JP7424723B2 - 機能紙 - Google Patents
機能紙 Download PDFInfo
- Publication number
- JP7424723B2 JP7424723B2 JP2020094825A JP2020094825A JP7424723B2 JP 7424723 B2 JP7424723 B2 JP 7424723B2 JP 2020094825 A JP2020094825 A JP 2020094825A JP 2020094825 A JP2020094825 A JP 2020094825A JP 7424723 B2 JP7424723 B2 JP 7424723B2
- Authority
- JP
- Japan
- Prior art keywords
- paper
- mass
- functional paper
- functional
- pulp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000123 paper Substances 0.000 claims description 193
- 239000011347 resin Substances 0.000 claims description 86
- 229920005989 resin Polymers 0.000 claims description 86
- 229920000768 polyamine Polymers 0.000 claims description 55
- 239000011247 coating layer Substances 0.000 claims description 50
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 40
- 239000002655 kraft paper Substances 0.000 claims description 35
- 239000003795 chemical substances by application Substances 0.000 claims description 26
- 239000000463 material Substances 0.000 claims description 22
- 239000005995 Aluminium silicate Substances 0.000 claims description 21
- 235000012211 aluminium silicate Nutrition 0.000 claims description 21
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 claims description 21
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 20
- 239000011122 softwood Substances 0.000 claims description 19
- 239000011121 hardwood Substances 0.000 claims description 18
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 18
- 239000002174 Styrene-butadiene Substances 0.000 claims description 16
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims description 16
- 239000011115 styrene butadiene Substances 0.000 claims description 16
- 239000000945 filler Substances 0.000 claims description 8
- 238000012360 testing method Methods 0.000 claims description 7
- 239000011230 binding agent Substances 0.000 claims description 5
- 238000004078 waterproofing Methods 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 description 59
- 239000000853 adhesive Substances 0.000 description 58
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 44
- 239000000976 ink Substances 0.000 description 42
- 239000010410 layer Substances 0.000 description 37
- 238000007639 printing Methods 0.000 description 26
- 239000000203 mixture Substances 0.000 description 25
- 239000012790 adhesive layer Substances 0.000 description 19
- 238000004513 sizing Methods 0.000 description 16
- 238000005299 abrasion Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 11
- -1 alkyl ketene dimer Chemical compound 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 239000011229 interlayer Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 7
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 7
- 239000002270 dispersing agent Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-N Acrylic acid Chemical compound OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 229920002401 polyacrylamide Polymers 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 5
- 239000000839 emulsion Substances 0.000 description 5
- 239000001254 oxidized starch Substances 0.000 description 5
- 235000013808 oxidized starch Nutrition 0.000 description 5
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 5
- 238000000576 coating method Methods 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 239000013055 pulp slurry Substances 0.000 description 4
- 150000003505 terpenes Chemical class 0.000 description 4
- 235000007586 terpenes Nutrition 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- 229920002261 Corn starch Polymers 0.000 description 3
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000007754 air knife coating Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 229940099112 cornstarch Drugs 0.000 description 3
- 239000003431 cross linking reagent Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000003208 petroleum Substances 0.000 description 3
- 229920001983 poloxamer Polymers 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920005792 styrene-acrylic resin Polymers 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000002518 antifoaming agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000003995 emulsifying agent Substances 0.000 description 2
- 239000003623 enhancer Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 2
- 239000008394 flocculating agent Substances 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 239000011086 glassine Substances 0.000 description 2
- 238000007646 gravure printing Methods 0.000 description 2
- 125000001841 imino group Chemical group [H]N=* 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 239000013054 paper strength agent Substances 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000003505 polymerization initiator Substances 0.000 description 2
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 238000000859 sublimation Methods 0.000 description 2
- 230000008022 sublimation Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000010023 transfer printing Methods 0.000 description 2
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 2
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 241001265525 Edgeworthia chrysantha Species 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 240000000249 Morus alba Species 0.000 description 1
- 235000008708 Morus alba Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000008120 corn starch Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 210000004905 finger nail Anatomy 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000002563 ionic surfactant Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 210000000282 nail Anatomy 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images



Landscapes
- Paper (AREA)
Description
しかしながら、一般に、紙は、耐水性が低いという問題がある。
(1) パルプを含み、かつ、第1のポリアミン樹脂が内添されている原紙と、
填料としてのカオリンおよび炭酸カルシウム、バインダーとしてのスチレン-ブタジエン樹脂、ならびに、耐水化剤としての第2のポリアミン樹脂を含む材料で構成された塗工層とを有し、
前記原紙は、前記パルプとして、針葉樹晒クラフトパルプと広葉樹晒クラフトパルプとを含み、
前記原紙中における、前記針葉樹晒クラフトパルプの含有率をXN[質量%]、前記広葉樹晒クラフトパルプの含有率をXL[質量%]としたとき、0.33≦XN/XL≦1.5の関係を満足することを特徴とする機能紙。
(3) 前記炭酸カルシウムは、柱状をなすものである請求項上記(1)または(2)に記載の機能紙。
[1]機能紙
図1は、本発明の機能紙の好適な実施形態を示す模式的な縦断面図である。
これに対し、上記のような条件を満たさない場合には、満足のいく結果が得られない。
これにより、前述した効果がより顕著に発揮される。
原紙11は、上述したように、パルプを含み、かつ、第1のポリアミン樹脂が内添されているものである。
原紙11を構成するパルプは、主として天然パルプであるのが好ましい。天然パルプとしては、例えば、針葉樹パルプ、広葉樹パルプ等の木材パルプ、亜麻、大麻、楮、三椏等の靭皮繊維が挙げられるが、原紙11は、少なくとも、針葉樹晒クラフトパルプおよび広葉樹晒クラフトパルプを含んでいる。特に、針葉樹晒クラフトパルプおよび広葉樹晒クラフトパルプを、前述したような比率で含んでいる。
原紙11中におけるパルプの含有率は、特に限定されないが、60質量%以上99質量%以下であるのが好ましく、65質量%以上98質量%以下であるのがより好ましく、70質量%以上97質量%以下であるのがさらに好ましい。
原紙11は、前述したパルプに加えて、第1のポリアミン樹脂を含んでいる。この第1のポリアミン樹脂は、通常、架橋剤として機能し、原紙11や機能紙10の耐水性、特に、湿潤時における紙力を、優れたものとする機能を有する。
原紙11は、少なくとも、前述したパルプ(少なくとも針葉樹晒クラフトパルプと広葉樹晒クラフトパルプとを含むパルプ)、および、第1のポリアミン樹脂を含んでいればよいが、これら以外の成分を含んでいてもよい。
塗工層12は、填料としてのカオリンおよび炭酸カルシウム、バインダーとしてのスチレン-ブタジエン樹脂、ならびに、耐水化剤としての第2のポリアミン樹脂を含む材料で構成されている。
塗工層12は、填料としてのカオリンを含んでいる。
塗工層12は、填料としての炭酸カルシウムを含んでいる。
塗工層12は、バインダーとしてのスチレン-ブタジエン樹脂(スチレン-ブタジエン共重合体)を含んでいる。
塗工層12は、耐水化剤としての第2のポリアミン樹脂を含んでいる。
塗工層12は、少なくとも、カオリン、炭酸カルシウム、スチレン-ブタジエン樹脂および第2のポリアミン樹脂を含んでいればよいが、これら以外の成分を含んでいてもよい。
機能紙10は、原紙11および塗工層12以外の構成を有していてもよい。例えば、機能紙10は、原紙11と塗工層12との間に設けられた少なくとも1層の中間層を有していてもよい。また、機能紙10は、原紙11の塗工層12が設けられている面とは反対の面側に、少なくもとも1層の被覆層を有していてもよい。
これにより、機能紙10の印刷適性をより優れたものとすることができる。
機能紙10は、例えば、以下のような方法で製造することができる。
以上のようにして、機能紙10が製造される。
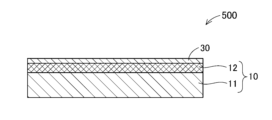
次に、本発明の機能紙を適用した印刷物について説明する。
これにより、耐水性に優れる印刷物500を提供することができる。また、印刷物500は、所定の情報を表示することができ、その観察者等に、例えば、印刷物500の情報を与えることができる。特に、印刷層30は、例えば、油性インク、水性インク、光硬化型インク(紫外線硬化型インク、電子線硬化型インク)等を用いて形成することができるが、特に光硬化型インクを用いて形成されたものである場合、印刷物500が水で濡れた場合であっても好適な印刷状態を保持することができる。なお、本明細書において、情報とは、文字、記号、マーク、キャラクター等の絵柄等のほか、装飾模様等の各所模様も含む概念である。また、前記情報は、例えば、単なる色情報であってもよく、印刷層は、単色のベタ印刷等であってもよい。
印刷層30は、例えば、フレキソ印刷、オフセット印刷、グラビア印刷、スクリーン印刷、インクジェット印刷、レーザビーム乾式電子写真印刷、溶融型または昇華型熱転写印刷等の各種印刷法により形成することができる。
以下、本発明の機能紙を適用した粘着シートについて説明する。
図3は、本発明に係る粘着シートの好適な実施形態を示す模式的な縦断面図である。
粘着剤層20は、粘着剤を含む材料で構成され、粘着性を有する層である。また、粘着剤層20は、機能紙10の粘着剤層20が設けられた面とは反対の面側に、塗工層12が露出するように配されている。
その他の成分としては、例えば、乳化剤、粘着付与剤、可塑剤等が挙げられる。
未使用の粘着シート100の粘着剤層20の表層は、図示しない剥離ライナーによって覆われているのが好ましい。
粘着シート100は、いかなる方法で製造してもよいが、例えば、剥離ライナーに粘着剤層20を構成する粘着剤組成物を付与する粘着剤組成物付与工程と、剥離ライナーに付与された粘着剤組成物上に機能紙10を被覆する転写工程とを備える方法を用いて好適に製造することができる。
通常、粘着剤組成物には、予め上述した架橋剤が含まれている。また、粘着剤組成物には、必要に応じて、上述した乳化剤やその他の成分が添加されている。
塗工方法としては、例えば、カーテンコーター、ホットメルトコーター、ダイコーター、ナイフコーター、ロールコーター、ロールナイフコーター、グラビアコーター、エアナイフコーター等の塗布装置による方法を採用することができる。
次に、本発明の機能紙を適用した粘着ラベルについて説明する。
図4は、本発明に係る粘着ラベルの好適な実施形態を示す模式的な縦断面図である。
(実施例1)
針葉樹晒クラフトパルプ:50質量部、および、広葉樹晒クラフトパルプ:50質量部を水中でショッパーリグラー法による叩解度が25°SRとなるように叩解処理し、これを水に分散して濃度約2.7質量%のパルプスラリーを得た。
本実施例の機能紙は、架橋処理された第1のポリアミン樹脂を含む材料で構成された原紙を有するものであり、坪量が100g/m2、厚さが98μmであった。最終的に得られた機能紙での塗工層の厚さは8μmであった。
原紙および塗工層の構成が表1に示すものとなるように、各工程で用いる組成物の組成を調整した以外は、前記実施例1と同様にして機能紙を製造した。
原紙および塗工層の構成が表1に示すものとなるように、各工程で用いる組成物の組成を調整した以外は、前記実施例1と同様にして機能紙を製造した。

[6-1]平滑度
前記各実施例および各比較例の機能紙の塗工層が設けられた側の面について、JIS P8155に準拠した試験により、平滑度を求め、以下の基準に従い評価した。
B:平滑度が600秒以上800秒未満。
C:平滑度が400秒以上600秒未満。
D:平滑度が200秒以上400秒未満。
E:平滑度が200秒未満。
前記各実施例および各比較例の機能紙について、JIS P8113に準拠した試験により、縦方向(長手方向)の引張強さを求め、以下の基準に従い評価した。
B:引張強さが7kN/m以上9kN/m未満。
C:引張強さが5kN/m以上7kN/m未満。
D:引張強さが3kN/m以上5kN/m未満。
E:引張強さが3kN/m未満。
前記各実施例および各比較例の機能紙について、JIS P8135に準拠した試験により、縦方向(長手方向)の湿潤引張強さを求め、以下の基準に従い評価した。
B:湿潤引張強さが2.0kN/m以上2.5kN/m未満。
C:湿潤引張強さが1.5kN/m以上2.0kN/m未満。
D:湿潤引張強さが1.0kN/m以上1.5kN/m未満。
E:湿潤引張強さが1.0kN/m未満。
前記各実施例および各比較例の機能紙の塗工層が設けられた側の面に、紫外線硬化型インク(T&K TOKA社製、UV161)を用いて、所定のパターンで印刷を行い、印刷層を形成し、印刷層が設けられた面側を観察し、これらについての外観を、以下の基準に従い評価した。
B:微細なパターンもほぼ忠実に表現されており、優れた外観を呈していた。
C:微細なパターンについてはやや難があるものの、全体として比較的優れた外観を呈していた。
D:微細なパターンについては難があり、全体としてやや劣った外観を呈していた。
E:印刷パターンが荒れており、劣った外観を呈していた。
前記[6-4]で印刷層が形成された各機能紙について、水に1時間浸漬後、印刷層が設けられた面について、学振摩耗試験機でカナキンを学振子として荷重200gをかけ往復100回擦過し、その後の外観を、以下の基準に従い評価した。この評価が優れているほど、耐水擦過性に優れていると言える。
B:わずかに摩耗痕が残っているが印刷層は削れていない。
C:わずかに印刷層が削れている。
D:大幅に印刷層が削れ、カスが発生する。
E:全面的に印刷層が削れ、カスが発生する。
前記[6-4]で印刷層が形成された各機能紙の印刷層が設けられた面について、印刷部を爪で往復10回擦過し、剥がれが生じるかを、以下の基準に従い評価した。
B:わずかにインキ剥がれが発生する。
C:一部インキ剥がれが発生する。
D:数回でインキ剥がれが発生する。
E:容易にインキ剥がれが発生する。
前記各実施例および各比較例の機能紙について、2枚の粘着テープで機能紙の両面を挟み込むように貼り合せ、T字ピールをしたときの強度を測定し、以下の基準に従い評価した。
B:原紙と塗工層との層間強度が2000mN/25mm以上2500mN/25mm未満。
C:原紙と塗工層との層間強度が1500mN/25mm以上2000mN/25mm未満。
D:原紙と塗工層との層間強度が1000mN/25mm以上1500mN/25mm未満。
E:原紙と塗工層との層間強度が1000mN/25mm未満。
これらの結果を表2にまとめて示す。

200…粘着ラベル
500…印刷物
10…機能紙
11…原紙
12…塗工層
20…粘着剤層
30…印刷層
Claims (5)
- パルプを含み、かつ、第1のポリアミン樹脂が内添されている原紙と、
填料としてのカオリンおよび炭酸カルシウム、バインダーとしてのスチレン-ブタジエン樹脂、ならびに、耐水化剤としての第2のポリアミン樹脂を含む材料で構成された塗工層とを有し、
前記原紙は、前記パルプとして、針葉樹晒クラフトパルプと広葉樹晒クラフトパルプとを含み、
前記原紙中における、前記針葉樹晒クラフトパルプの含有率をXN[質量%]、前記広葉樹晒クラフトパルプの含有率をXL[質量%]としたとき、0.33≦XN/XL≦1.5の関係を満足することを特徴とする機能紙。 - 前記カオリンは、扁平板状をなすものである請求項1に記載の機能紙。
- 前記炭酸カルシウムは、柱状をなすものである請求項1または2に記載の機能紙。
- 前記パルプ:100質量部に対する前記第1のポリアミン樹脂の含有率が0.5質量部以上3.0質量部以下である請求項1ないし3のいずれか1項に記載の機能紙。
- JIS P8155に準拠した試験で求められる機能紙の前記塗工層が設けられた面についての平滑度が200秒以上1500秒以下である請求項1ないし4のいずれか1項に記載の機能紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020094825A JP7424723B2 (ja) | 2020-05-29 | 2020-05-29 | 機能紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020094825A JP7424723B2 (ja) | 2020-05-29 | 2020-05-29 | 機能紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021188182A JP2021188182A (ja) | 2021-12-13 |
| JP7424723B2 true JP7424723B2 (ja) | 2024-01-30 |
Family
ID=78848975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020094825A Active JP7424723B2 (ja) | 2020-05-29 | 2020-05-29 | 機能紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7424723B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010229574A (ja) | 2009-03-26 | 2010-10-14 | Daio Paper Corp | 製袋用キャスト塗工紙 |
| US20110180224A1 (en) | 2008-08-07 | 2011-07-28 | Nippon Paper Industries Co., Ltd. | Processes for preparing coated printing papers using hardwood mechanical pulps |
| JP2012092470A (ja) | 2010-10-28 | 2012-05-17 | Hokuetsu Kishu Paper Co Ltd | プリプレグ用の工程剥離紙原紙 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61123633A (ja) * | 1984-11-20 | 1986-06-11 | Toho Chem Ind Co Ltd | ポリアミドポリアミンエピクロルヒドリン樹脂の製造方法及びこれを成分とする塗工紙塗料用耐水化剤 |
| JP3097875B2 (ja) * | 1992-01-23 | 2000-10-10 | 特種製紙株式会社 | 樹脂含浸紙及びこれを基紙とした顔料塗工紙 |
| JPH10168790A (ja) * | 1996-12-11 | 1998-06-23 | Oji Paper Co Ltd | オフセット輪転印刷用塗被紙の製造方法 |
-
2020
- 2020-05-29 JP JP2020094825A patent/JP7424723B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110180224A1 (en) | 2008-08-07 | 2011-07-28 | Nippon Paper Industries Co., Ltd. | Processes for preparing coated printing papers using hardwood mechanical pulps |
| JP2010229574A (ja) | 2009-03-26 | 2010-10-14 | Daio Paper Corp | 製袋用キャスト塗工紙 |
| JP2012092470A (ja) | 2010-10-28 | 2012-05-17 | Hokuetsu Kishu Paper Co Ltd | プリプレグ用の工程剥離紙原紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021188182A (ja) | 2021-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012062580A (ja) | 塗工白板紙 | |
| JP5906952B2 (ja) | ライナーレスラベルおよびその積層ラベル | |
| JP2008266865A (ja) | 塗工ライナー及びそれを用いた段ボール | |
| JP7424723B2 (ja) | 機能紙 | |
| JP7536629B2 (ja) | 剥離紙原紙、剥離紙、及び粘着テープ、並びに剥離紙原紙の製造方法 | |
| JP2009293139A (ja) | 印刷用板紙 | |
| JP2010077552A (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JP2020006547A (ja) | 昇華型熱転写受像シート及びその製造方法 | |
| JP4952628B2 (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JPH1088086A (ja) | 粘着ラベル | |
| JP7213669B2 (ja) | アテンションラベル、アテンションラベルシート及びアテンションラベルシートの製造方法 | |
| JP2010053486A (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JPH1134208A (ja) | 圧着記録用紙 | |
| JP3693356B2 (ja) | ラベル用インクジェット記録シート | |
| JP2010084241A (ja) | 塗工ライナーの製造方法 | |
| JP5593599B2 (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JPH10250263A (ja) | 圧着記録用紙および記録方法 | |
| JPH1112997A (ja) | 剥離紙用原紙 | |
| JP7123925B2 (ja) | 印刷用塗工紙および封筒用紙 | |
| JP5251295B2 (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JP2022147110A (ja) | 印刷用ラベル | |
| JP2006326840A (ja) | インクジェット記録用タック紙 | |
| JP2006257584A (ja) | 塗工白板紙の製造方法 | |
| JP2024108276A (ja) | ライナーレスシート | |
| JP6439650B2 (ja) | 剥離紙用原紙及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230301 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7424723 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |