JP7439690B2 - 圧縮機、圧縮機の製造方法 - Google Patents
圧縮機、圧縮機の製造方法 Download PDFInfo
- Publication number
- JP7439690B2 JP7439690B2 JP2020133286A JP2020133286A JP7439690B2 JP 7439690 B2 JP7439690 B2 JP 7439690B2 JP 2020133286 A JP2020133286 A JP 2020133286A JP 2020133286 A JP2020133286 A JP 2020133286A JP 7439690 B2 JP7439690 B2 JP 7439690B2
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- compression mechanism
- sub
- bearing member
- housing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 230000006835 compression Effects 0.000 claims description 117
- 238000007906 compression Methods 0.000 claims description 117
- 238000003780 insertion Methods 0.000 claims description 36
- 230000037431 insertion Effects 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 17
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 239000012530 fluid Substances 0.000 claims description 10
- 239000003507 refrigerant Substances 0.000 description 26
- 239000003921 oil Substances 0.000 description 21
- 230000000052 comparative effect Effects 0.000 description 9
- 238000005057 refrigeration Methods 0.000 description 9
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 239000010687 lubricating oil Substances 0.000 description 7
- 238000003754 machining Methods 0.000 description 7
- 239000000470 constituent Substances 0.000 description 6
- 229910000838 Al alloy Inorganic materials 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 239000001569 carbon dioxide Substances 0.000 description 4
- 230000001186 cumulative effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 235000014676 Phragmites communis Nutrition 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000010349 pulsation Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0215—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form where only one member is moving
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C23/00—Combinations of two or more pumps, each being of rotary-piston or oscillating-piston type, specially adapted for elastic fluids; Pumping installations specially adapted for elastic fluids; Multi-stage pumps specially adapted for elastic fluids
- F04C23/008—Hermetic pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C29/00—Component parts, details or accessories of pumps or pumping installations, not provided for in groups F04C18/00 - F04C28/00
- F04C29/0042—Driving elements, brakes, couplings, transmissions specially adapted for pumps
- F04C29/005—Means for transmitting movement from the prime mover to driven parts of the pump, e.g. clutches, couplings, transmissions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/60—Assembly methods
- F04C2230/603—Centering; Aligning
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/30—Casings or housings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/50—Bearings
- F04C2240/52—Bearings for assemblies with supports on both sides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/60—Shafts
Description
圧縮機であって、
流体を圧縮する圧縮機構部(30)と、
圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
電動機部が出力する駆動力を圧縮機構部に伝達する駆動軸(14)と、
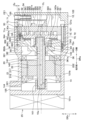
圧縮機構部、電動機部、および駆動軸を収容するハウジング(12)と、を備え、
ハウジングは、駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
駆動軸における軸方向の一方側は、圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
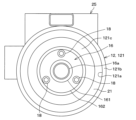
駆動軸における軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
主軸受部材を含む圧縮機構部は、第1ハウジング部の筒状部分(121b)の内側に配置され、
副軸受部材は、第1ハウジング部とは別体で構成されるとともに、第1ハウジング部の底部分(121c)の底面に対して締結ボルト(18)によって固定されており、
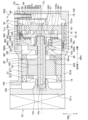
さらに、副軸受の軸心と筒状部分のうち圧縮機構部が挿入される挿入部位の内周面(83)の軸心とを合わせる副軸受調心構造(93、94)を備える。
請求項1に記載の発明は、副軸受調心構造が、第1ハウジング部および副軸受部材の一方に形成された凹部(93b)に第1ハウジング部および副軸受部材の他方に形成された凸部(93a)を嵌め込んで副軸受部材を位置決めする嵌合構造(93)を含んでいる。
請求項2に記載の発明は、副軸受調心構造が、底部分に形成された底壁孔(94a)および副軸受部材に形成された副軸受側孔(94b)それぞれに共通の位置決めピン(94c)を嵌め込んで副軸受部材を位置決めするピン嵌合構造(94)を含んでいる。
請求項3に記載の発明は、副軸受部材が、副軸受の内周面および筒状部分のうち圧縮機構部が挿入される挿入部位の内周面それぞれに嵌合可能な調心治具(95)によって副軸受の軸心と挿入部位の軸心とを合わせた状態で底部分の底面に固定される。
流体を圧縮する圧縮機構部(30)と、
圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
電動機部が出力する駆動力を圧縮機構部に伝達する駆動軸(14)と、
圧縮機構部、電動機部、および駆動軸を収容するハウジング(12)と、を備え、
ハウジングは、駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
駆動軸における軸方向の一方側は、圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
駆動軸における軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
主軸受部材を含む圧縮機構部は、第1ハウジング部の筒状部分(121b)の内側に配置され、
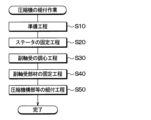
副軸受部材は、第1ハウジング部とは別体で構成される圧縮機の製造方法であって、
副軸受の軸心と筒状部分のうち圧縮機構部が挿入される挿入部位の内周面の軸心とを合わせることと、
副軸受の軸心と挿入部位の内周面の軸心とを合わせた状態で副軸受部材を第1ハウジング部の底部の内面に固定することと、を含み、
副軸受の内周面および挿入部位の内周面それぞれに調心治具(95)を嵌合させることで、副軸受の軸心と挿入部位の内周面の軸心とを合わせる。
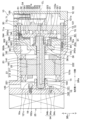
本実施形態について、図1~図5を参照して説明する。本実施形態では、本開示の圧縮機10を、車両用空調装置を構成する冷凍サイクル装置の車載用圧縮機に適用した例を説明する。
上述の第1実施形態では、圧縮機10の各構成部品および各種構造等を具体的に説明したが、圧縮機10は、上述したものに限定されることなく、例えば、以下のように種々変形可能である。なお、以下の変形例は、第1実施形態に限ったものではなく、第1実施形態以外の実施形態においても同様に適用可能である。
次に、第2実施形態について、図7を参照して説明する。本実施形態では、第1実施形態と異なる部分について主に説明する。
副軸受調心構造がピン嵌合構造94を含んでいる。これによると、第1ハウジング部121の第2内周面83の軸心に対する副軸受16aの軸心の軸ズレを抑制するとともに、位置決めピン94cによって副軸受部材16の回転方向の位置決めもできる。この結果、副軸受部材16の締結ボルト18の挿入孔162aと底部121cに形成されたネジ孔との位置合わせが容易になるので、第1ハウジング部121に対する副軸受部材16の組付性を充分に確保することができる。
上述の第2実施形態では、副軸受調心構造がピン嵌合構造94で構成されているものを例示したが、副軸受調心構造は、これに限らず、例えば、インロー嵌合構造93およびピン嵌合構造94それぞれが含まれていてもよい。
次に、第3実施形態について、図8~図10を参照して説明する。本実施形態では、第2実施形態と異なる部分について主に説明する。
上述の実施形態では、調心治具95の具体的な形状および構造について説明したが、調心治具95は、これに限定されない。調心治具95は、副軸受16aの内周面の軸心と筒部121bの第2内周面83の軸心とを合わせることが可能なものであれば、第3実施形態とは異なるものであってもよい。また、調心治具95は、単体ではなく、他の設備の一部として構成されていてもよい。
以上、本開示の代表的な実施形態について説明したが、本開示は、上述の実施形態に限定されない。本開示は、例えば、以下のように種々変形可能である。
上述の実施形態の一部または全部で示された第1の観点によれば、圧縮機は、圧縮機構部と、電動機部と、駆動軸と、ハウジングと、を備える。ハウジングは、駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部と、第1ハウジング部の開口を覆う第2ハウジング部とを含む。駆動軸は、軸方向の一方側が主軸受部材に一体的に形成または固定される主軸受によって回転可能に支持され、軸方向の他方側が副軸受部材のうち胴部の内側に一体的に形成または固定される副軸受によって回転可能に支持される。主軸受部材を含む圧縮機構部は、第1ハウジング部の筒状部分の内側に配置される。副軸受部材は、第1ハウジング部とは別体で構成されるとともに、第1ハウジング部の底部分の底面に固定されている。これによると、ハウジングから副軸受部材を取り外した状態で副軸受の内周面を加工することできるので、専用の設備を導入することなく、副軸受の内周面を精度よく加工することが可能となる。すなわち、副軸受の研磨加工を副軸受部材の状態で行なうことができるため、研磨砥石の軸長さを長くする必要がなく、副軸受の研磨精度を比較的安価な汎用設備でも高精度を確保することができる。
121b 筒部
121c 底部
14 駆動軸
16 副軸受部材
16a 副軸受
20 電動機部
30 圧縮機構部
36 主軸受部材
361a 主軸受
Claims (9)
- 圧縮機であって、
流体を圧縮する圧縮機構部(30)と、
前記圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
前記電動機部が出力する駆動力を前記圧縮機構部に伝達する駆動軸(14)と、
前記圧縮機構部、前記電動機部、および前記駆動軸を収容するハウジング(12)と、を備え、
前記ハウジングは、前記駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、前記第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
前記駆動軸における前記軸方向の一方側は、前記圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
前記駆動軸における前記軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち前記胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
前記主軸受部材を含む前記圧縮機構部は、前記第1ハウジング部の筒状部分(121b)の内側に配置され、
前記副軸受部材は、前記第1ハウジング部とは別体で構成されるとともに、前記第1ハウジング部の底部分(121c)の底面に対して締結ボルト(18)によって固定されており、
さらに、前記副軸受の軸心と前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面(83)の軸心とを合わせる副軸受調心構造(93、94)を備え、
前記副軸受調心構造は、前記第1ハウジング部および前記副軸受部材の一方に形成された凹部(93b)に前記第1ハウジング部および前記副軸受部材の他方に形成された凸部(93a)を嵌め込んで前記副軸受部材を位置決めする嵌合構造(93)を含んでいる、圧縮機。 - 圧縮機であって、
流体を圧縮する圧縮機構部(30)と、
前記圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
前記電動機部が出力する駆動力を前記圧縮機構部に伝達する駆動軸(14)と、
前記圧縮機構部、前記電動機部、および前記駆動軸を収容するハウジング(12)と、を備え、
前記ハウジングは、前記駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、前記第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
前記駆動軸における前記軸方向の一方側は、前記圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
前記駆動軸における前記軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち前記胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
前記主軸受部材を含む前記圧縮機構部は、前記第1ハウジング部の筒状部分(121b)の内側に配置され、
前記副軸受部材は、前記第1ハウジング部とは別体で構成されるとともに、前記第1ハウジング部の底部分(121c)の底面に対して締結ボルト(18)によって固定されており、
さらに、前記副軸受の軸心と前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面(83)の軸心とを合わせる副軸受調心構造(93、94)を備え、
前記副軸受調心構造は、前記底部分に形成された底壁孔(94a)および前記副軸受部材に形成された副軸受側孔(94b)それぞれに共通の位置決めピン(94c)を嵌め込んで前記副軸受部材を位置決めするピン嵌合構造(94)を含んでいる、圧縮機。 - 圧縮機であって、
流体を圧縮する圧縮機構部(30)と、
前記圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
前記電動機部が出力する駆動力を前記圧縮機構部に伝達する駆動軸(14)と、
前記圧縮機構部、前記電動機部、および前記駆動軸を収容するハウジング(12)と、を備え、
前記ハウジングは、前記駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、前記第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
前記駆動軸における前記軸方向の一方側は、前記圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
前記駆動軸における前記軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち前記胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
前記主軸受部材を含む前記圧縮機構部は、前記第1ハウジング部の筒状部分(121b)の内側に配置され、
前記副軸受部材は、前記第1ハウジング部とは別体で構成されるとともに、前記第1ハウジング部の底部分(121c)の底面に対して締結ボルト(18)によって固定されており、
さらに、前記副軸受の軸心と前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面(83)の軸心とを合わせる副軸受調心構造(93、94)を備え、
前記副軸受部材は、前記副軸受の内周面および前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面それぞれに嵌合可能な調心治具(95)によって前記副軸受の軸心と前記挿入部位の軸心とを合わせた状態で前記底部分の底面に固定される、圧縮機。 - 前記主軸受の軸心と前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面の軸心とを合わせる主軸受調心構造(91、92)を備える請求項1ないし3のいずれか1つに記載の圧縮機。
- 前記主軸受調心構造は、前記挿入部位の内周面に前記圧縮機構部の外周を嵌め込んで前記主軸受部材を位置決めする嵌合構造(91)を含んでいる請求項4に記載の圧縮機。
- 前記主軸受調心構造は、前記第1ハウジング部に形成されたハウジング孔(92a)および前記主軸受部材に形成された主軸受側孔(92b)それぞれに共通の位置決めピン(92c)を嵌め込んで前記主軸受部材を位置決めするピン嵌合構造(92)を含んでいる請求項4または5に記載の圧縮機。
- 前記主軸受および前記副軸受は、少なくとも一方が滑り軸受で構成されている請求項1ないし6のいずれか1つに記載の圧縮機。
- 前記圧縮機構部は、前記第1ハウジング部に固定される固定スクロール(32)および前記駆動軸の回転によって旋回運動する際に前記固定スクロールと噛み合うことで流体を圧縮する旋回スクロール(34)を含んでいる請求項1ないし7のいずれか1つに記載の圧縮機。
- 流体を圧縮する圧縮機構部(30)と、
前記圧縮機構部を駆動する駆動力を出力する電動機部(20)と、
前記電動機部が出力する駆動力を前記圧縮機構部に伝達する駆動軸(14)と、
前記圧縮機構部、前記電動機部、および前記駆動軸を収容するハウジング(12)と、を備え、
前記ハウジングは、前記駆動軸の軸方向の一方側が開口する有底筒形状の第1ハウジング部(121)と、前記第1ハウジング部の開口を覆う第2ハウジング部(122)とを含み、
前記駆動軸における前記軸方向の一方側は、前記圧縮機構部の一部を構成する主軸受部材(36)に一体的に形成または固定される主軸受(361a)によって回転可能に支持され、
前記駆動軸における前記軸方向の他方側は、筒形状の胴部(161)を含む副軸受部材(16)のうち前記胴部の内側に一体的に形成または固定される副軸受(16a)によって回転可能に支持され、
前記主軸受部材を含む前記圧縮機構部は、前記第1ハウジング部の筒状部分(121b)の内側に配置され、
前記副軸受部材は、前記第1ハウジング部とは別体で構成される圧縮機の製造方法であって、
前記副軸受の軸心と前記筒状部分のうち前記圧縮機構部が挿入される挿入部位の内周面の軸心とを合わせることと、
前記副軸受の軸心と前記挿入部位の内周面の軸心とを合わせた状態で前記副軸受部材を前記第1ハウジング部の底部の内面に固定することと、を含み、
前記副軸受の内周面および前記挿入部位の内周面それぞれに調心治具(95)を嵌合させることで、前記副軸受の軸心と前記挿入部位の内周面の軸心とを合わせる、圧縮機の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020133286A JP7439690B2 (ja) | 2020-08-05 | 2020-08-05 | 圧縮機、圧縮機の製造方法 |
| DE112021004193.2T DE112021004193T5 (de) | 2020-08-05 | 2021-07-09 | Verdichter und Verfahren zum Herstellen eines Verdichters |
| CN202180058063.0A CN116097001A (zh) | 2020-08-05 | 2021-07-09 | 压缩机、压缩机的制造方法 |
| PCT/JP2021/026024 WO2022030185A1 (ja) | 2020-08-05 | 2021-07-09 | 圧縮機、圧縮機の製造方法 |
| US18/157,261 US20230151813A1 (en) | 2020-08-05 | 2023-01-20 | Compressor and method for manufacturing compressor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020133286A JP7439690B2 (ja) | 2020-08-05 | 2020-08-05 | 圧縮機、圧縮機の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2022029784A JP2022029784A (ja) | 2022-02-18 |
| JP2022029784A5 JP2022029784A5 (ja) | 2023-01-19 |
| JP7439690B2 true JP7439690B2 (ja) | 2024-02-28 |
Family
ID=80117921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020133286A Active JP7439690B2 (ja) | 2020-08-05 | 2020-08-05 | 圧縮機、圧縮機の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230151813A1 (ja) |
| JP (1) | JP7439690B2 (ja) |
| CN (1) | CN116097001A (ja) |
| DE (1) | DE112021004193T5 (ja) |
| WO (1) | WO2022030185A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022120679A1 (de) * | 2022-08-16 | 2024-02-22 | Bitzer Kühlmaschinenbau Gmbh | Scrollmaschine und Kälteanlage |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6247909B1 (en) | 1999-08-18 | 2001-06-19 | Scroll Technologies | Bearing assembly for sealed compressor |
| JP2019183832A (ja) | 2018-03-30 | 2019-10-24 | 株式会社豊田自動織機 | スクロール型圧縮機 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62186084A (ja) * | 1986-02-12 | 1987-08-14 | Mitsubishi Electric Corp | スクロ−ル圧縮機 |
| JP2697278B2 (ja) * | 1990-10-05 | 1998-01-14 | 三菱電機株式会社 | スクロール圧縮機の製造方法 |
| JP7119721B2 (ja) * | 2018-07-31 | 2022-08-17 | 株式会社デンソー | 圧縮機 |
| JP7180443B2 (ja) | 2019-02-21 | 2022-11-30 | コベルコ建機株式会社 | 作業機械 |
-
2020
- 2020-08-05 JP JP2020133286A patent/JP7439690B2/ja active Active
-
2021
- 2021-07-09 WO PCT/JP2021/026024 patent/WO2022030185A1/ja active Application Filing
- 2021-07-09 DE DE112021004193.2T patent/DE112021004193T5/de active Pending
- 2021-07-09 CN CN202180058063.0A patent/CN116097001A/zh active Pending
-
2023
- 2023-01-20 US US18/157,261 patent/US20230151813A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6247909B1 (en) | 1999-08-18 | 2001-06-19 | Scroll Technologies | Bearing assembly for sealed compressor |
| JP2019183832A (ja) | 2018-03-30 | 2019-10-24 | 株式会社豊田自動織機 | スクロール型圧縮機 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230151813A1 (en) | 2023-05-18 |
| CN116097001A (zh) | 2023-05-09 |
| DE112021004193T5 (de) | 2023-06-29 |
| JP2022029784A (ja) | 2022-02-18 |
| WO2022030185A1 (ja) | 2022-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6439867B1 (en) | Scroll compressor having a clearance for the oldham coupling | |
| KR20010078226A (ko) | 스크롤 압축기 | |
| JPH0472486A (ja) | スクロール圧縮機 | |
| US6318982B1 (en) | Scroll-type compressor | |
| EP3663583B1 (en) | Scroll compressor | |
| WO2014155546A1 (ja) | スクロール圧縮機 | |
| JP7439690B2 (ja) | 圧縮機、圧縮機の製造方法 | |
| EP2236829B1 (en) | Sealed-type scroll compressor | |
| JP3858762B2 (ja) | スライドブッシュ及びスクロール型流体機械 | |
| US20060045784A1 (en) | Motor compressor lubrication | |
| EP3567212A1 (en) | Compressor having oldham's ring | |
| JP7119721B2 (ja) | 圧縮機 | |
| US20220112896A1 (en) | Oldham coupling in co-rotating scroll compressors | |
| US5791885A (en) | Scroll compressor having positioning means for axially movable non-orbiting scroll | |
| WO2024085064A1 (ja) | 電動圧縮機 | |
| JPH02140481A (ja) | スクロール流体機械の組付け方法 | |
| JP4415178B2 (ja) | スクロール流体機械及びその組立方法 | |
| JP5430208B2 (ja) | 密閉型流体機械 | |
| JP2024061302A (ja) | 電動圧縮機 | |
| EP4212726A1 (en) | Scroll compressor | |
| EP3705723B1 (en) | Scroll compressor | |
| US20240133379A1 (en) | Scroll compressor | |
| JP3858580B2 (ja) | 密閉型電動圧縮機 | |
| JP3876670B2 (ja) | 密閉型圧縮機の製造方法 | |
| JP2010053844A (ja) | スクロール式流体機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240129 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7439690 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |