JP7217618B2 - 周期構造作成装置及び周期構造作成方法 - Google Patents
周期構造作成装置及び周期構造作成方法 Download PDFInfo
- Publication number
- JP7217618B2 JP7217618B2 JP2018215401A JP2018215401A JP7217618B2 JP 7217618 B2 JP7217618 B2 JP 7217618B2 JP 2018215401 A JP2018215401 A JP 2018215401A JP 2018215401 A JP2018215401 A JP 2018215401A JP 7217618 B2 JP7217618 B2 JP 7217618B2
- Authority
- JP
- Japan
- Prior art keywords
- periodic structure
- laser beam
- laser
- scanning
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Mechanical Optical Scanning Systems (AREA)
- Laser Beam Processing (AREA)
Description







4a、4b、4c シリンドリカルレンズ
5 第2拡縮手段
5a、5b、5c シリンドリカルレンズ
6a、6b、7a、7b、 直動機構
7a、7b、 直動機構
11 集光手段
12,12A,12B,12C加工対象物
13,13A,13B,13C走査手段(回転駆動機構)
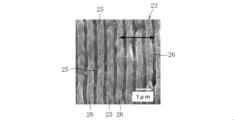
23,31,33,41 周期構造
Claims (7)
- 加工対象物に一軸のレーザビームをオーバーラップさせながら照射して、そのレーザ波長程度に微細な凹凸溝を方向性を持たせて周期的に形成する周期構造作成装置であって、
レーザビーム径の第1拡縮手段と、加工対象物を駆動してレーザビームを相対走査する走査手段と偏向器を駆動してレーザビームを絶対走査する走査手段とのいずれかの走査手段と、レーザビームを集光する集光手段とを備え、前記レーザビーム径の第1拡縮手段が前記いずれかの走査に対して略直交する方向にのみ作用し、かつ、前記レーザビーム径の第1拡縮手段に加え、レーザビーム径の第2拡縮手段を備え、前記第2拡縮手段は前記第1拡縮手段と略直交する方向にのみ作用し、前記第1拡縮手段によるビーム径の変更を加味して、焦点位置における集光スポットの累積エネルギ量を略一定に保つように、前記第2拡縮手段と前記走査手段を作用させて、レーザの利用効率を最大に保つことを特徴とする周期構造作成装置。 - 前記レーザビーム径の第1拡縮手段とレーザビーム径の第2拡縮手段とは、可変倍率式のシリンドリカルビームエキスパンダ、または、可変倍率式のシリンドリカルビームレデューサであることを特徴とする請求項1に記載の周期構造作成装置。
- 前記レーザビームの出力またはレーザ照射のオンオフを所定の周期で変更して、周期構造の深さまたは周期構造の間欠比を変化させることを特徴とする請求項1又は請求項2に記載の周期構造作成装置。
- 前記レーザビームの強度分布を変更する機能を備えて、周期構造の作成幅の断面形状を変化させることを特徴とする請求項1から請求項3のいずれかに記載の周期構造作成装置。
- 前記レーザビームの偏光方向を変更する機能を備えて、周期構造の微細な凹凸溝の方向を変化させることを特徴とする請求項1から請求項4のいずれかに記載の周期構造作成装置。
- 前記レーザビーム径の拡縮手段と前記偏光方向を変更する機能に電動機構を持たせて、前記走査手段とレーザ出力またはレーザ照射のオンオフとに同期して、レーザビーム径または偏光方向を変更して、周期構造の作成幅または凹凸溝の方向を、加工中に変更することを特徴とする請求項1から請求項5のいずれかに記載の周期構造作成装置。
- 加工対象物に一軸のレーザビームをオーバーラップさせながら照射して、そのレーザ波長程度に微細な凹凸溝を方向性を持たせて周期的に形成する周期構造作成方法であって、
レーザビーム径の拡縮、及び加工対象物象とレーザビームとの相対走査又は偏向器とレーザビームとの絶対走査を可能とする走査手段を用いて、前記レーザビーム径の拡縮が前記レーザビームのいずれかの走査に対して略直交する方向にのみ作用させ、前記レーザビーム径の第1拡縮手段と、前記第1拡縮手段と略直交する方向にのみ作用する、レーザビーム径の第2拡縮手段とを用い、前記第1拡縮手段によるビーム径の変更を加味して、焦点位置における集光スポットの累積エネルギ量を略一定に保つように、前記第2拡縮手段と前記走査手段を作用させて、レーザの利用効率を最大に保つことを特徴とする周期構造作成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018215401A JP7217618B2 (ja) | 2018-11-16 | 2018-11-16 | 周期構造作成装置及び周期構造作成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018215401A JP7217618B2 (ja) | 2018-11-16 | 2018-11-16 | 周期構造作成装置及び周期構造作成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020082093A JP2020082093A (ja) | 2020-06-04 |
| JP7217618B2 true JP7217618B2 (ja) | 2023-02-03 |
Family
ID=70905374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018215401A Active JP7217618B2 (ja) | 2018-11-16 | 2018-11-16 | 周期構造作成装置及び周期構造作成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7217618B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118976980A (zh) * | 2024-08-21 | 2024-11-19 | 清华大学 | 一种基于单一位置曝光的手性结构加工装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004035255A1 (ja) | 2002-09-27 | 2004-04-29 | Nec Machinery Corporation | 周期構造作成方法および表面処理方法 |
| JP2006116570A (ja) | 2004-10-22 | 2006-05-11 | Miyachi Technos Corp | レーザ集光ユニット及びレーザ加工装置 |
| JP2010207889A (ja) | 2009-03-11 | 2010-09-24 | Canon Machinery Inc | 周期構造の作製方法及び作製装置 |
| JP2016215269A (ja) | 2015-05-26 | 2016-12-22 | キヤノンマシナリー株式会社 | レーザ加工方法およびレーザ加工装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0768392A (ja) * | 1993-06-28 | 1995-03-14 | Hitachi Constr Mach Co Ltd | レーザ加工方法及びレーザ加工装置 |
| JP6621614B2 (ja) * | 2015-08-10 | 2019-12-18 | キヤノンマシナリー株式会社 | 間欠周期構造作成装置および間欠周期構造作成方法 |
-
2018
- 2018-11-16 JP JP2018215401A patent/JP7217618B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004035255A1 (ja) | 2002-09-27 | 2004-04-29 | Nec Machinery Corporation | 周期構造作成方法および表面処理方法 |
| JP2006116570A (ja) | 2004-10-22 | 2006-05-11 | Miyachi Technos Corp | レーザ集光ユニット及びレーザ加工装置 |
| JP2010207889A (ja) | 2009-03-11 | 2010-09-24 | Canon Machinery Inc | 周期構造の作製方法及び作製装置 |
| JP2016215269A (ja) | 2015-05-26 | 2016-12-22 | キヤノンマシナリー株式会社 | レーザ加工方法およびレーザ加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020082093A (ja) | 2020-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20140263212A1 (en) | Coordination of beam angle and workpiece movement for taper control | |
| JP4044539B2 (ja) | ポリゴンミラーを利用するレーザ加工装置 | |
| JP4340745B2 (ja) | レーザースポットを拡大するワークピースのレーザー加工方法 | |
| JPWO2018020911A1 (ja) | マイクロニードル製造方法及びマイクロニードル製造装置 | |
| JP6910086B1 (ja) | レーザ加工装置、レーザ加工システム、ローテータユニット装置、レーザ加工方法、及び、プローブカードの生産方法 | |
| JP2005532908A5 (ja) | ||
| JP6621614B2 (ja) | 間欠周期構造作成装置および間欠周期構造作成方法 | |
| CN108115289A (zh) | 一种激光加工装置及激光加工方法 | |
| Bruening et al. | Ultra-fast laser micro processing by multiple laser spots | |
| JP5819149B2 (ja) | 周期構造の作成方法および周期構造の作成装置 | |
| JP7217618B2 (ja) | 周期構造作成装置及び周期構造作成方法 | |
| JP6980216B2 (ja) | 切削工具製造方法 | |
| CN108161230B (zh) | 一种准3d加工球冠栅网的装置及其方法 | |
| TWI849504B (zh) | 雷射加工裝置、探針卡的生產方法和雷射加工方法 | |
| KR20200129726A (ko) | 세라믹 임플란트 레이저 가공 장치 | |
| JP2017104875A (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP6497894B2 (ja) | 微細周期構造の形成方法および形成装置 | |
| JP4781941B2 (ja) | レーザによる表面微細構造形成方法 | |
| KR100664573B1 (ko) | 레이저 가공 장치 및 방법 | |
| JP6821758B1 (ja) | 周期構造作成装置および周期構造作成方法 | |
| JP2022107852A (ja) | 光学ユニット、レーザー加工装置、及びレーザー加工方法 | |
| Kramer et al. | Novel strategy for ultrafast pulsed laser micromachining of rotational symmetric metallic parts | |
| KR102706001B1 (ko) | 고속 스캐닝이 가능한 대면적 레이저 가공장치 및 가공방법 | |
| JP2004351443A (ja) | ロール表面の加工方法及び装置並びにエンボスロール | |
| JP2004188437A (ja) | 微細傾斜面の加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211012 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7217618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |