JP7653530B2 - 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム - Google Patents
非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム Download PDFInfo
- Publication number
- JP7653530B2 JP7653530B2 JP2023551910A JP2023551910A JP7653530B2 JP 7653530 B2 JP7653530 B2 JP 7653530B2 JP 2023551910 A JP2023551910 A JP 2023551910A JP 2023551910 A JP2023551910 A JP 2023551910A JP 7653530 B2 JP7653530 B2 JP 7653530B2
- Authority
- JP
- Japan
- Prior art keywords
- tobacco
- sheet
- cellulose
- type flavor
- combustion heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
- A24B15/36—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring
- A24B15/40—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring having only oxygen or sulfur as hetero atoms
- A24B15/403—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring having only oxygen or sulfur as hetero atoms having only oxygen as hetero atoms
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B7/00—Cutting tobacco
- A24B7/04—Cutting tobacco by machines with revolving knives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/46—Shape or structure of electric heating means
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Manufacture Of Tobacco Products (AREA)
Description
乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であるたばこ粉末を含む、非燃焼加熱型香味吸引器用たばこシート。
態様2
少なくとも1つの面の算術平均表面粗さSaが5~30μmである、態様1に記載のシート。
態様3
圧力成形シートである、態様1または2に記載のシート。
態様4
置換度が0.65以上であるセルロース誘導体を含む、態様1~3のいずれか一項に記載のシート。
態様5
前記置換度が0.7以上である、態様4に記載のシート。
態様6
態様1~5のいずれか一項に記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメント、
を備える非燃焼加熱型香味吸引器。
態様7
態様6に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
本実施形態に係る非燃焼加熱型香味吸引器用たばこシート(以下、「たばこシート」ともいう。)は、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であるたばこ粉末を含む。
本実施形態に係るたばこシートに含まれるたばこ粉末としては、例えば葉たばこ、中骨、残幹等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらを所定の大きさに裁刻することで、たばこ粉末として使用することができる。たばこ粉末の大きさとしては、乾式レーザー回折法により測定される体積基準の粒子径分布における累積90%粒子径(D90)が200μm以上であり、350μm以上であることが好ましく、500μm以上であることがより好ましい。該D90の範囲の上限は特に限定されないが、例えば2000μm以下であることができる。
本実施形態に係るたばこシートは、加熱時の煙量増加の観点から、さらにエアロゾル発生剤を含むことが好ましい。エアロゾル発生剤としては、例えばグリセリン、プロピレングリコール、1,3-ブタンジオール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。
本実施形態に係るたばこシートは、形状担保の観点から、さらに成型剤を含むことが好ましい。成型剤としては、例えば多糖類、タンパク、合成ポリマー等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。多糖類としては、例えばセルロース誘導体、天然由来の多糖類が挙げられる。
本実施形態に係るたばこシートは、更なる物性向上の観点から、さらに補強剤を含むことができる。補強剤としては、例えばファイバー状パルプ、不溶性繊維、ファイバー状合成セルロース等の繊維状物質、ペクチン懸濁水など乾燥すると膜を形成する表面コーティング機能をもった液状物質等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。
本実施形態に係るたばこシートは、品質保持の観点から、さらに保湿剤を含むことができる。保湿剤としては、例えばソルビトール、エリスリトール、キシリトール、マルチトール、ラクチトール、マンニトール、還元麦芽糖水飴等の糖アルコール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。
本実施形態に係るたばこシートは、前記たばこ粉末、前記エアロゾル発生剤、前記成型剤、前記補強剤、前記保湿剤以外にも、必要に応じて香料、呈味料等の香味料、着色剤、湿潤剤、保存料、無機物質等の希釈剤等を含むことができる。
本実施形態に係るたばこシートの膨嵩性は、190cc/100g以上であることが好ましい。該膨嵩性が190cc/100g以上であることにより、非燃焼加熱型香味吸引器のたばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。該膨嵩性は210cc/100g以上であることがより好ましく、230cc/100g以上であることがさらに好ましい。該膨嵩性の範囲の上限は特に限定されないが、例えば800cc/100g以下であることができる。なお、該膨嵩性は、たばこシートを0.8mm×9.5mmのサイズに裁刻し、22℃、60%の調和室内で48時間存置した後、DD-60A(商品名、ボルグワルド社製)にて測定される値である。測定は、裁刻されたたばこシート15gを内径60mmの円筒形容器に入れ、3kg荷重で30秒圧縮した時の容積を求めることで行われる。
本実施形態において「たばこシート」とは、たばこ粉末等のたばこシートを構成する成分がシート形状に成形されたものである。ここで「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。たばこシートの長さ及び幅は、特段制限されることはなく、充填する態様に合わせて適宜調整できる。たばこシートの厚さは、特に限定されないが、伝熱効率と強度の兼ね合いから、100~1000μmが好ましく、150~600μmがより好ましい。
本実施形態に係るたばこシートは、例えば圧延法、キャスト法等の公知の方法で製造することができる。このような方法で製造された各種たばこシートについては、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。
圧延法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、たばこ粉末、エアロゾル発生剤、成型剤、及び補強剤を混合して混合物を得る工程。
(2)当該混合物を圧延ローラーに投入して圧延する工程。
(3)圧延成形品を乾燥機で乾燥する工程。
この方法でたばこシートを製造する場合、目的に応じて、圧延ローラーの表面を加温又は冷却してもよく、圧延ローラーの回転数を調整してもよい。また、圧延ローラーの間隔を調整しても良い。所望の坪量のたばこシートを得るために1つ以上の圧延ローラーを用いることができる。
キャスト法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、たばこ粉末、エアロゾル発生剤、成型剤、及びパルプを混合して混合物を得る工程。
(2)当該混合物を薄く延ばして(キャストして)乾燥し、たばこシートとする工程。
この方法でたばこシートを製造する場合、水、たばこ粉末、エアロゾル発生剤、成型剤、及びパルプを混合したスラリーに対して紫外線照射もしくはX線照射することで、ニトロソアミン等の一部の成分を除去する工程を加えてもよい。
本実施形態に係る非燃焼加熱型香味吸引器は、本実施形態に係るたばこシート等を含むたばこ含有セグメントを備える。本実施形態に係る非燃焼加熱型香味吸引器は、本実施形態に係る膨嵩性の高いたばこシート等が充填されたたばこ含有セグメントを備えるため、たばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。
たばこ含有セグメント2は、本実施形態に係るたばこシート等が巻紙(以下、ラッパーともいう)内に充填されている。たばこシート等を巻紙(以下、ラッパーともいう)内に充填する方法は特に限定されないが、例えばたばこシート等をラッパーで包んでもよく、筒状のラッパー内にたばこシート等を充填してもよい。たばこシートの形状が矩形状のように長手方向を有する場合、たばこシート等は該長手方向がラッパー内でそれぞれ不特定の方向となるように充填されていてもよく、たばこ含有セグメント2の軸方向又は該軸方向に対して垂直な方向となるように整列させて充填されていてもよい。
図1に示されるように、冷却セグメント3は筒状部材7で構成される態様を挙げることができる。筒状部材7は例えば厚紙を円筒状に加工した紙管であってもよい。
センターホールセグメントは1つまたは複数の中空部を有する充填層と、該充填層を覆うインナープラグラッパー(内側巻紙)とで構成される。例えば、図1に示されるように、センターホールセグメント4は、中空部を有する第二の充填層9と、第二の充填層9を覆う第二のインナープラグラッパー10とで構成される。センターホールセグメント4は、マウスピースセグメント6の強度を高める機能を有する。第二の充填層9は、例えば酢酸セルロース繊維が高密度で充填されトリアセチンを含む可塑剤が酢酸セルロース質量に対して、6質量%以上、20質量%以下添加されて硬化された内径φ1.0mm以上、φ5.0mm以下のロッドとすることができる。第二の充填層9は繊維の充填密度が高いため、吸引時は、空気やエアロゾルは中空部のみを流れることになり、第二の充填層9内はほとんど流れない。センターホールセグメント4内部の第二の充填層9が繊維充填層であることから、使用時の外側からの触り心地は、使用者に違和感を生じさせることが少ない。なお、センターホールセグメント4が第二のインナープラグラッパー10を持たず、熱成型によってその形が保たれていてもよい。
フィルターセグメント5の構成は特に限定されないが、単数または複数の充填層から構成されてよい。充填層の外側は一枚または複数枚の巻紙で巻装されてよい。フィルターセグメント5のセグメント当たりの通気抵抗は、フィルターセグメント5に充填される充填物の量、材料等により適宜変更することができる。例えば、充填物が酢酸セルロース繊維である場合、フィルターセグメント5に充填される酢酸セルロース繊維の量を増加させれば、通気抵抗を増加させることができる。充填物が酢酸セルロース繊維である場合、酢酸セルロース繊維の充填密度は0.13~0.18g/cm3であることができる。なお、通気抵抗は通気抵抗測定器(商品名:SODIMAX、SODIM製)により測定される値である。
本実施形態に係る非燃焼加熱型香味吸引システムは、本実施形態に係る非燃焼加熱型香味吸引器と、該非燃焼加熱型香味吸引器のたばこ含有セグメントを加熱する加熱装置と、を備える。本実施形態に係る非燃焼加熱型香味吸引システムは、本実施形態に係る非燃焼加熱型香味吸引器及び前記加熱装置以外に、他の構成を有していてもよい。
本態様におけるたばこシートとは少なくともたばこ材料と、バインダーとを含む。
バインダーは前述の成型剤の一種であり、たばこ材料同士、またはたばこ材料と他の成分を結合するための接着剤である。本態様においては、公知のバインダーを使用できる。かかるバインダーとしては、例えば、グアーガム、キサンタンガム等の多糖類、CMC(カルボキシメチルセルロース)、CMC-Na(カルボキシメチルセルロースのナトリウム塩)、HPC(ヒドロキシプロピルセルロース)等のセルロース誘導体を挙げることができる。バインダーの含有量の上限は、たばこシートの乾燥質量に対して、乾燥質量(混入している水を除いた質量、以下同様)で、好ましくは6質量%以下、であり、下限は好ましくは1質量%以上、より好ましくは3質量%以上である。バインダーの量が上限値を超えるまたは下限値未満であると、前記効果が十分に奏されない可能性がある。
1-1)セルロース誘導体
[セルロースエーテル類]
メチルセルロース、エチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、ベンジルセルロース、トリチルセルロース、シアノエチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、アミノエチルセルロース
[セルロースエステル類]
有機酸エステル:酢酸セルロース、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、安息香酸セルロース、フタル酸セルロース、トシルセルロース
無機酸エステル:硝酸セルロース、硫酸セルロース、リン酸セルロース、セルロースキサントゲン酸塩
[植物由来]
グアーガム、タラガム、ローストビーンガム、タマリンド種子ガム、ペクチン、アラビアガム、トラガントガム、カラヤガム、ガッティガム、アラビノガラクタン、アマシードガム、カッシャガム、サイリウムシードガム、サバクヨモギシードガム
[藻類由来]
カラギーナン、寒天、アルギン酸、アルギン酸プロピレングリコールエステル、ファーセレラン、フクロノリ抽出物
[微生物由来]
キサンタンガム、ジェランガム、カードラン、プルラン、アグロバクテリウムスクシノグリカン、ウェランガム、マクロホモプシスガム、ラムザンガム
[甲殻類由来]
キチン、キトサン、グルコサミン
[デンプン類]
デンプン、デンプングリコール酸ナトリウム、α化デンプン、デキストリン
小麦グルテン、ライ麦グルテン
ポリリン酸、ポリアクリル酸ナトリウム、ポリビニルピロリドン
本態様で用いるたばこ材料は、前記たばこ粉末であることが好ましい。ただし、発明の効果を損なわない範囲で、本態様においては前記たばこ粉末以外の材料を用いてもよい。前記たばこ粉末以外の材料としては、具体的に、乾燥したたばこ葉を刻んだもの、または葉たばこ粉砕物等を用いることができる。葉たばこ粉砕物は、葉たばこを粉砕することにより得られる粒子である。葉たばこ粉砕物の粒径D90は限定されないが、その上限は好ましくは1000μm以下、より好ましくは50~500μmとすることができる。またその平均粒径D50を好ましくは20~1000μm、より好ましくは50~500μmとすることができる。粉砕は、公知の粉砕機を用いて行うことができ、乾式粉砕、湿式粉砕のいずれであってもよい。したがって、葉たばこ粉砕物は葉たばこ粒子とも称される。本態様において粒径は、レーザー回折・散乱法により求められ、具体的にはレーザー回折式粒子径分布測定装置(例えば、堀場製作所 LA-950)を用いて測定される。また、たばこの種類は限定されず、黄色種、バーレー種、オリエント種、在来種、および、その他のニコチアナ・タバカム系品種やニコチアナ・ルスチカ系に属する品種等を用いることができる。たばこシートにおけるたばこ材料の量は、特に限定されないが、乾燥質量で、好ましくは50~95質量%、より好ましくは60~90質量%である。
本態様においても、エアロゾル発生剤として、公知のものを用いることができるが、その例としてはグリセリン、プロピレングリコール(PG)等の多価アルコール、トリエチルシトレート(TEC)、トリアセチン等の沸点が100℃を超えるものが挙げられる。本態様においてたばこシートにおけるエアロゾル発生剤の量は、乾燥質量(混入している水を除いた質量、以下同様)で、好ましくは5~40質量%、より好ましくは10~20質量%である。エアロゾル発生剤の量が上限値を超えるとたばこシートの製造が困難となるおそれがあり、下限値未満であると煙感量が低下するおそれがある。
本態様においてたばこシートは乳化剤を含んでいてもよい。乳化剤は親油性であるエアロゾル発生剤と親水性であるたばこ材料の親和性を高める。よって、特に親油性のエアロゾル発生剤を用いる場合に乳化剤の添加は効果的である。乳化剤としては公知のものを用いることができるが、その例としては8~18のHLB値を有する乳化剤が挙げられる。乳化剤の量は、特に限定されないがたばこシート100質量部に対して、乾燥質量で、好ましくは0.1~3質量部、より好ましくは1~2質量部である。
本態様のたばこシートは、一態様においてたばこ由来の繊維およびたばこ以外の材料(例えばセルロース)に由来する繊維を含まない。本態様では、これらの繊維によって喫味に雑味等の望ましくない影響が及ぼされることを回避できる。ただし、完全に繊維を排除することは現実的でないので、たばこシートにおける前記繊維の量は、乾燥質量で好ましくは1.0質量%、より好ましくは0.5質量%である。また、本態様のたばこシートは、別態様においてたばこ由来の繊維、またはたばこ以外の材料に由来する繊維を合計で0.5~2.0質量%含有する。本態様においては前記繊維によってたばこシートの強度が向上し、喫味と強度のバランスに優れる。本発明においてたばこ由来の繊維とは、たばこ原料を、グラインダー等を用いた叩解によってパルプ化したものをいい、前述のたばこ材料とは異なる。
本態様においてたばこシートは香料を含んでいてもよい。香料とは、香りや風味を提供する物質である。香料は天然香料であってもよいし合成香料であってもよい。香料として1種類の香料を用いてもよいし複数種類の香料の混合物を用いてもよい。香料として、喫煙物品において一般に使用される任意の香料を使用することができるが、その具体例は後述する。香料は、喫煙物品が好ましい香りや風味を提供することができるような量で、喫煙物品用シートに含むことができ、例えば、その量はたばこシート中、好ましくは1~30質量%、より好ましくは2~20質量%である。
1)算術平均表面粗さSa
本態様におけるたばこシートは、少なくとも片面が5~30μmのSaを有することが好ましい。Saは表面粗度の指標であり、本態様のたばこシートが前記範囲のSaを有すると、加工性に優れ、さらには表面からの刻こぼれが低減する。この観点から、Saは、より好ましくは10~25μm、さらに好ましくは10~20μmである。本態様のたばこシートは、両面が前記範囲のSaを有することが好ましい。Saは公知の方法で測定されるが、以下に好ましい測定方法を挙げる。
顕微鏡(例えばKEYENCE社製のVK-X100)を用いて、以下の手順で測定する。
1)シートの一番低い部分の焦点位置を設定
2)シートの一番高い部分の焦点位置を設定
3)前記1)と2)で得た区間を分割し、少しずつ焦点をずらしながら撮像
4)各部分の焦点位置と、一番低い部分の焦点位置の差から高さを測定
5)各位置の高さデータから粗さを算出(測定機ソフトで自動計算)し、算術表面粗さSaを算出
たばこシートの厚さは限定されないが、一態様において好ましくは20~2000μm、より好ましくは100~1500μm、さらに好ましくは100~1000μmである。
本態様におけるたばこシートは、好ましくは2.0%以上、より好ましくは3.0%以上、さらに好ましくは5.0%以上の引張伸率を有する。引張伸率の上限は限定されないが通常は15%以下程度である。また、たばこシートは、好ましくは2.0N/mm以上、より好ましくは2.5N/mm以上、さらに好ましくは3.0N/mm以上の引張応力を有する。
本態様におけるたばこシートの平滑性は、製品の取扱い性に影響を与える。例えば、平滑性の乏しいたばこシートを用いた喫煙物品は、その使用中または使用後に、いわゆる刻こぼれと称される微粉が発生し、衣服に付着する等の取扱い上の不具合が生じうる。しかし、本発明のたばこシートは平滑性に優れるのでこのような不具合の発生を抑制できる。
たばこシートから、喫煙物品に用いるたばこセグメントを製造できる。たばこセグメントは、一態様において筒状のラッパーを備え、当該ラッパー内に渦巻き状に充填されたたばこシートを備える(図3A参照)。図中、20Aはたばこセグメント、Tはたばこシート、22はラッパーであり、通常は紙である。当該たばこセグメントは好ましくはロッド状であり、その長さは15~80mm、直径は5~10mm程度とすることができる。さらに図3Aに記載のたばこセグメント20Aを切断して、アスペクト比(長さ/直径)が0.5~1.2程度とすることもできる(図3B参照)。
本態様におけるたばこシートは任意の方法で製造されうるが、好ましくは以下の工程を備える方法で製造される。
少なくとも、たばこ材料と、バインダーと、媒体とを混練して混合物を調製する工程1。
前記混合物を圧展またはダイから押出してウェットシートを調製する工程2。
前記ウェットシートを乾燥する工程3。
このように圧力をかけて成形されたシートを「圧力成形シート」といい、後述するとおり「圧力成形シート」は「ラミネートシート」と「押出シート」を含む。ラミネートシートとは、混合物を1回以上ローラーで目標厚さまで圧展した後に、目標水分量まで乾燥して得たシートである。押出シートとは、混合物をTダイ等から目標厚さで押出した後に、目標水分量まで乾燥して得たシートである。圧力成形シートにおいて圧展と押出は組み合わせてもよい。例えば、混合物を押出した後にさらに圧展してシートとしてもよい。
本工程は、たばこ材料と、バインダーと、媒体とを混練する。必要に応じて、エアロゾル生成基材、乳化剤、または香料を添加することもできる。各成分の配合量は、前述の量を達成できるように調整される。媒体は、好ましくは例えば水や、エタノール等の沸点が100℃未満である水溶性有機溶媒を主成分とし、より好ましくは水またはエタノールである。
1)粉砕
原料を粗砕し、次いで粉砕機(例えばホソカワミクロン製、ACM-5)を用いて、微粉砕を行うことが好ましい。微粉砕後の粒径D90は好ましくは20~1000μmである。粒径は、マスターサイザー(malvern社製)等のレーザー回折型粒度計を用いて測定される。
粉砕されたたばこ原料(例えば、はたばこ粒子)に、バインダー、必要に応じて香料や脂質等の添加剤を加えて混合する。この混合はドライブレンドであることが好ましいので、混合機としてミキサーを用いることが好ましい。次いで、ドライブレンド物に、水等の媒体、必要に応じてグリセリン等のエアロゾル生成基材を添加し、ミキサーで混合し、湿粉(湿潤状態の粉)を調製する。当該湿粉中の媒体の量は、20~80質量%、好ましくは20~40質量%とすることができるが、工程2によって適宜調整される。例えば、工程2で圧展を行う場合、前記媒体の量は20~50質量%とすることができ、押出しを行う場合は、20~80質量%とすることができる。湿粉の固形分濃度は50~90質量%であることが好ましい。
前記湿粉を、ニーダー(例えば、ダルトン社製DG-1)を用いて混練する。混練は、全体に媒体がいきわたるまで実施することが好ましい、例えば、目視にて混合物の色が均一になるまで混練りすることが好ましい。
本工程では、前記混合物(湿粉)を圧展またはダイから押出してウェットシートを調製する。例えば、混合物を、2枚の基材フィルムに挟み込みながら、カレンダー装置(例えば、由利ロール機械社製)を用いて、所定の厚さ(100μm超)になるまで1対のローラー間に通し、圧展して2枚の基材フィルム間にウェットシートが存在するラミネートを得ることができる。基材フィルムとしてはフッ素系ポリマーフィルム等の非粘着性フィルムが好ましい。ローラーによる圧展は複数回実施することができる。また、前記混合物(湿粉)を所定のギャップを設けたダイ(好ましくはTダイ)から押出して、基材上にウェットシート形成することもできる。基材としては、ガラス板、金属板、プラスチック板などの公知のものを使用できる。押出しには公知の押出機を使用できる。
本工程ではウェットシートを乾燥する。例えば、ラミネートにおいては以下の手順で本工程を実施できる。1)一方の基材フィルムを剥離する。2)当該ラミネートを、通風乾燥機を用いて乾燥する。乾燥温度は室温でもよいが、好ましくは50~100℃であり、乾燥時間は1~2分とすることができる。3)次いで、残りの基材フィルムを剥離し、さらに前記条件で乾燥してたばこシートを得る。このように乾燥を行うことで、たばこシートが他の基材に接着することを回避できる。このようにして得たたばこシートを「ラミネートシート」ともいう。ラミネートシートは表面が滑らかであり、他の部材と接触した場合に刻こぼれの発生を抑制できるので好ましい。また、本方法は300μm以下のシートの製造に適している。
本態様におけるたばこシートは、たばこ材料と、バインダーとして置換度が0.65以上であるセルロース誘導体を含む。
本態様においては、バインダーとして置換度が0.65以上であるセルロース誘導体を用いる。セルロース誘導体とはグルコノピラノース残基の-OH基が変性されているセルロースである。-OH基が、-OR基(Rは有機基)に変性されているものをセルロースエーテル類、-OX基(Xは酸に由来する基)に変性されているものをセルロースエステル類ともいい、本発明においては双方を用いることができる。
置換度=0.162A/(1-0.058A)
A=50×F’-前記硫酸量(ml)×F/絶乾試料質量(g)×0.1
F:前記硫酸のファクター
F’:前記NaOHのファクター
セルロースエーテル類:メチルセルロース、エチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、ベンジルセルロース、トリチルセルロース、シアノエチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、アミノエチルセルロース
セルロースエステル類:酢酸セルロース、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、安息香酸セルロース、フタル酸セルロース、トシルセルロース等の有機酸エステル類;硝酸セルロース、硫酸セルロース、リン酸セルロース、セルロースキサントゲン酸塩等の無機酸エステル類
本態様において、第1の態様で説明したたばこ材料を用いることができる。
本態様において、たばこシートは第1の態様で説明したエアロゾル発生剤を含んでいてもよい。
本態様において、たばこシートは第1の態様で説明した乳化剤を含んでいてもよい。
本態様において、たばこシートは、たばこ以外のセルロースを含んでいてもよい。たばこ以外のセルロースとは例えば前述のセルロース繊維やセルロースパウダーが挙げられ、バインダーとしてのセルロース誘導体は含まない。セルロース繊維を含むたばこシートは高い強度を有する。当該繊維としては、例えばパルプ繊維が挙げられる。パルプ繊維とは、木材等の植物から取り出されたセルロース繊維の集合体であり、通常は紙の原料として用いられる。パルプ繊維としては、古紙パルプ、化学パルプ、機械パルプ等が挙げられる。
本態様において、たばこシートは第1の態様で説明した香料を含んでいてもよい。
1)厚さ
本態様におけるたばこシートの厚さは限定されないが、一態様において好ましくは20~2000μm、より好ましくは100~1500μm、さらに好ましくは100~1000μmである。
本態様におけるたばこシートは、好ましくは1.7N/mm以上、より好ましくは2N/mm以上、さらに好ましくは3N/mm以上の引張応力を有する。
本態様におけるたばこシートの少なくとも片面は、好ましくは0.03mm以下の算術平均表面粗さSaを有する。Saは表面粗度の指標であり、本発明のたばこシートが前記範囲のSaを有すると、表面からの刻こぼれが低減する。この観点から、Saの上限値は、より好ましくは0.02mm以下である。
たばこシートから、喫煙物品に用いるたばこセグメントを製造できる。本態様におけるたばこセグメントは、第1の態様で説明した通りである。
本態様におけるたばこシートは任意の方法で製造されうるが、好ましくは以下の工程を備える方法で製造される。
少なくとも、たばこ材料と、前記セルロース誘導体と、媒体を含む混合物を調製する工程1、
前記混合物を基材上に展開してウェットシートを調製する工程2、ならびに
前記ウェットシートを乾燥する工程3。
本工程は、たばこ材料と、バインダーであるセルロース誘導体と、媒体とを混合する。必要に応じて、エアロゾル生成基材、乳化剤、または香料を添加することもできる。各成分の配合量は、前述の量を達成できるように調整される。媒体は、好ましくは例えば水や、エタノール等の沸点が100℃未満である水溶性有機溶媒を主成分とし、より好ましくは水またはエタノールである。混合の方法は限定されず、ミキサーやニーダー等の公知の機器を用いることができる。混合によって得られる混合物の固形分濃度は限定されず、工程2に適するように適宜調整される。例えば、当該固形分濃度の上限は、好ましくは98質量%以下、90質量%以下、または80質量%以下であり、その下限は、好ましくは10質量%以上、20質量%以上、30質量%以上、40質量%以上、または50質量%以上である。
本工程では、前記混合物を基材上に展開してウェットシートを調製する。基材としては限定されず、ガラス板等の無機材料基材、アルミ板等の金属基材、PETフィルム、フルオロポリマーフィルムなどの有機材料基材、不織布等の繊維材料基材等が挙げられる。混合物を基材上に展開する方法は限定されないが、後述するようにローラを用いて圧展する圧延法、ダイから押出す押出法、キャストするキャスト法が挙げられる。
本工程では前記ウェットシートを乾燥する。乾燥は公知の方法に従って実施できる。例えば、ウェットシートを室温にて風乾する、あるいは加熱して乾燥することができる。加熱温度も限定されず、例えば60~150℃とすることができる。乾燥されたシートを基材から単離して、たばこシートを得る。
[圧延法]
1)工程1
1-1)粉砕
原料(例えば、単葉)を粗砕する。次いで、粉砕機(例えばホソカワミクロン製、ACM-5)を用いて、微粉砕を行う。微粉砕後の粒径(D90)は好ましくは50~800μmである。粒度は、マスターサイザー(malvern社製)等のレーザ回折型粒度計を用いて測定される。
粉砕されたたばこ原料(例えば、たばこ粒子)に、バインダー、必要に応じて香料や脂質等の添加剤を加えて混合する。この混合はドライブレンドであることが好ましいので、混合機としてミキサーを用いることが好ましい。次いで、ドライブレンド物に、水等の媒体、必要に応じてグリセリン等のエアロゾル生成基材を添加し、ミキサーで混合し、湿粉(湿潤状態の粉)を調製する。当該湿粉中の媒体の量は、20~80質量%、好ましくは20~40質量%とすることができるが、工程2で圧展を行うので20~50質量%としてもよい。湿粉の固形分濃度は50~90質量%であることが好ましい。
前記湿粉を、一軸または多軸の混練機、例えばニーダー(ダルトン社製DG-1等)を用いて混練する。混練は、全体に媒体がいきわたるまで実施することが好ましい、例えば、目視にて混合物の色が均一になるまで混練りすることが好ましい。
混錬後の混合物を、2枚の基材フィルムに挟み込みながら、カレンダー装置(例えば、由利ロール機械社製)を用いて、所定の厚さ(100μm超)になるまで1対のローラ間に通し、圧展して2枚の基材フィルム間にウェットシートが存在するラミネートを得る。ローラによる圧展は複数回実施することができる。基材フィルムは、フッ素系ポリマーフィルム等の非粘着性フィルムが好ましく、具体的にはテフロン(登録商標)フィルムを挙げることができる。
ラミネートにおける、一方の基材フィルムを剥離する。当該ラミネートを、通風乾燥機を用いて乾燥する。乾燥温度は好ましくは50~100℃であり、乾燥時間は1~2分とすることができる。次いで、残りの基材フィルムを剥離し、さらに前記条件で乾燥してたばこシートを得る。このように乾燥を行うことで、たばこシートが他の基材に接着することを回避できる。
1)工程1
本方法における工程1は、圧延法で説明したとおりである。湿粉(湿潤状態の粉)を調製する。工程2で押出を行う場合、当該湿粉中の媒体の量は20~80質量%の範囲で選択できるが、好ましくは20~40質量%である。
2)工程2
本工程では湿粉を所定のギャップを設けたダイから押出して、基材上にウェットシート形成する。押出しには公知の押出機を使用できる。
3)工程3
本工程ではウェットシートを乾燥してたばこシートを得る。乾燥条件は圧延法で説明したとおりである。本方法で得たたばこシートを「押出シート」ともいう。押出シートは表面が滑らかであり、他の部材と接触した場合に刻こぼれの発生を抑制できるので好ましい。本方法は200μm以上のシートの製造に適している。
1)工程1
本方法における工程1は任意の方法で実施できる。例えば、所望の粒度を有するたばこ原料と、セルロース誘導体と、媒体と、必要に応じて添加物をミキサー等で混合することで混合物を調製できる。本工程で得られる混合物の固形分濃度は、好ましくは3~15質量%程度であるので、混合物はスラリーとも称される。
本工程では基材上にスラリーをキャストし、ウェットシートを形成する。キャストは公知のとおりに実施できる。
本工程ではウェットシートを乾燥してたばこシートを得る。乾燥条件は圧延法で説明したとおりである。本方法で得たたばこシートを「キャストシート」ともいう。
たばこラミナ(葉たばこ)をホソカワミクロンACM機にて乾式粉砕し、たばこ粉末を得た。該たばこ粉末について、マスターサイザー(商品名、スペクトリス株式会社マルバーン・パナリティカル事業部製)を用いて、乾式レーザー回折法による体積基準の粒子径分布における累積50%粒子径(D50)及び累積90%粒子径(D90)を測定したところ、それぞれ57μm、216μmであった。
たばこ粉末として、乾式レーザー回折法による体積基準の粒子径分布における累積50%粒子径(D50)及び累積90%粒子径(D90)が、それぞれ121μm、389μmであるたばこ粉末を用いた以外は、実施例1と同様にたばこシートを作製し、評価した。結果を表1に示す。
たばこ粉末として、乾式レーザー回折法による体積基準の粒子径分布における累積50%粒子径(D50)及び累積90%粒子径(D90)が、それぞれ225μm、623μmであるたばこ粉末を用いた以外は、実施例1と同様にたばこシートを作製し、評価した。結果を表1に示す。
たばこ粉末として、乾式レーザー回折法による体積基準の粒子径分布における累積50%粒子径(D50)及び累積90%粒子径(D90)が、それぞれ32μm、84μmであるたばこ粉末を用いた以外は、実施例1と同様にたばこシートを作製し、評価した。結果を表1に示す。

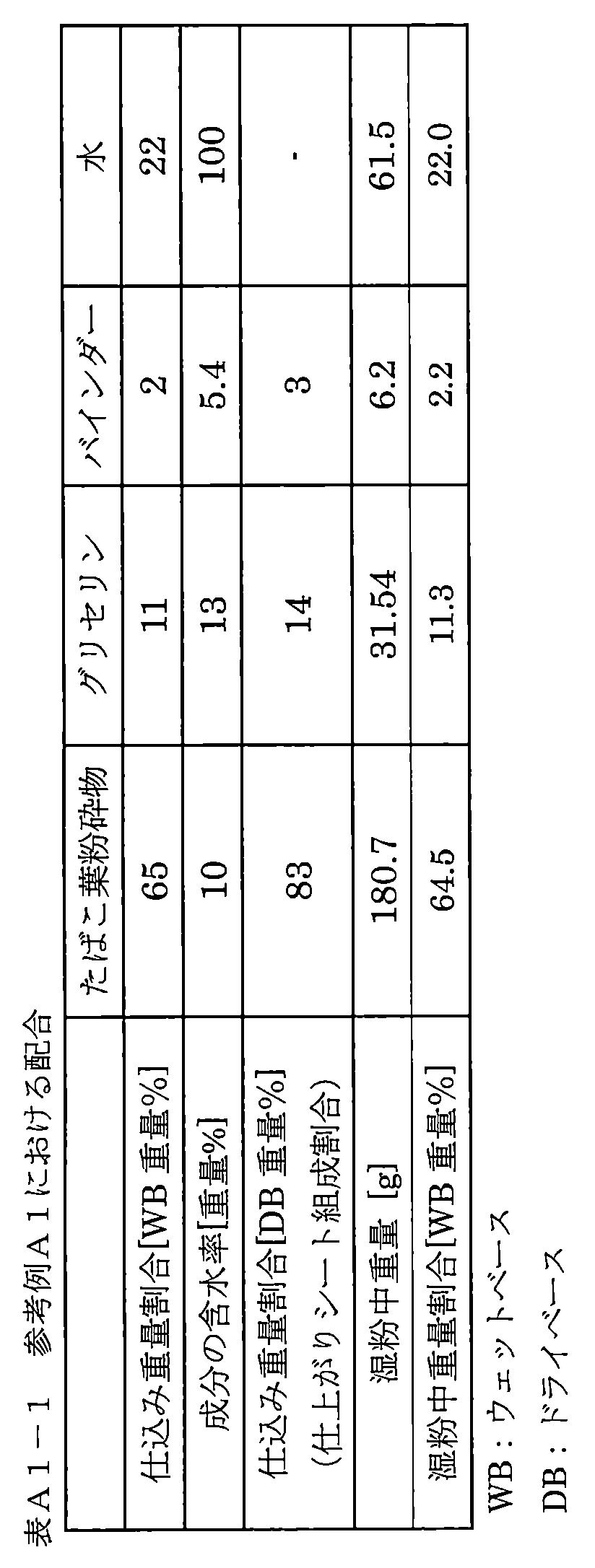
たばこ葉を、粉砕機(ホソカワミクロン製ACM-5)を用いてD90が204μm、D50が66μmとなるように粉砕して葉たばこ粒子を得た。D90およびD50はマスターサイザー(malvern社製)にて測定した。葉たばこ粒子とバインダーとしてサンローズF20HC(日本製紙株式会社製セルロースエーテル)とをミキサーを用いてドライブレンドした。次いで、当該ドライブレンド物に、エアロゾル生成基材としてグリセリンと、媒体として水を添加し、ミキサーで混合して湿粉を調製した。各成分の配合は表A1に示すとおりである。
バインダーとしてサンローズF20HC(日本製紙株式会社製セルロースエーテル)の代わりに、サンローズF30MC、およびサンローズF20LCをそれぞれ用いた以外は、参考例A1と同じ方法でたばこシートを製造し、評価した。
バインダーとしてサンローズF20HC(日本製紙株式会社製セルロースエーテル)の代わりに、サンローズF30MCを用い、その配合量を表A3に示すように変更し、かつグリセリンの量を仕込み質量割合で15.5DB質量%となるように変更した以外は、参考例A1と同じ方法でたばこシートを製造し、評価した。
参考例A1と同じ方法でD90が204μm、D50が66μmである葉たばこ粒子を得た。参考例A1と同じ成分およびパルプをミキサーで混合して混合物を得た。当該混合物を用いて定法に従いキャスト法によってたばこシートを製造した。

定法に従って抄造法によるたばこシートを製造した。具体的には、たばこ原料の水溶性成分を水で抽出し、抽出残渣とパルプと水とを混合し、グラインダーを用いてこれを叩解し、抄紙機でシートを形成し、シートを乾燥し、前記抽出物とグリセリンを当該シートに添加した。参考例A1と同じ方法で当該たばこシートを評価した。シートの組成を表A2に示した。また、上記例で製造したたばこシートの評価結果を表A3に示した。


[刻こぼれ体積]
各例で調製したたばこシートを裁断して刻を調製した。当該刻を長さ12mm、直径7mmのラッパー22内に70体積%で充填し、たばこセグメント20Aを調製した。次いで、当該たばこ含有セグメントを備える、図1に示す香味吸引物品1を調製した。図2に示すようなシステム(ただし内部加熱タイプとした)を準備し、これを喫煙機による喫煙試験(14パフ、CIR条件、350℃での一定加熱)に供した。喫煙試験後、たばこセグメント20Aから刻を静かに除去した。次いで前記体積%で新たに刻を再度ラッパー22内に充填して2回目の喫煙試験に供した。このようにして合計20回の喫煙試験を行い、ラッパー22内に残留した総刻こぼれの体積を測定した。
顕微鏡(KEYENCE社製のVK-X100)を用いて、以下の手順で測定した。
1)シートの一番低い部分の焦点位置を設定
2)シートの一番高い部分の焦点位置を設定
3)前記1)と2)で得た区間を分割し、少しずつ焦点をずらしながら撮像
4)各部分の焦点位置と、一番低い部分の焦点位置の差から高さを測定
5)各位置の高さデータから粗さを算出(測定機ソフトで自動計算)し、算術表面粗さSaを算出
得られたシートを幅15mm×長さ180mmに裁断し、引張強度試験機(株式会社東洋精機製作所:ストログラフE-S)を用い、ROADRANGE:25、SPEEDRANGE:50の条件で測定し、引張強度を引張応力で評価した。
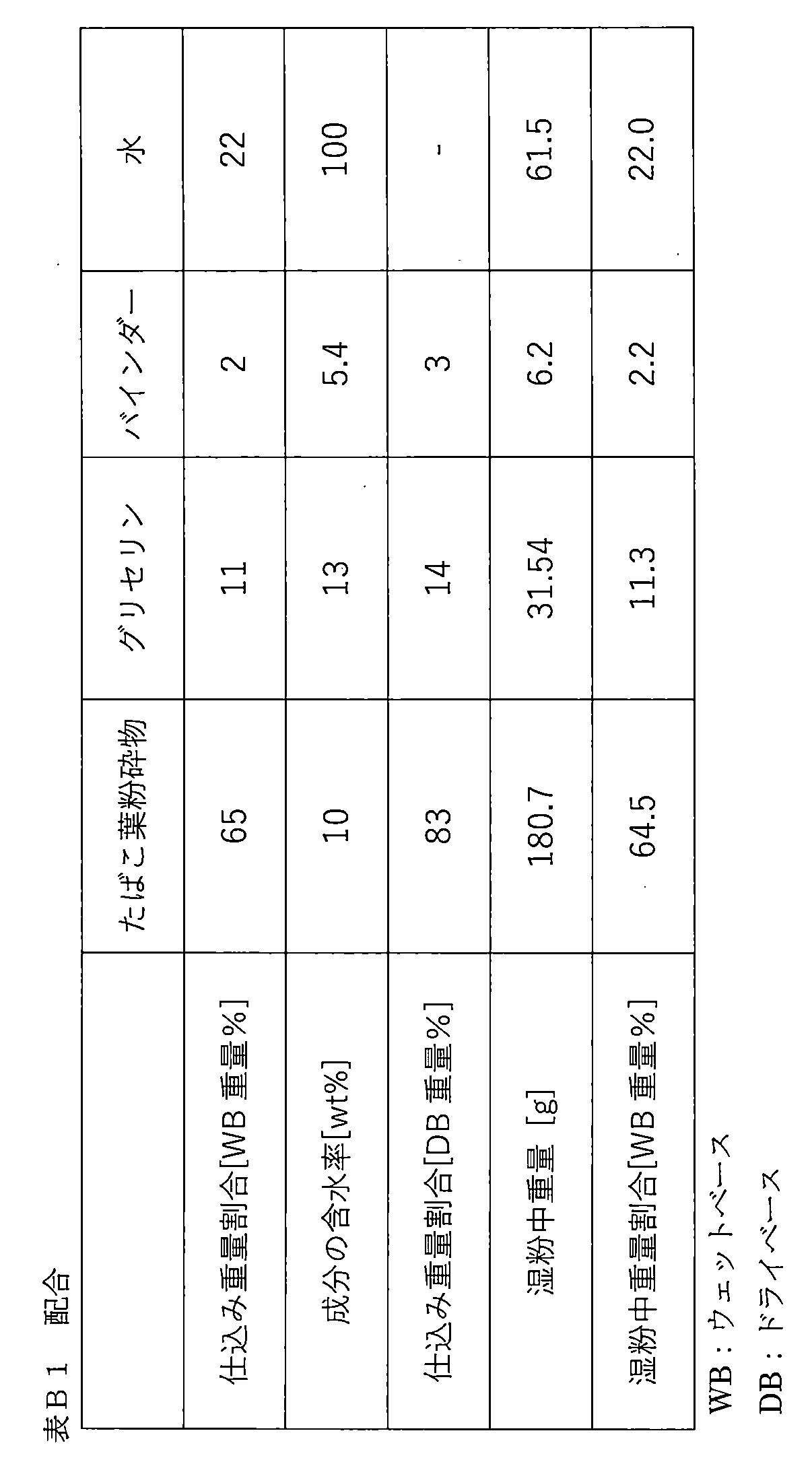
たばこ葉を、粉砕機(ホソカワミクロン製ACM-5)を用いてD90が50~800μmとなるように粉砕して葉たばこ粒子を得た。D90はマスターサイザー(malvern社製)にて測定した。葉たばこ粒子とバインダーとしてカルボキシメチルセルロース(日本製紙株式会社製、サンローズF F30MC)とをミキサーを用いてドライブレンドした。次いで、当該ドライブレンド物に、エアロゾル生成基材としてグリセリンと、媒体として水を添加し、ミキサーで混合して湿粉を調製した。各成分の配合は以下のとおりである。
バインダーとして表B2に示すカルボキシメチルセルロース(いずれも日本製紙株式会社製)をそれぞれ用いた以外は、参考例B1と同じ方法でたばこシートを製造し、評価した。
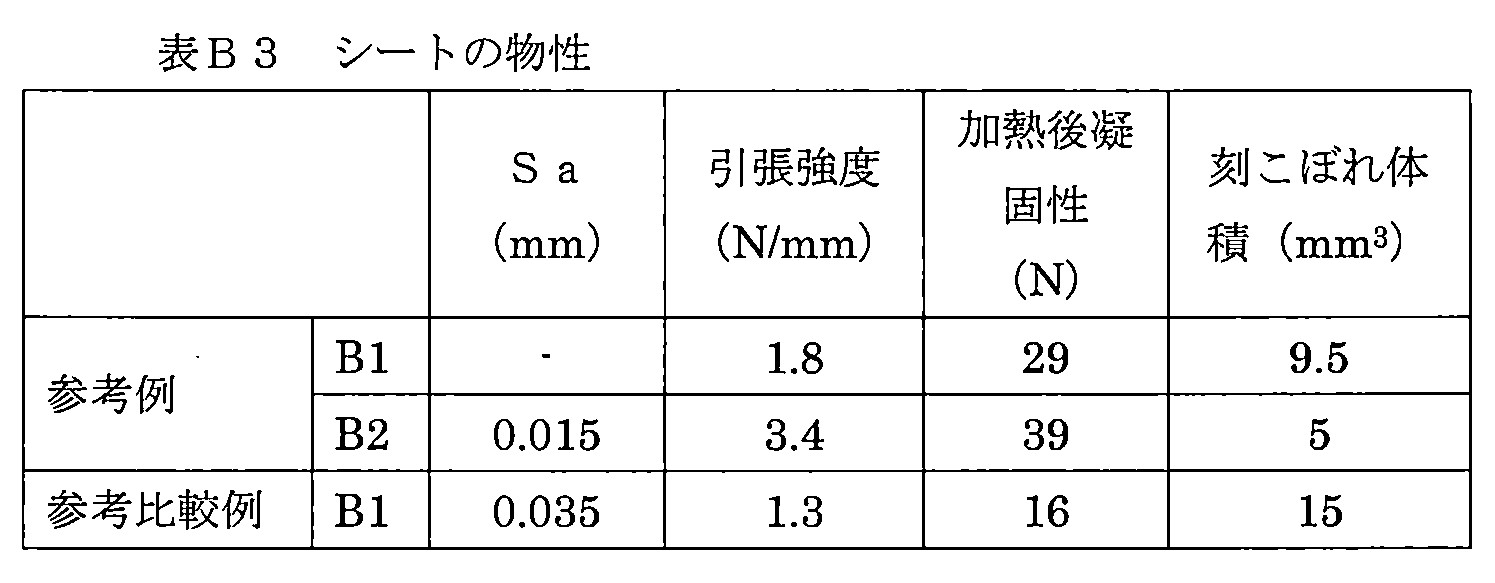
バインダーとして表B2に示すカルボキシメチルセルロース(日本製紙株式会社製)をそれぞれ用いた以外は、参考例B1と同じ方法でたばこシートを製造し、評価した。これらの結果を表B3に示す。表中、仕上がりシート物性は、前述のとおりに乾燥を経て製造されたシートであって、絶乾状態までは乾燥していないシートの物性を示している。
[刻こぼれ体積]
各例で調製したたばこシートを裁断して刻を調製した。当該刻を長さ12mm、直径7mmのラッパー22内に70体積%で充填し、たばこ含有セグメント20Aを調製した。次いで、当該たばこ含有セグメントを備える、図1に示す香味吸引物品1を調製した。図2に示すようなシステム(ただし内部加熱タイプとした)を準備し、これを喫煙機による喫煙試験(14パフ、CIR条件、350℃での一定加熱)に供した。喫煙試験後、たばこセグメント20Aから刻を静かに除去した。次いで前記体積%で新たに刻を再度ラッパー22内に充填して2回目の喫煙試験に供した。このようにして合計20回の喫煙試験を行い、ラッパー22内に残留した総刻こぼれの体積を測定した。
顕微鏡(KEYENCE社製のVK-X100)を用いて、以下の手順で測定した。
1)シートの一番低い部分の焦点位置を設定
2)シートの一番高い部分の焦点位置を設定
3)前記1)と2)で得た区間を分割し、少しずつ焦点をずらしながら撮像
4)各部分の焦点位置と、一番低い部分の焦点位置の差から高さを測定
5)各位置の高さデータから粗さを算出(測定機ソフトで自動計算)し、算術表面粗さSaを算出
刻こぼれ体積に記載した条件で非燃焼内部加熱型喫煙システムを準備し、同じ条件で喫煙試験を1回実施した。試験後に前記システムからたばこセグメント20Aを取出し、先端から長手方向に6mmの位置に治具を当てて一定速度で半径方向に圧縮し、治具が3.5mmの位置に達した時点の負荷(N)を求め、加熱後凝固性を評価した。負荷の値が高いほど、加熱後に刻が固着しやすいので、刻こぼれが発生しにくい。
得られたシートを幅15mm×長さ180mmに裁断し、引張強度試験機(株式会社東洋精機製作所:ストログラフE-S)を用い、ROADRANGE:25、SPEEDRANGE:50の条件で測定し、引張強度を引張応力で評価した。
前述の測定方法により求めた。
[1]乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であるたばこ粉末を含む、非燃焼加熱型香味吸引器用たばこシート。
[2]前記たばこ粉末が、葉たばこ、中骨及び残幹からなる群から選択される少なくとも一つのたばこ原料である、[1]に記載の非燃焼加熱型香味吸引器用たばこシート。
[3]前記たばこシート100質量%に含まれる前記たばこ粉末の割合が45~95質量%である、[1]又は[2]に記載の非燃焼加熱型香味吸引器用たばこシート。
[4]前記たばこシートがさらにエアロゾル発生剤を含む、[1]から[3]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
[5]前記エアロゾル発生剤が、グリセリン、プロピレングリコール及び1,3-ブタンジオールからなる群から選択される少なくとも一つである、[4]に記載の非燃焼加熱型香味吸引器用たばこシート。
[6]前記たばこシート100質量%に含まれる前記エアロゾル発生剤の割合が4~50質量%である、[4]又は[5]に記載の非燃焼加熱型香味吸引器用たばこシート。
[7]前記たばこシートが成型剤をさらに含む、[1]から[6]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
[8]前記成型剤が、多糖類、タンパク及び合成ポリマーからなる群から選択される少なくとも一つである、[7]に記載の非燃焼加熱型香味吸引器用たばこシート。
[9]前記たばこシート100質量%に含まれる前記成型剤の割合が0.1~15質量%である、[7]又は[8]に記載の非燃焼加熱型香味吸引器用たばこシート。
[10][1]~[9]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントを備える非燃焼加熱型香味吸引器。
[11][10]に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
[2A] 圧力成形シートである、[1A]に記載のシート。
[3A] バインダーの配合量が、たばこシートの乾燥質量に対し、乾燥質量で6質量%以下である、[1A]または[2A]に記載のシート。
[4A] 両面の算術平均表面粗さSaが5~30μmである、[1A]に記載のたばこシート。
[5A] 5~15%の引張伸率を有する、[1A]~[4A]のいずれかに記載のシート。
[6A] [1A]~[5A]のいずれかに記載のたばこシートまたはこれに由来する材料を備える、非燃焼加熱型喫煙物品。
[7A] 少なくとも、たばこ材料と、バインダーと、媒体とを混練して混合物を調製する工程1、
前記混合物を圧展またはダイから押出してウェットシートを調製する工程2、ならびに
前記ウェットシートを乾燥する工程3、
を備える、[1A]~[5A]のいずれかに記載のシートの製造方法。
[8A] 前記工程2が、2つの基材フィルムの間にウェットシートが存在するラミネートシートを調製することを含む、[7A]に記載の製造方法。
[9A] 前記工程1が、少なくともたばこ材料、バインダー、および媒体とを、一軸または多軸混練機にて混練することを含む、[7A]または[8A]に記載の製造方法。
[10A] 前記混合物が、混合物全量に対して20~80質量%の媒体を含む、[7A]~[9A]のいずれかに記載の製造方法。
置換度が0.65以上であるセルロース誘導体と、を含む、
たばこシート。
[2B] 前記置換度が0.7以上である、[1B]に記載のシート。
[3B] 前記置換度が0.8以上である、[2B]に記載のシート。
[4B] 前記セルロース誘導体がカルボキシアルキル化セルロースである、[1B]~[3B]のいずれかに記載のシート。
[5B] 算術平均表面粗さSaが0.03mm以下である、[1B]~[4B]のいずれかに記載のシート。
[6B] 圧力成形シートである、[1B]~[5B]のいずれかに記載のシート。
[7B] 少なくとも、たばこ材料と、前記セルロース誘導体と、媒体を含む混合物を調製する工程1、
前記混合物を基材上に展開してウェットシートを調製する工程2、ならびに
前記ウェットシートを乾燥する工程3、
を備える、[1B]~[6B]のいずれかに記載のシートの製造方法。
[8B] 前記工程1が、たばこ材料と、前記セルロース誘導体と、媒体とを、一軸または多軸混練機にて混練することを含む、[7B]に記載の製造方法。
[9B] 前記工程2が、混合物を、ローラを用いて圧展する、またはダイから押出すことを含む、[7B]または[8B]に記載の製造方法。
[10B] 前記工程2が、2つの基材フィルムの間にウェットシートが存在するラミネートシートを調製することを含む、[9B]に記載の製造方法。
[11B] [1B]~[6B]のいずれかに記載のたばこシートまたはこれに由来する材料を備える、非燃焼加熱型喫煙物品。
2 たばこ含有セグメント
3 冷却セグメント
4 センターホールセグメント
5 フィルターセグメント
6 マウスピースセグメント
7 筒状部材
8 穿孔
9 第二の充填層
10 第二のインナープラグラッパー
11 アウタープラグラッパー
12 マウスピースライニングペーパー
13 加熱装置
14 ボディ
15 ヒーター
16 金属管
17 電池ユニット
18 制御ユニット
19 凹部
20A たばこ含有セグメント
21 充填物
22 ラッパー
T たばこシート
Claims (6)
- 乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であるたばこ粉末を含み、少なくとも1つの面の算術平均表面粗さSaが5~30μmである、非燃焼加熱型香味吸引器用たばこシート。
- 圧力成形シートである、請求項1に記載のシート。
- 置換度が0.65以上であるセルロース誘導体を含む、請求項1または2に記載のシート。
- 前記置換度が0.7以上である、請求項3に記載のシート。
- 請求項1または2に記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメント、
を備える非燃焼加熱型香味吸引器。 - 請求項5に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/036386 WO2022071561A1 (ja) | 2020-10-02 | 2021-10-01 | たばこシート |
| PCT/JP2021/036387 WO2022071562A1 (ja) | 2020-10-02 | 2021-10-01 | たばこシート |
| JPPCT/JP2021/036387 | 2021-10-01 | ||
| JPPCT/JP2021/036386 | 2021-10-01 | ||
| JP2021170058 | 2021-10-18 | ||
| JP2021170058 | 2021-10-18 | ||
| PCT/JP2022/036754 WO2023054688A1 (ja) | 2021-10-01 | 2022-09-30 | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2023054688A1 JPWO2023054688A1 (ja) | 2023-04-06 |
| JPWO2023054688A5 JPWO2023054688A5 (ja) | 2024-06-19 |
| JP7653530B2 true JP7653530B2 (ja) | 2025-03-28 |
Family
ID=85780594
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023550378A Active JP7690045B2 (ja) | 2021-10-01 | 2022-06-28 | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム |
| JP2023551910A Active JP7653530B2 (ja) | 2021-10-01 | 2022-09-30 | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023550378A Active JP7690045B2 (ja) | 2021-10-01 | 2022-06-28 | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20240237696A1 (ja) |
| EP (2) | EP4410118A4 (ja) |
| JP (2) | JP7690045B2 (ja) |
| KR (2) | KR20240067126A (ja) |
| CN (4) | CN117597034A (ja) |
| WO (2) | WO2023053633A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025229902A1 (ja) * | 2024-04-30 | 2025-11-06 | 日本たばこ産業株式会社 | エアロゾル生成セグメント及びエアロゾル生成物品 |
| WO2025257963A1 (ja) * | 2024-06-12 | 2025-12-18 | 日本たばこ産業株式会社 | 圧力成形シートの製造方法、圧力成形シート、たばこ充填物、香味発生物品、及び非燃焼加熱型香味発生システム |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102823934A (zh) | 2012-08-17 | 2012-12-19 | 湖北中烟工业有限责任公司 | 一种提高造纸法烟草薄片湿抗张强度的方法 |
| JP2014515274A (ja) | 2011-05-31 | 2014-06-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 喫煙物品に使用するロッド |
| WO2020074535A1 (en) | 2018-10-08 | 2020-04-16 | Philip Morris Products S.A. | Clove-containing aerosol-generating substrate |
| WO2020100879A1 (ja) | 2018-11-14 | 2020-05-22 | 日本たばこ産業株式会社 | たばこ含有セグメント及びその製造方法、非燃焼加熱喫煙物品、並びに非燃焼加熱喫煙システム |
| CN111227298A (zh) | 2020-01-07 | 2020-06-05 | 湖北中烟工业有限责任公司 | 一种高烟雾量加热不燃烧烟草烟弹的制备方法 |
| WO2020148902A1 (ja) | 2019-01-18 | 2020-07-23 | 日本たばこ産業株式会社 | 積層再構成たばこシートの製造方法 |
| WO2020157934A1 (ja) | 2019-01-31 | 2020-08-06 | 日本たばこ産業株式会社 | 香味発生セグメント、ならびにこれを備える香味発生物品および香味吸引システム |
| WO2020202254A1 (ja) | 2019-03-29 | 2020-10-08 | 日本たばこ産業株式会社 | 非燃焼型加熱喫煙物品及びその使用方法、並びに非燃焼型加熱喫煙システム |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5969923U (ja) | 1982-10-28 | 1984-05-12 | クニミツ工業株式会社 | 被服用クリツプ |
| US4510950A (en) * | 1982-12-30 | 1985-04-16 | Philip Morris Incorporated | Foamed, extruded, tobacco-containing smoking article and method of making same |
| JP3681410B2 (ja) * | 1992-04-09 | 2005-08-10 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 再構成タバコシート及びその製造法及び使用法 |
| JP2000125834A (ja) * | 1998-10-19 | 2000-05-09 | Japan Tobacco Inc | 圧延シートの成形装置 |
| CN1290453C (zh) * | 2003-05-21 | 2006-12-20 | 南昌卷烟厂 | 烟草皱纹薄片的制造方法 |
| US7647932B2 (en) * | 2005-08-01 | 2010-01-19 | R.J. Reynolds Tobacco Company | Smoking article |
| US9220301B2 (en) * | 2006-03-16 | 2015-12-29 | R.J. Reynolds Tobacco Company | Smoking article |
| SE0800058L (sv) * | 2008-01-10 | 2009-07-11 | British American Tobacco Co | Tobaksprodukt för oral användning |
| EP2361516A1 (en) | 2010-02-19 | 2011-08-31 | Philip Morris Products S.A. | Aerosol-generating substrate for smoking articles |
| TWI605764B (zh) * | 2012-05-31 | 2017-11-21 | 菲利浦莫里斯製品股份有限公司 | 混合桿、形成此種混合桿的方法、氣溶膠產生物品、氣溶膠產生基體及包含電操作氣溶膠產生設備及氣溶膠產生物品的系統 |
| WO2014016961A1 (ja) * | 2012-07-27 | 2014-01-30 | 日本たばこ産業株式会社 | 喫煙物品 |
| RU2672029C2 (ru) * | 2013-10-14 | 2018-11-08 | Филип Моррис Продактс С.А. | Нагреваемые генерирующие аэрозоль изделия, содержащие усовершенствованные стержни |
| US9950858B2 (en) * | 2015-01-16 | 2018-04-24 | R.J. Reynolds Tobacco Company | Tobacco-derived cellulose material and products formed thereof |
| GB201812498D0 (en) * | 2018-07-31 | 2018-09-12 | Nicoventures Holdings Ltd | Aerosol generation |
| CN108835707A (zh) * | 2018-08-07 | 2018-11-20 | 湖北中烟工业有限责任公司 | 一种电磁感应加热卷烟及其制备方法 |
| HUE067968T2 (hu) | 2018-09-17 | 2024-12-28 | Comas Costruzioni Macch Speciali S P A | Eljárás és üzem helyreállított dohány elõállítására |
| KR20200061098A (ko) * | 2018-11-23 | 2020-06-02 | 주식회사 케이티앤지 | 에어로졸 생성장치용 궐련 및 그 궐련을 사용하는 에어로졸 생성장치 |
| KR20250057063A (ko) * | 2018-12-20 | 2025-04-28 | 필립모리스 프로덕츠 에스.에이. | 경량 중공 세그먼트를 갖는 에어로졸 발생 물품 |
| CN113226068B (zh) * | 2018-12-21 | 2022-11-15 | 日本烟草国际股份公司 | 形成含有含烟草成分剂的成形泡沫的方法 |
| GB201903285D0 (en) * | 2019-03-11 | 2019-04-24 | Nicoventures Trading Ltd | Aerosol provision system |
| JP7150977B2 (ja) * | 2019-03-29 | 2022-10-11 | 日本たばこ産業株式会社 | 冷却セグメント、非燃焼加熱型香味吸引物品、非燃焼加熱型香味吸引物品の使用方法及び非燃焼加熱型香味吸引システム |
| FR3095739B1 (fr) * | 2019-05-07 | 2024-05-10 | Swm Luxembourg Sarl | Feuille de plante reconstituée de haute densite |
| CN110833201B (zh) * | 2019-11-28 | 2021-09-07 | 四川三联新材料有限公司 | 透气度与紧度可调控的干法再造烟叶及其制备方法与应用 |
| EP4091462A4 (en) * | 2020-01-15 | 2023-10-04 | Japan Tobacco Inc. | FILTER SEGMENT FOR HEATING-FREE-COMBUSTION-TYPE FLAVOR INHALER, HEATING-FREE-COMBUSTION-TYPE FLAVOR INHALER, AND HEATING-FREE-COMBUSTION-TYPE FLAVOR INHALATION SYSTEM |
| JP7659571B2 (ja) * | 2020-10-02 | 2025-04-09 | 日本たばこ産業株式会社 | たばこシート |
-
2022
- 2022-04-26 CN CN202280044983.1A patent/CN117597034A/zh active Pending
- 2022-06-28 KR KR1020247014205A patent/KR20240067126A/ko active Pending
- 2022-06-28 WO PCT/JP2022/025729 patent/WO2023053633A1/ja not_active Ceased
- 2022-06-28 JP JP2023550378A patent/JP7690045B2/ja active Active
- 2022-06-28 CN CN202280065547.2A patent/CN118019460A/zh active Pending
- 2022-06-28 EP EP22875512.0A patent/EP4410118A4/en active Pending
- 2022-08-31 CN CN202280070065.6A patent/CN118139538A/zh active Pending
- 2022-09-30 EP EP22876550.9A patent/EP4410122A4/en active Pending
- 2022-09-30 CN CN202280065571.6A patent/CN118019463A/zh active Pending
- 2022-09-30 KR KR1020247014423A patent/KR20240067128A/ko active Pending
- 2022-09-30 JP JP2023551910A patent/JP7653530B2/ja active Active
- 2022-09-30 WO PCT/JP2022/036754 patent/WO2023054688A1/ja not_active Ceased
-
2024
- 2024-03-29 US US18/621,155 patent/US20240237696A1/en active Pending
- 2024-04-01 US US18/623,322 patent/US20240251840A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014515274A (ja) | 2011-05-31 | 2014-06-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 喫煙物品に使用するロッド |
| CN102823934A (zh) | 2012-08-17 | 2012-12-19 | 湖北中烟工业有限责任公司 | 一种提高造纸法烟草薄片湿抗张强度的方法 |
| WO2020074535A1 (en) | 2018-10-08 | 2020-04-16 | Philip Morris Products S.A. | Clove-containing aerosol-generating substrate |
| WO2020100879A1 (ja) | 2018-11-14 | 2020-05-22 | 日本たばこ産業株式会社 | たばこ含有セグメント及びその製造方法、非燃焼加熱喫煙物品、並びに非燃焼加熱喫煙システム |
| WO2020148902A1 (ja) | 2019-01-18 | 2020-07-23 | 日本たばこ産業株式会社 | 積層再構成たばこシートの製造方法 |
| WO2020157934A1 (ja) | 2019-01-31 | 2020-08-06 | 日本たばこ産業株式会社 | 香味発生セグメント、ならびにこれを備える香味発生物品および香味吸引システム |
| WO2020202254A1 (ja) | 2019-03-29 | 2020-10-08 | 日本たばこ産業株式会社 | 非燃焼型加熱喫煙物品及びその使用方法、並びに非燃焼型加熱喫煙システム |
| CN111227298A (zh) | 2020-01-07 | 2020-06-05 | 湖北中烟工业有限责任公司 | 一种高烟雾量加热不燃烧烟草烟弹的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023054688A1 (ja) | 2023-04-06 |
| EP4410118A4 (en) | 2025-10-15 |
| EP4410118A1 (en) | 2024-08-07 |
| EP4410122A4 (en) | 2025-10-22 |
| CN118139538A (zh) | 2024-06-04 |
| WO2023054688A1 (ja) | 2023-04-06 |
| CN118019463A (zh) | 2024-05-10 |
| KR20240067128A (ko) | 2024-05-16 |
| KR20240067126A (ko) | 2024-05-16 |
| WO2023053633A1 (ja) | 2023-04-06 |
| US20240251840A1 (en) | 2024-08-01 |
| CN118019460A (zh) | 2024-05-10 |
| CN117597034A (zh) | 2024-02-23 |
| US20240237696A1 (en) | 2024-07-18 |
| EP4410122A1 (en) | 2024-08-07 |
| JPWO2023053633A1 (ja) | 2023-04-06 |
| JP7690045B2 (ja) | 2025-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7659571B2 (ja) | たばこシート | |
| US20240251840A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| US20240245091A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system | |
| JP7653446B2 (ja) | たばこシート | |
| JP7717154B2 (ja) | 非燃焼加熱型香味吸引器用たばこシート及びその製造方法、非燃焼加熱型香味吸引器、並びに非燃焼加熱型香味吸引システム | |
| JP7628551B2 (ja) | たばこシート | |
| US20240268440A1 (en) | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system | |
| JP7554842B2 (ja) | 喫煙用組成物シート | |
| WO2022230891A1 (ja) | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム | |
| WO2025257963A1 (ja) | 圧力成形シートの製造方法、圧力成形シート、たばこ充填物、香味発生物品、及び非燃焼加熱型香味発生システム | |
| WO2022230885A1 (ja) | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム | |
| WO2025158483A1 (ja) | 香味発生物品および香味発生システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240327 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7653530 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |