JP7201155B2 - 金属粉末の噴霧化製造方法 - Google Patents
金属粉末の噴霧化製造方法 Download PDFInfo
- Publication number
- JP7201155B2 JP7201155B2 JP2018541458A JP2018541458A JP7201155B2 JP 7201155 B2 JP7201155 B2 JP 7201155B2 JP 2018541458 A JP2018541458 A JP 2018541458A JP 2018541458 A JP2018541458 A JP 2018541458A JP 7201155 B2 JP7201155 B2 JP 7201155B2
- Authority
- JP
- Japan
- Prior art keywords
- metal powder
- gas
- source
- reactive metal
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/02—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/14—Making metallic powder or suspensions thereof using physical processes using electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
- B22F2009/0828—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid with water
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0848—Melting process before atomisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/02—Nitrogen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/03—Oxygen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/04—CO or CO2
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/50—Treatment under specific atmosphere air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/13—Use of plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
- C22C1/0416—Aluminium-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
- C22C1/0458—Alloys based on titanium, zirconium or hafnium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
本出願は、2015年10月29日に出願された米国特許出願第62/247,794号に基づく優先権を主張し、その全てが参照により本明細書に組み込まれる。
加熱された金属源を供給する工程、および
前記噴霧化方法の実施中に、前記加熱された金属源を少なくとも1つの添加ガスと接触させる工程
を含む、反応性金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、および
前記噴霧化方法の実施中に、前記加熱された金属源を少なくとも1つの添加ガスと接触させ、それによって、
ASTM B213に従って測定される流動性が40秒未満の、約10~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約10~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約53μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約75μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約106μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約150μmの粒度分布、および/または
ASTM B213に従って測定される流動性が28秒未満の、約45~約180μmの粒度分布
で構成される反応性金属粉末原料を得る工程
を含む、反応性金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、
前記噴霧化方法の実施中に、前記加熱された金属源を前記噴霧混合物と接触させる工程
を含む、反応性金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、
前記噴霧化方法の実施中に、前記加熱された金属源を前記噴霧混合物と接触させ、それによって、
ASTM B213に従って測定される流動性が40秒未満の、約10~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約10~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約53μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約75μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約106μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約150μmの粒度分布、および/または
ASTM B213に従って測定される流動性が28秒未満の、約45~約180μmの粒度分布
で構成される反応性金属粉末原料を得る工程を含む、反応性金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、および
前記噴霧化方法の実施中に、前記加熱された金属源を少なくとも1つの添加ガスと、添加ガス由来の電気陰性原子および/または電気陰性分子をそれぞれ1000ppm未満の添加含有率で有する反応性金属粉末を生じるのに十分な条件下で接触させる工程を含む、金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、および
前記噴霧化方法の実施中に、前記加熱された金属源を前記噴霧混合物と、添加ガス由来の電気陰性原子および/または電気陰性分子を1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、金属粉末の噴霧化製造方法が提供される。
加熱された金属源を供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、
前記噴霧化方法の実施中に、前記加熱された金属源を前記噴霧混合物と接触させ、それによって金属粉末原料を得る工程、
前記反応性金属粉末原料をふるい分け、所定の粒子径を有する粉末を得る工程、および
前記所定の粒子径を有する前記粉末を、水と接触させる工程を含む、金属粉末の噴霧化製造方法が提供される。
反応性金属粉末源を供給する工程、および
前記球状化方法の実施中に、前記反応性金属粉末源を少なくとも1つの添加ガスと接触させる工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、および
前記球状化方法の実施中に、前記反応性金属粉末源を少なくとも1つの添加ガスと接触させ、それによって、
ASTM B213に従って測定される流動性が40秒未満の、約10~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約10~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約53μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約75μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約106μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約150μmの粒度分布、および/または
ASTM B213に従って測定される流動性が28秒未満の、約45~約180μmの粒度分布
で構成される反応性金属粉末原料を得る工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、および
前記球状化方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させる工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、
前記球状化方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させ、それによって、
ASTM B213に従って測定される流動性が40秒未満の、約10~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約10~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約15~約53μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約45μmの粒度分布、
ASTM B213に従って測定される流動性が40秒未満の、約25~約53μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約75μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約106μmの粒度分布、
ASTM B213に従って測定される流動性が28秒未満の、約45~約150μmの粒度分布、および/または
ASTM B213に従って測定される流動性が28秒未満の、約45~約180μmの粒度分布
で構成される反応性金属粉末原料を得る工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、および
前記球状化方法の実施中に、前記反応性金属粉末源を少なくとも1つの添加ガスと、添加ガス由来の電気陰性原子および/または電気陰性分子をそれぞれ1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、
前記球状化方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と、添加ガス由来の電気陰性原子、および/または電気陰性分子を、1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、反応性金属粉末の球状化製造方法が提供される。
反応性金属粉末源を供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、
前記噴霧化方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させ、それによって金属粉末原料を得る工程、
前記反応性金属粉末原料をふるい分け、所定の粒子径を有する粉末を得る工程、
前記所定の粒子径を有する前記粉末を、水と接触させる工程を含む、金属粉末の球状化製造方法が提供される。
ASTM B213に従って測定される流動性が40秒未満の、約10~約53μmであり得る。
ASTM B213に従って測定される流動性が40秒未満の、約10~約45μm、
ASTM B213に従って測定される流動性が40秒未満の、約15~約45μm、
ASTM B213に従って測定される流動性が40秒未満の、約15~約53μm、
ASTM B213に従って測定される流動性が40秒未満の、約25~約45μm、
ASTM B213に従って測定される流動性が40秒未満の、約25~約53μm、
ASTM B213に従って測定される流動性が28秒未満の、約45~約75μm、
ASTM B213に従って測定される流動性が28秒未満の、約45~約106μm、
ASTM B213に従って測定される流動性が28秒未満の、約45~約150μm、および/または
ASTM B213に従って測定される流動性が28秒未満の、約45~約180μm、
加熱された金属源の噴霧化後に反応性金属粉末原料をふるい分け、粒度分布によって反応性金属粉末原料を分離する工程をさらに含む。
ふるい分け後に、分離された粉末原料を、水中で個別に攪拌する工程をさらに含む。
本明細書に記載される、加熱された金属源が添加ガスと接触する様々な例示的噴霧化方法に従って形成された反応性金属粉末は、添加ガスとの接触を行わない噴霧化方法によって形成された反応性金属粉末よりも、実質的に高い流動性を示したことが認められた。異なる方法に従って形成された金属粉末間の流動性の差異は、10~45μm、15~45μm、10~53μm、15~53μm、および/もしくは25~45μmのサイズ分布または類似の粒度分布を有する金属粉末に大部分は区別できる。しかし、加熱された金属源と添加ガスの接触を含む方法に従って形成される場合、他のサイズ分布の金属粉末も、わずかな流動性の増大を示し得ると理解される。





8 レセプタクル
16 金属源
24 出口
32 噴霧域
40 噴霧源
48 ノズル
64 反応性金属粉末原料
100 粒子
108 粒子体
116 表面
140 粒子
148 第一の層
156 粒子体
164 第二の層
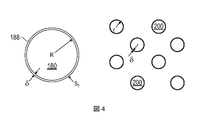
180 粒子
188 空乏深さ
200 粒子
Claims (84)
- 反応性金属粉末の噴霧化製造の方法であって、
加熱された金属源を溶融流として供給する工程、ならびに
噴霧ガスを用いた前記噴霧化製造の方法の実施中に、前記加熱された金属源を少なくとも1つの添加ガスと接触させ、それによって、反応性金属粉末原料を得る工程を含み、
前記加熱された金属源を少なくとも1つの添加ガスと接触させる工程は、前記少なくとも1つの添加ガスで、前記反応性金属粉末原料に表面層を形成する工程を含み、
前記表面層をその上に有する前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む、
反応性金属粉末の噴霧化製造の方法。 - 前記加熱された金属源は、噴霧器の噴霧域で、前記少なくとも1つの添加ガスと接触する、請求項1に記載の方法。
- 前記加熱された金属源は、噴霧器の加熱域内で、前記少なくとも1つの添加ガスと接触する、請求項1または2に記載の方法。
- 前記加熱された金属源は、噴霧ガスとの接触と実質的に同時に、前記少なくとも1つの添加ガスと接触する、請求項1から3のいずれか1項に記載の方法。
- 前記噴霧ガスは、不活性ガスである、請求項4に記載の方法。
- 前記噴霧ガスおよび前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項5に記載の方法。
- 前記添加ガスとの接触は、前記反応性金属粉末原料表面上に第一の層および第二の層の形成をもたらし、前記第一の層は、前記添加ガスの原子および/または分子と共に加熱金属の原子を含み、前記第一の層は、自然酸化膜より深部にありかつより厚い空乏層であり、前記第二の層は、自然酸化膜である、請求項1から6のいずれか1項に記載の方法。
- 前記第一の層は、実質的に正の電荷を有し、前記第二の層は、実質的に負の電荷を有し、前記第一の層と前記第二の層による結合電荷は、実質的に中性である、請求項7に記載の方法。
- 前記加熱された金属源の噴霧化後に前記反応性金属粉末原料をふるい分け、粒度分布によって前記反応性金属粉末原料を分離する工程をさらに含む、請求項1から8のいずれか1項に記載の方法。
- ふるい分け後に、分離された粉末原料を、水の中で個別に攪拌する工程をさらに含む、請求項9に記載の方法。
- 前記水は、蒸留水または脱塩水である、請求項10に記載の方法。
- 前記反応性金属粉末の流動性は、攪拌された後の、ふるい分けられた乾燥金属粉末について測定される、請求項10または11に記載の方法。
- 反応性金属粉末の噴霧化製造の方法であって、
加熱された金属源を溶融流として供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、及び
前記反応性金属粉末の噴霧化製造の方法の実施中に、前記加熱された金属源を前記噴霧混合物と接触させ、それによって、反応性金属粉末原料を得る工程を含み、
前記加熱された金属源を少なくとも1つの添加ガスと接触させる工程は、前記少なくとも1つの添加ガスで、前記反応性金属粉末原料に表面層を形成する工程を含み、
前記表面層をその上に有する前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む、
反応性金属粉末の噴霧化製造の方法。 - 前記加熱された金属源は、噴霧器の噴霧域で、前記少なくとも1つの添加ガスと接触する、請求項13に記載の方法。
- 前記加熱された金属源は、噴霧器の加熱域内で、前記少なくとも1つの添加ガスと接触する、請求項13または14に記載の方法。
- 前記加熱された金属源は、噴霧ガスとの接触と実質的に同時に、前記少なくとも1つの添加ガスと接触する、請求項13から15のいずれか1項に記載の方法。
- 前記噴霧ガスは、不活性ガスである、請求項16に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項17に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項16から18のいずれか1項に記載の方法。
- 前記添加ガスとの接触は、前記反応性金属粉末原料表面上に第一の層および第二の層の形成をもたらし、前記第一の層は、前記添加ガスの原子および/または分子と共に加熱金属の原子を含み、前記第一の層は、自然酸化膜より深部にありかつより厚い空乏層であり、前記第二の層は、自然酸化膜である、請求項13から19のいずれか1項に記載の方法。
- 前記第一の層は、実質的に正の電荷を有し、前記第二の層は、実質的に負の電荷を有し、前記第一の層と前記第二の層による結合電荷は、実質的に中性である、請求項20に記載の方法。
- 前記加熱された金属源の噴霧化後に前記反応性金属粉末原料をふるい分け、粒度分布によって前記反応性金属粉末原料を分類する工程をさらに含む、請求項13から21のいずれか1項に記載の方法。
- ふるい分け後に、分類された粉末原料を、水の中で個別に攪拌する工程をさらに含む、請求項22に記載の方法。
- 前記水は、蒸留水または脱塩水である、請求項23に記載の方法。
- 前記反応性金属粉末の流動性は、攪拌された後の、ふるい分けられた乾燥金属粉末について測定される、請求項23または24に記載の方法。
- 金属粉末の噴霧化製造の方法であって、
加熱された金属源を溶融流として供給する工程、および
噴霧ガスを用いた前記噴霧化製造の方法の実施中に、前記加熱された金属源を少なくとも1つの添加ガスと、前記添加ガスの由来の電気陰性原子および/または電気陰性分子をそれぞれ1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、金属粉末の噴霧化製造の方法。 - 前記加熱された金属源は、噴霧器の噴霧域で、前記少なくとも1つの添加ガスと接触する、請求項26に記載の方法。
- 前記加熱された金属源は、噴霧器の加熱域内で、前記少なくとも1つの添加ガスと接触する、請求項26または27に記載の方法。
- 前記加熱された金属源は、噴霧ガスとの接触と実質的に同時に、前記少なくとも1つの添加ガスと接触する、請求項26から28のいずれか1項に記載の方法。
- 前記噴霧ガスは、不活性ガスである、請求項29に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項30に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項29から31のいずれか1項に記載の方法。
- 前記添加ガスとの接触は、前記反応性金属粉末原料表面上に第一の層および第二の層の形成をもたらし、前記第一の層は、加熱金属の原子および/または分子、ならびに前記添加ガスの原子および/または分子を含み、前記第一の層は、自然酸化膜より深部にありかつより厚い空乏層であり、前記第二の層は、自然酸化膜である、請求項26から32のいずれか1項に記載の方法。
- 前記第一の層は、実質的に正の電荷を有し、前記第二の層は、実質的に負の電荷を有し、前記第一の層と前記第二の層による結合電荷は、実質的に中性である、請求項33に記載の方法。
- 前記加熱された金属源の噴霧化後に反応性金属粉末原料をふるい分け、粒度分布によって前記反応性金属粉末原料を分類する工程をさらに含む、請求項26から34のいずれか1項に記載の方法。
- ふるい分け後に、分類された粉末原料を、水の中で個別に攪拌する工程をさらに含む、請求項35に記載の方法。
- 前記水は、蒸留水または脱塩水である、請求項36に記載の方法。
- 前記反応性金属粉末原料の流動性は、攪拌された後の、ふるい分けられた乾燥金属粉末について測定される、請求項36または37に記載の方法。
- 金属粉末の噴霧化製造の方法であって、
加熱された金属源を溶融流として供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、および
前記噴霧化製造の方法の実施中に、前記加熱された金属源を前記噴霧混合物と、前記添加ガスの由来の電気陰性原子および/または電気陰性分子を1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、金属粉末の噴霧化製造の方法。 - 前記加熱された金属源は、噴霧器の噴霧域で、前記少なくとも1つの添加ガスと接触する、請求項39に記載の方法。
- 前記加熱された金属源は、噴霧器の加熱域内で、前記少なくとも1つの添加ガスと接触する、請求項39または40に記載の方法。
- 前記加熱された金属源は、噴霧ガスとの接触と実質的に同時に、前記少なくとも1つの添加ガスと接触する、請求項39から41のいずれか1項に記載の方法。
- 前記噴霧ガスは、不活性ガスである、請求項39から42のいずれか1項に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項43に記載の方法。
- 前記噴霧ガス、および前記添加ガスは、前記加熱された金属源との接触前に混合される、請求項39から44のいずれか1項に記載の方法。
- 前記添加ガスとの接触は、前記反応性金属粉末原料表面上に第一の層および第二の層の形成をもたらし、前記第一の層は、加熱金属の原子および/または分子、ならびに前記添加ガスの原子および/または分子を含み、前記第一の層は、自然酸化膜より深部にありかつより厚い空乏層であり、前記第二の層は、自然酸化膜である、請求項39から45のいずれか1項に記載の方法。
- 前記第一の層は、実質的に正の電荷を有し、前記第二の層は、実質的に負の電荷を有し、前記第一の層と前記第二の層による結合電荷は、実質的に中性である、請求項46に記載の方法。
- 前記加熱された金属源の噴霧化後に前記反応性金属粉末原料をふるい分け、粒度分布によって前記反応性金属粉末原料を分類する工程をさらに含む、請求項39から47のいずれか1項に記載の方法。
- ふるい分け後に、分類された粉末原料を、水の中で個別に攪拌する工程をさらに含む、請求項48に記載の方法。
- 前記水は、蒸留水または脱塩水である、請求項49に記載の方法。
- 前記反応性金属粉末原料の流動性は、攪拌された後の、ふるい分けられた乾燥金属粉末について測定される、請求項49または50に記載の方法。
- 金属粉末の噴霧化製造の方法であって、
加熱された金属源を溶融流として供給する工程、
噴霧ガスと少なくとも1つの添加ガスを混合し、噴霧混合物を得る工程、
前記噴霧化製造の方法の実施中に、前記加熱された金属源を前記噴霧混合物と接触させ、それによって金属粉末原料を得る工程、
反応性金属粉末原料をふるい分け、所定の粒子径を有する粉末を得る工程、および 前記所定の粒子径を有する前記粉末を、水と接触させる工程を含み、
前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む金属粉末の噴霧化製造の方法。 - 前記加熱された金属源は、噴霧器の噴霧域で、前記少なくとも1つの添加ガスと接触する、請求項52に記載の方法。
- 前記加熱された金属源は、噴霧器の加熱域内で、前記少なくとも1つの添加ガスと接触する、請求項52または53に記載の方法。
- 前記加熱された金属源は、噴霧ガスとの接触と実質的に同時に、前記少なくとも1つの添加ガスと接触する、請求項52から54のいずれか1項に記載の方法。
- 前記噴霧ガスは、不活性ガスである、請求項52から55のいずれか1項に記載の方法。
- 前記添加ガスとの接触は、前記反応性金属粉末原料表面上に第一の層および第二の層の形成をもたらし、前記第一の層は、加熱金属と前記添加ガスの原子および/または分子との化合物を含み、前記第一の層は、自然酸化膜より深部にありかつより厚い空乏層であり、前記第二の層は、自然酸化膜である、請求項52から56のいずれか1項に記載の方法。
- 前記第一の層は、実質的に正の電荷を有し、前記第二の層は、実質的に負の電荷を有し、前記第一の層と前記第二の層による結合電荷は、実質的に中性である、請求項57に記載の方法。
- 前記水は、蒸留水または脱塩水である、請求項52から58のいずれか1項に記載の方法。
- 反応性金属粉末の球状化製造の方法であって、
反応性金属粉末源を加熱された金属源の溶融流として供給する工程、および
球状化プロセスガスを用いた前記球状化製造の方法の実施中に、前記反応性金属粉末源を少なくとも1つの添加ガスと接触させ、反応性金属粉末原料を得る工程を含み、
前記反応性金属粉末源を少なくとも1つの添加ガスと接触させる工程は、前記少なくとも1つの添加ガスで、前記反応性金属粉末原料に表面層を形成する工程を含み、
前記表面層をその上に有する前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む、
反応性金属粉末の球状化製造の方法。 - 反応性金属粉末の球状化製造の方法であって、
反応性金属粉末源を加熱された金属源の溶融流として供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、および
前記球状化製造の方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させ、それによって、反応性金属粉末原料を得る工程を含み、
前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させる工程は、前記少なくとも1つの添加ガスで、前記反応性金属粉末原料に表面層を形成する工程を含み、
前記表面層をその上に有する前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む、
反応性金属粉末の球状化製造の方法。 - 反応性金属粉末の球状化製造の方法であって、
反応性金属粉末源を加熱された金属源の溶融流として供給する工程、および
球状化プロセスガスを用いた前記球状化製造の方法の実施中に、前記反応性金属粉末源を少なくとも1つの添加ガスと、前記添加ガスの由来の電気陰性原子および/または電気陰性分子をそれぞれ1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、反応性金属粉末の球状化製造の方法。 - 反応性金属粉末の球状化製造の方法であって、
反応性金属粉末源を加熱された金属源の溶融流として供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、
前記球状化製造の方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と、前記添加ガスの由来の電気陰性原子および/または電気陰性分子を1000ppm未満の添加含有率で有する反応性金属粉末原料を生じるのに十分な条件下で接触させる工程を含む、反応性金属粉末の球状化製造の方法。 - 金属粉末の球状化製造の方法であって、
反応性金属粉末源を加熱された金属源の溶融流として供給する工程、
球状化プロセスガスと少なくとも1つの添加ガスを混合し、球状化プロセスガス混合物を得る工程、
前記球状化製造の方法の実施中に、前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させ、それによって金属粉末原料を得る工程であって、
前記反応性金属粉末源を前記球状化プロセスガス混合物と接触させる工程は、前記少なくとも1つの添加ガスで、反応性金属粉末原料に表面層を形成する工程を含み、
前記表面層をその上に有する前記反応性金属粉末原料は、前記少なくとも1つの添加ガスの由来の少なくとも1つの元素の1000ppm未満を含む、
前記金属粉末原料を得る工程、
前記反応性金属粉末原料をふるい分け、所定の粒子径を有する粉末を得る工程、
前記所定の粒子径を有する前記粉末を、水と接触させる工程を含む、金属粉末の球状化製造の方法。 - 前記少なくとも1つの添加ガスは、酸素含有気体である、請求項1から64のいずれか1項に記載の方法。
- 前記少なくとも1つの添加ガスは、O2、CO2、CO、NO2、空気、水蒸気およびそれらの混合物から選択される酸素含有気体である、請求項1から64のいずれか1項に記載の方法。
- 前記少なくとも1つの添加ガスは、ハロゲンを含む気体である、請求項1から64のいずれか1項に記載の方法。
- 前記ハロゲンは、F、Cl、BrまたはIである、請求項67に記載の方法。
- 前記少なくとも1つの添加ガスは、水素含有気体である、請求項1から64のいずれか1項に記載の方法。
- 前記少なくとも1つの添加ガスは、硫黄含有気体である、請求項1から64のいずれか1項に記載の方法。
- 前記少なくとも1つの添加ガスは、窒素含有気体である、請求項1から64のいずれか1項に記載の方法。
- 前記少なくとも1つの添加ガスは、O2、H2O、CO、CO2、NO2、N2、NO3、Cl2、SO2、SO3、およびそれらの混合物から選択される、請求項1から64のいずれか1項に記載の方法。
- 反応性金属粉末は、チタン、ジルコニウム、マグネシウムおよびアルミニウムの少なくとも1つを含む、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、チタン、チタン合金、ジルコニウム、ジルコニウム合金、マグネシウム、マグネシウム合金、アルミニウムおよびアルミニウム合金の1つから選択される少なくとも1種を含む金属粉末である、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、チタンを含む、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、チタン合金を含む、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、ジルコニウムを含む、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、ジルコニウム合金を含む、請求項1から72のいずれか1項に記載の方法。
- 反応性金属粉末は、チタンおよびチタン合金の1つから選択される少なくとも1種を含む金属粉末である、請求項1から72のいずれか1項に記載の方法。
- 少なくとも1つのプラズマトーチを使って実施される、請求項1から79のいずれか1項に記載の方法。
- 前記少なくとも1つのプラズマトーチは、無線周波(RF)プラズマトーチである、請求項80に記載の方法。
- 前記少なくとも1つのプラズマトーチは、直流(DC)プラズマトーチである、請求項80に記載の方法。
- 前記少なくとも1つのプラズマトーチは、マイクロ波(MW)プラズマトーチである、請求項80に記載の方法。
- 請求項1から83のいずれか1項に規定の方法によって得られる反応性金属粉末と、請求項1から83のいずれか1項に記載の方法と異なる方法によって得られる反応性金属粉末を混合する工程を含む、反応性金属粉末混合物を調製するための方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021173177A JP7208331B2 (ja) | 2015-10-29 | 2021-10-22 | 金属粉末の噴霧化製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562247794P | 2015-10-29 | 2015-10-29 | |
| US62/247,794 | 2015-10-29 | ||
| PCT/CA2016/051240 WO2017070779A1 (en) | 2015-10-29 | 2016-10-27 | Metal powder atomization manufacturing processes |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021173177A Division JP7208331B2 (ja) | 2015-10-29 | 2021-10-22 | 金属粉末の噴霧化製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019500503A JP2019500503A (ja) | 2019-01-10 |
| JP7201155B2 true JP7201155B2 (ja) | 2023-01-10 |
Family
ID=58629652
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018541458A Active JP7201155B2 (ja) | 2015-10-29 | 2016-10-27 | 金属粉末の噴霧化製造方法 |
| JP2021173177A Active JP7208331B2 (ja) | 2015-10-29 | 2021-10-22 | 金属粉末の噴霧化製造方法 |
| JP2023000566A Active JP7468977B2 (ja) | 2015-10-29 | 2023-01-05 | 金属粉末の噴霧化製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021173177A Active JP7208331B2 (ja) | 2015-10-29 | 2021-10-22 | 金属粉末の噴霧化製造方法 |
| JP2023000566A Active JP7468977B2 (ja) | 2015-10-29 | 2023-01-05 | 金属粉末の噴霧化製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20190001416A1 (ja) |
| EP (1) | EP3368238A4 (ja) |
| JP (3) | JP7201155B2 (ja) |
| KR (1) | KR102544904B1 (ja) |
| CN (1) | CN108367361A (ja) |
| AU (2) | AU2016344809B2 (ja) |
| CA (4) | CA3051236C (ja) |
| WO (1) | WO2017070779A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2015230636B2 (en) | 2014-03-11 | 2018-05-17 | Tekna Plasma Systems Inc. | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member |
| EP4324577A1 (en) | 2015-12-16 | 2024-02-21 | 6K Inc. | Method of producing spheroidal dehydrogenated titanium alloy particles |
| US10987735B2 (en) | 2015-12-16 | 2021-04-27 | 6K Inc. | Spheroidal titanium metallic powders with custom microstructures |
| WO2017177315A1 (en) * | 2016-04-11 | 2017-10-19 | Ap&C Advanced Powders & Coatings Inc. | Reactive metal powders in-flight heat treatment processes |
| CN107377983A (zh) * | 2017-08-04 | 2017-11-24 | 米亚索乐装备集成(福建)有限公司 | 一种制备合金金属粉末的雾化装置 |
| EP3479926A1 (en) | 2017-11-06 | 2019-05-08 | Technische Universität Graz | Method for modifying the particle shape and the particle size distribution of aluminum-based powders |
| JP7176219B2 (ja) * | 2018-04-04 | 2022-11-22 | 大同特殊鋼株式会社 | 金属粉末材料および金属粉末材料の製造方法 |
| CA3099667A1 (en) * | 2018-05-11 | 2019-11-14 | Equispheres Inc. | Additive manufacturing powder and additive manufacturing part made using same |
| CA3104080A1 (en) | 2018-06-19 | 2019-12-26 | 6K Inc. | Process for producing spheroidized powder from feedstock materials |
| KR20220006079A (ko) * | 2019-04-29 | 2022-01-14 | 글로벌 어드밴스드 메탈스 유에스에이, 아이엔씨. | Ti-Zr 합금 분말 및 이를 함유하는 애노드 |
| SG11202111576QA (en) | 2019-04-30 | 2021-11-29 | 6K Inc | Mechanically alloyed powder feedstock |
| US11611130B2 (en) | 2019-04-30 | 2023-03-21 | 6K Inc. | Lithium lanthanum zirconium oxide (LLZO) powder |
| CN113924177A (zh) * | 2019-05-02 | 2022-01-11 | 泰科纳等离子系统有限公司 | 具有改进的物理特性的增材制造粉末、其制造方法及其用途 |
| JP6734447B1 (ja) * | 2019-07-31 | 2020-08-05 | 株式会社ソディック | 金属積層造形用の材料粉体およびその製造方法 |
| AU2020356593A1 (en) * | 2019-09-27 | 2022-04-07 | Ap&C Advanced Powders & Coatings Inc. | Aluminum based metal powders and methods of their production |
| JP2023512391A (ja) | 2019-11-18 | 2023-03-27 | シックスケー インコーポレイテッド | 球形粉体用の特異な供給原料及び製造方法 |
| US11590568B2 (en) | 2019-12-19 | 2023-02-28 | 6K Inc. | Process for producing spheroidized powder from feedstock materials |
| US11654483B2 (en) | 2020-04-07 | 2023-05-23 | General Electric Company | Method for forming high quality powder for an additive manufacturing process |
| EP4173060A1 (en) | 2020-06-25 | 2023-05-03 | 6K Inc. | Microcomposite alloy structure |
| KR102323008B1 (ko) * | 2020-07-09 | 2021-11-10 | 한국생산기술연구원 | 3차원 프린팅용 금속 분말의 표면처리 방법 및 이에 의해 제조된 3차원 프린팅용 금속 분말 |
| AU2021349358A1 (en) | 2020-09-24 | 2023-02-09 | 6K Inc. | Systems, devices, and methods for starting plasma |
| EP4218369A1 (en) * | 2020-09-25 | 2023-08-02 | 6K Inc. | Method and apparatus for feeding material into a plasma |
| KR102295894B1 (ko) * | 2020-10-21 | 2021-08-31 | 박요설 | 조립화 공정을 이용한 3d 프린팅용 금속분말 제조 방법 |
| US11919071B2 (en) | 2020-10-30 | 2024-03-05 | 6K Inc. | Systems and methods for synthesis of spheroidized metal powders |
| CN113210620A (zh) * | 2021-05-16 | 2021-08-06 | 江苏萌达新材料科技有限公司 | 一种超细低氧锡粉制备方法及其设备 |
| KR102625404B1 (ko) * | 2022-12-01 | 2024-01-15 | 이용복 | 플라즈마를 이용한 금속분말 처리장치 및 그 처리방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3183706B2 (ja) | 1992-05-13 | 2001-07-09 | 株式会社クラレ | 清掃用品 |
| WO2015135075A1 (en) | 2014-03-11 | 2015-09-17 | Tekna Plasma Systems Inc. | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member |
| JP6264115B2 (ja) | 2014-03-18 | 2018-01-24 | 株式会社デンソーウェーブ | 携帯端末 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4374075A (en) * | 1981-06-17 | 1983-02-15 | Crucible Inc. | Method for the plasma-arc production of metal powder |
| JPS60255906A (ja) * | 1984-05-29 | 1985-12-17 | Kobe Steel Ltd | 活性金属粉末の製造方法及び設備 |
| US5084091A (en) * | 1989-11-09 | 1992-01-28 | Crucible Materials Corporation | Method for producing titanium particles |
| US5147448A (en) * | 1990-10-01 | 1992-09-15 | Nuclear Metals, Inc. | Techniques for producing fine metal powder |
| JPH05503322A (ja) * | 1990-10-09 | 1993-06-03 | アイオワ・ステイト・ユニバーシティ・リサーチ・ファウンデーション・インコーポレイテッド | 環境に対して安定な反応性を有する合金粉末及びその製造方法 |
| US5198017A (en) * | 1992-02-11 | 1993-03-30 | General Electric Company | Apparatus and process for controlling the flow of a metal stream |
| JPH06264115A (ja) * | 1993-03-09 | 1994-09-20 | Takeshi Masumoto | 金属粉末製造装置 |
| US5368657A (en) * | 1993-04-13 | 1994-11-29 | Iowa State University Research Foundation, Inc. | Gas atomization synthesis of refractory or intermetallic compounds and supersaturated solid solutions |
| US5707419A (en) * | 1995-08-15 | 1998-01-13 | Pegasus Refractory Materials, Inc. | Method of production of metal and ceramic powders by plasma atomization |
| AT409235B (de) * | 1999-01-19 | 2002-06-25 | Boehler Edelstahl | Verfahren und vorrichtung zur herstellung von metallpulver |
| US20020125591A1 (en) * | 2000-12-04 | 2002-09-12 | Jaynes Scot Eric | Process and apparatus for producing atomized powder using recirculating atomizing gas |
| US6444009B1 (en) * | 2001-04-12 | 2002-09-03 | Nanotek Instruments, Inc. | Method for producing environmentally stable reactive alloy powders |
| JP2004091843A (ja) * | 2002-08-30 | 2004-03-25 | Hitachi Metals Ltd | 高純度高融点金属粉末の製造方法 |
| US6939389B2 (en) * | 2003-08-08 | 2005-09-06 | Frank Mooney | Method and apparatus for manufacturing fine powders |
| CN100438965C (zh) * | 2003-08-28 | 2008-12-03 | 泰克纳等离子系统公司 | 粉末材料的合成、分离和纯化方法 |
| US8778099B2 (en) * | 2008-12-09 | 2014-07-15 | United Technologies Corporation | Conversion process for heat treatable L12 aluminum alloys |
| GB201001984D0 (en) * | 2010-02-08 | 2010-03-24 | Renewable Holdings Ltd | Biodiesel synthesis |
| CN103846447B (zh) * | 2012-12-06 | 2016-04-27 | 北京有色金属研究总院 | 一种微细球形钛或钛合金粉末的气雾化制备方法 |
| CN103223492A (zh) * | 2013-04-09 | 2013-07-31 | 宁夏新和新材科技有限公司 | 超细高活性铝粉的制备工艺及装置 |
| US9833837B2 (en) * | 2013-06-20 | 2017-12-05 | Iowa State University Research Foundation, Inc. | Passivation and alloying element retention in gas atomized powders |
| CN103769594A (zh) * | 2013-11-25 | 2014-05-07 | 王利民 | 一种等离子雾化制备高纯度球形超细/纳米级粉末材料的工艺方法和装备 |
| CN103752822B (zh) * | 2014-02-20 | 2016-11-02 | 西华大学 | 一种复合粉体及其制备方法 |
| KR101604251B1 (ko) * | 2014-04-02 | 2016-03-18 | 한국생산기술연구원 | 유동성이 우수한 금속분말 및 그 제조방법 |
| CA2945142A1 (en) * | 2014-04-07 | 2015-10-15 | Powder Treatment Technology LLC | Surface energy modified particles, method of making, and use thereof |
| CN104148658B (zh) | 2014-09-09 | 2016-09-28 | 四川省有色冶金研究院有限公司 | 一种制备增材制造专用Ti6Al4V合金粉末工艺方法 |
| CA2992303C (en) * | 2015-07-17 | 2018-08-21 | Ap&C Advanced Powders And Coatings Inc. | Plasma atomization metal powder manufacturing processes and systems therefor |
-
2016
- 2016-10-27 CN CN201680073801.8A patent/CN108367361A/zh active Pending
- 2016-10-27 US US15/772,418 patent/US20190001416A1/en active Pending
- 2016-10-27 KR KR1020187015104A patent/KR102544904B1/ko active IP Right Grant
- 2016-10-27 JP JP2018541458A patent/JP7201155B2/ja active Active
- 2016-10-27 AU AU2016344809A patent/AU2016344809B2/en active Active
- 2016-10-27 CA CA3051236A patent/CA3051236C/en active Active
- 2016-10-27 CA CA3024473A patent/CA3024473C/en active Active
- 2016-10-27 CA CA3091111A patent/CA3091111C/en active Active
- 2016-10-27 CA CA3003502A patent/CA3003502C/en active Active
- 2016-10-27 WO PCT/CA2016/051240 patent/WO2017070779A1/en active Application Filing
- 2016-10-27 EP EP16858532.1A patent/EP3368238A4/en active Pending
-
2021
- 2021-10-22 JP JP2021173177A patent/JP7208331B2/ja active Active
-
2022
- 2022-09-30 AU AU2022241620A patent/AU2022241620A1/en active Pending
-
2023
- 2023-01-05 JP JP2023000566A patent/JP7468977B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3183706B2 (ja) | 1992-05-13 | 2001-07-09 | 株式会社クラレ | 清掃用品 |
| WO2015135075A1 (en) | 2014-03-11 | 2015-09-17 | Tekna Plasma Systems Inc. | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member |
| JP6264115B2 (ja) | 2014-03-18 | 2018-01-24 | 株式会社デンソーウェーブ | 携帯端末 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3003502A1 (en) | 2017-05-04 |
| CA3051236C (en) | 2020-09-22 |
| CA3003502C (en) | 2019-01-08 |
| WO2017070779A1 (en) | 2017-05-04 |
| CA3024473A1 (en) | 2017-05-04 |
| JP7208331B2 (ja) | 2023-01-18 |
| US20190001416A1 (en) | 2019-01-03 |
| CA3024473C (en) | 2019-09-17 |
| JP2022023164A (ja) | 2022-02-07 |
| EP3368238A4 (en) | 2019-06-19 |
| AU2016344809A1 (en) | 2018-06-14 |
| CA3091111A1 (en) | 2017-05-04 |
| KR102544904B1 (ko) | 2023-06-16 |
| AU2022241620A1 (en) | 2022-11-03 |
| CA3051236A1 (en) | 2017-05-04 |
| EP3368238A1 (en) | 2018-09-05 |
| AU2016344809B2 (en) | 2022-06-30 |
| KR20180083343A (ko) | 2018-07-20 |
| JP2019500503A (ja) | 2019-01-10 |
| JP7468977B2 (ja) | 2024-04-16 |
| CA3091111C (en) | 2024-04-09 |
| JP2023036948A (ja) | 2023-03-14 |
| CN108367361A (zh) | 2018-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7208331B2 (ja) | 金属粉末の噴霧化製造方法 | |
| JP7144401B2 (ja) | 反応性金属粉末空中熱処理プロセス | |
| CN109954874B (zh) | 金属粉末材料 | |
| CN107405685A (zh) | 钛类粉末及其铸锭和烧结制品 | |
| JP2019112700A (ja) | 金属粉末材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190705 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190710 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201020 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210419 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211022 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211022 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211102 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211109 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20211203 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20211207 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220201 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220405 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220628 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220712 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220927 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20221018 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20221025 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20221122 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20221122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7201155 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |