JP7328607B1 - 溶接継手 - Google Patents
溶接継手 Download PDFInfo
- Publication number
- JP7328607B1 JP7328607B1 JP2023534237A JP2023534237A JP7328607B1 JP 7328607 B1 JP7328607 B1 JP 7328607B1 JP 2023534237 A JP2023534237 A JP 2023534237A JP 2023534237 A JP2023534237 A JP 2023534237A JP 7328607 B1 JP7328607 B1 JP 7328607B1
- Authority
- JP
- Japan
- Prior art keywords
- mass
- plating layer
- steel plate
- layer
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007747 plating Methods 0.000 claims abstract description 208
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 142
- 239000010959 steel Substances 0.000 claims abstract description 142
- 238000003466 welding Methods 0.000 claims abstract description 78
- 239000002893 slag Substances 0.000 claims abstract description 62
- 229910052751 metal Inorganic materials 0.000 claims abstract description 46
- 239000011324 bead Substances 0.000 claims abstract description 42
- 239000002184 metal Substances 0.000 claims abstract description 40
- 239000012535 impurity Substances 0.000 claims abstract description 14
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 10
- 239000001301 oxygen Substances 0.000 claims abstract description 10
- -1 Al: 1.0 to 45.0% Substances 0.000 claims abstract 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 85
- 229910052742 iron Inorganic materials 0.000 claims description 38
- 229910052782 aluminium Inorganic materials 0.000 claims description 33
- 229910052725 zinc Inorganic materials 0.000 claims description 22
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 claims description 18
- 229910018516 Al—O Inorganic materials 0.000 claims description 8
- 229910019092 Mg-O Inorganic materials 0.000 claims description 8
- 229910019395 Mg—O Inorganic materials 0.000 claims description 8
- 229910007541 Zn O Inorganic materials 0.000 claims description 8
- 238000004070 electrodeposition Methods 0.000 abstract description 26
- 238000000576 coating method Methods 0.000 abstract description 23
- 239000011248 coating agent Substances 0.000 abstract description 22
- 229910052749 magnesium Inorganic materials 0.000 abstract description 16
- 239000010410 layer Substances 0.000 description 224
- 238000000034 method Methods 0.000 description 53
- 238000001816 cooling Methods 0.000 description 47
- 239000011701 zinc Substances 0.000 description 47
- 238000011282 treatment Methods 0.000 description 33
- 239000000463 material Substances 0.000 description 32
- 239000000203 mixture Substances 0.000 description 32
- 230000008569 process Effects 0.000 description 31
- 239000000126 substance Substances 0.000 description 26
- 230000015572 biosynthetic process Effects 0.000 description 24
- 238000005260 corrosion Methods 0.000 description 24
- 230000007797 corrosion Effects 0.000 description 23
- 238000004519 manufacturing process Methods 0.000 description 21
- 230000000694 effects Effects 0.000 description 20
- 229920005989 resin Polymers 0.000 description 19
- 239000011347 resin Substances 0.000 description 19
- 239000011575 calcium Substances 0.000 description 18
- 239000000956 alloy Substances 0.000 description 16
- 239000011572 manganese Substances 0.000 description 16
- 229910018134 Al-Mg Inorganic materials 0.000 description 15
- 229910018467 Al—Mg Inorganic materials 0.000 description 15
- 229910045601 alloy Inorganic materials 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 229910052719 titanium Inorganic materials 0.000 description 14
- 229910052748 manganese Inorganic materials 0.000 description 13
- 238000010586 diagram Methods 0.000 description 12
- 239000007789 gas Substances 0.000 description 12
- 229910052804 chromium Inorganic materials 0.000 description 11
- 229910052738 indium Inorganic materials 0.000 description 11
- 229910000765 intermetallic Inorganic materials 0.000 description 11
- 229910052746 lanthanum Inorganic materials 0.000 description 11
- 229910052759 nickel Inorganic materials 0.000 description 11
- 239000000523 sample Substances 0.000 description 11
- 229910052727 yttrium Inorganic materials 0.000 description 11
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 10
- 229910052802 copper Inorganic materials 0.000 description 10
- 229910052745 lead Inorganic materials 0.000 description 10
- 229910052758 niobium Inorganic materials 0.000 description 10
- 229910052712 strontium Inorganic materials 0.000 description 10
- 229910052720 vanadium Inorganic materials 0.000 description 10
- 229910052797 bismuth Inorganic materials 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 229910052718 tin Inorganic materials 0.000 description 9
- 229910052684 Cerium Inorganic materials 0.000 description 8
- 229910052787 antimony Inorganic materials 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 229910052791 calcium Inorganic materials 0.000 description 7
- 238000001704 evaporation Methods 0.000 description 7
- 230000008020 evaporation Effects 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 238000010894 electron beam technology Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 229910019142 PO4 Inorganic materials 0.000 description 5
- 238000000026 X-ray photoelectron spectrum Methods 0.000 description 5
- 239000011247 coating layer Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 239000013078 crystal Substances 0.000 description 5
- 230000002950 deficient Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 229910052744 lithium Inorganic materials 0.000 description 5
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 5
- 239000010452 phosphate Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910052726 zirconium Inorganic materials 0.000 description 5
- 229910000861 Mg alloy Inorganic materials 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 150000004679 hydroxides Chemical class 0.000 description 4
- 238000001095 inductively coupled plasma mass spectrometry Methods 0.000 description 4
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 229910001335 Galvanized steel Inorganic materials 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000010828 elution Methods 0.000 description 3
- 125000000524 functional group Chemical group 0.000 description 3
- 239000008397 galvanized steel Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- HSFWRNGVRCDJHI-UHFFFAOYSA-N Acetylene Chemical compound C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 229910017706 MgZn Inorganic materials 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 229910002091 carbon monoxide Inorganic materials 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000003618 dip coating Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910018084 Al-Fe Inorganic materials 0.000 description 1
- 229910018192 Al—Fe Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910020018 Nb Zr Inorganic materials 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 229910002065 alloy metal Inorganic materials 0.000 description 1
- 229910000905 alloy phase Inorganic materials 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- IQBJFLXHQFMQRP-UHFFFAOYSA-K calcium;zinc;phosphate Chemical compound [Ca+2].[Zn+2].[O-]P([O-])([O-])=O IQBJFLXHQFMQRP-UHFFFAOYSA-K 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006757 chemical reactions by type Methods 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 238000010288 cold spraying Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- CPSYWNLKRDURMG-UHFFFAOYSA-L hydron;manganese(2+);phosphate Chemical compound [Mn+2].OP([O-])([O-])=O CPSYWNLKRDURMG-UHFFFAOYSA-L 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000009616 inductively coupled plasma Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 229910001425 magnesium ion Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 235000014593 oils and fats Nutrition 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 235000021110 pickles Nutrition 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 238000004506 ultrasonic cleaning Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 1
- 229910000165 zinc phosphate Inorganic materials 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/322—Bonding taking account of the properties of the material involved involving coated metal parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/286—Al as the principal constituent
- B23K35/288—Al as the principal constituent with Sn or Zn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3073—Fe as the principal constituent with Mn as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Coating With Molten Metal (AREA)
- Laser Beam Processing (AREA)
- Arc Welding In General (AREA)
Abstract
Description
かかる知見に基づき完成された本発明の要旨は、以下の通りである。
(2)前記スラグ層は、質量%で、Al:15.0~45.0%、Mg:7.0~30.0%を少なくとも含有する、請求項1に記載の溶接継手。
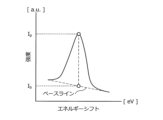
(3)前記酸化物層の最表面から深さ5nmの位置を、X線光電子分光法(XPS)にて観察したときに、Al-O結合、Mg-O結合、及び、Zn-O結合にそれぞれ帰属されるピークの強度から算出される強度比([Al-O]+[Mg-O])/[Zn-O]の値は、5.0以上である、(1)又は(2)に記載の溶接継手。
(4)前記強度比([Al-O]+[Mg-O])/[Zn-O]の値は、10.0以上である、(3)に記載の溶接継手。
(5)前記非熱影響部における前記めっき層は、Al:18.00~60.00質量%、Mg:5.00~15.00質量%、を少なくとも含有する、(1)~(4)の何れか1つに記載の溶接継手。
(6)前記非熱影響部における前記めっき層は、Al:35.00~60.00質量%、Mg:7.00~15.00質量%、を少なくとも含有しており、かつ、前記めっき層中に、Mg32(Al,Zn)49相が存在しており、前記Mg32(Al,Zn)49相におけるMg含有量[Mg]、Zn含有量[Zn]、及び、Al含有量[Al](各単位:原子%)は、0.50≦[Mg]/([Zn]+[Al])≦0.83の関係を満足する、(1)~(5)の何れか1つに記載の溶接継手。
まず、図1Aを参照しながら、本発明の実施形態に係る溶接継手の全体的な構成について説明する。図1Aは、本実施形態に係る溶接継手の構造の一例を模式的に示した説明図である。
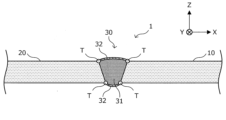
続いて、図2を参照しながら、本実施形態に係る溶接継手1のうち、溶接による熱影響が無い部位の構成について、詳細に説明する。図2は、溶接ビード部30の延伸方向に対して垂直な溶接継手1の断面を模式的に示す図である。
以下、これら地鉄101、めっき層103及び酸化物層105のそれぞれについて、詳細に説明する。
本実施形態に係る溶接継手1において、素材であるめっき鋼板の母材に対応する地鉄101は、特に限定されるものではない。溶接継手1に求められる機械的強度(例えば、引張強度)等に応じて、各種の鋼板が地鉄101として用いられ得る。このような鋼板として、例えば、各種のAlキルド鋼、Ti、Nb等を含有させた極低炭素鋼、極低炭素鋼にP、Si、Mn等の強化元素を更に含有させた高強度鋼等のような種々の鋼板を挙げることができる。
めっき層103は、図3に模式的に示したように、地鉄101の表面の少なくとも一部に設けられ、地鉄101の表面の全体にわたって設けられることが好ましい。かかるめっき層103は、溶接継手1の素材であるめっき鋼板が有しているめっき層に由来している。
以下では、まず、かかるめっき層103の化学組成について、詳細に説明する。
本実施形態に係るめっき層103の化学組成は、質量%で、Al:1.00~80.00%、Mg:1.00~20.00%、Fe:0.01~15.00%、Si:0~10.00%、Ca:0~4.00%、を含有し、残部は、5.00質量%以上のZnと不純物からなる。つまり、本実施形態に係るめっき層103の化学組成において、Al、Mg、Fe、Si、Caの含有量が上記の範囲内で、かつ、これら含有量の合計が100質量%未満であり、残部は、5.00質量%以上のZnと、不純物と、である。
Alは、本実施形態に係るめっき層103の主相(Zn-Al-Mg系合金相)を構成するために必要な元素である。Alは、非熱影響部の耐食性を確保するうえで、所定以上の含有量で含有される。めっき層103におけるAl含有量が1.00質量%未満である場合には、上記のような非熱影響部の耐食性を担保することができない。そのため、本実施形態に係るめっき層103において、Al含有量は、1.00質量%以上とする。Al含有量は、好ましくは18.00質量%以上であり、より好ましくは35.00質量%以上である。Al含有量が、上記のような範囲となることで、非熱影響部の耐食性を担保することが可能となる。
Mgは、本実施形態に係るめっき層103の主相(Zn-Al-Mg系合金相)を構成するために必要な元素である。Mgは、非熱影響部の耐食性を確保するうえで、所定以上の含有量で含有される。そのため、本実施形態に係るめっき層103において、Mg含有量は、1.00質量%以上である。Mg含有量は、好ましくは5.00質量%以上であり、より好ましくは7.00質量%以上である。Mg含有量が、上記のような範囲となることで、非熱影響部の耐食性を担保することが可能となる。
めっき層103には、母材である地鉄101から、地鉄101を構成する元素が混入することがある。特に、溶融めっき法によりめっき層103が形成される場合に、地鉄101とめっき層103との間での固液反応による元素の相互拡散によって、地鉄101を構成する元素がめっき層103へ混入し易くなる。このような元素の混入により、めっき層103中には、所定量のFeが含有され、その含有量は、0.01質量%以上となることが一般的である。上記相互拡散が促進されれば、地鉄101とめっき層103との密着性が向上する。地鉄101とめっき層103との密着性の向上という観点からは、めっき層103中のFe含有量は、0.20質量%以上であることが好ましい。
Siは、めっき層と地鉄の界面に形成するFe-Al系金属間化合物の過剰な成長を抑制し、めっき層と地鉄の密着性を向上させることが可能な元素である。Fe-Al系金属間化合物の過剰な成長を抑制するために、Siの含有量は、0.05質量%以上が好ましく、0.20質量%以上がより好ましい。一方、Siの含有量が10.00質量%を超える場合には、Mgと高融点の金属間化合物を過剰に形成し、Zn蒸発抑制効果を有するAl-Mg酸化膜の形成を阻害するため、溶接時のZn蒸発を抑制することが困難となる。
Caは、めっき層103中に含有されると、Al及びZnと金属間化合物を形成する。更に、めっき層103中にCaと共にSiが含有される場合、CaはSiと金属間化合物を形成する。これらの金属間化合物は、融点が高く、安定な構造であるため、めっき鋼板の溶接時のZn蒸発に起因するブローホールの形成と、LMEとを、抑制することが可能となる。かかる溶接時のブローホール形成及びLMEの抑制効果は、Ca含有量を0.01質量%以上とすることで、発現される。めっき層103中におけるCa含有量は、より好ましくは0.10質量%以上である。
以下、各任意添加元素の含有量について、詳細に説明する。
[Pb:0~0.500質量%]
[Sr:0~0.500質量%]
Sb、Pb、Srの少なくとも何れかがめっき層103中に含有されると、めっき層103の表面にスパングルが形成されて、金属光沢の向上を図ることが可能となる。そのため、めっき鋼板の意匠性向上という観点から、Sb、Pb、Srの少なくとも何れかがめっき層103中に含有されることが好ましい。かかる意匠性向上効果は、Sb、Pb、Srの少なくとも何れかの含有量が0.050質量%以上となった場合に発現される。そのため、Sb、Pb、Srの少なくとも何れかをめっき層103に含有させる場合には、これら元素の含有量は、それぞれ独立に、0.050質量%以上とされることが好ましい。
[Ti:0~1.000質量%]
[Cr:0~1.000質量%]
[Nb:0~1.000質量%]
[Ni:0~1.000質量%]
[Mn:0~1.000質量%]
[V :0~1.000質量%]
Cu、Ti、Cr、Nb、Ni、Mn、Vの少なくとも何れかがめっき層103中に含有されると、かかるめっき鋼板を溶接した際に、これら元素が、溶接によって生成されるAl-Fe合金相に取り込まれ、形成される溶接ビード部30の耐食性を向上させることが可能となる。かかる溶接部耐食性の向上効果は、めっき層103中のCu、Ti、Cr、Nb、Ni、Mn、Vの何れかの含有量が0.005質量%以上となった場合に発現される。そのため、Cu、Ti、Cr、Nb、Ni、Mn、Vの少なくとも何れかをめっき層103中に含有させる場合には、これら元素の含有量は、それぞれ独立に、0.005質量%以上とされることが好ましい。
[In:0~1.000質量%]
[Bi:0~1.000質量%]
Sn、In、Biは、Zn、Al、Mgを含むめっき層103が腐食環境に置かれた場合に、Mg溶出速度を上昇させる元素である。Mgの溶出速度が上昇すると、地鉄が露出した部分にMgイオンが供給され、防食性が向上する。かかる観点から、Sn、In、Biを含有させる場合には、Sn、In、Biの含有量は、それぞれ独立に、0.0050質量%以上とされる。一方で、過剰なSn、In、Bi添加は、Mg溶出速度を過剰に促進し、非熱影響部の耐食性が低下する可能性がある。かかるMg溶出速度の上昇は、Sn、In、Biの含有量の何れかが1.000質量%を超えると顕著となるため、Sn、In、Biの含有量は、それぞれ独立に、1.000質量%以下である。Sn、In、Biの含有量は、それぞれ独立に、好ましくは0.200質量%以下である。
Zrがめっき層103中に含有されると、めっき操業性を向上させることが可能となる。かかるめっき操業性の向上効果は、Zrの含有量が0.010質量%以上となった場合に発現させることができる。そのため、Zrを含有させる場合には、その含有量は、0.010質量%以上とすることが好ましい。
Moがめっき層103中に含有されると、耐食性を向上させることが可能となる。かかる耐食性の向上効果は、Moの含有量が0.010質量%以上となった場合に発現させることができる。そのため、Moを含有させる場合には、その含有量は、0.010質量%以上とすることが好ましい。
Agがめっき層103中に含有されると、めっき操業性を向上させることが可能となる。かかるめっき操業性の向上効果は、Agの含有量が0.010質量%以上となった場合に発現させることができる。そのため、Agを含有させる場合には、その含有量は、0.010質量%以上とすることが好ましい。
Liがめっき層103中に含有されると、めっき操業性を向上させることが可能となる。かかるめっき操業性の向上効果は、Liの含有量が0.010質量%以上となった場合に発現させることができる。そのため、Liを含有させる場合には、その含有量は、0.010質量%以上とすることが好ましい。
[Ce:0~0.500質量%]
[Y :0~0.500質量%]
La、Ce、Yは、Caとほぼ同等の効果を発現する元素であり、溶接時のブローホール形成を抑制する。これは、各元素の原子半径がCaの原子半径と近いことに起因する。これらの元素がめっき層103中に含有されると、Ca位置に置換する。そのため、これらの元素は、EDSにおいてCaと同位置に検出される。また、これらの元素が酸化物となった場合、これら元素の酸化物はCaOと同位置で検出される。
Bは、めっき層103中に含有されると、LMEをより一層抑制する効果がある。これは、Bがめっき層103中に含有されると、Zn、Al、Mg、Caの少なくとも何れかと化合して、様々な金属間化合物を形成するためと推察される。また、めっき層103中にBが存在することで、Bはめっき層103から地鉄101へと拡散し、粒界強化によって地鉄101のLMEをより一層抑制する効果があると考えられる。更に、Bに関して形成される各種の金属間化合物は、融点が極めて高いために、溶接時におけるZn蒸発の抑制にも作用していると推察される。これらの改善効果は、Bを0.050質量%以上含有させることで発現させることが可能となる。そのため、めっき層103中におけるBの含有量は、より好ましくは0.050質量%以上である。
上記のめっき層103の化学成分は、ICP-AES(Inductively Coupled Plasma Atomic Emission Spectrometry)又はICP-MS(lnductively Coupled Plasma Mass Spectrometry)を使用して、計測することが可能である。なお、0.1質量%単位までの化学成分の分析を行う場合には、ICP-AESを用いることとし、0.1質量%未満の微量な化学成分の分析を行う場合には、ICP-MSを用いることとする。非熱影響部の着目する部位を、インヒビターを加えた10%HCl水溶液に対して1分程度浸潰し、めっき層部分を剥離し、このめっき層を溶解した溶液を準備する。得られた溶液を、ICP-AES又はICP-MSによって分析して、めっき層の全体平均としての化学成分を得ることができる。
本実施形態に係るめっき層103は、上記のような化学組成を有しているが、より好ましい化学組成は、以下の通りである。
すなわち、本実施形態に係るめっき層103は、化学組成として、18.00~60.00質量%のAlと、5.00~15.00質量%のMgと、を少なくとも含有し、必要に応じて更に上記のような任意添加元素を更に含有することが、より好ましい。
以上説明したようなめっき層103の付着量については、特に規定するものではないが、例えば、地鉄101の片面当たり、15~250g/m2程度であることが好ましい。めっき層103の付着量が上記のような範囲内となることで、本実施形態に係る溶接継手1の非熱影響部は、十分な耐食性を示すことが可能となる。
続いて、本実施形態に係る溶接継手1の非熱影響部が有している酸化物層105について、詳細に説明する。
図3に模式的に示したように、上記で説明したようなめっき層103の表面には、酸化物層105が位置している。かかる酸化物層105は、溶接継手1の素材であるめっき鋼板が有している酸化物層に由来している。
X線源:mono-Al Kα(1486.6eV)
X線径:50~200μm
測定領域:100~700μm×100~700μm
真空度:1×10-10~1×10-11 torr(1torrは、133.32Paである。)
加速電圧:1~10kV
すなわち、上記のようにして得られた、最表面から深さ5nmの位置に対応する面(図4における「位置B」の面)の任意の場所において、上記のようにしてXPSを測定して、強度比([Al-O]+[Mg-O])/[Zn-O]の値を算出する。このような測定・算出処理を、「位置B」に対応する面上の任意の5箇所でそれぞれ実施し、得られた5つの強度比の平均値を、本実施形態に係る酸化物層105における、強度比([Al-O]+[Mg-O])/[Zn-O]の値とする。
なお、本実施形態に係る溶接継手1の非熱影響部は、上記の酸化物層105上に、更に1層又は2層以上の各種の皮膜を有していてもよい。このような皮膜として、例えば、クロメート皮膜、リン酸塩皮膜、クロメートフリー皮膜、有機樹脂皮膜等が挙げられる。
次に、図2を参照しながら、本実施形態に係る溶接継手1における、溶接ビード部の特徴について説明する。
本実施形態に係る溶接継手1では、上記のようなめっき層103及び酸化物層105を有するめっき鋼板が、第1鋼板10又は第2鋼板20の少なくとも何れかの素材として用いられる。その結果、以下のような成分を示すスラグ層32が形成され、これにより、溶接金属31の表面において、Si系スラグの形成が抑制される。
Al含有量が1.0質量%未満である場合には、溶接時にAlが過剰に蒸発したことを意味する。かかる場合、溶接金属31の表面に形成されるAl-Mg含有スラグが不十分であり、Si系スラグの形成が抑制され難い。そのため、位置Aにおけるスラグ層32のAl含有量は、1.0質量%以上であることが求められる。Al含有量は、好ましくは15.0質量%以上であり、より好ましくは30.0質量%以上である。Al含有量が、このような範囲となることで、Al-Mg含有スラグによってSi系スラグの形成が抑制され、溶接ビード部30における電着塗装性が向上する。
Mg含有量が1.0質量%未満である場合には、溶接時にMgが過剰に蒸発したことを意味する。かかる場合、溶接金属31の表面に形成されるAl-Mg含有スラグが不十分であり、Si系スラグの形成が抑制され難い。そのため、位置Aにおけるスラグ層32のMg含有量は、1.0質量%以上であることが求められる。Mg含有量は、好ましくは7.0質量%以上であり、より好ましくは8.0質量%以上である。Mg含有量が、このような範囲となることで、Al-Mg含有スラグによってSi系スラグの形成が抑制され、溶接ビード部30における電着塗装性が向上する。
次に、以上説明したような、溶接継手1の素材となるめっき鋼板の製造方法の一例を説明する。
本実施形態に係る溶接継手1の素材となるめっき鋼板は、上記のような地鉄101からなる鋼板を母材として、かかる地鉄101の表面にめっき層103及び酸化物層105を形成することで製造される。
かかるめっき鋼板の製造工程では、まず、母材として用いる地鉄101からなる鋼板を、ゼンジミア法により圧延して所望の板厚とした後、コイル状に巻き取って、溶融めっきラインに設置する。
本実施形態に係る溶接継手は、上記のようにして製造しためっき鋼板を、溶接継手を製造する際の第1鋼板又は第2鋼板の少なくとも何れかの素材としたうえで、かかる第1鋼板及び第2鋼板を溶接継手に求める形状となるように配置し、第1鋼板及び第2鋼板を溶接することで製造される。
溶接電流:250A、溶接電圧:26.4V、溶接速度:100cm/分
溶接ガス:20%CO2+Ar、ガス流量:20L/分
溶接ワイヤ:YGW16 日鉄溶接工業株式会社製 φ1.2mm
(C:0.1質量%、Si:0.80質量%、Mn:1.5質量%、P:0.015質量%、S:0.008質量%、Cu:0.36質量%)
溶接トーチの傾斜角:45°
出力:7kW、溶接速度:400cm/分、前進・後進角:0°
なお、溶接法として、高周波抵抗溶接法や突合せ抵抗溶接法等の各種の抵抗溶接法を用いることも一見考えられるが、このような溶接法を用いた場合、本実施形態で着目するような溶接ビード部の状態を実現することはできない。
≪評価基準≫
評点「A」:強度比の値が10.0以上
「B」:強度比の値が5.0以上10.0未満
「C」:強度比の値が5.0未満
溶接モード:パルスマグ溶接
溶接電流:230A、溶接電圧:23.4V、溶接速度:100cm/分
溶接ガス:20%CO2+Ar、ガス流量:20L/分
溶接ワイヤ:YM-TX 日鉄溶接工業株式会社製 φ1.2mm
(C:0.11質量%、Si:0.01質量%、Mn:1.21質量%、P:0.006質量%、S:0.007質量%、Cu:0.22質量%)
溶接トーチの傾斜角:60°
重ね代:10mm
鋼板サイズ:上板側(第1鋼板) 150×50mm、下板側(第2鋼板) 150×30mm
板隙:0mm
ワイヤ突き出し長さ:15mm
出力:7kW、溶接速度:400cm/分、前進・後進角:0°
鋼板サイズ:上板側(第1鋼板)150×50mm、下板側(第2鋼板)150×30mm
重ね代:50mm
板隙:0mm
上記のようにして得られた溶接継手に対して、自動車用リン酸化成処理(Znリン酸処理、SD5350システム:日本ペイント・インダストリアルコーディング社製規格)、及び、電着塗装(PN110パワーニクスグレー:日本ペイント・インダストリアルコーディング社製規格)を施した。この際、電着膜厚は20μmとした。電着塗装後のサンプルに対して、図6に示すように、溶接ビード部の延伸方向における最大長さL0と、サンプルに発生した電着不良部の長さLn(n:1以上の整数)を測定した。なお、電着不良部は、外観上で赤褐色~黒色であって、電着塗装部の色とは異なる発色をしているため、外観から電着不良部を特定することが可能である。すなわち、外観から特定された各々の電着不良部における溶接ビード部の延伸方向(溶接方向)と平行方向の長さが、電着不良部の長さLnである。
≪評価基準≫
評点「AAA」:ΣLn/L0の値が0.3以下
「AA」:ΣLn/L0の値が0.3超、0.5以下
「A」:ΣLn/L0の値が0.5超、0.7以下
「B」:ΣLn/L0の値が0.7超

10 第1鋼板
20 第2鋼板
30 溶接ビード部
31 溶接金属
32 スラグ層
101 地鉄
103 めっき層
105 酸化物層
Claims (6)
- 第1鋼板と第2鋼板とが、アーク溶接又はレーザー溶接により溶接された溶接継手であって、
前記第1鋼板及び前記第2鋼板と、
前記アーク溶接又はレーザー溶接により形成される溶接ビード部と、
を有しており、
前記第1鋼板及び前記第2鋼板において、前記溶接による熱影響が無い部位を非熱影響部としたときに、前記第1鋼板又は前記第2鋼板の少なくとも何れかは、前記非熱影響部において、地鉄の表面の少なくとも一部に位置するめっき層と、当該めっき層上に位置する酸化物層と、を有しており、
前記めっき層は、質量%で、
Al:1.00~80.00%、
Mg:1.00~20.00%、
Fe:0.01~15.00%、
Si:0~10.00%、
Ca:0~4.00%、
を含有し、更に、選択的に、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
In:0~1.000%、
Bi:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Ni:0~1.000%、
Mn:0~1.000%、
V:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B:0~0.500%、
Y:0~0.500%、
Sr:0~0.500%、
を合計で0~5.000%含有し、残部は、5.00質量%以上のZnと、不純物と、からなり、
前記溶接ビード部は、溶接金属と、当該溶接金属の表面の一部に形成されたスラグ層と、を有しており、
前記スラグ層は、酸素を除外した時の質量%で、
Al:1.0~45.0%、
Mg:1.0~30.0%、
を含有し、残部が、Fe、酸化されやすい金属元素、及び不純物からなる、溶接継手。 - 前記スラグ層は、質量%で、
Al:15.0~45.0%、
Mg:7.0~30.0%、
を少なくとも含有する、請求項1に記載の溶接継手。 - 前記酸化物層の最表面から深さ5nmの位置を、X線光電子分光法(XPS)にて観察したときに、Al-O結合、Mg-O結合、及び、Zn-O結合にそれぞれ帰属されるピークの強度から算出される強度比([Al-O]+[Mg-O])/[Zn-O]の値は、5.0以上である、請求項1に記載の溶接継手。
- 前記強度比([Al-O]+[Mg-O])/[Zn-O]の値は、10.0以上である、請求項3に記載の溶接継手。
- 前記非熱影響部における前記めっき層は、
Al:18.00~60.00質量%、
Mg:5.00~15.00質量%、
を少なくとも含有する、請求項1に記載の溶接継手。 - 前記非熱影響部における前記めっき層は、
Al:35.00~60.00質量%、
Mg:7.00~15.00質量%、
を少なくとも含有しており、かつ、
前記めっき層中に、Mg32(Al,Zn)49相が存在しており、
前記Mg32(Al,Zn)49相におけるMg含有量[Mg]、Zn含有量[Zn]、及び、Al含有量[Al](各単位:原子%)は、0.50≦[Mg]/([Zn]+[Al])≦0.83の関係を満足する、請求項1~5の何れか1項に記載の溶接継手。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022013461 | 2022-01-31 | ||
| JP2022013461 | 2022-01-31 | ||
| PCT/JP2023/002440 WO2023145823A1 (ja) | 2022-01-31 | 2023-01-26 | 溶接継手 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2023145823A1 JPWO2023145823A1 (ja) | 2023-08-03 |
| JP7328607B1 true JP7328607B1 (ja) | 2023-08-17 |
| JPWO2023145823A5 JPWO2023145823A5 (ja) | 2023-12-27 |
Family
ID=87471480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023534237A Active JP7328607B1 (ja) | 2022-01-31 | 2023-01-26 | 溶接継手 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4421205A1 (ja) |
| JP (1) | JP7328607B1 (ja) |
| KR (1) | KR20240129214A (ja) |
| CN (1) | CN118591651A (ja) |
| MX (1) | MX2024006277A (ja) |
| WO (1) | WO2023145823A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005230912A (ja) * | 2004-01-22 | 2005-09-02 | Nippon Steel Corp | 耐液体金属脆化割れ性に優れたアーク溶接用フラックス入りワイヤおよびアーク溶接方法 |
| JP2011208264A (ja) * | 2010-03-30 | 2011-10-20 | Nisshin Steel Co Ltd | 耐食性に優れる自動車シャシ部材およびその製造法 |
| WO2018139620A1 (ja) * | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| JP2022067423A (ja) * | 2020-10-20 | 2022-05-06 | 日本製鉄株式会社 | 鋼材 |
-
2023
- 2023-01-26 JP JP2023534237A patent/JP7328607B1/ja active Active
- 2023-01-26 KR KR1020247026566A patent/KR20240129214A/ko unknown
- 2023-01-26 CN CN202380017204.3A patent/CN118591651A/zh active Pending
- 2023-01-26 EP EP23747033.1A patent/EP4421205A1/en active Pending
- 2023-01-26 MX MX2024006277A patent/MX2024006277A/es unknown
- 2023-01-26 WO PCT/JP2023/002440 patent/WO2023145823A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005230912A (ja) * | 2004-01-22 | 2005-09-02 | Nippon Steel Corp | 耐液体金属脆化割れ性に優れたアーク溶接用フラックス入りワイヤおよびアーク溶接方法 |
| JP2011208264A (ja) * | 2010-03-30 | 2011-10-20 | Nisshin Steel Co Ltd | 耐食性に優れる自動車シャシ部材およびその製造法 |
| WO2018139620A1 (ja) * | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| JP2022067423A (ja) * | 2020-10-20 | 2022-05-06 | 日本製鉄株式会社 | 鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240129214A (ko) | 2024-08-27 |
| JPWO2023145823A1 (ja) | 2023-08-03 |
| WO2023145823A1 (ja) | 2023-08-03 |
| CN118591651A (zh) | 2024-09-03 |
| MX2024006277A (es) | 2024-06-11 |
| EP4421205A1 (en) | 2024-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110234780B (zh) | 镀覆钢材 | |
| TWI447261B (zh) | 熔融Al-Zn系鍍敷鋼板 | |
| TWI437122B (zh) | 熔融Al-Zn系鍍覆鋼板及其製造方法 | |
| CN117987688A (zh) | 熔融Al-Zn-Mg-Si-Sr镀覆钢板及其制造方法 | |
| JP7124991B1 (ja) | 溶接継手及び自動車部品 | |
| JP7311040B2 (ja) | Fe系電気めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 | |
| WO2012053694A1 (ko) | 도금성, 도금 밀착성 및 스폿 용접성이 우수한 용융아연도금강판 및 그 제조방법 | |
| JP7124992B1 (ja) | 溶接継手及び自動車部品 | |
| JP4506128B2 (ja) | 熱間プレス成形品およびその製造方法 | |
| JP7328608B1 (ja) | 溶接継手 | |
| JP2024500435A (ja) | シーラー接着性に優れためっき鋼板及びその製造方法 | |
| JP2023111556A (ja) | 溶接継手 | |
| JP7328607B1 (ja) | 溶接継手 | |
| WO2023145822A1 (ja) | めっき鋼板 | |
| JP7506350B2 (ja) | 鋼溶接部材 | |
| JP3843042B2 (ja) | 抵抗溶接性に優れたアルミニウムめっき鋼板とこれを用いた加工部品 | |
| JP7513945B1 (ja) | 溶接継手 | |
| JP7541276B1 (ja) | 溶接継手 | |
| JP7513946B1 (ja) | 溶接継手 | |
| JP7541278B1 (ja) | 溶接継手 | |
| JP7541277B1 (ja) | めっき鋼板 | |
| WO2024143403A1 (ja) | めっき鋼板 | |
| JP7381984B1 (ja) | めっき鋼材 | |
| JP2004002931A (ja) | 抵抗溶接性に優れたアルミニウムめっき鋼板とこれを用いた加工部品 | |
| JP7265217B2 (ja) | ホットスタンプ用めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230605 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230605 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20230605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230717 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7328607 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |