JP7069877B2 - パウチの製造方法 - Google Patents
パウチの製造方法 Download PDFInfo
- Publication number
- JP7069877B2 JP7069877B2 JP2018046956A JP2018046956A JP7069877B2 JP 7069877 B2 JP7069877 B2 JP 7069877B2 JP 2018046956 A JP2018046956 A JP 2018046956A JP 2018046956 A JP2018046956 A JP 2018046956A JP 7069877 B2 JP7069877 B2 JP 7069877B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- pouch
- inspection
- defective
- defective portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Landscapes
- Making Paper Articles (AREA)
Description
送り出されるフィルムに順次印刷を施す印刷工程と、
印刷後のフィルムに1以上の他のフィルムを貼り合わせて積層させるラミネート工程と、
ラミネート工程後のフィルムにヒートシールを行った後に、裁断してパウチを製作する製袋工程と、
を有するパウチの製造方法であって、
前記製袋工程前にフィルムに対して不良個所を検査する検査工程を有すると共に、
前記検査工程ではフィルム上の不良個所の位置を記憶装置に記憶させ、かつ、前記製袋工程では不良個所の有無に関係なく前記フィルムを予め定めた位置で裁断してパウチを製作し、その後、前記記憶装置に記憶された不良個所の位置に対応するパウチを除去することを特徴とする。
図1~図12を参照して、本発明の実施例に係るパウチの製造方法について説明する。図1は本発明の実施例に係るパウチの製造工程図である。以下、本実施例に係るパウチの製造方法について、製造工程の順に説明する。
図2は本発明の実施例に係る印刷工程及び第1検査工程の説明図であり、これらの工程に用いられる装置を概略的に示している。本実施例に係る印刷装置100は、グラビア印刷を行う装置である。この印刷装置100は、フィルムロール(原反)からフィルムF10を送り出す送り出し機110と、凹版シリンダー及び圧着シリンダー等を備えるグラビア印刷機121,122,123,124,125とを備えている。なお、グラビア印刷機121,122,123,124,125は、それぞれ異なる色の印刷を行うように構成されている。以上のように構成される印刷装置100によって、送り出し機110によって送り出されるフィルムF10に順次印刷が施される(印刷工程(S11))。
10に接続されたカメラなどの第2撮像装置230(図3参照)とを備えている。コンピュータ210には、第1撮像装置220によって撮影された画像、及び第2撮像装置230によって撮影された画像から不良個所の有無を判定する判定部211(CPUなど)が備えられている。また、コンピュータ210には、フィルム上の不良個所の位置を記憶する記憶装置212(パソコン内部のメモリや外部記憶装置など)が備えられている。第1検査工程S12においては、第1撮像装置220により撮影された画像に基づいて不良個所の検査が行われる。
図3は本発明の実施例に係るラミネート工程及び第2検査工程の説明図であり、これらの工程に用いられる装置を概略的に示している。第1検査工程(S12)後のフィルムF11に対して、1以上の他のフィルムが貼り合わされて積層される(ラミネート工程(S13))。本実施例では、1枚の他のフィルムが貼り合わされる場合を例にして説明する。ラミネート装置300は、積層させるためのフィルムF12を送り出す送り出し機310と、印刷が施されたフィルムF11と積層させるフィルムF12とを公知のドライラミネート法によりラミネートし、ラミネート後のフィルムF13を巻き取る巻き取り機330とを備えている。なお、ラミネートにおいては、圧着ローラ321,322が用いられる。
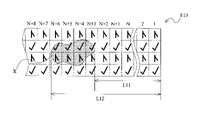
第1検査工程及び第2検査工程における検査方法について、より具体的に説明する。ただし、第1検査工程における検査方法と第2検査工程における検査方法は同様であるので、後者の場合を例にして説明する。図4はラミネート工程後のフィルムF13の一例を示している。図4中のフィルムF13の右端が送り出し方向の先頭であり、フィルムF13の上部に示す数字(1,2,・・・N,N+1,N+2・・・)は印刷枚数を示している。本実施例の場合には、印刷枚数1枚につき、2つのパウチが製造される。そして、図中Xに示す領域が不良個所を示している。本実施例の場合には、印刷不良によって不良個所Xが生じた場合を示しているが、ごみなどが付着した場合にも不良個所となる。
て、この基準位置からの距離により不良個所の位置が記憶装置212に記憶される。例えば、図4に示すフィルムF13の場合には、不良個所Xが基準位置から距離L11~L12の範囲に存在している。従って、この場合には、記憶装置212には、基準位置から距離L11~L12の範囲に不良個所が存在することが記憶される。
図5~図12を参照して、製袋工程S15について説明する。図5は本発明の実施例に係る製袋工程の説明図であり、製袋機400の概略構成を示している。なお、製袋機400に関しては、例えば、特開2008-100467号公報に開示されているように公知技術であるので、ここでは概要を簡単に説明する。
送される。これに対して、不良品であるパウチF18a,F18b,F18cについては、搬送ベルト490から除去される。この点について、より詳細に説明する。
本実施例に係るパウチの製造方法によれば、製袋工程S15では不良個所の有無に関係なくパウチが製作される。そして、製作されたパウチのうち、第1検査工程S12及び第2検査工程S14において記憶装置212に記憶された不良個所の位置に対応するパウチが除去される。従って、従来製法におけるタグ付工程と巻き直し工程が不要となる。また、テープにより繋ぎ合わせる作業及びテープが貼り付けられたパウチを不良品として除去する作業も不要となる。
上記実施例においては、印刷工程については、グラビア印刷が行われる場合を例にして説明した。しかしながら、本発明においては、印刷工程における印刷方法は、グラビア印刷に限られるものではなく、フレキソ印刷などの他の方法を採用することもできる。また、上記実施例においては、ラミネート工程及び製袋工程については、代表的な方法を示したに過ぎず、本発明においては、他のラミネート方法及び製袋方法を採用することもできる。更に、上記実施例では、不良品を除去する方法として、ガイド部材510によって、不良品を搬送ベルト490からケース520に落下させる方法を示した。しかしながら、
本発明において、不良品を除去する方法については、そのような方法に限定されるものではなく、適宜、公知技術を採用することができる。
110 送り出し機
121,122,123,124,125 グラビア印刷機
200 検査装置
210 コンピュータ
211 判定部
212 記憶装置
220 第1撮像装置
230 第2撮像装置
300 ラミネート装置
310 送り出し機
321,322 圧着ローラ
330 巻き取り機
400 製袋機
410 送り出し機
420 切断装置
431 第1ローラ
432 第2ローラ
440 一対のローラ
450 第1ヒートシール装置
460 第2ヒートシール装置
470 裁断装置
480 排出ローラ
490 搬送ベルト
500 制御装置
510 ガイド部材
520 ケース
F10,F11,F12,F13,F14a,14b,F15,F16,F17 フィルム
F18,F18a,F18b,F18c パウチ
BS ボトムシール部
SS サイドシール部
X 不良個所
Claims (4)
- 送り出されるフィルムに順次印刷を施す印刷工程と、
印刷後のフィルムに1以上の他のフィルムを貼り合わせて積層させるラミネート工程と、
ラミネート工程後のフィルムにヒートシールを行った後に、裁断してパウチを製作する製袋工程と、
を有するパウチの製造方法であって、
前記製袋工程前にフィルムに対して不良個所を検査する検査工程を有すると共に、
前記検査工程ではフィルム上の不良個所の位置を記憶装置に記憶させ、かつ、前記製袋工程では不良個所の有無に関係なく前記フィルムを予め定めた位置で裁断してパウチを製作し、その後、前記記憶装置に記憶された不良個所の位置に対応するパウチを除去することを特徴とするパウチの製造方法。 - 前記検査工程においては、フィルム上の基準位置から不良個所までの距離を前記記憶装置に記憶させることを特徴とする請求項1に記載のパウチの製造方法。
- 前記検査工程においては、フィルム上に印刷された画像を撮影する撮像装置により撮影された画像から不良個所の有無を判定することによって、フィルム上の不良個所を検査することを特徴とする請求項1または2に記載のパウチの製造方法。
- 前記検査工程は、前記印刷工程後かつ前記ラミネート工程前にフィルムに対して不良個所を検査する第1検査工程、及び前記ラミネート工程後かつ前記製袋工程前にフィルムに対して不良個所を検査する第2検査工程のうちの少なくともいずれか一つであることを特徴とする請求項1,2または3に記載のパウチの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018046956A JP7069877B2 (ja) | 2018-03-14 | 2018-03-14 | パウチの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018046956A JP7069877B2 (ja) | 2018-03-14 | 2018-03-14 | パウチの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019155770A JP2019155770A (ja) | 2019-09-19 |
| JP7069877B2 true JP7069877B2 (ja) | 2022-05-18 |
Family
ID=67995408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018046956A Active JP7069877B2 (ja) | 2018-03-14 | 2018-03-14 | パウチの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7069877B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102171019B1 (ko) * | 2020-07-21 | 2020-10-30 | 전연호 | 식품 포장용 파우치의 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001233520A (ja) | 2000-02-25 | 2001-08-28 | Dainippon Printing Co Ltd | 不良内容編集装置、不良抜取作業支援装置および方法 |
| JP2004042448A (ja) | 2002-07-11 | 2004-02-12 | We'll Corporation:Kk | 封筒型チラシ生産方法 |
| JP2005067019A (ja) | 2003-08-25 | 2005-03-17 | Rengo Co Ltd | 長尺シートの切断ラインにおける不良ブランクの識別装置 |
| JP2015102376A (ja) | 2013-11-22 | 2015-06-04 | ダックエンジニアリング株式会社 | シート処理方法、及びシート処理システム |
-
2018
- 2018-03-14 JP JP2018046956A patent/JP7069877B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001233520A (ja) | 2000-02-25 | 2001-08-28 | Dainippon Printing Co Ltd | 不良内容編集装置、不良抜取作業支援装置および方法 |
| JP2004042448A (ja) | 2002-07-11 | 2004-02-12 | We'll Corporation:Kk | 封筒型チラシ生産方法 |
| JP2005067019A (ja) | 2003-08-25 | 2005-03-17 | Rengo Co Ltd | 長尺シートの切断ラインにおける不良ブランクの識別装置 |
| JP2015102376A (ja) | 2013-11-22 | 2015-06-04 | ダックエンジニアリング株式会社 | シート処理方法、及びシート処理システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019155770A (ja) | 2019-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5076441B2 (ja) | 製袋装置及び袋の製造方法 | |
| CA2201257A1 (en) | Apparatus for feeding foil stock in a process for making sealed sterile packages | |
| JP4705402B2 (ja) | 欠陥マーキング装置、シート材料の製造方法およびシート材料 | |
| JP2008247526A (ja) | ウェブ加工ライン | |
| JP6456274B2 (ja) | 延反システム及び延反方法 | |
| JP7069877B2 (ja) | パウチの製造方法 | |
| JP2003191918A (ja) | シート状感光材料の加工履歴管理方法及びシステム | |
| JP4582586B2 (ja) | Ptpシートの製造装置及び製造システム | |
| JP2015102376A (ja) | シート処理方法、及びシート処理システム | |
| JP5720422B2 (ja) | シート集積装置及びシート集積方法 | |
| JP2007260815A (ja) | 欠陥検出除去方法、枚葉シート状物の生産方法 | |
| JP5217751B2 (ja) | 画像形成装置、及び画像形成方法 | |
| JP4536457B2 (ja) | 包装袋の製造方法及び製造装置 | |
| JP6289360B2 (ja) | 画像形成装置および画像形成方法 | |
| JP4121015B2 (ja) | フィルム供給装置、ptpシートの製造装置、及びフィルム供給方法 | |
| JP6914160B2 (ja) | 延反方法及びそれに用いる延反装置 | |
| CN113199816B (zh) | 单一材质印刷袋制作工艺 | |
| JP7446392B1 (ja) | 製造装置の状況確認システム | |
| JP2003295399A (ja) | 感光材料用包装材料の印字方法及び装置 | |
| JP2017141044A (ja) | 印字ユニット | |
| JP2016135552A (ja) | 画像形成装置,再転写方式の印刷装置,及び画像形成方法 | |
| US20090269520A1 (en) | Heat-sensitive transfer image receiving sheet | |
| JP2004123215A (ja) | 包装品の製造方法および装置 | |
| JP2024017256A (ja) | シート加熱成形システム | |
| JP2005300258A (ja) | 検索装置及び方法並びに欠陥検査装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220307 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220418 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7069877 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |