JP7635691B2 - 燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 - Google Patents
燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 Download PDFInfo
- Publication number
- JP7635691B2 JP7635691B2 JP2021163328A JP2021163328A JP7635691B2 JP 7635691 B2 JP7635691 B2 JP 7635691B2 JP 2021163328 A JP2021163328 A JP 2021163328A JP 2021163328 A JP2021163328 A JP 2021163328A JP 7635691 B2 JP7635691 B2 JP 7635691B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- flow path
- plate
- separator
- hydrophilicity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000446 fuel Substances 0.000 title claims description 64
- 238000000034 method Methods 0.000 title claims description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000010248 power generation Methods 0.000 claims description 49
- 239000000463 material Substances 0.000 claims description 46
- 238000005192 partition Methods 0.000 claims description 32
- 239000000758 substrate Substances 0.000 claims description 26
- 239000012528 membrane Substances 0.000 claims description 13
- 239000000376 reactant Substances 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 109
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 37
- 239000002737 fuel gas Substances 0.000 description 24
- 239000007800 oxidant agent Substances 0.000 description 23
- 230000001590 oxidative effect Effects 0.000 description 23
- 238000011282 treatment Methods 0.000 description 22
- 238000009832 plasma treatment Methods 0.000 description 13
- 238000009792 diffusion process Methods 0.000 description 12
- 239000000498 cooling water Substances 0.000 description 11
- 229920003002 synthetic resin Polymers 0.000 description 9
- 239000000057 synthetic resin Substances 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000007652 sheet-forming process Methods 0.000 description 5
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000003487 electrochemical reaction Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000005518 polymer electrolyte Substances 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000005660 hydrophilic surface Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000012495 reaction gas Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Fuel Cell (AREA)
Description
特許文献1に記載の単セルは、膜電極接合体を有する発電部と、同発電部を厚さ方向において挟持する一対の燃料電池セパレータとを備えている。燃料電池セパレータは、発電部から遠い側の部分をなす仕切板と、発電部および仕切板の間に設けられた多孔体流路板とによって構成されている。多孔体流路板は、複数の凹凸が交互に並んだ網目状をなしている。単セルの内部において、多孔体流路板の上記凹凸と発電部とによって区画される部分は、反応ガス(燃料ガスまたは酸化剤ガス)の流路(以下、ガス流路)として機能する。
<燃料電池スタック>
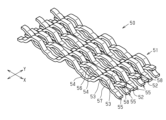
図1に示すように、本実施形態の燃料電池スタックは、平面視略長方形板状をなす複数の単セル10が積層された構造を有している。本実施形態の燃料電池スタックは、固体高分子形燃料電池を構成するものである。単セル10は、発電部11を構成する膜電極ガス拡散層接合体(Membrane Electrode Gas Diffusion Layer Assembly、以下、MEGA30)を備えている。また単セル10は、MEGA30を厚さ方向において挟持する第1セパレータ20および第2セパレータ60、並びにMEGA30と第2セパレータ60との間に設けられる多孔体流路板50を備えている。なお本実施形態では、多孔体流路板50が仕切板に相当するとともに、多孔体流路板50および第2セパレータ60が燃料電池セパレータに相当する。
図1および図2に示すように、多孔体流路板50は、平面視略長方形状をなし、酸化剤ガスを流通させる網目状のガス流路部51を有している。
<単セル10>
図1に示すように、単セル10には、燃料ガス(例えば水素ガス)を供給する燃料ガス供給マニホールド12と、燃料ガスを排出する燃料ガス排出マニホールド13とが単セル10の面方向において発電部11を挟んで設けられている。詳しくは、燃料ガス供給マニホールド12は、長手方向Xの一端側(同図の右側)であり、且つ幅方向Yの一端側(同図の上側)に位置している。また、燃料ガス排出マニホールド13は、長手方向Xの他端側(同図の左側)であり、且つ幅方向Yの他端側(同図の下側)に位置している。
次に、単セル10の各構成について詳細に説明する。
図1および図3に示すように、第1セパレータ20は略長方形板状をなしている。第1セパレータ20の中央部には、MEGA30が当接される。また、第1セパレータ20の中央部よりも外周側の部分には、枠部材40が当接される。第1セパレータ20は、ステンレス鋼などの金属板材によって形成されている。
図3に示すように、MEGA30は、膜電極接合体(Membrane Electrode Assembly、以下、MEA31)と、MEA31を挟持するアノード側ガス拡散層32およびカソード側ガス拡散層33とを備えている。MEGA30は、平面視略長方形状をなしている。
各電極触媒層35,36には、発電部11における反応ガスの電気化学反応を促進するための触媒(例えば白金)が担持されている。
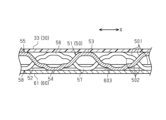
図1および図3に示すように、第2セパレータ60は略長方形板状をなしている。第2セパレータ60は、ステンレス鋼などの金属板材によって形成されている。第2セパレータ60は、平板状の中央部61を有している。この中央部61には、多孔体流路板50が当接される。中央部61における多孔体流路板50側の面(以下、第3面603)には、親水性(濡れ性)を高くするための親水化処理が施されている。本実施形態では、親水化処理として、第2セパレータ60の外面にプラズマを照射する、いわゆるプラズマ処理が実行される。
図2および図3に示すように、多孔体流路板50は、平面視略長方形状をなす網目状のガス流路部51を有している。
また、ガス流路部51は、平坦部52に対してMEGA30側に突出する第1凸部53と、平坦部52に対して第2セパレータ60側に突出する第1凹部54とを有する。ガス流路部51は、これら第1凸部53および第1凹部54が長手方向Xにおいて交互に配置されて波形状をなす第1波状部55を備えている。
各凸部53,56の頂面は、MEGA30のカソード側ガス拡散層33に当接される(図3参照)。また、各凹部54,57における底面とは反対側の面は、第2セパレータ60に当接される。
ガス流路部51のうち上記MEGA30との間に形成される流路には、基本的に、酸化剤ガスが流通する。一方、ガス流路部51のうち上記第2セパレータ60との間に形成される流路には、基本的に、燃料ガスと酸化剤ガスとの電気化学反応により生成される生成水が流通する。
図4に示すように、多孔体流路板50では、厚さ方向における上記第2セパレータ60から遠い側(同図の上側)の第1外面501の親水性Aと比較して、上記第2セパレータ60に近い側(同図の下側)の第2外面502の親水性Bが高くなっている(A<B)。詳しくは、多孔体流路板50の平坦部52、第1波状部55、および第2波状部58のそれぞれについて、上記第2セパレータ60から遠い側の第1外面501の親水性Aよりも、上記第2セパレータ60に近い側の第2外面502の親水性Bが高くなっている。本実施形態では、表面の親水性(濡れ性)を高くするための親水化処理(本実施形態では、プラズマ処理)が、多孔体流路板50の第2外面502に施されている。その一方で、多孔体流路板50の第1外面501には、親水化処理が施されていない。これにより、多孔体流路板50の厚さ方向における両面に親水性の違いが付与されている。
以下、燃料電池セパレータの製造手順について説明する。
<シート形成工程>
図5に示すように、燃料電池セパレータの製造に際しては、先ず、[シート形成工程]が実行される(ステップS11)。この工程では、平らなシート状の基材BMが形成される。具体的には、形成材料として合成樹脂材料(本実施形態では、PP)を用いるとともに、アプリケータを利用して上記基材BMは形成される。
[シート形成工程]の後には、[親水化処理工程]が実行される(ステップS12)。この工程では、基材BMの厚さ方向における一方の面(前記第2外面502にあたる面)に、親水性を高めるための処理としてプラズマ処理が施される。なお本実施形態では、基材BMの厚さ方向における他方の面(前記第1外面501にあたる面)には、プラズマ処理が施されない。親水化処理工程では、このようにして基材BMの外面にプラズマ処理を施すことで、基材BMの一方の面の親水性が他方の面の親水性と比較して高くされる。なお本実施形態では、シート形成工程と親水化処理工程とが、基材形成工程に相当する。
[親水化処理工程]の後には、[ロール成形工程]が実行される(ステップS13)。この工程では、シート状の基材BMをロール成形することによって、平坦部52、第1波状部55、および第2波状部58を有する多孔体流路板50が形成される。
[ロール成形工程]の後には、[組み付け工程]が実行される(図5のステップS14)。この工程では、多孔体流路板50および第2セパレータ60を一体に組み付けることで、単セル10が組み立てられる。なお組み付け工程では、第2セパレータ60として、予め所定形状に形成されるとともに第3面603に親水化処理が施されたものが用いられる。また組み付け工程では、多孔体流路板50の両面のうちの親水性の高い第2外面502が第2セパレータ60側になる状態(図4に示す状態)で、多孔体流路板50と第2セパレータ60とが重ねられて一体に組み付けられる。
本実施形態の作用効果について説明する。
(1)発電部11を挟持する態様で設けられる燃料電池セパレータは、発電部11から遠い側の部分をなす第2セパレータ60を備えるとともに、発電部11と第2セパレータ60との間に設けられた多孔体流路板50を備える。多孔体流路板50は、上記第2セパレータ60から遠い側の第1外面501の親水性と比較して、同第2セパレータ60に近い側の第2外面502の親水性が高くなっている。
なお、上記実施形態は、以下のように変更して実施することができる。上記実施形態および以下の変更例は、技術的に矛盾しない範囲で互いに組み合わせて実施することができる。
例えば、第2セパレータ60の第3面603の親水性を、多孔体流路板50の第2外面502の親水性よりも高くなるように設定することができる。同構成によれば、多孔体流路板50の第1外面501、第2外面502、および第2セパレータ60の第3面603の親水性を、第2セパレータ60に近づくほど高くなるように設定することができる。これにより、ガス流路部51内の水を第2セパレータ60側に偏らせる態様で好適に案内することができるようになる。
<基材形成工程>
図9に示すように、燃料電池セパレータの製造に際しては、先ず、[基材形成工程]が実行される(ステップS21)。この工程では、平らなシート状をなす二層構造の基材が形成される。基材はアプリケータを利用して形成される。基材の各層の形成材料としては、親水性の異なる2種類の合成樹脂材料が用いられる。具体的には、先ず、親水性の低い合成樹脂材料(例えば、PPS)を用いて下層(上記第1層801にあたる層)が形成される。その後、親水性の高い合成樹脂材料(例えば、PMMA)を用いて、下層に重ねるようにして、上層(上記第2層802にあたる層)が形成される。
[基材形成工程]の後には、[ロール成形工程]が実行される(ステップS22)。この工程では、平らなシート状をなす二層構造の基材をロール成形することによって、平坦部82(図8参照)、第1波状部85、および第2波状部88を有する多孔体流路板80が形成される。
[ロール成形工程]の後には、[組み付け工程]が実行される(ステップS23)。この工程では、多孔体流路板80および第2セパレータ60を一体に組み付けることで、単セル10が組み立てられる。なお組み付け工程では、多孔体流路板80の各層のうちの親水性の高い第2層802が第2セパレータ60側になる状態(図8に示す状態)で、多孔体流路板80と第2セパレータ60とが重ねられて一体に組み付けられる。
11…発電部
30…MEGA
31…MEA(膜電極接合体)
50…多孔体流路板
501…第1外面
502…第2外面
51…ガス流路部
60…第2セパレータ
603…第3面
61…中央部
70…ロール成形装置
80…多孔体流路板
801…第1層
802…第2層
BM…基材
Claims (4)
- 膜電極接合体を有する発電部を厚さ方向において挟持する態様で設けられる燃料電池セパレータであって、
前記発電部から遠い側の部分をなす仕切板と、
前記発電部と前記仕切板との間に設けられて、反応ガスを流通させる網目状のガス流路部を有する多孔体流路板と、を備え、
前記多孔体流路板は、前記厚さ方向において前記仕切板から遠い側の第1外面の親水性と比較して、前記厚さ方向において前記仕切板に近い側の第2外面の親水性が高くなっており、
前記仕切板における前記厚さ方向において前記多孔体流路板に近い側の第3面の親水性は、前記多孔体流路板の前記第1外面の親水性よりも高くなっている
燃料電池セパレータ。 - 前記多孔体流路板は、前記厚さ方向において積層された複数の層からなる積層構造をなしており、
前記複数の層の形成材料は、前記厚さ方向において前記仕切板に近い層ほど親水性の高い材料になるように定められている
請求項1に記載の燃料電池セパレータ。 - 複数の単セルが積層されてなる燃料電池スタックであって、
前記単セルは、膜電極接合体を有する発電部と、請求項1または2に記載の燃料電池セパレータと、を備える燃料電池スタック。 - 膜電極接合体を有する発電部を厚さ方向において挟持する態様で設けられる燃料電池セパレータであり、且つ、前記発電部から遠い側の部分をなす仕切板と前記発電部および前記仕切板の間に設けられて反応ガスを流通させる網目状のガス流路部を有する多孔体流路板とを備える燃料電池セパレータの製造方法であって、
厚さ方向における一方の面の親水性が他方の面の親水性と比較して高くなるように、シート状をなす基材を形成する基材形成工程と、
前記基材形成工程の後に、前記基材をロール成形することによって前記ガス流路部を有する前記多孔体流路板を形成するロール成形工程と、
前記ロール成形工程の後に、前記多孔体流路板における前記他方の面と比較して親水性の高い前記一方の面が前記仕切板の側になる態様で、前記多孔体流路板と前記仕切板とを重ねて一体に組み付ける組み付け工程と、を含む
燃料電池セパレータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021163328A JP7635691B2 (ja) | 2021-10-04 | 2021-10-04 | 燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021163328A JP7635691B2 (ja) | 2021-10-04 | 2021-10-04 | 燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023054466A JP2023054466A (ja) | 2023-04-14 |
| JP7635691B2 true JP7635691B2 (ja) | 2025-02-26 |
Family
ID=85874116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021163328A Active JP7635691B2 (ja) | 2021-10-04 | 2021-10-04 | 燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7635691B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007115619A (ja) | 2005-10-24 | 2007-05-10 | Dainippon Ink & Chem Inc | 燃料電池セパレータ及びその製造方法 |
| WO2007069404A1 (ja) | 2005-12-16 | 2007-06-21 | Kabushiki Kaisha Equos Research | 燃料電池用電極、燃料電池のセル及び燃料電池のスタック |
| JP2008176971A (ja) | 2007-01-17 | 2008-07-31 | Matsushita Electric Ind Co Ltd | 高分子電解質形燃料電池 |
| JP2009146859A (ja) | 2007-12-18 | 2009-07-02 | Toyota Motor Corp | 燃料電池および燃料電池スタック |
| JP2012074332A (ja) | 2010-09-30 | 2012-04-12 | Hitachi Ltd | 固体高分子形燃料電池 |
| JP2012248341A (ja) | 2011-05-25 | 2012-12-13 | Nippon Soken Inc | 燃料電池 |
| JP2016066517A (ja) | 2014-09-25 | 2016-04-28 | トヨタ自動車株式会社 | 燃料電池および燃料電池の製造方法 |
-
2021
- 2021-10-04 JP JP2021163328A patent/JP7635691B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007115619A (ja) | 2005-10-24 | 2007-05-10 | Dainippon Ink & Chem Inc | 燃料電池セパレータ及びその製造方法 |
| WO2007069404A1 (ja) | 2005-12-16 | 2007-06-21 | Kabushiki Kaisha Equos Research | 燃料電池用電極、燃料電池のセル及び燃料電池のスタック |
| JP2008176971A (ja) | 2007-01-17 | 2008-07-31 | Matsushita Electric Ind Co Ltd | 高分子電解質形燃料電池 |
| JP2009146859A (ja) | 2007-12-18 | 2009-07-02 | Toyota Motor Corp | 燃料電池および燃料電池スタック |
| JP2012074332A (ja) | 2010-09-30 | 2012-04-12 | Hitachi Ltd | 固体高分子形燃料電池 |
| JP2012248341A (ja) | 2011-05-25 | 2012-12-13 | Nippon Soken Inc | 燃料電池 |
| JP2016066517A (ja) | 2014-09-25 | 2016-04-28 | トヨタ自動車株式会社 | 燃料電池および燃料電池の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023054466A (ja) | 2023-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5438918B2 (ja) | 燃料電池用電解質・電極構造体及び燃料電池 | |
| CN101573817B (zh) | 燃料电池中的气体扩散层 | |
| US6756149B2 (en) | Electrochemical fuel cell with non-uniform fluid flow design | |
| CN105206851B (zh) | 燃料电池 | |
| JP5903476B2 (ja) | 燃料電池 | |
| US20080166622A1 (en) | Seal gasket-integrated membrane-electrode assembly and fuel cell | |
| JP5429357B2 (ja) | 燃料電池 | |
| JP3459300B2 (ja) | 固体高分子型燃料電池 | |
| JP7187346B2 (ja) | 燃料電池セル及び燃料電池セルスタック | |
| JP5144226B2 (ja) | 燃料電池 | |
| CN102576885B (zh) | 燃料电池 | |
| JP2016042463A (ja) | 反応物質の分布を改善した燃料電池 | |
| CN108736039A (zh) | 燃料电池 | |
| JP7635691B2 (ja) | 燃料電池セパレータおよび燃料電池スタックおよび燃料電池セパレータの製造方法 | |
| JP6519490B2 (ja) | 燃料電池 | |
| US8293425B2 (en) | Fuel cell and gasket | |
| JP2011150853A (ja) | 固体高分子型燃料電池 | |
| JP2006294404A (ja) | 燃料電池用セパレータ | |
| CN101203975B (zh) | 膜-电极组件和其制造方法以及燃料电池 | |
| JP5101866B2 (ja) | 燃料電池 | |
| JP7120178B2 (ja) | 燃料電池用のセパレータ | |
| JP2008059760A (ja) | 燃料電池および燃料電池の製造方法 | |
| JP2011034768A (ja) | 燃料電池 | |
| JP5591392B2 (ja) | 燃料電池用電解質・電極構造体及び燃料電池 | |
| JP2011044399A (ja) | 燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7635691 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |