JP7658992B2 - 複合材料、半導体パッケージ及び複合材料の製造方法 - Google Patents
複合材料、半導体パッケージ及び複合材料の製造方法 Download PDFInfo
- Publication number
- JP7658992B2 JP7658992B2 JP2022571545A JP2022571545A JP7658992B2 JP 7658992 B2 JP7658992 B2 JP 7658992B2 JP 2022571545 A JP2022571545 A JP 2022571545A JP 2022571545 A JP2022571545 A JP 2022571545A JP 7658992 B2 JP7658992 B2 JP 7658992B2
- Authority
- JP
- Japan
- Prior art keywords
- composite material
- layer
- thickness
- percent
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
- B22F7/04—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/255—Arrangements for cooling characterised by their materials having a laminate or multilayered structure, e.g. direct bond copper [DBC] ceramic substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/258—Metallic materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/02—Manufacture or treatment of conductive package substrates serving as an interconnection, e.g. of metal plates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Laminated Bodies (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Ceramic Engineering (AREA)
Description
本発明者らが見出した知見によると、特許文献1に記載の放熱板は、ろう付けが行われる際の熱で銅層と銅-モリブデン層との間にクラックが生じることにより、線膨張係数が増大する。
本開示の複合材料によると、ろう付けを行うための熱が加わった後においても低い線膨張係数及び高い熱伝導率を維持することができる。
まず、本開示の実施態様を列記して説明する。
本開示の実施形態の詳細を、図面を参照しながら説明する。以下の図面においては、同一又は相当する部分に同一の参照符号を付し、重複する説明は繰り返さない。
第1実施形態に係る複合材料(以下「複合材料10」とする)を説明する。
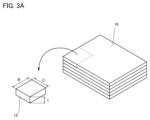
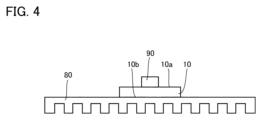
図1は、複合材料10の斜視図である。図2は、図1のII-IIにおける断面図である。図1及び図2に示されるように、複合材料10は、板状である。複合材料10は、第1表面10aと、第2表面10bとを有している。第2表面10bは、複合材料10の厚さ方向における第1表面10aの反対面である。
ここで、θat25℃は25℃測定時の回折角2θの1/2倍であり、θat800℃は800℃測定時の回折角2θの1/2倍である。
図5は、複合材料10の製造工程図である。図5に示されるように、複合材料10の製造方法は、準備工程S1と、加熱工程S2と、圧延工程S3とを有している。
銅を含む層(以下「銅層」とする)とモリブデン及び銅とを含む層(以下「銅モリブデン層」とする)とが交互に積層されている板状の複合材料が半導体パッケージのヒートスプレッダとして用いられる際、当該複合材料の表面には、ケース部材がろう付けにより取り付けられる。このろう付けの際には、通常、800℃程度で15分間程度の加熱が行われる。
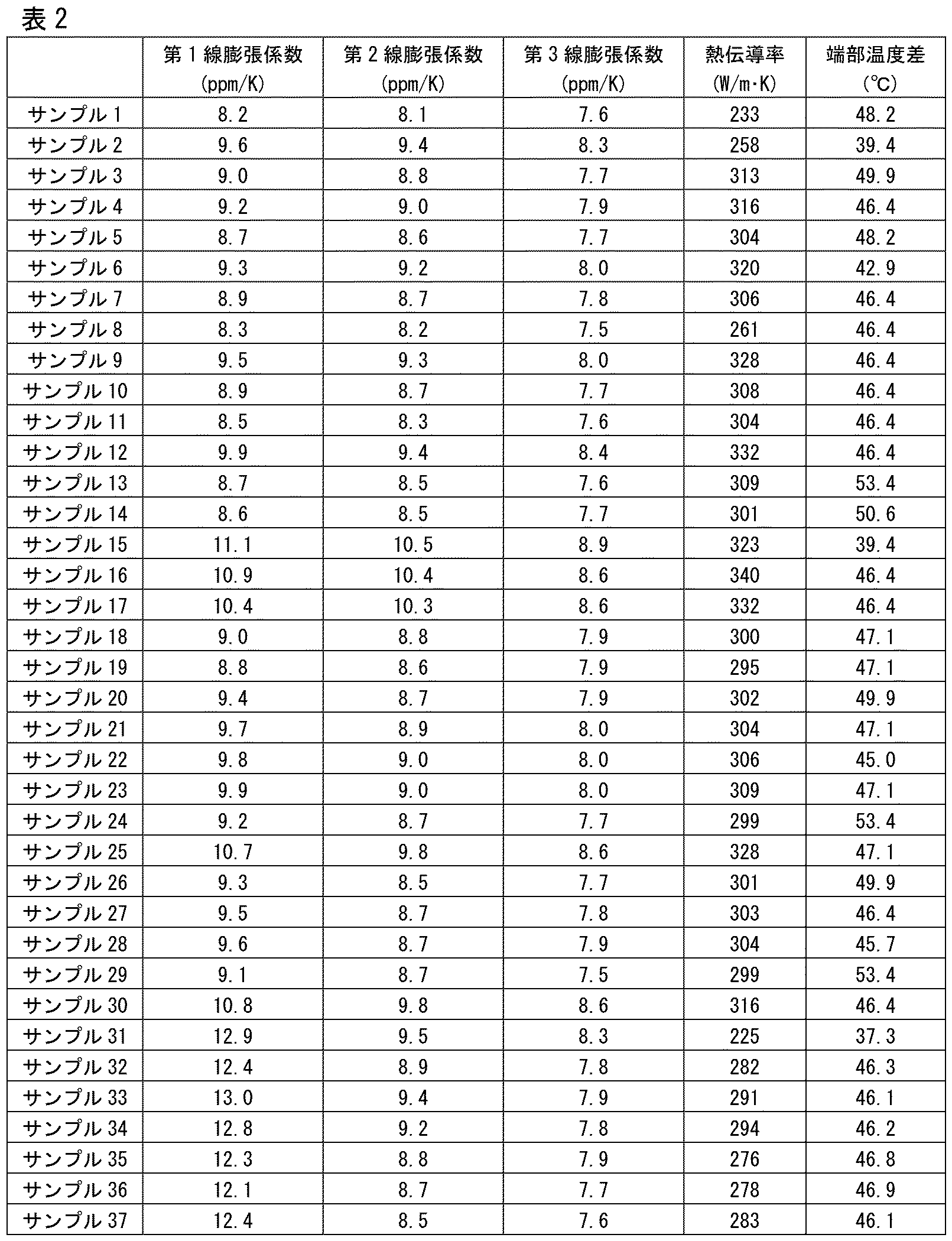
複合材料のサンプルとして、サンプル1からサンプル37が準備された。サンプル1からサンプル37は、図2に示される構造を有する複合材料である。サンプル1からサンプル30では、第1層11及び第2層12が、熱間圧延接合法を用いて接合されている。サンプル31からサンプル37では、第1層11及び第2層12が、SPS(Spark Plasma Sintering)法を用いて接合されている。SPS法は、通電によるジュール加熱とプレス機構による加圧を同時に加えて金属等の被成形材の界面を原子レベルで結着させる方法であり、粉末材料の焼結緻密化や異種材料の金属接合(拡散接合)をさせることができる。本実施例では後者の効果を利用している。なお、SPS法を用いる場合、積層体20が筒状のグラファイト型内に配置されるとともに、積層体20がパルス通電されながら所定の温度に加熱・加圧される。この所定の温度は、銅の融点未満の温度である。この所定の温度は、例えば、900℃である。加圧力はグラファイト型の耐久性が保たれる範囲内で複合材の相対密度が99体積パーセント以上になる条件が採用され、所定温度で達成できない場合は適宜温度を上昇することで調整できる。

第2実施形態に係る半導体パッケージ(以下「半導体パッケージ100」とする)を説明する。
Claims (19)
- 第1表面と、前記第1表面の反対面である第2表面とを有する板状の複合材料であって、
複数の第1層と、
少なくとも1つの第2層とを備え、
前記第1層及び前記第2層は、前記第1層が前記第1表面及び前記第2表面に位置するように、前記複合材料の厚さ方向に沿って交互に積層されており、
前記第1層は、銅を含む層であり、
前記第2層は、銅が含浸されているモリブデン圧粉体の層であり、
前記第1表面に位置する前記第1層及び前記第2表面に位置する前記第1層には、50MPa以下の圧縮残留応力が作用している、複合材料。 - 800℃で15分間保持した後において、前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、6ppm/K以上10ppm/K以下であり、
800℃で15分間保持した後において、前記複合材料の厚さ方向での熱伝導率は、230W/m・K以上である、請求項1に記載の複合材料。 - 前記第1層の数及び前記第2層の数の合計は、5以上であり、
800℃で15分間保持した後において、前記複合材料の厚さ方向での熱伝導率は、261W/m・K以上である、請求項1又は請求項2に記載の複合材料。 - 800℃で15分間保持する前において、前記複合材料の温度を室温から800℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、7.5ppm/K以上8.5ppm/K以下である、請求項1から請求項3のいずれか1項に記載の複合材料。
- 前記第1表面に位置する前記第1層及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの25パーセント以下であり、
前記第2層の厚さは、前記複合材料の厚さの10パーセント超であり、
前記第2層中におけるモリブデンの体積比は、55パーセント以上であり、
前記複合材料中におけるモリブデンの体積比は13パーセント超43パーセント未満である、請求項1から請求項4のいずれか1項に記載の複合材料。 - 前記第1表面に位置する前記第1層中及び前記第2表面に位置する前記第1層中における銅の体積比は、90パーセント以上であり、
前記第1表面に位置する前記第1層の厚さ及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの15パーセント以上である、請求項1から請求項5のいずれか1項に記載の複合材料。 - 前記第2層の厚さは、前記複合材料の厚さの18パーセント以上であり、
800℃で15分間の保持を行う前後での前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数の変化は、0.3ppm/K以下である、請求項1から請求項6のいずれか1項に記載の複合材料。 - 第1表面と、前記第1表面の反対面である第2表面とを有する板状の複合材料であって、
複数の第1層と、
少なくとも1つの第2層とを備え、
前記第1層及び前記第2層は、前記第1層が前記第1表面及び前記第2表面に位置するように、前記複合材料の厚さ方向に沿って交互に積層されており、
前記第1層は、銅を含む層であり、
前記第2層は、銅が含浸されているモリブデン圧粉体の層であり、
800℃で15分間保持した後において、前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、6ppm/K以上10ppm/K以下であり、
800℃で15分間保持した後において、前記複合材料の厚さ方向での熱伝導率は、230W/m・K以上である、複合材料。 - 800℃で15分間保持する前において、前記複合材料の温度を室温から800℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、7.5ppm/K以上8.5ppm/K以下である、請求項8に記載の複合材料。
- 前記第1層の数及び前記第2層の数の合計は、5以上であり、
800℃で15分間保持した後において、前記複合材料の厚さ方向での熱伝導率は、261W/m・K以上である、請求項8又は請求項9に記載の複合材料。 - 前記第1表面に位置する前記第1層及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの25パーセント以下であり、
前記第2層の厚さは、前記複合材料の厚さの10パーセント超であり、
前記第2層中におけるモリブデンの体積比は、55パーセント以上であり、
前記複合材料中におけるモリブデンの体積比は、13パーセント超43パーセント未満である、請求項8から請求項10のいずれか1項に記載の複合材料。 - 前記第1表面に位置する前記第1層中及び前記第2表面に位置する前記第1層中における銅の体積比は、90パーセント以上であり、
前記第1表面に位置する前記第1層の厚さ及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの15パーセント以上である、請求項8から請求項11のいずれか1項に記載の複合材料。 - 前記第2層の厚さは、前記複合材料の厚さの18パーセント以上であり、
800℃で15分間の保持を行う前後での前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数の変化は、0.3ppm/K以下である、請求項8から請求項12のいずれか1項に記載の複合材料。 - 第1表面と、前記第1表面の反対面である第2表面とを有する板状の複合材料と、
前記第1表面上及び前記第2表面上のいずれかにろう付けされているケース部材とを備え、
前記複合材料は、複数の第1層と、少なくとも1つの第2層と有し、
前記第1層及び前記第2層は、前記第1層が前記第1表面及び前記第2表面に位置するように、前記複合材料の厚さ方向に沿って交互に積層されており、
前記第1層は、銅を含む層であり、
前記第2層は、銅が含浸されているモリブデン圧粉体の層であり、
前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、6ppm/K以上10ppm/K以下であり、
前記複合材料の厚さ方向での熱伝導率は、230W/m・K以上であり、
前記第1層の数及び前記第2層の数の合計は、5以上であり、
800℃で15分間保持した後において、前記複合材料の厚さ方向での熱伝導率は、261W/m・K以上である、半導体パッケージ。 - 前記第1表面に位置する前記第1層及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの25パーセント以下であり、
前記第2層の厚さは、前記複合材料の厚さの10パーセント超であり、
前記第2層中におけるモリブデンの体積比は、55パーセント以上であり、
前記複合材料中におけるモリブデンの体積比は、13パーセント超43パーセント未満である、請求項14に記載の半導体パッケージ。 - 前記第1表面に位置する前記第1層中及び前記第2表面に位置する前記第1層中における銅の体積比は、90パーセント以上であり、
前記第1表面に位置する前記第1層の厚さ及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの15パーセント以上である、請求項14又は請求項15に記載の半導体パッケージ。 - 第1表面と、前記第1表面の反対面である第2表面とを有する板状の複合材料と、
前記第1表面上及び前記第2表面上のいずれかにろう付けされているケース部材とを備え、
前記複合材料は、複数の第1層と、少なくとも1つの第2層と有し、
前記第1層及び前記第2層は、前記第1層が前記第1表面及び前記第2表面に位置するように、前記複合材料の厚さ方向に沿って交互に積層されており、
前記第1層は、銅を含む層であり、
前記第2層は、銅が含浸されているモリブデン圧粉体の層であり、
前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数は、6ppm/K以上10ppm/K以下であり、
前記複合材料の厚さ方向での熱伝導率は、230W/m・K以上であり、
前記第2層の厚さは、前記複合材料の厚さの18パーセント以上であり、
800℃で15分間の保持を行う前後での前記複合材料の温度を室温から200℃まで変化させた際の前記第1表面及び前記第2表面に平行な方向での前記複合材料の線膨張係数の変化は、0.3ppm/K以下である、半導体パッケージ。 - 前記第1表面に位置する前記第1層及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの25パーセント以下であり、
前記第2層の厚さは、前記複合材料の厚さの10パーセント超であり、
前記第2層中におけるモリブデンの体積比は、55パーセント以上であり、
前記複合材料中におけるモリブデンの体積比は、13パーセント超43パーセント未満である、請求項17に記載の半導体パッケージ。 - 前記第1表面に位置する前記第1層中及び前記第2表面に位置する前記第1層中における銅の体積比は、90パーセント以上であり、
前記第1表面に位置する前記第1層の厚さ及び前記第2表面に位置する前記第1層の厚さは、前記複合材料の厚さの15パーセント以上である、請求項17又は請求項18に記載の半導体パッケージ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020214612 | 2020-12-24 | ||
| JP2020214612 | 2020-12-24 | ||
| PCT/JP2021/047541 WO2022138711A1 (ja) | 2020-12-24 | 2021-12-22 | 複合材料、半導体パッケージ及び複合材料の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022138711A1 JPWO2022138711A1 (ja) | 2022-06-30 |
| JPWO2022138711A5 JPWO2022138711A5 (ja) | 2024-07-30 |
| JP7658992B2 true JP7658992B2 (ja) | 2025-04-08 |
Family
ID=82159785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022571545A Active JP7658992B2 (ja) | 2020-12-24 | 2021-12-22 | 複合材料、半導体パッケージ及び複合材料の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12451407B2 (ja) |
| JP (1) | JP7658992B2 (ja) |
| KR (1) | KR102860491B1 (ja) |
| CN (1) | CN116648315A (ja) |
| DE (1) | DE112021006684T5 (ja) |
| WO (1) | WO2022138711A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117531833B (zh) | 2024-01-10 | 2024-04-02 | 太原理工大学 | 一种大厚比镁/钛复合板脉冲电流辅助轧制复合方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007115731A (ja) | 2005-10-18 | 2007-05-10 | Eiki Tsushima | クラッド材およびその製造方法、クラッド材の成型方法、クラッド材を用いた放熱基板 |
| JP2007142126A (ja) | 2005-11-18 | 2007-06-07 | Allied Material Corp | 複合材料及び半導体搭載用放熱基板、及びそれを用いたセラミックパッケージ |
| WO2015182385A1 (ja) | 2014-05-29 | 2015-12-03 | 株式会社アライドマテリアル | ヒートスプレッダとその製造方法 |
| JP6732395B1 (ja) | 2019-08-29 | 2020-07-29 | Jfe精密株式会社 | 放熱板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06268117A (ja) * | 1993-03-15 | 1994-09-22 | Sumitomo Electric Ind Ltd | 半導体装置用放熱基板およびその製造方法 |
| JP2005340560A (ja) * | 2004-05-28 | 2005-12-08 | Kyocera Corp | 電子部品収納用パッケージおよび電子装置 |
| JP4227610B2 (ja) * | 2005-10-03 | 2009-02-18 | 京セラ株式会社 | 放熱基体の製造方法 |
| US10347559B2 (en) * | 2011-03-16 | 2019-07-09 | Momentive Performance Materials Inc. | High thermal conductivity/low coefficient of thermal expansion composites |
| JP6455896B1 (ja) * | 2017-11-18 | 2019-01-23 | Jfe精密株式会社 | 放熱板及びその製造方法 |
-
2021
- 2021-12-22 WO PCT/JP2021/047541 patent/WO2022138711A1/ja not_active Ceased
- 2021-12-22 DE DE112021006684.6T patent/DE112021006684T5/de active Pending
- 2021-12-22 US US18/268,333 patent/US12451407B2/en active Active
- 2021-12-22 JP JP2022571545A patent/JP7658992B2/ja active Active
- 2021-12-22 CN CN202180087005.0A patent/CN116648315A/zh active Pending
- 2021-12-22 KR KR1020237021003A patent/KR102860491B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007115731A (ja) | 2005-10-18 | 2007-05-10 | Eiki Tsushima | クラッド材およびその製造方法、クラッド材の成型方法、クラッド材を用いた放熱基板 |
| JP2007142126A (ja) | 2005-11-18 | 2007-06-07 | Allied Material Corp | 複合材料及び半導体搭載用放熱基板、及びそれを用いたセラミックパッケージ |
| WO2015182385A1 (ja) | 2014-05-29 | 2015-12-03 | 株式会社アライドマテリアル | ヒートスプレッダとその製造方法 |
| JP6732395B1 (ja) | 2019-08-29 | 2020-07-29 | Jfe精密株式会社 | 放熱板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022138711A1 (ja) | 2022-06-30 |
| KR20230122028A (ko) | 2023-08-22 |
| US12451407B2 (en) | 2025-10-21 |
| DE112021006684T5 (de) | 2023-10-26 |
| KR102860491B1 (ko) | 2025-09-16 |
| WO2022138711A1 (ja) | 2022-06-30 |
| CN116648315A (zh) | 2023-08-25 |
| US20240304514A1 (en) | 2024-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1944116A1 (en) | Cladding material and its fabrication method, method for molding cladding material, and heat sink using cladding material | |
| WO2015053316A1 (ja) | ヒートシンク付パワーモジュール用基板及びその製造方法 | |
| JP6024477B2 (ja) | ヒートシンク付パワーモジュール用基板の製造方法 | |
| CN110383468A (zh) | 带散热片的功率模块用基板 | |
| JP6201827B2 (ja) | 放熱板付パワーモジュール用基板の製造方法 | |
| JP5786569B2 (ja) | パワーモジュール用基板の製造方法 | |
| JP7658992B2 (ja) | 複合材料、半導体パッケージ及び複合材料の製造方法 | |
| JP6754973B2 (ja) | グラファイト放熱板 | |
| JP6732395B1 (ja) | 放熱板 | |
| JP2022178275A (ja) | 放熱板および半導体パッケージ | |
| JP7640558B2 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| WO2022172856A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| JP2010056148A (ja) | クラッド材、クラッド材を用いた放熱基板 | |
| JP2018041868A (ja) | 放熱基板 | |
| JP7700510B2 (ja) | 放熱板および半導体パッケージ | |
| JP7630771B2 (ja) | 放熱板および半導体パッケージ | |
| WO2022172855A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| KR102945417B1 (ko) | 복합 재료, 히트 스프레더 및 반도체 패키지 | |
| JP7709872B2 (ja) | 接合体、その製造方法、および電極埋設部材 | |
| WO2025115552A1 (ja) | 複合材料、ヒートスプレッダ、および半導体パッケージ | |
| JP7507988B1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| JP2024114530A (ja) | 複合材料、ヒートスプレッダ、および半導体パッケージ | |
| JP6784863B1 (ja) | 放熱板 | |
| WO2025134898A1 (ja) | セラミックス回路基板及びその製造方法 | |
| JPH11297908A (ja) | ヒ―トスプレッダおよびこれを用いた半導体装置ならびにヒ―トスプレッダの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240722 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250327 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7658992 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |