JP7204706B2 - ステータ、モータおよび送風機 - Google Patents
ステータ、モータおよび送風機 Download PDFInfo
- Publication number
- JP7204706B2 JP7204706B2 JP2020096286A JP2020096286A JP7204706B2 JP 7204706 B2 JP7204706 B2 JP 7204706B2 JP 2020096286 A JP2020096286 A JP 2020096286A JP 2020096286 A JP2020096286 A JP 2020096286A JP 7204706 B2 JP7204706 B2 JP 7204706B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- connecting wire
- stator
- teeth
- tooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
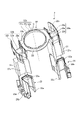
図1は、実施の形態1にかかるステータ1の組み付け状態を示す斜視図である。図2は、実施の形態1にかかるステータ1を分解した状態を示す斜視図である。図1および図2に示すように、ステータ1は、三相交流のU相の第1巻線24が集中巻される第1ティースユニット2と、V相の第2巻線34が集中巻される第2ティースユニット3と、W相の第3巻線44が集中巻される第3ティースユニット4と、環状のヨーク5とを備える。ステータ1は、円筒形状に形成されている。本実施の形態では、ステータ1が三相6スロット2極の集中巻モータに用いられる場合を例示するが、ステータ1が用いられる集中巻モータの相数、スロット数および極数を限定する趣旨ではない。以下、ステータ1の各構成要素について方向を説明するときには、図2に示されるステータ1の中心軸Cと平行な方向を軸方向、ステータ1の中心軸Cと直交する方向を半径方向、ステータ1の中心軸C周りを周方向とする。
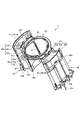
図12は、実施の形態2にかかる換気扇12を示す断面図である。図12では、図面の理解の容易化のために換気扇12の一部の要素のハッチングを省略している。なお、実施の形態2では、前記した実施の形態1と重複する部分については、同一符号を付して説明を省略する。
Claims (6)
- 第1ティースユニットと、
複数の凹部が等角度離れて内周面に設けられた環状のヨークと、
を備えるステータであって、
前記第1ティースユニットは、
前記凹部に嵌め込まれる2つの第1ティースと、
環状の第1渡り線ガイド部と、前記第1渡り線ガイド部の外周部に等角度離れて2つ設けられて前記第1ティースの軸方向に沿った一端部を覆う第1巻線部とを有する樹脂製の第1インシュレータと、
前記第1ティースの軸方向に沿った他端部を覆う樹脂製の第1被覆部材と、
一方の前記第1ティースから他方の前記第1ティースに向けて延びて前記第1渡り線ガイド部にガイドされる第1渡り線を含み、前記第1巻線部および前記第1被覆部材を介して前記第1ティースのそれぞれに集中巻された第1巻線と、を備え、
前記第1渡り線ガイド部は、
環状の第1床部と、
前記第1床部の内周部に設けられて円筒形状に形成され、前記ステータの半径方向内側に傾斜する第1筒部と、
前記第1筒部の外周面の一部から前記ステータの半径方向外側に向かって突出して、半径方向外側の先端部の少なくとも一部が前記ステータの軸方向に平行な第1突起と、
を有することを特徴とするステータ。 - 第2ティースユニットを備え、
前記第2ティースユニットは、
前記凹部に嵌め込まれる2つの第2ティースと、
環状の第2渡り線ガイド部と、前記第2渡り線ガイド部の外周部に等角度離れて2つ設けられて前記第2ティースの軸方向に沿った一端部を覆う第2巻線部とを有する樹脂製の第2インシュレータと、
前記第2ティースの軸方向に沿った他端部を覆う樹脂製の第2被覆部材と、
一方の前記第2ティースから他方の前記第2ティースに向けて延びて前記第2渡り線ガイド部にガイドされる第2渡り線を含み、前記第2巻線部および前記第2被覆部材を介して前記第2ティースのそれぞれに集中巻された第2巻線と、を備え、
前記第2巻線部が隣り合う前記第1巻線部の間に挿入されて、前記第2渡り線ガイド部が前記第1渡り線ガイド部に重ねられるように、前記第1ティースユニットおよび前記第2ティースユニットが周方向にずれて配置され、
前記第2渡り線ガイド部は、
環状の第2床部と、
前記第2床部の内周部に設けられて円筒形状に形成され、前記ステータの半径方向内側に傾斜する第2筒部と、
前記第2筒部の外周面の一部から前記ステータの半径方向外側に向かって突出して、半径方向外側の先端部の少なくとも一部が前記ステータの軸方向に平行な第2突起と、
を有することを特徴とする請求項1に記載のステータ。 - 第3ティースユニットを備え、
前記第3ティースユニットは、
前記凹部に嵌め込まれる2つの第3ティースと、
環状の第3渡り線ガイド部と、前記第3渡り線ガイド部の外周部に等角度離れて2つ設けられて前記第3ティースの軸方向に沿った一端部を覆う第3巻線部とを有する樹脂製の第3インシュレータと、
前記第3ティースの軸方向に沿った他端部を覆う樹脂製の第3被覆部材と、
一方の前記第3ティースから他方の前記第3ティースに向けて延びて前記第3渡り線ガイド部にガイドされる第3渡り線を含み、前記第3巻線部および前記第3被覆部材を介して前記第3ティースのそれぞれに集中巻された第3巻線と、を備え、
前記第3巻線部が隣り合う前記第1巻線部と前記第2巻線部との間に挿入されて、前記第3渡り線ガイド部が前記第1渡り線ガイド部と前記第2渡り線ガイド部とに重ねられるように、前記第1ティースユニット、前記第2ティースユニットおよび前記第3ティースユニットが周方向に60度ずつずれて配置され、
前記第3渡り線ガイド部は、
環状の第3床部と、
前記第3床部の内周部に設けられて円筒形状に形成され、前記ステータの半径方向内側に傾斜する第3筒部と、
前記第3筒部の外周面の一部から前記ステータの半径方向外側に向かって突出して、半径方向外側の先端部の少なくとも一部が前記ステータの軸方向に平行な第3突起と、
を有することを特徴とする請求項2に記載のステータ。 - 請求項2に記載のステータを備える単相4スロット2極の集中巻モータであることを特徴とするモータ。
- 請求項3に記載のステータを備える三相6スロット2極の集中巻モータであることを特徴とするモータ。
- 請求項4または5に記載のモータを備えることを特徴とする送風機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020096286A JP7204706B2 (ja) | 2020-06-02 | 2020-06-02 | ステータ、モータおよび送風機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020096286A JP7204706B2 (ja) | 2020-06-02 | 2020-06-02 | ステータ、モータおよび送風機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021191163A JP2021191163A (ja) | 2021-12-13 |
| JP7204706B2 true JP7204706B2 (ja) | 2023-01-16 |
Family
ID=78847760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020096286A Active JP7204706B2 (ja) | 2020-06-02 | 2020-06-02 | ステータ、モータおよび送風機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7204706B2 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004064931A (ja) | 2002-07-30 | 2004-02-26 | Minebea Co Ltd | ステータ装置 |
| JP2007236025A (ja) | 2006-02-27 | 2007-09-13 | Mitsubishi Electric Corp | 電動機及びそれを用いた換気扇 |
| JP2009095213A (ja) | 2007-10-12 | 2009-04-30 | Panasonic Corp | コンデンサ電動機の固定子 |
| JP2013162726A (ja) | 2012-02-08 | 2013-08-19 | Asmo Co Ltd | ステータ及びブラシレスモータ |
| WO2013157101A1 (ja) | 2012-04-18 | 2013-10-24 | 三菱電機株式会社 | ステータ、モータ、送風機及びステータの製造方法 |
| JP2017022869A (ja) | 2015-07-10 | 2017-01-26 | 日本電産サンキョー株式会社 | ステータ、モータおよびポンプ装置 |
| JP2017022947A (ja) | 2015-07-15 | 2017-01-26 | 日本電産サンキョー株式会社 | ステータ、モータおよびステータの製造方法 |
| JP2017147882A (ja) | 2016-02-18 | 2017-08-24 | 日本航空電子工業株式会社 | レゾルバステータ |
| JP2019213320A (ja) | 2018-06-01 | 2019-12-12 | 株式会社デンソー | ステータ |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1499000B1 (de) * | 2003-07-12 | 2006-04-26 | Grundfos a/s | Segmentierter Stator |
-
2020
- 2020-06-02 JP JP2020096286A patent/JP7204706B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004064931A (ja) | 2002-07-30 | 2004-02-26 | Minebea Co Ltd | ステータ装置 |
| JP2007236025A (ja) | 2006-02-27 | 2007-09-13 | Mitsubishi Electric Corp | 電動機及びそれを用いた換気扇 |
| JP2009095213A (ja) | 2007-10-12 | 2009-04-30 | Panasonic Corp | コンデンサ電動機の固定子 |
| JP2013162726A (ja) | 2012-02-08 | 2013-08-19 | Asmo Co Ltd | ステータ及びブラシレスモータ |
| WO2013157101A1 (ja) | 2012-04-18 | 2013-10-24 | 三菱電機株式会社 | ステータ、モータ、送風機及びステータの製造方法 |
| JP2017022869A (ja) | 2015-07-10 | 2017-01-26 | 日本電産サンキョー株式会社 | ステータ、モータおよびポンプ装置 |
| JP2017022947A (ja) | 2015-07-15 | 2017-01-26 | 日本電産サンキョー株式会社 | ステータ、モータおよびステータの製造方法 |
| JP2017147882A (ja) | 2016-02-18 | 2017-08-24 | 日本航空電子工業株式会社 | レゾルバステータ |
| JP2019213320A (ja) | 2018-06-01 | 2019-12-12 | 株式会社デンソー | ステータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021191163A (ja) | 2021-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5627819B2 (ja) | ステータ、モータ、送風機及びステータの製造方法 | |
| US7374462B2 (en) | Terminal for rotating armature | |
| US10523078B2 (en) | Motor and method of manufacturing motor | |
| JP4287215B2 (ja) | 回転電機の電機子のボビン | |
| EP1988619A1 (en) | Rotary electric machine, power distribution unit therefor and method for assembling rotary electric machine | |
| JP5858245B2 (ja) | ボビン及び回転電機 | |
| JP5725361B2 (ja) | ブラシレスモータ、及びこれを用いた燃料ポンプ | |
| CN102204065B (zh) | 具有定子绕组的电机的连接凸缘 | |
| JP2010273517A (ja) | 電動機の固定子及び電動機及び空気調和機及び電動機の製造方法 | |
| EP1883146A2 (en) | Rotating armature | |
| JP5859369B2 (ja) | ステータ | |
| JP2005006366A (ja) | 電機子用インシュレータ | |
| JP7204706B2 (ja) | ステータ、モータおよび送風機 | |
| JP2013215023A (ja) | 電機子および電動機 | |
| JP2008035601A (ja) | 回転電機 | |
| JP7215233B2 (ja) | 電機子 | |
| JP7611640B2 (ja) | ステータ、モータ、および、送風装置 | |
| JP7364070B2 (ja) | ステータ及びモータ | |
| JP5260112B2 (ja) | 回転電機 | |
| CN109716626B (zh) | 马达 | |
| JP4847728B2 (ja) | 回転電機 | |
| JP7217215B2 (ja) | インシュレータボビン並びにこれを備える電動機及び機器 | |
| JP2021191164A (ja) | ステータ、モータおよび送風機 | |
| JP5677503B2 (ja) | 回転電機及び回転電機の製造方法 | |
| JP6450963B2 (ja) | 回転機および回転機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7204706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |