JP7230582B2 - せん断加工方法及びせん断加工装置 - Google Patents
せん断加工方法及びせん断加工装置 Download PDFInfo
- Publication number
- JP7230582B2 JP7230582B2 JP2019032815A JP2019032815A JP7230582B2 JP 7230582 B2 JP7230582 B2 JP 7230582B2 JP 2019032815 A JP2019032815 A JP 2019032815A JP 2019032815 A JP2019032815 A JP 2019032815A JP 7230582 B2 JP7230582 B2 JP 7230582B2
- Authority
- JP
- Japan
- Prior art keywords
- pressing member
- punch
- workpiece
- shearing
- young
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Description
(1)第1面及びその反対側の第2面を有する被加工材を、前記第2面がダイ側に配置されるように、前記ダイ上に配置し、前記被加工材の前記第1面から前記第2面に向かって前記被加工材の板厚方向に、前記第1面側に配置されたパンチでせん断加工を行うせん断加工方法であって、
前記パンチは、前記パンチの側面に接するように前記パンチの上部に固定された押え部材を備え、
前記押え部材のヤング率が、前記被加工材のヤング率よりも小さく、
少なくとも破断面の形成時に前記押え部材を前記被加工材に押しつけながら、せん断加工を行うこと、
を含む、せん断加工方法。
(2)前記押え部材のヤング率が、前記被加工材のヤング率の20%以下である、上記(1)に記載のせん断加工方法。
(3)前記パンチの先端部の位置から前記押え部材の先端部の位置までの、前記被加工材の前記第2面から第1面に向かう板厚方向における距離Hgが、前記被加工材に形成される前記板厚方向におけるだれの長さとせん断面の長さとの合計長さ未満である、上記(1)または(2)に記載のせん断加工方法。
(4)前記距離Hgが、
-t≦Hg<0.6t
(式中、tは前記被加工材の板厚)
を満たす、上記(3)に記載のせん断加工方法。
(5)前記押え部材の幅Wcに対する前記押え部材の高さHcの比率Hc/Wcが4以下であり、且つHc≧被加工材の板厚/0.3である、上記(1)~(4)のいずれかに記載のせん断加工方法。
(6)前記パンチが、前記押え部材の外周側に逃げ抑制部材を有する、上記(1)~(5)のいずれかに記載のせん断加工方法。
(7)第1面及びその反対側の第2面を有する被加工材を、前記第1面から前記第2面に向かってせん断加工をするように構成されたパンチ及びダイを有し、前記被加工材をせん断加工して、抜き材及び加工材を得るせん断加工装置であって、
前記パンチは、前記パンチの側面に接するように前記パンチの上部に固定された押え部材を備え、
前記押え部材のヤング率が、前記被加工材のヤング率よりも小さい、
せん断加工装置。
(8)前記押え部材のヤング率が、前記被加工材のヤング率の20%以下である、上記(7)に記載のせん断加工装置。
(9)前記パンチの先端部の位置から前記押え部材の先端部の位置までの、前記被加工材の前記第2面から第1面に向かう板厚方向における距離Hgが、前記被加工材に形成される前記板厚方向におけるだれの長さとせん断面の長さとの合計長さ未満である、上記(7)または(8)に記載のせん断加工装置。
(10)前記距離Hgが、
-t≦Hg<0.6t
(式中、tは前記被加工材の板厚)
を満たす、上記(9)に記載のせん断加工装置。
(11)前前記押え部材の幅Wcに対する前記押え部材の高さHcの比率Hc/Wcが4以下であり、且つHc≧被加工材の板厚/0.3である、上記(7)~(10)のいずれかに記載のせん断加工装置。
(12)前記パンチが、前記押え部材の外周側に逃げ抑制部材を有する、上記(7)~(11)のいずれかに記載のせん断加工装置。
パンチ:弾性体、ヤング率200GPa、ポアソン比0.3;
ダイ:剛体;
押え部材:弾性体、ヤング率40MPa~400GPa、ポアソン比0.499、押え部材の高さHc=10.0mm、押え部材の幅Wc=5.0mm、パンチの先端部の位置から押え部材の先端部の位置までの、被加工材の第2面から第1面に向かう板厚方向の距離Hg=0.0mm;
被加工材:弾塑性体、1470MPa級鋼板、ヤング率200GPa、ポアソン比0.3、板厚1.6mm;
パンチ/ダイ間クリアランス:0.32mm、板厚比20%;
ソルバー:Abaqus explicit;
解法:動的陽解法(FEM)。
-t≦Hg<0.6t
(式中、tは被加工材の板厚)
を満たし、
より好ましくは、距離Hgは、
-0.5t≦Hg<0.2t
(式中、tは被加工材の板厚)
を満たす。
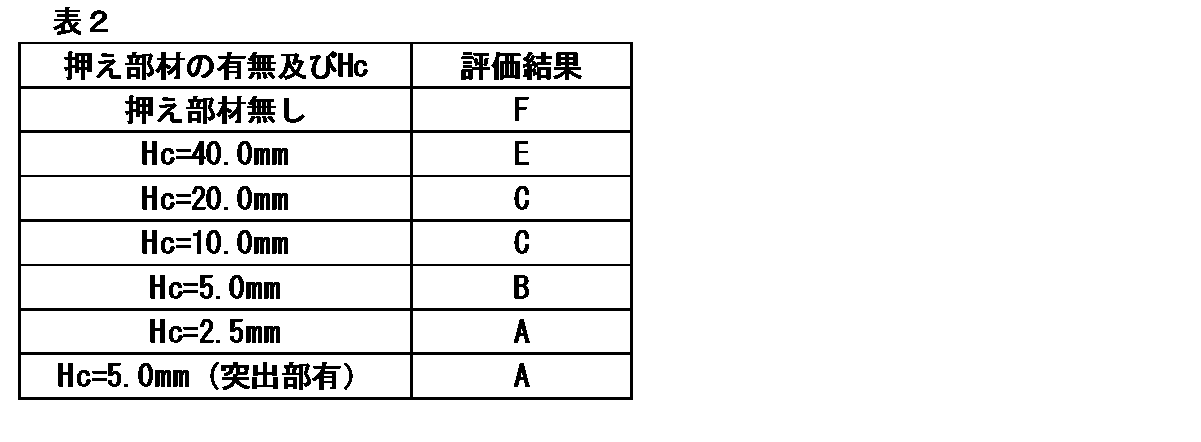
被加工材:1470MPa級鋼板、板厚1.6mm;
パンチの直径:φ100mm;
パンチの打ち抜き速度:100mm/秒;
パンチ/ダイ間のクリアランス:0.32mm(板厚比20%);
押え部材の材質:シリコーンゴム;
押え部材のヤング率:10MPa;
押え部材の高さHc:2.5~40.0mm;
押え部材の幅Wc:5.0mm;
パンチの先端部の位置から押え部材の先端部の位置までの、被加工材の第2面から第1面に向かう板厚方向の距離Hg=0.0mm。

101 被加工材の第1面
102 被加工材の第2面
11 抜き材
12 加工材
14 だれ
14’ だれ
15 せん断面
15’ せん断面
16 破断面
17 バリ
17’ バリ
18a パンチ側表面
18b ダイ側表面
19 せん断加工面
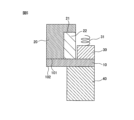
20 パンチ
20a 被加工材の板厚方向
21 パンチの上部
22 押え部材
221 比較的ヤング率が大きい材料
222 比較的ヤング率が小さい材料、ばね、またはダンパー
223 突出部
30 ホルダー
31 弾性部材
40 ダイ
Hc 押え部材の(外周側の)高さ
Hc’ 押え部材の内周側の高さ
Hg パンチの先端部の位置から押え部材の先端部の位置までの距離
Wc 押え部材の幅
Claims (8)
- 第1面及びその反対側の第2面を有する被加工材を、前記第2面がダイ側に配置されるように、前記ダイ上に配置し、前記被加工材の前記第1面から前記第2面に向かって前記被加工材の板厚方向に、前記第1面側に配置されたパンチでせん断加工を行うせん断加工方法であって、
前記被加工材は、590MPa以上の引張強度を有する高強度鋼板であり、
前記パンチは、前記パンチの側面に接するように前記パンチの上部に固定された押え部材を備え、
前記パンチの先端部の位置から前記押え部材の先端部の位置までの、前記被加工材の前記第2面から第1面に向かう板厚方向における距離Hgが、-t≦Hg<0(式中、tは前記被加工材の板厚)を満たし、
前記押え部材のヤング率が、前記被加工材のヤング率よりも小さく、
少なくとも破断面の形成時に前記押え部材を前記被加工材に押しつけながら、せん断加工を行うこと、
を含む、せん断加工方法。 - 前記押え部材のヤング率が、前記被加工材のヤング率の20%以下である、
請求項1に記載のせん断加工方法。 - 前記押え部材の幅Wcに対する前記押え部材の高さHcの比率Hc/Wcが4以下であり、且つHc≧被加工材の板厚/0.3である、
請求項1又は2に記載のせん断加工方法。 - 前記パンチが、前記押え部材の外周側に逃げ抑制部材を有する、
請求項1~3のいずれか一項に記載のせん断加工方法。 - 第1面及びその反対側の第2面を有する被加工材を、前記第1面から前記第2面に向かってせん断加工をするように構成されたパンチ及びダイを有し、前記被加工材をせん断加工して、抜き材及び加工材を得るせん断加工装置であって、
前記せん断加工装置は、前記被加工材として590MPa以上の引張強度を有する高強度鋼板をせん断加工するものであり、
前記パンチは、前記パンチの側面に接するように前記パンチの上部に固定された押え部材を備え、
前記パンチの先端部の位置から前記押え部材の先端部の位置までの、前記被加工材の前記第2面から第1面に向かう板厚方向における距離Hgが、-t≦Hg<0(式中、tは前記被加工材の板厚)を満たし、
前記押え部材のヤング率が、前記被加工材のヤング率よりも小さい、
せん断加工装置。 - 前記押え部材のヤング率が、前記被加工材のヤング率の20%以下である、
請求項5に記載のせん断加工装置。 - 前前記押え部材の幅Wcに対する前記押え部材の高さHcの比率Hc/Wcが4以下であり、且つHc≧被加工材の板厚/0.3である、
請求項5又は6に記載のせん断加工装置。 - 前記パンチが、前記押え部材の外周側に逃げ抑制部材を有する、
請求項5~7のいずれか一項に記載のせん断加工装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018054178 | 2018-03-22 | ||
| JP2018054178 | 2018-03-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019166571A JP2019166571A (ja) | 2019-10-03 |
| JP7230582B2 true JP7230582B2 (ja) | 2023-03-01 |
Family
ID=68107912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019032815A Active JP7230582B2 (ja) | 2018-03-22 | 2019-02-26 | せん断加工方法及びせん断加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7230582B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001105046A (ja) | 1999-09-30 | 2001-04-17 | Nbc:Kk | パンチ機構のストリッパ落下防止装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2867276A (en) * | 1955-04-14 | 1959-01-06 | Wales Strippite Corp | Self-contained perforating implement |
| JPH0349769Y2 (ja) * | 1985-03-22 | 1991-10-24 |
-
2019
- 2019-02-26 JP JP2019032815A patent/JP7230582B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001105046A (ja) | 1999-09-30 | 2001-04-17 | Nbc:Kk | パンチ機構のストリッパ落下防止装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019166571A (ja) | 2019-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6809557B2 (ja) | せん断加工方法 | |
| JP6142927B2 (ja) | 鋼板の打ち抜き用工具および打ち抜き方法 | |
| JP5008306B2 (ja) | バックルベース部材のダボ出し加工方法 | |
| JP5386991B2 (ja) | せん断加工成形方法 | |
| JP2006224121A (ja) | 鋼板打ち抜き用工具及びそれを用いた打ち抜き方法 | |
| JP6747631B1 (ja) | プレス部品の製造方法及びブランク材の製造方法 | |
| JP2007075888A (ja) | プレス打ち抜き方法およびプレス打ち抜き型およびばね | |
| JP7230582B2 (ja) | せん断加工方法及びせん断加工装置 | |
| JP5042936B2 (ja) | シャー角付き打ち抜きせん断装置 | |
| JP6424905B2 (ja) | 切断加工装置及び切断加工方法 | |
| JP7188457B2 (ja) | 金属板のせん断加工方法及びプレス部品の製造方法 | |
| JP6977913B1 (ja) | プレス部品の製造方法、及びブランク材の製造方法 | |
| JP5493687B2 (ja) | せん断加工条件の設定方法 | |
| JP4638746B2 (ja) | 切断面割れを低減するシャーせん断刃、せん断加工方法およびせん断加工装置 | |
| JP6100547B2 (ja) | ギヤ | |
| JP2016147289A (ja) | プレス加工装置の金型、及び、プレス加工装置 | |
| KR102393026B1 (ko) | 절단 단면을 가지는 표면 처리 강판의 부품 및 그 절단 가공 방법 | |
| JP5042935B2 (ja) | シャー角付き打ち抜き装置 | |
| JP7176549B2 (ja) | 金属板のせん断加工方法、プレス部品の製造方法、金属板、及び金属板のせん断金型 | |
| WO2023145228A1 (ja) | アモルファス合金箔のせん断加工法 | |
| JP6044571B2 (ja) | カット金型の損傷危険部位予測方法およびその予測方法を用いたカット金型の損傷防止方法 | |
| JP2827632B2 (ja) | 傾斜パネル用穴抜き型 | |
| JP4272952B2 (ja) | 巻上機における軸受けフレームの軸受孔加工方法 | |
| JP6729174B2 (ja) | 剪断加工方法 | |
| JPH0857557A (ja) | 金属板の打ち抜き型および加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211008 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230130 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7230582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |