JP7148550B2 - 回路付きフィルム - Google Patents
回路付きフィルム Download PDFInfo
- Publication number
- JP7148550B2 JP7148550B2 JP2019562470A JP2019562470A JP7148550B2 JP 7148550 B2 JP7148550 B2 JP 7148550B2 JP 2019562470 A JP2019562470 A JP 2019562470A JP 2019562470 A JP2019562470 A JP 2019562470A JP 7148550 B2 JP7148550 B2 JP 7148550B2
- Authority
- JP
- Japan
- Prior art keywords
- circuit
- resin film
- film
- conductive
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 claims description 357
- 239000011347 resin Substances 0.000 claims description 357
- 239000005340 laminated glass Substances 0.000 claims description 97
- 229920002554 vinyl polymer Polymers 0.000 claims description 97
- 239000011354 acetal resin Substances 0.000 claims description 84
- 229920006324 polyoxymethylene Polymers 0.000 claims description 84
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 claims description 80
- 229910052751 metal Inorganic materials 0.000 claims description 53
- 239000002184 metal Substances 0.000 claims description 53
- 239000004014 plasticizer Substances 0.000 claims description 50
- 239000011521 glass Substances 0.000 claims description 45
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 31
- 238000010438 heat treatment Methods 0.000 claims description 30
- 239000011888 foil Substances 0.000 claims description 28
- 239000000203 mixture Substances 0.000 claims description 15
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 claims description 12
- 150000001241 acetals Chemical class 0.000 claims description 12
- 229910052802 copper Inorganic materials 0.000 claims description 12
- 239000010949 copper Substances 0.000 claims description 12
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 11
- 229910052709 silver Inorganic materials 0.000 claims description 6
- 239000004332 silver Substances 0.000 claims description 6
- 238000000034 method Methods 0.000 description 46
- 238000004519 manufacturing process Methods 0.000 description 36
- 239000010410 layer Substances 0.000 description 34
- 239000004372 Polyvinyl alcohol Substances 0.000 description 19
- 229920000554 ionomer Polymers 0.000 description 19
- 229920002451 polyvinyl alcohol Polymers 0.000 description 19
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 18
- 238000006359 acetalization reaction Methods 0.000 description 16
- 150000001299 aldehydes Chemical class 0.000 description 15
- -1 keto compound Chemical class 0.000 description 15
- 238000006116 polymerization reaction Methods 0.000 description 13
- 125000002777 acetyl group Chemical group [H]C([H])([H])C(*)=O 0.000 description 12
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 12
- 229920001577 copolymer Polymers 0.000 description 11
- 239000011889 copper foil Substances 0.000 description 11
- 239000002346 layers by function Substances 0.000 description 10
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N butyric aldehyde Natural products CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 9
- 150000002148 esters Chemical class 0.000 description 9
- 150000003839 salts Chemical class 0.000 description 9
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 239000005038 ethylene vinyl acetate Substances 0.000 description 8
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 8
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 7
- 239000005977 Ethylene Substances 0.000 description 7
- 239000002253 acid Substances 0.000 description 7
- 125000001931 aliphatic group Chemical group 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 229920002799 BoPET Polymers 0.000 description 6
- 238000005530 etching Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical group CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 5
- 125000004036 acetal group Chemical group 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 5
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- FRQDZJMEHSJOPU-UHFFFAOYSA-N Triethylene glycol bis(2-ethylhexanoate) Chemical compound CCCCC(CC)C(=O)OCCOCCOCCOC(=O)C(CC)CCCC FRQDZJMEHSJOPU-UHFFFAOYSA-N 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 229930194542 Keto Natural products 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 150000002170 ethers Chemical class 0.000 description 3
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000005357 flat glass Substances 0.000 description 3
- 230000008014 freezing Effects 0.000 description 3
- 238000007710 freezing Methods 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000013508 migration Methods 0.000 description 3
- 230000005012 migration Effects 0.000 description 3
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical class OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 3
- 230000001953 sensory effect Effects 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- UZKWTJUDCOPSNM-UHFFFAOYSA-N 1-ethenoxybutane Chemical compound CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 2
- JEYLQCXBYFQJRO-UHFFFAOYSA-N 2-[2-[2-(2-ethylbutanoyloxy)ethoxy]ethoxy]ethyl 2-ethylbutanoate Chemical compound CCC(CC)C(=O)OCCOCCOCCOC(=O)C(CC)CC JEYLQCXBYFQJRO-UHFFFAOYSA-N 0.000 description 2
- SSKNCQWPZQCABD-UHFFFAOYSA-N 2-[2-[2-(2-heptanoyloxyethoxy)ethoxy]ethoxy]ethyl heptanoate Chemical compound CCCCCCC(=O)OCCOCCOCCOCCOC(=O)CCCCCC SSKNCQWPZQCABD-UHFFFAOYSA-N 0.000 description 2
- YGHRJJRRZDOVPD-UHFFFAOYSA-N 3-methylbutanal Chemical compound CC(C)CC=O YGHRJJRRZDOVPD-UHFFFAOYSA-N 0.000 description 2
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 2
- IRIAEXORFWYRCZ-UHFFFAOYSA-N Butylbenzyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCC1=CC=CC=C1 IRIAEXORFWYRCZ-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- AMIMRNSIRUDHCM-UHFFFAOYSA-N Isopropylaldehyde Chemical compound CC(C)C=O AMIMRNSIRUDHCM-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 238000005481 NMR spectroscopy Methods 0.000 description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- NBBJYMSMWIIQGU-UHFFFAOYSA-N Propionic aldehyde Chemical compound CCC=O NBBJYMSMWIIQGU-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000003377 acid catalyst Substances 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 239000001530 fumaric acid Substances 0.000 description 2
- HHLFWLYXYJOTON-UHFFFAOYSA-N glyoxylic acid Chemical compound OC(=O)C=O HHLFWLYXYJOTON-UHFFFAOYSA-N 0.000 description 2
- 239000011229 interlayer Substances 0.000 description 2
- 238000007644 letterpress printing Methods 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 2
- 239000000113 methacrylic resin Substances 0.000 description 2
- 229910017604 nitric acid Inorganic materials 0.000 description 2
- 229920002601 oligoester Polymers 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 229920002120 photoresistant polymer Polymers 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- MXNUCYGENRZCBO-UHFFFAOYSA-M sodium;ethene;2-methylprop-2-enoate Chemical compound [Na+].C=C.CC(=C)C([O-])=O MXNUCYGENRZCBO-UHFFFAOYSA-M 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N succinic acid Chemical compound OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- ZUHZGEOKBKGPSW-UHFFFAOYSA-N tetraglyme Chemical compound COCCOCCOCCOCCOC ZUHZGEOKBKGPSW-UHFFFAOYSA-N 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 2
- 239000005341 toughened glass Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- KJPRLNWUNMBNBZ-QPJJXVBHSA-N (E)-cinnamaldehyde Chemical compound O=C\C=C\C1=CC=CC=C1 KJPRLNWUNMBNBZ-QPJJXVBHSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- OLAQBFHDYFMSAJ-UHFFFAOYSA-L 1,2-bis(7-methyloctyl)cyclohexane-1,2-dicarboxylate Chemical compound CC(C)CCCCCCC1(C([O-])=O)CCCCC1(CCCCCCC(C)C)C([O-])=O OLAQBFHDYFMSAJ-UHFFFAOYSA-L 0.000 description 1
- IAUGBVWVWDTCJV-UHFFFAOYSA-N 1-(prop-2-enoylamino)propane-1-sulfonic acid Chemical compound CCC(S(O)(=O)=O)NC(=O)C=C IAUGBVWVWDTCJV-UHFFFAOYSA-N 0.000 description 1
- LAYAKLSFVAPMEL-UHFFFAOYSA-N 1-ethenoxydodecane Chemical compound CCCCCCCCCCCCOC=C LAYAKLSFVAPMEL-UHFFFAOYSA-N 0.000 description 1
- OVGRCEFMXPHEBL-UHFFFAOYSA-N 1-ethenoxypropane Chemical compound CCCOC=C OVGRCEFMXPHEBL-UHFFFAOYSA-N 0.000 description 1
- DLZBUNUDESZERL-UHFFFAOYSA-N 1-o-heptyl 6-o-nonyl hexanedioate Chemical compound CCCCCCCCCOC(=O)CCCCC(=O)OCCCCCCC DLZBUNUDESZERL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- UNNGUFMVYQJGTD-UHFFFAOYSA-N 2-Ethylbutanal Chemical compound CCC(CC)C=O UNNGUFMVYQJGTD-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- GWQRPOCMBMQBTK-UHFFFAOYSA-N 2-[2-(2-ethylhexanoyloxy)ethoxy]ethyl 2-ethylhexanoate Chemical compound CCCCC(CC)C(=O)OCCOCCOC(=O)C(CC)CCCC GWQRPOCMBMQBTK-UHFFFAOYSA-N 0.000 description 1
- GCDUWJFWXVRGSM-UHFFFAOYSA-N 2-[2-(2-heptanoyloxyethoxy)ethoxy]ethyl heptanoate Chemical compound CCCCCCC(=O)OCCOCCOCCOC(=O)CCCCCC GCDUWJFWXVRGSM-UHFFFAOYSA-N 0.000 description 1
- WPMUZECMAFLDQO-UHFFFAOYSA-N 2-[2-(2-hexanoyloxyethoxy)ethoxy]ethyl hexanoate Chemical compound CCCCCC(=O)OCCOCCOCCOC(=O)CCCCC WPMUZECMAFLDQO-UHFFFAOYSA-N 0.000 description 1
- GYHPTPQZVBYHLC-UHFFFAOYSA-N 2-[2-[2-[2-(2-ethylhexanoyloxy)ethoxy]ethoxy]ethoxy]ethyl 2-ethylhexanoate Chemical compound CCCCC(CC)C(=O)OCCOCCOCCOCCOC(=O)C(CC)CCCC GYHPTPQZVBYHLC-UHFFFAOYSA-N 0.000 description 1
- PGYJSURPYAAOMM-UHFFFAOYSA-N 2-ethenoxy-2-methylpropane Chemical compound CC(C)(C)OC=C PGYJSURPYAAOMM-UHFFFAOYSA-N 0.000 description 1
- LGYNIFWIKSEESD-UHFFFAOYSA-N 2-ethylhexanal Chemical compound CCCCC(CC)C=O LGYNIFWIKSEESD-UHFFFAOYSA-N 0.000 description 1
- WDQMWEYDKDCEHT-UHFFFAOYSA-N 2-ethylhexyl 2-methylprop-2-enoate Chemical compound CCCCC(CC)COC(=O)C(C)=C WDQMWEYDKDCEHT-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- CFVWNXQPGQOHRJ-UHFFFAOYSA-N 2-methylpropyl prop-2-enoate Chemical compound CC(C)COC(=O)C=C CFVWNXQPGQOHRJ-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- ZUDPXPYGTYNSCK-UHFFFAOYSA-N 6-(1-hexylcyclohexyl)oxy-6-oxohexanoic acid Chemical compound OC(=O)CCCCC(=O)OC1(CCCCCC)CCCCC1 ZUDPXPYGTYNSCK-UHFFFAOYSA-N 0.000 description 1
- GPZYYYGYCRFPBU-UHFFFAOYSA-N 6-Hydroxyflavone Chemical compound C=1C(=O)C2=CC(O)=CC=C2OC=1C1=CC=CC=C1 GPZYYYGYCRFPBU-UHFFFAOYSA-N 0.000 description 1
- BJIUNQZHYLBUNL-UHFFFAOYSA-N 6-heptoxy-6-oxohexanoic acid Chemical compound CCCCCCCOC(=O)CCCCC(O)=O BJIUNQZHYLBUNL-UHFFFAOYSA-N 0.000 description 1
- OIUGWVWLEGLAGH-UHFFFAOYSA-N 6-nonoxy-6-oxohexanoic acid Chemical compound CCCCCCCCCOC(=O)CCCCC(O)=O OIUGWVWLEGLAGH-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- OSDWBNJEKMUWAV-UHFFFAOYSA-N Allyl chloride Chemical compound ClCC=C OSDWBNJEKMUWAV-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- PYGXAGIECVVIOZ-UHFFFAOYSA-N Dibutyl decanedioate Chemical compound CCCCOC(=O)CCCCCCCCC(=O)OCCCC PYGXAGIECVVIOZ-UHFFFAOYSA-N 0.000 description 1
- GDFCSMCGLZFNFY-UHFFFAOYSA-N Dimethylaminopropyl Methacrylamide Chemical compound CN(C)CCCNC(=O)C(C)=C GDFCSMCGLZFNFY-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- XLYMOEINVGRTEX-ARJAWSKDSA-N Ethyl hydrogen fumarate Chemical compound CCOC(=O)\C=C/C(O)=O XLYMOEINVGRTEX-ARJAWSKDSA-N 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- HETCEOQFVDFGSY-UHFFFAOYSA-N Isopropenyl acetate Chemical compound CC(=C)OC(C)=O HETCEOQFVDFGSY-UHFFFAOYSA-N 0.000 description 1
- JLVVSXFLKOJNIY-UHFFFAOYSA-N Magnesium ion Chemical compound [Mg+2] JLVVSXFLKOJNIY-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- CNCOEDDPFOAUMB-UHFFFAOYSA-N N-Methylolacrylamide Chemical class OCNC(=O)C=C CNCOEDDPFOAUMB-UHFFFAOYSA-N 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- CGSLYBDCEGBZCG-UHFFFAOYSA-N Octicizer Chemical compound C=1C=CC=CC=1OP(=O)(OCC(CC)CCCC)OC1=CC=CC=C1 CGSLYBDCEGBZCG-UHFFFAOYSA-N 0.000 description 1
- 229920001744 Polyaldehyde Polymers 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 1
- GTVWRXDRKAHEAD-UHFFFAOYSA-N Tris(2-ethylhexyl) phosphate Chemical compound CCCCC(CC)COP(=O)(OCC(CC)CCCC)OCC(CC)CCCC GTVWRXDRKAHEAD-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- IKHGUXGNUITLKF-XPULMUKRSA-N acetaldehyde Chemical compound [14CH]([14CH3])=O IKHGUXGNUITLKF-XPULMUKRSA-N 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical class OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 229910001420 alkaline earth metal ion Inorganic materials 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 159000000032 aromatic acids Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- VVKREWPWSWPBGC-UHFFFAOYSA-N benzoic acid;2-(2-hydroxypropoxy)propan-1-ol Chemical compound CC(O)COC(C)CO.OC(=O)C1=CC=CC=C1 VVKREWPWSWPBGC-UHFFFAOYSA-N 0.000 description 1
- 150000001565 benzotriazoles Chemical class 0.000 description 1
- IHTSDBYPAZEUOP-UHFFFAOYSA-N bis(2-butoxyethyl) hexanedioate Chemical compound CCCCOCCOC(=O)CCCCC(=O)OCCOCCCC IHTSDBYPAZEUOP-UHFFFAOYSA-N 0.000 description 1
- SAOKZLXYCUGLFA-UHFFFAOYSA-N bis(2-ethylhexyl) adipate Chemical compound CCCCC(CC)COC(=O)CCCCC(=O)OCC(CC)CCCC SAOKZLXYCUGLFA-UHFFFAOYSA-N 0.000 description 1
- ZFMQKOWCDKKBIF-UHFFFAOYSA-N bis(3,5-difluorophenyl)phosphane Chemical compound FC1=CC(F)=CC(PC=2C=C(F)C=C(F)C=2)=C1 ZFMQKOWCDKKBIF-UHFFFAOYSA-N 0.000 description 1
- SCABKEBYDRTODC-UHFFFAOYSA-N bis[2-(2-butoxyethoxy)ethyl] hexanedioate Chemical compound CCCCOCCOCCOC(=O)CCCCC(=O)OCCOCCOCCCC SCABKEBYDRTODC-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- KJPRLNWUNMBNBZ-UHFFFAOYSA-N cinnamic aldehyde Natural products O=CC=CC1=CC=CC=C1 KJPRLNWUNMBNBZ-UHFFFAOYSA-N 0.000 description 1
- 229940117916 cinnamic aldehyde Drugs 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- KSMVZQYAVGTKIV-UHFFFAOYSA-N decanal Chemical compound CCCCCCCCCC=O KSMVZQYAVGTKIV-UHFFFAOYSA-N 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- GMSCBRSQMRDRCD-UHFFFAOYSA-N dodecyl 2-methylprop-2-enoate Chemical compound CCCCCCCCCCCCOC(=O)C(C)=C GMSCBRSQMRDRCD-UHFFFAOYSA-N 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000005329 float glass Substances 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- XLYMOEINVGRTEX-UHFFFAOYSA-N fumaric acid monoethyl ester Natural products CCOC(=O)C=CC(O)=O XLYMOEINVGRTEX-UHFFFAOYSA-N 0.000 description 1
- NKHAVTQWNUWKEO-UHFFFAOYSA-N fumaric acid monomethyl ester Natural products COC(=O)C=CC(O)=O NKHAVTQWNUWKEO-UHFFFAOYSA-N 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- FXHGMKSSBGDXIY-UHFFFAOYSA-N heptanal Chemical compound CCCCCCC=O FXHGMKSSBGDXIY-UHFFFAOYSA-N 0.000 description 1
- JARKCYVAAOWBJS-UHFFFAOYSA-N hexanal Chemical compound CCCCCC=O JARKCYVAAOWBJS-UHFFFAOYSA-N 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- PBOSTUDLECTMNL-UHFFFAOYSA-N lauryl acrylate Chemical compound CCCCCCCCCCCCOC(=O)C=C PBOSTUDLECTMNL-UHFFFAOYSA-N 0.000 description 1
- 229910001425 magnesium ion Inorganic materials 0.000 description 1
- OJXOOFXUHZAXLO-UHFFFAOYSA-M magnesium;1-bromo-3-methanidylbenzene;bromide Chemical compound [Mg+2].[Br-].[CH2-]C1=CC=CC(Br)=C1 OJXOOFXUHZAXLO-UHFFFAOYSA-M 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- NKHAVTQWNUWKEO-IHWYPQMZSA-N methyl hydrogen fumarate Chemical compound COC(=O)\C=C/C(O)=O NKHAVTQWNUWKEO-IHWYPQMZSA-N 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- WFKDPJRCBCBQNT-UHFFFAOYSA-N n,2-dimethylprop-2-enamide Chemical compound CNC(=O)C(C)=C WFKDPJRCBCBQNT-UHFFFAOYSA-N 0.000 description 1
- 229940088644 n,n-dimethylacrylamide Drugs 0.000 description 1
- YLGYACDQVQQZSW-UHFFFAOYSA-N n,n-dimethylprop-2-enamide Chemical compound CN(C)C(=O)C=C YLGYACDQVQQZSW-UHFFFAOYSA-N 0.000 description 1
- OMNKZBIFPJNNIO-UHFFFAOYSA-N n-(2-methyl-4-oxopentan-2-yl)prop-2-enamide Chemical compound CC(=O)CC(C)(C)NC(=O)C=C OMNKZBIFPJNNIO-UHFFFAOYSA-N 0.000 description 1
- DNTMQTKDNSEIFO-UHFFFAOYSA-N n-(hydroxymethyl)-2-methylprop-2-enamide Chemical class CC(=C)C(=O)NCO DNTMQTKDNSEIFO-UHFFFAOYSA-N 0.000 description 1
- ADTJPOBHAXXXFS-UHFFFAOYSA-N n-[3-(dimethylamino)propyl]prop-2-enamide Chemical compound CN(C)CCCNC(=O)C=C ADTJPOBHAXXXFS-UHFFFAOYSA-N 0.000 description 1
- ZIWDVJPPVMGJGR-UHFFFAOYSA-N n-ethyl-2-methylprop-2-enamide Chemical compound CCNC(=O)C(C)=C ZIWDVJPPVMGJGR-UHFFFAOYSA-N 0.000 description 1
- SWPMNMYLORDLJE-UHFFFAOYSA-N n-ethylprop-2-enamide Chemical compound CCNC(=O)C=C SWPMNMYLORDLJE-UHFFFAOYSA-N 0.000 description 1
- YPHQUSNPXDGUHL-UHFFFAOYSA-N n-methylprop-2-enamide Chemical compound CNC(=O)C=C YPHQUSNPXDGUHL-UHFFFAOYSA-N 0.000 description 1
- 239000002105 nanoparticle Substances 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- GYHFUZHODSMOHU-UHFFFAOYSA-N nonanal Chemical compound CCCCCCCCC=O GYHFUZHODSMOHU-UHFFFAOYSA-N 0.000 description 1
- HMZGPNHSPWNGEP-UHFFFAOYSA-N octadecyl 2-methylprop-2-enoate Chemical class CCCCCCCCCCCCCCCCCCOC(=O)C(C)=C HMZGPNHSPWNGEP-UHFFFAOYSA-N 0.000 description 1
- FSAJWMJJORKPKS-UHFFFAOYSA-N octadecyl prop-2-enoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)C=C FSAJWMJJORKPKS-UHFFFAOYSA-N 0.000 description 1
- NUJGJRNETVAIRJ-UHFFFAOYSA-N octanal Chemical compound CCCCCCCC=O NUJGJRNETVAIRJ-UHFFFAOYSA-N 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- HVAMZGADVCBITI-UHFFFAOYSA-M pent-4-enoate Chemical compound [O-]C(=O)CCC=C HVAMZGADVCBITI-UHFFFAOYSA-M 0.000 description 1
- HGBOYTHUEUWSSQ-UHFFFAOYSA-N pentanal Chemical compound CCCCC=O HGBOYTHUEUWSSQ-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920003055 poly(ester-imide) Polymers 0.000 description 1
- 229920003050 poly-cycloolefin Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- NHARPDSAXCBDDR-UHFFFAOYSA-N propyl 2-methylprop-2-enoate Chemical compound CCCOC(=O)C(C)=C NHARPDSAXCBDDR-UHFFFAOYSA-N 0.000 description 1
- PNXMTCDJUBJHQJ-UHFFFAOYSA-N propyl prop-2-enoate Chemical compound CCCOC(=O)C=C PNXMTCDJUBJHQJ-UHFFFAOYSA-N 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007127 saponification reaction Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229910001415 sodium ion Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000006058 strengthened glass Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000001384 succinic acid Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- SJMYWORNLPSJQO-UHFFFAOYSA-N tert-butyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(C)(C)C SJMYWORNLPSJQO-UHFFFAOYSA-N 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- UWHCKJMYHZGTIT-UHFFFAOYSA-N tetraethylene glycol Chemical compound OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/14—Non-insulated conductors or conductive bodies characterised by their form comprising conductive layers or films on insulating-supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10376—Laminated safety glass or glazing containing metal wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10376—Laminated safety glass or glazing containing metal wires
- B32B17/10385—Laminated safety glass or glazing containing metal wires for ohmic resistance heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10779—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60S—SERVICING, CLEANING, REPAIRING, SUPPORTING, LIFTING, OR MANOEUVRING OF VEHICLES, NOT OTHERWISE PROVIDED FOR
- B60S1/00—Cleaning of vehicles
- B60S1/02—Cleaning windscreens, windows or optical devices
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/14—Homopolymers or copolymers of acetals or ketals obtained by polymerisation of unsaturated acetals or ketals or by after-treatment of polymers of unsaturated alcohols
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/12—Supports; Mounting means
- H01Q1/1271—Supports; Mounting means for mounting on windscreens
- H01Q1/1278—Supports; Mounting means for mounting on windscreens in association with heating wires or layers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0201—Thermal arrangements, e.g. for cooling, heating or preventing overheating
- H05K1/0212—Printed circuits or mounted components having integral heating means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0373—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement containing additives, e.g. fillers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/16—Printed circuits incorporating printed electric components, e.g. printed resistor, capacitor, inductor
- H05K1/165—Printed circuits incorporating printed electric components, e.g. printed resistor, capacitor, inductor incorporating printed inductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2329/00—Polyvinylalcohols, polyvinylethers, polyvinylaldehydes, polyvinylketones or polyvinylketals
- B32B2329/06—PVB, i.e. polyinylbutyral
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/002—Windows; Windscreens; Accessories therefor with means for clear vision, e.g. anti-frost or defog panes, rain shields
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/002—Heaters using a particular layout for the resistive material or resistive elements
- H05B2203/005—Heaters using a particular layout for the resistive material or resistive elements using multiple resistive elements or resistive zones isolated from each other
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/011—Heaters using laterally extending conductive material as connecting means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/013—Heaters using resistive films or coatings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/032—Organic insulating material consisting of one material
- H05K1/0326—Organic insulating material consisting of one material containing O
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09681—Mesh conductors, e.g. as a ground plane
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Dispersion Chemistry (AREA)
- Laminated Bodies (AREA)
- Joining Of Glass To Other Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
[1]樹脂フィルム(1)の一方の面に、導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)を有し、該樹脂フィルム(1)がポリビニルアセタール樹脂、アイオノマー樹脂及びエチレン酢酸ビニル共重合体樹脂からなる群から選ばれる少なくとも1種の樹脂を含有する、回路付きフィルム。
[2]前記導電性細線回路(A)及び/又は前記導電性回路(B)が金属箔由来の回路である、[1]に記載の回路付きフィルム。
[3]前記導電性細線回路(A)の厚さが1~30μmである、[1]又は[2]に記載の回路付きフィルム。
[4]前記導電性回路(B)が加熱機能を有する、[1]~[3]のいずれかに記載の回路付きフィルム。
[5]前記導電性回路(B)がアンテナ又はセンサーとしての機能を有する、[1]~[3]のいずれかに記載の回路付きフィルム。
[6]前記樹脂フィルム(1)が、樹脂フィルム(1)の質量に対して、50質量%以上のポリビニルアセタール樹脂を含む、[1]~[5]のいずれかに記載の回路付きフィルム。
[7]前記樹脂フィルム(1)が、樹脂フィルム(1)の質量に対して、0~20質量%の可塑剤を含む、[6]に記載の回路付きフィルム。
[8]質量比1/1のトルエン/エタノール混合液90質量部に対して前記樹脂フィルム(1)10質量部を溶解させた溶液の、ブルックフィールド型(B型)粘度計により20℃、30rpmで測定された粘度が100mPa・s以上である、[6]又は[7]に記載の回路付きフィルム。
[9]前記樹脂フィルム(1)の厚さが10~350μmである、[1]~[8]のいずれかに記載の回路付きフィルム。
[10]前記導電性細線回路(A)が銅又は銀からなる、[1]~[9]のいずれかに記載の回路付きフィルム。
[11]前記導電性細線回路(A)が、全体的又は部分的に線状、格子状、網状又はあみだくじ状である、[1]~[10]のいずれかに記載の回路付きフィルム。
[12]前記導電性細線回路(A)の線幅が1~30μmである、[1]~[11]のいずれかに記載の回路付きフィルム。
[13]さらに樹脂フィルム(2)を有する、[1]~[12]のいずれかに記載の回路付きフィルム。
[14]前記樹脂フィルム(2)が、樹脂フィルム(2)の質量に対して、50質量%以上のポリビニルアセタール樹脂及び10~50質量%の可塑剤を含有する、[13]に記載の回路付きフィルム。
[15]前記樹脂フィルム(1)、前記導電性細線回路(A)及び前記導電性回路(B)、並びに前記樹脂フィルム(2)をこの順に有する、[13]又は[14]に記載の回路付きフィルム。
[16]前記樹脂フィルム(2)、前記樹脂フィルム(1)、並びに前記導電性細線回路(A)及び前記導電性回路(B)をこの順に有する、[13]又は[14]に記載の回路付きフィルム。
[17]少なくとも2枚のガラスの間に、[13]~[16]のいずれかに記載の回路付きフィルムを有する合わせガラスであって、樹脂フィルム(1)と樹脂フィルム(2)の平均可塑剤量が5~50質量%である、合わせガラス。
本発明の回路付きフィルムは、樹脂フィルム(1)の一方の面に、導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)を有する。なお、本明細書において、導電性細線回路(A)及び導電性回路(B)を総称して回路という場合がある。
樹脂フィルム(1)は合わせガラス作製時の回路の剥離や変形を防止する観点から、ポリビニルアセタール樹脂、アイオノマー樹脂及びエチレン酢酸ビニル共重合体樹脂からなる群から選ばれる少なくとも1種の樹脂[樹脂(1)という場合がある]を含有する。これにより、本発明の回路付きフィルムを用いて合わせガラスを作製する際に、回路の剥離や変形を防止しやすくなる。
・多価の脂肪族又は芳香族酸のエステル。例えば、ジアルキルアジペート(例えば、ジヘキシルアジペート、ジ-2-エチルブチルアジペート、ジオクチルアジペート、ジ-2-エチルヘキシルアジペート、ヘキシルシクロヘキシルアジペート、ヘプチルアジペートとノニルアジペートとの混合物、ジイソノニルアジペート、ヘプチルノニルアジペート);アジピン酸と脂環式エステルアルコール若しくはエーテル化合物を含むアルコールとのエステル(例えば、ジ(ブトキシエチル)アジペート、ジ(ブトキシエトキシエチル)アジペート);ジアルキルセバケート(例えば、ジブチルセバケート);セバシン酸と脂環式若しくはエーテル化合物を含むアルコールとのエステル;フタル酸のエステル(例えば、ブチルベンジルフタレート、ビス-2-ブトキシエチルフタレート);及び脂環式多価カルボン酸と脂肪族アルコールとのエステル(例えば、1,2-シクロヘキサンジカルボン酸ジイソノニルエステル)が挙げられる。
・多価の脂肪族若しくは芳香族アルコール又は1つ以上の脂肪族若しくは芳香族置換基を有するオリゴエーテルグリコールのエステル又はエーテル。例えば、グリセリン、ジグリコール、トリグリコール、テトラグリコール等と、線状若しくは分岐状の脂肪族若しくは脂環式カルボン酸とのエステルが挙げられる。具体的には、ジエチレングリコール-ビス-(2-エチルヘキサノエート)、トリエチレングリコール-ビス-(2-エチルヘキサノエート)、トリエチレングリコール-ビス-(2-エチルブタノエート)、テトラエチレングリコール-ビス-n-ヘプタノエート、トリエチレングリコール-ビス-n-ヘプタノエート、トリエチレングリコール-ビス-n-ヘキサノエート、テトラエチレングリコールジメチルエーテル、及びジプロピレングリコールベンゾエートが挙げられる。
・脂肪族又は芳香族のエステルアルコールのリン酸エステル。例えば、トリス(2-エチルヘキシル)ホスフェート(TOF)、トリエチルホスフェート、ジフェニル-2-エチルヘキシルホスフェート、及びトリクレジルホスフェートが挙げられる。
・クエン酸、コハク酸及び/又はフマル酸のエステル。
本発明の回路付きフィルムは、樹脂フィルム(1)の一方の面に導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)を有する。本発明の回路付きフィルムは、用途に応じて、導電性細線回路(A)及び導電性回路(B)を2つ以上有していてもよい。
ここで、線状の例としては、直線状、波線状及びジグザグ状等が挙げられる。導電性細線回路(A)において、形状は全ての箇所で同一でも、複数の形状が混在していてもよい。
あみだくじ状とは、あみだくじのように、複数の縦細線(主導電細線)を結ぶ複数の横細線(副導電細線)が互いに同じ又は異なる間隔をあけて配置されている形状を意味する。
この場合、縦細線(主導電細線)及び横細線(副導電細線)はそれぞれ、例えば直線状、波線状又はジグザグ状等のいずれの形状でもよい。
ポール状アンテナの場合、ポール状アンテナの長さ(線状導体の長さ又は長軸方向の長さ)は、このアンテナに受信させる電波の波長の1/10以上あればよく、例えばDTV用のアンテナの場合は、好ましくは50~100mm、さらに好ましくは30~90mmである。また、ポール状アンテナの幅(短軸方向の長さ)は、特に限定されないが、好ましくは10~50mm、より好ましくは20~40mmである。
本発明の回路付きフィルムは、さらに樹脂フィルム(2)を有することができる。樹脂フィルム(2)は、導電性細線回路(A)及び導電性回路(B)の樹脂フィルム(1)とは反対側の面、又は樹脂フィルム(1)の導電性細線回路(A)及び導電性回路(B)とは反対側の面に位置していることが好ましい。すなわち、好ましい態様において、本発明の回路付きフィルムは、樹脂フィルム(1)、導電性細線回路(A)及び導電性回路(B)、並びに樹脂フィルム(2)をこの順に有していてもよく、樹脂フィルム(2)、樹脂フィルム(1)、並びに導電性細線回路(A)及び導電性回路(B)をこの順に有していてもよい。本発明の回路付きフィルムが樹脂フィルム(2)を有することにより、合わせガラス作製時における回路の断線や変形を有効に抑制又は防止できる。また、樹脂フィルム(2)は、赤外線反射、紫外線反射、色補正、赤外線吸収、紫外線吸収、蛍光・発光、遮音、エレクトロクロミック、サーモクロミック、フォトクロミック、意匠性等の機能を有していてもよい。
本発明において、樹脂フィルム(1)及び樹脂フィルム(2)の両方がポリビニルアセタール樹脂を含有する場合、樹脂フィルム(1)に含まれるポリビニルアセタール樹脂の水酸基量と、樹脂フィルム(2)に含まれるポリビニルアセタール樹脂の水酸基量との差は、好ましくは4質量%以下、より好ましくは3質量%以下、特に好ましくは2質量%以下である。樹脂フィルム(1)に含まれるポリビニルアセタール樹脂及び/又は樹脂フィルム(2)に含まれるポリビニルアセタール樹脂が複数の樹脂の混合物からなる場合、樹脂フィルム(1)に含まれる少なくとも1つのポリビニルアセタール樹脂の水酸基量と、樹脂フィルム(2)に含まれる少なくとも1つのポリビニルアセタール樹脂の水酸基量との差が前記上限値以下であることが好ましい。前記差が前記上限値以下であると、本発明の回路付きフィルムを有する合わせガラスにおいて、後述するように可塑剤が移行した後の平衡状態において樹脂フィルム(1)と樹脂フィルム(2)との屈折率差が小さくなることから、互いに寸法が異なる樹脂フィルム(1)と樹脂フィルム(2)を使用した場合にその境界が視認しにくくなり、前方視認性が向上するため好ましい。本発明ではその境界が視認できない、優れた前方視認性を有する合わせガラスを得ることもできる。
本発明の回路付きフィルムは、樹脂フィルム(1)の一方の面に導電性細線回路(A)及び導電性回路(B)を形成する工程(i)、及び必要に応じて樹脂フィルム(1)の導電性細線回路(A)及び導電性回路(B)とは反対側の面、又は導電性細線回路(A)及び導電性回路(B)の樹脂フィルム(1)とは反対側の面に樹脂フィルム(2)を積層する工程(ii)を含む方法により製造できる。
・樹脂フィルム(1)と金属箔とを重ねて熱圧着させる方法;
・金属箔上に樹脂フィルム(1)を構成する樹脂組成物の溶融物を被覆して接合する方法、例えば、金属箔上に前記樹脂組成物を溶融押出する方法、又は金属箔上に前記樹脂組成物をナイフ塗布等により塗布する方法;又は
・溶媒、若しくは樹脂フィルム(1)を構成する樹脂及び溶媒を含む樹脂組成物の溶液又は分散液を、金属箔及び樹脂フィルム(1)の一方若しくは両方に塗布するか、又は金属箔と樹脂フィルム(1)との間に注入し、金属箔と樹脂フィルム(1)とを接合させる方法。
また、前記溶媒として、樹脂フィルム(1)を構成する樹脂に通常使用される可塑剤を使用することが好ましく、例えば上記可塑剤と同様のものが使用される。
本発明の回路付きフィルムは、樹脂フィルム(1)、導電性細線回路(A)及び導電性回路(B)、及び樹脂フィルム(2)とは別の層、例えば機能層等を有していてもよい。
機能層としては、赤外線反射層、紫外線反射層、色補正層、赤外線吸収層、紫外線吸収層、蛍光・発光層、遮音層、エレクトロクロミック層、サーモクロミック層、フォトクロミック層、意匠性層、又は高弾性率層等が挙げられる。本発明の回路付きフィルムにおける層構成の例を下記に示すが、これらに限定されない。
<2>機能層/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)の4層構成
<3>樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/機能層/樹脂フィルム(2)の4層構成
<4>樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)/機能層の4層構成
<5>樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)の3層構成
<6>樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)の4層構成
<7>機能層/樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)の4層構成
<8>機能層/樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)の5層構成
<9>樹脂フィルム(2)/機能層/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)の4層構成
<10>樹脂フィルム(2)/機能層/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)の5層構成
<11>樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/機能層の4層構成。
<12>樹脂フィルム(2)/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/機能層/樹脂フィルム(2)の5層構成。
本発明の合わせガラスは、少なくとも2枚のガラスの間に、前記回路付きフィルムを有する。
平均可塑剤量が前記範囲内であると、例えば衝突時の乗車人物の頭部への衝撃が緩和される等、合わせガラスの所望の特性を得やすい。平均可塑剤量は、可塑剤移行後に下記式に従い算出できる。
a(μm):樹脂フィルム(1)の厚さ
B(質量%):樹脂フィルム(2)の可塑剤量
b(μm):樹脂フィルム(2)の厚さ
質量比1/1のトルエン/エタノール混合液90質量部に対して樹脂フィルム(1)10質量部を溶解させた溶液を調製した。ブルックフィールド型(B型)粘度計により、20℃、30rpmの条件で該溶液の粘度を測定した。
実施例及び比較例に従い、4つの合わせガラスを作製した。この合わせガラスについて、導電性細線回路(A)のバスバー端部と接する部分の金属細線の状態をルーペを用いて目視観察し、金属細線の断線及び変形の有無を下記基準で評価した。結果を表2に示す。
A…変形及び断線は認められなかった。
B…部分的に変形は認められたが、断線は認められなかった。
C…断線が認められた。
実施例及び比較例において、使用するガラスを縦5cm、横5cm、厚さ3mmのガラスに変更して合わせガラスを得た。得られた合わせガラスの各々について、黒化処理面側から光を照射した場合のヘイズと、金属光沢面側から光を照射した場合のヘイズを、ヘイズメーターを用いてJIS R3106に準じて測定した。結果を表2に示す。
実施例及び比較例で得られた合わせガラスを2週間室温で放置した後、樹脂フィルム(1)の端部が目視で判別できるか否かを、下記基準で官能的に評価した。結果を表2に示す。
A…全く判別できず極めて良好。
B…判別できる部分があったが良好。
C…判別できたが実用可能。
なお、判別できないとは、樹脂フィルム(1)と樹脂フィルム(2)との境界が視認できないことを示す。すなわち、ガラス表面の裏側の空間に対する見えやすさに優れるため、前方視認性が良好であることを示す。
ポリビニルブチラール樹脂1(以下、「樹脂1」と称する)及びポリビニルブチラール樹脂2(以下、「樹脂2」と称する)を75:25の質量比で溶融混練した。ポリビニルアセタール樹脂フィルムが可塑剤を含む場合は、可塑剤として所定量のトリエチレングリコール-ビス-(2-エチルヘキサノエート)(以下、「3GO」と略す)を、樹脂1及び樹脂2とともに溶融混練した。次に、得られた溶融混練物をストランド状に押出し、ペレット化した。得られたペレットを、単軸の押出機とTダイを用いて溶融押出し、金属弾性ロールを用いて表面が平滑な厚さ50μmのポリビニルアセタール樹脂フィルムPVB-aを得た。厚さ15μm及び300μmのポリビニルアセタール樹脂フィルムPVB-b及びPVB-cも作製した。さらに、可塑剤の含有量がフィルムの質量(樹脂と可塑剤の総量)に対して15質量%である厚さ50μmのポリビニルアセタール樹脂フィルムPVB-dを作製した。また、樹脂1及び樹脂2を25:75の質量比で溶融混練し、得られた溶融混練物をストランド状に押出し、ペレット化した。上述と同様に得られたペレットを、単軸の押出機とTダイを用いて溶融押出し、金属弾性ロールを用いて表面が平滑な厚さ50μmのポリビニルアセタール樹脂フィルムPVB-eを得た。ポリビニルアセタール樹脂フィルムPVB-a~PVB-eの製造において使用した樹脂1及び樹脂2の物性値を表1に示す。PVB-a~PVB-dの製造において使用した樹脂1と樹脂2との混合物の粘度は245mPa・sであった。PVB-eの製造において使用した樹脂1と樹脂2との混合物の粘度は783mPa・sであった。

アイオノマーフィルム((株)クラレ製、SentryGlas(R) Interlayer)をポリビニルブチラール樹脂の代わりに用いたこと以外は製造例1と同様にして、アイオノマー樹脂フィルムを得た。得られたアイオノマー樹脂フィルムの厚さは50μmであった。
<回路付きフィルムの作製>
製造例1で得られた厚さ50μmのポリビニルアセタール樹脂フィルムPVB-a[樹脂フィルム(1)]に、片面が黒化処理された厚さ7μmの銅箔を、黒化処理された面(以下、黒化面と称する)と樹脂フィルム(1)とが接するような向きで重ねた。ここで、JIS R 3106に準じて測定された黒化面の可視光反射率は5.2%であった。次に、樹脂フィルム(1)と銅箔とを重ねた積層体の上下を厚さ50μmのPETフィルム2枚で挟み、120℃に設定した熱圧着ロールの間を通過(圧力:0.2MPa、速度0.5m/分)させた後、2枚のPETフィルムを剥離して、銅箔が接合された樹脂フィルム(1)を得た。
次に、銅箔が接合された樹脂フィルム(1)の銅箔上にドライフィルムレジストをラミネートした後、フォトリソグラフィの手法を用いて導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)に相当するエッチング抵抗パターンを形成し、銅エッチング液に浸漬した後、常法により、残存するフォトレジスト層を除去した。これにより、樹脂フィルム(1)の一方の面に導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)を有する、回路付きフィルムを得た。導電性細線回路(A)及び導電性回路(B)はそれぞれ、縦横各5cmの正方形の内部に、線幅8μmの銅線が2500μm間隔で波線状の構造を有し、その上辺及び下辺がバスバーに相当する幅5mmの銅線構造と接続された構造を有していた。導電性細線回路(A)及び導電性回路(B)の厚さはそれぞれ7μmであった。導電性細線回路(A)と導電性回路(B)との最短距離は0.8cmであった。また、導電性細線回路(A)及び導電性回路(B)は加熱機能を有するものである。樹脂フィルム(1)と導電性細線回路(A)と導電性回路(B)の形態及び配置は図1A及び図1Bに示される形態及び配置である。導電性細線回路(A)は図1A及び図1Bにおける導電性細線回路5を示し、導電性回路(B)は図1A及び図1Bにおける導電性回路8を示し、樹脂フィルム(1)は図1A及び図1Bにおける樹脂フィルム2を示す。
縦10cm、横10cm、厚さ3mmのガラスの上に、樹脂フィルム(1)の一方の面に導電性細線回路(A)及び導電性回路(B)を有する回路付きフィルムを、導電性細線回路(A)及び導電性回路(B)を有する面が上向きになるよう配置し、その上に、縦10cm、横10cm、厚さ0.76mmの樹脂フィルム(2)を重ね、さらに、縦10cm、横10cm、厚さ3mmのガラスを重ねて、テープで固定した。このとき、導電性細線回路の導電細線はガラスの中央に配置し、バスバーはガラスの端部からはみ出すように配置した。得られた積層体を真空バッグに入れ、減圧下で100℃で30分間処理し、冷却後に減圧を解除して、プレラミネート後の合わせガラスを取り出した。その後、これをオートクレーブに投入し、140℃、1.2MPaで30分間処理し、ガラス/樹脂フィルム(1)/導電性細線回路(A)及び導電性回路(B)/樹脂フィルム(2)/ガラスの順に有する合わせガラスを得た。
樹脂フィルム(2)(PVBF-Aと称する):自動車フロントガラス用中間膜、ポリビニルブチラール樹脂の含有量72質量%、3GOの含有量28質量%、ポリビニルブチラール樹脂の水酸基量20.0質量%、粘度平均重合度1700。
導電性細線回路(A)及び導電性回路(B)がそれぞれ、縦横各5cmの正方形の内部に、線幅8μmの銅線が500μm間隔で格子状に並んだ銅メッシュ構造を有し、その上辺及び下辺がバスバーに相当する幅5mmの銅線構造と接続された構造を有すること以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
導電性細線回路(A)及び導電性回路(B)がそれぞれ、縦横各5cmの正方形の内部に、線幅8μmの銅線が2500μm間隔で直線状の構造を有し、その上辺及び下辺がバスバーに相当する幅5mmの銅線構造と接続された構造を有すること以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
50μmのポリビニルアセタール樹脂フィルムPVB-aに代えて、厚さ15μmのポリビニルアセタール樹脂フィルムPVB-bを使用したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
50μmのポリビニルアセタール樹脂フィルムPVB-aに代えて、厚さ300μmのポリビニルアセタール樹脂フィルムPVB-cを使用したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
50μmのポリビニルアセタール樹脂フィルムPVB-aに代えて、PVB-dを使用したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
以下のように導電細線回路(A)及び導電性回路(B)を形成したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
製造例1で得られた樹脂フィルム(1)の縦横各5cmの正方形の内部に、凸版印刷法によりUV硬化性ナノ銀インクを厚さ10μmとなるように印刷し、導電性細線回路(A)及び導電性回路(B)を形成した。導電性細線回路(A)及び導電性回路(B)はそれぞれ、線幅10μmの銀線が、2500μm間隔で波線状の構造を有し、長さ5cm、本数20本の配線パターン(導電構造)を有していた。得られた配線パターン(導電構造)にUV光を照射してインクを硬化させた。
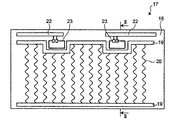
以下のように導電性細線回路(A)及び導電性回路(B)を形成し、樹脂フィルム(1)と導電性細線回路(A)と導電性回路(B)の形態及び配置を、図3A及び図3Bに示される形態及び配置としたこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。導電性細線回路(A)は図3A及び図3Bにおける導電性細線回路21を示し、導電性回路(B)は図3A及び図3Bにおける導電性回路24を示し、樹脂フィルム(1)は図3A及び図3Bにおける樹脂フィルム18を示す。
銅箔が接合された樹脂フィルム(1)の銅箔上にドライフィルムレジストをラミネートした後、フォトリソグラフィの手法を用いて、縦横各5cmの正方形の内部に、線幅8μmの銅線が2500μm間隔で波線状の構造を有し、その上辺及び下辺がバスバーに相当する幅5mmの銅線構造と接続された構造を有する導電性細線回路(A)を形成した。次いで、片面に導電性細線回路(A)を有する樹脂フィルム(1)を70kHzの高周波誘電加熱方式で加熱しながら、自己融着性金属線として断面形状が直径40μmの円形であるポリビニルブチラール樹脂被覆銅線(ポリビニルブチラール樹脂被膜の厚さ5μm、銅線の直径30μm)を、数値制御された配線機を用いて、樹脂フィルム(1)の導電性細線回路(A)を有する面の樹脂フィルム(1)上に押し当てることで、樹脂フィルム(1)の面内方向の断面が略長方形で面方向の長軸の長さが10mmの大きさのループ状アンテナを導電性回路(B)として形成した。また、導電性細線回路(A)と導電性回路(B)との最短距離は0.8cmであり、導電性回路(B)の厚さは25μmであった。
50μmのポリビニルアセタール樹脂フィルムPVB-aに代えて、製造例2で得られたアイオノマー樹脂フィルムを使用したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
ポリビニルアセタール樹脂フィルムPVB-aに代えて、厚さ50μmのポリビニルアセタール樹脂フィルムPVB-eを使用したこと以外は実施例1と同様にして、回路付きフィルム及び合わせガラスを得た。
PETフィルム(厚さ50μm)に、アクリレート系接着剤を塗布し、片面が黒化処理された厚さ7μmの銅箔を、黒化処理された面(以下、黒化面と称する)とPETフィルムとが接するような向きで重ね、銅箔が接合したPETフィルムを得た。銅箔が接合された樹脂フィルム(1)に代えて、前記銅箔が接合したPETフィルムを用いたこと以外は実施例(1)と同様にして、回路付きフィルム及び合わせガラスを得た。

さらに、実施例1~10で得られた合わせガラスは、比較例1と比べて、ヘイズが低く、樹脂フィルム(1)端部の視認性も良好であることから、優れた前方視認性を有することが確認された。
2,10,18,26…樹脂フィルム
3,6,11,14,19,22,27,30…バスバー
4,7,12,15,20,28…導電細線
5,13,21,29…導電性細線回路
8,16,24,32…導電性回路
23…ループ状アンテナ
31…ポール状アンテナ
Claims (16)
- 樹脂フィルム(1)の一方の面に、導電性細線回路(A)及び導電性細線回路(A)とは独立した導電性回路(B)を有し、該樹脂フィルム(1)がポリビニルアセタール樹脂を含有し、質量比1/1のトルエン/エタノール混合液90質量部に対して前記樹脂フィルム(1)10質量部を溶解させた溶液の、ブルックフィールド型(B型)粘度計により20℃、30rpmで測定された粘度が100~500mPa・sである、回路付きフィルム。
- 前記導電性細線回路(A)及び/又は前記導電性回路(B)が金属箔由来の回路である、請求項1に記載の回路付きフィルム。
- 前記導電性細線回路(A)の厚さが1~30μmである、請求項1又は2に記載の回路付きフィルム。
- 前記導電性回路(B)が加熱機能を有する、請求項1~3のいずれかに記載の回路付きフィルム。
- 前記導電性回路(B)がアンテナ又はセンサーとしての機能を有する、請求項1~3のいずれかに記載の回路付きフィルム。
- 前記樹脂フィルム(1)が、樹脂フィルム(1)の質量に対して、50質量%以上のポリビニルアセタール樹脂を含む、請求項1~5のいずれかに記載の回路付きフィルム。
- 前記樹脂フィルム(1)が、樹脂フィルム(1)の質量に対して、0~20質量%の可塑剤を含む、請求項6に記載の回路付きフィルム。
- 前記樹脂フィルム(1)の厚さが10~350μmである、請求項1~7のいずれかに記載の回路付きフィルム。
- 前記導電性細線回路(A)が銅又は銀からなる、請求項1~8のいずれかに記載の回路付きフィルム。
- 前記導電性細線回路(A)が、全体的又は部分的に線状、格子状、網状又はあみだくじ状である、請求項1~9のいずれかに記載の回路付きフィルム。
- 前記導電性細線回路(A)の線幅が1~30μmである、請求項1~10のいずれかに記載の回路付きフィルム。
- さらに樹脂フィルム(2)を有する、請求項1~11のいずれかに記載の回路付きフィルム。
- 前記樹脂フィルム(2)が、樹脂フィルム(2)の質量に対して、50質量%以上のポリビニルアセタール樹脂及び10~50質量%の可塑剤を含有する、請求項12に記載の回路付きフィルム。
- 前記樹脂フィルム(1)、前記導電性細線回路(A)及び前記導電性回路(B)、並びに前記樹脂フィルム(2)をこの順に有する、請求項12又は13に記載の回路付きフィルム。
- 前記樹脂フィルム(2)、前記樹脂フィルム(1)、並びに前記導電性細線回路(A)及び前記導電性回路(B)をこの順に有する、請求項12又は13に記載の回路付きフィルム。
- 少なくとも2枚のガラスの間に、請求項12~15のいずれかに記載の回路付きフィルムを有する合わせガラスであって、樹脂フィルム(1)及び樹脂フィルム(2)の平均可塑剤量が5~50質量%である、合わせガラス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017254067 | 2017-12-28 | ||
| JP2017254067 | 2017-12-28 | ||
| PCT/JP2018/048332 WO2019131948A1 (ja) | 2017-12-28 | 2018-12-27 | 回路付きフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019131948A1 JPWO2019131948A1 (ja) | 2021-01-07 |
| JP7148550B2 true JP7148550B2 (ja) | 2022-10-05 |
Family
ID=67067661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019562470A Active JP7148550B2 (ja) | 2017-12-28 | 2018-12-27 | 回路付きフィルム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11541640B2 (ja) |
| EP (1) | EP3733621A4 (ja) |
| JP (1) | JP7148550B2 (ja) |
| KR (1) | KR20200098550A (ja) |
| CN (1) | CN111511698A (ja) |
| WO (1) | WO2019131948A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113709927B (zh) * | 2021-07-22 | 2023-07-07 | 福耀玻璃工业集团股份有限公司 | 镀膜加热玻璃 |
| US12311637B2 (en) | 2022-11-04 | 2025-05-27 | Agc Automotive Americas Co. | Laminated glazing assembly including an antenna assembly |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003513840A (ja) | 1999-04-30 | 2003-04-15 | サン−ゴバン グラス フランス | 特に車両のための、加熱される窓ガラス |
| JP2012014945A (ja) | 2010-06-30 | 2012-01-19 | Fujifilm Corp | 透明導電性フイルム及び発熱ガラスの製造方法 |
| WO2016080406A1 (ja) | 2014-11-17 | 2016-05-26 | 大日本印刷株式会社 | 発熱板、導電性パターンシート、乗り物、及び、発熱板の製造方法 |
| JP2016539905A (ja) | 2013-11-29 | 2016-12-22 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 埋め込まれた導電性構造体を有する合わせガラス積層体を製造する方法 |
| JP2018161889A (ja) | 2017-03-27 | 2018-10-18 | 株式会社クラレ | ポリビニルアセタール樹脂層と金属箔に基づく導電性構造体とを有するポリビニルアセタール樹脂フィルム、および前記フィルムを有する合わせガラス |
| JP2018188356A (ja) | 2017-05-08 | 2018-11-29 | 株式会社クラレ | 窓ガラス用発熱フィルム、および前記フィルムを有する窓ガラス |
| WO2019009409A1 (ja) | 2017-07-07 | 2019-01-10 | 株式会社クラレ | 基材フィルム付き導電構造体含有フィルムの製造方法 |
| JP6457708B1 (ja) | 2017-03-27 | 2019-01-23 | 株式会社クラレ | 合わせガラス用のポリビニルアセタール樹脂フィルム |
| JP6487131B2 (ja) | 2017-03-27 | 2019-03-20 | 株式会社クラレ | 合わせガラス用のポリビニルアセタール樹脂フィルム |
| WO2019131963A1 (ja) | 2017-12-28 | 2019-07-04 | 株式会社クラレ | 回路付きフィルム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11208421A (ja) * | 1998-01-28 | 1999-08-03 | Asahi Glass Co Ltd | 自動車用防曇ガラス |
| DE19951444A1 (de) | 1999-10-25 | 2001-04-26 | Huels Troisdorf | Verfahren und Folie zur Herstellung von Verbundsicherheitsscheiben |
| DE10143190A1 (de) | 2001-09-04 | 2003-03-20 | Kuraray Specialities Europe | Hochmolekulare, vernetzte Polyvinylbutyrale, Verfahren zu deren Herstellung sowie deren Verwendung |
| DE10319198A1 (de) | 2002-07-04 | 2004-01-15 | Kuraray Specialities Europe Gmbh | Vernetzte Polyvinylacetale |
| US7511096B2 (en) | 2003-01-09 | 2009-03-31 | Kuraray Europe Gmbh | Crosslinked polyvinyl acetals |
| AU2003293853A1 (en) | 2003-01-09 | 2004-08-10 | Kuraray Specialities Europe Gmbh | Crosslinked polyvinly acetals |
| DE10352464A1 (de) | 2003-11-07 | 2005-06-23 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Heizbare Verbundscheibe |
| JP4219790B2 (ja) | 2003-11-14 | 2009-02-04 | 日本板硝子株式会社 | 電熱窓ガラス |
| GB0520306D0 (en) * | 2005-10-06 | 2005-11-16 | Pilkington Plc | Laminated glazing |
| GB0600983D0 (en) | 2006-01-18 | 2006-03-01 | Pilkington Plc | Heating Circuits For Automotive Glazings |
| CN101668715A (zh) * | 2007-02-28 | 2010-03-10 | 可乐丽股份有限公司 | 膜及包含该膜的夹层玻璃用中间膜 |
| US9949360B2 (en) * | 2011-03-10 | 2018-04-17 | Mediatek Inc. | Printed circuit board design for high speed application |
| CN105008304A (zh) * | 2013-09-30 | 2015-10-28 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| US10912155B2 (en) | 2014-11-17 | 2021-02-02 | Dai Nippon Printing Co., Ltd. | Heating plate, conductive pattern sheet, vehicle, and method of manufacturing heating plate |
-
2018
- 2018-12-27 CN CN201880083880.XA patent/CN111511698A/zh active Pending
- 2018-12-27 US US15/733,321 patent/US11541640B2/en active Active
- 2018-12-27 EP EP18894547.1A patent/EP3733621A4/en not_active Withdrawn
- 2018-12-27 WO PCT/JP2018/048332 patent/WO2019131948A1/ja unknown
- 2018-12-27 JP JP2019562470A patent/JP7148550B2/ja active Active
- 2018-12-27 KR KR1020207018499A patent/KR20200098550A/ko not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003513840A (ja) | 1999-04-30 | 2003-04-15 | サン−ゴバン グラス フランス | 特に車両のための、加熱される窓ガラス |
| JP2012014945A (ja) | 2010-06-30 | 2012-01-19 | Fujifilm Corp | 透明導電性フイルム及び発熱ガラスの製造方法 |
| JP2016539905A (ja) | 2013-11-29 | 2016-12-22 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツングKuraray Europe GmbH | 埋め込まれた導電性構造体を有する合わせガラス積層体を製造する方法 |
| WO2016080406A1 (ja) | 2014-11-17 | 2016-05-26 | 大日本印刷株式会社 | 発熱板、導電性パターンシート、乗り物、及び、発熱板の製造方法 |
| JP2018161889A (ja) | 2017-03-27 | 2018-10-18 | 株式会社クラレ | ポリビニルアセタール樹脂層と金属箔に基づく導電性構造体とを有するポリビニルアセタール樹脂フィルム、および前記フィルムを有する合わせガラス |
| JP6457708B1 (ja) | 2017-03-27 | 2019-01-23 | 株式会社クラレ | 合わせガラス用のポリビニルアセタール樹脂フィルム |
| JP6487131B2 (ja) | 2017-03-27 | 2019-03-20 | 株式会社クラレ | 合わせガラス用のポリビニルアセタール樹脂フィルム |
| JP7046789B2 (ja) | 2017-03-27 | 2022-04-04 | クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 合わせガラス用のポリビニルアセタール樹脂フィルム |
| JP2018188356A (ja) | 2017-05-08 | 2018-11-29 | 株式会社クラレ | 窓ガラス用発熱フィルム、および前記フィルムを有する窓ガラス |
| WO2019009409A1 (ja) | 2017-07-07 | 2019-01-10 | 株式会社クラレ | 基材フィルム付き導電構造体含有フィルムの製造方法 |
| WO2019131963A1 (ja) | 2017-12-28 | 2019-07-04 | 株式会社クラレ | 回路付きフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019131948A1 (ja) | 2019-07-04 |
| CN111511698A (zh) | 2020-08-07 |
| JPWO2019131948A1 (ja) | 2021-01-07 |
| US11541640B2 (en) | 2023-01-03 |
| US20210114351A1 (en) | 2021-04-22 |
| EP3733621A1 (en) | 2020-11-04 |
| EP3733621A4 (en) | 2021-09-08 |
| KR20200098550A (ko) | 2020-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6457708B1 (ja) | 合わせガラス用のポリビニルアセタール樹脂フィルム | |
| JP6487131B2 (ja) | 合わせガラス用のポリビニルアセタール樹脂フィルム | |
| WO2019131963A1 (ja) | 回路付きフィルム | |
| WO2019131928A1 (ja) | 電子部材取付け領域を有する複合フィルム | |
| JP6444407B2 (ja) | 熱線遮蔽特性を有する合わせガラス積層体を製造する方法 | |
| CN111971329B (zh) | 聚乙烯醇缩醛树脂薄膜 | |
| JP2018161889A (ja) | ポリビニルアセタール樹脂層と金属箔に基づく導電性構造体とを有するポリビニルアセタール樹脂フィルム、および前記フィルムを有する合わせガラス | |
| JP7148550B2 (ja) | 回路付きフィルム | |
| JPWO2019168173A1 (ja) | 可塑剤含有シートが重なってなる多層構造体 | |
| KR20200027947A (ko) | 기재 필름 부착 도전 구조체 함유 필름의 제조방법 | |
| JP7225119B2 (ja) | 積層体及び合わせガラス | |
| JP2018188356A (ja) | 窓ガラス用発熱フィルム、および前記フィルムを有する窓ガラス | |
| JP2019150992A (ja) | シートが重なってなる多層構造体 | |
| CN112771101B (zh) | 聚乙烯醇缩醛树脂薄膜和包含其的层叠体 | |
| JP2023027939A (ja) | 複合フィルム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210705 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20211224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7148550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |