JP7636070B2 - ハンドタオル積層体 - Google Patents
ハンドタオル積層体 Download PDFInfo
- Publication number
- JP7636070B2 JP7636070B2 JP2021007947A JP2021007947A JP7636070B2 JP 7636070 B2 JP7636070 B2 JP 7636070B2 JP 2021007947 A JP2021007947 A JP 2021007947A JP 2021007947 A JP2021007947 A JP 2021007947A JP 7636070 B2 JP7636070 B2 JP 7636070B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- hand towel
- sheet
- laminate
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Sanitary Thin Papers (AREA)
Description
カートンやフィルムパックの充填率が高い製品は、クリップ高さと取り出し口までの距離(いわゆる上部空間)が短く、最初の20組は取り出す際に、紙とカートン又は紙とフィルムパックとが擦れる面積が大きくなるとともに、次の紙と接している時間も長くなり、取り出す際に紙にかかる負荷が大きくなることから、破れ現象は最初の20組程度で発生しやすい(紙を使っていき、上部空間が広くなると上記負荷が小さくなり、破れは発生しづらくなる)。
横強度を高くするために、製品の坪量を高くすることは容易に考えられるが、坪量の高い紙はコシが強くゴワゴワするため、充填率の高いカートン、フィルムパックでの使用時においては、上記最初の20組程度の破れ現象が更に発生しやすい。また、製品のハンドフィールも損なわれる。
本実施形態に係るハンドタオル積層体300は、2プライのシート100を1組ずつ折り曲げて互いに重なりあうように積層され、紙製のカートン又はフィルムパックに充填された、ハンドタオル積層体300であり、シート100は、坪量が、14.9g/m2以上17.9g/m2以下であり、紙厚が、0.55mm/10プライ以上0.71mm/10プライ以下であり、乾燥時の縦方向の引張強度(DMDT;Dry Machine Direction Tensile Strength)が、12.7N/25mm以上17.3N/25mm以下であり、乾燥時の横方向の引張強度(DCDT;Dry Cross Direction Tensile Strength)が、2.9N/25mm以上6.7N/25mm以下であり、TSA装置によって測定されるTS750が、19.1dBV2rms以上27.3dBV2rms以下であり、カートン又はフィルムパックの充填率が、45%以上71.5%以下である。
なお、カートン又はフィルムパックの長さ、幅及び高さは、いずれもカートン又はフィルムパックのある面の端部のそれぞれと、端部間の中央部の3箇所を測定し、それらの平均値と定義する。例えば、カートン又はフィルムパックの高さをTとする場合、カートン又はフィルムパックのある側面の両端部のそれぞれの高さ(T1、T2)を測定し、更に当該側面の端部間の中央部の高さ(T3)を測定して、T=(T1+T2+T3)/3としてTを求める。このようにカートン又はフィルムパックの長さ、幅及び高さを求めることで、中身のハンドタオル積層体300の容積等によってカートン又はフィルムパックが変形しても、正確な値を求めることができる。
また、クリップ高さはクリップの四隅の高さをそれぞれ測定し、その平均値と定義する。
なお、本実施形態に係るハンドタオル積層体300の充填率は、クリップ体積(シートの幅×シートの長さ×紙厚(mm/1プライ)×2(プライ)×組数)をシートの幅で割った値:クリップ断面積を、カートン又はフィルムパック断面積(カートン又はフィルムパックの幅×カートン又はフィルムパックの高さ)で割った値と定義する。すなわち、クリップ断面積/カートン断面積×100(%)を充填率(%)として求める。
上述した本実施形態に係るハンドタオル積層体300は、例えば、以下の製造方法によって作製することができる。なお、以下の製造方法においては図面中に付した符号を参照しながら説明する。
ハンドタオル積層体300を構成するシート100は、抄紙機を用いて抄造することによって得ることができる。抄造時の抄き出し水流速度/ワイヤー速度(J/W比)は、通常、0.85以上1.00以下の範囲に制御して抄紙することが好ましい。
そして、ハンドタオル積層体300を構成するシート100は、クレーンやフォークリフトを用いて次工程に搬送される。コンベアによってライン上を搬送してもよい。
図2は、本実施形態に係る製造方法において使用可能なマシンワインダーの一例を示す概念図である。
図3は、本実施形態に係る製造方法において使用可能なM/F加工機のフォールディング部の構成を示す概念図であり、図4は、図3のフォールディング部を構成する折り畳みプレート装置の斜視図である。
図5は、プルユニットにより圧縮加工を行う一例を説明する概略図である。
(実施例1)
図2、図3、図4、及び図5に示す構成を有する製造装置を用いて、2プライの1組のシート100を折り曲げて、互いに重なりあうように積層されたハンドタオル積層体300を作製した。具体的には、図4及び図5のフォールディング部20について、100体の折り畳みプレート装置20a,20b,20c・・・をライン上に配置するとともに、略円柱形上であるタッチロール24(スチール製、直径:20mm、質量:700g)を、40組、60組、100組、組みあがったクリップにタッチするように3か所ライン上に配置した。具体的には、まず、パルプ70質量%、MSF30質量%の条件で抄紙して、シート100を得た。次に、得られたシート100を、紙厚を規定範囲に収めるため、カレンダー処理を行った。続いて、M/F加工機にて積層工程、圧縮工程を行った。そして、ログソーで裁断して、組数が100組であるハンドタオル積層体300(シート長さ198mm、シート幅220mm)を得た後、紙製のカートンに収納した。
各表に示す条件に変更した以外は実施例1と同様にして、ハンドタオル積層体300を得た。
(坪量)
坪量は、JIS P 8124に準拠して測定した。
紙厚は、JIS P 8111の条件下(23±1℃、50±2%相対湿度)でシックネスゲージ(例えば、尾崎製作所製のアップライト ダイヤルシックネスゲージ「PEACOCK R1-B型」)を用い、測定子に3.7kPaの圧力を加えて測定した。
・シート100の乾燥時の縦方向の引張強度(DMDT)
DMDTは、JIS P 8113の引張試験方法に基づいて、1プライで測定した。
・シート100の乾燥時の横方向の引張強度(DCDT)
DCDTは、JIS P 8113の引張試験方法に基づいて、1プライで測定した。
なお、これらの測定は、JIS P 8111の条件下(23±1℃、50±2%相対湿度)において測定した。
ティシューソフトネス測定装置(TSA;emtec社製、「Tissue Softness Analyzer」)を用いて、TSA装置上のソフトウェアにて自動的に取得した、低周波数側からの最初のスペクトルの極大ピークの強度(TS750)、6500Hzを含むスペクトルの極大ピークの強度(TS7)、及び試料台に設置したシート100のサンプルに対し、ブレード付きロータを回転させずに100mNと600mNの押し込み圧力でそれぞれ上から押し込んだとき、それぞれ押し込み圧力100mNと600mNの間でのサンプルの上下方向の変形変位量で表される剛性(D)の測定値(D値)をそれぞれ測定した。
紙製のカートン又はフィルムパックに充填したハンドタオル積層体300について、上述した求め方により充填率を求めた。
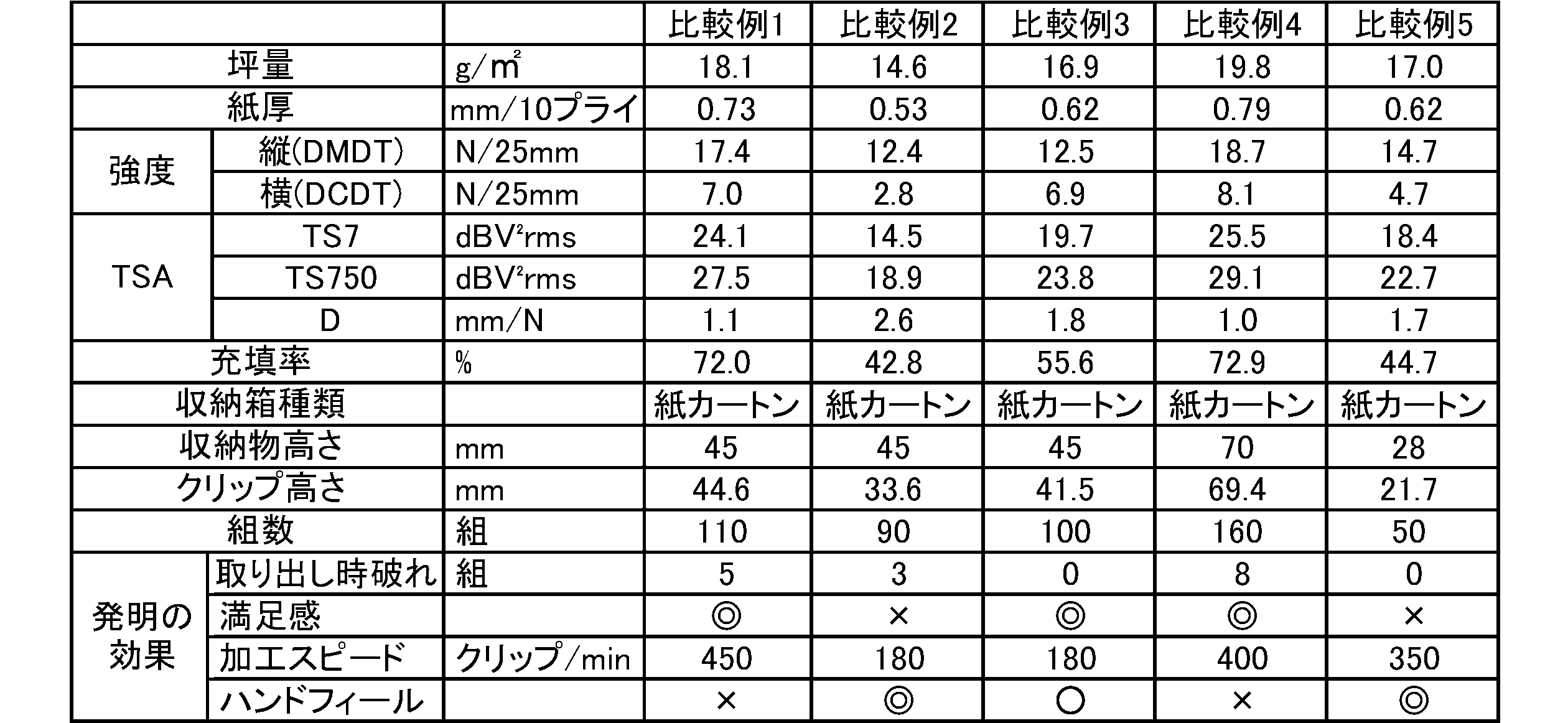
充填されたハンドタオル積層体300の最初の20組のうち、取り出し時に破れが発生した組数をカウントした。なお、破れが発生した組数に基づき、以下の基準で評価した。
(評価基準)
0組:優→破れは発生しない。
1組以上2組以下:良→破れはほぼ発生しない。
3組以上:不可→破れが多く発生し、使用感に劣る。
得られたハンドタオル積層体300について50名を対象とし、ハンドタオルを使った際の満足感について官能評価を行い、各人が1点から5点で評価した。
「優◎」:カートン、フィルムパック高さに対する製品の充填率がとても高く、内容量が多いと感じる。50名の評価の平均点が4.0点以上。
「良○」:カートン、フィルムパック高さに対する製品の充填率が高く、内容量が多いと感じる。50名の評価の平均点が3.0点以上4.0点未満。
「不可×」:カートン、フィルムパック高さに対する製品の充填率が低く、内容量が少ないと感じる。50名の評価の平均点が3.0点未満。
ハンドタオル積層体300をM/F加工機で加工した際の、1分間に作成できるクリップ(カートン、フィルムパック挿入前のシート100の束)の数(加工スピード)を測定した。なお、加工スピードは以下の基準で評価した。
300クリップ/min以上:優→加工適性がとても良い。
200クリップ/min以上、300クリップ/min未満:良→加工適性が良い。
200クリップ/min未満:不可→加工適性が悪い(200クリップ/min以上に速度を上げると、断紙が発生する)。
得られたハンドタオル積層体300について50名を対象とし、ハンドタオルを用いて濡れた手の水分を拭きとった際のハンドフィールについて官能評価を行い、各人が1点から5点で評価した。
「優◎」:柔らかい使い心地でハンドフィールがとても良いと感じる。50名の評価の平均点が4.0点以上。
「良○」:柔らかい使い心地でハンドフィールが良いと感じる。50名の評価の平均点が3.0点以上、4.0点未満。
「不可×」:使用の際硬く感じる、ハンドフィールが悪い。50名の評価の平均点が3.0点未満。

11,12:リール、
13,14:カレンダー機、
15:原反ロール、
20:フォールディング部、
20a,20b,20c:折り畳みプレート装置、
21:第1のガイドロール、
22:第2のガイドロール、
23:折り板、
24:タッチロール、
30:コンベア、
40:プルユニット(プルベルト)、
41:上プルユニット、
42:下プルユニット、
43,44:駆動ロール、
45,46:ロール、
100:シート、
200:未圧縮の積層体、
300:ハンドタオル積層体、
D1,D2,D3,D4,D5:矢印
Claims (5)
- 2プライのシートを1組ずつ折り曲げて互いに重なりあうように積層され、CD方向から引き出されるように紙製のカートン又はフィルムパックに充填された、ハンドタオル積層体であって、
前記シートの坪量が、14.9g/m2以上17.9g/m2以下であり、
前記シートの紙厚が、0.55mm/10プライ以上0.71mm/10プライ以下であり、
前記シートの乾燥時の縦方向の引張強度(DMDT)が、12.7N/25mm以上17.3N/25mm以下であり、
前記シートの乾燥時の横方向の引張強度(DCDT)が、2.9N/25mm以上6.7N/25mm以下であり、
前記シートのTSA装置によって測定されるTS750が、19.1dBV2rms以上27.3dBV2rms以下であり、
前記カートン又はフィルムパックの充填率が、45%以上71.5%以下であり、
前記カートン又はフィルムパックの高さが、30mm以上65mm以下であることを特徴とする、ハンドタオル積層体。 - 前記シートのTSA装置によって測定されるTS7が、14.8dBV2rms以上23.5dBV2rms以下であることを特徴とする、請求項1に記載のハンドタオル積層体。
- 前記シートのTSA装置によって測定されるD値が、1.2mm/N以上2.5mm/N以下であることを特徴とする、請求項1又は2に記載のハンドタオル積層体。
- 前記ハンドタオル積層体のクリップ高さが、26mm以上62mm以下であることを特徴とする、請求項1から3のいずれか1項に記載のハンドタオル積層体。
- 前記ハンドタオル積層体の組数が、60組以上140組以下であることを特徴とする、請求項1から4のいずれか1項に記載のハンドタオル積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021007947A JP7636070B2 (ja) | 2021-01-21 | 2021-01-21 | ハンドタオル積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021007947A JP7636070B2 (ja) | 2021-01-21 | 2021-01-21 | ハンドタオル積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022112220A JP2022112220A (ja) | 2022-08-02 |
| JP7636070B2 true JP7636070B2 (ja) | 2025-02-26 |
Family
ID=82656012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021007947A Active JP7636070B2 (ja) | 2021-01-21 | 2021-01-21 | ハンドタオル積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7636070B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013146493A (ja) | 2012-01-23 | 2013-08-01 | Nippon Paper Crecia Co Ltd | 衛生薄葉紙の積層体、カートン、及び衛生薄葉紙の積層体の製造方法 |
| JP2019141227A (ja) | 2018-02-19 | 2019-08-29 | 日本製紙クレシア株式会社 | ハンドタオル |
| JP2020137710A (ja) | 2019-02-27 | 2020-09-03 | 日本製紙クレシア株式会社 | 紙製ハンドタオル |
| JP2020186010A (ja) | 2019-05-10 | 2020-11-19 | 王子ホールディングス株式会社 | 衛生紙パッケージおよび衛生紙束 |
-
2021
- 2021-01-21 JP JP2021007947A patent/JP7636070B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013146493A (ja) | 2012-01-23 | 2013-08-01 | Nippon Paper Crecia Co Ltd | 衛生薄葉紙の積層体、カートン、及び衛生薄葉紙の積層体の製造方法 |
| JP2019141227A (ja) | 2018-02-19 | 2019-08-29 | 日本製紙クレシア株式会社 | ハンドタオル |
| JP2020137710A (ja) | 2019-02-27 | 2020-09-03 | 日本製紙クレシア株式会社 | 紙製ハンドタオル |
| JP2020186010A (ja) | 2019-05-10 | 2020-11-19 | 王子ホールディングス株式会社 | 衛生紙パッケージおよび衛生紙束 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022112220A (ja) | 2022-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021185099A (ja) | 伸長紙並びに拡張スリット梱包ラップ及び空間充填製品の製造における伸長紙の使用 | |
| US11464370B2 (en) | Film-packaged tissue | |
| JP6008503B2 (ja) | 衛生薄葉紙の積層体の製造方法、及びカートンの製造方法 | |
| US11089919B2 (en) | Film-packaged tissue | |
| US20240368839A1 (en) | Folded multi-layer expandable slit-sheet-paper systems, products and methods | |
| JP7307579B2 (ja) | フィルム包装ティシュー | |
| JP7106807B2 (ja) | ローションティッシュペーパー | |
| JP2018172145A5 (ja) | ||
| EP4669523A1 (en) | SYSTEMS AND METHODS FOR EXPANDING SPLIT SHEET PAPER USING ONE OR MORE FRICTION BRUSHES AND/OR ONE OR MORE OTHER FRICTION ELEMENTS | |
| JP2003159193A (ja) | ティシュペーパー | |
| KR20220034209A (ko) | 신규한 슬릿 패턴 및 용지 특성을 지닌 개선된 확장된 슬릿 시트 완충 제품 | |
| JP6043116B2 (ja) | ティシュペーパー収納体及びその収納箱 | |
| JP7242991B2 (ja) | ハンドタオルの積層体及びハンドタオルの積層体の製造方法 | |
| JP7610331B2 (ja) | ハンドタオル積層体及びその製造方法 | |
| JP7636070B2 (ja) | ハンドタオル積層体 | |
| JP2024501768A (ja) | 寸法が縮小された新規のスリットパターンを有する改良された拡張スリットシート緩衝材製品 | |
| JP7530315B2 (ja) | ハンドタオル積層体 | |
| JP7251021B2 (ja) | ティッシュペーパー製品 | |
| JP6882075B2 (ja) | トイレットロール | |
| JP2022178197A (ja) | ハンドタオル | |
| JP7187753B2 (ja) | ティッシュペーパー製品 | |
| JP2025034148A (ja) | 衛生薄葉紙入り収納箱の製造方法 | |
| JP2025033225A (ja) | 衛生薄葉紙入り収納箱 | |
| JP7106808B2 (ja) | ローションティッシュペーパー | |
| JP7594452B2 (ja) | ハンドタオル入りフィルムレス収納箱 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240905 |
|
| TRDD | Decision of grant or rejection written | ||
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20250107 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250114 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20250116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7636070 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |