JP7678317B2 - 非調質鋼および窒化部品 - Google Patents
非調質鋼および窒化部品 Download PDFInfo
- Publication number
- JP7678317B2 JP7678317B2 JP2021160837A JP2021160837A JP7678317B2 JP 7678317 B2 JP7678317 B2 JP 7678317B2 JP 2021160837 A JP2021160837 A JP 2021160837A JP 2021160837 A JP2021160837 A JP 2021160837A JP 7678317 B2 JP7678317 B2 JP 7678317B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- content
- less
- nitrided
- hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Treatment Of Steel In Its Molten State (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Steel (AREA)
Description
(1)本発明の一態様に係る非調質鋼は、質量%で、
C:0.30~0.50%、
Si:0.05~0.35%、
Mn:0.45~1.00%、
P:0.080%以下、
S:0.035~0.100%、
Cu:0.25%以下、
Ni:0.25%以下、
Cr:0.03~0.25%、
Al:0.020%以下、
N:0.0125~0.0250%、
Ti:0.005~0.030%、
Ca:0.0003~0.0100%、
V:0~0.02%、及び
Mo:0~0.03%
を含有し、残部がFeおよび不純物からなり、
下記式(1)であらわされる固溶N量Nsolが0.008%以上であり、
金属組織において、初析フェライトの面積率が20%以上、残部組織がパーライトであり、
酸化物系介在物のうち、AlとSiの重量濃度の和が10%以上の酸化物系介在物において、CaとTiの重量濃度の和であるCTの、AlとSiの重量濃度の和であるASに対する比率CT/ASが0.50以上である。
Nsol=N-Ti/3.4 ・・・ (1)
ただし、上記式(1)中の各元素記号は、当該元素の質量%での含有量である。
(3)上記(2)に記載の窒化部品は、機械構造用部品であってもよい。
具体的に得られた知見(a)~(d)は以下のとおりである。
(b)溶鋼中にAlとCaを同時に添加したり、Caを先に添加後にAlを添加したりすると、粗大なCaOが単独で生成するため、複合酸化物中のCaOの比率が高くならない。
(c)溶鋼中のS濃度が高いと、CaはCaSを形成するために消費されるため、CaOが形成されにくい。その場合は、Caを添加した後の保持時間を長くすることで、複合酸化物中のCaOの割合を増加できる。ただし、保持時間が長すぎると、溶鋼中のCa濃度が低下し、目標とする鋼成分への調整が難しくなる。
(d)溶鋼中にTiを添加すると、Tiは単独で酸素や窒素と結びつき、Ti酸化物やTi窒化物が形成される。このとき、Tiの一部は、Al2O3やSiO2中に固溶し、Tiを含む複合酸化物が形成される。このTiを含む複合酸化物は軟質であるため、工具摩耗を抑制できる。
(f)一方、ソリュートドラッグ効果を有するCrやMn等の合金元素を低減すると、熱間加工条件によっては、オーステナイト粒径が容易に粗大化しやすくなる。このような粗大なオーステナイト粒は、焼入れ性を上昇させるため、ベイナイトの生成を招く。
(g)そこで、合金元素の含有量が比較的小さい安価な鋼に対して種々の条件で熱間加工を施してもベイナイトが生成しないようにするためには、鋼の焼入れ性が十分に低くなるよう制御することに加え、第二相によるピン止めを活用すればよい。1100℃を超える温度での熱間加工中に安定的にピン止め効果を得るためにはTiNを活用するのが良い。すなわち、TiNによるピン止め効果によって、オーステナイト粒の粗大化を抑制できるため、その結果、焼入れ性の上昇を回避でき、初析フェライトの分率を高めることが可能となる。
(i)ただし、単に鋼材に含有されるN量を高めるだけでは、降伏強度は上昇しない。降伏強度を上昇させるためには、Nは固溶状態である必要がある。Tiは、NをTiNとして固定するため、Tiを含む鋼中の固溶N量を高めるためには、含有させるTi量に応じて適切なN含有量に調整する必要がある。
Nsol=N-Ti/3.4 ・・・ (1)
ただし、上記式(1)中の各元素記号は、当該元素の質量%での含有量である。
本実施形態による非調質鋼の化学組成は、次の元素を含有する。なお、通常、窒化部品の母材部も素材である非調質鋼と同じ成分になるので、特に断りのない限り、鋼材の成分と部品の母材部における成分は同等である。
Cは、鋼材の硬さ、および疲労強度を高める効果を有する。C含有量が低すぎれば、上記効果が得られない。一方、C含有量が高すぎれば、初析フェライト量が不足して過度に硬さが上昇してしまい、結果、切削抵抗が上昇し、被削性が低下する。したがって、C含有量は0.30~0.50%である。C含有量は好ましくは0.33%以上であり、さらに好ましくは0.35%以上である。また、C含有量は好ましくは0.48%以下であり、さらに好ましくは0.45%以下である。
Siは、フェライトに固溶して鋼材を強化する効果を有する。Si含有量が低すぎれば、上記効果が得られない。一方、Si含有量が高すぎると、酸化物系介在物が硬質化し、工具摩耗を劣化させる。また、Siを過度に多く含有させると、フェライトが過度に硬くなり、被削性が低下する場合がある。したがって、Si含有量は0.05~0.35%である。Si含有量は、好ましくは0.10%以上であり、さらに好ましくは0.15%以上である。また、Si含有量は、好ましくは0.30%以下であり、さらに好ましくは0.26%以下であり、さらに好ましくは0.24%以下である。
Mnは、窒化物を形成し、窒化層の硬化に寄与する。Mnはさらに、鋼材中でMnSを形成して鋼材の被削性を高める効果も有する。Mn含有量が低すぎれば、上記効果が得られない。一方、Mn含有量が高すぎれば、窒化層が過度に硬化し、曲げ矯正性が劣化する。また、Mnを過度に多く含有させると、焼入れ性が高まり、ベイナイトの生成が促進され、十分な初析フェライトを確保できない場合がある。したがって、Mn含有量は0.45~1.00%である。Mn含有量は、好ましくは0.50%以上であり、さらに好ましくは0.55%以上である。Mn含有量は好ましくは0.90%以下であり、さらに好ましくは0.80%以下であり、さらに好ましくは0.75%である。
Pは不純物として鋼材に含まれる元素である。P含有量が高すぎれば結晶粒界に偏析し、熱間延性やじん性を劣化させる。したがって、P含有量は0.080%以下である。P含有量は好ましくは0.060%以下であり、さらに好ましくは0.040%以下である。ただし、Pはフェライトを僅かに強化し、疲労強度の増大に寄与する。また、Pを過度に低減することは脱Pのための費用の増大につながる。これらのことから、P含有量を0.002%以上としてもよい。P含有量は好ましくは0.005%以上、もしくは0.008%以上としてもよい。
Sは、鋼材中でMnと結合してMnSを形成し、鋼材の被削性を高める効果を有する。中炭素鋼水準のC量を含む鋼を安価に製造するため、また、望ましい被削性を確保するためには、S量を十分に高める必要がある。一方、S含有量が高すぎれば、粗大なMnSが形成され、疲労特性が劣化する。したがって、S含有量は0.035~0.100%である。S含有量は、好ましくは0.040%以上であり、さらに好ましくは0.045%以上である。S含有量は、好ましい上限は0.090%以下であり、さらに好ましくは0.080%以下である。
Crはパーライトのラメラ間隔を微細化し、強化することで疲労強度を向上させる効果を有する。Cr含有量が低すぎれば、上記効果が得られない。一方、Cr含有量が高すぎれば、鋼材の焼入れ性が向上し、熱間鍛造条件によっては初析フェライトが十分に生成せず、パーライトが増えることで被削性が劣化するおそれがある。したがって、Cr含有量は0.03~0.25%である。Cr含有量は、好ましくは0.05%以上である。Cr含有量は、好ましくは0.20%以下であり、さらに好ましくは0.15%以下であり、さらに好ましくは0.10%以下である。
Cuは鉄鉱石や、スクラップに含まれ、鋼を高炉、電炉で製造した場合は、鋼に不可避的に不純物として含有される。またCuは、フェライトに固溶して鋼材の強度と疲労強度を高めるために意図的に含有させる場合もある。しかしながら、Cu含有量が過度に多くなると、熱間鍛造時に鋼の粒界に偏析して熱間割れを誘起する。したがって、Cu含有量は0.25%以下である。Cu含有量は、好ましくは0.20%以下であり、さらに好ましくは0.15%以下である。Cuを含有させて効果を得る場合は、Cu含有量は0.001%以上、または0.01%以上とすることが好ましい。
Niは鉄鉱石や、スクラップに含まれ、鋼を高炉、電炉で製造した場合は、鋼に不可避的に不純物として含有される。またNiは、フェライトに固溶して鋼材の強度と疲労強度を高めるために意図的に含有させる場合もある。Niはさらに、鋼材がCuを含有する場合に、Cuに起因する熱間割れを抑制する。しかしながら、Ni含有量が多すぎれば、その効果が飽和し、製造コストが高くなる。したがって、Ni含有量は0.25%以下である。Ni含有量は、好ましくは0.20%以下であり、さらに好ましくは0.15%以下である。Niを含有させて効果を得る場合、Ni含有量は0.001%以上、または0.01%以上とすることが好ましい。
Alは鋼に不純物として混入する元素であるが、脱酸のために含有させてもよい。Al含有量が高すぎれば、工具摩耗を促進する硬質なAl酸化物が形成される。Al以外の元素で十分に脱酸できる場合は、Al含有量は低い方がよい。したがって、Al含有量は0.020%以下である。Al含有量は、好ましくは0.010%以下であり、さらに好ましくは0.006%以下である。Al含有量は、0%であってもよい。なお、Al含有量の下限値は特に限定しないが、脱酸のために含有させる場合、0.001%以上としてもよい。
Tiは、酸化物系介在物を軟質化させる効果を有する。さらにTiは、Nと結合してTiNを形成し、ピン止め効果により熱間鍛造時のオーステナイト粒の粗大化を抑制する。粗大なオーステナイト粒の生成が抑制されると、焼入れ性が低減されるため、初析フェライトを十分に確保でき、その結果、被削性を向上させることができる。Ti含有量が低すぎれば、上記効果が得られない。一方、Ti含有量が多くなりすぎると、TiN生成のために多量のNが消費され、固溶Nが減少するため、降伏強度や疲労特性が劣化する場合がある。また、Tiを過度に多く含有させると、粗大なTiO2やTiNが生成し、疲労特性を劣化させる場合がある。したがって、Ti含有量は0.005~0.030%である。Ti含有量は、好ましくは0.025%以下であり、さらに好ましくは0.020%以下である。Ti含有量は、好ましくは0.007%以上である。
NはCと同じく非常に安価な元素であるため、安価に鋼材の強度を上昇させるために重要な元素である。Nは、鋼に固溶した状態の場合、転位上でコットレル雰囲気を作るため、降伏強度の上昇に寄与する。また、TiNとして析出した場合は、ピン止め効果によりオーステナイトの粗大化を抑制できるため、硬さのばらつきを低減できる。N含有量が低すぎれば、上記効果が得られない。一方、N量が過剰になると、鋼中に窒素ガスによる気泡が生じることがあり、疲労強度が劣化する。したがって、N含有量は0.0125~0.0250%である。N含有量は、好ましくは0.0140%以上であり、さらに好ましくは0.0160%である。N含有量は、好ましくは0.0230%以下であり、さらに好ましくは0.0200%以下である。
Caは、酸化物系介在物を、CaOが複合した軟質な複合酸化物に変化させることで、工具摩耗を抑制し、工具寿命を長寿命化させる作用を有する。この効果を安定して得るためには、Caの含有量は、0.0003%以上とする必要がある。しかしながら、Caの含有量が多過ぎると、粗大なCaOが単体で生成し、工具摩耗を悪化させる。従って、Ca含有量は0.0003~0.0100%である。Ca含有量は、好ましくは0.0005%以上であり、さらに好ましくは0.0010%である。Ca含有量は、好ましくは0.0050%以下であり、さらに好ましくは0.0035%以下である。
Mo:0.03%以下
本実施形態の非調質鋼は、製造コストを低減するために、疲労強度や降伏強度の向上に有効なV、Moの含有量は可能な限り低減する。ただし、Mo、Vは不純物として鋼材に含有される場合があり、その場合は製造コストに悪影響を及ぼさないため、含まれていてもよい。製造コストの観点から、V含有量は0.02%以下とし、Mo含有量は0.03%以下とする。V含有量は好ましくは0.01%以下であり、Mo含有量は好ましくは0.02%以下である。V含有量、Mo含有量ともに、0%であってもよい。
本実施形態の非調質鋼の金属組織(ミクロ組織)において、初析フェライトの面積率は20%以上、残部組織はパーライトである。すなわち、本実施形態のミクロ組織は、初析フェライトおよびパーライトを主体とする組織である。
切削時の鋼の組織にベイナイトやマルテンサイトが混入していると、硬さが増大し、被削性が劣化する。また、熱間鍛造条件の変化による硬さの変化量も大きくなる。熱間鍛造時の硬さの変化量を低減するためには、金属組織はフェライトおよびパーライト組織とする必要がある。また、金属組織に占める初析フェライトの分率が高い場合、鋼材の硬さが抑制され、被削性を向上させることができる。このように高い被削性を得るためには、金属組織に占める初析フェライトの面積率が20%以上である必要がある。初析フェライトの面積率は好ましくは30%以上であり、さらに好ましくは40%以上である。
金属組織を測定するサンプルを鏡面研磨したのちにナイタールでエッチングして組織を現出させる。光学顕微鏡を用いて、倍率200倍で組織を撮影する。撮影した像にメッシュ間隔50μmの正方形格子パターンを重ね、格子点が重なった部位の組織の数を数える。各組織上の格子点の数を全測定格子点の数で割った値を該当組織の面積分率とする。ただし、組織の面積分率の測定に用いる全格子点は500点以上とする。像のサイズは、上記条件を満たしていれば制限はないが、例えば、0.6mm×0.48mmの像を5枚撮影したものを使用してもよい。
鋼材中のN含有量を増やすだけでは、疲労強度や降伏強度が向上しない場合がある。Nによって疲労強度や降伏強度を向上させるためには、固溶状態のNを増やす必要がある。熱間加工後に放冷した鋼中における固溶N量は、N含有量から、TiNとして析出するN量を引いた量となる。具体的には、固溶N量Nsolは式(1)であらわされる。
ただし、上記式(1)中の各元素記号は、当該元素の質量%での含有量である。
AlとSiの重量濃度の和が10%以上の酸化物系の介在物は硬質なため、工具摩耗を劣化させる。酸化物を軟化させ工具摩耗を抑制するためには、酸化物系介在物にTiとCaを複合させて酸化物系複合介在物を確保する必要がある。この効果を得るためには、酸化物系複合介在物中のCa、Ti、Al、Siの重量濃度をそれぞれ、XCa、XTi、XAl、XSiとした場合に、下記式(2)であらわされるCaとTiの重量濃度の和(XCa+XTi)の、AlとSiの重量濃度の和(XAl+XSi)に対する比率であるCT/ASを0.50以上にする必要がある。好ましくは、0.70以上である。一方、CT/ASが高すぎると、酸化物系介在物と複合しない単独のTiOやCaOが粗大化し、工具摩耗に悪影響を及ぼす可能性があるため、CT/ASは3.0以下とすることが好ましい。
そして、測定したすべての酸化物系介在物のCa、Ti、Al、Siの重量分率について、元素ごとに算術平均値を算出したものを、そのサンプルのXCa、XTi、XAl、XSiとする。これらの値を式(2)に代入して計算することで、そのサンプルのCT/ASを求める。
なお、本実施形態では観察視野を2mm×2mmとしているが、これは測定する介在物の個数を十分に確保し、測定結果のばらつきを抑えるためである。換言すれば、測定結果のばらつきを抑えることができるのであれば、視野サイズは上記範囲に限定されない。ただし、視野サイズを変更する場合は、測定結果のばらつきを抑え、安定した測定データを得る観点から、介在物が100個以上存在するような視野サイズに設定することが望ましい。
次に、本実施形態の窒化部品について説明する。
本実施形態の窒化部品は、本実施形態の非調質鋼に対して、機械加工および窒化処理した部品であって、母材と窒化層とを備える。母材は、上述の非調質鋼と同一の化学組成を有する。窒化層は、母材の表層に形成されている。窒化層は化合物層と、拡散層とを含む。化合物層は、窒化層の最表層に形成されている。拡散層は、化合物層下に形成されている。
窒化層とは、窒化処理により窒素が侵入した部分を指す。すなわち、窒化層とは、窒化処理の影響によって、化学組成または金属組織が変化した領域である。例えば、部品表面から深さ約1.0mmまでの領域を指す。
本実施形態の非調質鋼および窒化部品の製造方法の一例を説明する。
本実施形態の窒化部品の製造方法は、非調質鋼を製造する鋼素材準備工程と、成型工程と、機械加工工程とを含む。以下、それぞれの工程を説明する。ただし、本実施形態に係る非調質鋼および窒化部品の製造方法は、以下の態様に限定されることはない。
鋼素材準備工程では、窒化部品の素材となる非調質鋼を製造する。
まず、本実施形態の鋼の化学組成と介在物の組成を満たす溶鋼を製造する。鋼の化学成分と酸化物系複合介在物の平均組成が、上記範囲に入れば、鋼材の製造方法はどのような方法によってもよい。ここでは、その一例として真空溶解したインゴットを溶製し、非調質鋼として棒鋼を製造する方法について述べる。
熱間加工は、熱間圧延でもよいし、熱間鍛造(熱間鍛伸等)でもよい。加熱温度はいわゆる「熱間」であればよい。加熱温度は例えば、1000℃以上1300℃以下である。熱間加工後の冷却方法は特に限定されない。好ましくは、熱間加工後の冷却速度は、初析フェライト及びパーライトを主体とする組織が得られやすい冷却速度の範囲とするのが好ましく、たとえば空冷やファン風冷である。熱間加工後は焼入れ焼戻し等の調質熱処理を行う必要はない。本実施形態の鋼成分であれば、熱間加工後に室温まで放冷することで、フェライト+パーライト組織が得られる。
以上の工程により、本実施形態の非調質鋼を製造できる。
機械加工前に、棒鋼を一旦粗く成形する場合は、製造された上記棒鋼を熱間鍛造して、窒化部品用粗形材に成形する。熱間鍛造により窒化部品用粗形材に成形した後は、上記と同じように、空冷やファン風冷により冷却することが好ましい。なお、金属組織や上記CT/ASは、熱間加工以降の工程で変化しないため、得られる粗形材の金属組織および上記CT/ASは、ほぼ同等である。
上述の棒鋼、または成型工程後の窒化部品用粗形材に対して機械加工を実施して所定の部品形状にする。所定の部品形状とするための機械加工としては、例えば、切削加工または研削加工が挙げられる。
機械加工後の部品に対して、窒化処理を実施する。窒化処理は、周知のガス窒化、ガス軟窒化、塩浴軟窒化、プラズマ窒化等を適用できる。窒化処理に用いるガスは、NH3のみであってもよいし、NH3に加え、N2、H2、CO2、各種炭化水素を含有する混合気体であってもよい。窒化後の冷却は、水冷、油冷及び炉冷等、いずれの方法でもよい。
以上の工程により窒化部品が製造される。
放冷後の角棒に対し、部品の熱間鍛造を模擬するため、再度1250℃に加熱後、60mmの直径を有する棒鋼に鍛伸し、ファンで風をかけながら室温まで冷却した。なお、当該鍛伸は、上記の成型工程に相当し、部品形状に加工する前の粗形材成形を模擬するものである。
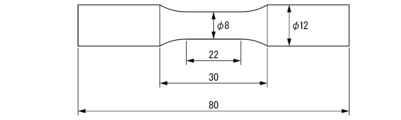
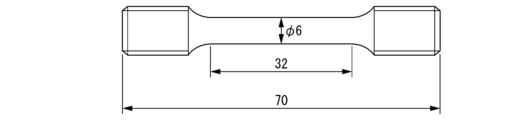
得られた棒鋼の長手方向に対して垂直な断面の、中心と表面を結んだ線分の中点付近から、図1に示すような、小野式回転曲げ疲労試験片(平行部:直径8mm、長さ22mm)と、図2に示すような、引張試験片(平行部:直径6mm、長さが32mm)と、1辺が約10mmの立方体形状の確性調査用試験片を採取した。図1および図2中の数値は、試験片の各部位の寸法(mm)を示す。
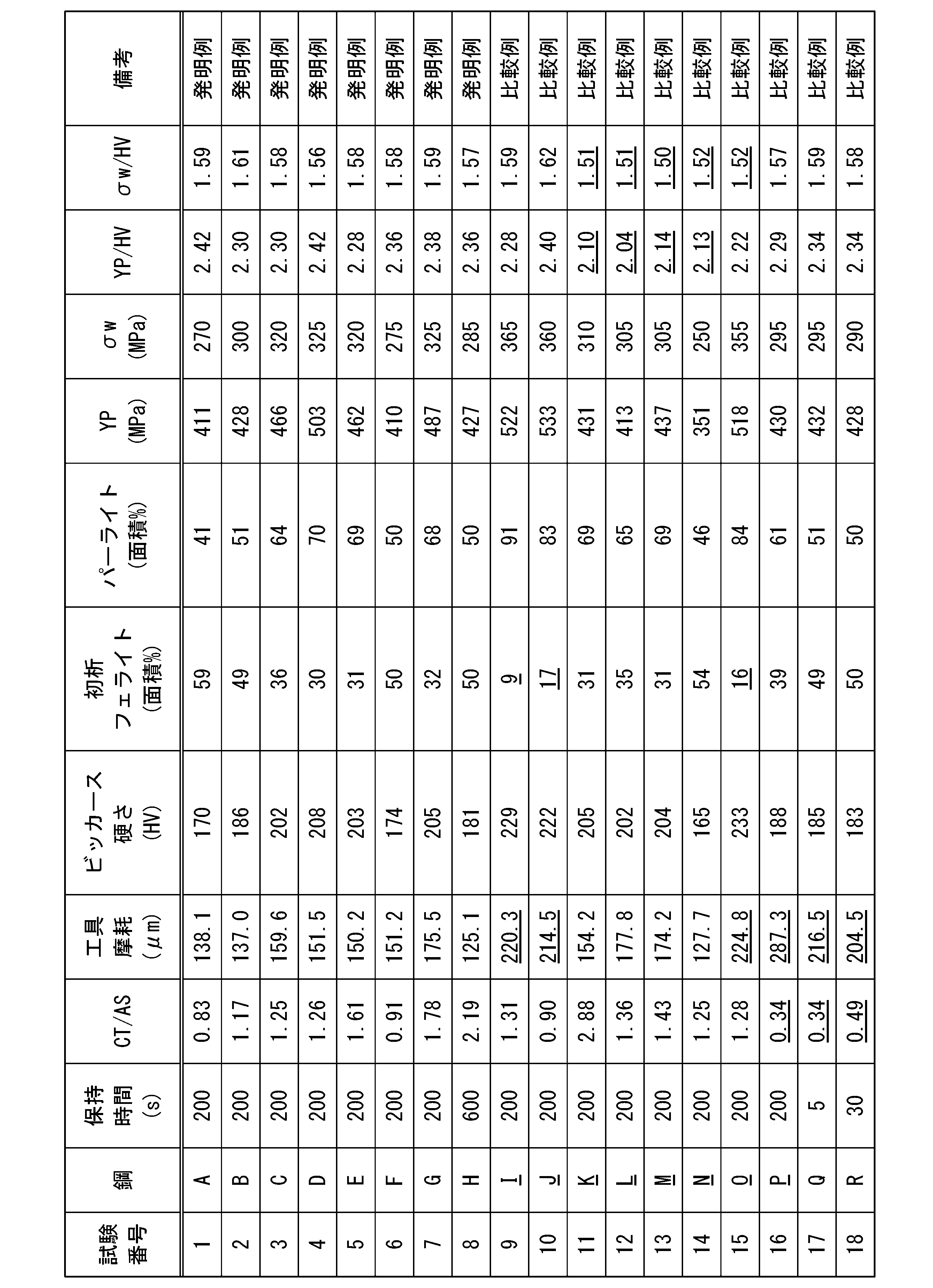
作成した引張試験片を用い、JIS Z 2241:2011に準拠し、室温(約25℃)で、引張速度1.5mm/minの条件で引張試験に供して降伏強度YP(MPa)を測定した。被削性の指標である硬さHVに対する降伏強度YPの比(YP/HV)が2.20以上である場合、降伏強度に優れると判断した。
作成した回転曲げ疲労試験片を用い、室温(約25℃)で、回転数を3000rpmとして小野式回転曲げ疲労試験を実施した。応力負荷繰り返し数1.0×107回まで破断しなかった試験片において、最も高い応力(最大応力)をその試験番号の疲労強度σw(MPa)と定義した。被削性の指標である硬さHVに対する疲労強度σwの比(σw/HV)が1.55以上である場合、疲労強度に優れると判断した。
作成した確性調査用試験片を樹脂に埋め込み鏡面研磨した。鏡面研磨後の試験片の被検面の中心付近のビッカース硬さ(HV)を測定した。試験荷重は9.8Nとし5回測定を行い、その算術平均値をその試験材の硬さとした。
硬さを測定した後の確性調査用試験片を、走査電子顕微鏡(SEM)内でエネルギー分散型X線分光器(EDS)による測定に供した。観察視野は2mm×2mmとして、視野内の酸化物の内、断面上の面積を円に換算した場合に直径が1.0μm以上のすべての酸化物系介在物に対してEDS分析を行い、その結果から、CT/ASの値を算出した。このCT/ASの値は、1300℃以下の熱処理では変化せず、具体的には、本実施形態で開示した熱間鍛造処理、または窒化処理がなされたとしても、処理前後で変化しない。
得られた棒鋼からφ35×200mmの試験片を作成し、旋盤を用いた切削試験に供した。切削速度は250m/minで、送りは0.20mm/rev、切込み深さは1.5mmとした。潤滑はせず、ドライ条件でP20種の超硬工具を用いて、2000m加工後の工具の逃げ面の摩耗量(μm)を測定した。摩耗量が200.0μm以下である場合、被削性に優れると判断した。
試験番号1~8では工具摩耗が200μm以下に抑制されており、硬さに対する降伏強度の比(YP/HV)が2.20以上と高くハンドリング性に優れ、硬さに対する疲労強度の比(σw/HV)が1.55以上と疲労特性に優れていた。一方で、比較例である試験番号9~18では、目標の特性が得られなかった。

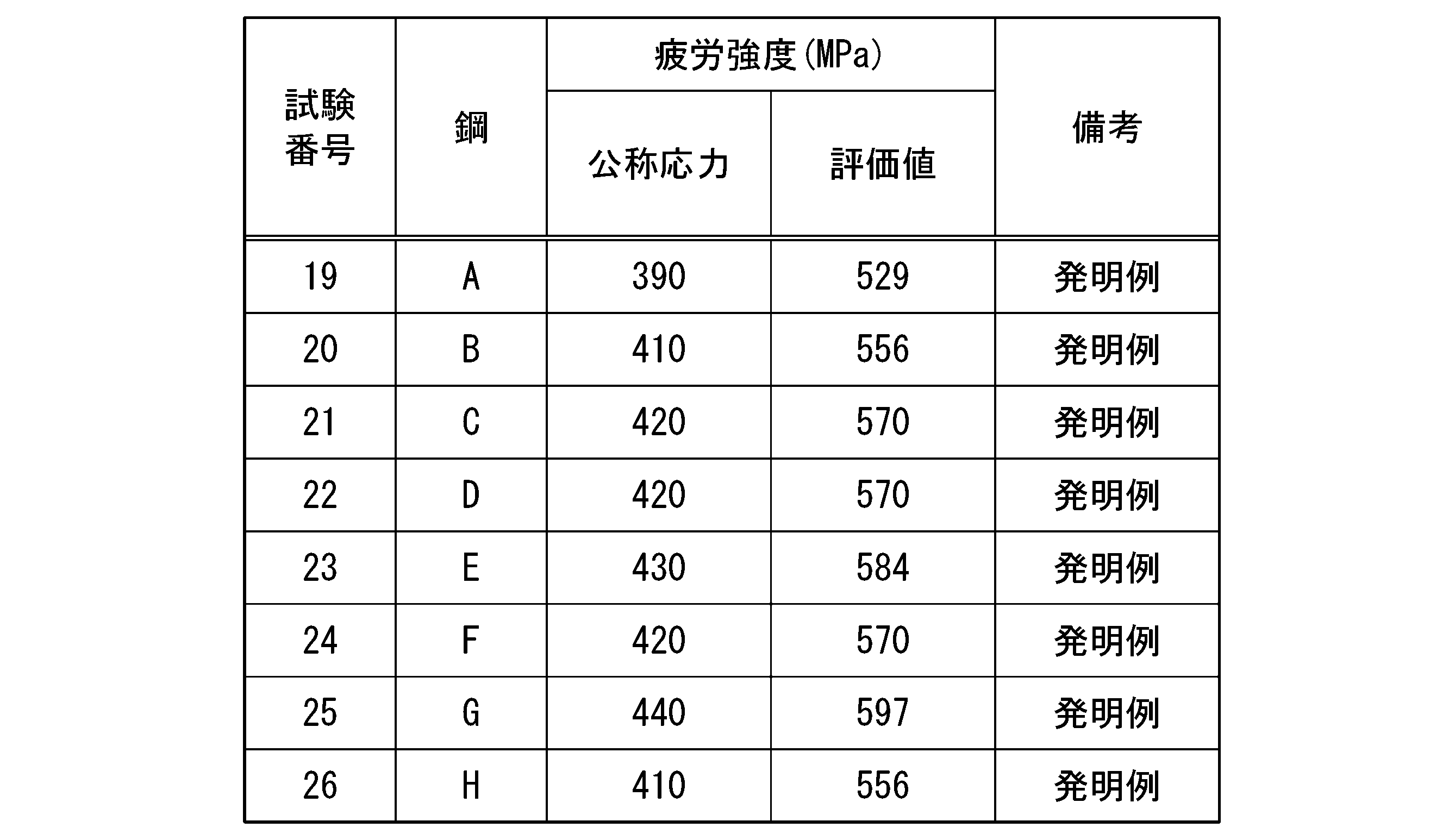
また、表2において良好な特性を示した発明例である棒鋼について、窒化処理への適用可否を確認すべく、以下の追加評価を行った。
得られた疲労強度(公称応力)および評価値を表3に示す。
Claims (3)
- 質量%で、
C:0.30~0.50%、
Si:0.05~0.35%、
Mn:0.45~1.00%、
P:0.080%以下、
S:0.035~0.100%、
Cu:0.25%以下、
Ni:0.25%以下、
Cr:0.03~0.25%、
Al:0.020%以下、
N:0.0125~0.0250%、
Ti:0.005~0.030%、
Ca:0.0003~0.0100%、
V:0~0.02%、及び
Mo:0~0.03%
を含有し、残部がFeおよび不純物からなり、
下記式(1)であらわされる固溶N量Nsolが0.008%以上であり、
金属組織において、初析フェライトの面積率が20%以上、残部組織がパーライトであり、
酸化物系介在物のうち、AlとSiの重量濃度の和が10%以上の酸化物系介在物において、CaとTiの重量濃度の和であるCTの、AlとSiの重量濃度の和であるASに対する比率CT/ASが0.50以上であることを特徴とする非調質鋼。
Nsol=N-Ti/3.4 ・・・ (1)
ただし、上記式(1)中の各元素記号は、当該元素の質量%での含有量である。 - 請求項1に記載の非調質鋼からなる母材と、
前記母材の表層に形成されている、化合物層と拡散層からなる窒化層とを有することを特徴とする窒化部品。 - 請求項2に記載の窒化部品であって、前記窒化部品は機械構造用部品であることを特徴とする、窒化部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021160837A JP7678317B2 (ja) | 2021-09-30 | 2021-09-30 | 非調質鋼および窒化部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021160837A JP7678317B2 (ja) | 2021-09-30 | 2021-09-30 | 非調質鋼および窒化部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023050636A JP2023050636A (ja) | 2023-04-11 |
| JP7678317B2 true JP7678317B2 (ja) | 2025-05-16 |
Family
ID=85805804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021160837A Active JP7678317B2 (ja) | 2021-09-30 | 2021-09-30 | 非調質鋼および窒化部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7678317B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024021969A (ja) * | 2022-08-05 | 2024-02-16 | 日本製鉄株式会社 | 鋼材及び鋼素形材 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183770A (ja) | 2001-10-01 | 2003-07-03 | Sumitomo Metal Ind Ltd | 機械構造用鋼及びその製造方法 |
| JP2007197812A (ja) | 2005-12-28 | 2007-08-09 | Honda Motor Co Ltd | 軟窒化非調質鋼部材 |
| JP2007211272A (ja) | 2006-02-07 | 2007-08-23 | Daido Steel Co Ltd | 熱間鍛造用非調質鋼 |
| JP2014189854A (ja) | 2013-03-27 | 2014-10-06 | Kobe Steel Ltd | 転動疲労特性と切削加工性に優れた軸受用鋼材、および軸受部品 |
| JP2017186658A (ja) | 2016-04-05 | 2017-10-12 | 大同特殊鋼株式会社 | 鋼材、クランクシャフトおよび自動車用部品 |
| JP2019199633A (ja) | 2018-05-15 | 2019-11-21 | 大同特殊鋼株式会社 | 窒化用非調質鋼およびクランクシャフト |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3239758B2 (ja) * | 1996-06-07 | 2001-12-17 | 住友金属工業株式会社 | 軟窒化用鋼材、軟窒化部品及びその製造方法 |
| JP3267164B2 (ja) * | 1996-08-01 | 2002-03-18 | 住友金属工業株式会社 | 窒化用鋼および窒化鋼製品の製造方法 |
-
2021
- 2021-09-30 JP JP2021160837A patent/JP7678317B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003183770A (ja) | 2001-10-01 | 2003-07-03 | Sumitomo Metal Ind Ltd | 機械構造用鋼及びその製造方法 |
| JP2007197812A (ja) | 2005-12-28 | 2007-08-09 | Honda Motor Co Ltd | 軟窒化非調質鋼部材 |
| JP2007211272A (ja) | 2006-02-07 | 2007-08-23 | Daido Steel Co Ltd | 熱間鍛造用非調質鋼 |
| JP2014189854A (ja) | 2013-03-27 | 2014-10-06 | Kobe Steel Ltd | 転動疲労特性と切削加工性に優れた軸受用鋼材、および軸受部品 |
| JP2017186658A (ja) | 2016-04-05 | 2017-10-12 | 大同特殊鋼株式会社 | 鋼材、クランクシャフトおよび自動車用部品 |
| JP2019199633A (ja) | 2018-05-15 | 2019-11-21 | 大同特殊鋼株式会社 | 窒化用非調質鋼およびクランクシャフト |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023050636A (ja) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4709944B2 (ja) | 肌焼鋼、浸炭部品、及び肌焼鋼の製造方法 | |
| US9200354B2 (en) | Rolled steel bar or wire for hot forging | |
| JP7168003B2 (ja) | 鋼材 | |
| JP6628014B1 (ja) | 浸炭処理が行われる部品用の鋼材 | |
| JPWO2020138450A1 (ja) | 浸炭窒化軸受部品の素材となる鋼材 | |
| US20180347025A1 (en) | Steel, carburized steel component, and method for manufacturing carburized steel component | |
| JP6521089B2 (ja) | 機械構造用鋼及び高周波焼入鋼部品 | |
| JP6729686B2 (ja) | 高周波焼入れ用非調質鋼 | |
| JP7678317B2 (ja) | 非調質鋼および窒化部品 | |
| JP7323791B2 (ja) | 浸炭歯車用鋼、浸炭歯車及び浸炭歯車の製造方法 | |
| KR102884941B1 (ko) | 강재 | |
| JP5737154B2 (ja) | 熱間鍛造用圧延棒鋼又は線材 | |
| KR102010684B1 (ko) | 열간 압연 봉선재, 부품 및 열간 압연 봉선재의 제조 방법 | |
| JP4243852B2 (ja) | 浸炭部品又は浸炭窒化部品用の鋼材、浸炭部品又は浸炭窒化部品の製造方法 | |
| JP7135485B2 (ja) | 浸炭用鋼及び部品 | |
| JP7139692B2 (ja) | 高周波焼入れ用鋼、高周波焼入れ部品の素形材及び高周波焼入れ部品 | |
| JPWO2002044435A1 (ja) | 浸炭用鋼及び浸炭歯車 | |
| JP7755138B2 (ja) | 浸炭用鋼材、及び、浸炭鋼部品 | |
| JP2021161462A (ja) | 鋼材 | |
| JP7552959B1 (ja) | 熱間鍛造用非調質鋼並びに熱間鍛造材及びその製造方法 | |
| JP7635371B2 (ja) | 鋼材、及び、その鋼材を素材とするクランクシャフト | |
| JP7295417B2 (ja) | 浸炭歯車用鋼、浸炭歯車及び浸炭歯車の製造方法 | |
| JP2020105602A (ja) | 浸炭鋼部品用鋼材 | |
| JP7269522B2 (ja) | 鋼材 | |
| JP2024095320A (ja) | 窒化部品用素形材及び窒化部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250414 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7678317 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |