JP7598549B2 - ガラス用送りローラ及び板ガラスの製造方法 - Google Patents
ガラス用送りローラ及び板ガラスの製造方法 Download PDFInfo
- Publication number
- JP7598549B2 JP7598549B2 JP2020124425A JP2020124425A JP7598549B2 JP 7598549 B2 JP7598549 B2 JP 7598549B2 JP 2020124425 A JP2020124425 A JP 2020124425A JP 2020124425 A JP2020124425 A JP 2020124425A JP 7598549 B2 JP7598549 B2 JP 7598549B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft member
- shaft portion
- glass
- feed roller
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 153
- 238000000034 method Methods 0.000 title claims description 22
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000005357 flat glass Substances 0.000 title claims description 8
- 238000009751 slip forming Methods 0.000 claims description 8
- 229910001315 Tool steel Inorganic materials 0.000 claims description 6
- 238000005304 joining Methods 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 229910045601 alloy Inorganic materials 0.000 claims description 4
- 239000000956 alloy Substances 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 229910000990 Ni alloy Inorganic materials 0.000 claims description 3
- 229910000963 austenitic stainless steel Inorganic materials 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- FXNGWBDIVIGISM-UHFFFAOYSA-N methylidynechromium Chemical group [Cr]#[C] FXNGWBDIVIGISM-UHFFFAOYSA-N 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 2
- 230000004323 axial length Effects 0.000 description 38
- 238000000137 annealing Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 12
- 238000001816 cooling Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 230000009955 peripheral mechanism Effects 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- 238000003280 down draw process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
図1は、本発明の第一実施形態に係るガラス用送りローラ1を例示し、図2は、その要部を拡大したものである。先ず、これら各図に基づいて、本実施形態に係るガラス用送りローラ1の概略構成を説明する。
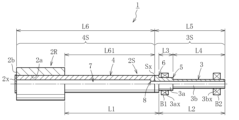
図4及び図5は、本発明の第二実施形態に係るガラス用送りローラ1の全体構成及びその要部の構成をそれぞれ例示している。この第二実施形態に係るガラス用送りローラ1が上述の第一実施形態に係るそれと相違している点は、支持軸部3が全長L2に亘って同一径であり且つ外周面に段差部を有しないところと、支持軸部3を支持する二個の軸受B1、B2の径(内外周面の径)を同一にしたところにある。なお、支持軸部3の径は、上述の第一実施形態の支持軸部3における小径軸部分3bの径と同一である。また、連結軸部4のローラ部2Rから延び出す延出軸部分の軸方向長さL1、支持軸部3の軸方向長さL2、第一軸部材3Sの軸方向長さL5、第二軸部材4Sの軸方向長さL6、第二軸部材4Sのローラ部2Rから延び出す延出軸部分の軸方向長さL61は、何れも、上述の第一実施形態におけるそれらと同一である。その他の構成及び作用効果は、上述の第一実施形態と同一であるため、両実施形態に共通の構成要素については図4及び図5に同一符号を付し、その説明を省略する。また、この第二実施形態に係るガラス用送りローラ1を用いたガラス用送り装置は、図3に例示したガラス用送り装置1Aと比較して、ガラス用送りローラ1の構成が相違するのみであるため、その図示及び説明を省略する。
図6は、本発明の第三実施形態に係るガラス用送りローラ1の要部の構成を例示している。この第三実施形態に係るガラス用送りローラ1が上述の第二実施形態に係るそれと相違している点は、第一軸部材3Sと第二軸部材4Sとの接合部Sxの位置が、第二段差部6に合致しているところにある。なお、連結軸部4のローラ部2Rから延び出す延出軸部分の軸方向長さL1、及び支持軸部3の軸方向長さL2は、何れも、上述の第二実施形態におけるそれらと同一である。また、第一軸部材3Sの軸方向長さL5、第二軸部材4Sの軸方向長さL6、及び第二軸部材4Sのローラ部2Rから延び出す延出軸部分の軸方向長さL61は、何れも、上述の第二実施形態におけるそれらと概ね同一である。この第三実施形態に係るガラス用送りローラ1によれば、第二段差部6を起点としてガラス用送りローラ1が破損する事態を抑止する点では、上述の第二実施形態と比較すれば十分でないが、第一軸部材3Sが段差部を有していないためにその加工が容易になる。その他の構成及び作用効果は、上述の第二実施形態と同一であるため、両実施形態に共通の構成要素については図6に同一符号を付し、その説明を省略する。また、この第三実施形態に係るガラス用送りローラ1を用いたガラス用送り装置は、図3に例示したガラス用送り装置1Aと比較して、ガラス用送りローラ1の構成が相違するのみであるため、その図示及び説明を省略する。
図7は、本発明の第四実施形態に係るガラス用送りローラ1の要部の構成を例示している。この第四実施形態に係るガラス用送りローラ1が上述の第二実施形態に係るそれと相違している点は、第一軸部材3Sと第二軸部材4Sとの接合部Sxの位置が、支持軸部3における第一軸受B1と第二段差部6との間に存在しているところにある。なお、連結軸部4のローラ部2Rから延び出す延出軸部分の軸方向長さL1、及び支持軸部3の軸方向長さL2は、何れも、上述の第二実施形態におけるそれらと同一である。また、第一軸部材3Sの軸方向長さL5、第二軸部材4Sの軸方向長さL6、及び第二軸部材4Sのローラ部2Rから延び出す延出軸部分の軸方向長さL61は、何れも、上述の第二実施形態におけるそれらと概ね同一である。この第四実施形態に係るガラス用送りローラ1によれば、第一軸受B1の近傍または第二段差部6の近傍を起点としてガラス用送りローラ1が破損する事態を抑止する点では、上述の第二実施形態と比較すれば十分でない。その他の構成及び作用効果は、上述の第二実施形態と同一であるため、両実施形態に共通の構成要素については図7に同一符号を付し、その説明を省略する。また、この第四実施形態に係るガラス用送りローラ1を用いたガラス用送り装置は、図3に例示したガラス用送り装置1Aと比較して、ガラス用送りローラ1の構成が相違するのみであるため、その図示及び説明を省略する。
図8は、本発明の第五実施形態に係るガラス用送りローラ1の全体構成を例示している。この第五実施形態に係るガラス用送りローラ1が上述の第四実施形態に係るそれと相違している点は、第一軸部材3Sと第二軸部材4Sとが同一径であり且つ内孔7及び外周面が段差部を有しないところである。また、この第五実施形態では、連結軸部4が、第一軸受B1による支持位置3axよりもローラ部2R側の軸部分(詳しくはその支持位置3axのローラ部2R側の端部3xよりもローラ部2R側の軸部分)とされ、支持軸部3が、その端部3xよりもローラ部2R側と反対側の軸部分とされている。この第五実施形態における支持軸部3と連結軸部4との径は、上述の第五実施形態における連結軸部4の径と同一である。なお、連結軸部4のローラ部2Rから延び出す延出軸部分の軸方向長さL1、及び支持軸部3の軸方向長さL2は、何れも、上述の第五実施形態におけるそれらと概ね同一である。また、第一軸部材3Sの軸方向長さL5、第二軸部材4Sの軸方向長さL6、及び第二軸部材4Sのローラ部2Rから延び出す延出軸部分の軸方向長さL61は、何れも、上述の第五実施形態におけるそれらと同一である。その他の構成及び作用効果は、上述の第五実施形態と同一であるため、両実施形態に共通の構成要素については図8に同一符号を付し、その説明を省略する。また、この第五実施形態に係るガラス用送りローラ1を用いたガラス用送り装置は、図3に例示したガラス用送り装置1Aと比較して、ガラス用送りローラ1の構成が相違するのみであるため、その図示及び説明を省略する。
図9は、本発明の第六実施形態にかかるガラス用送りローラ1の要部の構成を例示している。この第六実施形態に係るガラス用送りローラ1が上述の第一実施形態に係るそれと相違している点は、第一軸部材3Sと第二軸部材4Sとの接合部Sxの位置が、第三段差部8よりもローラ部2R側に位置しているところにある。換言すると、第三段差部8は第一軸部材3Sに形成されており、第一軸部材3Sと第二軸部材4Sは両者とも肉厚t4の箇所にて接合されている。この第六実施形態に係るガラス用送りローラ1によれば、第二軸部材4Sが段差部を有していないためにその加工が容易になる。その他の構成及び作用効果は、上述の第一実施形態と同一であるため、両実施形態に共通の構成要素については図9に同一符号を付し、その説明を省略する。また、この第六実施形態に係るガラス用送りローラ1を用いたガラス用送り装置は、図3に例示したガラス用送り装置1Aと比較して、ガラス用送りローラ1の構成が相違するのみであるため、その図示及び説明を省略する。

2R ローラ部
2S 主軸部
3 支持軸部
3S 第一軸部材
3ax 支持位置
3bx 支持位置
4 連結軸部
4S 第二軸部材
6 段差部(第二段差部)
B1 軸受
B2 軸受
GR ガラスリボン
Sx 接合部
Claims (7)
- 連続的に成形されるガラスリボンに接触するローラ部と、前記ローラ部に連なる主軸部とを備えると共に、前記主軸部が、軸受によって支持される支持軸部と、前記ローラ部と前記支持軸部とを連結する連結軸部とを備え、前記ガラスリボンを送るガラス用送りローラであって、
前記ローラ部側が自由端側とされる片持ちローラとして用いられ、
前記主軸部が、前記支持軸部側の第一軸部材と、前記連結軸部側の第二軸部材とを溶接で接合して形成されており、
前記連結軸部が前記支持軸部よりも大径とされ且つ前記連結軸部と前記支持軸部との間に段差部が形成されると共に、前記第一軸部材と前記第二軸部材との接合部が、前記段差部よりも前記ローラ部側に位置していることを特徴とするガラス用送りローラ。 - 前記第一軸部材と前記第二軸部材との接合部は、前記支持軸部の前記軸受により支持される支持位置よりもローラ部側に位置している請求項1に記載のガラス用送りローラ。
- 前記第一軸部材は、前記第二軸部材よりも耐摩耗性に優れる請求項1又は2に記載のガラス用送りローラ。
- 前記第一軸部材は、高炭素クロム軸受鋼、炭素工具鋼、又は合金工具鋼で形成されている請求項3に記載のガラス用送りローラ。
- 前記第二軸部材は、前記第一軸部材よりも耐熱性に優れる請求項3又は4に記載のガラス用送りローラ。
- 前記第二軸部材は、オーステナイト系ステンレス鋼、又はニッケル合金で形成されている請求項5に記載のガラス用送りローラ。
- 請求項1~6の何れかに記載のガラス用送りローラを用いて連続的に成形されるガラスリボンを送る送り工程を備えたことを特徴とする板ガラスの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020124425A JP7598549B2 (ja) | 2020-07-21 | 2020-07-21 | ガラス用送りローラ及び板ガラスの製造方法 |
| CN202190000461.2U CN218910145U (zh) | 2020-07-21 | 2021-06-25 | 玻璃用进给辊 |
| KR1020227036307A KR102822678B1 (ko) | 2020-07-21 | 2021-06-25 | 유리용 이송 롤러 및 판유리의 제조 방법 |
| PCT/JP2021/024205 WO2022019053A1 (ja) | 2020-07-21 | 2021-06-25 | ガラス用送りローラ及び板ガラスの製造方法 |
| TW110124373A TWI905219B (zh) | 2020-07-21 | 2021-07-02 | 玻璃用傳送輥及板玻璃的製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020124425A JP7598549B2 (ja) | 2020-07-21 | 2020-07-21 | ガラス用送りローラ及び板ガラスの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022021063A JP2022021063A (ja) | 2022-02-02 |
| JP7598549B2 true JP7598549B2 (ja) | 2024-12-12 |
Family
ID=79729414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020124425A Active JP7598549B2 (ja) | 2020-07-21 | 2020-07-21 | ガラス用送りローラ及び板ガラスの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7598549B2 (ja) |
| KR (1) | KR102822678B1 (ja) |
| CN (1) | CN218910145U (ja) |
| TW (1) | TWI905219B (ja) |
| WO (1) | WO2022019053A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000302468A (ja) | 1999-04-19 | 2000-10-31 | Asahi Glass Co Ltd | ガラス板加熱炉のガラス板搬送ローラ構造 |
| JP2004026537A (ja) | 2002-06-24 | 2004-01-29 | Asahi Glass Co Ltd | ガラス板の位置合せ方法及びその装置並びにガラス板の曲げ成形方法 |
| WO2013073353A1 (ja) | 2011-11-17 | 2013-05-23 | 旭硝子株式会社 | 支持ロール、支持ロールを有する板ガラスの成形装置、および支持ロールを用いた板ガラスの成形方法 |
| JP2017014075A (ja) | 2015-07-02 | 2017-01-19 | 日本電気硝子株式会社 | ガラス物品の製造装置及びその使用方法 |
| CN110395882A (zh) | 2019-07-12 | 2019-11-01 | 彩虹(合肥)液晶玻璃有限公司 | 拉边轴组件及拉边机 |
| JP2020504071A (ja) | 2017-01-12 | 2020-02-06 | コーニング インコーポレイテッド | 帯状ガラスを延伸するための引張ロール、装置および方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0005012B1 (en) * | 1978-04-14 | 1983-01-26 | Pilkington Brothers P.L.C. | A roll for use under high or low temperature conditions |
| JPS5983952A (ja) * | 1982-11-02 | 1984-05-15 | Bandou Kiko Kk | 軟化温度に加熱された板ガラス搬送用のロ−ラ |
| FR2691217B1 (fr) * | 1992-05-18 | 1994-07-01 | Vesuvius France Sa | Mode de liaison entre deux pieces permettant de s'affranchir des problemes de dilatation differentielles lors de variations importantes de temperature. |
| RU2696473C1 (ru) * | 2015-08-25 | 2019-08-01 | Бандо Кико Ко., Лтд. | Устройство обработки листового стекла |
| JP2017109881A (ja) | 2015-12-14 | 2017-06-22 | 日本電気硝子株式会社 | 板ガラスの製造装置、板ガラスの製造方法および板ガラスの搬送装置 |
| JP6855780B2 (ja) * | 2016-01-22 | 2021-04-07 | Agc株式会社 | 曲面ガラス加工装置 |
| JP2023083952A (ja) * | 2021-12-06 | 2023-06-16 | 株式会社日立情報通信エンジニアリング | 制御装置、制御システム、制御方法および制御プログラム |
-
2020
- 2020-07-21 JP JP2020124425A patent/JP7598549B2/ja active Active
-
2021
- 2021-06-25 WO PCT/JP2021/024205 patent/WO2022019053A1/ja not_active Ceased
- 2021-06-25 KR KR1020227036307A patent/KR102822678B1/ko active Active
- 2021-06-25 CN CN202190000461.2U patent/CN218910145U/zh active Active
- 2021-07-02 TW TW110124373A patent/TWI905219B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000302468A (ja) | 1999-04-19 | 2000-10-31 | Asahi Glass Co Ltd | ガラス板加熱炉のガラス板搬送ローラ構造 |
| JP2004026537A (ja) | 2002-06-24 | 2004-01-29 | Asahi Glass Co Ltd | ガラス板の位置合せ方法及びその装置並びにガラス板の曲げ成形方法 |
| WO2013073353A1 (ja) | 2011-11-17 | 2013-05-23 | 旭硝子株式会社 | 支持ロール、支持ロールを有する板ガラスの成形装置、および支持ロールを用いた板ガラスの成形方法 |
| JP2017014075A (ja) | 2015-07-02 | 2017-01-19 | 日本電気硝子株式会社 | ガラス物品の製造装置及びその使用方法 |
| JP2020504071A (ja) | 2017-01-12 | 2020-02-06 | コーニング インコーポレイテッド | 帯状ガラスを延伸するための引張ロール、装置および方法 |
| CN110395882A (zh) | 2019-07-12 | 2019-11-01 | 彩虹(合肥)液晶玻璃有限公司 | 拉边轴组件及拉边机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN218910145U (zh) | 2023-04-25 |
| KR20230042209A (ko) | 2023-03-28 |
| JP2022021063A (ja) | 2022-02-02 |
| TWI905219B (zh) | 2025-11-21 |
| WO2022019053A1 (ja) | 2022-01-27 |
| TW202216621A (zh) | 2022-05-01 |
| KR102822678B1 (ko) | 2025-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20060150388A1 (en) | Metal foil tube and method and apparatus for production thereof | |
| US7814772B2 (en) | Method for manufacturing a coiler drum and a coiler drum | |
| JP7598549B2 (ja) | ガラス用送りローラ及び板ガラスの製造方法 | |
| JP5000821B2 (ja) | ローラ・ハース炉のための冷却可能な炉ローラ機構 | |
| US20110280508A1 (en) | Thrust bearing component | |
| JP2005113186A (ja) | 転がり軸受軌道輪およびその製造方法ならびに転がり軸受 | |
| US4925014A (en) | Transport roller for glass cooling passages | |
| JP4810866B2 (ja) | 軸受軌道輪の熱処理用の金型及び軸受軌道輪の製造方法 | |
| JP7496061B2 (ja) | ガラス用送りローラ及び板ガラスの製造方法 | |
| JP4627981B2 (ja) | 薄肉軸受軌道輪の製造方法 | |
| TWI655295B (zh) | Roller outer layer for hot rolling and composite roll for hot rolling | |
| KR100777673B1 (ko) | 내마모성을 높인 작업 롤 초크, 그 제조방법 및 압연장치 | |
| US20080053578A1 (en) | Manufacturing Method of Thin component, Bearing Ring, Thrust Needle Roller Bearing, Manufacturing Method of Rolling Bearing Ring, Rolling Bearing Ring, and Rolling Bearing | |
| JP2011000598A (ja) | 圧延用複合スリーブロール | |
| KR101104998B1 (ko) | 오스테나이트계 스테인리스강의 레이저 용접금속과 그용접방법 | |
| JP2007319902A (ja) | 圧延機用ロール及びテンションレベラ | |
| US20180237883A1 (en) | METHOD FOR PRODUCING JOURNAL PART OF 9 TO 12% Cr STEEL TURBINE ROTOR, AND JOURNAL PART PRODUCED BY THE METHOD | |
| JP2003343554A (ja) | 自動調心ころ軸受 | |
| JP2007071344A (ja) | 船外機エンジンのクランク軸支持構造および船外機エンジン | |
| US20250188580A1 (en) | Iron-based alloy material, metal structure and method of repairing steel surface | |
| RU2060861C1 (ru) | Ролик зоны вторичного охлаждения машин непрерывного литья заготовок | |
| JP2009068530A (ja) | 自動調心ころ軸受 | |
| CN112427896A (zh) | 一种纺织罗拉及其工艺 | |
| JP2001200311A (ja) | 鋼材の熱処理炉用ハースロール | |
| JP2008105085A (ja) | 搬送用ローラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230320 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7598549 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |