JP7133600B2 - 包装用容器及び包装用容器のシール方法 - Google Patents
包装用容器及び包装用容器のシール方法 Download PDFInfo
- Publication number
- JP7133600B2 JP7133600B2 JP2020167026A JP2020167026A JP7133600B2 JP 7133600 B2 JP7133600 B2 JP 7133600B2 JP 2020167026 A JP2020167026 A JP 2020167026A JP 2020167026 A JP2020167026 A JP 2020167026A JP 7133600 B2 JP7133600 B2 JP 7133600B2
- Authority
- JP
- Japan
- Prior art keywords
- flange
- inner edge
- lid
- outer edge
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Packages (AREA)
Description
そこで、本発明の目的は、シール機の能力に依存せず、容器本体のフランジの特性を活かして蓋体を接着して密封性を確保する包装用容器及び包装用容器のシール方法を提供することにある。
上記シール部の頂点は、上記フランジ内端縁部と上記フランジ外端縁部とから等距離に位置し、上記シール部の頂点と上記フランジ内端縁部及び上記フランジ外端縁部との鉛直方向の距離は、0.1mm~0.7mmであることが望ましい。
なお、これらの図において、複数個存在する同一の部位については、一つの部位のみに符番し、重複する部位については省略することがある。説明の便宜上、所定の部位やこの引き出し線を破線や想像線(二点鎖線)で示す。
図示しないが、成型蓋の場合、例えば、蓋体天面部と、天面部の周端縁全周から下方向に広がるように設けられた蓋体側壁部と、蓋体側壁部の下端に該当する周端縁全周から外方向に延出するように設けられた蓋体フランジ部とを少なくとも備えている。
ここで、フランジ部3が例えばフラット形状の場合、成型時にシートの両端部が最初に金型に触れることでその部分が冷やされシートが硬化されてしまい、シートの両端部が突出し、両端部の間が凹んだ形状になってしまう(図示せず)。一方、フランジ部3の中央部を突出させた形状の場合、成形時にシートの中央部が最初に金型に触れることでその部分が冷やされシートが硬化されてしまい、図2に示すフランジ部3のようなアーチ状にできる。
図3(b)に示すとおり、シール機Pの加圧に伴って蓋体フランジ部Nfに面接触するシール部32の面積が増加すると、最終的には、シール部32の裏側がクッションCに面接触し、シール部32の頂点32aの高さがフランジ内端縁部31及びフランジ外端縁部33の高さと同等となってシール部32が平面状になると共に、本体フランジ部3の全周に渡ってシール部32の全面を蓋体フランジ部Nfに平面状に接着する。
図3(c)に示すとおり、シール機P及びクッションCから容器本体M及び蓋体Nを外すと、容器本体Mの開口部分が蓋体Nで封止された状態となる。このとき、シール部32と蓋体フランジ部Nfとの間に隙間はなく、所望のシール強度で容器本体Mと蓋体Nとが接着されている。この状態で、シール部32の弾性や素材上のゆがみにより、本体フランジ部3及び蓋体フランジ部Nfが歪んでいてもよい。
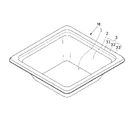
1 本体底部
2 本体側壁部
3 本体フランジ部
31 フランジ内端縁部
32 シール部
32a 頂点
33 フランジ外端縁部
Claims (5)
- 蓋体で密閉される容器本体の側壁部の周端縁全周から連続して外側に設けられたフランジ部を備え、
前記フランジ部は、前記側壁部の周端縁に相当するフランジ内端縁部と、前記蓋体を接着するために当該フランジ内端縁部より外側に配置されたシール部と、当該フランジ内端縁部と同等の高さかつ当該シール部より外側に配置されたフランジ外端縁部と、当該フランジ外端縁部の周端縁全周から連続して下方向に配置されたフランジ先端部とを有し、
前記シール部は、前記フランジ部の全周かつ前記フランジ内端縁部から前記フランジ外端縁部に渡って上方向に湾曲したアーチ状に形成されており、
前記フランジ内端縁部側の傾斜角と前記フランジ外端縁部側の傾斜角とは、同等であり、
水平線に対して前記フランジ先端部の角度は、前記フランジ外端縁部側の角度より急である
ことを特徴とする包装用容器。
- 前記容器本体は、合成樹脂シート製であり、
前記合成樹脂シートには、ガスバリア層を含む積層フィルムがラミネートされている
ことを特徴とする請求項1に記載の包装用容器。 - 前記合成樹脂シートの厚みは、0.2mm~0.8mmである
ことを特徴とする請求項2に記載の包装用容器。 - 前記フランジ内端縁部と前記フランジ外端縁部とをつなぐ仮想線から前記シール部の頂
点までの垂直距離は、0.1mm~0.7mmである
ことを特徴とする請求項1又は2に記載の包装用容器。
- シール機で蓋体を接着して容器本体を密閉する包装用容器のシール方法であって、
前記容器本体の側壁部の周端縁全周から連続して外側に設けられたフランジ部は、前記側壁部の周端縁に相当するフランジ内端縁部と、前記蓋体を接着するために前記フランジ内端縁部より外側に配置されたシール部と、前記フランジ内端縁部と同等の高さかつ前記シール部より外側に配置されたフランジ外端縁部とを有し、
前記シール部は、前記フランジ部の全周かつ前記フランジ内端縁部から前記フランジ外端縁部に渡って上方向に湾曲したアーチ状に形成されており、
前記シール部の頂点は、前記フランジ内端縁部と前記フランジ外端縁部とから等距離に位置し、
前記シール部の頂点の高さが前記フランジ内端縁部及び前記フランジ外端縁部の高さと同等になるまで前記シール機で前記蓋体の上から前記シール部を加圧し、
前記フランジ部の全周に渡って前記シール部を前記蓋体に対して平面状に接着し、
前記シール部の頂点の高さと前記フランジ内端縁部及び前記フランジ外端縁部の高さとを同等にする
ことを特徴とする包装用容器のシール方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020167026A JP7133600B2 (ja) | 2020-10-01 | 2020-10-01 | 包装用容器及び包装用容器のシール方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020167026A JP7133600B2 (ja) | 2020-10-01 | 2020-10-01 | 包装用容器及び包装用容器のシール方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018087686A Division JP6773720B2 (ja) | 2018-04-27 | 2018-04-27 | 包装用容器及び包装用容器のシール方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021006479A JP2021006479A (ja) | 2021-01-21 |
| JP2021006479A5 JP2021006479A5 (ja) | 2021-06-17 |
| JP7133600B2 true JP7133600B2 (ja) | 2022-09-08 |
Family
ID=74174663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020167026A Active JP7133600B2 (ja) | 2020-10-01 | 2020-10-01 | 包装用容器及び包装用容器のシール方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7133600B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001010667A (ja) | 1999-06-28 | 2001-01-16 | Koyo Sangyo Co Ltd | ヒートシール容器の密封方法および容器 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5935376U (ja) * | 1982-08-31 | 1984-03-05 | 東罐興業株式会社 | 合成樹脂製容器 |
| JPH08285Y2 (ja) * | 1990-01-18 | 1996-01-10 | 東洋製罐株式会社 | ヒートシール容器 |
-
2020
- 2020-10-01 JP JP2020167026A patent/JP7133600B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001010667A (ja) | 1999-06-28 | 2001-01-16 | Koyo Sangyo Co Ltd | ヒートシール容器の密封方法および容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021006479A (ja) | 2021-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4685273A (en) | Method of forming a long shelf-life food package | |
| US8943784B2 (en) | Method for producing food filled and sealed container | |
| CN108367854B (zh) | 带盖容器和该带盖容器所使用的容器 | |
| TW202146293A (zh) | 容器 | |
| KR101958045B1 (ko) | 깔때기 부품, 깔때기 부품을 사용한 포장 용기 | |
| JP7133600B2 (ja) | 包装用容器及び包装用容器のシール方法 | |
| JP6975007B2 (ja) | 包装用容器及び食品の包装方法 | |
| JP6773720B2 (ja) | 包装用容器及び包装用容器のシール方法 | |
| JP6897035B2 (ja) | アンビル及び超音波シール装置 | |
| JP5887758B2 (ja) | 電子レンジ調理用包装容器 | |
| JP5953770B2 (ja) | アルミ蓋材および容器 | |
| JP7074552B2 (ja) | 包装用容器の蓋体 | |
| WO2020009036A1 (ja) | 鮮度保持容器、鮮度保持容器構成用部材及びその製造方法 | |
| JP2009285862A (ja) | ガゼット型パウチ容器の製造方法 | |
| JPH04242560A (ja) | 密封性ラミネート、該ラミネートから作製されたパック及び該ラミネートの製造方法 | |
| JP4277475B2 (ja) | 密封容器 | |
| CN219970595U (zh) | 一种调味瓶封口垫片 | |
| JP7568495B2 (ja) | 容器 | |
| JP7344640B2 (ja) | 容器用蓋材および包装体 | |
| JP3237210U (ja) | 包装容器 | |
| JPH0339237Y2 (ja) | ||
| JP3070846U (ja) | 食品収納用容器 | |
| JPS5952094B2 (ja) | 二重底容器ならびにその製造法 | |
| JP6183587B2 (ja) | 容器のヒートシール方法、ヒートシールヘッド及び容器 | |
| US20230026514A1 (en) | Packaging container and manufacturing method and recycling method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210420 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220819 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7133600 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |