JP7519637B2 - 検出装置 - Google Patents
検出装置 Download PDFInfo
- Publication number
- JP7519637B2 JP7519637B2 JP2021574138A JP2021574138A JP7519637B2 JP 7519637 B2 JP7519637 B2 JP 7519637B2 JP 2021574138 A JP2021574138 A JP 2021574138A JP 2021574138 A JP2021574138 A JP 2021574138A JP 7519637 B2 JP7519637 B2 JP 7519637B2
- Authority
- JP
- Japan
- Prior art keywords
- cap
- container
- sensor
- double
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001514 detection method Methods 0.000 title claims description 61
- 230000005540 biological transmission Effects 0.000 claims description 42
- 238000004519 manufacturing process Methods 0.000 claims description 26
- 230000009977 dual effect Effects 0.000 claims description 8
- 238000007689 inspection Methods 0.000 description 18
- 238000000034 method Methods 0.000 description 14
- 235000013361 beverage Nutrition 0.000 description 11
- 229910052782 aluminium Inorganic materials 0.000 description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 230000007306 turnover Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 7
- 238000011144 upstream manufacturing Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 4
- 238000002604 ultrasonography Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2807—Feeding closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/02—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages
- B65B57/08—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages and operating to stop, or to control the speed of, the machine as a whole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/18—Automatic control, checking, warning, or safety devices causing operation of audible or visible alarm signals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/01—Machines characterised by incorporation of means for making the closures before applying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2842—Securing closures on containers
- B65B7/285—Securing closures on containers by deformation of the closure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/26—Applications of control, warning, or safety devices in capping machinery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/26—Applications of control, warning, or safety devices in capping machinery
- B67B3/262—Devices for controlling the caps
- B67B3/265—Devices for controlling the caps presence of a cap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/02—Closing bottles, jars or similar containers by applying caps by applying flanged caps, e.g. crown caps, and securing by deformation of flanges
- B67B3/06—Feeding caps to capping heads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Sealing Of Jars (AREA)
- Closing Of Containers (AREA)
- Measuring Pulse, Heart Rate, Blood Pressure Or Blood Flow (AREA)
- Eye Examination Apparatus (AREA)
Description
また、飲料用容器では、一つの容器の口部は一つのキャップでシールされるが、容器口部にキャップを配置(冠帽)する工程で、容器口部に配置されたキャップに後続するキャップが連行されてしまい、一つの容器に二つのキャップが配置されてしまう場合がある(いわゆる「2連キャップ」の状態:図7、図8参照)。
しかし、図7、図8で示す2連キャップを有効に検出する技術は、未だに提案されていない。
また、2連キャップを撮影出来るようなカメラは高価であり、飲料品の製造コストを高騰化させる要因ともなってしまう。
その他の従来技術として、例えば箱の糊付け不良を検出する技術が提案されているが(特許文献1参照)、係る従来技術では上述した容器の「2連キャップ」を検出することは出来ない。
容器(1)の開口部(1A:口部)がキャップ(2)でシールされた製品の製造ライン(100:製造装置)上において、
容器(1)が移動する経路に沿って近接センサ(3)が設けられており、
当該近接センサ(3)により検知される領域は、正常な状態(2連キャップが生じていない状態)ではキャップ(2)が存在し得ず、一つの容器(1)に二つのキャップ(2)が連続して取り付けられ且つ後続するキャップ(2-1)が容器表面に密着し得る(図7で示すいわゆる「密着型2連キャップ」が生じ得る)領域であり、
当該近接センサ(3)により、二つのキャップ(2)が連続して取り付けられた容器(1)の検出を行うことを特徴としている。
ここで前記近接センサ(3)は、容器(1)が搬送される経路における容器(1)が回転する領域(例えば、カーリング装置20)に設けられているのが好ましい。
そして前記近接センサ(3)は、容器(1)が搬送される経路に沿って、容器(1)の外周寸法と概略同一の範囲内に複数(好ましくは6個)設けられているのが好ましい。
本明細書において、「2連キャップ」なる文言は、一つの容器(1)に二つのキャップ(2)が取り付けられてしまう状態を意味する文言である。
そして「2連キャップ」には、後続のキャップ(2-1)が容器外周に密着してしまう場合(図7で示す状態、密着型2連キャップ)と、後続のキャップ(2-1)が容器外周から離隔して上方にめくれあがってしまう場合(図8で示す状態、めくれ型2連キャップ)との2種類が存在する。
容器(1)の開口部(1A:口部)がキャップ(2)でシールされた製品の製造ライン(100:製造装置)上において、
容器(1)が移動する経路に発信機(4A:例えば投光器)と受信機(4B:例えば受光器)を備えたセンサ(4:例えば透過型センサ)が設けられており、
当該センサ(4)により検知される領域は、正常な状態(2連キャップが生じていない状態)ではキャップ(2)が存在し得ず、一つの容器(1)に二つのキャップ(2)が連続して取り付けられ且つ後続するキャップ(2-1)が容器表面から剥離してめくれ上がる(図8のめくれ型2連キャップが生じた状態)領域であり、
当該センサにより、二つのキャップが連続して取り付けられた容器の検出を行う(いわゆる「めくれ型2連キャップ」を検出する)ことを特徴としている。
また前記センサ(4)は、容器(1)が搬送される経路における容器が回転する領域(例えば、カーリング装置20)か或いは回転動作後の領域(例えば、カーリング装置20よりも下流側の領域)に設けられているのが好ましい。
そして前記センサ(4)は、透過型センサ(例えば透過型ファイバーセンサ)であるのが好ましい。
容器(1)の開口部(1A:口部)がキャップ(2)でシールされた製品の製造ライン(100:製造装置)上において、
容器(1)が移動する経路に沿って近接センサ(3)と、同じ経路内に発信機(4A:例えば投光器)と受信機(4B:例えば受光器)を備えたセンサ(4:例えば透過型センサ)の2種類のセンサを設け、
当該センサ(2種類のセンサ3、4)により検知される領域は、正常な状態(2連キャップが生じていない状態)ではキャップ(2)が存在し得ず、一つの容器(1)に二つのキャップ(2)が連続して取りつけられた場合において、後続するキャップ(2-1)が存在し得る領域であり、
当該センサ(2種類のセンサ3、4)より、二つのキャップが連続して取り付けられた容器(2連キャップになった容器)の検出を行うことを特徴としている。
この場合、前記近接センサ(3)は、容器(1)が搬送される経路における容器(1)が回転する領域(例えば、カーリング装置20)に設けられているのが好ましい。
そして前記近接センサ(3)は、容器(1)が搬送される経路に沿って、容器(1)の外周寸法と概略同一の範囲内に複数(好ましくは6個)設けられているのが好ましい。
また前記センサ(発信機4Aと受信機4Bを備えたセンサ4)は、容器(1)が搬送される経路における容器が回転する領域(例えば、カーリング装置20)か或いは回転動作後の領域(例えば、カーリング装置20よりも下流側の領域)に設けられているのが好ましい。
そして前記センサ(4)は、透過型センサ(例えば透過型ファイバーセンサ)であるのが好ましい。
ただし、照射側機器(4A)と受信側センサ(4B)は容器(1)が搬送されるラインに対して同じ側に配置されており、2連キャップが生じていない正常な状態では照射側機器(4A)から照射されて(光や超音波が)受信側センサ(4B)で受信されないが、一つの容器(1)に二つのキャップ(2)が取り付けられ且つ後続のキャップ(2-1)が容器表面から離隔してめくれ上がった場合(図8のめくれ型2連キャップが生じた場合)には(光や超音波が)当該めくれ上がった後続キャップ(2-1)で反射して受信側センサ(4B)で受信される様に配置することも可能である。
そのため、図7で示す密着型2連キャップが発生している場合には、近接センサ(3)はキャップ(2)が近接したことを検知し、図7で示す密着型2連キャップが発生していることを検知する。
しかし本発明の検出装置(10A)では、容器(1)の経路に沿って、例えば透過型センサ(透光型のファイバセンサ等)の様な発信機(4A:例えば投光器)と受信機(4B:例えば受光器)を備えたセンサ(4)を設けているので、図8の様に後続するキャップ(2-1)がめくれ上がった2連キャップ(いわゆる「めくれ型2連キャップ」)が生じた場合には、容器外周から離隔して上方にめくれ上がった後続キャップ(2-1)がセンサ(4)の発信機(4A)から照射される光等(超音波等も含む)を遮るため、受信機(4B)のセンサが光、超音波等を受信することが出来なくなる。従って、センサ(4)を設けた箇所を容器(1)が通過した際に、照射された光等が受信側センサ(4B)に感知されなければ、図8で示すキャップの容器外周から離隔して上方にめくれ上がった後続キャップ(2-1)が照射された光等を遮ったことを意味しており、図8に示すめくれ上がった状態の2連キャップが生じたことが検出される。
或いは、容器外周から離隔して上方にめくれ上がった後続キャップ(2-1)がセンサ(4)の発信機(4A)から照射される光、超音波等を反射して、受信機(4B)のセンサが反射された光、超音波等を受信する様に構成した場合には、センサ(4)を設けた箇所を容器(1)が通過した際に、照射された光等が受信側センサ(4B)に感知され、図8で示すキャップの容器外周から離隔して上方にめくれ上がった後続キャップ(2-1)が照射された光等を反射したことが検出され、図8に示すめくれ上がった状態の2連キャップが生じたことが検出される。
ここで本発明で用いられるのは近接センサ(3)及び/又は発信機(4A)と受信機(4B)を備えたセンサ(4)であり、カメラを設けて搬送される冠帽後の容器を撮影する必要が無い。そのため、製造ラインにカメラを設置するための機構を別途設ける必要が無い。
また、近接センサ(3)及び/又は発信機(4A)と受信機(4B)を備えたセンサ(4)は、カメラに比較すると遥かに廉価であるため、高額のカメラを用いることに起因するコスト増加を防止出来る。
図1において、本発明の実施形態に係る検出装置10、10A(図1では図示せず)が適用される製造ライン100(製造装置)は、整立機30、充填シール機60、カーリング装置20を有しており、充填シール機60には、カッティングヘッド61が併設されている。また、製造ライン100には、必要に応じて、検査機器や製造機器を設置する。
なお、明確には図示されていないが、整立機30では、容器は開口部(口部)を上方に向けて整列された上、順次、次工程に送り出す機能を有している。
なお、図示の実施形態に係る検出装置10(2連キャップの検出装置)はカーリング装置20に設けられており、検出装置10を含むカーリング装置20については図2以降で詳細に説明する。また、図1において、カーリング装置20を通過した容器1(飲料製品)は、経路70を介して製造装置100からラインオフされる。
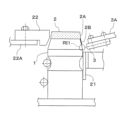
ベルト21は、カーリング装置本体側(図示しない)に取り付けられた複数の駆動輪21Aにより駆動され、矢印Y方向に循環している。一方、カーリングプレート22は、ブラケット22Aによりカーリング装置本体に固定されている。
ベルト21が矢印Y(図2)の方向に循環することにより、ベルト21とカーリングプレート22に挟まれた容器1は図2の矢印Zで示す様に回転し、容器1が回転することにより、カーリングプレート22に当接されたキャップ2の裾部2Aとプルタブ2Bは、全周にわたって、均等に容器1の表面に密着する。
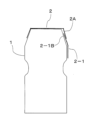
カーリングプレート22における断面B-B(図2参照)が図4(A)で示されており、断面C-Cが図4(B)で示されており、断面D-Dが図4(C)で示されている。図4(A)~(C)においては、カーリングプレート22の断面形状に加えて、容器1のキャップ2を冠帽した部分も表示されている。
図4(A)で示す上流側の断面B-B(図4(A)参照)では、カーリングプレート22はキャップ2の上方端部のみを押圧している。それに対して、図4(B)で示す断面B-Bよりも下流側の断面C-Cでは、カーリングプレート22はプルタブ部2Bを除くキャップ2の裾部2Aを押圧している。図4(C)で示す断面C-Cよりもさらに下流側の断面D-Dでは、カーリングプレート22はプルタブ部2Bをも含めてキャップ2の側部全体を押圧している。
カッティングヘッド61(図1)から供給されたキャップ2を容器1に冠帽する際、アルミ箔から打ち抜かれた状態のキャップ2が容器1の口部1Aに被せられる(冠帽される)。図5(A)で示す様に、通常は、容器1に冠帽される前のキャップ2は、容器1側の最前列のキャップ2のみがバキュームにより(バキューム吸引手段は図示せず)吸引され、落下しない様に保持される。最前列のキャップ2に連続するキャップ2-1、2-2(破線で表示する)は、最前列のキャップ2により容器1側に進行するのを停止される(せき止められる)が、連続するキャップ2-1、2-2は重力により最前列のキャップ2側に付勢されている。なお、図5(A)の段階では、容器1には内容物である飲料が充填されている。
図5(A)で示す様に、容器1に冠帽される以前の段階ではキャップ2は水平方向に対して傾斜した状態で保持されており、容器1が移動する方向(矢印U方向)について、容器1(飲料充填済み)の口部1Aの前縁(図5(A)では左縁)が、水平方向に対して斜めになった状態のキャップ2の最下端の箇所2Cに引っ掛かって、バキュームの保持力に抗してキャップ2を連行する。移動する容器1の口部1Aの前縁がキャップ2の最下端箇所2Cを引っ掛けて連行する結果、キャップ2は図示しないバキューム吸引手段から離隔し、キャップ2の重量により容器1の口部1Aに被される。
最前列のキャップ2が連行されると、後続のキャップ2-1は重力により最前列のキャップの位置まで移動し、図示しないバキューム吸引手段のバキュームで保持される。
最前列のキャップ2が容器1に被せられる際に、例えば後続のキャップ2-1のプルタブ2-1Bが最前列のキャップ2に向かって延在し、キャップ2の下にプルタブ2-1Bが入り込んだ場合には、キャップ2が容器1に冠帽する際に、キャップ2-1がキャップ2に連行されることがある。これにより、いわゆる「2連キャップ」が生じる。また、裾部2Aと容器1の外表面の間には空間があり、同部に後続のキャップ2-1のプルタブ2-1Bが入り込んでしまうため(図5(C)参照)、連続的に生産される中で、後続のキャップ2-1のみを狙って排除することは困難である。
ここで、充填シール機60通過後およびカーリング装置20での容器1の挙動によって、いわゆる「2連キャップ」には2種類のパターンが存在することとなる。「2連キャップ」における2種類のパターンの一方では、図7で示す様に、後続のキャップ2-1が容器1の表面に密着している。2連キャップの他方のパターンでは、図8で示す様に、後続のキャップ2-1が容器1の表面から離隔してめくれ上がっている。
図7で示す状態(2連キャップの後続キャップ2-1が容器1の表面に密着している状態)では、2連キャップが発生していない正常な状態ではキャップ2(裾部2A、プルタブ2B)が存在しない容器1の口部より下方の領域に、後続のキャップ2-1が存在することになる。
一方、図8で示す2連キャップでは、キャップ2の裾部2Aと容器1の外表面の間に後続キャップの2-1のプルタブ2-1Bが入り込んだまま容器の表面に密着している点では図7の2連キャップと同様であるが、後続のキャップ2-1の一部が容器1の上方にめくれ上がり、2連キャップが発生していない正常な状態ではキャップ2が存在しない領域、すなわち容器1の上方の領域まで後続キャップ2-1が延在している。
最初に、図7で示すタイプの2連キャップの検出、いわゆる「密着型2連キャップ」の検出について説明する。
図2において、密着型2連キャップを検出する検出装置10は、カーリング装置20に設けられている。カーリング装置20では、ベルト21とカーリングプレート22により、容器1は矢印Z方向に回転しながら矢印Xの方向に移動する。容器1は矢印Z方向に回転しながら矢印Xの方向に移動する経路において、その両側(図2では上下方向の両側)にベルト21とカーリングプレート22が配置されており、近接センサ3が当該経路に沿った位置に設けられている。
図示の実施形態では近接センサ3は6個設けられており、前記経路の容器移動方向の下流側の領域に配置されている。図2、図3で示す様に、近接センサ3は、ベルト21直近の位置に、ブラケット3Aを介してカーリング装置本体に取り付けられている。図示の実施形態で6個の近接センサ3を配置した理由は後述する。
これに対して密着型2連キャップが存在する場合(図7参照)には、検知領域RI1において、容器1の外表面に後続キャップ2-1の一部が密着している。そのため、密着型2連キャップ(図7)が存在すれば、検知領域RI1において後続するキャップ2-1が容器1表面に密着しており、近接センサ3により検出される。
上述した様に、密着型2連キャップが生じると、正常な状態(密着型2連キャップが存在しない状態)ではキャップ2が存在しない容器1の表面の領域(図3における検出領域RI1)に後続キャップ2-1の一部が密着する(図7参照)。
正常な状態ではキャップ2、2-1が存在しない検査領域RI1に金属であるアルミニウム(キャップ2、2-1はアルミニウム製)が近接した場合に、アルミニウム製の後続キャップ2-1を近接センサ3により検出する。近接センサ3によりアルミニウムの存在が検出されるということは、正常な状態ではキャップ2が存在しない容器1の表面(近接センサ3の検査領域RI1)にキャップ2(後続キャップ2-1)が存在するということであるため、後続キャップ2-1の一部が検査領域RI1に存在することが確認出来るので、密着型2連キャップが生じたと判断される。
図11を参照して後述する様に、密着型2連キャップが検出された場合には、警報その他の必要な処理、手順が実行される。
そのため、近接センサ3を1個のみ設けたのでは、2連キャップの後続キャップ2-1が密着している容器1の円周方向位置によっては、密着型2連キャップ(図7)が発生していても、検査領域RI1に後続キャップ2-1が存在せず、近接センサ3が密着型2連キャップの発生を検出することが出来ない場合が存在する。
発明者の実験によれば、6個の近接センサ3を設け、各近接センサ3が隣接する近接センサ3に対して容器1の中心角60°だけ離隔した円周方向位置を検出する様に配置すれば、図7の密着型2連キャップにおける後続のキャップ2-1が容器1の円周上のどの様な位置に存在しても、確実に検出することが可能であることが判明している。
また、図2において、6個の近接センサ3を設けた領域の上下流方向(図2で左右方向)の寸法Lは、容器1の外周よりも僅かに長い程度に設定されているため、検出漏れのリスクが減少している。
上述した様に、近接センサ3はキャップ2、2-1(アルミニウム製)との距離が短くなければ感知せず、係る距離的な条件が厳しい。そのため、カーリングプレート22側において、密着型2連キャップを検知可能な位置に近接センサ3を配置した場合には、近接センサ3はカーリングプレート22と干渉してしまう。図3を参照すれば明らかな様に、カーリングプレート22側に近接センサ3を配置することは困難である。
そのため図示の実施形態では、近接センサ3は、容器1の進行経路についてカーリングプレート22側には配置せず、カーリングプレート22の反対側のベルト21側に設けられている。
換言すれば、近接センサによる「密着型2連キャップ」の検知は、適切な種類の近接センサを選定することで、図示の実施形態のキャップ2とは異なる素材のキャップについても適用可能である。ただし、検知するべきキャップを構成する素材と容器の材質とが異なっている必要がある。
そのため、図示の実施形態では、図8で示す「めくれ型2連キャップ」は透過型センサ4(発信機4Aと受信機4Bを備えたセンサの一例)により検出される。
上述した通り、2連キャップには密着型2連キャップ及びめくれ型2連キャップの2種類があるが、図示の実施形態において、密着型2連キャップの検出装置を符号「10」で表現し、めくれ型2連キャップの検出装置を符号「10A」で表現している。図示の実施形態では、密着型2連キャップの検出装置10及びめくれ型2連キャップの検出装置10Aの双方を備えている。
図2、図9に示す様に、透過型センサ4は照射側機器4A(例えば投光器)と受信側センサ4B(例えば受光器)を備えており、投光器4Aと受光器4Bは容器1が搬送される経路を挟んで両側に配置されている。
図示の実施形態では、投光器4Aから受光器4Bに光LTを照射する。めくれ型2連キャップが生じた場合には、投光器4Aから受光器4Bに照射された照射光LTをめくれ上がった後続キャップ2-1が遮るため、受光器4Bは照射光LTを受光しない。それにより、透過型センサ4はめくれ型2連キャップの発生を検出する。
図9において、透過型センサ4の照射光LTによる検知領域RI2は、通過する容器1におけるキャップ2の口部より上方の領域である。
そのため、めくれ型2連キャップが生じていない正常な状態では、検知領域RI2には後続キャップ2-1が存在せず、投光器4Aから照射された照射光LTは遮断させることなく受光器4Bにより受信される。これにより、めくれ型2連キャップが生じていないことが判断できる。
換言すれば、図示の実施形態において、検知領域RI2は、めくれ型2連キャップが生じていない正常な状態では照射光LTが遮られることなく進行するが、めくれ型2連キャップが生じた状態では後続するキャップ2-1により照射光LTが遮られてしまう領域である。
図11を参照して後述する様に、めくれ型2連キャップが検出された場合には、警報その他の必要な処理、手順が実行される。
ただし、投光器4Aと受光器4Bを、容器1の経路に対して同一の側に配置させることも可能である。例えば、受光器4Bを後続キャップ2-1により反射された照射光LTを受光可能な位置に配置すれば、めくれ型2連キャップが生じていない正常な状態では、投光器4Aから照射された照射光LTは受光器4Bで受信されないが、めくれ上がっためくれ型2連キャップが存在する場合には、投光器4Aからの照射光LTがめくれ上がった後続キャップ2-1で反射されて受光器4Bで検知される。それにより、めくれ型2連キャップの発生を検出することが出来る。
ただし、めくれ型2連キャップにおいてはめくれ上がった後続キャップ2-1の大きさ、位置、角度、形状等が千変万化なので、めくれ型2連キャップの検出精度を向上するためには、めくれ上がった後続キャップ2-1によって反射された光が確実に受光器4Bにより受光される様に、受光器4Bを配置する必要がある。
ただし、透過型センサ4を近接センサ3の上流側に配置することも出来る。
図10において、透過型センサ4は容器1の移動する経路において上流側(図10で左側)に配置されており、近接センサ3は透過型センサ4の下流側に配置されている。図10で示す様に透過型センサ4を近接センサ3の上流側に配置しても、図2の場合と同様の作用効果を奏する。
ただし、近接センサ3は、容器1に密着したタイプの2連キャップである「密着型2連キャップ」を検出するためには、ベルト21とカーリングプレート22の組合せの様に容器を回転させる機構と組み合わせることが好ましい。また、カーリング装置20以外の箇所に近接センサ3を設ける場合は、近接センサ3の設置数は、上述した様に、6個の近接センサ3を設けるのに限らない。
一方、透過型センサ4は、めくれ上がったタイプの2連キャップである「めくれ型2連キャップ」を検出するためには、別途組み合わせるべき機構は存在しないが、検査時点ではめくれ上がりが完了している必要があるため、カーリング装置20等の回転機構を通過中または通過後に設置することが好ましい。
図11において、ステップS1では、近接センサ3(図2、図3)により、移動する容器1(図2)の外表面に密着した2連キャップ(図7の密着型2連キャップ)が検出されたか否かを判断する。
近接センサ3の検査領域RI1(図3、正常な状態ではキャップ2が存在しない領域である)においてキャップ2(後続キャップ2-1)が検出されれば、容器1に密着型2連キャップが生じている(検出された)と判断され(ステップS1がYes)、検査領域RI1にキャップ2が検出されなければ、容器1に密着型2連キャップは生じておらず(検出されず)、密着型2連キャップは生じていないと判断される(ステップS1がNo)。
密着型2連キャップが検出された場合(ステップS1が「Yes」)はステップS3に進み、密着型2連キャップが検出されない場合(ステップS1が「No」)はステップS2に進む。
透過型センサ4の検査領域RI2(図9、正常な状態ではキャップ2が存在しない領域である)においてキャップ2(容器表面から離隔してめくれ上がった後続キャップ2-1)が検出されれば、容器1にめくれ型2連キャップが生じている(検出された)と判断され(ステップS2がYes)、検査領域RI2にキャップ2が検出されなければ、容器1にめくれ型2連キャップは生じておらず(検出されず)、めくれ型2連キャップは生じていないと判断される(ステップS2が「No」)。
ステップS2の判断の結果、めくれ型2連キャップが検出された場合(ステップS2が「Yes」)はステップS3に進み、めくれ型2連キャップが検出されない場合(ステップS2が「No」)はステップS4に進む。
そして、2連キャップ(密着型2連キャップ或いはめくれ型2連キャップ)が検出された場合に必要な処理、例えば、警報装置の作動、製造装置100(図1)の稼働の一時停止、2連キャップが生じた容器の排除等を行うと共に、2連キャップの原因の究明及び対策を実行する。
ステップS3、ステップS4が終了したら、ステップS1に戻り、後続の容器1に対して同様の処理を実行する。
ここで、図11で示す手順において、ステップS1とステップS2を逆に実行することが出来ると共に、ステップS1とステップS2を同時に実行することも出来る。
また、近接センサ3の配置に際し、容器1の移動経路の長手方向の領域に、近接センサ3を容器1の外周寸法と概略同一の範囲内に6個(複数)設け、隣接する近接センサ3との距離を、容器1の円周方向における中心角60°の範囲と同等になる様に配置して、回転する容器1の円周方向を等間隔に検査している。そのため、密着型2連キャップにおいて後続のキャップ2-1が容器1の円周上のどの位置に存在しても、確実に検出することが出来る。
そのため、透過型センサ4を設けた箇所を容器1が通過した際に、照射された光等が受信側4Bに感知されない場合には、容器外周から離隔して上方にめくれ上がった後続キャップ2-1が検査領域RI2を通過して照射された光等を遮っているので、めくれ型2連キャップが生じたことが検出される。
ここで、検出装置10、10Aにはそれぞれ近接センサ3と透過型センサ4は設けられているが、カメラは設けられておらず、搬送される冠帽後の容器を撮影することは必要ではない。そのため、製造ラインにカメラを設置するための機構を別途設ける必要が無い。
また、近接センサ3と透過型センサ4はカメラに比較すると遥かに廉価であるため、高額なカメラを設けることに比較して、製造ライン全体のコストを低減することが出来る。
1A・・・開口部
2・・・キャップ
3・・・近接センサ
4・・・透過型センサ
4A・・・投光器(照射側機器)
4B・・・受光器(受信側センサ)
20・・・カーリング装置
10、10A・・・検出装置
100・・・製造装置
Claims (11)
- 容器の開口部がキャップでシールされた製品の製造ライン上において、
容器が移動する経路に沿って近接センサが設けられており、
当該近接センサにより検知される領域は、正常な状態ではキャップが存在し得ず、一つの容器に二つのキャップが連続して取り付けられ且つ後続するキャップが容器表面に密着し得る領域であり、
当該近接センサにより、二つのキャップが連続して取り付けられた容器の検出を行う2連キャップ検出装置。 - 前記近接センサは、容器が搬送される経路における容器が回転する領域に設けられている請求項1に記載の2連キャップ検出装置。
- 前記近接センサは、容器が搬送される経路に沿って、容器の外周寸法と概略同一の範囲内に複数設けられている請求項1または2に記載の2連キャップ検出装置。
- 容器の開口部がキャップでシールされた製品の製造ライン上において、
容器が移動する経路に発信機と受信機を備えたセンサが設けられており、
当該センサにより検知される領域は、正常な状態ではキャップが存在し得ず、一つの容器に二つのキャップが連続して取り付けられ且つ後続するキャップが容器表面から離隔してめくれ上がる領域であり、
当該センサにより、二つのキャップが連続して取り付けられた容器の検出を行う2連キャップ検出装置。 - 前記センサは、容器が搬送される経路における容器が回転する領域か回転動作後の領域に設けられている請求項4に記載の2連キャップ検出装置。
- 前記センサは、透過型センサである請求項4または5に記載の2連キャップ検出装置。
- 容器の開口部がキャップでシールされた製品の製造ライン上において、
容器が移動する経路に沿って近接センサと、同じ経路内に発信機と受信機を備えたセンサの2種類のセンサを設け、
前記近接センサにより検知される領域は、正常な状態ではキャップが存在し得ず、一つの容器に二つのキャップが連続して取り付けられ且つ後続するキャップが容器表面に密着し得る領域であり、
前記発信機と受信機を備えたセンサにより検知される領域は、正常な状態ではキャップが存在し得ず、一つの容器に二つのキャップが連続して取り付けられ且つ後続するキャップが容器表面から離隔してめくれ上がる領域であり、
前記近接センサ及び/又は前記発信機と受信機を備えたセンサにより、二つのキャップが連続して取り付けられた容器の検出を行う2連キャップ検出装置。 - 前記近接センサは、容器が搬送される経路における容器が回転する領域に設けられている請求項7に記載の2連キャップ検出装置。
- 前記近接センサは、容器が搬送される経路に沿って、容器の外周寸法と概略同一の範囲内に複数設けられている請求項7または8に記載の2連キャップ検出装置。
- 前記発信機と受信機を備えたセンサは、容器が搬送される経路における容器が回転する領域か回転動作後の領域に設けられている請求項7~9のいずれか1項に記載の2連キャップ検出装置。
- 前記発信機と受信機を備えたセンサは、透過型センサであることを特徴とする請求項7~10のいずれか1項に記載の2連キャップ検出装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020014395 | 2020-01-31 | ||
| JP2020014395 | 2020-01-31 | ||
| PCT/JP2021/003154 WO2021153715A1 (ja) | 2020-01-31 | 2021-01-29 | 検出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021153715A1 JPWO2021153715A1 (ja) | 2021-08-05 |
| JP7519637B2 true JP7519637B2 (ja) | 2024-07-22 |
Family
ID=77078387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021574138A Active JP7519637B2 (ja) | 2020-01-31 | 2021-01-29 | 検出装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230072273A1 (ja) |
| EP (1) | EP4098570A4 (ja) |
| JP (1) | JP7519637B2 (ja) |
| CN (1) | CN115298095A (ja) |
| AU (1) | AU2021214348A1 (ja) |
| TW (1) | TW202140336A (ja) |
| WO (1) | WO2021153715A1 (ja) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61127404A (ja) * | 1984-11-20 | 1986-06-14 | 大阪機工株式会社 | カツプ充填機に於けるシ−ル供給装置 |
| JPH02140601A (ja) * | 1988-11-21 | 1990-05-30 | Morinaga Milk Ind Co Ltd | 2物体の重畳状態のずれを検出する方法及びその装置 |
| JPH05180621A (ja) * | 1991-12-27 | 1993-07-23 | Fuji Facom Corp | 瓶口天面シールの検査装置 |
| JP2987394B2 (ja) * | 1992-03-30 | 1999-12-06 | 株式会社山文電気 | 容器上面シールの検査装置 |
| JPH0640408A (ja) * | 1992-07-14 | 1994-02-15 | Sanyuu:Kk | 有蓋容器の蓋部自動密閉装置 |
| US5387171A (en) | 1994-01-14 | 1995-02-07 | National Barbell Supply, Inc. | Variable resistance band exercise machine |
| JP3033039B2 (ja) * | 1997-02-20 | 2000-04-17 | 株式会社ヤクルト本社 | 製品容器におけるキャップのシールチェッカ |
| US7832181B2 (en) * | 2008-11-07 | 2010-11-16 | Delkor Systems, Inc. | Detection system |
| JP6283584B2 (ja) * | 2014-08-06 | 2018-02-21 | 澁谷工業株式会社 | 物品振分け装置 |
| DE102015211317B4 (de) * | 2015-06-19 | 2021-04-01 | Krones Ag | Inspektionsverfahren und -vorrichtung zur Verschlusskontrolle von Behältern |
-
2021
- 2021-01-29 TW TW110103394A patent/TW202140336A/zh unknown
- 2021-01-29 US US17/795,820 patent/US20230072273A1/en active Pending
- 2021-01-29 WO PCT/JP2021/003154 patent/WO2021153715A1/ja unknown
- 2021-01-29 JP JP2021574138A patent/JP7519637B2/ja active Active
- 2021-01-29 AU AU2021214348A patent/AU2021214348A1/en active Pending
- 2021-01-29 CN CN202180012197.9A patent/CN115298095A/zh active Pending
- 2021-01-29 EP EP21747643.1A patent/EP4098570A4/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN115298095A (zh) | 2022-11-04 |
| JPWO2021153715A1 (ja) | 2021-08-05 |
| EP4098570A4 (en) | 2024-05-22 |
| WO2021153715A1 (ja) | 2021-08-05 |
| TW202140336A (zh) | 2021-11-01 |
| EP4098570A1 (en) | 2022-12-07 |
| AU2021214348A1 (en) | 2022-08-25 |
| US20230072273A1 (en) | 2023-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3209571B2 (en) | Machine and method for orienting containers | |
| US20070127018A1 (en) | Inspection machine | |
| CN111033241B (zh) | 外观检查装置和泡罩包装机 | |
| JP6298033B2 (ja) | 外観検査装置 | |
| JP6250644B2 (ja) | 空ビンを検査するための方法及び設備 | |
| JP5052403B2 (ja) | ガラス容器の検査機 | |
| JP6397836B2 (ja) | ピックアップ装置及びブリスタ包装機 | |
| JP6411599B1 (ja) | ブリスター包装機 | |
| JP5357203B2 (ja) | 錠剤検査装置及びptp包装機 | |
| JPWO2018025852A1 (ja) | 薬剤分包装置 | |
| JP6613353B2 (ja) | 外観検査装置及びブリスター包装機 | |
| JP2016043970A (ja) | Ptp包装機 | |
| JP7519637B2 (ja) | 検出装置 | |
| JP5633005B2 (ja) | 異物検査装置 | |
| JP5754637B2 (ja) | ボトルの密封検査装置 | |
| WO2022044677A1 (ja) | シート状部材の製造方法 | |
| JP2012145522A (ja) | 錠剤検査装置及びptp包装機 | |
| JP4324022B2 (ja) | 容器検査装置 | |
| JP5159237B2 (ja) | ガラス容器を検査する装置 | |
| JP4551856B2 (ja) | シュリンク包装不良検出装置 | |
| JP2018105652A (ja) | シール材の位置ズレ検査装置および検査方法 | |
| JP6094090B2 (ja) | リジェクト装置 | |
| JP2000193599A (ja) | ラベルの破れ検出装置 | |
| JP7542022B2 (ja) | ブリスタ包装機 | |
| JP2015081838A (ja) | 凹み缶・座屈缶検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20220913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221024 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240228 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7519637 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |