적절하게 사용할 것임을 예상하고, 본 발명자들은 본원에서 구체적으로 설명된 것 이외의 다른 것을 실시하고자 한다. 따라서, 본 발명은 적절한 법에 의해 허용되는 본원에 첨부된 청구범위에 인용된 내용의 모든 변형물 및 등가물을 포함한다. 본원에서 다르게 설명되거나 문맥에 의해 명확하게 반대되지 않는 한, 또한 모든 가능한 변형예에서 상술된 요소의 임의 조합이 본 발명에 포함된다.
Claims (28)
- 액체 미립자 여과 용도의 필터 매체로서,
굵은(coarse) 섬유를 포함하는 기판; 및
상기 기판 상에 포함되고 상기 굵은 섬유보다 4배 이상 더 작은 평균 섬유 직경을 갖는 미세 섬유;를 포함하고,
상기 미세 섬유의 평량(basis weight)이 0.03 g/㎡ 이상이고 미세 섬유의 선형 적용범위(coverage)가 약 5000 km/㎡ 이상인 필터 매체. - 제 1항에 있어서, 필터 매체는 둘 이상의 기판 층을 포함하고, 상기 기판 층 각각은 미세 섬유를 포함하고, 상기 미세 섬유의 평량은 0.03 g/㎡ 이상이고 미세 섬유의 선형 적용범위는 약 5000 km/㎡ 이상이며, 상기 기판 층 각각은 독립적인 것으로서, 동일하거나 상이한 미세 섬유 평량 및 선형 적용범위를 갖는 필터 매체.
- 제 1항에 있어서, 미세 섬유가 전기방사 공정에 의해 형성된 전기방사 미세 섬유이며, 상기 미세 섬유는 0.1 마이크론 미만의 평균 섬유 직경을 갖는 필터 매체.
- 제 3항에 있어서, 전기방사 미세 섬유가 기판 상에 증착되고, 상기 미세 섬유는 로프팅(lofting) 및 압축에 의해 재배열되고 굵은 섬유와 부분적으로 통합되는 필터 매체.
- 제 1항에 있어서, 미세 섬유가 기판의 굵은 섬유와 적어도 부분적으로 통합되고, 적어도 일부의 미세 섬유가 인접한 굵은 섬유에 부착되는 필터 매체.
- 제 1항에 있어서, 기판이 이성분 섬유를 포함하는 스크림(scrim)이며, 상기 이성분 섬유는 높은 융점(high melt)의 성분 및 낮은 융점(low melt)의 성분을 갖는 필터 매체.
- 제 6항에 있어서, 이성분 섬유가 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피(sheath)를 포함하고, 하나 이상의 기판 및 미세 섬유가 가열되고 함께 압축되어 필터 매체를 형성하고, 상기 낮은 융점의 폴리에스테르 외피가 용융되거나 연화되어 굵은 섬유 및 미세 섬유를 접합시키는 필터 매체.
- 제 7항에 있어서, 상기 미세 섬유가 폴리아미드로 형성되는 필터 매체.
- 제 1항에 있어서, 필터 매체가 셋 이상의 기판 층을 포함하고, 각각의 기판 층 이성분의 굵은 섬유로 형성된 스크림으로 형성되며; 각각의 기판 층은 미세 섬유를 포함하고; 각각의 기판 층은 약 0.05 g/㎡ 내지 약 0.225 g/㎡의 평량(basis weight) 및 약 9,000 km/㎡ 내지 약 41,300 km/㎡의 선형 적용범위(linear coverage)에서 미세 섬유를 포함하며;
필터 매체가 0.3 g/㎡ 내지 약 4.8 g/㎡의 전체 평량 및 약 60,000 km/㎡ 내지 약 300,000 km/㎡의 전체 선형 적용범위를 가지며;
기판 층 및 미세 섬유가 가열에 의해 로프팅되고 압축되어, 액체 여과를 위해 구성된 압축 필터 매체를 형성하는 필터 매체. - 제 9항에 있어서, 각각의 기판 층에 포함된 미세 섬유가 2개의 기판 층 사이에 끼워진(sandwiched) 필터 매체.
- 제 9항에 있어서, 압축된 필터 매체가 미세 섬유 대 미세 섬유의 계면을 포함하는, 필터 매체.
- 제 9항에 있어서, 필터 매체는 다중 통과 방법에 대한 ISO 16889 국제 표준에 따른 여과 효율 시험의 10% 시간 간격에서 약 11/10/5 내지 7/5/0의 ISO 4406:09 청결도 코드(cleaness code)를 갖는 필터 매체.
- 액체 미립자 여과 용도의 필터 요소로서,
굵은 섬유를 포함하는 기판;
기판 상에 포함되고, 상기 굵은 섬유보다 4배 이상의 더 작은 평균 섬유 직경을 가지며, 평량이 0.03 g/㎡ 이상이고 선형 적용범위가 약 5000 km/㎡ 이상인 미세 섬유;
유체 입구를 포함하는 상부 마개; 및
하부 마개;
를 포함하는 필터 매체를 포함하고,
상기 필터 매체에 상기 상부 마개 및 하부 마개가 밀봉식으로(sealingly) 부착되는 필터 요소. - 제 13항에 있어서, 필터 매체가 3개 이상의 기판 층을 포함하고, 각각의 기판 층은 이성분의 굵은 섬유로 형성된 스크림으로 형성되고;
각각의 기판 층은 미세 섬유를 포함하고;
각각의 기판 층은 약 0.05 g/㎡ 내지 약 0.225 g/㎡의 평량 및 약 9,000 km/㎡ 내지 약 41,300 km/㎡의 선형 적용범위에서 미세 섬유를 포함하며;
필터 매체는 0.3 g/㎡ 내지 약 4.8 g/㎡의 전체 평량 및 약 60,000 km/㎡ 내지 약 300,000 km/㎡의 전체 선형 적용범위를 가지며;
기판 층 및 미세 섬유가 가열에 의해 로프팅되고 압축되어, 액체 여과를 위해 구성된 압축 필터 매체를 형성하는 필터 요소. - 제 14항에 있어서, 미세 섬유는 폴리아미드로 형성되고 0.1 마이크론 미만의 평균 섬유 직경을 지니며;
이성분의 굵은 섬유는 높은 융점의 폴리에스테르 코어 및 낮은 융점의 폴리에스테르 외피를 포함하고;
압축된 필터 매체는 낮은 융점의 폴리에스테르 외피 내에 매립된 적어도 일부의 미세 섬유를 포함하는 필터 요소. - 제 13항에 있어서, 필터 매체가 주름형성되고, 상기 주름형성된 필터 매체는 열 플라스틱 용접에 의해 상부 마개 및 하부 마개에 밀봉식으로 부착되는 필터 요소.
- 제 16항에 있어서, 주름형성된 필터 매체가 열 플라스틱 용접에 의해 상부 및 하부 마개에 부착됨으로써, 액체 스트림이 주름형성된 필터 매체를 우회(bypassing)하는 것이 방지되는 필터 요소.
- 필터 매체의 형성 방법으로서,
1 마이크론 미만의 평균 섬유 직경을 갖는 미세 섬유를 정전기적으로 방사시키는 단계;
상기 미세 섬유를 기판 상에 적용하여, 약 0.03 g/㎡ 이상의 미세 섬유 평량 및 약 5000 kg/㎡ 이상의 미세 섬유의 선형 적용범위를 제공하는 단계로서, 상기 기판이 미세 섬유보다 4배 이상 더 큰 평균 섬유직경을 갖는 굵은 섬유를 포함하는 단계; 및
기판을 적용된 미세 섬유를 사용하여 가공하여 기판 상에 미세 섬유를 재배열시키는 단계를 포함하는 형성 방법. - 제 18항에 있어서, 기판 상에서 미세 섬유의 재배열에, 기판의 로프팅, 미세 섬유의 가열, 및 일련의 롤러를 통한 기판 및 미세 섬유의 압축이 포함되는 형성 방법.
- 제 18항에 있어서,
각각의 기판 층이 이성분의 굵은 섬유를 포함하는 스크림으로 형성되는, 둘 이상의 기판 층을 제공하는 단계;
미세 섬유를 제 1의 기판 층에 적용하여 약 0.05 g/㎡ 내지 약 0.225 g/㎡의 미세 섬유 평량 및 약 9,000 km/㎡ 내지 약 41,300 km/㎡의 선형 적용범위를 제공하는 단계;
미세 섬유를 제 2의 기판 층에 적용하여 약 0.05 g/㎡ 내지 약 0.225 g/㎡의 미세 섬유 평량, 및 약 9,000 km/㎡ 내지 약 41,300 km/㎡의 선형 적용범위를 제공하는 단계;
미세 섬유를 포함하는 제 1 기판 층 및 미세 섬유를 포함하는 제 2 기판 층을 적층시키는 단계; 및
상기 제 1 및 제 2 기판 층, 및 미세 섬유를 압축하여, 액체 여과를 위해 구성된 압축된 필터 매체를 형성시키는 단계를 추가로 포함하는, 형성 방법. - 제 20항에 있어서, 압축 전에 제 1 및 제 2 기판 층 및 미세 섬유를 로프팅시켜, 미세 섬유를 재배열하고 미세 섬유를 기판의 굵은 섬유와 적어도 부분적으로 통합시키는 단계;를 추가로 포함하는 형성 방법.
- 제 20항에 있어서, 제 1 기판 상의 미세 섬유의 평량 및 선형 적용범위가 제 2 기판 층의 미세 섬유의 평량 및 선형 적용범위보다 더 크도록 미세 섬유를 적용하는 것을 추가로 포함하는 형성 방법.
- 제 20항에 있어서, 제 1 기판 상의 미세 섬유의 평량 및 선형 적용범위가 제 2 기판 층의 미세 섬유의 평량 및 선형 적용범위와 같아지도록 미세 섬유를 적용하는 것을 추가로 포함하는 형성 방법.
- 제 18항에 있어서, 미세 섬유를 정전기적으로 방사시키는 단계는
폴리아미드를 포함하는 용액으로부터 미세 섬유를 형성시키는 것을 포함하는 형성 방법. - 제 18항에 있어서, 필터 매체를 주름형성시키는(pleating) 것을 추가로 포함하는, 형성 방법.
- 액체의 여과 방법으로서,
제 1항의 필터 매체를 제공하는 단계; 및
액체 스트림을 필터 매체를 통해 유동시켜 액체 스트림 내 미립자를 포획하는 단계;를 포함하는 여과 방법. - 액체 미립자 여과 용도의 필터 매체로서,
0.6 마이크론 초과의 평균 섬유 직경을 갖는 이성분의 굵은 섬유를 포함하는 기판; 및
기판 상에 포함되고, 0.6 마이크론 미만의 평균 섬유 직경을 지니며, 굵은 섬유의 평균 직경이 미세 섬유의 평균 섬유 직경보다 4배 이상 더 큰 미세 섬유;를 포함하고,
미세 섬유의 평량이 0.03 g/㎡ 이상이고 미세 섬유의 선형 적용범위가 약 5000 km/㎡ 이상인 필터 매체. - 액체 미립자 여과 용도의 필터 매체로서,
각각의 기판 층이 굵은 섬유로 형성되는 둘 이상의 기판 층; 및
상기 각각의 기판 층 상에 미세 섬유를 포함하고, 상기 굵은 섬유의 평균 섬유 직경은 상기 미세 섬유의 평균 섬유 직경보다 4배 이상 더 크고;
하나 이상의 기판 층 상의 미세 섬유의 평량이 0.03 g/㎡ 이상이고 미세 섬유의 선형 적용범위가 약 5000 km/㎡ 이상인 필터 매체.
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US30848810P | 2010-02-26 | 2010-02-26 | |
| US61/308,488 | 2010-02-26 | ||
| US33046210P | 2010-05-03 | 2010-05-03 | |
| US61/330,462 | 2010-05-03 | ||
| US38348710P | 2010-09-16 | 2010-09-16 | |
| US38356910P | 2010-09-16 | 2010-09-16 | |
| US61/383,487 | 2010-09-16 | ||
| US61/383,569 | 2010-09-16 | ||
| PCT/US2011/026091 WO2011106535A2 (en) | 2010-02-26 | 2011-02-24 | Fine fiber liquid particulate filter media |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130009793A true KR20130009793A (ko) | 2013-01-23 |
Family
ID=44504740
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127025078A KR20130009793A (ko) | 2010-02-26 | 2011-02-24 | 미세 섬유 액체 미립자 필터 매체 |
| KR1020127025085A KR20130032302A (ko) | 2010-02-26 | 2011-02-24 | 압축 나노섬유 복합 매체 |
| KR1020127025081A KR20130020661A (ko) | 2010-02-26 | 2011-02-24 | 나노섬유 매트릭스를 포함하는 팽창된 복합 필터 매체 및 방법 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127025085A KR20130032302A (ko) | 2010-02-26 | 2011-02-24 | 압축 나노섬유 복합 매체 |
| KR1020127025081A KR20130020661A (ko) | 2010-02-26 | 2011-02-24 | 나노섬유 매트릭스를 포함하는 팽창된 복합 필터 매체 및 방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (4) | US20110210060A1 (ko) |
| EP (4) | EP2539054A4 (ko) |
| JP (3) | JP2013521107A (ko) |
| KR (3) | KR20130009793A (ko) |
| CN (4) | CN102858441A (ko) |
| AU (4) | AU2011220740B2 (ko) |
| BR (4) | BR112012021549A2 (ko) |
| CA (4) | CA2790581A1 (ko) |
| ES (1) | ES2731684T3 (ko) |
| MX (4) | MX2012009879A (ko) |
| MY (2) | MY162087A (ko) |
| RU (1) | RU2563273C2 (ko) |
| SG (3) | SG184784A1 (ko) |
| WO (4) | WO2011106537A2 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015020328A1 (ko) * | 2013-08-06 | 2015-02-12 | 주식회사 아모그린텍 | 주름 필터 및 그 제조 방법 |
| KR20200062739A (ko) | 2018-11-27 | 2020-06-04 | (주) 웨이브링크 | 개선된 전자가격표시 시스템 및 방법 |
Families Citing this family (64)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8950587B2 (en) | 2009-04-03 | 2015-02-10 | Hollingsworth & Vose Company | Filter media suitable for hydraulic applications |
| JP5920603B2 (ja) * | 2011-09-05 | 2016-05-18 | 日産化学工業株式会社 | 精製された珪酸アルカリ水溶液及びシリカゾルの製造方法 |
| CN105800622B (zh) * | 2011-09-16 | 2019-07-05 | 日产化学工业株式会社 | 被纯化了的活性硅酸液和硅溶胶的制造方法 |
| JP2013083192A (ja) * | 2011-10-07 | 2013-05-09 | Denso Corp | 燃料フィルタ装置 |
| CZ303760B6 (cs) * | 2011-11-23 | 2013-04-24 | Technická univerzita v Liberci | Prostredek pro zabránení pruniku ropy do vody a/nebo pro separaci ropy obsazené ve vode |
| US10058808B2 (en) | 2012-10-22 | 2018-08-28 | Cummins Filtration Ip, Inc. | Composite filter media utilizing bicomponent fibers |
| US9149749B2 (en) | 2012-11-13 | 2015-10-06 | Hollingsworth & Vose Company | Pre-coalescing multi-layered filter media |
| US9149748B2 (en) | 2012-11-13 | 2015-10-06 | Hollingsworth & Vose Company | Multi-layered filter media |
| US11090590B2 (en) | 2012-11-13 | 2021-08-17 | Hollingsworth & Vose Company | Pre-coalescing multi-layered filter media |
| WO2014116946A1 (en) * | 2013-01-25 | 2014-07-31 | Xanofi, Inc. | Wet laid non-woven substrate containing polymeric nanofibers |
| AU2014229014B2 (en) * | 2013-03-15 | 2018-07-12 | Parker Hannifin Filtration (Us), Inc. | Modified surface energy non-woven filter element |
| US20160243478A1 (en) * | 2013-10-07 | 2016-08-25 | Finetex Ene, Inc. | Filter comprising nanofiber and method for manufacturing same |
| US20160250575A1 (en) * | 2013-10-07 | 2016-09-01 | Finetex Ene, Inc. | Filter Comprising Nanofiber Between Substrates And Method For Manufacturing The Same |
| KR101625083B1 (ko) * | 2013-10-07 | 2016-06-07 | (주)에프티이앤이 | 나일론 나노섬유를 포함하는 필터 및 이의 제조방법 |
| KR101586730B1 (ko) * | 2013-10-07 | 2016-01-19 | (주)에프티이앤이 | 폴리비닐리덴 플루오라이드 나노섬유를 포함하는 필터 및 이의 제조방법 |
| US9433878B2 (en) | 2013-10-31 | 2016-09-06 | General Electric Company | Electrostatic coalescer for coalescing a dispersed phase from a continuous phase in an emulsion |
| US9573079B2 (en) | 2013-10-31 | 2017-02-21 | General Electric Company | Article and apparatus for enhancing the coalescence of a dispersed phase from a continuous phase in an emulsion |
| US11845019B2 (en) | 2013-11-06 | 2023-12-19 | Bl Technologies, Inc. | Large format melt-blown depth filter cartridge |
| HUE037196T2 (hu) * | 2013-11-06 | 2018-08-28 | Gen Electric | Ömledékfúvott mélyszûrõ, továbbá eljárás és gép annak készítésére |
| CN103706149B (zh) * | 2014-01-13 | 2016-03-09 | 上海米素环保科技有限公司 | 模块化组合高效分离设备 |
| US10351462B1 (en) | 2014-02-14 | 2019-07-16 | Superior Fibers, Llc | Method of manufacturing fiberglass filtration media |
| US9446978B2 (en) | 2014-02-14 | 2016-09-20 | Charles Douglas Spitler | System and method for continuous strand fiberglass media processing |
| US10106452B2 (en) | 2014-02-14 | 2018-10-23 | Superior Fibers, Llc | System and method of continuous glass filament manufacture |
| JP6249537B2 (ja) * | 2014-03-31 | 2017-12-20 | ユニチカ株式会社 | エアフィルター材の製造方法 |
| US10399024B2 (en) | 2014-05-15 | 2019-09-03 | Hollingsworth & Vose Company | Surface modified filter media |
| US10195542B2 (en) | 2014-05-15 | 2019-02-05 | Hollingsworth & Vose Company | Surface modified filter media |
| CN104069665B (zh) * | 2014-07-23 | 2015-10-07 | 江苏永尚能源科技有限公司 | 具有自清洗装置的过滤器 |
| DE102015002672A1 (de) * | 2015-03-03 | 2016-09-08 | Mann + Hummel Gmbh | Filtermedium und Filterelement mit einem Filtermedium |
| EP3274279A4 (en) | 2015-03-27 | 2018-11-14 | Charles Douglas Spitler | Skin stiffness characteristics and loft control production system and method with variable moisture content in input fiberglass |
| US10828587B2 (en) * | 2015-04-17 | 2020-11-10 | Hollingsworth & Vose Company | Stable filter media including nanofibers |
| CA2976014A1 (en) | 2015-04-28 | 2016-11-03 | General Electric Company | Melt-blown depth filter element, method and machine of making it |
| CN107530606A (zh) | 2015-05-11 | 2018-01-02 | 查尔斯·道格拉斯·斯皮特勒 | 玻璃纤维空气过滤介质的制备 |
| CN117379875A (zh) * | 2015-06-26 | 2024-01-12 | 唐纳森公司 | 用于燃料流的复合介质 |
| KR101579938B1 (ko) * | 2015-07-24 | 2015-12-28 | (주)에프티이앤이 | 폴리비닐리덴 플루오라이드 나노섬유를 포함하는 필터 |
| KR102374645B1 (ko) * | 2015-08-22 | 2022-03-15 | 알스트롬-문크스죄 오와이제이 | 물-탄화수소 에멀션으로부터 물을 제거하기 위한 효율이 개선된 연료 물 분리 필터 매체 |
| US10315141B2 (en) | 2015-10-29 | 2019-06-11 | Parker Hannifin Filtration (Us), Inc. | Thermally bonded multi-layer felt filtration media |
| RU2637952C2 (ru) * | 2016-01-29 | 2017-12-08 | Российская Федерация, от имени которой выступает ФОНД ПЕРСПЕКТИВНЫХ ИССЛЕДОВАНИЙ | Фильтрующий материал и способ его получения |
| US20170225109A1 (en) * | 2016-02-10 | 2017-08-10 | United Air Specialists, Inc. | Nested filter for use in a mist coalescer unit |
| RU2639702C2 (ru) * | 2016-02-24 | 2017-12-21 | Общество С Ограниченной Ответственностью "Тион Инжиниринг" | Объемный фильтр из нетканого самонесущего материала |
| KR102245562B1 (ko) | 2016-03-30 | 2021-04-27 | 파커-한니핀 코포레이션 | 텍스타일 기재 상의 나노 섬유의 직접적 피착 |
| KR102211574B1 (ko) | 2016-04-19 | 2021-02-03 | 주식회사 엘지화학 | 보조 배터리 팩의 온도 조절 장치 및 방법 |
| WO2017196653A1 (en) * | 2016-05-13 | 2017-11-16 | Donaldson Company, Inc. | Filter media, elements, and methods |
| US10625196B2 (en) | 2016-05-31 | 2020-04-21 | Hollingsworth & Vose Company | Coalescing filter media |
| CN109475790A (zh) | 2016-07-19 | 2019-03-15 | 康明斯滤清系统知识产权公司 | 穿孔层聚结器 |
| US10668411B2 (en) | 2016-07-20 | 2020-06-02 | Entegris, Inc. | Depth filtration media with multiple organic and/or inorganic materials |
| CN106360843B (zh) * | 2016-09-22 | 2017-10-31 | 东华大学 | 一种高舒适性纳米纤维自粘防护口罩 |
| BR112019014236A2 (pt) | 2017-01-23 | 2020-03-17 | Afyx Therapeutics A/S | Método para a fabricação de um produto de duas camadas à base de fibras eletrofiadas |
| CN110462124B (zh) | 2017-03-28 | 2023-01-31 | 曼·胡默尔有限公司 | 纺粘型无纺布材料、包括纺粘型无纺布材料的物件、过滤介质、过滤元件及其应用 |
| DE102017002957A1 (de) | 2017-03-28 | 2018-10-04 | Mann+Hummel Gmbh | Spinnvliesstoff, Filtermedium, Filterelement und deren Verwendung und Filteranordnung |
| WO2019017848A1 (en) * | 2017-07-20 | 2019-01-24 | Planet Care | METHOD AND DEVICE FOR REMOVING PARTICLES, PREFERABLY MICROFIBERS, WASTEWATER |
| CN110997119B (zh) * | 2017-07-21 | 2022-11-29 | 阿莫绿色技术有限公司 | 过滤器滤材、其制造方法及包括其的过滤器单元 |
| KR20190036606A (ko) | 2017-09-28 | 2019-04-05 | 안홍태 | 접착메쉬테이프를 이용한 에어필터 및 그 제조방법 |
| US11338231B2 (en) | 2017-11-15 | 2022-05-24 | Cummins Filtration Ip, Inc. | Oil management structures in crankcase ventilation |
| CN109371478B (zh) * | 2018-10-26 | 2021-06-08 | 杭州萧元纺纱有限公司 | 实验用3d堆叠式电纺纤维喷射方法及应用 |
| CN109137095B (zh) * | 2018-10-26 | 2021-11-30 | 邳州市鑫盛创业投资有限公司 | 电纺纤维喷射成形装置的收集台 |
| US11452959B2 (en) | 2018-11-30 | 2022-09-27 | Hollingsworth & Vose Company | Filter media having a fine pore size distribution |
| RU2706981C1 (ru) * | 2019-02-15 | 2019-11-21 | Акционерное общество "Новомет-Пермь" | Способ изготовления скважинного фильтра |
| CN110898689B (zh) * | 2019-09-26 | 2021-11-16 | 上海稀点新材料科技有限公司 | 具有纳米多孔结构的平板膜及其制备方法 |
| US11376529B2 (en) * | 2019-11-15 | 2022-07-05 | Ip 33 Ltd | Particle filter system |
| RU2731700C1 (ru) * | 2019-12-13 | 2020-09-08 | Общество С Ограниченной Ответственностью "Тион Инжиниринг" | Блок фильтрации и элемент фильтрации, входящий в его состав |
| US20210229004A1 (en) * | 2020-01-23 | 2021-07-29 | Jonell filtration Products, Inc. | Tubular filter with nonwoven media and method |
| CN113565714B (zh) * | 2020-04-28 | 2023-03-28 | 清华大学 | 纳米纤维致动器及其制备方法 |
| WO2021224115A1 (de) * | 2020-05-08 | 2021-11-11 | Basf Se | Filter auf basis eines vliesverbundes |
| WO2023196626A1 (en) * | 2022-04-08 | 2023-10-12 | Delstar Technologies, Inc. | Nonwoven materials and products containing nonwoven materials |
Family Cites Families (92)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR707191A (fr) * | 1929-12-07 | 1931-07-03 | Ver Fur Chemische Ind Ag | Procédé pour fabriquer des fils artificiels |
| GB1346231A (en) | 1970-06-29 | 1974-02-06 | Bayer Ag | Filter made of electrostatically spun fibres |
| JPS5118348Y2 (ko) * | 1972-01-22 | 1976-05-17 | ||
| GB1459784A (en) * | 1973-04-26 | 1976-12-31 | Croftshaw Engs Ltd | Adsorber apparatus |
| US3994258A (en) * | 1973-06-01 | 1976-11-30 | Bayer Aktiengesellschaft | Apparatus for the production of filters by electrostatic fiber spinning |
| CH570493A5 (ko) * | 1973-08-16 | 1975-12-15 | Battelle Memorial Institute | |
| JPS5098485A (ko) * | 1973-12-29 | 1975-08-05 | ||
| US3994285A (en) * | 1974-12-17 | 1976-11-30 | Doll Research, Inc. | Revolving symmetrical magnet assembly and improved method of blood flow detection |
| JPS5219785U (ko) * | 1975-07-31 | 1977-02-12 | ||
| JPS52120282A (en) * | 1976-04-02 | 1977-10-08 | Taiyo Chuki Kk | Gas purification apparatus |
| EP0162645A1 (en) | 1984-05-11 | 1985-11-27 | Masami Harada | Carbon-fiber-covered material |
| US4765915A (en) * | 1985-05-23 | 1988-08-23 | The Dow Chemical Company | Porous filter media and membrane support means |
| US4759782A (en) * | 1985-07-05 | 1988-07-26 | Pall Corporation | Coalescing filter for removal of liquid aerosols from gaseous streams |
| US4650506A (en) * | 1986-02-25 | 1987-03-17 | Donaldson Company, Inc. | Multi-layered microfiltration medium |
| JP2572068B2 (ja) * | 1986-07-17 | 1997-01-16 | 旭化成工業株式会社 | 補強された油水分離フィルタ− |
| US5827430A (en) * | 1995-10-24 | 1998-10-27 | Perry Equipment Corporation | Coreless and spirally wound non-woven filter element |
| US6171684B1 (en) * | 1995-11-17 | 2001-01-09 | Donaldson Company, Inc. | Filter material construction and method |
| US5672399A (en) * | 1995-11-17 | 1997-09-30 | Donaldson Company, Inc. | Filter material construction and method |
| US5800586A (en) * | 1996-11-08 | 1998-09-01 | Johns Manville International, Inc. | Composite filter media |
| IL119809A (en) * | 1996-12-11 | 2001-06-14 | Nicast Ltd | A device for the production of a complex material for filtration and a method for its application |
| US5782944A (en) * | 1997-03-18 | 1998-07-21 | Purolator Products Air Filtration Company | Moisture resistant air filter |
| AU8287798A (en) * | 1997-07-11 | 1999-02-08 | Donaldson Company Inc. | Adsorption apparatus and methods |
| KR20010030811A (ko) * | 1997-09-29 | 2001-04-16 | 노만 씨. 린넬 | 필터 구조 및 필터링 방법 |
| US20030006186A1 (en) * | 1998-10-05 | 2003-01-09 | Pulek John L. | Spiral wound depth filter |
| DE19919809C2 (de) | 1999-04-30 | 2003-02-06 | Fibermark Gessner Gmbh & Co | Staubfilterbeutel, enthaltend Nanofaservlies |
| IL132945A0 (en) | 1999-06-07 | 2001-03-19 | Nicast Ltd | Filtering material and device and method of its manufacture |
| US6521011B1 (en) * | 1999-07-15 | 2003-02-18 | 3M Innovative Properties Company | Self-supporting pleated filter and method of making same |
| US6649547B1 (en) * | 2000-08-31 | 2003-11-18 | Kimberly-Clark Worldwide, Inc. | Integrated nonwoven laminate material |
| US6743273B2 (en) * | 2000-09-05 | 2004-06-01 | Donaldson Company, Inc. | Polymer, polymer microfiber, polymer nanofiber and applications including filter structures |
| US6673136B2 (en) * | 2000-09-05 | 2004-01-06 | Donaldson Company, Inc. | Air filtration arrangements having fluted media constructions and methods |
| CN100503717C (zh) * | 2000-09-05 | 2009-06-24 | 唐纳森公司 | 聚合物,聚合物微米/纳米纤维和包括过滤器结构的用途 |
| DE10053546A1 (de) * | 2000-10-27 | 2002-05-02 | Angewandte Technik Mbh Greifsw | Portabler elektrochemischer Sauerstoffgenerator |
| US7029620B2 (en) * | 2000-11-27 | 2006-04-18 | The Procter & Gamble Company | Electro-spinning process for making starch filaments for flexible structure |
| US6641773B2 (en) * | 2001-01-10 | 2003-11-04 | The United States Of America As Represented By The Secretary Of The Army | Electro spinning of submicron diameter polymer filaments |
| JP4138367B2 (ja) * | 2001-06-01 | 2008-08-27 | 高砂熱学工業株式会社 | フィルタユニット |
| DE10136256B4 (de) | 2001-07-25 | 2005-03-31 | Helsa-Werke Gmbh & Co. Kg | Vorrichtung zur Herstellung von Fasern in einem elektrostatischen Spinnverfahren |
| US7432514B2 (en) * | 2002-03-26 | 2008-10-07 | International Business Machines Corporation | Method and apparatus for surface potential reflection electron mask lithography |
| US20040038014A1 (en) * | 2002-08-20 | 2004-02-26 | Donaldson Company, Inc. | Fiber containing filter media |
| KR100513602B1 (ko) * | 2003-05-26 | 2005-09-16 | 부산대학교 산학협력단 | 양전하가 부가된 다공성 필터 미디어 제조 장치 및 방법 |
| US7008465B2 (en) * | 2003-06-19 | 2006-03-07 | Donaldson Company, Inc. | Cleanable high efficiency filter media structure and applications for use |
| US7170155B2 (en) * | 2003-06-25 | 2007-01-30 | Intel Corporation | MEMS RF switch module including a vertical via |
| US20050026526A1 (en) * | 2003-07-30 | 2005-02-03 | Verdegan Barry M. | High performance filter media with internal nanofiber structure and manufacturing methodology |
| CZ294274B6 (cs) * | 2003-09-08 | 2004-11-10 | Technická univerzita v Liberci | Způsob výroby nanovláken z polymerního roztoku elektrostatickým zvlákňováním a zařízení k provádění způsobu |
| DE602004022081D1 (de) * | 2003-11-07 | 2009-08-27 | Kx Technologies Llc | Faser-faser-verbundwerkstoffe |
| KR20050063592A (ko) * | 2003-12-22 | 2005-06-28 | 삼성전자주식회사 | 공기청정기 |
| JP4614669B2 (ja) * | 2004-02-03 | 2011-01-19 | 日本バイリーン株式会社 | 濾過材及びフィルタ |
| US7501003B2 (en) * | 2004-03-02 | 2009-03-10 | Gore Enterprise Holdings | Composite filter media |
| KR100578764B1 (ko) | 2004-03-23 | 2006-05-11 | 김학용 | 상향식 전기방사장치 및 이를 이용하여 제조된 나노섬유 |
| US7134857B2 (en) * | 2004-04-08 | 2006-11-14 | Research Triangle Institute | Electrospinning of fibers using a rotatable spray head |
| KR20060010231A (ko) * | 2004-07-27 | 2006-02-02 | 삼성전자주식회사 | 공기청정기의 필터 살균장치 및 그 제어방법 |
| WO2007001405A2 (en) | 2004-10-06 | 2007-01-04 | Research Foundation Of Suny | High flux and low fouling filtration media |
| US7390760B1 (en) | 2004-11-02 | 2008-06-24 | Kimberly-Clark Worldwide, Inc. | Composite nanofiber materials and methods for making same |
| US8092566B2 (en) * | 2004-12-28 | 2012-01-10 | E.I. Du Pont De Nemours And Company | Filtration media for filtering particulate material from gas streams |
| CZ2005226A3 (cs) | 2005-04-11 | 2006-11-15 | Elmarco, S. R. O. | Vrstvená zvukove pohltivá netkaná textilie |
| CZ300797B6 (cs) | 2005-04-11 | 2009-08-12 | Elmarco, S. R. O. | Textilie obsahující alespon jednu vrstvu polymerních nanovláken a zpusob výroby vrstvy polymerních nanovláken z roztoku polymeru elektrostatickým zvláknováním |
| CZ299537B6 (cs) | 2005-06-07 | 2008-08-27 | Elmarco, S. R. O. | Zpusob a zarízení k výrobe nanovláken z polymerního roztoku elektrostatickým zvláknováním |
| US8454836B2 (en) * | 2005-09-15 | 2013-06-04 | The University Of Akron | Method for removing water from an organic liquid |
| US20070295659A1 (en) * | 2005-09-29 | 2007-12-27 | Sellars Absorbent Materials, Inc. | Filters and methods of manufacturing the same |
| US20070084786A1 (en) * | 2005-10-14 | 2007-04-19 | General Electric Company | Filter, filter media, and methods for making same |
| CZ305244B6 (cs) | 2005-11-10 | 2015-07-01 | Elmarco S.R.O. | Způsob a zařízení k výrobě nanovláken elektrostatickým zvlákňováním roztoků nebo tavenin polymerů |
| CZ2005700A3 (cs) | 2005-11-10 | 2007-03-07 | Elmarco, S. R. O. | Filtr pro odstranování fyzikálních a/nebo biologických necistot |
| US8231752B2 (en) * | 2005-11-14 | 2012-07-31 | Cummins Filtration Ip Inc. | Method and apparatus for making filter element, including multi-characteristic filter element |
| US7618702B2 (en) * | 2006-01-17 | 2009-11-17 | Cornell Research Foundation, Inc. | Cellulosic/polyamide composite |
| DE602007013550D1 (de) | 2006-02-13 | 2011-05-12 | Donaldson Co Inc | Filtergewebe, das feine fasern und reaktive, adsor |
| US7537632B2 (en) * | 2006-06-22 | 2009-05-26 | Clarcor Air Filtration Products, Inc. | Panel filter with frame |
| US20080017038A1 (en) * | 2006-07-21 | 2008-01-24 | 3M Innovative Properties Company | High efficiency hvac filter |
| CZ299549B6 (cs) | 2006-09-04 | 2008-08-27 | Elmarco, S. R. O. | Rotacní zvláknovací elektroda |
| JP2008095266A (ja) * | 2006-10-12 | 2008-04-24 | Hodai Lee | ナノ素材を用いた複合繊維フィルター、ナノ素材を用いた複合繊維フィルターの製造装置及びナノ素材を用いた複合繊維フィルターの製造方法 |
| US20080105626A1 (en) * | 2006-11-02 | 2008-05-08 | David Charles Jones | Fuel filter |
| US8062523B2 (en) * | 2006-12-01 | 2011-11-22 | Perry Equipment Corporation | Filter element and methods of manufacturing and using same |
| EP2125149A2 (en) * | 2007-02-23 | 2009-12-02 | Donaldson Company, Inc. | Formed filter element |
| US8202340B2 (en) * | 2007-02-28 | 2012-06-19 | Hollingsworth & Vose Company | Waved filter media and elements |
| US20080315465A1 (en) * | 2007-03-05 | 2008-12-25 | Alan Smithies | Method of manufacturing composite filter media |
| US7942948B2 (en) * | 2007-03-05 | 2011-05-17 | Bha Group, Inc. | Filter element including a composite filter media |
| JP2008258383A (ja) * | 2007-04-04 | 2008-10-23 | Spansion Llc | 半導体装置及びその製造方法 |
| JP4957434B2 (ja) * | 2007-07-30 | 2012-06-20 | Jnc株式会社 | 熱接着性スパンボンド不織布およびこれを用いた繊維製品 |
| US8978899B2 (en) * | 2007-08-01 | 2015-03-17 | Donaldson Company, Inc. | Fluoropolymer fine fiber |
| KR100900387B1 (ko) * | 2007-08-24 | 2009-06-02 | 한국원자력연구원 | 수처리용 필터 및 이의 제조방법 |
| JP2009056388A (ja) * | 2007-08-31 | 2009-03-19 | Panasonic Corp | ガス除去フィルタおよびガス除去フィルタユニット |
| WO2009050392A2 (fr) | 2007-09-26 | 2009-04-23 | France Telecom | Procede de decouverte de la couverture d'un reseau de diffusion par un terminal multimode, produit programme d'ordinateur, signal et terminal correspondants |
| US8608817B2 (en) * | 2007-11-09 | 2013-12-17 | Hollingsworth & Vose Company | Meltblown filter medium |
| US7815427B2 (en) * | 2007-11-20 | 2010-10-19 | Clarcor, Inc. | Apparatus and method for reducing solvent loss for electro-spinning of fine fibers |
| US7967588B2 (en) * | 2007-11-20 | 2011-06-28 | Clarcor Inc. | Fine fiber electro-spinning equipment, filter media systems and methods |
| MY153492A (en) * | 2007-11-20 | 2015-02-13 | Clarcor Inc | Filtration medias, fine fibers under 100 nanometers, and methods |
| US20090178970A1 (en) * | 2008-01-16 | 2009-07-16 | Ahlstrom Corporation | Coalescence media for separation of water-hydrocarbon emulsions |
| US20090266759A1 (en) * | 2008-04-24 | 2009-10-29 | Clarcor Inc. | Integrated nanofiber filter media |
| US8293105B2 (en) * | 2008-05-29 | 2012-10-23 | Perry Equipment Corporation | Contaminant adsorption filtration media, elements, systems and methods employing wire or other lattice support |
| US8048187B2 (en) * | 2008-06-30 | 2011-11-01 | Baldwin Filters, Inc. | Filter frame attachment and fluted filter having same |
| WO2010009043A2 (en) | 2008-07-18 | 2010-01-21 | Clarcor Inc. | Multi-component filter media with nanofiber attachment |
| US8172092B2 (en) * | 2009-01-22 | 2012-05-08 | Clarcor Inc. | Filter having melt-blown and electrospun fibers |
| US8939295B2 (en) * | 2009-02-17 | 2015-01-27 | Essentra Porous Technologies Corp. | Multi-layer, fluid transmissive fiber structures containing nanofibers and a method of manufacturing such structures |
| EP2461884B1 (en) * | 2009-08-03 | 2019-11-06 | Donaldson Company, Inc. | Method for forming fluted filtration media having tapered flutes |
-
2011
- 2011-02-22 US US13/032,227 patent/US20110210060A1/en not_active Abandoned
- 2011-02-22 US US13/032,327 patent/US20110210061A1/en not_active Abandoned
- 2011-02-22 US US13/032,368 patent/US20110210081A1/en not_active Abandoned
- 2011-02-23 US US13/033,238 patent/US9731966B2/en active Active
- 2011-02-24 CA CA2790581A patent/CA2790581A1/en not_active Abandoned
- 2011-02-24 WO PCT/US2011/026093 patent/WO2011106537A2/en active Application Filing
- 2011-02-24 MX MX2012009879A patent/MX2012009879A/es not_active Application Discontinuation
- 2011-02-24 AU AU2011220740A patent/AU2011220740B2/en active Active
- 2011-02-24 AU AU2011220737A patent/AU2011220737B2/en not_active Ceased
- 2011-02-24 SG SG2012060133A patent/SG184784A1/en unknown
- 2011-02-24 WO PCT/US2011/026088 patent/WO2011106534A2/en active Application Filing
- 2011-02-24 WO PCT/US2011/026096 patent/WO2011106540A2/en active Application Filing
- 2011-02-24 BR BR112012021549A patent/BR112012021549A2/pt not_active IP Right Cessation
- 2011-02-24 CN CN2011800211280A patent/CN102858441A/zh active Pending
- 2011-02-24 CA CA2791312A patent/CA2791312A1/en not_active Abandoned
- 2011-02-24 KR KR1020127025078A patent/KR20130009793A/ko not_active Application Discontinuation
- 2011-02-24 BR BR112012021535-3A patent/BR112012021535B1/pt active IP Right Grant
- 2011-02-24 SG SG2012059903A patent/SG183299A1/en unknown
- 2011-02-24 AU AU2011220734A patent/AU2011220734B2/en not_active Ceased
- 2011-02-24 JP JP2012555150A patent/JP2013521107A/ja active Pending
- 2011-02-24 SG SG2012062188A patent/SG183446A1/en unknown
- 2011-02-24 EP EP11748071.5A patent/EP2539054A4/en not_active Withdrawn
- 2011-02-24 MX MX2012009878A patent/MX349758B/es active IP Right Grant
- 2011-02-24 EP EP11748074.9A patent/EP2539053B1/en active Active
- 2011-02-24 BR BR112012021555A patent/BR112012021555A2/pt not_active IP Right Cessation
- 2011-02-24 BR BR112012021548A patent/BR112012021548A2/pt not_active IP Right Cessation
- 2011-02-24 CA CA2790415A patent/CA2790415A1/en not_active Abandoned
- 2011-02-24 MY MYPI2012003814A patent/MY162087A/en unknown
- 2011-02-24 CN CN201180021120.4A patent/CN102858439B/zh active Active
- 2011-02-24 MY MYPI2012003816A patent/MY164152A/en unknown
- 2011-02-24 RU RU2012141037/05A patent/RU2563273C2/ru active
- 2011-02-24 CN CN201180011053.8A patent/CN102869433B/zh not_active Expired - Fee Related
- 2011-02-24 EP EP11748073.1A patent/EP2539055A4/en not_active Withdrawn
- 2011-02-24 JP JP2012555147A patent/JP2013521105A/ja active Pending
- 2011-02-24 WO PCT/US2011/026091 patent/WO2011106535A2/en active Application Filing
- 2011-02-24 KR KR1020127025085A patent/KR20130032302A/ko not_active Application Discontinuation
- 2011-02-24 AU AU2011220735A patent/AU2011220735B2/en not_active Ceased
- 2011-02-24 JP JP2012555148A patent/JP2013521106A/ja active Pending
- 2011-02-24 MX MX2012009880A patent/MX2012009880A/es not_active Application Discontinuation
- 2011-02-24 CA CA2790425A patent/CA2790425C/en active Active
- 2011-02-24 EP EP11748070.7A patent/EP2539056A4/en not_active Withdrawn
- 2011-02-24 ES ES11748074T patent/ES2731684T3/es active Active
- 2011-02-24 CN CN2011800211168A patent/CN102946979A/zh active Pending
- 2011-02-24 KR KR1020127025081A patent/KR20130020661A/ko not_active Application Discontinuation
- 2011-02-24 MX MX2012009876A patent/MX2012009876A/es not_active Application Discontinuation
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015020328A1 (ko) * | 2013-08-06 | 2015-02-12 | 주식회사 아모그린텍 | 주름 필터 및 그 제조 방법 |
| KR20150017204A (ko) * | 2013-08-06 | 2015-02-16 | 주식회사 아모그린텍 | 주름 필터 및 그 제조 방법 |
| KR20200062739A (ko) | 2018-11-27 | 2020-06-04 | (주) 웨이브링크 | 개선된 전자가격표시 시스템 및 방법 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130009793A (ko) | 미세 섬유 액체 미립자 필터 매체 | |
| EP2321029B1 (en) | Multi-component filter media with nanofiber attachment | |
| US20090266759A1 (en) | Integrated nanofiber filter media | |
| JP2004532098A (ja) | 複合フィルター及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |