KR20120121912A - 예비 경화물, 조화 예비 경화물 및 적층체 - Google Patents
예비 경화물, 조화 예비 경화물 및 적층체 Download PDFInfo
- Publication number
- KR20120121912A KR20120121912A KR1020127023251A KR20127023251A KR20120121912A KR 20120121912 A KR20120121912 A KR 20120121912A KR 1020127023251 A KR1020127023251 A KR 1020127023251A KR 20127023251 A KR20127023251 A KR 20127023251A KR 20120121912 A KR20120121912 A KR 20120121912A
- Authority
- KR
- South Korea
- Prior art keywords
- silica
- particle size
- epoxy resin
- hardened
- precured
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/092—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/4007—Curing agents not provided for by the groups C08G59/42 - C08G59/66
- C08G59/4014—Nitrogen containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/42—Polycarboxylic acids; Anhydrides, halides or low molecular weight esters thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/62—Alcohols or phenols
- C08G59/621—Phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/686—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/259—Silicic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/268—Monolayer with structurally defined element
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 작게 할 수 있고, 또한 경화물과 금속층의 접착 강도를 높일 수 있는 예비 경화물을 제공한다.
본 발명에 관련된 예비 경화물 (1) 은 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진다. 예비 경화물 (1) 은 제 1 주면 (1a) 과 제 2 주면 (1b) 을 갖는다. 제 1 주면 (1a) 은 조화 처리되는 면이다. 상기 에폭시 수지 재료는 에폭시 수지와 경화제와 실리카 (2) 를 포함한다. 실리카 (2) 는 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카 (2A) 와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카 (2B) 를 포함한다. 예비 경화물 (1) 중에서, 제 1 소입경 실리카 (2A) 가 제 1 주면 (1a) 측에 많이 존재하도록 편재되어 있고, 또한 제 2 대입경 실리카 (2B) 가 제 2 주면 (1b) 측에 많이 존재하도록 편재되어 있다.
본 발명에 관련된 예비 경화물 (1) 은 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진다. 예비 경화물 (1) 은 제 1 주면 (1a) 과 제 2 주면 (1b) 을 갖는다. 제 1 주면 (1a) 은 조화 처리되는 면이다. 상기 에폭시 수지 재료는 에폭시 수지와 경화제와 실리카 (2) 를 포함한다. 실리카 (2) 는 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카 (2A) 와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카 (2B) 를 포함한다. 예비 경화물 (1) 중에서, 제 1 소입경 실리카 (2A) 가 제 1 주면 (1a) 측에 많이 존재하도록 편재되어 있고, 또한 제 2 대입경 실리카 (2B) 가 제 2 주면 (1b) 측에 많이 존재하도록 편재되어 있다.
Description
본 발명은 에폭시 수지와 경화제와 실리카를 포함하는 에폭시 수지 재료를 이용하여, 그 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진 예비 경화물, 그리고 그 예비 경화물을 사용한 조화(粗化) 예비 경화물 및 적층체에 관한 것이다.
종래, 적층판 및 프린트 배선판 등의 전자 부품을 얻기 위해서, 여러가지 수지 조성물이 이용되고 있다. 예를 들어, 다층 프린트 배선판에서는, 내부의 층간을 절연하기 위한 절연층을 형성하거나, 표층 부분에 위치하는 절연층을 형성하거나 하기 위해서, 수지 조성물이 이용되고 있다.
상기 수지 조성물의 일례로서, 하기 특허문헌 1 에는, 에폭시 수지와, 경화제와, 페녹시 수지와, 평균 입경이 0.01 ? 2 ㎛ 인 무기 충전제를 함유하는 수지 조성물이 개시되어 있다. 또한, 특허문헌 1 에는, 에폭시 수지와, 경화제와, 평균 입경이 0.1 ? 10 ㎛ 인 무기 충전제를 함유하는 수지 조성물도 개시되어 있다.
특허문헌 1 에서는, 2 층의 적층 구조를 갖는 다층 필름의 각 층이, 상기 서술한 상이한 2 종류의 수지 조성물을 이용하여 형성되어 있다. 이 다층 필름은 기판에 형성된 간극 등에 양호하게 매립되는 것이 기재되어 있다.
하기 특허문헌 2 에는, 에폭시 수지와, 경화제와, 페녹시 수지 및 폴리비닐아세탈 수지 중의 적어도 1 종과, 인 함유 벤조옥사딘 화합물을 함유하는 수지 조성물이 개시되어 있다. 특허문헌 2 에서는, 수지 조성물을 경화시킨 경화물을 조화 처리하면, 조화면의 조도(粗度)가 비교적 작음에도 불구하고, 그 조화면이 도금 도체에 대해 높은 밀착력을 나타내고, 또한 난연성이 우수한 절연층이 얻어지는 것이 기재되어 있다.
특허문헌 1 에서는, 2 종류의 수지 조성물을 준비하여, 다층 필름을 제조하고 있기 때문에 다층 필름의 제조에 시간이 걸려, 비용이 많이 든다는 문제가 있다.
특허문헌 2 에는, 수지 조성물이 상기 조성을 가짐으로써 조도가 작아지는 것이 기재되어 있는데, 조화면의 조도가 충분히 작아지지 않게 되는 경우가 있다.
또, 특허문헌 1 에 기재된 다층 필름 및 특허문헌 2 에 기재된 수지 조성물에서는, 이들을 경화시킨 경화물의 표면에, 도금 처리에 의해 금속층을 형성했을 때에, 경화물과 금속층의 접착 강도를 충분히 높게 하는 것이 곤란한 경우가 있다.
본 발명의 목적은 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 작게 할 수 있고, 또한 조화 예비 경화물을 경화시킨 경화물과 금속층의 접착 강도를 높게 할 수 있는 예비 경화물, 그리고 그 예비 경화물을 사용한 조화 예비 경화물 및 적층체를 제공하는 것이다.
본 발명의 넓은 국면에 의하면, 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진 예비 경화물로서, 제 1 주면과 제 2 주면을 갖고, 그 제 1 주면이 조화 처리되는 면이고, 상기 에폭시 수지 재료가, 에폭시 수지와 경화제와 실리카를 포함하고, 상기 실리카가 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카를 함유하고, 예비 경화물 중에서, 상기 제 1 소입경 실리카가 조화 처리되는 면인 상기 제 1 주면측에 많이 존재하도록 편재되어 있고, 또한, 상기 제 2 대입경 실리카가 상기 제 2 주면측에 많이 존재하도록 편재되어 있는, 예비 경화물이 제공된다.
본 발명에 관련된 예비 경화물의 어떠한 특정한 국면에서는, 조화 처리되는 면인 상기 제 1 주면측의 표면 부분의 두께 0.3 ㎛ 의 제 1 영역에 포함되는 모든 실리카 100 체적% 중, 상기 제 2 대입경 실리카의 함유량은 5 체적% 이하이다.
본 발명에 관련된 예비 경화물의 다른 특정한 국면에서는, 60 ? 120 ℃ 의 온도 영역에 있어서의 예비 경화 전의 에폭시 수지 재료의 최저 용융 점도가 50 Pa?s 이상, 150 Pa?s 이하이다.
본 발명에 관련된 예비 경화물의 다른 특정한 국면에서는, 상기 에폭시 수지 재료는, 페녹시 수지를 추가로 포함한다.
본 발명에 관련된 조화 예비 경화물은, 본 발명에 따라 구성된 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진 조화 예비 경화물이다.
본 발명에 관련된 조화 예비 경화물의 어떠한 특정한 국면에서는, 조화 처리되기 전에, 상기 예비 경화물이 팽윤 처리되어 있다.
본 발명에 관련된 적층체는, 본 발명에 따라 구성된 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진 조화 예비 경화물을 경화시킨 경화물과, 그 경화물의 조화 처리된 표면에 적층된 금속층을 갖는다. 그 경화물과 그 금속층의 접착 강도는 0.39 N/㎜ 이상인 것이 바람직하다.
본 발명에 관련된 예비 경화물은 에폭시 수지와 경화제와 실리카를 포함하는 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진 예비 경화물이고, 상기 실리카가, 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카를 함유하고, 예비 경화물 중에서, 상기 제 1 소입경 실리카가 조화 처리되는 면인 상기 제 1 주면측에 많이 존재하도록 편재되어 있고, 또한 상기 제 2 대입경 실리카가 상기 제 2 주면측에 많이 존재하도록 편재되어 있으므로, 예비 경화물의 제 1 주면을 조화 처리했을 때에, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 작게 할 수 있다. 또한 조화 예비 경화물을 경화시킨 경화물의 표면에 금속층이 형성된 경우에, 경화물과 금속층의 접착 강도를 높게 할 수 있다.
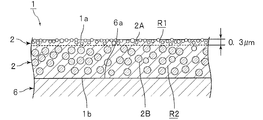
도 1 은 본 발명의 하니의 실시형태에 관련된 예비 경화물을 모식적으로 나타내는 부분 절결 정면 단면도이다.
도 2 는 본 발명의 하니의 실시형태에 관련된 예비 경화물을 사용한 적층체를 모식적으로 나타내는 부분 절결 정면 단면도이다.
도 2 는 본 발명의 하니의 실시형태에 관련된 예비 경화물을 사용한 적층체를 모식적으로 나타내는 부분 절결 정면 단면도이다.
이하, 도면을 참조하면서, 본 발명의 구체적인 실시형태 및 실시예를 설명 함으로써 본 발명을 분명히 한다.
본 발명에 관련된 예비 경화물은, 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진 예비 경화물이다. 도 1 에, 본 발명의 하니의 실시형태에 관련된 예비 경화물을 모식적으로 정면 단면도로 나타낸다.
도 1 에 나타내는 예비 경화물 (1) 은, 적층 대상 부재 (6) 의 상면 (6a) 에 적층되어 있다. 예비 경화물 (1) 은 제 1 주면 (1a) 과 제 2 주면 (1b) 을 갖는다. 제 1 주면 (1a) 은 조화 처리되는 면이다. 제 2 주면 (1b) 은 적층 대상 부재 (6) 의 상면 (6a) 과 접하고 있다. 예비 경화물 (1) 을 얻기 위한 상기 에폭시 수지 재료는, 에폭시 수지와 경화제와 실리카 (2) 를 포함한다.
실리카 (2) 는 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카 (2A) 와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카 (2B) 를 함유한다.
예비 경화물 (1) 중에서, 제 1 소입경 실리카 (2A) 는 조화 처리되는 면인 제 1 주면 (1a) 측에 많이 존재하도록 편재되어 있다. 예비 경화물 (1) 중에서, 제 2 대입경 실리카 (2B) 는, 제 2 주면 (1b) 측에 많이 존재하도록 편재되어 있다.
예비 경화물 (1) 중에서, 제 1 소입경 실리카 (2A) 와 제 2 대입경 실리카 (2B) 가 상기와 같이 편재되어 있음으로써, 제 1 주면 (1a) 을 조화 처리했을 때에, 제 1 주면 (1a) 에 있어서, 제 1 소입경 실리카 (2A) 가 탈리된 미세한 구멍이 형성된다. 이 결과, 조화 처리된 표면의 표면 거칠기를 작게 할 수 있다. 또한, 조화 처리된 조화 예비 경화물을 경화시킨 경화물의 표면에 금속층이 형성된 경우에, 경화물과 금속층의 접착 강도를 높게 할 수 있다. 또한, 제 1 소입경 실리카 (2A) 와 제 2 대입경 실리카 (2B) 가 상기와 같이 편재되어 있음으로써, 예비 경화물 (1) 및 그 예비 경화물 (1) 의 제 1 주면 (1a) 을 조화 처리한 조화 예비 경화물의 강도를 보다 더 높일 수 있다. 특히, 제 2 대입경 실리카 (2B) 의 사용에 의해, 실리카와 수지의 계면을 적게 하여, 용융 점도를 낮출 수 있어 매립 가공성이 향상됨과 함께, 예비 경화물 (1), 조화 예비 경화물, 및 경화물의 전기 절연성, 흡수성 및 내약품성이 향상된다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 나아가 예비 경화물 및 조화 예비 경화물의 강도를 보다 더 높이는 관점에서는, 조화 처리되는 면인 제 1 주면 (1a) 측의 표면 부분의 두께 0.3 ㎛ 의 제 1 영역 (R1) (도 1 에 있어서의 파선보다 상방의 영역) 에 포함되는 모든 실리카 100 체적% 중, 상기 제 2 대입경 실리카의 함유량은 5 체적% 이하인 것이 바람직하고, 4 체적% 이하인 것이 보다 바람직하고, 3 체적% 이하인 것이 더욱 바람직하고, 0 체적% 인 것이 특히 바람직하다. 제 1 영역 (R1) 에, 제 2 대입경 실리카가 전혀 포함되지 않아도 된다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 제 1 영역 (R1) 에 이어지는 제 2 주면 (1b) 측의 제 2 영역 (R2) (도 1 에 있어서의 파선보다 하방의 영역) 에 포함되는 모든 실리카 100 체적% 중, 상기 제 2 대입경 실리카 (2B) 의 함유량은 95 체적% 이상, 100 체적% 이하인 것이 바람직하고, 96 체적% 이상인 것이 보다 바람직하고, 97 체적% 이상인 것이 더욱 바람직하다.
또한, 제 2 영역 (R2) 은 제 1 영역 (R1) 에 이어져 있다. 제 1 영역 (R1) 과 제 2 영역 (R2) 은 접하고 있다. 제 2 영역 (R2) 은 제 1 영역 (R1) 을 제외한 나머지의 영역이다.
60 ? 120 ℃ 의 온도 영역에 있어서의 예비 경화 전의 에폭시 수지 재료의 최저 용융 점도는, 300 Pa?s 이하인 것이 바람직하다. 그 용융 점도는 바람직하게는 10 Pa?s 이상, 보다 바람직하게는 50 MPa?s 이상, 더욱 바람직하게는 50 MPa?s 를 초과, 보다 바람직하게는 150 MPa?s 이하, 더욱 바람직하게는 120 Pa?s 이하, 특히 바람직하게는 100 Pa?s 이하이다. 상기 에폭시 수지 재료의 용융 점도가 상기 하한 이상 및 상기 상한 이하이면, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 보다 더 작아지고, 또한 경화물과 금속층의 접착 강도가 보다 더 높아진다.
상기 「용융 점도」는, 레오 미터를 이용하여, 예비 경화 전의 상기 에폭시 수지 재료를 50 ℃ 에서 150 ℃ 까지 가열하는 조건으로 측정된 값이다. 상기 레오 미터로는, TA 인스트루먼트사 제조 「AR-2000」등을 들 수 있다.
또한, 제 1 소입경 실리카 (2A) 및 제 2 대입경 실리카 (2B) 를 단순히 병용한 것 만으로는, 제 1 소입경 실리카 (2A) 및 제 2 대입경 실리카 (2B) 가 상기와 같이 편재되지 않는 경우가 있다. 예비 경화체 (1) 중에서, 제 1 소입경 실리카 (2A) 및 제 2 대입경 실리카 (2B) 를 상기와 같이 편재시키는 방법으로는, 구체적으로는, 라미네이트시의 온도, 압력에 의해 수지를 표면에 편재화시키는 방법, 평탄화 프레스시에 표면에 수지를 편재화시키는 방법 및 경화시에 수지를 편재화시키는 방법 등을 들 수 있다. 예비 경화체 (1) 중에서, 제 1 소입경 실리카 (2A) 및 제 2 대입경 실리카 (2B) 를 상기와 같이 편재시키기 위해서, 에폭시 수지 및 경화제의 각각의 연화점 또는 융점을 라미네이트 온도에 접근시키는 것이 바람직하고, 라미네이트 프로세스와 평탄화 프로세스를 별도 공정으로 실시하는 것이 바람직하다.
이하, 상기 에폭시 수지 재료에 함유되어 있는 각 성분의 상세를 설명한다.
(에폭시 수지 재료)
[에폭시 수지]
상기 에폭시 수지 재료에 함유되어 있는 에폭시 수지는 특별히 한정되지 않는다. 그 에폭시 수지로서 종래 공지된 에폭시 수지를 사용 가능하다. 그 에폭시 수지는 적어도 1 개의 에폭시기를 갖는 유기 화합물을 말한다. 에폭시 수지는 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
상기 에폭시 수지로는, 비스페놀 A 형 에폭시 수지, 비스페놀 F 형 에폭시 수지, 비스페놀 S 형 에폭시 수지, 페놀노볼락형 에폭시 수지, 비페닐노볼락형 에폭시 수지, 비페놀형 에폭시 수지, 나프탈렌형 에폭시 수지, 플루오렌형 에폭시 수지, 페놀아르알킬형 에폭시 수지, 나프톨아르알킬형 에폭시 수지, 디시클로펜타디엔 노볼락형 에폭시 수지, 안트라센형 에폭시 수지, 아다만탄 골격을 갖는 에폭시 수지, 트리시클로데칸 골격을 갖는 에폭시 수지, 및 트리아진 핵을 골격에 갖는 에폭시 수지 등을 들 수 있다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 상기 에폭시 수지는, 비페닐노볼락형 에폭시 수지 또는 디시클로펜타디엔형 에폭시 수지인 것이 바람직하다.
상기 에폭시 수지는 2 관능 이상의 에폭시 수지인 것이 바람직하고, 다관능의 에폭시 수지인 것이 보다 바람직하다. 다관능의 에폭시 수지로는, 예를 들어, 3 관능 지환식 에폭시 모노머 (유니온?카바이드사 제조 「에포리드 GT301」), 트리아진 핵을 골격에 갖는 3 가의 에폭시 수지 (나가세 켐텍스사 제조 「데나콜 EX-301」, 닛산 화학 공업사 제조 「TEPIC-S」), 다관능 에폭시 수지로서 비페닐노볼락형 에폭시 수지 (닛폰 가야쿠사 제조 「NC3000H」), 디시클로펜타디엔노볼락형 에폭시 수지 (DIC 사 제조 「HP-7200」), 비스페놀 A 노볼락형 에폭시 수지 (미츠비시 화학 「157-S70」) 등을 들 수 있다.
상기 에폭시 수지의 융점 또는 연화점은, 바람직하게는 50 ℃ 이상, 보다 바람직하게는 65 ℃ 이상, 바람직하게는 90 ℃ 이하, 보다 바람직하게는 85 ℃ 이하이다. 에폭시 수지의 융점 또는 연화점이 상기 하한 이상 및 상기 상한 이하인 것에 의해, 적층 대상 부재 상에서 에폭시 수지 재료를 예비 경화시킨 예비 경화물 에 있어서, 제 1 소입경 실리카 및 제 2 대입경 실리카가 상기 서술한 바람직한 편재 상태로 존재하게 된다. 이 때문에, 예비 경화물의 표면을 조화 처리했을 때에, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 보다 더 작아진다. 또한, 에폭시 수지의 융점 또는 연화점이 상기 하한 이상 및 상기 상한 이하이면, 조화 예비 경화물을 경화시킨 경화물과 금속층의 접착 강도도 높아진다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 상기 에폭시 수지의 에폭시 당량은, 바람직하게는 90 이상, 보다 바람직하게는 100 이상, 바람직하게는 1000 이하, 보다 바람직하게는 800 이하이다.
상기 에폭시 수지의 중량 평균 분자량은 5000 이하인 것이 바람직하다. 이 경우에는, 에폭시 수지 재료에 있어서의 실리카의 함유량을 많게 할 수 있다. 또한, 실리카의 함유량이 많아도, 유동성이 높은 에폭시 수지 재료인 수지 조성물을 얻을 수 있다. 한편, 중량 평균 분자량이 5000 이하인 에폭시 수지와 페녹시 수지의 병용에 의해, 에폭시 수지 재료인 B 스테이지 필름의 용융 점도의 저하를 억제할 수 있다. 이 때문에, B 스테이지 필름을 기판 상에 라미네이트한 경우에, 실리카의 편재 상태를 양호하게 할 수 있다.
[경화제]
상기 에폭시 수지 재료에 함유되어 있는 경화제는 특별히 한정되지 않는다. 그 경화제로서, 종래 공지된 경화제를 사용할 수 있다. 경화제는 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
상기 경화제로는, 시아네이트에스테르 수지 (시아네이트에스테르 경화제), 페놀 화합물 (페놀 경화제), 아민 화합물 (아민 경화제), 티올 화합물 (티올 경화제), 이미다졸 화합물, 포스핀 화합물, 산무수물, 활성 에스테르 화합물 및 디시안디아미드 등을 들 수 있다. 그 중에서도, 열에 의한 치수 변화가 보다 더 작은 경화물을 얻는 관점에서는, 상기 경화제는, 시아네이트에스테르 수지 또는 페놀 화합물인 것이 바람직하다. 상기 경화제는 시아네이트에스테르 수지인 것이 바람직하고, 페놀 화합물인 것도 바람직하다. 상기 경화제는 상기 에폭시 수지의 에폭시기와 반응 가능한 관능기를 갖는 것이 바람직하다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 상기 경화제는, 시아네이트에스테르 수지, 페놀 화합물 또는 활성 에스테르 화합물인 것이 바람직하다. 또한, 경화제에 따라 양호한 절연 신뢰성을 부여하는 관점에서는, 상기 경화제는, 시아네이트에스테르 수지인 것이 보다 바람직하다.
상기 시아네이트 수지의 사용에 의해, 실리카의 함유량이 많은 B 스테이지 필름의 핸들링성을 양호하게 할 수 있고, 경화물의 유리 전이 온도를 보다 더 높게 할 수 있다. 상기 시아네이트에스테르 수지는 특별히 한정되지 않는다. 그 시아네이트에스테르 수지로서, 종래 공지된 시아네이트에스테르 수지를 사용할 수 있다. 상기 시아네이트에스테르 수지는, 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
상기 시아네이트에스테르 수지로는, 노볼락형 시아네이트 수지 및 비스페놀형 시아네이트 수지 등을 들 수 있다. 상기 비스페놀형 시아네이트 수지로는, 비스페놀 A 형 시아네이트 수지, 비스페놀 F 형 시아네이트 수지 및 테트라메틸비스페놀 F 형 시아네이트 수지 등을 들 수 있다.
상기 시아네이트에스테르 수지의 시판품으로는, 페놀노볼락형 시아네이트 수지 (론더 재팬사 제조 「PT-30」및 「PT-60」), 그리고 비스페놀 A 디시아네이트가 트리아진화 되어 3 량체가 된 프레폴리머 (론더 재팬사 제조 「BA230」, 「BA200」및 「BA3000」) 등을 들 수 있다.
상기 페놀 화합물의 사용에 의해, 경화물과 금속층의 접착 강도를 보다 더 높일 수 있다. 또, 상기 페놀 화합물의 사용에 의해, 예를 들어, 경화물의 표면 상에 형성된 구리의 표면을 흑화 처리 또는 Cz 처리함으로써, 경화물과 구리의 밀착성을 보다 더 높일 수 있다.
상기 페놀 화합물은 특별히 한정되지 않는다. 그 페놀 화합물로서 종래 공지된 페놀 화합물을 사용할 수 있다. 상기 페놀 화합물은 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
상기 페놀 화합물로는 노볼락형 페놀, 비페놀형 페놀, 나프탈렌형 페놀, 디시클로펜타디엔형 페놀, 및 아르알킬형 페놀 등을 들 수 있다.
상기 페놀 화합물의 시판품으로는, 노볼락형 페놀 (DIC 사 제조 「TD-2091」), 비페닐노볼락형 페놀 (메이와 화성사 제조 「MEH-7851」) 및 아르알킬형 페놀 화합물 (메이와 화성사 제조 「MEH-7800」) 등을 들 수 있다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 상기 페놀 화합물은 비페닐노볼락형 페놀, 또는 아르알킬형 페놀 화합물인 것이 바람직하다.
상기 활성 에스테르 화합물은 특별히 한정되지 않는다. 상기 활성 에스테르 화합물의 시판품으로는, DIC 사 제조 「EXB-9460 S-65T」등을 들 수 있다.
조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 또한 경화물과 금속층의 접착 강도를 보다 더 높게 하고, 또한 경화제에 의해 양호한 절연 신뢰성을 부여하는 관점에서는, 상기 경화제는 당량이 250 이하인 경화제를 함유하는 것이 바람직하다. 상기 경화제의 당량은 예를 들어, 경화제가 시아네이트에스테르 수지인 경우에는 시아네이트에스테르기 당량을 나타내고, 경화제가 페놀 화합물인 경우에는 페놀성 수산기 당량을 나타내며, 경화제가 활성 에스테르 화합물인 경우에는 활성 에스테르기 당량을 나타낸다.
중량 평균 분자량이 1000 이하인 경화제와 페녹시 수지와의 병용에 의해, 에폭시 수지 재료인 B 스테이지 필름의 용융 점도의 저하를 억제할 수 있다. 이 때문에, B 스테이지 필름을 기판 상에 라미네이트한 경우에, 실리카의 편재 상태를 양호하게 할 수 있다.
상기 에폭시 수지 재료에 함유되어 있는 상기 실리카를 제외한 전체 고형분 (이하, 전체 고형분 B 로 약기하는 경우가 있다) 100 중량% 중, 상기 에폭시 수지와 상기 경화제의 합계의 함유량은, 바람직하게는 75 중량% 이상, 보다 바람직하게는 80 중량% 이상, 100 중량% 이하, 바람직하게는 99 중량% 이하, 보다 바람직하게는 97 중량% 이하이다.
상기 에폭시 수지와 상기 경화제의 합계의 함유량이 상기 하한 이상 및 상기 상한 이하이면, 보다 더 양호한 경화물이 얻어지고, 용융 점도를 조정할 수 있기 때문에 실리카의 존재 상태를 양호하게 할 수 있고, 또한 경화 과정에서, 의도하지 않는 영역에 B 스테이지 필름이 젖어 번져 가는 것을 방지할 수 있다. 또한, 경화물의 열에 의한 치수 변화를 보다 더 억제할 수 있다. 또, 상기 에폭시 수지와 상기 경화제의 합계의 함유량이 상기 하한 미만이면, 수지 조성물 또는 B 스테이지 필름의 회로 기판의 구멍 또는 요철에 대한 매립이 곤란해져, 실리카의 편재 상태가 더욱 나빠지는 경향이 있다. 또, 상기 에폭시 수지와 상기 경화제의 합계의 함유량이 상기 상한을 초과하면, 용융 점도가 지나치게 낮아져 경화 과정에서, 의도하지 않는 영역에 B 스테이지 필름이 젖어 번져가기 쉬워지는 경향이 있다. 「전체 고형분 B」란, 에폭시 수지와 경화제와 필요에 따라 배합되는 다른 고형분의 총 합을 말한다. 전체 고형분 B 에는, 실리카는 포함되지 않는다. 「고형분」이란, 불휘발 성분이며, 성형 또는 가열시에 휘발되지 않는 성분을 말한다.
에폭시 수지와 경화제의 배합비는 특별히 한정되지 않는다. 에폭시 수지와 경화제의 배합비는 에폭시 수지와 경화제의 종류 등에 따라 적절히 결정된다.
[충전제]
상기 에폭시 수지 재료는 실리카를 함유한다.
상기 에폭시 수지 재료에 함유되어 있는 모든 실리카의 평균 입경은, 바람직하게는 0.1 ㎛ 이상, 바람직하게는 0.8 ㎛ 이하이다.
상기 실리카의 평균 입경으로서 50 % 가 되는 미디언 직경 (d50) 의 값이 채용된다. 상기 평균 입경은, 레이저 회절 산란 방식의 입도 분포 측정 장치를 이용하여 측정할 수 있다.
상기 에폭시 수지 재료에 함유되어 있는 실리카는, 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카를 함유한다. 상기 제 1 소입경 실리카는, 상기 에폭시 수지 재료에 함유되어 있는 모든 실리카 중, 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 실리카이다. 상기 제 2 대입경 실리카는, 상기 에폭시 수지 재료에 함유되어 있는 모든 실리카 중, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 실리카이다.
또한, 제 1 소입경 실리카와 제 2 대입경 실리카에 있어서의 입경이란, 그 실리카가 진구상인 경우에는 직경을 의미하고, 진구상 이외인 경우에는 최대 직경을 의미한다.
입경이 비교적 작은 특정한 상기 제 1 소입경 실리카와, 입경이 비교적 큰 특정한 상기 제 2 대입경 실리카를 조합하여, 상기 에폭시 수지와 상기 경화제와 함께 사용함으로써, 상기 에폭시 수지 재료를 예비 경화시킨 조화 처리 전의 예비 경화물에 있어서, 실리카가 양호하게 존재하게 된다. 이 결과, 예비 경화물의 표면을 조화 처리했을 때에, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 작게 할 수 있고, 또한 조화 예비 경화물을 경화시킨 경화물과 금속층의 접착 강도를 높게 할 수 있다.
상기 실리카는, 용융 실리카인 것이 보다 바람직하다. 용융 실리카의 사용에 의해, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 효과적으로 작게 할 수 있다. 실리카의 형상은 대략 구상인 것이 바람직하다.
상기 에폭시 수지 재료에 함유되어 있는 실리카, 상기 제 1 소입경 실리카, 및 상기 제 2 대입경 실리카는 각각, 표면 처리되어 있는 것이 바람직하고, 커플링제에 의해 표면 처리되어 있는 것이 보다 바람직하다. 이로써, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 보다 더 작아지고, 또한 경화물과 금속층의 접착 강도가 보다 더 높아지고, 또한 보다 더 양호한 배선간 절연 신뢰성 및 층간 절연 신뢰성을 부여할 수 있다.
상기 커플링제로는, 실란 커플링제, 티타네이트 커플링제 및 알루미늄 커플링제 등을 들 수 있다. 상기 표면 처리에 사용하는 커플링제는, 에폭시실란, 아미노실란, 비닐실란, 메르캅토실란, 설파실란, N-페닐-3-아미노프로필실란, (메트)아크릴산실란, 이소시아네이트실란 또는 우레이드실란 등인 것이 바람직하다.
상기 에폭시 수지 재료는 상기 제 1 소입경 실리카와 상기 제 2 대입경 실리카를 중량비로, 5:95 ? 50:50 으로 함유하는 것이 바람직하고, 10:90 ? 30:70 으로 함유하는 것이 보다 바람직하다. 상기 에폭시 수지 재료가 상기 제 1 소입경 실리카와 상기 제 2 대입경 실리카를 상기 중량비로 함유함에 따라, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 보다 더 작아지고, 또한 경화물과 금속층의 접착 강도가 보다 더 높아진다.
상기 실리카의 함유량은 특별히 한정되지 않는다. 상기 에폭시 수지 재료에 함유되어 있는 전체 고형분 (이하, 전체 고형분 A 로 약기하는 경우가 있다) 100 중량% 중, 모든 상기 실리카 (제 1 소입경 실리카와 제 2 대입경 실리카를 포함) 의 함유량은 바람직하게는 30 중량% 이상, 보다 바람직하게는 40 중량% 이상, 더욱 바람직하게는 50 중량% 이상, 바람직하게는 85 중량% 이하, 보다 바람직하게는 80 중량% 이하이다. 상기 실리카의 함유량이 상기 하한 이상 및 상기 상한 이하이면, 수지의 선 열팽창률이 억제되고, 구리나 실리콘과의 팽창률의 차이가 완화되고, 열충격 신뢰성이 향상되고, 휨 억제 효과가 얻어져, 가공 정밀도가 향상됨과 함께, 조화 처리에 의해 실리카를 탈락시켜, 조화 구멍 형성에 의해 금속과의 접착 강도가 높아진다. 「전체 고형분 A」란, 에폭시 수지와 경화제와 실리카와 필요에 따라 배합되는 고형분의 총 합을 말한다. 「고형분」이란, 불휘발 성분으로, 성형 또는 가열시에 휘발되지 않는 성분을 말한다.
모든 상기 실리카의 함유량 100 중량% 중, 상기 제 1 소입경 실리카와 상기 제 2 대입경 실리카의 합계의 함유량은, 바람직하게는 60 중량% 이상, 보다 바람직하게는 80 중량% 이상, 더욱 바람직하게는 90 중량% 이상, 특히 바람직하게는 95 중량% 이상, 100 중량% 이하이다. 모든 상기 실리카가, 상기 제 1 소입경 실리카와 상기 제 2 대입경 실리카이어도 된다.
[다른 성분 및 에폭시 수지 재료의 상세]
상기 에폭시 수지 재료는 필요에 따라 경화 촉진제를 함유하고 있어도 된다. 경화 촉진제의 사용에 의해, 경화 속도를 보다 더 빠르게 할 수 있다. 에폭시 수지 재료를 신속하게 경화시킴으로써, 경화물의 가교 구조를 균일하게 할 수 있음과 함께, 미반응의 관능기 수를 줄일 수 있고, 결과적으로 가교 밀도를 높게 할 수 있다. 그 경화 촉진제는 특별히 한정되지 않는다. 그 경화 촉진제로서, 종래 공지된 경화 촉진제를 사용할 수 있다. 상기 경화 촉진제는 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
상기 경화 촉진제로는, 예를 들어, 이미다졸 화합물, 인 화합물, 아민 화합물 및 유기 금속 화합물 등을 들 수 있다.
상기 이미다졸 화합물로는, 2-운데실이미다졸, 2-헵타데실이미다졸, 2-메틸이미다졸, 2-에틸-4-메틸이미다졸, 2-페닐이미다졸, 2-페닐-4-메틸이미다졸, 1-벤질-2-메틸이미다졸, 1-벤질-2-페닐이미다졸, 1,2-디메틸이미다졸, 1-시아노에틸-2-메틸이미다졸, 1-시아노에틸-2-에틸-4-메틸이미다졸, 1-시아노에틸-2-운데실이미다졸, 1-시아노에틸-2-페닐이미다졸, 1-시아노에틸-2-운데실이미다졸륨트리멜리테이트, 1-시아노에틸-2-페닐이미다졸륨트리멜리테이트, 2,4-디아미노-6-[2'-메틸이미다졸릴-(1')]-에틸-s-트리아진, 2,4-디아미노-6-[2'-운데실이미다졸릴-(1')]-에틸-s-트리아진, 2,4-디아미노-6-[2'-에틸-4'-메틸이미다졸릴-(1')]-에틸-s-트리아진, 2,4-디아미노-6-[2'-메틸이미다졸릴-(1')]-에틸-s-트리아진이소시아눌산 부가물, 2-페닐이미다졸이소시아눌산 부가물, 2-메틸이미다졸이소시아눌산 부가물, 2-페닐-4,5-디하이드록시메틸이미다졸 및 2-페닐-4-메틸-5-디하이드록시메틸이미다졸 등을 들 수 있다.
상기 인 화합물로는, 트리페닐포스핀 등을 들 수 있다.
상기 아민 화합물로는, 디에틸아민, 트리에틸아민, 디에틸렌테트라아민, 트리에틸렌테트라아민 및 4,4-디메틸아미노피리딘 등을 들 수 있다.
상기 유기 금속 화합물로는, 나프텐산아연, 나프텐산코발트, 옥틸산주석, 옥틸산코발트, 비스아세틸아세토네이트코발트 (II) 및 트리스아세틸아세토나토코발트 (III) 등을 들 수 있다.
경화물의 절연 신뢰성을 높게 하는 관점에서는, 상기 경화 촉진제는 이미다졸 화합물인 것이 특히 바람직하다.
상기 경화 촉진제의 함유량은 특별히 한정되지 않는다. 에폭시 수지 재료를 효율적으로 경화시키는 관점에서는, 상기 전체 고형분 B 100 중량% 중, 상기 경화 촉진제의 함유량은 바람직하게는 0.01 중량% 이상, 바람직하게는 3 중량% 이하이다. 또한, 상기 전체 고형분 B 에는, 상기 경화 촉진제가 포함된다.
상기 에폭시 수지 재료는 열가소성 수지를 포함하는 것이 바람직하다. 열가소성 수지의 사용에 의해, 에폭시 수지 재료의 회로의 요철에 대한 추종성이 높아지고, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 보다 더 작아지고, 또한 조화 처리된 표면의 조도를 보다 더 균일하게 할 수 있다.
상기 열가소성 수지로는, 페녹시 수지 및 폴리비닐아세탈 수지 등을 들 수 있다. 실리카를 양호하게 편재시켜, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기를 보다 더 작게 하고, 경화물과 금속층의 접착 강도를 보다 더 높게 하는 관점에서는, 상기 열가소성 수지는 페녹시 수지인 것이 바람직하다.
상기 페녹시 수지로는, 예를 들어, 비스페놀 A 형의 골격, 비스페놀 F 형의 골격, 비스페놀 S 형의 골격, 비페닐 골격, 노볼락 골격, 및 나프탈렌 골격 등의 골격을 갖는 페녹시 수지 등을 들 수 있다.
예비 경화물의 표면을 조화 처리한 후에, 금속층을 형성하기 위해서 도금 처리한 경우에, 경화물과 금속층의 접착 강도를 높일 수 있으므로, 상기 페녹시 수지는, 비페닐 골격을 갖는 것이 바람직하고, 비페놀 골격을 갖는 것이 보다 바람직하다.
상기 페녹시 수지의 구체예로는, 예를 들어, 토토 화성사 제조의 「YP50」, 「YP55」및 「YP70」, 그리고 미츠비시 화학사 제조의 「1256 B40」, 「4250」, 「4256 H40」, 「4275」, 「YX6954BH30」, 「YX8100BH30」, 「YL7600DMAcH25」및 「YL7213BH30」등을 들 수 있다.
상기 페녹시 수지의 중량 평균 분자량은, 바람직하게는 5000 이상, 바람직하게는 100000 이하이다.
상기 열가소성 수지의 함유량은 특별히 한정되지 않는다. 상기 전체 고형분 B 100 중량% 중, 상기 열가소성 수지의 함유량 (상기 열가소성 수지가 페녹시 수지인 경우에는 페녹시 수지의 함유량) 은, 바람직하게는 0.1 중량% 이상, 보다 바람직하게는 0.5 중량% 이상, 더욱 바람직하게는 1 중량% 이상, 바람직하게는 40 중량% 이하, 보다 바람직하게는 30 중량% 이하, 더욱 바람직하게는 20 중량% 이하, 특히 바람직하게는 15 중량% 이하이다. 상기 열가소성 수지의 함유량이 상기 하한 이상 및 상기 상한 이하이면, 경화물의 열에 의한 치수 변화가 보다 더 작아진다. 또, 상기 열가소성 수지의 함유량이 상기 상한 이하이면, 에폭시 수지 재료의 회로 기판의 구멍 또는 요철에 대한 매립성이 양호해진다. 또한, 상기 전체 고형분 B 에는, 상기 열가소성 수지가 포함된다.
내충격성, 내열성, 수지의 상용성 및 작업성 등의 개선을 목적으로 하여, 에폭시 수지 재료에는, 커플링제, 착색제, 산화 방지제, 자외선 열화 방지제, 소포제, 증점제, 요변성 부여제 및 상기 서술한 수지 이외의 다른 수지 등을 첨가해도 된다.
상기 커플링제로는, 실란 커플링제, 티탄 커플링제 및 알루미늄 커플링제 등을 들 수 있다. 상기 실란 커플링제로는, 아미노실란, 이미다졸실란, 비닐실란, 페닐아미노실란 및 에폭시실란 등을 들 수 있다.
상기 커플링제의 함유량은 특별히 한정되지 않는다. 상기 전체 고형분 B 100 중량% 중, 상기 커플링제의 함유량은 0.01 중량% 이상, 5 중량% 이하인 것이 바람직하다.
상기 다른 수지로는, 폴리페닐렌에테르 수지, 디비닐벤질에테르 수지, 폴리아릴레이트 수지, 디알릴프탈레이트 수지, 폴리이미드 수지, 벤조옥사딘 수지, 벤조옥사졸 수지, 비스말레이미드 수지 및 아크릴레이트 수지 등을 들 수 있다. 또한, 상기 전체 고형분 B 에는, 상기 커플링제가 포함된다.
상기 에폭시 수지 재료는 용제를 함유하고 있어도 된다. 상기 용제로는, 아세톤, 메탄올, 에탄올, 부탄올, 2-프로판올, 2-메톡시에탄올, 2-에톡시에탄올, 1-메톡시-2-프로판올, 2-아세톡시-1-메톡시프로판, 톨루엔, 자일렌, 메틸에틸케톤, N,N-디메틸포름아미드, 메틸이소부틸케톤, N-메틸-피롤리돈, n-헥산, 시클로헥산, 시클로헥사논 및 혼합물인 나프타 등을 들 수 있다. 상기 용제는 1 종만이 이용되어도 되고, 2 종 이상이 병용되어도 된다.
용제를 함유하는 수지 조성물은 바니시로서 사용할 수 있다. 용도에 따라 용제의 함유량을 조정함으로써, 바니시의 점도를 조정 가능하다. 상기 에폭시 수지 재료에서는, 상기 전체 고형분 A 100 중량부에 대해, 상기 용제의 함유량은 바람직하게는 10 중량부 이상, 바람직하게는 1000 중량부 이하이다.
(B 스테이지 필름, 적층 필름, 예비 경화물, 조화 예비 경화물 및 적층체의 상세)
상기 에폭시 수지 재료는 수지 조성물이어도 되고, 그 수지 조성물이 필름상으로 성형된 B 스테이지 필름이어도 된다. 상기 수지 조성물을 필름상으로 성형함으로써, B 스테이지 필름을 얻을 수 있다.
상기 수지 조성물을 필름상으로 성형하는 방법으로는, 예를 들어, 압출기를 이용하여, 수지 조성물을 용융 혼련하고, 압출 후, T 다이 또는 서큘러 다이 등에 의해, 필름상으로 성형하는 압출 성형법, 수지 조성물을 유기 용제 등의 용제에 용해 또는 분산시킨 후, 캐스팅하여 필름상으로 성형하는 캐스팅 성형법, 그리고 종래 공지된 그 밖의 필름 성형법 등을 들 수 있다. 그 중에서도, 박형화를 진행시킬 수 있으므로, 압출 성형법 또는 캐스팅 성형법이 바람직하다. 필름에는 시트가 포함된다.
상기 수지 조성물을 필름상으로 성형하고, 열에 의한 경화가 지나치게 진행될 정도로, 예를 들어 90 ? 200 ℃ 에서 10 ? 180 분간 가열 건조시킴으로써, B 스테이지 필름을 얻을 수 있다.
상기 서술한 바와 같은 건조 공정에 의해 얻을 수 있는 필름상의 수지 조성물을 B 스테이지 필름이라고 한다.
상기 B 스테이지 필름은 반경화 상태에 있는 반경화물이다. 반경화물은, 완전히 경화되어 있지 않아, 경화가 더욱 진행될 수 있다.
상기 수지 조성물은 기재와, 그 기재의 일방의 표면에 적층된 B 스테이지 필름을 구비하는 적층 필름을 형성하기 위해서 바람직하게 사용된다. 적층 필름의 B 스테이지 필름이 상기 수지 조성물에 의해 형성된다.
상기 적층 필름의 상기 기재로는, 폴리에틸렌테레프탈레이트 필름 및 폴리부틸렌테레프탈레이트 필름 등의 폴리에스테르 수지 필름, 폴리에틸렌 필름 및 폴리프로필렌 필름 등의 올레핀 수지 필름, 폴리이미드 수지 필름, 동박 및 알루미늄 박 등의 금속박 등을 들 수 있다. 상기 기재의 표면은, 필요에 따라, 이형 처리되어 있어도 된다.
상기 에폭시 수지 재료를 회로의 절연층으로서 사용하는 경우, 에폭시 수지 재료에 의해 형성된 층의 두께는, 회로를 형성하는 도체층의 두께 이상인 것이 바람직하다. 상기 에폭시 수지 재료에 의해 형성된 층의 두께는, 바람직하게는 5 ㎛ 이상, 보다 바람직하게는 6 ㎛ 이상, 더욱 바람직하게는 10 ㎛ 이상, 바람직하게는 200 ㎛ 이하, 보다 바람직하게는 65 ㎛ 이하, 더욱 바람직하게는 50 ㎛ 이하이다.
상기 에폭시 수지 재료는 B 스테이지 필름이고, 상기 적층 대상 부재 상에, 상기 B 스테이지 필름을 라미네이트함으로써 적층한 후, 상기 B 스테이지 필름의 경화를 진행시켜 예비 경화물을 얻는 것이 바람직하다. 라미네이트 온도는 바람직하게는 55 ℃ 이상, 보다 바람직하게는 65 ℃ 이상, 바람직하게는 130 ℃ 이하, 보다 바람직하게는 120 ℃ 이하이다. 라미네이트 압력은 바람직하게는 0.5 MPa 이상, 보다 바람직하게는 0.8 MPa 이상, 바람직하게는 1.5 MPa 이하, 보다 바람직하게는 1.2 MPa 이하이다. 이와 같은 적정화된 조건으로 에폭시 수지 재료인 B 스테이지 필름을 적층함으로써, 예비 경화물에 있어서, 제 1 소입경 실리카 및 제 2 대입경 실리카의 편재 상태가 보다 더 양호해진다. 지금까지 서술한 바와 같은 에폭시 수지 재료로 구성된 B 스테이지 필름에서는, 라미네이트 온도 부근에서의 용융 점도가 낮아진다. 특히 용융 점도가 낮은 페녹시 수지, 액상에폭시 수지, 시아네이트에스테르 경화제를 중심으로 구성한 B 스테이지 필름의 용융 점도는 150 Pa?s 이하가 되어, 수지 성분의 유동성이 높아진다. 이 상태에서 라미네이트 처리를 실시함으로써, 수지가 용융되는 시점에서 제 1 소입경 실리카가 선택적으로 이동 가능해져, 라미네이트시에 평탄해지도록, B 스테이지 필름의 최표면에서 수지와 함께 제 1 소입경 실리카가 이동한다. 이 이동에 의해, 조화 처리되는 제 1 표면측에, 제 1 소입경 실리카가 많이 편재되게 된다. 즉, 예비 경화물의 상층 부분에 입경이 비교적 작은 제 1 소입경 실리카가 많이 존재하고, 또한 하층 부분에 입경이 비교적 큰 제 2 대입경 실리카가 많이 존재하게 된다. 이 결과, 예비 경화물의 표면을 조화 처리했을 때에, 조화 예비 경화물의 조화 처리된 표면의 표면 거칠기가 작아진다. 또한, 경화물과 금속층의 접착 강도도 높아진다.
상기 B 스테이지 필름을 라미네이트함으로써 적층하는 방법은, 공지된 방법을 이용할 수 있고 특별히 한정되지 않는다. 예를 들어, 회로 기판 상에, 상기 B 스테이지 필름을 적층하고, 바람직하게는 상기 적층 필름을 B 스테이지 필름측으로부터 적층하여, 가압식 라미네이터를 이용하여 가압한다. 이 때, 가열해도 되고, 가열하지 않아도 된다. 다음으로, 평행 평판 프레스식 가열 프레스기를 이용하여, 적층 대상 부재와 B 스테이지 필름 또는 적층 필름을 가열 및 가압한다. 가열 및 가압에 의해, B 스테이지 필름을 예비 경화시켜, 예비 경화물을 형성해도 된다. 상기 가열의 온도 및 상기 가압의 압력은 적절하게 변경할 수 있고, 특별히 한정되지 않는다.
보다 구체적인 적층 방법으로는, 예를 들어, 롤 라미네이터를 이용하여, 롤 직경 60 ㎜ 및 롤 주속 0.1 ? 10 m/분의 속도의 조건으로, 롤 온도를 20 ? 120 ℃ 로 하고, 0.5 ? 6 MPa 의 압력으로 가압하면서, 상기 B 스테이지 필름을 회로 기판에 적층하거나, 또는 상기 적층 필름을 B 스테이지 필름측으로부터 적층 대상 부재 상에 적층한다.
상기 B 스테이지 필름 또는 상기 적층 필름을 적층 대상 부재 상에 적층한 후, 160 ? 200 ℃ 에서 20 분 ? 180 분간 가열 처리를 실시하는 것이 바람직하다. 가열 처리에 의해, B 스테이지 필름을 예비 경화시켜, 예비 경화물을 얻을 수 있다. 적층 필름의 기재는, 예비 경화물을 형성하기 전에 제거해도 되고, 예비 경화물을 형성한 후에 제거해도 된다. 이와 같은 조건으로 적층한 후에, 조화 처리를 실시함으로써, 조화 예비 경화물의 표면에 미세한 요철을 형성할 수 있다. 예비 경화물은 최종 경화물의 유리 전이 온도보다 10 ? 60 ℃ 낮은 온도로 경화되는 것이 바람직하다.
필요에 따라, 롤 라미네이트 후에 평행 평판 가열 프레스기를 실시하여, 예비 경화물의 표면의 평활성을 높여도 된다. 예를 들어, 평행 평판 가열 프레스 기를 이용하여, 두께 1 ㎜ 의 스테인리스판에서, 회로 기판과 B 스테이지 필름 또는 적층 필름의 적층물을 가열 및 가압해도 된다.
또한, 가열 가압식 롤 라미네이터 등의 가압식 라미네이터, 및 평행 평판 가열 프레스기 등의 프레스기로서 시판되는 장치를 사용할 수 있다. 롤 라미네이터에 의한 적층은, 진공 상태에서 실시하는 것이 바람직하다. 롤 라미네이터의 롤의 재질은, 표면이 연질인 고무 롤, 및 표면이 경질인 금속 롤 등에서 적절히 선택할 수 있다. 평행 평판 가열 프레스기의 평판의 재질은 경질인 금속이다.
롤 라미네이터의 롤과 상기 적층 대상 부재, B 스테이지 필름 또는 적층 필름 사이, 또는 평행 평판 가열 프레스기의 평판과 상기 적층 대상 부재, B 스테이지 필름 또는 적층 필름 사이에는, 이형 기능을 갖는 필름, 예를 들어 알루미늄박, 동박, 폴리에스테르 수지 필름, 불소 수지계 필름 등을 사용해도 된다.
회로 기판과 B 스테이지 필름 또는 적층 필름의 밀착성을 높일 목적에서, 고무 시트 등의 유연성을 갖는 재료를 사용해도 된다.
예비 경화물을 형성하는 공정은, 회로 기판 상에, 상기 적층 필름을 상기 B 스테이지 필름측으로부터 적층하고, 롤 라미네이터를 이용하여 가압한 후, 평행 평판 프레스식 가열 프레스기를 이용하여 가열 및 가압하여, 예비 경화물을 형성하는 공정인 것이 바람직하다. 또, 예비 경화물을 형성하는 공정은, 적층 대상 부재 상에, 상기 적층 필름을 상기 B 스테이지 필름측으로부터 적층하고, 롤 라미네이터를 이용하여 가압한 후, 평행 평판 프레스식 가열 프레스기를 이용하여 가열 및 가압하여, 예비 경화물을 형성하는 공정으로, 롤 라미네이터를 이용하여 가압한 후, 또한 평행 평판 프레스식 가열 프레스기를 이용하여 가열 및 가압하기 전에, 또는 롤 라미네이터를 이용하여 가압한 후, 또한 평행 평판 프레스식 가열 프레스기를 이용하여 가열 및 가압한 후에, 상기 기재를 제거하는 것이 바람직하다.
본 발명에 관련된 조화 예비 경화물은, 상기 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진다. 상기 예비 경화물의 표면에 미세한 요철을 형성하기 위해, 상기 조화 예비 경화물에서는, 조화 처리되기 전에, 상기 예비 경화물이 팽윤 처리되어 있는 것이 바람직하다. 상기 조화 예비 경화물에서는, 예비 경화의 후 또한 조화 처리되기 전에, 팽윤 처리되어 있는 것이 바람직하다. 단, 예비 경화물은 반드시 팽윤 처리되지 않아도 된다.
본 발명에 관련된 적층체는, 상기 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진 조화 예비 경화물을 경화시킨 경화물과, 그 경화물의 조화 처리된 표면에 적층된 금속층을 갖는다. 그 경화물과 그 금속층의 접착 강도는, 0.39 N/㎜ 이상인 것이 바람직하다. 상기 금속층은 구리층인 것이 바람직하고, 구리 도금층인 것이 보다 바람직하다.
(프린트 배선판)
상기 에폭시 수지 재료는 프린트 배선판에 있어서 절연층을 형성하기 위해서 바람직하게 사용된다.
상기 프린트 배선판은 예를 들어, 상기 수지 조성물에 의해 형성된 B 스테이지 필름을 이용하여, 그 B 스테이지 필름을 가열 가압 성형함으로써 얻어진다.
상기 B 스테이지 필름에 대해, 편면 또는 양면에 금속박을 적층할 수 있다. 상기 B 스테이지 필름과 금속박을 적층하는 방법은 특별히 한정되지 않고, 공지된 방법을 이용할 수 있다. 예를 들어, 평행 평판 프레스기 또는 롤 라미네이터 등의 장치를 이용하여, 가열하면서 또는 가열하지 않고 가압하면서, 상기 B 스테이지 필름을 금속박에 적층할 수 있다.
(구리 피복 적층판 및 다층 기판)
상기 에폭시 수지 재료는 구리 피복 적층판을 얻기 위해서 바람직하게 사용된다. 상기 구리 피복 적층판의 일례로서, 동박과, 그 동박의 일방의 표면에 적층된 B 스테이지 필름을 구비하는 구리 피복 적층판을 들 수 있다. 이 구리 피복 적층판의 B 스테이지 필름이, 상기 에폭시 수지 재료에 의해 형성된다. 그 B 스테이지 필름을 예비 경화시킴으로써, 예비 경화물을 갖는 구리 피복 적층판을 얻을 수 있다.
상기 구리 피복 적층판의 상기 동박의 두께는 특별히 한정되지 않는다. 상기 동박의 두께는, 1 ? 50 ㎛ 의 범위 내인 것이 바람직하다. 또, 에폭시 수지 재료를 경화시킨 경화물과 동박의 접착 강도를 높이기 위해서, 상기 동박은 미세한 요철을 표면에 갖는 것이 바람직하다. 요철의 형성 방법은 특별히 한정되지 않는다. 상기 요철의 형성 방법으로는, 공지된 약액을 사용한 처리에 의한 형성 방법 등을 들 수 있다.
또, 상기 예비 경화물은 다층 기판을 얻기 위해서 바람직하게 사용된다. 상기 다층 기판의 일례로서, 회로 기판과, 그 회로 기판의 표면 상에 적층된 경화물층을 구비하는 회로 기판을 들 수 있다. 이 다층 기판의 경화물층이, 상기 예비 경화물을 조화 처리하고, 다음으로 조화 예비 경화물을 경화시킴으로써 형성된다. 상기 경화물층은 회로 기판의 회로가 형성된 표면 상에 적층되어 있는 것이 바람직하다. 상기 경화물층의 일부는, 상기 회로 사이에 매립되어 있는 것이 바람직하다.
상기 다층 기판에서는, 상기 경화물층의 상기 회로 기판이 적층된 표면과는 반대측의 표면이 조화 처리되어 있는 것이 보다 바람직하다. 조화 처리 방법은, 종래 공지된 조화 처리 방법을 이용할 수 있고 특별히 한정되지 않는다. 상기 경화물층의 표면은 조화 처리 전에 팽윤 처리되어 있어도 된다.
또, 상기 다층 기판은 상기 경화물층의 조화 처리된 표면에 적층된 구리 도금층을 추가로 구비하는 것이 바람직하다.
또, 상기 다층 기판의 다른 예로서, 회로 기판과, 그 회로 기판의 표면 상에 적층된 경화물층과, 그 경화물층의 상기 회로 기판이 적층된 표면과는 반대측의 표면에 적층된 동박을 구비하는 회로 기판을 들 수 있다. 상기 경화물층 및 상기 동박이, 동박과 그 동박의 일방의 표면에 적층된 B 스테이지 필름을 구비하는 구리 피복 적층판을 이용하여, 상기 B 스테이지 필름을 예비 경화, 조화 처리 및 경화 처리함으로써 형성되어 있는 것이 바람직하다. 또한 상기 동박은 에칭 처리되어 있고, 구리 회로인 것이 바람직하다.
상기 다층 기판의 다른 예로서, 회로 기판과, 그 회로 기판의 표면 상에 적층된 복수의 경화물층을 구비하는 회로 기판을 들 수 있다. 상기 복수층의 경화물층 중의 적어도 1 층이, 상기 예비 경화물에 의해 형성된다. 상기 다층 기판은, 상기 에폭시 수지 재료를 경화시킴으로써 형성되어 있는 상기 경화물층의 적어도 일방의 표면에 적층되어 있는 회로를 추가로 구비하는 것이 바람직하다.
도 2 에, 본 발명의 하니의 실시형태에 관련된 예비 경화물을 사용한 적층체를 모식적으로 부분 절결 정면 단면도로 나타낸다.
도 2 에 나타내는 적층체 (11) 에서는, 회로 기판 (12) 의 상면 (12a) 에, 복수층의 경화물층 (13 ? 16) 이 적층되어 있다. 경화물층 (13 ? 16) 은, 절연층이다. 회로 기판 (12) 의 상면 (12a) 의 일부의 영역에는, 금속층 (17) 이 형성되어 있다. 복수층의 경화물층 (13 ? 16) 중, 회로 기판 (12) 측과는 반대의 외측의 표면에 위치하는 경화물층 (16) 이외의 경화물층 (13 ? 15) 에는, 상면의 일부의 영역에 금속층 (17) 이 형성되어 있다. 금속층 (17) 은 회로이다. 회로 기판 (12) 과 경화물층 (13) 사이, 및 적층된 경화물층 (13 ? 16) 의 각 층간에, 금속층 (17) 이 각각 배치되어 있다. 하방의 금속층 (17) 과 상방의 금속층 (17) 은, 도시되지 않은 비아홀 접속 및 스루홀 접속 중의 적어도 일방에 의해 서로 접속되어 있다.
적층체 (11) 에서는, 경화물층 (13 ? 16) 이, 본 발명에 관련된 에폭시 수지 재료를 경화시킴으로써 형성되어 있다. 또한, 도 2 에서는, 도시의 편의상, 경화물층 (13 ? 16) 에 있어서의 실리카 및 실리카가 탈리된 구멍의 도시는 생략되어 있다. 본 실시 형태에서는, 경화물층 (13 ? 16) 의 표면이 조화 처리되어 있으므로, 경화물층 (13 ? 16) 의 표면에 도시되지 않은 미세한 구멍이 형성되어 있다. 또, 미세한 구멍의 내부에 금속층 (17) 이 도달하고 있다. 또, 적층체 (11) 에서는, 금속층 (17) 의 폭 방향 치수 (L) 와 금속층 (17) 이 형성되어 있지 않은 부분의 폭 방향 치수 (S) 를 작게 할 수 있다. 또, 적층체 (11) 에서는, 도시되지 않은 비아홀 접속 및 스루홀 접속으로 접속되어 있지 않은 상방의 금속층과 하방의 금속층 사이에, 양호한 절연 신뢰성이 부여되어 있다.
(팽윤 처리 및 조화 처리)
상기 팽윤 처리의 방법으로는, 예를 들어, 에틸렌글리콜 등을 주성분으로 하는 화합물의 수용액 또는 유기 용매 분산 용액 등에 의해, 예비 경화물을 처리하는 방법이 이용된다. 팽윤 처리에 사용하는 팽윤액은, 일반적으로 pH 조정제 등으로서, 알칼리를 함유한다. 팽윤액은 수산화나트륨을 함유하는 것이 바람직하다. 구체적으로는, 예를 들어, 상기 팽윤 처리는, 40 중량% 에틸렌글리콜 수용액 등을 이용하여, 처리 온도 30 ? 85 ℃ 에서 1 ? 30 분간, 예비 경화물을 처리함으로써 실시된다. 상기 팽윤 처리의 온도는 50 ? 85 ℃ 의 범위 내인 것이 바람직하다. 상기 팽윤 처리의 온도가 지나치게 낮으면, 팽윤 처리에 장시간을 필요로 하고, 또한 경화물과 금속층의 조화 접착 강도가 낮아지는 경향이 있다.
상기 조화 처리에는, 예를 들어, 망간 화합물, 크롬 화합물 또는 과황산 화합물 등의 화학 산화제 등이 사용된다. 이들 화학 산화제는 물 또는 유기 용제가 첨가된 후, 수용액 또는 유기 용매 분산 용액으로서 사용된다. 조화 처리에 사용되는 조화액은, 일반적으로 pH 조정제 등으로서 알칼리를 포함한다. 조화액은 수산화나트륨을 함유하는 것이 바람직하다.
상기 망간 화합물로는, 과망간산칼륨 및 과망간산나트륨 등을 들 수 있다. 상기 크롬 화합물로는, 중크롬산칼륨 및 무수크롬산칼륨 등을 들 수 있다. 상기 과황산 화합물로는, 과황산나트륨, 과황산칼륨 및 과황산암모늄 등을 들 수 있다.
상기 조화 처리의 방법은 특별히 한정되지 않는다. 상기 조화 처리의 방법으로서, 예를 들어, 30 ? 90 g/ℓ 과망간산 또는 과망간산염 용액 및 30 ? 90 g/ℓ 수산화나트륨 용액을 이용하여, 처리 온도 30 ? 85 ℃ 및 1 ? 30 분간의 조건으로, 1 회 또는 2 회, 예비 경화물을 처리하는 방법이 바람직하다. 상기 조화 처리의 온도는 50 ? 85 ℃ 의 범위 내인 것이 바람직하다.
조화 예비 경화물의 조화 처리된 표면의 산술 평균 거칠기 (Ra) 는, 바람직하게는 50 ㎚ 이상, 보다 바람직하게는 350 ㎚ 이하, 더욱 바람직하게는 300 ㎚ 이하이다. 이 경우에는, 경화물과 금속층의 접착 강도를 보다 더 높게 할 수 있고, 또한 경화물층의 표면에 의해 한층 미세한 배선을 형성할 수 있다.
(디스미어 처리)
또, 상기 예비 경화물 또는 상기 경화물에, 관통공이 형성되는 경우가 있다. 상기 다층 기판 등에서는, 관통공으로서 비아 또는 스루홀 등이 형성된다. 예를 들어, 비아는 CO2 레이저 등의 레이저의 조사에 의해 형성할 수 있다. 비아의 직경은 특별히 한정되지 않지만, 60 ? 80 ㎛ 정도이다. 상기 관통공의 형성에 의해, 비아 안의 바닥부에는, 경화물층에 함유되어 있는 수지 성분에서 유래하는 수지의 잔류물인 스미어가 형성되는 경우가 많다.
상기 스미어를 제거하기 위해서, 상기 예비 경화물의 표면은, 디스미어 처리되는 것이 바람직하다. 디스미어 처리가 조화 처리를 겸하는 경우도 있다. 디스미어 처리는 조화 처리로 불리는 경우도 있다.
상기 디스미어 처리에는, 상기 조화 처리와 마찬가지로, 예를 들어, 망간 화합물, 크롬 화합물 또는 과황산 화합물 등의 화학 산화제 등이 사용된다. 이들 화학 산화제는, 물 또는 유기 용제가 첨가된 후, 수용액 또는 유기 용매 분산 용액으로서 사용된다. 디스미어 처리에 사용되는 디스미어 처리액은, 일반적으로 알칼리를 함유한다. 디스미어 처리액은 수산화나트륨을 함유하는 것이 바람직하다.
상기 디스미어 처리의 방법은 특별히 한정되지 않는다. 상기 디스미어 처리의 방법으로서, 예를 들어, 30 ? 90 g/ℓ 과망간산 또는 과망간산염 용액 및 30 ? 90 g/ℓ 수산화나트륨 용액을 이용하여, 처리 온도 30 ? 85 ℃ 및 1 ? 30 분간의 조건으로, 1 회 또는 2 회, 예비 경화물 또는 경화물을 처리하는 방법이 바람직하다. 상기 디스미어 처리의 온도는 50 ? 85 ℃ 의 범위 내인 것이 바람직하다.
이하, 실시예 및 비교예를 드는 것에 의해, 본 발명을 구체적으로 설명한다. 본 발명은 이하의 실시예에 한정되지 않는다.
실시예 및 비교예에서는, 이하에 나타내는 재료를 사용하였다.
(에폭시 수지)
에폭시 수지 1 (비스페놀 F 형 에폭시 수지, DIC 사 제조 「830-S」, 상온 (23 ℃) 에서 액상)
에폭시 수지 2 (비페닐노볼락형 에폭시 수지, 닛폰 가야쿠사 제조 「NC3000H」, 상온 (23 ℃) 에서 고형, 연화점 70 ℃)
에폭시 수지 3 (디시클로펜타디엔형 에폭시 수지, DIC 제조 「HP-7200」, 상온 (23 ℃) 에서 고형, 연화점 61 ℃)
(경화제)
활성 에스테르 화합물 용액 (DIC 사 제조 「EXB-9460S-65T」, 활성 에스테르 당량 223, 활성 에스테르 화합물 (고형분) 65 중량% 와 톨루엔 35 중량% 를 함유)
시아네이트에스테르 수지 용액 (시아네이트에스테르 경화제, 비스페놀 A 디시아네이트가 트리아진화되어, 3 량체가 된 프레폴리머, 론더 재팬사 제조 「BA230S-75」, 시아네이트 당량 230, 시아네이트에스테르 수지 (고형분) 75 중량% 와 메틸에틸케톤 25 중량% 를 함유)
페놀 화합물 (페놀 경화제, 메이와 화성사 제조 「MEH7851-4H」, 페놀성 수산기 당량 242)
페놀 화합물 용액 (아미노트리아진 골격을 갖는 페놀 경화제, DIC 사 제조 「LA3018-50P」, 페놀성 수산기 당량 151, 페놀 화합물 (고형분) 50 중량% 와 프로필렌글리콜모노메틸에테르 50 중량% 를 함유)
(경화 촉진제)
이미다졸 화합물 1 (2-에틸-4-메틸이미다졸, 시코쿠 화성사 제조 「2E4MZ」)
이미다졸 화합물 2 (2-페닐-4-메틸-5-하이드록시메틸이미다졸, 시코쿠 화성사 제조 「2P4M㎐-PW」)
(실리카 성분)
제 1 소입경 실리카 함유 슬러리 A:
제 1 소입경 실리카 a (실리카 (어드마텍스사 제조 「YA050C-MMK」, 평균 입경 0.05 ㎛) 가, 페닐실란 (페닐트리메톡시실란, 신에츠 화학 공업사 제조 「KBM-103」) 에 의해, 표면 처리된 것) 65 중량% 와, 메틸에틸케톤 35 중량% 를 함유하는 제 1 소입경 실리카 함유 슬러리
제 1 소입경 실리카 함유 슬러리 B:
제 1 소입경 실리카 b (실리카 (덴키 화학 공업사 제조 「UFP-30」, 평균 입경 0.1 ㎛) 가, 이미다졸실란 (닛코 금속사 제조 「IM-1000」) 에 의해 표면 처리된 것) 를 30 중량% 와, N,N-디메틸포름아미드를 70 중량% 를 함유하는 제 1 소입경 실리카 함유 슬러리
제 1 소입경 실리카와 제 2 대입경 실리카의 쌍방을 함유하는 슬러리 X:
제 1 소입경 실리카와 제 2 대입경 실리카 x (실리카 (어드마텍스사 제조 「SO-C2」, 평균 입경 0.5 ㎛) 가, 에폭시실란(3-글리시독시프로필트리메톡시실란, 신에츠 화학 공업사 제조 「KBM-403」) 에 의해 표면 처리된 것) 70 중량% 와, 메틸에틸케톤 30 중량% 를 함유하는 제 1 소입경 실리카와 제 2 대입경 실리카의 쌍방을 함유하는 슬러리
슬러리 X 는 넓은 입도 분포를 갖고, 입경 0.01 ㎛ 내지 입경 20 ㎛ 까지의 실리카를 함유한다. 슬러리 X 에서는, 제 1 소입경 실리카와 제 2 대입경 실리카의 합계 100 체적% 중, 제 1 소입경 실리카의 함유량은 50 체적%, 제 2 대입경 실리카 x 의 함유량은 50 체적% 이다.
제 2 대입경 실리카 함유 슬러리 Y:
제 2 대입경 실리카 y (실리카 (토쿠야마사 제조 「UF-320」, 평균 입경 3.5 ㎛, 조립컷 포인트 20 ㎛) 가, 이미다졸실란 (닛코 금속사 제조 「IM-1000」) 에 의해 표면 처리된 것) 50 중량% 와, N,N-디메틸포름아미드 50 중량% 를 함유하는 제 2 대입경 실리카 함유 슬러리
(열가소성 수지)
페녹시 수지 (미츠비시 화학사 제조 「YX6954BH30」)
(실시예 1)
(1) 수지 조성물 및 적층 필름의 제조
제 1 소입경 실리카 함유 슬러리 A 를 고형분에 5 중량부와, 제 2 대입경 실리카 함유 슬러리 Y 를 고형분에 55 중량부와, 에폭시 수지 1 (비스페놀 F 형 에폭시 수지, DIC 사 제조 「830-S」) 10 중량부와, 에폭시 수지 2 (비페닐노볼락형 에폭시 수지, 닛폰 가야쿠사 제조 「NC3000H」) 10 중량부와, 시아네이트에스테르 수지 용액 (시아네이트에스테르 경화제, 론더 재팬사 제조 「BA230S-75」) 을 고형분에 10 중량부와, 이미다졸 화합물 1 (시코쿠 화성사 제조 「2E4MZ」) 0.5 중량부와, 페녹시 수지 (미츠비시 화학사 제조 「YX6954BH30」) 9.5 중량부를 배합하고, 교반 기를 이용하여 1200 rpm 으로 1 시간 교반하여, 수지 조성물을 얻었다.
이형 처리된 투명한 폴리에틸렌테레프탈레이트 (PET) 필름 (린텍사 제조 「PET50 11550」, 두께 50 ㎛) 을 준비하였다. 이 PET 필름의 이형 처리면 상에 어플리케이터를 이용하여, 건조 후의 두께가 50 ㎛ 가 되도록, 얻어진 수지 조성물을 도포하였다. 다음으로, 100 ℃ 의 기어 오븐 내에서 2 분간 건조시켜, 세로 200 ㎜ × 가로 200 ㎜ × 두께 50 ㎛ 의 수지 시트의 미경화물 (B 스테이지 필름) 과 폴리에틸렌테레프탈레이트 필름의 적층 필름을 제조하였다. 다음으로, 적층 필름으로부터 폴리에틸렌테레프탈레이트 필름을 벗기고, 수지 시트의 미경화물을 180 ℃ 의 기어 오븐 내에서 80 분간 가열하여, 수지 시트의 예비 경화물을 제조하였다.
(2) 예비 경화물을 갖는 적층체의 제조
얻어진 적층 필름을, B 스테이지 필름이, 유리 에폭시 기판 (FR-4, 품번 「CS-3665」, 토시마사 공업사 제조) 측이 되도록 세트하였다. 적층 필름과 유리 에폭시 기판을, 100 ℃ 로 가열한 평행 평판 프레스기를 이용하여, 감압 하에서 0.5 MPa 로 60 분간 가압 가열하여, 수지 시트의 예비 경화물을 함유하는 적층체를 얻었다. 그 후, 폴리에틸렌테레프탈레이트 필름을 벗겨, 유리 에폭시 기판과 예비 경화물의 적층체 A 를 얻었다. 얻어진 예비 경화물은 유리 에폭시 기판측에 제 2 주면을 갖고, 유리 에폭시 기판과는 반대측에 조화 처리되는 면인 제 1 주면을 갖는다.
(실시예 2 ? 10 및 비교예 1 ? 2)
사용한 재료의 종류 및 배합량을 하기 표 1 에 나타내는 바와 같이 변경한 것 이외는 실시예 1 과 동일하게 하여, 수지 조성물, PET 필름과 B 스테이지 필름의 적층 필름 그리고 유리 에폭시 기판과 예비 경화물의 적층체를 얻었다.
(평가)
(1) 에폭시 수지 재료의 최저 용융 점도
Rheometer 장치 (TA 인스트루먼트사 제조 「AR-2000」) 를 이용하여, 변형 21.6 % 및 주파수 1 ㎐ 의 조건으로, 얻어진 수지 시트의 미경화물 (B 스테이지 필름) 의 50 ? 150 ℃ 의 온도 영역에서의 점도를 측정하여, 점도가 가장 낮아지는 값을 최저 용융 점도로 하였다.
(2) 실리카의 존재 상태 1
실시예 및 비교예에서 얻어진 적층체 A 에 있어서의 예비 경화물의 단면 관찰을 실시하였다. 예비 경화물 중의 실리카의 존재 상태 1 을 하기 판정 기준으로 판정하였다.
[실리카의 존재 상태 1 의 판정 기준]
○:예비 경화물 중에서, 상기 제 1 소입경 실리카가, 상기 제 1 주면측에 많이 존재하도록 편재되어 있고, 또한 상기 제 2 대입경 실리카가, 상기 제 2 주면측에 많이 존재하도록 편재되어 있음
×:상기 제 1 소입경 실리카가 상기 제 1 주면측에 많이 존재하도록 편재되어 있지 않거나, 또는 상기 제 2 대입경 실리카가 상기 제 2 주면측에 많이 존재하도록 편재되어 있지 않음
××:상기 제 1 소입경 실리카가 상기 제 1 주면측에 많이 존재하도록 편재되어 있지 않고, 또한 상기 제 2 대입경 실리카가 상기 제 2 주면측에 많이 존재하도록 편재되어 있지 않음
(3) 실리카의 존재 상태 2
상기 실리카의 존재 상태 1 의 판정 결과가 「○」인 경우에, 조화 처리되는 면인 상기 제 1 주면측의 표면 부분의 두께 0.3 ㎛ 의 제 1 영역에 포함되는 모든 실리카 100 중량% 중 제 2 대입경 실리카의 함유량의 비율 (체적%) 을 평가하였다. 또, 제 2 영역의 두께도 평가하였다.
(4) 접착 강도 (필 강도) 및 산술 평균 거칠기 (Ra)
[경화물 B 의 제조]
상기 적층체 A 에 있어서의 예비 경화물을, 하기 (a) 팽윤 처리를 한 후, 하기 (b) 과망간산염 처리 즉 조화 처리를 하고, 다시 하기 (c) 구리 도금 처리를 하였다.
(a) 팽윤 처리:
60 ℃ 의 팽윤액 (스웰링딥시큐리간트 P, 아트텍 재팬사 제조) 에, 상기 적층체 A 를 넣고, 20 분간 요동시켰다. 그 후, 순수로 세정하였다.
(b) 과망간산염 처리:
75 ℃ 의 과망간산칼륨 (콘센트레이트컴팩트 CP, 아트텍크 재팬사 제조) 조화 수용액에, 상기 적층체를 넣고, 20 분간 요동시켜, 유리 에폭시 기판 상에 조화 처리된 조화 예비 경화물을 얻었다. 얻어진 조화 예비 경화물을, 23 ℃ 의 세정액 (리덕션시큐리건트 P, 아트텍 재팬사 제조) 에 의해 2 분간 세정한 후, 순수로 다시 세정하였다.
120 ℃ 의 기어 오븐 중에서 2 시간 건조시키고, 냉각시킨 후, JIS B 0601-1994 에 준거하여, 조화 예비 경화물의 조화 처리된 표면의 산술 평균 거칠기 (Ra) 를 측정하였다.
(c) 구리 도금 처리:
다음으로, 유리 에폭시 기판 상의 조화 처리된 조화 예비 경화물에, 무전해 구리 도금 및 전해 구리 도금 처리를 이하의 순서로 실시하였다.
상기 조화 예비 경화물의 표면을, 55 ℃ 의 알칼리 클리너 (클리너 시큐리건트 902) 로 5 분간 처리하여, 탈지 세정하였다. 세정 후, 상기 조화 예비 경화물을 23 ℃ 의 프리딥액 (프리딥네오간트 B) 으로 2 분간 처리하였다. 그 후, 상기 조화 예비 경화물을 40 ℃ 의 악티베타액 (악티베타네오간트 834) 으로 5 분간 처리하여, 팔라듐 촉매를 형성하였다. 다음으로, 30 ℃ 의 환원액 (리듀서네오간트 WA) 에 의해, 조화 예비 경화물을 5 분간 처리하였다.
다음으로, 상기 조화 예비 경화물을 화학 구리액 (베이직 프린트간트 MSK-DK, 캅파 프린트간트 MSK, 스타비레이저 프린트간트 MSK) 에 넣고, 무전해 도금을 도금 두께가 0.5 ㎛ 정도가 될 때까지 실시하였다. 무전해 도금 후에, 잔류되어 있는 수소 가스를 제거하기 위해, 120 ℃ 의 온도에서 30 분간 어닐을 가하였다. 무전해 도금의 공정까지의 모든 공정은, 비커 스케일로 처리액을 1 ℓ 로 하고, 경화물을 요동시키면서 실시하였다.
다음으로, 무전해 도금 처리된 조화 예비 경화물에, 전해 도금을 도금 두께가 25 ㎛ 가 될 때까지 실시하였다. 전기 구리 도금으로서 황산구리 (리듀서 Cu) 를 이용하여, 0.6A/㎠ 의 전류를 흘렸다. 구리 도금 처리 후, 조화 예비 경화물을 190 ℃ 에서 1 시간 가열하고, 경화시켜, 구리 도금층이 형성된 경화물 B 를 얻었다.
[접착 강도의 측정 방법]
상기 구리 도금층이 형성된 경화물 B 의 구리 도금층의 표면에 10 ㎜ 폭으로 노치를 넣었다. 그 후, 인장 시험기 (상품명 「오토그래프」, 시마즈 제작소사 제조) 를 이용하여, 크로스 헤드 속도 5 ㎜/분의 조건으로, 구리 도금층과 경화물의 접착 강도 (필 강도) 를 측정하였다.
결과를 하기 표 1 에 나타낸다. 또한, 하기 표 1 에 있어서, 「전체 고형분 A」는, 상기 에폭시 수지 재료에 함유되어 있는 전체 고형분을 나타내고, 「-」는 평가하고 있지 않은 것을 나타낸다.

1 … 예비 경화물
1a … 제 1 주면
1b … 제 2 주면
2 … 실리카
2A … 제 1 소입경 실리카
2B … 제 2 대입경 실리카
6 … 적층 대상 부재
6a … 상면
11 … 적층체
12 … 회로 기판
12A … 상면
13 ? 16 … 경화물층
17 … 금속층
R1 … 제 1 영역
R2 … 제 2 영역
1a … 제 1 주면
1b … 제 2 주면
2 … 실리카
2A … 제 1 소입경 실리카
2B … 제 2 대입경 실리카
6 … 적층 대상 부재
6a … 상면
11 … 적층체
12 … 회로 기판
12A … 상면
13 ? 16 … 경화물층
17 … 금속층
R1 … 제 1 영역
R2 … 제 2 영역
Claims (9)
- 에폭시 수지 재료의 경화를 진행시킴으로써 얻어진 예비 경화물로서,
제 1 주면과 제 2 주면을 갖고, 상기 제 1 주면이 조화(粗化) 처리되는 면이고,
상기 에폭시 수지 재료가 에폭시 수지와 경화제와 실리카를 포함하고,
상기 실리카가, 입경이 0.01 ㎛ 이상, 0.5 ㎛ 미만인 제 1 소입경 실리카와, 입경이 0.5 ㎛ 이상, 20 ㎛ 이하인 제 2 대입경 실리카를 함유하고,
예비 경화물 중에서, 상기 제 1 소입경 실리카가, 조화 처리되는 면인 상기 제 1 주면측에 많이 존재하도록 편재되어 있고, 또한 상기 제 2 대입경 실리카가, 상기 제 2 주면측에 많이 존재하도록 편재되어 있는 예비 경화물. - 제 1 항에 있어서,
조화 처리되는 면인 상기 제 1 주면측의 표면 부분의 두께 0.3 ㎛ 의 제 1 영역에 포함되는 모든 실리카 100 체적% 중, 상기 제 2 대입경 실리카의 함유량은 5 체적% 이하인 예비 경화물. - 제 1 항 또는 제 2 항에 있어서,
60 ? 120 ℃ 의 온도 영역에 있어서의 예비 경화 전의 에폭시 수지 재료의 최저 용융 점도가 50 Pa?s 이상, 150 Pa?s 이하인 예비 경화물. - 제 1 항 또는 제 2 항에 있어서,
상기 에폭시 수지 재료가 페녹시 수지를 추가로 포함하는 예비 경화물. - 제 3 항에 있어서,
상기 에폭시 수지 재료가 페녹시 수지를 추가로 포함하는 예비 경화물. - 제 1 항 내지 제 5 항 중 어느 한 항에 기재된 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진 조화 예비 경화물.
- 제 6 항에 있어서,
조화 처리되기 전에, 상기 예비 경화물이 팽윤 처리되어 있는 조화 예비 경화물. - 제 1 항 내지 제 5 항 중 어느 한 항에 기재된 예비 경화물의 상기 제 1 주면을 조화 처리함으로써 얻어진 조화 예비 경화물을 경화시킨 경화물과, 그 경화물의 조화 처리된 표면에 적층된 금속층을 갖는 적층체.
- 제 8 항에 있어서,
상기 경화물과 상기 금속층의 접착 강도가 0.39 N/㎜ 이상인 적층체.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/058198 WO2012131971A1 (ja) | 2011-03-31 | 2011-03-31 | 予備硬化物、粗化予備硬化物及び積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120121912A true KR20120121912A (ko) | 2012-11-06 |
| KR101298368B1 KR101298368B1 (ko) | 2013-08-20 |
Family
ID=46395328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127023251A KR101298368B1 (ko) | 2011-03-31 | 2011-03-31 | 예비 경화물, 조화 예비 경화물 및 적층체 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9120293B2 (ko) |
| JP (1) | JP4938910B1 (ko) |
| KR (1) | KR101298368B1 (ko) |
| CN (1) | CN102822272A (ko) |
| WO (1) | WO2012131971A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150026830A (ko) * | 2013-08-28 | 2015-03-11 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 반도체 밀봉용 수지조성물 및 그 경화물을 구비한 반도체 장치 |
| KR20200003777A (ko) * | 2017-05-10 | 2020-01-10 | 세키스이가가쿠 고교가부시키가이샤 | 절연성 시트 및 적층체 |
| WO2020179988A1 (ko) * | 2019-03-07 | 2020-09-10 | 주식회사 케이씨씨 | 에폭시 수지 조성물 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012211269A (ja) * | 2011-03-31 | 2012-11-01 | Sekisui Chem Co Ltd | 予備硬化物、粗化予備硬化物及び積層体 |
| KR101788738B1 (ko) * | 2012-08-30 | 2017-10-20 | 삼성전기주식회사 | 절연필름 및 절연필름 제조방법 |
| JP6545924B2 (ja) * | 2012-12-27 | 2019-07-17 | 味の素株式会社 | 粗化硬化体、積層体、プリント配線板及び半導体装置 |
| JP6595336B2 (ja) * | 2013-06-25 | 2019-10-23 | 味の素株式会社 | 樹脂組成物 |
| JP5944356B2 (ja) * | 2013-08-28 | 2016-07-05 | 信越化学工業株式会社 | 半導体封止用樹脂組成物及びその硬化物を備えた半導体装置 |
| JP2015048423A (ja) * | 2013-09-02 | 2015-03-16 | 信越化学工業株式会社 | 半導体封止用樹脂組成物及びその硬化物を備えた半導体装置 |
| JP5951569B2 (ja) * | 2013-08-30 | 2016-07-13 | 信越化学工業株式会社 | 半導体封止用樹脂組成物及びその硬化物を備えた半導体装置 |
| JP5723958B1 (ja) * | 2013-12-02 | 2015-05-27 | 太陽インキ製造株式会社 | 感光性樹脂組成物、ドライフィルム、硬化物およびプリント配線板 |
| JPWO2016047682A1 (ja) * | 2014-09-25 | 2017-07-06 | 積水化学工業株式会社 | 樹脂フィルム及び積層フィルム |
| JP6631834B2 (ja) * | 2016-01-26 | 2020-01-15 | パナソニックIpマネジメント株式会社 | 金属張積層板、樹脂付き金属部材、及び配線板 |
| USRE49929E1 (en) | 2017-08-08 | 2024-04-16 | Sumitomo Electric Industries, Ltd. | Substrate for high-frequency printed wiring board |
| JP7279319B2 (ja) * | 2017-09-04 | 2023-05-23 | 味の素株式会社 | 樹脂組成物 |
| JP7215163B2 (ja) * | 2017-12-28 | 2023-01-31 | 日本製鉄株式会社 | 金属-繊維強化樹脂材料複合体 |
| JP7484711B2 (ja) * | 2018-05-09 | 2024-05-16 | 株式会社レゾナック | 支持体付き層間絶縁層用樹脂フィルム、多層プリント配線板及び多層プリント配線板の製造方法 |
| JP7347931B2 (ja) * | 2018-12-26 | 2023-09-20 | スリーエム イノベイティブ プロパティズ カンパニー | マイクロ流体デバイス用フィルム、マイクロ流体デバイス及びその製造方法 |
| JP7300601B2 (ja) * | 2019-03-19 | 2023-06-30 | 太陽ホールディングス株式会社 | 熱硬化性樹脂組成物、ドライフィルム、硬化物、および、電子部品 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5976699A (en) * | 1995-11-09 | 1999-11-02 | Sumitomo Bakelite Company Limited | Insulating adhesive for multilayer printed circuit board |
| JP2004277728A (ja) * | 2003-02-27 | 2004-10-07 | Sanyo Chem Ind Ltd | 硬化性樹脂組成物およびその硬化物 |
| JP5055683B2 (ja) | 2004-03-30 | 2012-10-24 | 住友ベークライト株式会社 | 絶縁シート、基材付き絶縁シート、及び多層プリント配線板 |
| CN101268146B (zh) | 2005-09-15 | 2012-01-25 | 积水化学工业株式会社 | 树脂组合物、片状成型体、预浸料、固化体、层叠板及多层层叠板 |
| US8431219B2 (en) * | 2007-01-22 | 2013-04-30 | Dai Nippon Printing Co., Ltd. | Optical layered body including an antiglare layer containing organic particles and nonspherical silica particles |
| US20090230568A1 (en) * | 2007-04-10 | 2009-09-17 | Hiroyuki Yasuda | Adhesive Film for Semiconductor and Semiconductor Device Therewith |
| JP5016401B2 (ja) | 2007-06-11 | 2012-09-05 | 積水化学工業株式会社 | 多層絶縁フィルム |
| KR101511495B1 (ko) | 2007-09-21 | 2015-04-13 | 아지노모토 가부시키가이샤 | 에폭시 수지 조성물 |
| JP2011501473A (ja) * | 2007-10-26 | 2011-01-06 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 多層チップキャリアおよび製造方法 |
| JP4911795B2 (ja) | 2008-09-01 | 2012-04-04 | 積水化学工業株式会社 | 積層体の製造方法 |
| US20110244183A1 (en) | 2008-09-24 | 2011-10-06 | Sekisui Chemical Co., Ltd. | Resin composition, cured body and multilayer body |
-
2011
- 2011-03-31 KR KR1020127023251A patent/KR101298368B1/ko active IP Right Grant
- 2011-03-31 WO PCT/JP2011/058198 patent/WO2012131971A1/ja active Application Filing
- 2011-03-31 CN CN2011800170632A patent/CN102822272A/zh active Pending
- 2011-03-31 JP JP2011514578A patent/JP4938910B1/ja active Active
- 2011-03-31 US US13/582,214 patent/US9120293B2/en active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150026830A (ko) * | 2013-08-28 | 2015-03-11 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 반도체 밀봉용 수지조성물 및 그 경화물을 구비한 반도체 장치 |
| KR20200003777A (ko) * | 2017-05-10 | 2020-01-10 | 세키스이가가쿠 고교가부시키가이샤 | 절연성 시트 및 적층체 |
| WO2020179988A1 (ko) * | 2019-03-07 | 2020-09-10 | 주식회사 케이씨씨 | 에폭시 수지 조성물 |
| KR20200107322A (ko) * | 2019-03-07 | 2020-09-16 | 주식회사 케이씨씨 | 에폭시 수지 조성물 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101298368B1 (ko) | 2013-08-20 |
| US20130108861A1 (en) | 2013-05-02 |
| WO2012131971A1 (ja) | 2012-10-04 |
| JP4938910B1 (ja) | 2012-05-23 |
| CN102822272A (zh) | 2012-12-12 |
| JPWO2012131971A1 (ja) | 2014-07-24 |
| US9120293B2 (en) | 2015-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101298368B1 (ko) | 예비 경화물, 조화 예비 경화물 및 적층체 | |
| JP6389782B2 (ja) | 多層絶縁フィルム、多層基板の製造方法及び多層基板 | |
| JP2012211269A (ja) | 予備硬化物、粗化予備硬化物及び積層体 | |
| JP2018115334A (ja) | エポキシ樹脂材料及び多層基板 | |
| JP2017179351A (ja) | 樹脂組成物の硬化物、樹脂組成物及び多層基板 | |
| JP2011153285A (ja) | 樹脂組成物、bステージフィルム、積層フィルム、銅張り積層板及び多層基板 | |
| JP5799174B2 (ja) | 絶縁樹脂フィルム、予備硬化物、積層体及び多層基板 | |
| JP5216164B2 (ja) | 粗化硬化物及び積層体 | |
| JP5752071B2 (ja) | Bステージフィルム及び多層基板 | |
| KR20210019009A (ko) | 수지 재료 및 다층 프린트 배선판 | |
| JP6867131B2 (ja) | 積層体及び積層体の製造方法 | |
| JP5977969B2 (ja) | 絶縁シート、絶縁シートの製造方法及び多層基板 | |
| JP2016190435A (ja) | 積層構造体の製造方法及び積層構造体 | |
| JP2014062150A (ja) | 絶縁樹脂フィルム、絶縁樹脂フィルムの製造方法、予備硬化物、積層体及び多層基板 | |
| JP6159627B2 (ja) | 樹脂組成物、樹脂フィルム及び多層基板 | |
| TWI401271B (zh) | Pre-hardened, coarsened pre-hardened and laminated | |
| JP5727403B2 (ja) | 積層体及び多層基板 | |
| JP2012140570A (ja) | エポキシ樹脂材料及び多層基板 | |
| JP5838009B2 (ja) | 積層体、積層体の製造方法及び多層基板 | |
| JP5351910B2 (ja) | Bステージフィルム及び多層基板 | |
| JP2013023667A (ja) | エポキシ樹脂材料及び多層基板 | |
| JP2012072318A (ja) | エポキシ樹脂材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20160729 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20170720 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20180719 Year of fee payment: 6 |