JP7088872B2 - 評価用ワークおよび加工プログラム - Google Patents
評価用ワークおよび加工プログラム Download PDFInfo
- Publication number
- JP7088872B2 JP7088872B2 JP2019071537A JP2019071537A JP7088872B2 JP 7088872 B2 JP7088872 B2 JP 7088872B2 JP 2019071537 A JP2019071537 A JP 2019071537A JP 2019071537 A JP2019071537 A JP 2019071537A JP 7088872 B2 JP7088872 B2 JP 7088872B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- tool
- machine
- machined
- evaluation work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000011156 evaluation Methods 0.000 title claims description 91
- 238000000034 method Methods 0.000 claims description 22
- 238000012545 processing Methods 0.000 claims description 14
- 238000003754 machining Methods 0.000 description 35
- 238000011960 computer-aided design Methods 0.000 description 21
- 238000012937 correction Methods 0.000 description 10
- 230000001133 acceleration Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000010801 machine learning Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images





















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/182—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by the machine tool function, e.g. thread cutting, cam making, tool direction control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32153—Exchange data between user, cad, caq, nc, capp
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50057—Compensation error by probing test, machined piece, post or pre process
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50297—Compensation of positioning error due to a-axis, b-axis tool rotation
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Description
多軸加工機は、加工プログラム、数値制御装置、及び機械等の種々の要因の影響を受け、これらの要因が加工に与える影響を評価するための評価用ワーク、加工プログラム及びデータ構造が望まれる。
工具の傾きが変化する曲面部と、工具の異なる角度で加工する、隣接する2つの領域を有する平面の前記2つの領域の境界部と、工具先端点の移動量に対して回転軸の移動量が大きい角部とのうちの少なくとも1つを備えた評価用ワークである。
工具の傾きを変化させて自由曲面を形成する処理と、平面の隣接する2つの領域の境界部において、2つの領域間で互いに工具の異なる角度で加工する処理と、工具先端点の移動量に対して工具の回転軸の移動量を大きくして角部を形成する処理とのうちの少なくとも1つの処理を実行させる加工プログラムである。
前記評価用ワークの、工具の傾きが変化する自由曲面からなる曲面部と、工具の異なる角度で加工する、隣接する2つの領域を有する平面の前記2つの領域の境界部と、工具先端点の移動量に対して工具の回転軸の移動量が大きい角部とのうちの少なくとも1つを加工するためのデータ構造である。
まず、本開示に係る評価用ワークを作製する工作機械の制御システムについて説明する。
図1は、評価用ワークを作製する工作機械の制御システムの構成を示すブロック図である。
図1に示すように、評価用ワークを作製する工作機械の制御システム10は、CAD (Computer Aided Design)装置100、CAM (Computer Aided Manufacturing)装置200、及びCNC (Computerized Numerical Control)装置等の数値制御装置300を備えている。
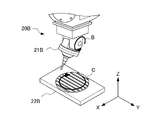
図2~図4は、X軸、Y軸及びZ軸の直線3軸と、B軸、C軸の回転2軸を備えた5軸加工機の構成例を示す斜視図である。図2はテーブル回転形の5軸加工機を示す斜視図である。図3は混合形の5軸加工機を示す斜視図である。図4はヘッド回転形の5軸加工機を示す斜視図である。図5の(A)、(B)、及び(C)は、それぞれヘッド回転形の5軸加工機の動作を示す斜視図である。5軸加工機で作製される評価用ワークの構成は後述する。
図3に示す混合形の5軸加工機20Bは、テーブル22BをX軸、Y軸、Z軸の方向に直線移動するとともにC軸の方向に回転移動し、ヘッド21BをB軸の方向に回転移動する。
図4に示すヘッド回転形の5軸加工機20Cは、テーブル(不図示)の位置を固定し、ヘッド21CをX軸、Y軸、Z軸の方向に直線移動するとともに、B軸、及びC軸の方向に回転移動する。ヘッド回転形の5軸加工機は図5の(A)、(B)、及び(C)に示すようにヘッド21Cが様々な方向に向いてワーク23を加工する。
ヘッド21A、21B、及び21Cに取り付けられる工具としては例えばボールエンドミルを用いることができる。
加工プログラムは5軸加工等の多軸加工により評価用ワークを作製するためのプログラムであり、X軸、Y軸、Z軸の情報、工具の傾き等の回転軸指令点に関する情報、工具のタイプ、工具の寸法等に関する情報、送り速度、主軸回転数等に関する情報を含んでいる。
指令解析部301はCAM装置200によって作成された加工プログラムからX軸、Y軸、Z軸、B軸及びC軸の移動の指令を含むブロックを逐次読みだして解析し、解析結果に基づいて各軸の移動を指令する移動指令データを作成し、作成した移動指令データを補間部302に出力する。上述したように、5軸加工の加工プログラムには、回転軸指令点に、X軸、Y軸、Z軸の情報以外に工具の傾きの情報も入っており、これらの情報を用いて各軸の移動を指令する移動指令データが作成される。
加減速制御部303は、補間部302から出力された補間データに基づいて、加減速処理を行い補間周期ごとの各軸の速度を計算し、算出結果に基づくデータを、X軸サーボ制御部304、Y軸サーボ制御部305、Z軸サーボ制御部306、B軸サーボ制御部307、及びC軸サーボ制御部308へ出力する。
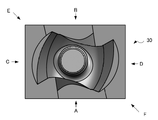
図6は本開示の一実施形態の評価用ワークの平面図(上面図)である。図7~図10は本開示の一実施形態の評価用ワークの正面図、背面図、左側面図及び右側面図であり、図6に示した評価用ワークのA方向、B方向、C方向及びD方向から見た図である。図11及び図12は図6に示した評価用ワークの斜め左上方向の斜視図及び斜め右下方向の斜視図であり、図6に示した評価用ワークのE方向、F方向から見た図である。
そして、評価用ワーク30は、図11に示すように、工具の傾きが変化する曲面部31と、工具の異なる角度で加工する、隣接する2つの領域を有する平面の2つの領域の境界部32と、工具先端点の移動量に対して、回転軸の移動量が大きい角部33とを備えている。
曲面部31、境界部32、及び角部33は、本開示の評価用ワークが備える3つの評価部となる。
以下、各評価部について説明する。
図13に示すように、3軸加工では、加工プログラムの回転軸指令点に工具24のX軸、Y軸、及びZ軸の情報だけが記載され、数値制御装置300はこの回転軸指令点に基づいて工具先端軌跡を設定し、工具24はワーク(被加工物)に対して垂直に工具先端軌跡に沿って加工していく。一方、図14に示すように、5軸加工では、加工プログラムの回転軸指令点にはX軸、Y軸、Z軸の情報以外に工具24の傾きの情報も入っており、工具先端軌跡が同じでも、工具24の傾きを変えながら加工をしていくことが可能である。図14において、工具24の傾きは矢印で示されている。
5軸加工で、傾きを変えながら加工を行う場合、工具の傾きが滑らかに変化する加工プログラムが望ましいが、CAM装置200の設定が適切でないと、図15に示すように工具の傾きが滑らかでない加工プログラムができる。
回転軸指令点の乱れが起こると、実際の加工中、回転軸指令点の乱れがある箇所の工具の動きが滑らかでなく、その結果、工具とワークの当たり方(接触部分の様子)が違って、図16に示すような筋目となる。この問題は工具側面で加工する場合に特に発生しやすい問題である。
評価用ワーク30が備える曲面部31における筋目の発生の有無を観察することで、加工プログラムの回転軸指令点に含まれる工具の傾きが適正かどうかを評価することができる。
なお、評価用ワーク30において、図11に示した側面F1の曲面部31を評価部としているが、図11及び図12に示した側面F2~F4のいずれかの側面の曲面部を評価部としてもよく、例えば図8に示す側面F3の点線領域で示す曲面部を評価部としてもよい。
また、側面F2~F4のうちの複数の側面の曲面部を評価部としてもよい。
5軸加工機が工具を用いて二つの角度で平面を加工するときに、目標としては図17に示すようにワーク26に均一な平面が形成されることが望ましいが、実際の加工では図18に示すように、工具の回転軸中心位置のズレがある場合は、ワーク26の表面に段差が形成されてしまう。図17及び図18において、点線で示した工具部25は、実線で示した工具部25から目標とする位置に移動した工具部を示す。工具部25は、例えば、図4のヘッド21Cにおいて、工具と、B軸方向に工具を回転可能に支持する支持部を示す。
回転軸中心位置のズレは、機械の物理的な回転軸中心と、数値制御装置300のパラメータに設定されている回転軸中心が一致していないことにより生ずる。このズレが起こると、5軸加工全体に悪影響を与え、例えば、図18に示したように、平面に段差が形成される。
図19の(A)、(B)、及び(C)は、それぞれ、機械の物理的な回転軸中心と数値制御装置300のパラメータに設定されている回転軸中心が一致している場合の、工具が平面に対して垂直に配置された状態を示す図、工具を、回転軸中心を中心点として60度回転させた状態を示す図、及び工具を、(B)に記載の状態から所定の移動量だけ、工具先端がワーク上面に配置されるように移動させた状態を示す図である。
図20の(A)、(B)、及び(C)は、それぞれ機械の物理的な回転軸中心が数値制御装置のパラメータに設定されている回転軸中心(図19の(A)~(C)に示した回転中心に対応する)とズレている場合の、工具が平面に対して垂直に配置された状態を示す図、工具を、回転軸中心を中心点として60度回転させた状態を示す図、及び工具を、(B)の状態から所定の移動量だけ、工具先端がワーク上面に配置されるように移動させた状態を示す図である。
機械の物理的な回転軸中心と数値制御装置300のパラメータに設定されている回転軸中心が一致している場合は、図19の(C)に示すように、数値制御装置300が計算した所定の移動量、具体的には工具が60度回転した状態から工具先端がワーク上面に移動するための移動量(図19の(C)の太い矢印で示される)は適切に設定され、工具先端は図19の(B)の工具の配置から目標とする平面上の位置に移動する。
しかし、機械の物理的な回転軸中心が数値制御装置300のパラメータに設定されている回転軸中心とズレている場合は、図20の(C)に示すように、機械の実際の動きは工具が図19の(C)と同じ所定の移動量(図20の(C)の太い矢印で示される)だけ移動すると、目標とする平面上の位置から下方向にズレた位置に移動し、工具によってワークが加工されると、平面上に段差が形成されてしまう。
また、領域R1~R4において、工具の傾きを異なる角度として加工する、隣接する領域を複数設け、それぞれの領域間の境界部を評価部としてもよい。
形状によって工具姿勢が急激に変化せざるをえない場合がある。例えば、図22に示すように、直方体のワーク27を加工した際に、角の所で工具24の傾きが90度と大きく変化し、加減速の影響により加工面に筋目が発生することがある。
工具24は角に近づくと、工具24の送り軸速度が低速から減速に移り、角で工具24を停止して工具24の姿勢を90度回転させて、回転後に工具24の送り軸速度を停止から加速に移る。工具24の回転においても、工具24は角にまで到達すると工具24の回転により工具の姿勢が固定から90度変わり、その後、工具24の姿勢は固定される。このような工具に動作で、機械に振動が発生すると、加工面に筋目が発生する。
このような角の箇所では、数値制御装置300による工具姿勢の制御と加減速の制御を滑らかにすることが重要となる。
なお、評価用ワーク30において、図23に示したように、側面F1と側面F2との間の角部33を評価部としているが、図11及び図12に示した側面F1~F4のうちの2つの隣接する側面間の角部(角部33を除く)を評価部としてもよい。
また、側面F1~F4において、隣接する側面の角部の複数を評価部としてもよい。
本開示の加工プログラムの一実施形態は、CAD装置100によって作成された、図6~図12に示す評価用ワークの形状に基づいて、CAM装置200がCAMソフトウェアを用いて作成する。
加工プログラムは、工具の傾きを変化させて自由曲面を形成する処理と、平面の隣接する2つの領域の境界部において、2つの領域間で互いに工具の異なる角度で加工する処理と、工具先端点の移動量に対して、工具の回転軸の移動量を大きくして角部を形成する処理とのうちの少なくとも1つの処理を実行させる加工プログラムである。
工具の傾きを変化させて自由曲面を形成する処理は、例えば、数値制御装置300を用いて、図11に示す側面F1の曲面部31を生成する処理である。
平面の隣接する2つの領域の境界部において、2つの領域間で互いに工具の異なる角度で加工する処理は、例えば、数値制御装置300を用いて、図21に示す台状加工部の表面の領域R1と領域R2との領域間で互いに工具の異なる角度で加工する処理である。
工具先端点の移動量に対して、工具の回転軸の移動量を大きくして角部を形成する処理は、例えば、数値制御装置300を用いて、図23に示すように、側面F2から側面F1に角部33を介して工具が移動するときに、図22に例示されるように、工具先端点の移動量に対して、工具の回転軸の移動量を大きくして角部を形成する処理である。
CADデータ構造は、CADデータに基づいてCAM装置により加工プログラムを作成して多軸加工機を駆動させて評価用ワークを作成する、該多軸加工機の制御システムにおける、前記CADデータのデータ構造であって、
前記評価用ワークの、工具の傾きが変化する自由曲面からなる曲面部、工具の異なる角度で加工する、隣接する2つの領域を有する平面の前記2つの領域の境界部、及び工具先端点の移動量に対して、回転軸の移動量が大きい角部のうちの少なくとも1つを加工するためのデータ構造である。
工具の傾きが変化する曲面部(例えば、曲面部31)と、工具の異なる角度で加工する、隣接する2つの領域を有する平面の前記2つの領域の境界部(例えば、境界部32)と、工具先端点の移動量に対して回転軸の移動量が大きい角部(例えば、角部33)とのうちの少なくとも1つを備えた評価用ワーク(例えば、評価用ワーク30)である。
工具の傾きを変化させて自由曲面を形成する処理と、平面の隣接する2つの領域の境界部において、2つの領域間で互いに工具の異なる角度で加工する処理と、工具先端点の移動量に対して工具の回転軸の移動量を大きくして角部を形成する処理とのうちの少なくとも1つの処理を実行させる加工プログラム。
前記評価用ワークの、工具の傾きが変化する自由曲面からなる曲面部と、工具の異なる角度で加工する、隣接する2つの領域を有する平面の前記2つの領域の境界部と、工具先端点の移動量に対して工具の回転軸の移動量が大きい角部とのうちの少なくとも1つを加工するためのデータ構造。
20A、20B、20C 5軸加工機
30 評価用ワーク
31 曲面部
32 境界部32
33 角部
Claims (4)
- 直線3軸と1軸以上の回転軸とを備えた多軸加工機によって加工され、少なくとも前記多軸加工機を動作させる加工プログラムが加工面に与える影響を評価するための評価用ワークであって、
前記評価用ワークは、台状加工部と該台状加工部上に形成されるねじれ加工部とを有し、
前記ねじれ加工部に、前記影響を評価するための、前記多軸加工機が有する工具の傾きが変化して加工する曲面部を備えた評価用ワーク。 - 前記曲面部は、自由曲面に形成されている、請求項1に記載の評価用ワーク。
- 前記多軸加工機は、テーブルが直線移動するとともに回転移動するテーブル回転形の加工機、テーブルが直線移動し、ヘッドが回転移動する混合形の加工機、又はヘッドが直線移動するとともに回転移動するヘッド回転型の加工機である、請求項1又は2に記載の評価用ワーク。
- 直線3軸と1軸以上の回転軸とを備えた多軸加工機を駆動させ、少なくとも前記多軸加工機を動作させる加工プログラムが加工面に与える影響を評価するための評価用ワークを作製する数値制御装置としてのコンピュータに、
台状加工部を形成する処理と、
該台状加工部上にねじれ加工部を形成する処理と、を実行させ、
前記ねじれ加工部を形成する処理において、前記影響を評価するための、前記多軸加工機が有する工具の傾きを変化させて加工する自由曲面を形成する処理を実行させる加工プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019071537A JP7088872B2 (ja) | 2019-04-03 | 2019-04-03 | 評価用ワークおよび加工プログラム |
| US16/808,823 US20200319618A1 (en) | 2019-04-03 | 2020-03-04 | Evaluation work piece, non-transitory computer readable medium recording a machining program and non-transitory computer readable medium recording a data structure |
| DE102020203760.4A DE102020203760A1 (de) | 2019-04-03 | 2020-03-24 | Evaluationswerkstück, bearbeitungsprogramm und datenstruktur |
| CN202010245956.3A CN111796557A (zh) | 2019-04-03 | 2020-03-31 | 评价用工件、记录加工程序和数据结构的计算机可读介质 |
| CN202020451912.1U CN212009367U (zh) | 2019-04-03 | 2020-03-31 | 评价用工件 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019071537A JP7088872B2 (ja) | 2019-04-03 | 2019-04-03 | 評価用ワークおよび加工プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020170355A JP2020170355A (ja) | 2020-10-15 |
| JP7088872B2 true JP7088872B2 (ja) | 2022-06-21 |
Family
ID=72518575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019071537A Ceased JP7088872B2 (ja) | 2019-04-03 | 2019-04-03 | 評価用ワークおよび加工プログラム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20200319618A1 (ja) |
| JP (1) | JP7088872B2 (ja) |
| CN (2) | CN212009367U (ja) |
| DE (1) | DE102020203760A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116507449A (zh) * | 2020-11-25 | 2023-07-28 | 发那科株式会社 | 显示装置 |
| CN113634799A (zh) * | 2021-08-20 | 2021-11-12 | 中国航发航空科技股份有限公司 | 一种燕尾形榫头竖向加工工艺 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005157980A (ja) | 2003-11-28 | 2005-06-16 | Makino Milling Mach Co Ltd | 機械加工方法 |
| JP2005309673A (ja) | 2004-04-20 | 2005-11-04 | Toyoda Mach Works Ltd | Nc工作機械および補正加工方法 |
| JP2012068918A (ja) | 2010-09-24 | 2012-04-05 | Jtekt Corp | 加工方法およびncプログラム作成装置 |
| JP2012086325A (ja) | 2010-10-21 | 2012-05-10 | Mitsubishi Heavy Ind Ltd | 工作機械の変位評価方法 |
| JP2013210926A (ja) | 2012-03-30 | 2013-10-10 | Bridgestone Corp | 溝形成方法 |
| JP2014097543A (ja) | 2012-11-14 | 2014-05-29 | Mitsubishi Heavy Ind Ltd | 工作機械のインターフェースシステム |
| JP2018128986A (ja) | 2017-02-10 | 2018-08-16 | 株式会社Ihi | 経路補正方法及び多軸加工機の制御装置 |
| JP2018181198A (ja) | 2017-04-20 | 2018-11-15 | ファナック株式会社 | 工作機械の制御システム |
| JP2019040586A (ja) | 2017-08-28 | 2019-03-14 | ファナック株式会社 | 評価用ワーク、加工プログラム及びデータ構造 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04259012A (ja) * | 1991-02-13 | 1992-09-14 | Fanuc Ltd | 数値制御装置 |
-
2019
- 2019-04-03 JP JP2019071537A patent/JP7088872B2/ja not_active Ceased
-
2020
- 2020-03-04 US US16/808,823 patent/US20200319618A1/en not_active Abandoned
- 2020-03-24 DE DE102020203760.4A patent/DE102020203760A1/de not_active Withdrawn
- 2020-03-31 CN CN202020451912.1U patent/CN212009367U/zh not_active Expired - Fee Related
- 2020-03-31 CN CN202010245956.3A patent/CN111796557A/zh not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005157980A (ja) | 2003-11-28 | 2005-06-16 | Makino Milling Mach Co Ltd | 機械加工方法 |
| JP2005309673A (ja) | 2004-04-20 | 2005-11-04 | Toyoda Mach Works Ltd | Nc工作機械および補正加工方法 |
| JP2012068918A (ja) | 2010-09-24 | 2012-04-05 | Jtekt Corp | 加工方法およびncプログラム作成装置 |
| JP2012086325A (ja) | 2010-10-21 | 2012-05-10 | Mitsubishi Heavy Ind Ltd | 工作機械の変位評価方法 |
| JP2013210926A (ja) | 2012-03-30 | 2013-10-10 | Bridgestone Corp | 溝形成方法 |
| JP2014097543A (ja) | 2012-11-14 | 2014-05-29 | Mitsubishi Heavy Ind Ltd | 工作機械のインターフェースシステム |
| JP2018128986A (ja) | 2017-02-10 | 2018-08-16 | 株式会社Ihi | 経路補正方法及び多軸加工機の制御装置 |
| JP2018181198A (ja) | 2017-04-20 | 2018-11-15 | ファナック株式会社 | 工作機械の制御システム |
| JP2019040586A (ja) | 2017-08-28 | 2019-03-14 | ファナック株式会社 | 評価用ワーク、加工プログラム及びデータ構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN212009367U (zh) | 2020-11-24 |
| US20200319618A1 (en) | 2020-10-08 |
| JP2020170355A (ja) | 2020-10-15 |
| CN111796557A (zh) | 2020-10-20 |
| DE102020203760A1 (de) | 2020-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6012712B2 (ja) | 工具経路生成方法、工具経路生成装置および工具経路生成プログラム | |
| JP5818987B2 (ja) | 溝加工方法、工作機械の制御装置および工具経路生成装置 | |
| US20060291969A1 (en) | Method for controlling relative displacements of a tool against a workpiece | |
| JP6684962B2 (ja) | 工具経路生成方法および装置 | |
| CN105917282B (zh) | 加工方法及机床的控制装置 | |
| KR102827365B1 (ko) | 공구 경로 생성 방법, 공구 경로 생성 장치 및 공작 기계의 제어 장치 | |
| JP5872869B2 (ja) | 工具背面での切削点指令により加工を行う数値制御装置 | |
| US20200166906A1 (en) | Simulation method for milling by use of dynamic position error | |
| JP7088872B2 (ja) | 評価用ワークおよび加工プログラム | |
| JP6563133B2 (ja) | 加工プログラム生成装置及び加工方法 | |
| JP5881843B2 (ja) | 工具経路生成方法、工作機械の制御装置および工具経路生成装置 | |
| JP4503326B2 (ja) | 工具経路データ生成装置及びこれを備えた制御装置 | |
| JP6708693B2 (ja) | 評価用ワーク及び加工プログラム | |
| JP7464712B2 (ja) | ポストプロセッサ、加工プログラム生成方法、cnc加工システム及び加工プログラム生成用プログラム | |
| JP5881850B2 (ja) | 工作機械の制御装置および工作機械 | |
| JP7126576B1 (ja) | 送り軸の制御方法および装置 | |
| CN109426217B (zh) | 评价用工件以及计算机可读取的记录介质 | |
| JPH10118889A (ja) | 切削条件決定方法 | |
| JP4602927B2 (ja) | 仮想倣い加工における干渉計算方法、工具経路生成方法、仮想スタイラス制御方法、及びフライス加工制御システム | |
| JP2021056930A (ja) | 数値制御装置、工作機械システム及び数値制御方法 | |
| KR0152632B1 (ko) | 금형 연마 시스템의 연마 공정 자동 제어 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220609 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7088872 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RVOP | Cancellation by post-grant opposition |