JP7367366B2 - 異常検知装置、異常検知方法、および異常検知プログラム - Google Patents
異常検知装置、異常検知方法、および異常検知プログラム Download PDFInfo
- Publication number
- JP7367366B2 JP7367366B2 JP2019135695A JP2019135695A JP7367366B2 JP 7367366 B2 JP7367366 B2 JP 7367366B2 JP 2019135695 A JP2019135695 A JP 2019135695A JP 2019135695 A JP2019135695 A JP 2019135695A JP 7367366 B2 JP7367366 B2 JP 7367366B2
- Authority
- JP
- Japan
- Prior art keywords
- index
- target device
- index value
- abnormality detection
- abnormality
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
- G05B23/0205—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults
- G05B23/0218—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults characterised by the fault detection method dealing with either existing or incipient faults
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
- G05B23/0205—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults
- G05B23/0218—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults characterised by the fault detection method dealing with either existing or incipient faults
- G05B23/0224—Process history based detection method, e.g. whereby history implies the availability of large amounts of data
- G05B23/024—Quantitative history assessment, e.g. mathematical relationships between available data; Functions therefor; Principal component analysis [PCA]; Partial least square [PLS]; Statistical classifiers, e.g. Bayesian networks, linear regression or correlation analysis; Neural networks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/26—Program-control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/28—Arrangements for preventing distortion of, or damage to, presses or parts thereof
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by monitoring or safety
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F18/00—Pattern recognition
- G06F18/20—Analysing
- G06F18/22—Matching criteria, e.g. proximity measures
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34465—Safety, control of correct operation, abnormal states
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Data Mining & Analysis (AREA)
- Theoretical Computer Science (AREA)
- Evolutionary Computation (AREA)
- Artificial Intelligence (AREA)
- Mechanical Engineering (AREA)
- Evolutionary Biology (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Bioinformatics & Computational Biology (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Mathematical Physics (AREA)
- Manufacturing & Machinery (AREA)
- Human Computer Interaction (AREA)
- Testing And Monitoring For Control Systems (AREA)
Description
図1を用いて、本発明が適用される場面の一例について説明する。図1は、本実施形態に係る異常検知装置100が用いられる現場を模式的に示した図である。
〔実施形態1〕
以下、本発明の一実施形態について、詳細に説明する。
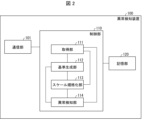
図2は、異常検知装置100の要部構成を示すブロック図である。図2に示すように、異常検知装置100は、通信部101、制御部110、および記憶部120を備えている。
制御部110は、取得部111、基準生成部112、スケール規格化部113、および異常検知部114を含んでいる。
図8は、異常検知装置100による基準曲線生成処理の流れを示すフローチャートである。
上記の説明では、対象装置10がサーボモータを動力源として駆動するプレス機器である場合を例に挙げた。しかしながら、対象装置10はプレス機器に限らず、サーボモータを動力源として駆動するいかなる装置であっても、異常検知装置100により適切に異常を検知することができる。また、異常検知装置100による異常検知処理は、サーボモータに限らず、ステッピングモータや、その他の単なるモータを動力源として駆動する装置にも適用可能である。更に、異常検知装置100による異常検知処理は、モータに限らず、油圧、空気圧等の一般的なアクチュエータを動力源として駆動する装置にも適用可能である。
異常検知装置100の制御ブロック(特に取得部111、基準生成部112、スケール規格化部113、および異常検知部114)は、集積回路(ICチップ)等に形成された論理回路(ハードウェア)によって実現してもよいし、ソフトウェアによって実現してもよい。
20 サーボモータ
100 異常検知装置
110 制御部
111 取得部
112 基準生成部
113 スケール規格化部
114 異常検知部
120 記憶部
Claims (12)
- 対象装置の異常を検知する異常検知装置であって、
前記対象装置の動作における第1指標に関する第1指標値と、第2指標に関する第2指標値と、を取得する取得部と、
前記第1指標と、前記第2指標とを軸とする2次元平面における、前記第1指標値、及び前記第2指標値により示される点の、予め設定された基準曲線からの距離、および前記点が前記第2指標において前記基準曲線に対して大きい側であるか、小さい側であるかに基づいて、前記対象装置の異常を検知する異常検知部と、
を備えた異常検知装置。 - 対象装置の異常を検知する異常検知装置であって、
前記対象装置の動作における第1指標に関する第1指標値と、第2指標に関する第2指標値と、を取得する取得部と、
前記第1指標と、前記第2指標とを軸とする2次元平面における、前記第1指標値、及び前記第2指標値により示される点の、予め設定された基準曲線からの距離に基づいて、前記対象装置の異常を検知する異常検知部と、
を備え、
前記異常検知部は、
前記対象装置の加工動作中の前記距離の度数分布における特徴量に基づいて、前記対象装置の異常を検知する異常検知装置。 - 前記第1指標値は、前記対象装置の動作の段階に係る値であり、
前記第2指標値は、前記対象装置の動作の負荷に係る値である請求項1または2に記載の異常検知装置。 - 前記2次元平面における前記第1指標値のスケールと、前記2次元平面における前記第2指標値のスケールとを、それぞれ個別に規格化するスケール規格化部を備えた請求項1から3のいずれか1項に記載の異常検知装置。
- 前記異常検知部は、
前記第2指標値が、前記基準曲線に対して負荷が大きい側であるか、負荷が小さい側であるかに応じて、前記距離に付す符号の正負を切り替え、正負が付された前記距離に基づいて前記対象装置の異常を検知する請求項3または4に記載の異常検知装置。 - 前記異常検知部は、
前記距離に付された正負に応じて、前記対象装置の異常の有無に関する判断に用いる閾値であって、前記基準曲線からの距離の閾値を変更する請求項5に記載の異常検知装置。 - 前記異常検知部は、
前記対象装置の加工動作中の前記距離の標準偏差に基づいて、前記対象装置の異常を検知する請求項1および3から6のいずれか1項に記載の異常検知装置。 - 前記度数分布における特徴量は、前記対象装置の加工動作中の前記距離をビンとしたヒストグラムにおける尖度である請求項2に記載の異常検知装置。
- 前記度数分布における特徴量は、前記対象装置の加工動作中の前記距離をビンとしたヒストグラムにおける歪度である請求項2に記載の異常検知装置。
- 対象装置の異常を検知する異常検知装置において実行される異常検知方法であって、
対象装置の動作における第1指標に関する第1指標値と、第2指標に関する第2指標値と、を取得する指標値取得ステップと、
前記第1指標と、前記第2指標とを軸とする2次元平面における、前記第1指標値、及び前記第2指標値により示される点の、予め設定された基準曲線からの距離、および前記点が前記第2指標において前記基準曲線に対して大きい側であるか、小さい側であるかに基づいて、前記対象装置の異常を検知する異常検知ステップと、を含む異常検知方法。 - 対象装置の異常を検知する異常検知装置において実行される異常検知方法であって、
対象装置の動作における第1指標に関する第1指標値と、第2指標に関する第2指標値と、を取得する指標値取得ステップと、
前記第1指標と、前記第2指標とを軸とする2次元平面における、前記第1指標値、及び前記第2指標値により示される点の、予め設定された基準曲線からの距離に基づいて、前記対象装置の異常を検知する異常検知ステップと、を含み、
前記異常検知ステップは、前記対象装置の加工動作中の前記距離の度数分布における特徴量に基づいて、前記対象装置の異常を検知する異常検知方法。 - 請求項1または2に記載の異常検知装置としてコンピュータを機能させるための異常検知プログラムであって、前記取得部、および前記異常検知部としてコンピュータを機能させるための異常検知プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019135695A JP7367366B2 (ja) | 2019-07-23 | 2019-07-23 | 異常検知装置、異常検知方法、および異常検知プログラム |
| EP20844882.9A EP4005785B1 (en) | 2019-07-23 | 2020-02-28 | Abnormality detecting device, abnormality detecting method, and abnormality detecting program |
| PCT/JP2020/008498 WO2021014670A1 (ja) | 2019-07-23 | 2020-02-28 | 異常検知装置、異常検知方法、および異常検知プログラム |
| US17/621,685 US12276975B2 (en) | 2019-07-23 | 2020-02-28 | Abnormality detecting device, abnormality detecting method, and storage medium |
| CN202080041120.XA CN113924207B (zh) | 2019-07-23 | 2020-02-28 | 异常探测装置、异常探测方法以及存储介质 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019135695A JP7367366B2 (ja) | 2019-07-23 | 2019-07-23 | 異常検知装置、異常検知方法、および異常検知プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021018753A JP2021018753A (ja) | 2021-02-15 |
| JP7367366B2 true JP7367366B2 (ja) | 2023-10-24 |
Family
ID=74192721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019135695A Active JP7367366B2 (ja) | 2019-07-23 | 2019-07-23 | 異常検知装置、異常検知方法、および異常検知プログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12276975B2 (ja) |
| EP (1) | EP4005785B1 (ja) |
| JP (1) | JP7367366B2 (ja) |
| CN (1) | CN113924207B (ja) |
| WO (1) | WO2021014670A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7759583B2 (ja) * | 2021-03-04 | 2025-10-24 | パナソニックIpマネジメント株式会社 | 学習済み判定基準生成方法、プレス加工結果判定器生成方法、プレス加工結果推定方法、学習済み判定基準生成装置、およびプレス加工結果判定器 |
| JP7347468B2 (ja) * | 2021-03-26 | 2023-09-20 | 横河電機株式会社 | 装置、方法およびプログラム |
| CN113884889B (zh) * | 2021-10-29 | 2024-04-26 | 章鱼博士智能技术(上海)有限公司 | 一种电池安全预警的方法、装置、存储介质及电子设备 |
| US12072251B2 (en) * | 2022-03-01 | 2024-08-27 | Asmpt Singapore Pte. Ltd. | Force measurement device and method for bonding or encapsulation process and apparatus incorporating the device |
| WO2023233926A1 (ja) * | 2022-06-03 | 2023-12-07 | オムロン株式会社 | 異常予兆検知装置、異常予兆の検知方法およびプログラム |
| JP7746237B2 (ja) * | 2022-08-25 | 2025-09-30 | 株式会社栗本鐵工所 | 測定波形表示装置およびプログラム |
| JP2024112670A (ja) | 2023-02-08 | 2024-08-21 | オムロン株式会社 | 作業分析装置、作業分析システム、作業分析方法及びプログラム |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006158031A (ja) | 2004-11-26 | 2006-06-15 | Yaskawa Electric Corp | モータ制御装置およびその制御方法 |
| JP2016091417A (ja) | 2014-11-07 | 2016-05-23 | 株式会社Ihi | 異常診断方法、異常診断装置及び異常診断プログラム |
| US20160239015A1 (en) | 2015-02-16 | 2016-08-18 | Siemens Aktiengesellschaft | Diagnostic Device And Method For Monitoring The Operation Of A Control Loop |
| JP2016209885A (ja) | 2015-04-30 | 2016-12-15 | コマツ産機株式会社 | プレスシステムおよびプレスシステムの制御方法 |
| JP2019003389A (ja) | 2017-06-15 | 2019-01-10 | 株式会社 日立産業制御ソリューションズ | 異常診断装置、異常診断方法及び異常診断プログラム |
| JP2019104039A (ja) | 2017-12-14 | 2019-06-27 | 蛇の目ミシン工業株式会社 | 電動プレス、荷重判定方法およびプログラム |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5119311A (en) * | 1988-07-14 | 1992-06-02 | Coors Brewing Company | Monitor and control assembly for use with a can end press |
| JP3231536B2 (ja) * | 1993-02-25 | 2001-11-26 | トヨタ自動車株式会社 | プレス機械の異常診断方法 |
| JP3996428B2 (ja) * | 2001-12-25 | 2007-10-24 | 松下電器産業株式会社 | 異常検知装置及び異常検知システム |
| JP4431415B2 (ja) * | 2004-02-12 | 2010-03-17 | 株式会社リコー | 異常診断方法、状態判定装置及び画像形成装置 |
| JP4250552B2 (ja) * | 2004-03-03 | 2009-04-08 | 株式会社東芝 | 製造装置管理システム、製造装置管理方法及びプログラム |
| JP4769983B2 (ja) * | 2007-05-17 | 2011-09-07 | 独立行政法人産業技術総合研究所 | 異常検出装置および異常検出方法 |
| US9962104B2 (en) * | 2011-04-14 | 2018-05-08 | Koninklijke Philips N.V. | Stress-measuring device and method |
| JP6326321B2 (ja) * | 2014-08-07 | 2018-05-16 | 株式会社日立製作所 | データ表示システム |
| JP6593715B2 (ja) * | 2017-10-27 | 2019-10-23 | 株式会社安川電機 | 異常判定システム、モータ制御装置 |
-
2019
- 2019-07-23 JP JP2019135695A patent/JP7367366B2/ja active Active
-
2020
- 2020-02-28 WO PCT/JP2020/008498 patent/WO2021014670A1/ja not_active Ceased
- 2020-02-28 US US17/621,685 patent/US12276975B2/en active Active
- 2020-02-28 EP EP20844882.9A patent/EP4005785B1/en active Active
- 2020-02-28 CN CN202080041120.XA patent/CN113924207B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006158031A (ja) | 2004-11-26 | 2006-06-15 | Yaskawa Electric Corp | モータ制御装置およびその制御方法 |
| JP2016091417A (ja) | 2014-11-07 | 2016-05-23 | 株式会社Ihi | 異常診断方法、異常診断装置及び異常診断プログラム |
| US20160239015A1 (en) | 2015-02-16 | 2016-08-18 | Siemens Aktiengesellschaft | Diagnostic Device And Method For Monitoring The Operation Of A Control Loop |
| JP2016209885A (ja) | 2015-04-30 | 2016-12-15 | コマツ産機株式会社 | プレスシステムおよびプレスシステムの制御方法 |
| JP2019003389A (ja) | 2017-06-15 | 2019-01-10 | 株式会社 日立産業制御ソリューションズ | 異常診断装置、異常診断方法及び異常診断プログラム |
| JP2019104039A (ja) | 2017-12-14 | 2019-06-27 | 蛇の目ミシン工業株式会社 | 電動プレス、荷重判定方法およびプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4005785A4 (en) | 2023-07-26 |
| US20220357732A1 (en) | 2022-11-10 |
| WO2021014670A1 (ja) | 2021-01-28 |
| JP2021018753A (ja) | 2021-02-15 |
| CN113924207B (zh) | 2024-04-05 |
| US12276975B2 (en) | 2025-04-15 |
| EP4005785A1 (en) | 2022-06-01 |
| CN113924207A (zh) | 2022-01-11 |
| EP4005785B1 (en) | 2025-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7367366B2 (ja) | 異常検知装置、異常検知方法、および異常検知プログラム | |
| US11614728B2 (en) | Machine tool management system that obtains a next maintenance period from a maintenance period model and a refinement algorithm | |
| US10525563B2 (en) | Abnormality-detecting device and method for tool of machine tool | |
| US10725465B2 (en) | State diagnostic device | |
| CN108475047B (zh) | 用于监控机床的方法和控制部 | |
| JP7134062B2 (ja) | 工作機械の異常診断システム、異常診断方法、異常診断プログラム | |
| JP2008097363A (ja) | 異常診断方法及びその装置 | |
| Choi et al. | Prediction of drill failure using features extraction in time and frequency domains of feed motor current | |
| Tiwari et al. | Tool wear prediction in end milling of Ti-6Al-4V through Kalman filter based fusion of texture features and cutting forces | |
| JP7012888B2 (ja) | 異常要因推定装置、異常要因推定方法、及びプログラム | |
| CN116323038A (zh) | 状态判定装置及状态判定方法 | |
| CN114945442A (zh) | 自动螺纹紧固方法以及自动螺纹紧固装置 | |
| CN119148627A (zh) | 一种复合机床的切削加工产品控制系统及方法 | |
| CN115635365A (zh) | 加工判断系统、加工判断方法 | |
| CN119609763A (zh) | 变螺距螺杆多刀加工的刀具状态指示方法及指示装置 | |
| JP6629672B2 (ja) | 加工装置 | |
| CN116137829A (zh) | 异常检测装置 | |
| WO2021145156A1 (ja) | 異常診断システム及び異常診断方法 | |
| JPH10228304A (ja) | 加工装置 | |
| JP2023113045A (ja) | 工作機械の加工異常検知方法及び加工異常検知装置 | |
| US20230305520A1 (en) | Tool diagnostic device and tool diagnostic method | |
| JP2024117106A (ja) | 診断装置及び診断方法 | |
| US20220184766A1 (en) | Processing abnormality diagnostic device and processing abnormality diagnostic method of machine tool | |
| TWI817855B (zh) | 刀具加工負載監控方法 | |
| JP7576594B2 (ja) | 切削システム及び切削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7367366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |