以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。以下の実施形態では、本発明における製造の対象物であるシート融着体、すなわち、複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体として、一対のサイドシール部を有する外装体を具備するパンツ型着用物品の一種であるパンツ型使い捨ておむつを例にとり本発明を説明する。
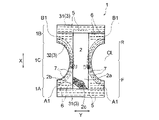
図1~図3には、本発明に従い製造されたパンツ型使い捨ておむつ1が示されている。おむつ1は、吸収性本体2と、吸収性本体2の非肌対向面側に配されて吸収性本体2を固定している外装体3とを備え、前身頃F(腹側部1A)における外装体3の縦方向Xに沿う左右両側縁部A1,A1と後身頃R(背側部1B)における外装体3の縦方向Xに沿う左右両側縁部B1,B1とが接合されて一対のサイドシール部4,4、ウエスト開口部8及び一対のレッグ開口部9,9が形成されている。外装体3は、おむつ1の外面を形成している。
おむつ1は、図3に示す如き展開且つ伸長状態の平面視において、着用者の前後方向に相当する縦方向Xとこれに直交する横方向Yとを有している。おむつ1は、着用時に着用者の股下部に配される股下部1C並びにその縦方向Xの前後に位置する腹側部1A及び背側部1Bに区分することができる。股下部1Cにおける外装体3は、その縦方向Xに沿う左右両側縁部にレッグ開口部9,9形成用の凹欠部が形成されている。また、おむつ1は、図3に示すように、おむつ1を縦方向Xに二等分して横方向Yに延びる仮想中心線CLを境にして、前身頃Fと後身頃Rとに区分することができる。
なお、本明細書において、肌対向面は、パンツ型使い捨ておむつ1又はその構成部材(例えば吸収性本体)における、着用時に着用者の肌側に向けられる面であり、非肌対向面は、パンツ型使い捨ておむつ1又はその構成部材における、着用時に着用者の肌側とは反対側(着衣側)に向けられる面である。おむつ1において、縦方向Xは、使い捨ておむつ又はその構成部材である吸収性本体2の長辺に沿う方向(長手方向)に一致し、横方向Yは、使い捨ておむつ又はその構成部材である吸収性本体2の幅方向に一致する。
吸収性本体2は、図3に示すように、一方向(縦方向X)が相対的に長い縦長の形状を有しており、肌対向面を形成する表面シート2aと、非肌対向面を形成する裏面シート2bと、これら両シート間に介在配置された液保持性の吸収体2cとを具備し、該吸収体2cは、縦方向Xと同方向に長い形状を有している。吸収性本体2は、その長手方向を、展開且つ伸長状態におけるおむつ1の縦方向Xに一致させて、外装体3の中央部に、接着剤等の公知の接合手段により接合されている。ここで、展開且つ伸長状態とは、サイドシール部を引き剥がして、おむつを展開状態とし、その展開状態のおむつを、各部の弾性部材を伸長させて、設計寸法(弾性部材の影響を一切排除した状態で平面状に広げたときの寸法と同じ)となるまで広げた状態をいう。
外装体3は、図2及び図3に示すように、おむつ1の外面(外装体3の非肌対向面)を形成する外層シート31と、該外層シート31の内面側に配され、おむつ1の内面(外装体3の肌対向面)を形成する内層シート32と、両シート31,32間に接着剤により固定された複数本の糸状又は帯状の弾性部材5,6,7とを含んで構成されている。このように、外装体3は、複数枚のシートが重ねられた構成を有するシート積層体である。シート積層体である外装体3は、おむつ1においては、複数枚のシート(外層シート31及び内層シート32)と弾性部材5,6,7とを構成部材として有している。また、おむつ1においては、外層シート31と内層シート32との間は、所定部位において接着剤又はヒートシール等によって接合されている。
外装体3を構成する外層シート31及び内層シート32の少なくとも一部は樹脂製シートであり、おむつ1においては、外層シート31及び内層シート32の両方が樹脂製シートである。外装体3を構成する外層シート31及び内層シート32の一例としては、樹脂材としてポリエチレン、ポリエチレンテレフタレート、ポリプロピレン等の熱融着性の合成樹脂を含み、不織布、フィルム、不織布とフィルムとのラミネートシート等からなるものが挙げられる。不織布としては、エアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等が挙げられる。
おむつ1における一対のサイドシール部4,4は、図2に示すように、それぞれ、前身頃Fにおける外装体3の縁部と後身頃Rにおける外装体3の縁部とが、サイドシール部4の長手方向に延在する連続線状の融着部40で結合したシール縁部41を有している。おむつ1におけるシール縁部41は、サイドシール部4,4のそれぞれにおいて、ウエスト開口部8とレッグ開口部9との間の全長にわたって連続して形成されている。シール縁部41における融着部40は、外装体3を構成する複数枚のシート(外層シート31、内層シート32)の縁部が重なった状態で、それらのシートの構成樹脂が溶融固化して形成されている。
おむつ1の如きパンツ型使い捨ておむつは、通常、次のような工程を経て製造される。すなわち、複数のおむつが一方向(搬送方向)に連なった構成のおむつ連続体を製造し、このおむつ連続体における、サイドシール部形成予定部位において互いに重なり合う前身頃側の外装体と後身頃側の外装体とを、ヒートロール装置等の接合手段により接合した後、その接合部をカッター等の切断手段によって切断することにより、個々のおむつに分断する工程を経て製造される。こうして製造される従来のパンツ型使い捨ておむつのサイドシール部は、前身頃の側縁部と後身頃の側縁部とが合掌状に重なり合って形成されており、その合掌状部分の頂部が周辺部よりもおむつの外方に突出しているため、目視により容易に視認でき、そのため、おむつを着用していることが外部から知られやすい。おむつを着用する中高年の多くは、その着用が他人に知られることを嫌がるため、このような外部から目立つ合掌状のサイドシール部の存在は問題である。また、合掌状のサイドシール部は、おむつの着用時に着用者の脚や尻に引っ掛かって着用動作の妨げになる場合がある。
これに対し、本発明のシート融着体の製造装置を用いた方法によって形成されたサイドシール部は、後述するように、おむつ連続体のサイドシール部形成予定部位をレーザー光によって溶断することによって形成するため、ヒートロール装置等を用いて形成された従来型の合掌状のサイドシール部に比して、外装体どうしの接合幅が狭いこと等から、柔軟性や肌触りに優れるとともに引き裂き容易性にも優れ、おむつの取り外し作業をスムーズに行うことができ、また、合掌状部分が無く外部から目立たないなどの種々の利点を有する。
以上の構成を有するパンツ型使い捨ておむつ1は、図4に示すように、帯状のシート積層体10を含んで構成されるおむつ連続体10Aを製造する工程と、本発明のシート融着体の製造装置の一実施形態である図5に示すレーザー式接合装置20を用いて、溶断によりおむつ連続体10Aを個々のおむつ1に分断する工程とを有する製造方法によって製造することができる。おむつ連続体10Aは、複数の使い捨ておむつ1が連なった構成を有しており、より具体的には、サイドシール部4が形成されていないパンツ型使い捨ておむつの前駆体が一方向に連なって構成されている。
おむつ1の製造方法は、前身頃側と後身頃側とを重ねた状態の帯状の外装体3におけるサイドシール部の形成予定部位を加圧状態にする重合加圧工程と、加圧状態にあるサイドシール部の形成予定部位に、走行する外装体3の搬送方向Dと交差する方向に延在する光通過部210を介してレーザー光を照射することにより、該外装体3を溶断するとともに、その溶断によって生じた、積層状態の外装体の切断縁部どうしが融着したサイドシール部4を形成するサイドシール部形成工程とを具備している。また、重合加圧工程の前に、帯状の外装体3(外層シート31、内層シート32)に吸収性本体2を固定する本体固定工程を具備している。
より具体的には、おむつ1の製造方法においては、図4に示すように、前記重合加圧工程において、帯状の外装体3(外層シート31、内層シート32)をその幅方向に折り畳むことにより、吸収性本体2が固定された帯状の外装体3の前身頃側と後身頃側とを重ね合わせ、それによって、「サイドシール部が形成されていないパンツ型使い捨ておむつの前駆体が一方向に連なってなる、おむつ連続体10」を製造する。そして、前記サイドシール部形成工程において、このおむつ連続体10における帯状の外装体3を、図5に示すレーザー式接合装置20を用い、レーザー光30の照射により、個々に分断(溶断)するのと同時に、その分断によって生じた、積層状態の複数枚の外装体3(外層シート31、内層シート32)の切断縁部どうしを融着して、一対のサイドシール部4,4を有する外装体3を具備するパンツ型使い捨ておむつ1を連続的に製造する。
より詳細に説明すると、先ず、図4に示すように、原反ロール(図示せず)から連続的に供給される帯状の外層シート31と、原反ロール(図示せず)から連続的に供給される帯状の内層シート32の間に、ウエストギャザーを形成するウエスト部弾性部材5、胴回りギャザーを形成する胴回り部弾性部材6及びレッグギャザーを形成するレッグ部弾性部材7を、所定の伸長率に伸長させた伸長状態で各々複数本配する。このとき、レッグ部弾性部材7は、シートの流れ方向とは直交して往復運動する公知の揺動ガイド(図示せず)を介して、所定の脚周りパターンを形成しながら配される。また、帯状の外層シート31及び帯状の内層シート32には、それらを重ね合わせる前に、両シート31,32のいずれか一方又は双方の対向する面の所定部位に、接着剤塗工機(図示せず)によりホットメルト型接着剤を塗工する。なお、ウエスト部弾性部材5、胴回り部弾性部材6等の弾性部材が、両シート31,32における、レーザー光の照射によって分断される部分(サイドシール部4の形成予定部分)10Cを跨ぐように伸長状態で配されている場合、その分断後の該弾性部材の大幅な縮みや該弾性部材の抜け等の不都合を回避するために、該部分及びその近傍に接着剤を塗工しておくことが好ましい。ウエスト部弾性部材5及び胴回り部弾性部材6には、両シート31,32間に配される前に、接着剤塗工機(図示せず)によりホットメルト型接着剤を間欠的に塗工してもよい。
そして、図4に示すように、一対のニップロール11,11の間に、ウエスト部弾性部材5、胴回り部弾性部材6及びレッグ部弾性部材7を伸長状態で挟み込んだ帯状の外層シート31及び帯状の内層シート32を送り込んで加圧することにより、帯状シート31,32間に複数本の弾性部材5,6,7が伸長状態で配された帯状の外装体3を形成する。また、この外装体3の形成工程においては、隣り合う2本の胴回り部弾性部材6,6間において帯状の外層シート31と帯状の内層シート32とを接合する複数の接合部(図示せず)を、凸ロール12とこれに対応するアンビルロール13等の接合手段を用いて形成する。
その後、必要に応じて、弾性部材プレカット手段(図示せず)を用いて、後述する吸収性本体2を配する位置に対応させて、複数本の胴回り部弾性部材6及び複数本のレッグ部弾性部材7を押圧して、収縮機能が発現されないように個々複数個に分断する。前記弾性部材プレカット手段としては、例えば、特開2002-253605号公報に記載の複合伸縮部材の製造方法に用いる弾性部材分断部等が挙げられる。
次いで、図4に示すように、別工程で製造された吸収性本体2に予めホットメルト接着剤等の接着剤を塗工し、該吸収性本体2を90度回転させて、帯状の外装体3を構成する内層シート32上に間欠的に供給して固定する(本体固定工程)。そして、図4に示すように、吸収性本体2が配置された帯状の外装体3におけるレッグ部弾性部材7で環状に囲まれた環状部の内側にレッグホールLO’を形成する。このレッグホール形成工程は、ロータリーカッター、レーザーカッター等の従来からこの種の物品の製造方法における手法と同様の手法を用いて実施することができる。
次いで、帯状の外装体3をその幅方向(外装体3の搬送方向と直交する方向)に折り畳む。より具体的には、図4に示すように、帯状の外装体3の搬送方向に沿う両側部3a,3aを、吸収性本体2の長手方向両端部を覆うように折り返して吸収性本体2の長手方向両端部を固定した後、外装体3を吸収性本体2とともにその幅方向に2つ折りする(重合加圧工程における重合工程)。こうして、おむつ連続体10が得られる。
次いで、こうして製造されたおむつ連続体10に対して、図5に示すように、レーザー式接合装置20を用いてレーザー光を照射して一対のサイドシール部4,4を形成し(サイドシール部形成工程)、一対の該サイドシール部4を有する外装体3を具備するパンツ型使い捨ておむつ1を連続的に製造する。
このように、おむつ連続体10は、個々の使い捨ておむつにおける外装体3どうしが流れ方向に連なった構成の外装体連続体3Cからなる「帯状のシート積層体」に、吸収性本体2が流れ方向に所定の間隔で間欠配置された構成を有しており、帯状のシート積層体の一種である。外装体連続体3Cは、図4に示すように、おむつ連続体10のうち、吸収性本体2を除いた外装体3の連続体部分である。本発明のシート融着体の製造装置は、このような、複数枚のシートが重ねられた帯状のシート積層体を、所定のピッチでその長手方向と交差する方向、典型的には幅方向に溶断して、複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体を製造するものである。本実施形態の装置及び製造方法においては、吸収性本体2が間欠配置された帯状のシート積層体であるおむつ連続体10(外装体連続体3C)を、その流れ方向における互いに隣り合う吸収性本体2どうし間において、レーザー光の照射により溶断することで、短尺化されたシート積層体である外装体3と吸収性本体2とを含む使い捨ておむつ1を製造する。
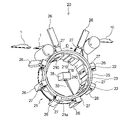
次に、レーザー式接合装置20について説明する。レーザー式接合装置20は、少なくとも一部に樹脂製シートを含む複数枚のシートが重ねられた帯状の複数枚のシートが重ねられたおむつ連続体10(帯状のシート積層体)を溶断し、シート融着体であるおむつ1を製造する、シート融着体の製造装置であり、図5に示すように、第1面21a及びそれと反対側に位置する第2面21bを有し、おむつ連続体10を第1面21a上に支持する支持部材21と、第1面21a上に支持されたおむつ連続体10を支持部材21に向けて加圧する加圧ヘッド26と、支持部材21の第2面21b側に配置され、レーザー光30を照射するレーザー光照射部35とを具備している。レーザー光30は、支持部材21の第2面21b側から第1面21a側に向かって照射される。
本実施形態においては、レーザー式接合装置20は、図5に示すように、支持部材21として、矢印D方向に回転可能に駆動される中空の円筒ロール21を具備し、レーザー光照射部35は、円筒ロール21の中空部に配置されている。円筒ロール21は、その回転軸方向両端部を形成する一対の環状の枠体(図示せず)間に挟持固定されている。円筒ロール21の第1面21aは、円筒の外面を形成し、第2面21bは、円筒の内面を形成している。支持部材21は、鉄、アルミニウム、ステンレス鋼、銅等の金属材料又はセラミックス等の耐熱性を有する材料から形成されている。
支持部材21は、レーザー光照射部35から照射されたレーザー光30が通過可能な光通過部210を有し、光通過部210は、支持部材21の第1面21a上に支持されたおむつ連続体10(帯状のシート積層体)の幅方向に延びるスリット状の開口部210を有している。開口部(光通過部)210は、支持部材21を厚み方向に貫通している。ここでいう、「開口部210が帯状のシート積層体の幅方向に延びる」は、開口部210の延在方向(長手方向)と帯状のシート積層体の幅方向(帯状のシート積層体の長手方向と直交する方向)とのなす角度が45度未満であればよく、開口部210が帯状のシート積層体の幅方向と平行に延びる形態のみならず、該幅方向と交差する方向に延びる形態が含まれる。
本実施形態においては、開口部210は、平面視して矩形形状を有し、その長手方向を、おむつ連続体10の搬送方向Dと交差する方向、より具体的には、支持部材21すなわち円筒ロール21の回転軸の軸長方向と平行な方向に一致させて延びており、円筒ロール21の周方向(搬送方向D)に沿って所定間隔を置いて複数設けられている。支持部材21は、開口部210ではレーザー光を通過させる一方、開口部210以外の部分ではレーザー光を通過(透過)させない。支持部材21に開口部210を形成する方法としては、1)環状の枠体(図示せず)の周長と同じ長さの単一の環状部材からなる支持部材21の所定箇所にエッチング、パンチング、レーザー加工等により開口部210を穿設する方法、2)支持部材21として、単一の環状部材に代えて、湾曲した矩形形状の部材を複数用い、それら複数の部材を、一対の枠体(図示せず)間に、該枠体の周方向に所定間隔を置いて配置する方法が挙げられる。
加圧ヘッド26は、支持部材21の第1面21a上に支持されたおむつ連続体10を支持部材21に向けて加圧するために用いられるもので、本実施形態においては、レーザー式接合装置20は、図5に示すように、加圧ヘッド26を複数具備している。複数の加圧ヘッド26は、それぞれ、支持部材21すなわち円筒ロール21の回転軸の延長線上に回転軸を持ち、円筒ロール21に隣接して配置された第2円筒ロール25の周面に配置されている。第2円筒ロール25は、円筒ロール21と同期して回転する。第2円筒ロール25が円筒ロール21と同期して回転することで、各加圧ヘッド26は、円筒ロール21の回転方向Dと同方向に、且つ円筒ロール21の周速と同速で、円筒ロール21の周面に沿って周回可能になっている。なお、図5においては、各加圧ヘッド26が、円筒ロール21とは別部材である第2円筒ロール25に取り付けられているが、これに代えて、各加圧ヘッド26を円筒ロール21に取り付けることも可能である。
レーザー光照射部35は、レーザー光30を自在に走査するガルバノスキャナ(モータ軸にミラーが付いた装置)であり、レーザー光30を円筒ロール21の回転軸と平行な方向に進退させる機構、レーザー光30が第1面21a上のおむつ連続体10に当たる位置(照射点)を円筒ロール21の周方向に移動させる機構、及び円筒ロール21の周面上でレーザー光30のスポット径を一定にする調整機構等を備えている。前記調整機構は、集光レンズを備えている。レーザー光照射部35は、このような構成を有することによって、レーザー光30の照射点を、円筒ロール21の周方向及び該周方向と直交する方向の両方向に任意に移動させることができる。
レーザー光照射部35から照射されるレーザー光30は、被加工物であるおむつ連続体10(帯状のシート積層体)を構成するシートに吸収され該シートを発熱させる波長のレーザー光である。ここで、「帯状のシート積層体を構成するシート」は、帯状のシート積層体の一方の面、例えば円筒ロール21の第1面21aに当接する面を構成するシートに限定されず、帯状のシート積層体を構成するシートであればどれであってもよい。帯状のシート積層体に照射するレーザー光30が、該シート積層体を構成する個々のシートについて、該シートに吸収されて該シートを発熱させる波長であるか否かは、シートの材質と、使用するレーザー光30の波長との関係で決まる。帯状のシート積層体を構成するシートが、使い捨ておむつや生理用ナプキン等の吸収性物品(サニタリー用品)の製造に汎用される合成樹脂製の不織布やフィルムである場合、レーザー光30としては、CO2レーザー、YAGレーザー、LDレーザー(半導体レーザー)、YVO4レーザー、ファイバーレーザー等を用いることが好ましい。また、帯状のシート積層体を構成するシートが、合成樹脂として、ポリエチレン、ポリエチレンテレフタレート、ポリプロピレン等を含む場合、該シートに吸収され該シートを良好に発熱させ得る波長としては、例えば、8.0μm以上15.0μm以下を用いることが好ましく、高出力のレーザー装置が存在するCO2レーザーの発振波長の9.0μm以上11.0μm以下を用いることが特に好ましい。レーザー光30のスポット径、レーザー出力等は、被加工物である帯状のシート積層体を構成するシートの材質や厚み等を考慮して適宜選択することができる。
このような構成の本実施形態のレーザー式接合装置20においては、支持部材21すなわち円筒ロール21がその周方向の一方向Dに回転することで、円筒ロール21の外面である第1面21a上に支持されたおむつ連続体10(帯状のシート積層体)をその回転方向Dに搬送する。また、加圧ヘッド26が取り付けられた第2円筒ロール25が、円筒ロール21と同期して一方向Dに回転することで、加圧ヘッド26は、同方向Dに移動しながら、円筒ロール21の第1面21a上に支持されたおむつ連続体10を、支持部材21と協働して挟持固定しつつ円筒ロール21に向けて一時的に加圧する。
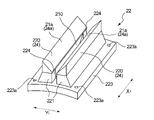
レーザー式接合装置20について更に説明すると、支持部材21すなわち円筒ロール21は、図6及び図7に示すように、その周方向に間欠的に設けられた複数の加工部支持部材22と、該周方向における加工部支持部材22どうし間に固定される複数の加工部間支持部材23とを有している。より具体的には、円筒ロール21の周方向に、加工部支持部材22と加工部間支持部材23とが交互に配されている。加工部支持部材22は、前述した光通過部210としてのスリット状の開口部210を有している。
加工部支持部材22は、おむつ連続体10の加圧時に加圧ヘッド26と協働しておむつ連続体10を挟持固定する役割を担うもので、図7に示すように、円筒ロール21の径方向において加工部間支持部材23よりも円筒ロール21の回転軸から遠い位置に配置される先端部220と、該径方向において加工部間支持部材23と同位置に配置される本体部221と、該径方向において加工部間支持部材23よりも該回転軸から近い位置に配置され、本体部221の下端部(円筒ロール21の径方向内方側の端部)の周囲から円筒ロール21の内面側に張り出すように形成された固定用張出部223とを有している。加工部支持部材22において、円筒ロール21の第1面21aを形成し、被加工物(帯状のシート積層体)と接触し得るのは先端部220のみであり、本体部221及び固定用張出部223は第1面21aを形成しない。加工部支持部材22は、長手方向X1及びそれと直交する幅方向Y1とを有し、少なくとも先端部220は、長手方向X1に沿って縦長の形状をしている。加工部支持部材22は、その長手方向X1が、円筒ロール21の周方向、すなわちおむつ連続体10(帯状のシート積層体)の搬送方向Dと直交し、且つその幅方向Y1が、円筒ロール21の周方向、すなわちおむつ連続体10の搬送方向Dと同方向を向くように配置される。
本実施形態においては、加工部支持部材22は、図7に示すように、先端部220及び本体部221が、それぞれ、円筒ロール21の周方向に所定間隔を置いて一対配置され、その一対のうちの一方220,221と、他方220,221との間の隙間が、固定用張出部223に穿設された貫通口とともに光通過部210を形成している。なお、前記隙間の長手方向X1の両端部は、光通過部210ではなく、後述する位置規制機構を構成する係合凹部224として機能する。先端部220及び本体部221はそれぞれ、図7に示す如き、離間配置された複数の部材を含む構成でなくてもよく、図7に示す固定用張出部223と同様に、1個の部材であってもよい。
加工部支持部材22は、図6に示すように、円筒ロール21の回転軸方向両端に位置する一対の環状の枠体21c(一方のみ図示)間に架け渡して固定されている。加工部支持部材22は、固定用張出部223における、円筒ロール21の回転軸方向の両端に位置する部分が一対の枠体21cに固定されている。枠体21cへの固定方法としては、任意の方法を採用でき、例えば、枠体21cに形成した環状のフランジ部上に、加工部支持部材22の両端部を載せ掛けて、ボルト等の固定具、接着剤、溶接にて固定する方法、枠体21cに形成した環状の溝部や、周方向に所定間隔で形成された凹陥部等の被嵌合部に、加工部支持部材22の両端部を嵌合させて固定する方法が挙げられる。
加工部間支持部材23は、円筒ロール21の周面の主体をなすもので、円筒ロール21の外側周面である第1面21aを形成する上面23aと、内側周面である第2面21bを形成する下面23bとを有する。加工部間支持部材23の上面23a及び下面23bは、それぞれ、その円筒ロール21の周方向に沿う断面形状が、円筒ロール21の回転中心線を中心とする円の円弧状をなしている。
加工部間支持部材23は、図6に示すように、ボルトBTにより、加工部支持部材22に対して固定されている。より具体的には、加工部間支持部材23には、ボルト挿通孔(図示せず)が設けられており、ボルト140を該ボルト挿通孔に挿通し螺合させることにより、加工部間支持部材23が、円筒ロール21における一対の加工部支持部材22どうし間に固定されている。
このように、本実施形態においては、支持部材21としての円筒ロール21が、光通過部210を有する複数の加工部支持部材22と、光通過部210を有しない複数の加工部間支持部材23とを含んで構成され、両支持部材22,23は、円筒ロール21の周方向すなわち被加工物(帯状のシート積層体)の搬送方向Dに交互に配置されている。また、円筒ロール21の外側周面であり被加工物と接触する第1面21aにおいては、図6に示すように、加工部支持部材22の先端部220の配置位置において、先端部220が周辺部(加工部間支持部材23の上面23a)よりも円筒ロール21の径方向外方に突出している。
また、本実施形態においては、図5に示すように、複数の光通過部210(加工部支持部材22)と同数の加圧ヘッド26が、該複数の光通過部210と1対1で対応するように配置されている。複数の加圧ヘッド26は、前述したとおり、円筒ロール21に隣接して配置された第2円筒ロール25の周面に配置されている。第2円筒ロール25が円筒ロール21と同期して回転することで、各加圧ヘッド26は、円筒ロール21の回転に同期して該円筒ロール21の回転方向Dに移動し、円筒ロール21の外周部を構成する加工部支持部材22と同方向に、且つ加工部支持部材22の角速度と同速で、円筒ロール21の周面に沿って周回可能になっている。
加圧ヘッド26は、図8に示すように、円筒ロール21すなわち支持部材21の第1面21aとの対向面265Aに、レーザー光照射部35から照射されたレーザー光30が通過可能な光通過部260を有している。加圧ヘッド26の光通過部260は、一方向X1に長い形状を有し、支持部材21の光通過部210と同様に、平面視矩形形状のスリット状の開口部を有している。両光通過部210,260は、典型的には、平面視において互いに同形状同寸法であるが、要は、被加工物(帯状のシート積層体)の加圧時に光通過部260が光通過部210の全体を覆うことが可能になされていればよく、例えば、加圧ヘッド26の光通過部260の方が、支持部材21の光通過部210よりも幅方向Y1の長さが長く幅広に形成されていてもよい。
加圧ヘッド26について更に説明すると、加圧ヘッド26は、図8ないし図10に示すように、長手方向X1及びそれと直交する幅方向Y1とを有し、長手方向X1に沿って縦長の形状をしている。加圧ヘッド26は、その長手方向X1が、円筒ロール21の周方向、すなわちおむつ連続体10(帯状のシート積層体)の搬送方向Dと直交し、且つその幅方向Y1が、円筒ロール21の周方向、すなわちおむつ連続体10の搬送方向Dと同方向を向くように配置される。加圧ヘッド26は、本体部26Aと加圧部26Bとを有している。被加工物(帯状のシート積層体)の加圧時において、本体部26Aは被加工物から相対的に遠くに位置し、加圧部26Bは被加工物から相対的に近くに位置する。
本体部26Aは、長手方向X1と、それと直交する幅方向Y1と有し、長手方向X1に沿って縦長のブロック体から構成されている。本体部26Aは、その長手方向X1の一端に先端部262aを有し、その長手方向X1の他端に後端部262bを有している。後端部262bには、接続部材263が接続されている。本体部26Aは、その内部に中空部264を有している。中空部264は、その横断面の形状が多角形状のものであり、本体部26Aの長手方向X1に沿って延びている。中空部264は、本体部26Aの後端部262bの位置において、接続部材263と連通している。本実施形態のレーザー式接合装置20は、空気を吸引する吸引装置(図示せず)を備えており、接続部材263は該吸引装置に接続されている。
加圧部26Bは、図8に示すように、本体部26Aを構成する長手方向X1に延びる両側壁26A1の先端から外方に傾斜しながら互いに近づく一対の局所加圧部材265,265を備えている。各局所加圧部材265は、長手方向X1に延びる縦長の板状のものであり、本体部26Aと一体的に形成されている。各局所加圧部材265は、幅方向Y1に沿って所定の厚みを有しており、その先端が面取りされて鋭角となっており、この面取りされて形成された面が、おむつ連続体10の加圧時に支持部材21より具体的には加工部支持部材22の先端部220(図7参照)と対向配置される対向面265Aとなり、加圧面265Aとなる。加圧面265Aは、平坦な面となっている。各局所加圧部材265は、その加圧面265Aによって、加工部支持部材22の先端部220に支持されたおむつ連続体10(帯状のシート積層体)を局所的に加圧するために用いられる。
一対の局所加圧部材265,265は、本体部26Aの両側壁26A1の先端から互いに近づくように傾斜して配され、その一対の加圧面265A,265Aが、幅方向Y1に所定の間隔を置いて非接触状態で配置され、長手方向X1に沿って平行に配置されている。したがって、一対の局所加圧部材265,265の間には、空間265Sが設けられている。空間265Sは、加圧ヘッド26の長手方向X1に沿って延びているとともに、加圧ヘッド26の厚み方向にも延びている。そして空間265Sは、前述した本体部26Aの内部に設けられた中空部264と連通している。空間265Sは、一対の局所加圧部材265,265の先端部において開口している。この開口が、前述した加圧ヘッド26の光通過部260である。
本実施形態においては、加圧ヘッド26は、円筒ロール21すなわち支持部材21の第1面21aに対して接離自在に動作可能に配置されている。斯かる加圧ヘッド26の動作機構について更に説明すると、加圧ヘッド26は、図5及び図10に示すように、その長手方向X1、換言すれば、該加圧ヘッド26の光通過部260の延びる方向の一端である後端部262bにヒンジ構造の支持部27を有している。支持部27は、第2円筒ロール25に取り付けられている。そして加圧ヘッド26は、支持部27を支点として、円筒ロール21の回転軸を通る面内、例えば図10における紙面内において揺動運動が可能になっている。加圧ヘッド26が揺動運動を行う範囲は、図10に示すとおり、加圧ヘッド26の加圧面265Aが、円筒ロール21の周面から十分に離間して、円筒ロール21の周面すなわち第1面21aに導入されるおむつ連続体10Aと干渉しない状態(例えば図10においては、上側に示す加圧ヘッド26が円筒ロール21の第1面21aと直交する状態)から、該加圧面265Aが、円筒ロール21の第1面21a周面と平行になる状態(図10における下側に示す状態)までの範囲である。この揺動範囲内において、加圧ヘッド26は、円筒ロール21の第1面21aに沿って周回しながら揺動運動を行い、周回をしている間、該加圧ヘッド26の局所加圧部材265が、円筒ロール21の第1面21aに対して接離動作を繰り返すようになっている。
加圧ヘッド26を揺動運動させるためには、公知の手段を適宜用いればよい。例えばカム機構を用いたり、シリンダ機構を用いたり、あるいはサーボモータを用いたりすることができる。
図5に示すように、円筒ロール21すなわち支持部材21の第1面21aに支持されているおむつ連続体10(帯状のシート積層体)は、円筒ロール21から出て行くときには分断されて個々のおむつ1となっている。各加圧ヘッド26は、円筒ロール21の第1面21aにおける各々の位置に応じて状態が相違している。加圧ヘッド26の状態は、円筒ロール21の周方向に沿って見たとき、開放状態A、揺動過程状態(加圧過程状態)B1、加圧状態C及び揺動過程状態(開放過程状態)B2に大別される。なお、加圧ヘッド26のこのような動作は、本発明の一例を示すものであり、加圧ヘッド26がこれと異なる動作を行いおむつ連続体10の分断を行うことは何ら妨げられない。
開放状態Aは、円筒ロール21の第1面21aから、製品であるおむつ1が離間し、且つ被加工物であるおむつ連続体10が円筒ロール21の第1面21aに支持されるまでの扇形の範囲と概ね一致する。加圧状態Cは、開放状態Aの範囲に対して180度反対側に位置する。揺動過程状態B1は、円筒ロール21の周方向に沿って見たときに、開放状態Aから加圧状態Cに遷移する間に現れる(揺動過程状態の加圧過程状態B1)とともに、加圧状態Cから開放状態Aに遷移する間にも現れる(揺動過程状態の開放過程状態B2)。
開放状態Aとは、先に説明した図10における上側に示す状態のことであり、加圧ヘッド26の加圧部26Bの加圧面265Aが、円筒ロール21の周面すなわち第1面21aから十分に離間している全開状態である。製品であるおむつ1が円筒ロール21から離間し、且つ被加工物であるおむつ連続体10が円筒ロール21の第1面21aに支持されるまでの間を開放状態Aとすることで、製品であるおむつ1の取り出しが容易になる。また、被加工物であるおむつ連続体10を容易に円筒ロール21の第1面21a上に導入することができる。
加圧状態Cとは、図10における下側に示す状態のことであり、加圧ヘッド26の加圧部26Bの加圧面265Aが、円筒ロール21の周面すなわち支持部材21の第1面21aと平行になる状態である。図11(a)に示すように、加圧過程状態B1から加圧状態Cに遷移する際に、加圧ヘッド26は、円筒ロール21の加工部支持部材22(図7参照)の先端部220上に支持されたおむつ連続体10を、第1面21aすなわち先端部220と対向する側から、先端部220側に向かって加圧する。そして、加圧状態Cにおいては、図11(b)に示すように、加圧ヘッド26(加圧部26B)が、その光通過部260が支持部材21の光通過部210と重なるように、理想的には、光通過部260が光通過部210の全体を覆うように、支持部材21の第1面21aの一部をなす加工部支持部材22の先端部220に、おむつ連続体10(帯状のシート積層体)を介して一時的に重ねられ、その重なり状態における支持部材21と協働しておむつ連続体10を挟持固定しつつ加工部支持部材22に向けて加圧する。こうして、円筒ロール21の加工部支持部材22の先端部220上に支持されたおむつ連続体10が、加圧ヘッド26によって確実に加圧され、その加圧状態下にレーザー光30による溶断が行われるので、その後の融着を首尾よく行うことができる。
揺動過程状態(加圧過程状態)B1においては、開放状態にあった加圧ヘッド26の揺動が開始され、該加圧ヘッド26の加圧面265Aが、円筒ロール21の第1面21aに向けて接近する。一方、揺動過程状態(開放過程状態)B2においては、加圧状態にあった加圧ヘッド26の揺動が開始され、該加圧ヘッド26の加圧面265Aが、円筒ロール21の第1面21aから離間する。
以上のとおり、レーザー式接合装置20においては、1つの加圧ヘッド26に着目したとき、該加圧ヘッド26が円筒ロール21の周面に沿って1回の周回運動をする間に、開放状態A→加圧に向かう揺動過程状態(加圧過程状態)B1→加圧状態C→開放に向かう揺動過程状態(開放過程状態)B2の動作を1周期の動作として行っている。
次に、前述したレーザー式接合装置20を用いて、おむつ連続体10(帯状のシート積層体)を搬送しながら、おむつ連続体10の吸収性本体2の存在しない部分(外装体連続体3C)を溶断することにより、おむつ連続体10を分断して個々のおむつ1を得る製造方法について説明する。
レーザー式接合装置20において、円筒ロール21の周面すなわち支持部材21の第1面21a上に導入されたおむつ連続体10は、第1面21a上に支持された状態で、加圧ヘッド26によって加圧されるエリアに搬送され、該エリア内において、図11(b)に示すように、加圧ヘッド26(加圧部26B)が、支持部材21を構成する加工部支持部材22の先端部220に、おむつ連続体10(吸収性本体2の非存在部分)を介して一時的に重ねられ、その重なり状態における支持部材21と協働しておむつ連続体10を挟持固定しつつ加工部支持部材22に向けて加圧する(前記重合加圧工程)。このとき、支持部材21(加工部支持部材22)の光通過部210は、加圧ヘッド26の光通過部260と対向配置した状態となり、光通過部260が光通過部210の全体を覆う状態となる。そして、このように、支持部材21(加工部支持部材22の先端部220)と加圧ヘッド26(加圧部26B)との間で一時的に挟持固定されつつ支持部材21側に加圧された状態のおむつ連続体10に対して、支持部材21の光通過部210を通じて、支持部材21の第2面21b側からレーザー光照射部35によりレーザー光30を照射する(前記サイドシール部形成工程)。レーザー光照射部35は、図示しない制御部による制御により、レーザー光30の照射点を、円筒ロール21の回転方向に移送させつつ円筒ロール21の回転軸と平行な方向にも移動させ、これによって、レーザー光30の照射点を、支持部材21の光通過部210の長手方向に沿って移動させる。これにより、おむつ連続体10は、各光通過部210の位置で溶断され、また、その溶断によって生じた複数枚のシートの切断縁部どうしが融着して、複数枚のシートの切断縁部どうしが重なった状態で融着したシール縁部を有するサイドシール部4を備えた個々のおむつ1が得られる。
レーザー光30の溶断について説明する。レーザー光照射部35は、図12に示すように、おむつ連続体10における一つの分断予定部分10Cに対して、レーザー光30を照射して、おむつ連続体10を幅方向に分断する。図12中の符号P1で示す部位は、一つの分断予定部分10Cに対してレーザー光30が最初に照射される照射開始部位であり、符号P2で示す部位は、一つの分断予定部分10Cに対するレーザー光30の照射が終了する照射終了部位である。レーザー光照射部35は、レーザー光30を、おむつ連続体10に対するレーザー光30の照射点Pが、おむつ連続体10の搬送方向D及びその交差方向Sの両方向に同時に移動するようにして照射し、該レーザー光30を、照射開始部位P1から照射終了部位P2にわたって照射する。これにより、レーザー光照射部35は、レーザー光の照射点Pを、支持部材21の光通過部210が延びる方向(図中方向S)に沿って移動させながら、該光通過部210を通じてレーザー光30をおむつ連続体10に照射する。その結果、おむつ連続体10を、搬送方向Dに直交する方向に分断させることができるとともに、その分断部の両側に、分断された縁部どうしが熱融着したシール縁部を形成することができ、前記サイドシール部形成工程が実施される。
ところで、レーザー式接合装置20においては、前述したとおり、その動作中に加圧ヘッド26が、支持部材21の第1面21aにおける光通過部210の配置位置(加工部支持部材22の先端部220の配置位置)に対して接離自在に動作可能に配置され、且つおむつ連続体10の加圧時には、加圧ヘッド26の光通過部260が支持部材21の光通過部210と重なるように、加圧ヘッド26が、支持部材21の第1面21aにおむつ連続体10を介して一時的に重ねられるようになされているところ、装置20の設計上は、おむつ連続体10の加圧時において両光通過部210,260が前記のように相対向するようになされていても、例えば支持部27のガタツキのような、加圧ヘッド26の動作に関わる部品の不具合が原因で、加圧ヘッド26の支持部材21との重なり位置にズレが生じ、その結果、両光通過部210,260どうしが完全には重ならない事態が起こることが懸念される。そのような事態が生じた場合は、加圧ヘッド26における光通過部260以外の部分にレーザー光30が照射されてしまい、加圧ヘッド26の破損等の不都合が生じるおそれがあり、また、おむつ1のサイドシール部4の強度が低下するなど、おむつ1(シート融着体)の品質低下に繋がるおそれもある。
しかしながら、レーザー式接合装置20においては、支持部材21及び加圧ヘッド26の少なくとも一方が、おむつ連続体10(帯状のシート積層体)の加圧時における、図11(b)に示す如き支持部材21と加圧ヘッド26との重なり状態を保持するための位置規制機構を有しており、斯かる構成により前記懸念が払拭されている。
本実施形態においては、支持部材21が、前記位置規制機構として、第1面21aに加圧ヘッド26との重なり状態の形成に利用される係合部としての加工部支持部材22の先端部220を有するとともに(図7参照)、加圧ヘッド26が、該位置規制機構として、支持部材21(加工部支持部材22)の係合部すなわち先端部220と相補的に係合する係合部としての加圧部26Bを有し(図8参照)、図11(b)に示すように、両係合部220,26Bどうしが相補的に係合することで、被加工物(帯状のシート積層体)の加圧時における支持部材21と加圧ヘッド26との重なり状態が保持されるようになされている。
なお、前記位置規制機構としての係合部の形状は特に制限されず、支持部材21の係合部と加圧ヘッド26の係合部とが相補的に係合し得ることを前提として、任意の形状を採用できる。本実施形態では、加圧ヘッド26の係合部である加圧部26Bは、図11(b)に示す如き断面視ないし側面視において、等脚台形形状の凸部を有し、また、支持部材21の係合部である加工部支持部材22の先端部220は、断面視ないし側面視において、該凸部の等脚台形形状に対応した形状の凹部を有しているが、例えば、加圧ヘッド26の係合部が、断面視ないし側面視において、矩形形状、錘形形状又は半球形状の凸部を有し、支持部材21の係合部が、該矩形形状、錘形形状又は半球形状に対応した形状の凹部を有していてもよい。あるいは、断面視ないし側面視において、支持部材21の係合部が所定形状の凸部を有し、加圧ヘッド26の係合部が、該所定形状の凸部に対応した形状の凹部を有していてもよい。
支持部材21の係合部として機能する加工部支持部材22の先端部220は、図7に示すように、幅方向Y1に沿う長さ、すなわちスリット状の開口部210である光通過部210の幅方向に沿う長さが、先端に向かって、すなわち円筒ロール21の径方向外方に向かって、漸次短くなるテーパーブロック24を含んで構成されている。この先端部220を構成するテーパーブロック24は、幅方向Y1に沿う断面視ないし側面視において直角三角形をなし、被加工物(帯状のシート積層体)の加圧時には、図11(b)に示すように、その直角三角形の斜面すなわちテーパー面24a上に被加工物が支持される。テーパー面24aは、平坦な面となっている。一方、加圧ヘッド26の係合部として機能する加圧部26Bは、前述したとおり図8に示すように、本体部26Aを構成する長手方向X1に延びる両側壁26A1の先端から外方に傾斜しながら互いに近づく一対の局所加圧部材265,265を備えており、これにより、加工部支持部材22の先端部220を構成するテーパーブロック24のテーパー面24aの傾斜に対応した傾斜が形成されている。
本実施形態においては、加工部支持部材22の先端部220及び加圧ヘッド26の加圧部26Bは、それぞれ、おむつ連続体10(帯状のシート積層体)を支持する円筒ロール21の周面である第1面21aの幅方向(円筒ロール21の回転軸方向)の全長すなわち全幅にわたって延在しており、したがって、第1面21a上に支持されたおむつ連続体10の全幅(おむつ連続体10の長手方向と直交する方向の全長)にわたって配置されている。このように本実施形態においては、前記位置規制機構を構成する係合部として機能する、加工部支持部材22の先端部220及び加圧ヘッド26の加圧部26Bが、それぞれ、第1面21a上に支持されたおむつ連続体10の全幅にわたって配置されており、つまり、前記位置規制機構が該おむつ連続体10の全幅にわたって配置されている。
このように、本実施形態においては、支持部材21より具体的には加工部支持部材22と加圧ヘッド26との双方が、おむつ連続体10(帯状のシート積層体)の加圧時にこれを挟持固定する際の両者の重なり状態を保持するための位置規制機構として、相手方の係合部と相補的に係合する係合部(支持部材21においては加工部支持部材22の先端部220、加圧ヘッド26においては加圧部26B)を有しているため、仮に、加圧ヘッド26の支持部27にガタツキが生じ、それによって、加圧ヘッド26を支持部材21の第1面21aの所定位置(光通過部210の配置位置)に精度よく移動させることが困難となった場合でも、図11(a)に示す如き、加圧ヘッド26が加工部支持部材22に接近した状態から、加圧ヘッド26を加工部支持部材22に向けて移動させさえすれば、加圧ヘッド26の係合部である加圧部26Bと加工部支持部材22の係合部である先端部220(テーパーブロック24)とが接触する時点で、両係合部26B,220の形状によって加圧ヘッド26の位置が自動的に決定され、結果として図11(b)に示すように、加圧ヘッド26の光通過部260が支持部材21の光通過部210の全体を覆うようになる。このようにレーザー式接合装置20は、位置規制機構を具備することで、加圧ヘッド26の加工部支持部材22に対する位置決めを高精度且つ容易に行うことが可能であり、したがって、レーザー光30の照射精度が高く、被加工物(帯状のシート積層体)の所定に精度よくレーザー光30を照射することが可能であり、レーザー光30の誤照射による加圧ヘッド26の破損等の不都合を起こし難く、前述した特長を有するサイドシール部4(シール縁部)を備えた高品質のおむつ1(パンツ型着用物品)を効率良く製造することができる。従来技術のように、支持部材21の第1面21aにおける、被加工物の加圧時に加圧ヘッド26が重ねられる部分(光通過部210の周辺部)が平坦とされ、加圧ヘッド26の加圧部26Bと係合するように構成されていない場合は、加圧ヘッド26を高精度で所定位置に移動させることが常時要求されるため、加圧ヘッド26の支持部27のガタツキのような装置トラブルが発生した場合への対応力に乏しく、レーザー光を常時高精度で所定位置に照射することが困難である。
また、本実施形態においては、前述したとおり、支持部材21の係合部として機能する加工部支持部材22の先端部220がテーパーブロック24を含んで構成され、加圧ヘッド26の係合部として機能する加圧部26Bに、テーパーブロック24の傾斜に対応した傾斜が形成されており、被加工物である帯状のシート積層体と接触してこれを挟持固定する部分が、加圧方向(円筒ロール21の径方向)に対して直交せずに交差しているため、従来のように被加工物を挟持固定する部分が加圧方向と直交している場合に比して、シート状の被加工物の把持力が向上している。したがって、本実施形態によれば、レーザー光30の照射中及び照射直後の加圧状態の保持期間中における被加工物の位置ずれが一層効果的に防止される。
以下、本発明の他の実施形態について図13~図17を参照して説明する。後述する他の実施形態については、前記実施形態(レーザー式接合装置20)と異なる構成部分を主として説明し、同様の構成部分は同一の符号を付して説明を省略する。特に説明しない構成部分は、前記実施形態についての説明が適宜適用される。
前述した本発明が具備する位置規制機構は、支持部材の係合部及び加圧ヘッドの係合部のうちの一方が、両者の重なり状態において他方に向かって突出する係合凸部を含んで構成され、他方が、該係合凸部が嵌挿される係合凹部を含んで構成されていてもよい。図13に示す加圧ヘッド29は、斯かる構成の位置規制機構を備えたもので、加圧部26Bの加圧面265A(支持部材21の第1面21aとの対向面)に係合凸部266を備えている。図13に示す形態においては、一対の係合凸部266,266が、加圧面265Aの長手方向X1の両端部に同方向X1に所定間隔を置いて配置され、その一対の係合凸部266,266の間に光通過部260が配置されている。
また、加圧ヘッド29と協働して被加工物を挟持固定し加圧する支持部材21の加工部支持部材22は、図7に示すように、加圧ヘッド29の係合凸部266に対応する位置に、係合凸部266が嵌挿される係合凹部224を備えている。図7に示す形態においては、一対の係合凹部224,224が、光通過部210の長手方向X1の両外方位置に同方向X1に所定間隔を置いて配置されている。被加工物の加圧時には係合凹部224に、加圧ヘッド29の係合凸部266が嵌挿されるので、係合凹部224上、すなわちテーパー面24aの長手方向X1の両端部には被加工物は供給されない。
このように、互いに嵌め合いの関係にある係合凸部266と係合凹部224とを備えた位置規制機構によれば、図14(a)に示す如き、加圧ヘッド29が加工部支持部材22に接近した状態から、加圧ヘッド29を加工部支持部材22に向けて移動させさえすれば、加圧ヘッド29の係合部である加圧部26Bと加工部支持部材22の係合部である先端部220(テーパーブロック24)とが接触する時点、特に、加圧部26Bの係合凸部266と加工部支持部材22の先端部220とが接触する時点で、両係合部26B,22の形状によって加圧ヘッド29の位置が自動的に決定され、結果として図14(b)に示すように、加工部支持部材22と加圧ヘッド29とが設計どおりの重なり状態となり、このとき図11(b)に示す如くに、加圧ヘッド29の光通過部260が支持部材21(加工部支持部材22)の光通過部210の全体を覆うようになる。また、加圧ヘッド29と加工部支持部材22とが重なり状態となった場合には、図14(b)に示すように、加圧ヘッド29の係合凸部266が、加工部支持部材22の係合凹部224に嵌挿されるため、両者が重なり状態となった後の一方の他方に対する位置ずれが効果的に防止される。
係合凸部266及び係合凹部224の形状及び配置数は特に制限されず、本発明の所定の効果が奏され得る範囲で適宜調整可能である。例えば、係合凹部224を、図7に示す如き一方向(長手方向X1)に延びる溝状部(いわゆるキー溝)とし、係合凸部266を該溝状部の形状に対応する形状の平行キーとすることができる。あるいは、係合凸部266をピンとし、係合凹部224を該ピンが嵌挿される開口部とすることもできる。
図15に示す加工部支持部材22Aにおいては、前記位置規制機構が、支持部材21の第1面21a上に支持された被加工物であるおむつ連続体10(帯状のシート積層体)の幅方向の両外方に配置されている。より具体的には、加工部支持部材22Aにおいては、前記位置規制機構を構成し、加圧ヘッド26の係合部(加圧部26B)と相補的に係合する係合部である先端部220(テーパーブロック24)が、長手方向X1の両端部のみに配置され、加工部支持部材22における該両端部に挟まれた部分(加工部支持部材22Aの長手方向X1の中央部)には配置されていない。この加工部支持部材22Aにおける先端部220の非配置部においては、図15に示すように、加工部支持部材22の本体部221の上面221aが露出し、該上面221aが第1面21aを形成している。本体部221の上面221aは、該上面221aとともに第1面21aを形成する加工部間支持部材23の上面23a(図6参照)と面一である。
加工部支持部材22Aにおいては、長手方向X1の両端部に配置された一対の先端部220,220(テーパーブロック24,24)の間、すなわち加圧ヘッド26の係合部(加圧部26B)と相補的に係合する係合部の非配置部が、被加工物であるおむつ連続体10(帯状のシート積層体)の支持部として機能し、該非配置部におむつ連続体10が供給され、先端部220(テーパーブロック24)上にはおむつ連続体10は供給されない。したがって、加工部支持部材22Aを採用した場合には、図11に示すように、先端部220(テーパーブロック24)及び加圧部26Bそれぞれの傾斜面(加圧方向である円筒ロール21の径方向に対して直交せずに交差する方向に傾斜する面)どうし間でおむつ連続体10を挟持固定することはない。斯かる構成の加工部支持部材22Aによれば、このような傾斜面どうしでのシート状の被加工物の挟持固定が行われないため、被加工物の把持力の点では、前述した加工部支持部材22(図7参照)に比してやや劣るものの、その分、被加工物へのダメージが軽減され、被加工物の破損等の不都合が生じ難いというメリットを有する。また、加工部支持部材22Aとともに加圧ヘッド29(図13参照)を使用し、互いに嵌め合いの関係にある係合凸部266と係合凹部224とを備えた位置規制機構を採用することで、該位置規制機構による前述した作用効果が奏される。
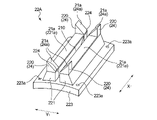
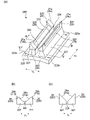
図16に示す加工部支持部材22Bにおいては、前記位置規制機構を構成し、加圧ヘッド26の係合部(加圧部26B)と相補的に係合する係合部である先端部220が、高さの異なる2種類のテーパーブロック24,28を含んで構成されている。より具体的には、加工部支持部材22Bにおいては、図16に示すように、相対的に高さの高いテーパーブロック24が長手方向X1の両端部に一対配置され、その一対のテーパーブロック24,24間に、相対的に高さの低いテーパーブロック28が配置されている。テーパーブロック24とテーパーブロック28とは一体に形成されていてもよく、別体でもよい。幅方向Y1に沿う断面視ないし側面視において、テーパーブロック24が図16(c)に示すように直角三角形をなしているのに対し、テーパーブロック28は図16(b)に示すように、等脚台形ではない台形をなしている。断面視台形状のテーパーブロック28は、幅方向Y1に沿う長さ(光通過部210に沿う長さ)が、先端に向かって(円筒ロール21の径方向の外方に向かって)漸次短くなっており、相対的に長さの短い上底の方が、相対的に長さの長い下底よりも先端側(円筒ロール21の径方向の外方側)に位置している。断面視台形状のテーパーブロック28は、幅方向Y1において光通過部210から相対的に近い位置に配置されたテーパー面28aと、該テーパー面28aの上端に連接され、幅方向Y1において光通過部210から相対的に遠い位置に配置された上面28bとを有する。テーパーブロック28の上面28bは、円筒ロール21の周方向に沿う断面形状(幅方向Y1に沿う断面形状)が、加工部間支持部材23の上面23a(図6参照)と同様に、円筒ロール21の回転中心線を中心とする円の円弧状をなしている。テーパーブロック28のテーパー面28a及び上面28b、何れも平坦な面となっている。
加工部支持部材22Bにおいては、テーパーブロック28の配置部分、すなわち長手方向X1の両端部に配置された一対の先端部220,220(テーパーブロック24,24)の間が、被加工物であるおむつ連続体10(帯状のシート積層体)の支持部として機能し、テーパーブロック28の配置部分におむつ連続体10が供給され、テーパーブロック24上にはおむつ連続体10は供給されない。図15に示す加工部支持部材22Aにおいては、前述したとおり、被加工物の支持部として機能する部分が、加圧ヘッド26の係合部(加圧部26B)と相補的に係合する係合部ではないため、シート状の被加工物の把持力の点で改善の余地があったが、加工部支持部材22Bにおいては、図16に示すように、被加工物の支持部として機能する部分(一対のテーパーブロック24,24の間)に、加圧ヘッド26の係合部と相補的に係合する係合部として機能するテーパーブロック28が配置されており、テーパーブロック28のテーパー面28aと加圧部26Bの傾斜面とでおむつ連続体10を挟持固定することが可能であるため、加工部支持部材22Aに比してシート状の被加工物の把持力が向上されている。また、テーパーブロック28は、テーパーブロック24に比して高さが短く、その分、加圧部26Bとの接触圧力がテーパーブロック24のそれと比べて弱いため、被加工物へのダメージが軽減されている。したがって、加工部支持部材22Bを採用した場合には、被加工物の加圧時における被加工物へのダメージを極力低減しつつ、加工部支持部材22Bと加圧ヘッド26とで被加工物をしっかりと挟持固定することができ、被加工物の所定位置に精度よくレーザー光を照射することができる。図13に示す加圧ヘッド29を使用した場合でも同様である。
なお、加工部支持部材22Bでは、テーパーブロック24とテーパーブロック28とは高さ(加工部間支持部材23の上面23aからの突出高さ)が互いに異なっていたが、これに代えて、テーパー面の傾斜角度が互いに異なっていてもよく、高さ及びテーパー面の傾斜角度の両方が互いに異なっていてもよい。加工部支持部材22のテーパーブロックと加圧ヘッド26(加圧部26B)との接触圧力は、該テーパーブロックの高さのみならず、テーパー面の傾斜角度によっても異なるため、テーパーブロックのテーパー面の傾斜角度を、これを具備する加工部支持部材22の長手方向X1において部分的に異ならせることで、加工部支持部材22Bと同様の効果が奏される。
加工部支持部材22の配置に関し、図6及び図7に示す形態においては、その先端部220(すなわち支持部材21の係合部)が、円筒ロール(支持部材)21の径方向において加工部間支持部材23よりも円筒ロール21の回転軸から遠い位置に配置されているが、図17(a)及び図17(b)に示すように、加工部支持部材22の先端部220が、該径方向において該回転軸からの距離が加工部間支持部材23のそれと同じとなる位置に配置され、且つ加工部支持部材22の本体部221が、該径方向において加工部間支持部材23よりも該回転軸から近い位置に配置されていてもよい。図17に示す形態における本体部221は、図6及び図7に示す形態が具備する固定用張出部223と同様に、円筒ロール21の内面側に張り出すように形成されており、固定用張出部223と同様の機能を有する。
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記実施形態に何ら制限されるものではなく、本発明の趣旨を逸脱しない範囲で適宜変更可能である。
例えば、本実施形態の支持部材は円筒ロールであったが、これに代えて無端ベルト等の他の形態としてもよい。
また、本実施形態のレーザー式接合装置20は、おむつ連続体10(帯状のシート積層体)を搬送しながら溶断する構成を有していたが、おむつ連続体10を静置した状態で溶断する構成であってもよい。例えば、おむつ連続体10の搬送を一旦停止した状態で、該おむつ連続体10を溶断するように構成されていてもよい。
また、製造するシート融着体は、パンツ型使い捨ておむつに限られず、吸収体を含まないおむつカバー等、任意の物品を製造することができる。
前述した一の実施形態のみが有する部分は、すべて適宜相互に利用できる。