JP7369180B2 - 溶接接合体の製造方法、および溶接装置 - Google Patents
溶接接合体の製造方法、および溶接装置 Download PDFInfo
- Publication number
- JP7369180B2 JP7369180B2 JP2021506203A JP2021506203A JP7369180B2 JP 7369180 B2 JP7369180 B2 JP 7369180B2 JP 2021506203 A JP2021506203 A JP 2021506203A JP 2021506203 A JP2021506203 A JP 2021506203A JP 7369180 B2 JP7369180 B2 JP 7369180B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- ring
- shaped
- work
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B18/00—Surgical instruments, devices or methods for transferring non-mechanical forms of energy to or from the body
- A61B18/04—Surgical instruments, devices or methods for transferring non-mechanical forms of energy to or from the body by heating
- A61B18/12—Surgical instruments, devices or methods for transferring non-mechanical forms of energy to or from the body by heating by passing a current through the tissue to be heated, e.g. high-frequency current
- A61B18/14—Probes or electrodes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
Description
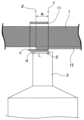
即ち、第1電極と第2電極とを備える装置を用いてリング状ワークと線状ワークとの溶接接合体を製造する方法であって、前記リング状ワークの内側に前記第1電極と前記線状ワークの一方端部を配置する工程と、前記リング状ワークの外側に前記第2電極を配置する工程と、前記リング状ワークの外側に前記第2電極を当接させることにより前記第1電極と前記第2電極との間に前記リング状ワークと前記線状ワークとを挟む工程と、前記第1電極と前記第2電極との間に電流または電圧を印加する印加工程と、備え、前記線状ワークの前記一方端部側を遠位側とし反対側を近位側としたとき、前記印加工程において、前記第2電極のうち該第2電極と前記リング状ワークとが当接する第2電極当接部の遠位端が、前記線状ワークの遠位端より遠位側に配置されている溶接接合体の製造方法である。
また、本発明には、リング状ワークと線状ワークとを溶接する溶接装置であって、前記リング状ワークの内側に、前記線状ワークの一方端部と共に配置されている第1電極と、前記リング状ワークの外側に配置されている第2電極とを有し、前記リング状ワークの遠位端を規制するための第1規制部材を有する溶接装置も含まれる。
また、本発明には、リング状ワークと線状ワークとを溶接する溶接装置であって、前記リング状ワークの内側に、前記線状ワークの一方端部と共に配置されている第1電極と、前記リング状ワークの外側に配置されている第2電極とを有し、前記第2電極の遠位端を規制するための第2規制部材を有する溶接装置も含まれる。
2 第2電極
3 保持具
11 リング状ワーク
12 線状ワーク
13 駆動部
14 絶縁スペーサ
15 第1規制部材
16 第2規制部材
100、101、102 溶接装置
α 第2電極当接部の遠位端
β 線状ワーク12の遠位端
γ リング状ワーク11の近位端
δ 第2電極当接部の近位端
ε リング状ワーク11の遠位端
Claims (11)
- 第1電極と第2電極とを備える装置を用いてリング状ワークと線状ワークとの溶接接合体を製造する方法であって、
前記リング状ワークの内側に前記第1電極と前記線状ワークの一方端部を配置する工程と、
前記リング状ワークの外側に前記第2電極を配置する工程と、
前記リング状ワークの外側に前記第2電極を当接させることにより前記第1電極と前記第2電極との間に前記リング状ワークと前記線状ワークとを挟む工程と、
前記第1電極と前記第2電極との間に電流または電圧を印加する印加工程と、を備え、
前記線状ワークの前記一方端部側を遠位側とし反対側を近位側としたとき、前記印加工程において、前記第2電極のうち該第2電極と前記リング状ワークとが当接する第2電極当接部の遠位端が、前記線状ワークの遠位端より遠位側に配置されていることを特徴とする溶接接合体の製造方法。 - 前記印加工程において、前記第2電極当接部の遠位端は、前記リング状ワークの遠位端より近位側に配置されている請求項1に記載の製造方法。
- 前記印加工程において、前記第2電極当接部の近位端が、前記リング状ワークの近位端より遠位側に配置されている請求項1または2に記載の製造方法。
- リング状ワークの内側に第1電極と線状ワークの一方端部を配置する工程において、
前記リング状ワークの内側に、前記第1電極を配置させた後、前記線状ワークを、前記リング状ワークと前記第1電極との間を通り近位側から遠位側に向かって進行させ、該線状ワークの遠位端が前記リング状ワークの遠位端に到達しない位置で停止させる請求項1~3のいずれかに記載の製造方法。 - 前記印加工程より前に、前記リング状ワークを、該リング状ワークの遠位側に配置されている第1規制部材に接触させる工程を含む請求項1~4のいずれかに記載の製造方法。
- 前記印加工程より前に、前記第2電極を、該第2電極の遠位側に配置されている第2規制部材に接触させる工程を含む請求項1~5のいずれかに記載の製造方法。
- 前記印加工程より前に、前記第1電極に対して前記線状ワークとは反対側の位置に、絶縁スペーサを配置する工程を含む請求項1~6のいずれかに記載の製造方法。
- リング状ワークと線状ワークとを溶接する溶接装置であって、
前記リング状ワークの内側に、前記線状ワークの一方端部と共に配置されている第1電極と、前記リング状ワークの外側に配置されている第2電極とを有し、
前記溶接装置は、前記リング状ワークの遠位端を規制するための第1規制部材を有し、
前記第1電極は、前記線状ワークに平行な方向に延在している長尺体であり、該長尺体の軸中心に回転可能であることを特徴とする溶接装置。 - リング状ワークと線状ワークとを溶接する溶接装置であって、
前記リング状ワークの内側に、前記線状ワークの一方端部と共に配置されている第1電極と、前記リング状ワークの外側に配置されている第2電極とを有し、
前記溶接装置は、前記第2電極の遠位端を規制するための第2規制部材を有し、
前記第1電極は、前記線状ワークに平行な方向に延在している長尺体であり、該長尺体の軸中心に回転可能であることを特徴とする溶接装置。 - 前記第2電極は、前記線状ワークに対して鉛直方向に延在している長尺体であり、該長尺体の軸中心に回転可能である請求項8または9に記載の溶接装置。
- 前記第2電極を前記線状ワークに対して進退させる第2電極駆動部と、
前記第2電極が、前記リング状ワークに接触する接触圧力を検知する検知部と
前記検知部の検知結果に基づいて前記第2電極駆動部を制御する制御部と、
を備える請求項8~10のいずれかに記載の溶接装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019050823 | 2019-03-19 | ||
| JP2019050823 | 2019-03-19 | ||
| PCT/JP2020/002227 WO2020188999A1 (ja) | 2019-03-19 | 2020-01-23 | 溶接接合体の製造方法、および溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020188999A1 JPWO2020188999A1 (ja) | 2020-09-24 |
| JP7369180B2 true JP7369180B2 (ja) | 2023-10-25 |
Family
ID=72520643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021506203A Active JP7369180B2 (ja) | 2019-03-19 | 2020-01-23 | 溶接接合体の製造方法、および溶接装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7369180B2 (ja) |
| WO (1) | WO2020188999A1 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018034172A (ja) | 2016-08-30 | 2018-03-08 | ファナック株式会社 | 溶接の状態を判定するスポット溶接装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50148259A (ja) * | 1974-05-22 | 1975-11-27 | ||
| JPS5457441A (en) * | 1977-10-17 | 1979-05-09 | Hitachi Ltd | Welder for welding ring type welded material |
| JPH0634066Y2 (ja) * | 1985-10-28 | 1994-09-07 | 山九株式会社 | 鋼管附属品用電気抵抗溶接装置の電極 |
| JP2002336969A (ja) * | 2001-03-16 | 2002-11-26 | Nippon Koden Corp | リード線取り付け方法、電極およびスポット溶接機 |
| JP4163745B1 (ja) * | 2008-05-07 | 2008-10-08 | 日本ライフライン株式会社 | 電極カテーテル |
-
2020
- 2020-01-23 WO PCT/JP2020/002227 patent/WO2020188999A1/ja active Application Filing
- 2020-01-23 JP JP2021506203A patent/JP7369180B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018034172A (ja) | 2016-08-30 | 2018-03-08 | ファナック株式会社 | 溶接の状態を判定するスポット溶接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020188999A1 (ja) | 2020-09-24 |
| WO2020188999A1 (ja) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2018214130B2 (en) | Method for making a low ohmic pressure-contact electrical connection between split ring electrode and lead wire | |
| TWI586315B (zh) | 氣囊型消融導管以及消融導管裝置 | |
| US20140200578A1 (en) | Renal nerve ablation catheter | |
| TWI630901B (zh) | 消融導管裝置 | |
| CA2475737A1 (en) | Tissue fusion/welder apparatus and method | |
| KR102515702B1 (ko) | 생물학적 조직을 위한 조직 가위 | |
| US20210093214A1 (en) | Apparatus and method for connecting elements in medical devices | |
| BR122019001107B1 (pt) | dispositivo de solda local e método de solda local | |
| KR101781052B1 (ko) | 양극형 전기 소작 팁이 포함된 스텐트 전달 시스템 | |
| JP7369180B2 (ja) | 溶接接合体の製造方法、および溶接装置 | |
| JP2015173681A (ja) | 温度センサ付電極カテーテル | |
| US20140221920A1 (en) | Catheter having flat beam deflection tip with fiber puller members | |
| US20150018820A1 (en) | Apparatus and methods for renal denervation | |
| JPH11155878A (ja) | 鉗子型電気処置器具 | |
| JP6343965B2 (ja) | 先端偏向可動カテーテルの製造方法、ワイヤ付きリングの製造方法およびワイヤ付きリングの製造用治具 | |
| WO2020066226A1 (ja) | 焼灼穿刺針 | |
| JP6356088B2 (ja) | カテーテル | |
| JP2019205625A (ja) | 内視鏡用バイポーラ型加熱処置装置 | |
| JP2023068575A (ja) | 電極カテーテルの製造方法 | |
| US20230270491A1 (en) | Balloon-type electrode catheter and method of actuating balloon-type electrode catheter | |
| TWI836043B (zh) | 導管的製造方法及藉其方法所製造的導管 | |
| JPH11155874A (ja) | 鉗子型電気処置器具 | |
| US20230270490A1 (en) | Balloon-type electrode catheter | |
| JPH11155876A (ja) | 鉗子型電気処置器具 | |
| JP2022105952A (ja) | 中隔穿刺デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230816 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231013 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7369180 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |