JP7561908B2 - 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 - Google Patents
延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 Download PDFInfo
- Publication number
- JP7561908B2 JP7561908B2 JP2023048029A JP2023048029A JP7561908B2 JP 7561908 B2 JP7561908 B2 JP 7561908B2 JP 2023048029 A JP2023048029 A JP 2023048029A JP 2023048029 A JP2023048029 A JP 2023048029A JP 7561908 B2 JP7561908 B2 JP 7561908B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- pipette
- region
- tubular body
- stretch blow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/02—Burettes; Pipettes
- B01L3/021—Pipettes, i.e. with only one conduit for withdrawing and redistributing liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/12—Specific details about manufacturing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/02—Identification, exchange or storage of information
- B01L2300/025—Displaying results or values with integrated means
- B01L2300/028—Graduation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/08—Geometry, shape and general structure
- B01L2300/0848—Specific forms of parts of containers
- B01L2300/0858—Side walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
Landscapes
- Health & Medical Sciences (AREA)
- Clinical Laboratory Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Devices For Use In Laboratory Experiments (AREA)
Description
延伸ブロー成形ピペットであって、
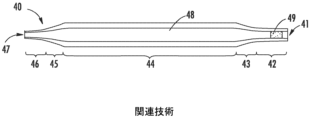
先端領域と吸口領域との間に配置された管状本体を含み、
前記先端領域が、前記管状本体の壁厚よりも大きい平均壁厚を有し、前記延伸ブロー成形ピペットには、(i)前記管状本体と前記先端領域との間、および(ii)前記管状本体と前記吸口領域との間に接合部がない、
延伸ブロー成形ピペット。
前記先端領域が、実質的に一定の内径を有する開口を含む、実施形態1記載の延伸ブロー成形ピペット。
前記吸口領域が、前記管状本体の前記壁厚よりも大きい平均壁厚を有する、実施形態1または2記載の延伸ブロー成形ピペット。
(i)前記吸口領域が、以下の特徴(i)または(ii)、すなわち前記管状本体の内径よりも小さい内径を有すること、または(ii)前記吸口領域が、前記管状本体の外径よりも小さい外径を有すること、のうち少なくとも1つの特徴を含む、実施形態1から3までのいずれか1つ記載の延伸ブロー成形ピペット。
前記管状本体、前記先端領域、および前記吸口領域が、熱可塑性材料を含む、実施形態1から4までのいずれか1つ記載の延伸ブロー成形ピペット。
前記管状本体が、二軸配向熱可塑性材料を含む、実施形態1から5までのいずれか1つ記載の延伸ブロー成形ピペット。
前記管状本体、前記先端領域、および前記吸口領域が、結晶性ポリスチレン、ポリ(スチレン-ブタジエン-スチレン)、ポリエチレンテレフタレート、ポリプロピレン、これらのポリマーのいずれか2種以上のコポリマー、またはこれらのポリマーのいずれか1種以上のリサイクルストリームを含む、実施形態5または6記載の延伸ブロー成形ピペット。
前記管状本体が、0.25mm~0.6mmの範囲の壁厚を有する、実施形態1から7までのいずれか1つ記載の延伸ブロー成形ピペット。
前記先端領域が、実質的に一定の内径を有し、かつ前記管状本体に近づくにつれ増大する外径を有する、実施形態1から8までのいずれか1つ記載の延伸ブロー成形ピペット。
前記先端領域が、一定でない内径を有する、実施形態1から8までのいずれか1つ記載の延伸ブロー成形ピペット。
前記延伸ブロー成形ピペットの最大壁厚の領域が、前記先端領域と前記管状本体との間の移行部において、または移行部に近接して、前記先端領域内にある、実施形態1から10までのいずれか1つ記載の延伸ブロー成形ピペット。
先端領域と吸口領域との間に配置された管状本体を含むピペットを製造する方法であって、前記方法が、
中空管状形状を有するプリフォームを製造するステップと、
前記プリフォームを当該プリフォームの材料の軟化温度内まで加熱するステップと、
前記加熱されたプリフォームの少なくとも一部分を延伸して細長いプリフォームを成形するステップと、
前記加熱されたプリフォームの内部に加圧流体を適用することにより、型キャビティ内で前記細長いプリフォームの少なくとも一部分をブローし、前記加熱されたプリフォームを膨張させて成形面と接触させ、ピペット形状にするステップと、
ブローされた前記細長いプリフォームを冷却するステップと、
を含む、方法。
前記加熱されたプリフォームの少なくとも一部分を延伸して細長いプリフォームを成形する前記ステップは、前記加熱されたプリフォームが前記型キャビティの外側にある間に実行される、実施形態12記載の方法。
前記プリフォームを製造する前記ステップが、
成形可能材料を溶融状態でプリフォーム型のキャビティに供給するステップと、
(i)前記プリフォームの前記キャビティ内にあり、かつ前記成形可能材料と接触しているコアピンと(ii)前記プリフォーム型との相対回転を実現することによって前記成形可能材料を処理するステップと、
前記成形可能材料を固体状態に冷却するステップと、
を含む、実施形態12または13記載の方法。
前記加熱されたプリフォームの少なくとも一部分を延伸する前記ステップの前に、前記プリフォームの吸口端部を固定することをさらに含む、実施形態12から14までのいずれか1つ記載の方法。
前記加熱されたプリフォームの少なくとも一部分を延伸する前記ステップが、前記ピペットの前記先端領域と前記管状本体との間の移行領域の内部テーパと一致する形状を有するテーパした領域を含む延伸ロッドを利用する、実施形態12から15までのいずれか1つ記載の方法。
前記細長いプリフォームの少なくとも一部分をブローする前記ステップの前に、以下のステップ(a)または(b)、すなわち(i)前記成形面上にインクを付着させるステップ、または(ii)前記型キャビティにラベルを挿入するステップのうちの1つをさらに含む、実施形態12から16までのいずれか1つ記載の方法。
前記プリフォームを当該プリフォームの材料の軟化温度内まで加熱する前記ステップが、前記プリフォームに赤外放射を当てることを含む、実施形態12から17までのいずれか1つ記載の方法。
延伸ブロー成形プロセスによって先端領域と吸口領域との間に配置された管状本体を含むピペットを製造するシステムであって、前記システムが、
内部に中空プリフォームを成形できるように構成されたプリフォーム型キャビティを画定する第1の型と、
延伸ロッドを含むプリフォーム延伸装置であって、前記延伸ロッドが、前記中空プリフォームの内部で位置決め可能であり、かつ前記中空プリフォームの内部で前記延伸ロッドを運動させて細長いプリフォームを成形するように構成された延伸ロッド駆動ユニットに連結されている、プリフォーム延伸装置と、
第2の型であって、加圧流体が前記細長いプリフォームの内部に供給されて前記細長いプリフォームを半径方向に膨張させ、前記第2の型の成形面に接触させる間、前記細長いプリフォームの少なくとも一部分を包含するように構成されたブロー成形キャビティを画定する第2の型と、
を含む、システム。
前記第1の型が、前記プリフォーム型キャビティ内にコアピンを受容するように構成されており、前記システムが、前記第1の型内での前記中空プリフォームの成形中に前記コアピンと前記第1の型との相対回転を実現するように構成された回転駆動ユニットをさらに含む、実施形態19記載のシステム。
前記プリフォームが前記ブロー成形キャビティの外側にある間に、前記プリフォームの内部で前記延伸ロッドが運動して前記細長いプリフォームを成形可能にするように構成されている、実施形態19または20記載のシステム。
前記中空プリフォームの内部で前記延伸ロッドが運動して前記細長いプリフォームを成形する前に、前記プリフォームを当該プリフォームの材料の軟化温度まで加熱するように構成された赤外線加熱要素をさらに含む、実施形態19から21までのいずれか1つ記載のシステム。
前記中空プリフォームの内部で前記延伸ロッドが運動して前記細長いプリフォームを成形する間、前記プリフォームの吸口端部を固定するように構成されたチャックまたはクランプをさらに含む、実施形態19から22までのいずれか1つ記載のシステム。
前記延伸ロッドが、(i)前記先端領域の内部テーパ、または(ii)前記ピペットの前記先端領域と前記管状本体との間の移行領域の内部テーパのうちの少なくとも1つと一致する形状を有するテーパした領域を含む、実施形態19から23までのいずれか1つ記載のシステム。
実施形態2-1
延伸ブロー成形ピペットであって、先端領域と吸口領域との間に配置された管状本体を含み、前記先端領域が、前記管状本体の壁厚よりも大きい平均壁厚を有し、前記延伸ブロー成形ピペットには、(i)前記管状本体と前記先端領域との間、および(ii)前記管状本体と前記吸口領域との間に接合部がない、延伸ブロー成形ピペット。
実施形態2-2
前記先端領域が、実質的に一定の内径を有する開口を含む、実施形態2-1記載の延伸ブロー成形ピペット。
実施形態2-3
前記吸口領域が、前記管状本体の前記壁厚よりも大きい平均壁厚を有する、実施形態2-1又は2-2記載の延伸ブロー成形ピペット。
実施形態2-4
以下の特徴(i)または(ii)、すなわち(i)前記吸口領域が前記管状本体の内径よりも小さい内径を有すること、または(ii)前記吸口領域が前記管状本体の外径よりも小さい外径を有すること、のうち少なくとも1つの特徴を含む、実施形態2-1から2-3までのいずれか1つ記載の延伸ブロー成形ピペット。
実施形態2-5
前記管状本体、前記先端領域、および前記吸口領域が、熱可塑性材料を含む、実施形態2-1から2-4までのいずれか1つ記載の延伸ブロー成形ピペット。
実施形態2-6
前記管状本体が、0.25mm~0.6mmの範囲の壁厚を有する、実施形態2-1から2-5までのいずれか1つ記載の延伸ブロー成形ピペット。
実施形態2-7
前記先端領域が、実質的に一定の内径を有し、かつ前記管状本体に近づくにつれ増大する外径を有する、実施形態2-1から2-6までのいずれか1つ記載の延伸ブロー成形ピペット。
実施形態2-8
先端領域と吸口領域との間に配置された管状本体を含むピペットを製造する方法であって、前記方法が、中空管状形状を有するプリフォームを製造するステップと、前記プリフォームを当該プリフォームの材料の軟化温度内まで加熱するステップと、前記加熱されたプリフォームの少なくとも一部分を延伸して細長いプリフォームを成形するステップと、前記加熱されたプリフォームの内部に加圧流体を適用することにより、型キャビティ内で前記細長いプリフォームの少なくとも一部分をブローし、前記加熱されたプリフォームを膨張させて成形面と接触させ、ピペット形状にするステップと、ブローされた前記細長いプリフォームを冷却するステップと、
を含む、方法。
実施形態2-9
前記加熱されたプリフォームの少なくとも一部分を延伸して細長いプリフォームを成形する前記ステップは、前記加熱されたプリフォームが前記型キャビティの外側にある間に実行される、実施形態2-8記載の方法。
実施形態2-10
前記プリフォームを製造する前記ステップが、成形可能材料を溶融状態でプリフォーム型のキャビティに供給するステップと、(i)前記プリフォームの前記キャビティ内にあり、かつ前記成形可能材料と接触しているコアピンと(ii)前記プリフォーム型との相対回転を実現することによって、前記成形可能材料を処理するステップと、前記成形可能材料を固体状態に冷却するステップと、を含む、実施形態2-8または2-9記載の方法。
実施形態2-11
前記細長いプリフォームの少なくとも一部分をブローする前記ステップの前に、以下のステップ(a)または(b)、すなわち(i)前記成形面上にインクを付着させるステップ、または(ii)前記型キャビティにラベルを挿入するステップのうちの1つをさらに含む、実施形態2-8から2-10までのいずれか1つ記載の方法。
実施形態2-12
前記プリフォームを当該プリフォームの材料の軟化温度内まで加熱する前記ステップが、前記プリフォームに赤外放射を当てることを含む、実施形態2-8から2-11までのいずれか1つ記載の方法。
実施形態2-13
延伸ブロー成形プロセスによって先端領域と吸口領域との間に配置された管状本体を含むピペットを製造するシステムであって、前記システムが、内部に中空プリフォームを成形できるように構成されたプリフォーム型キャビティを画定する第1の型と、延伸ロッドを含むプリフォーム延伸装置であって、前記延伸ロッドが、前記中空プリフォームの内部で位置決め可能であり、かつ前記中空プリフォームの内部で前記延伸ロッドを運動させて細長いプリフォームを成形するように構成された延伸ロッド駆動ユニットに連結されている、プリフォーム延伸装置と、第2の型であって、加圧流体が前記細長いプリフォームの内部に供給されて前記細長いプリフォームを半径方向に膨張させ、前記第2の型の成形面に接触させる間、前記細長いプリフォームの少なくとも一部分を包含するように構成されたブロー成形キャビティを画定する第2の型と、を含む、システム。
実施形態2-14
前記第1の型が、前記プリフォーム型キャビティ内にコアピンを受容するように構成されており、前記システムが、前記第1の型内での前記中空プリフォームの成形中に前記コアピンと前記第1の型との相対回転を実現するように構成された回転駆動ユニットをさらに含む、実施形態2-13記載のシステム。
実施形態2-15
前記プリフォームが前記ブロー成形キャビティの外側にある間に、前記プリフォームの内部で前記延伸ロッドが運動して前記細長いプリフォームを成形可能にするように構成されている、実施形態2-13または2-14記載のシステム。
Claims (11)
- 延伸ブロー成形ピペットであって、
先端領域と吸口領域との間に配置された管状本体を含み、
前記先端領域が、前記管状本体の壁厚よりも大きい平均壁厚を有し、前記延伸ブロー成形ピペットには、(i)前記管状本体と前記先端領域との間、および(ii)前記管状本体と前記吸口領域との間に接合部がなく、
前記先端領域が、一定の内径を有し、かつ前記管状本体に近づくにつれ増大する外径を有する、
延伸ブロー成形ピペット。 - 前記先端領域が、一定の内径を有する開口を含む、請求項1記載の延伸ブロー成形ピペット。
- 前記吸口領域が、前記管状本体の前記壁厚よりも大きい平均壁厚を有する、請求項1記載の延伸ブロー成形ピペット。
- 前記吸口領域が、前記管状本体の前記壁厚よりも大きい平均壁厚を有する、請求項2記載の延伸ブロー成形ピペット。
- 前記吸口領域が前記管状本体の内径よりも小さい内径を有する、請求項1記載の延伸ブロー成形ピペット。
- 前記吸口領域が前記管状本体の外径よりも小さい外径を有する、請求項1記載の延伸ブロー成形ピペット。
- 前記吸口領域が前記管状本体の外径よりも小さい外径を有する、請求項5記載の延伸ブロー成形ピペット。
- 前記管状本体、前記先端領域、および前記吸口領域が、熱可塑性材料を含む、請求項1記載の延伸ブロー成形ピペット。
- 前記管状本体が、0.25mm~0.6mmの範囲の壁厚を有する、請求項1記載の延伸ブロー成形ピペット。
- 前記管状本体が、0.25mm~0.6mmの範囲の壁厚を有する、請求項1記載の延伸ブロー成形ピペット。
- 前記管状本体、前記先端領域、および前記吸口領域が、熱可塑性材料を含む、請求項1記載の延伸ブロー成形ピペット。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762592928P | 2017-11-30 | 2017-11-30 | |
| US62/592,928 | 2017-11-30 | ||
| JP2020529352A JP7252958B2 (ja) | 2017-11-30 | 2018-11-28 | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 |
| PCT/US2018/062904 WO2019108690A1 (en) | 2017-11-30 | 2018-11-28 | Stretch blow molded pipette, and system and method for forming same |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020529352A Division JP7252958B2 (ja) | 2017-11-30 | 2018-11-28 | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023085377A JP2023085377A (ja) | 2023-06-20 |
| JP7561908B2 true JP7561908B2 (ja) | 2024-10-04 |
Family
ID=64746648
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020529352A Active JP7252958B2 (ja) | 2017-11-30 | 2018-11-28 | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 |
| JP2023048029A Active JP7561908B2 (ja) | 2017-11-30 | 2023-03-24 | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020529352A Active JP7252958B2 (ja) | 2017-11-30 | 2018-11-28 | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US11986817B2 (ja) |
| EP (1) | EP3717128A1 (ja) |
| JP (2) | JP7252958B2 (ja) |
| CN (1) | CN111432931B (ja) |
| WO (1) | WO2019108690A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3717127A1 (en) * | 2017-11-30 | 2020-10-07 | Corning Incorporated | Pipette with encapsulated or integral filter, and method and apparatus for forming same |
| CN111655375B (zh) * | 2017-11-30 | 2022-08-23 | 康宁股份有限公司 | 双轴取向的热塑性移液器、其形成方法和设备 |
| CN116887919A (zh) * | 2021-02-26 | 2023-10-13 | 康宁股份有限公司 | 具有增加的机械性能的薄移液管 |
| CN115816762A (zh) * | 2021-11-30 | 2023-03-21 | 苏州新大陆精密科技股份有限公司 | 一种通用型移液管及其制作模具、制作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011105267A1 (ja) | 2010-02-25 | 2011-09-01 | テルモ株式会社 | バルーンの製造方法 |
| WO2017091540A1 (en) | 2015-11-25 | 2017-06-01 | Corning Incorporated | Unitary serological pipette and methods of producing the same |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3084592A (en) * | 1959-11-20 | 1963-04-09 | Willard L Scott | Pipette construction |
| USRE31555E (en) * | 1973-04-30 | 1984-04-17 | Beral Enterprises, Inc. | Pipette |
| GB1446914A (en) * | 1973-08-24 | 1976-08-18 | Monsanto Co | Container forming process |
| JPS51135593A (en) * | 1976-05-06 | 1976-11-24 | Kisaku Sano | Plastic squirt manufacturing process |
| US4242300A (en) * | 1978-12-12 | 1980-12-30 | Valyi Emery I | Method for processing parisons |
| JPS59120427A (ja) * | 1982-12-28 | 1984-07-12 | Katashi Aoki | 射出延伸吹込成形機における2層プリフオ−ム成形装置 |
| JPH0615196B2 (ja) * | 1986-06-30 | 1994-03-02 | 大下産業株式会社 | 極小径部を有する容器の製造方法 |
| US5125278A (en) * | 1990-10-18 | 1992-06-30 | V-Tech, Inc. | Volumetric pipette |
| JP2555298B2 (ja) * | 1990-11-10 | 1996-11-20 | テルモ株式会社 | カテーテル用バルーン、カテーテル用バルーンの製造方法およびバルーンカテーテル |
| CN2083205U (zh) * | 1990-12-05 | 1991-08-21 | 邹永平 | 方便吸液器 |
| US5571583A (en) * | 1995-04-26 | 1996-11-05 | Becton, Dickinson And Company | Injection spin molding process and articles made therewith |
| CN1143562A (zh) * | 1995-05-29 | 1997-02-26 | 宇部兴产株式会社 | 吹塑成型方法及吹塑成型机 |
| DE19742559C2 (de) * | 1997-09-26 | 1999-08-05 | Gaplast Gmbh | Behälter mit Pumpe |
| DE69835342T2 (de) * | 1998-04-27 | 2007-08-23 | Corning Inc. | Verfahren zur Ablage von biologischen Proben mit Hilfe eines nachgezogenen Kapillarspeichers |
| JP2006168355A (ja) * | 2004-11-18 | 2006-06-29 | Yupo Corp | ラベル付きインモールド成型体およびインモールド用ラベル |
| AU2007206557A1 (en) * | 2006-01-23 | 2007-07-26 | Yoshio Oyama | An ampoule usable as a syringe and a syringe unit comprising the ampoule |
| WO2008134423A1 (en) * | 2007-04-24 | 2008-11-06 | Porex Corporation | Disposable pipette and methods of making and using the same |
| JP5567310B2 (ja) * | 2009-10-08 | 2014-08-06 | 株式会社フロンティア | 偏平容器のブロー成形方法 |
| US20130104324A1 (en) | 2010-07-07 | 2013-05-02 | Unicep Packaging, Inc. | Disposable applicator assembly |
| CN102583972B (zh) * | 2010-11-30 | 2015-10-21 | Hoya株式会社 | 精密冲压成型用玻璃预制件制造方法及光学元件制造方法 |
| CN102847566B (zh) * | 2012-08-23 | 2015-05-20 | 浙江硕华医用塑料有限公司 | 巴氏吸管半成品 |
| US10343156B2 (en) * | 2013-03-15 | 2019-07-09 | Nalge Nunc International Corporation | Tapered pipette |
| EP3064448B1 (en) * | 2013-10-31 | 2020-03-11 | Daizo Corporation | Two fluid discharge container |
| JP6266326B2 (ja) * | 2013-12-06 | 2018-01-24 | 株式会社ケーヒン | 鋳造金型装置及び鋳造方法 |
| CH710701A1 (de) * | 2015-02-06 | 2016-08-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Preform zur Herstellung eines Kunststoffbehälters, Herstellung des Preforms und aus dem Preform hergestellter Kunststoffbehälter sowie dessen Herstellung. |
| US20160318014A1 (en) * | 2015-05-01 | 2016-11-03 | Molecular Bioproducts, Inc. | Thin walled pipette tip |
| FR3046023B1 (fr) * | 2015-12-23 | 2017-12-22 | Pellenc Sa | Tondeuse electrique anticipative et procede de pilotage d'une telle tondeuse. |
| CN113165255B (zh) * | 2017-09-08 | 2023-04-28 | 宙斯有限公司 | 具有受控取向的聚合物管 |
-
2018
- 2018-11-28 WO PCT/US2018/062904 patent/WO2019108690A1/en not_active Ceased
- 2018-11-28 CN CN201880077867.3A patent/CN111432931B/zh active Active
- 2018-11-28 US US16/767,324 patent/US11986817B2/en active Active
- 2018-11-28 EP EP18822558.5A patent/EP3717128A1/en active Pending
- 2018-11-28 JP JP2020529352A patent/JP7252958B2/ja active Active
-
2023
- 2023-03-24 JP JP2023048029A patent/JP7561908B2/ja active Active
-
2024
- 2024-04-18 US US18/639,408 patent/US20240261777A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011105267A1 (ja) | 2010-02-25 | 2011-09-01 | テルモ株式会社 | バルーンの製造方法 |
| WO2017091540A1 (en) | 2015-11-25 | 2017-06-01 | Corning Incorporated | Unitary serological pipette and methods of producing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111432931A (zh) | 2020-07-17 |
| WO2019108690A1 (en) | 2019-06-06 |
| CN111432931B (zh) | 2022-04-26 |
| US11986817B2 (en) | 2024-05-21 |
| JP2021504196A (ja) | 2021-02-15 |
| EP3717128A1 (en) | 2020-10-07 |
| JP7252958B2 (ja) | 2023-04-05 |
| US20210001325A1 (en) | 2021-01-07 |
| US20240261777A1 (en) | 2024-08-08 |
| JP2023085377A (ja) | 2023-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7561908B2 (ja) | 延伸ブロー成形ピペットならびに延伸ブロー成形ピペットを成形するためのシステムおよび方法 | |
| CN212045943U (zh) | 用于定向吹气的带孔的吹气喷嘴 | |
| AU2011316513B2 (en) | Blow nozzle to control liquid flow with pre-stretch rod assembly | |
| SE423981B (sv) | Forfarande och anordning for astadkommande av orienterade materialpartier vid framstellning av rorformad preform av termoplastmaterial | |
| JP7023227B2 (ja) | 一体型血清ピペットおよびその製造方法 | |
| CN107206659B (zh) | 用于双轴拉伸吹塑的预制件及容器 | |
| EP1541475A1 (en) | Blow molded product | |
| CN113453869B (zh) | 偏心容器的制造方法及温度调整用模具 | |
| WO2005042230A1 (en) | Integral handle pet container system | |
| US20240123439A1 (en) | Thin pipettes having increased mechanical performance | |
| JP2023145536A (ja) | 封入されたまたは一体型のフィルタを備えるピペットおよびピペットを成形するための方法および装置 | |
| WO2022220274A1 (ja) | 樹脂製二重容器および製造方法 | |
| US20020130445A1 (en) | Thermoplastic articles made from extrusion blow molded pre-forms | |
| CA3222208A1 (en) | Two-step hdpe preform and container with high axial stretch ratio | |
| CN115702074B (zh) | 形成具有悬挂装置的容器的方法 | |
| JP5086847B2 (ja) | 樹脂製の筒状部品の製造方法 | |
| CN216832152U (zh) | 用于对预成型坯进行充气的拉伸杆以及装置 | |
| AU2004284953A1 (en) | Integral handle PET container system | |
| JPH10338219A (ja) | 耐衝撃性に優れたプロピレン系重合体製容器及びその製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240828 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7561908 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |