JP7028080B2 - 管の溶接部の超音波探傷方法 - Google Patents
管の溶接部の超音波探傷方法 Download PDFInfo
- Publication number
- JP7028080B2 JP7028080B2 JP2018118819A JP2018118819A JP7028080B2 JP 7028080 B2 JP7028080 B2 JP 7028080B2 JP 2018118819 A JP2018118819 A JP 2018118819A JP 2018118819 A JP2018118819 A JP 2018118819A JP 7028080 B2 JP7028080 B2 JP 7028080B2
- Authority
- JP
- Japan
- Prior art keywords
- relative
- mounting head
- pipe
- tube
- ultrasonic probe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Description
具体的には、例えば光学式の溶接線検出器によって溶接部の溶接線の位置を検出し、この検出した溶接線の位置に応じて、管の軸方向に直交する方向に超音波探触子を移動させている。溶接線検出器と超音波探触子とは、管の軸方向について異なる位置に配置されるのが一般的である。具体的には、溶接線検出器によって検出した溶接線の位置に応じて超音波探触子を移動させるため、溶接線検出器は先端側(管を軸方向に搬送する場合、搬送方向下流側)に配置され、超音波探触子は溶接線検出器よりも後端側(管を軸方向に搬送する場合、搬送方向上流側)に配置される。
したがい、溶接線と超音波探触子との離間距離が一定である場合に好適となるように超音波探触子の探傷条件を設定したとしても、離間距離が変化することに起因して、探傷精度が悪化するおそれがある。
(1)第1ステップ:前記管の軸方向についての前記取付ヘッドの複数の相対位置において、前記管に対する前記取付ヘッドの相対的な追従量である相対追従量を記憶する。
(2)第2ステップ:前記第1ステップで記憶した相対追従量のうち、前記管の軸方向についての前記アレイ型超音波探触子の現在の相対位置に前記取付ヘッドが位置しているときの前記取付ヘッドの相対追従量δ’nmを抽出する。
(3)第3ステップ:前記取付ヘッドの現在の相対位置Lmにおける前記取付ヘッドの相対追従量δmと、前記第2ステップで抽出した前記相対追従量δ’nmと、前記管の軸方向に直交する方向についての前記アレイ型超音波探触子の取付位置とに基づき、前記管の軸方向に直交する方向についての前記溶接線に対する前記アレイ型超音波探触子の現在の離間距離ynmを算出する。
(4)第4ステップ:前記第3ステップで算出した前記離間距離ynmに応じて、前記アレイ型超音波探触子の探傷条件を設定する。
この際、取付ヘッドの後端側に取り付けられたアレイ型超音波探触子も、取付ヘッドと一体的に相対移動することになる。
なお、本発明において、「先端側」とは、管の軸方向についての取付ヘッドの相対移動方向下流側を意味し、「後端側」とは、管の軸方向についての取付ヘッドの相対移動方向上流側を意味する。例えば、管の軸方向について、管が静止し、取付ヘッドが移動する場合、「先端側」は、取付ヘッドの移動方向下流側となり、「後端側」は、取付ヘッドの移動方向上流側となる。また、管の軸方向について、管が移動し、取付ヘッドが静止する場合、「先端側」は、管の移動方向上流側となり、「後端側」は、管の移動方向下流側となる。
また、本発明において、「相対的に追従するように、・・・相対移動する」とは、管の軸方向に直交する方向について、管が静止し、取付ヘッドが追従して移動する場合と、取付ヘッドが静止し、管が追従して移動する場合の双方を含む概念である。後者の場合、具体的には、取付ヘッドが静止し、溶接線の位置が取付ヘッドの基準線に追従するように、管が回転する態様を例示できる。
したがい、本発明によれば、第3ステップにおいて、相対追従量δmと、相対追従量δ’nmと、管の軸方向に直交する方向についてのアレイ型超音波探触子の取付位置とに基づき、アレイ型超音波探触子の現在の離間距離ynmを算出することが可能である。
図1及び図2は、本発明の一実施形態に係る管の溶接部の超音波探傷方法に用いる装置の概略構成を示す模式図である。図1は平面図を、図2は管Pの搬送方向から見た断面図を示す。なお、図1及び図2において、振動子21は、アレイ型超音波探触子2の内部を透視した状態で図示している。また、図1において、取付ヘッド1及びアレイ型超音波探触子2は、管Pの外面に対向配置されていない状態(溶接部Wの超音波探傷を行う前の状態)を図示している。さらに、図2において、取付ヘッド1及びアレイ型超音波探触子2は、管Pの外面に対向配置されている状態(溶接部Wの超音波探傷を行っている状態)を図示している。また、図2では、一つのアレイ型超音波探触子2(2a)のみを図示している。
図1及び図2に示すように、本実施形態に係る超音波探傷方法は、取付ヘッド1に対して軸方向(以下、適宜「L方向」という)に相対移動する管Pの溶接部Wを超音波探傷する方法である。本実施形態に係る超音波探傷方法では、取付ヘッド1及びアレイ型超音波探触子2が管PのL方向については静止する一方、管PがL方向に移動する(所定の搬送装置によって搬送される)。しかしながら、本発明はこれに限るものではなく、管Pの方が静止する一方、取付ヘッド1及びアレイ型超音波探触子2の方が管PのL方向についても移動する構成を採用することも可能である。
取付ヘッド1は、超音波探傷を行う際に管Pの外面に対向配置される。取付ヘッド1は、先端側に取り付けられた溶接線検出器11を具備する。溶接線検出器11は、溶接部Wの溶接線W1の位置(管Pの軸方向に直交する方向(以下、適宜「T方向」という)についての溶接線W1の位置)を検出する。溶接線検出器11としては、特に限定されるものではないが、例えば、光学式の溶接線検出器を用いることができる。具体的には、例えば、管PのL方向に直交する方向(T方向)に延びる線状のレーザ光を溶接部Wに照射し、その反射光を2次元のカメラ等で撮像して画像処理を施すことで、溶接部WのT方向の形状を検出し、その頂点を溶接線W1の位置とする溶接線検出器を用いることができる。
なお、図2に示すように、本実施形態の取付ヘッド1は、バネ機構12及びこれに接続された回動機構13を具備しており、アレイ型超音波探触子2は、回動機構13に取り付けられている。バネ機構12は、バネ力によってアレイ型超音波探触子2を下方に付勢する機構であり、回動機構13は、アレイ型超音波探触子2をバネ機構12に対して回動自在に取り付ける機構である。これにより、取付ヘッド1がT方向に相対移動した際にも、アレイ型超音波探触子2は管Pの外面に接触した状態を維持する。
アレイ型超音波探触子2は一つでも良いが、本実施形態では、管PのL方向について異なる位置に取り付けられた複数(4つ)のアレイ型超音波探触子2(2a~2d)を備えている。複数のアレイ型超音波探触子2を備える場合、所定距離Ynは、何れのアレイ型超音波探触子2についても同じ値に設定しても良いし、アレイ型超音波探触子2毎に異なる値に設定してもよい。
本実施形態のアレイ型超音波探触子2としては、管PのT方向に複数の振動子21が配列された1次元アレイ型超音波探触子を用いているが、本発明はこれに限るものではなく、管PのL方向及びT方向に複数の振動子21がマトリックス状に配列された2次元アレイ型超音波探触子を用いることも可能である。
図3及び図4は、本実施形態に係る超音波探傷方法を説明するための模式図である。図3は平面図を、図4は管Pの搬送方向から見た断面図を示す。なお、図3及び図4において、振動子21は、アレイ型超音波探触子2の内部を透視した状態で図示している。また、図3及び図4において、取付ヘッド1及び一部のアレイ型超音波探触子2は、管Pの外面に対向配置されている状態(溶接部Wの超音波探傷を行っている状態)を図示している。さらに、図4では、一つのアレイ型超音波探触子2(2a)のみを図示している。
本実施形態に係る超音波探傷方法は、第1~第4ステップを含む。以下、各ステップについて、具体的に説明する。
第1ステップでは、管PのL方向についての取付ヘッド1の複数の相対位置において、管Pに対する取付ヘッド1の相対的な追従量である相対追従量を記憶する。具体的には、第1ステップでは、管PのL方向についての溶接線検出器11の複数の相対位置において、取付ヘッド1の相対追従量を記憶する。
図3に示す取付ヘッド1の初期相対位置(相対的な追従動作の開始時点における取付ヘッド1の基準線Lの相対位置)Hは、溶接線W1の端点に相当する。取付ヘッド1は、管PのT方向について、この初期相対位置Hに対して、溶接線検出器11の複数の各相対位置において検出した溶接線W1の位置に応じて、管PのT方向に相対移動する。図3に示す状態では、取付ヘッド1(取付ヘッド1の基準線L)は、初期相対位置Hに対してT方向にδmだけ相対移動している。第1ステップでは、追従動作を開始してからのこの管PのT方向への取付ヘッド1の相対移動量(相対移動量の変遷)を相対追従量として逐次記憶する。
第2ステップでは、第1ステップで記憶した相対追従量のうち、管PのL方向についてのアレイ型超音波探触子2の現在の相対位置に取付ヘッド1が位置しているときの取付ヘッド1の相対追従量δ’nmを抽出する。具体的には、第2ステップでは、管PのL方向についての溶接線検出器11の現在の相対位置Lmから所定距離Xnだけ離間した位置に溶接線検出器11が位置しているときの取付ヘッド1の相対追従量δ’nmを抽出する。図3に示す状態では、管PのL方向について溶接線検出器11が現在のアレイ型超音波探触子2aと同じ相対位置にあるときの取付ヘッド1の基準線Lの相対位置H’と初期相対位置Hとの離間距離である相対追従量δ’nmを抽出することになる。
第3ステップでは、取付ヘッド1の現在の相対位置Lmにおける取付ヘッド1の相対追従量δmと、第2ステップで抽出した相対追従量δ’nmと、管PのT方向についてのアレイ型超音波探触子2の取付位置とに基づき、管PのT方向についての溶接線W1に対するアレイ型超音波探触子2の現在の離間距離ynmを算出する。具体的には、第3ステップでは、溶接線検出器11の現在の相対位置Lmにおける取付ヘッド1の相対追従量δmと、第2ステップで抽出した相対追従量δ’nmと、所定距離Ynとに基づき、管PのT方向についての溶接線W1に対するアレイ型超音波探触子2の現在の離間距離ynmを算出する。
具体的には、本実施形態の第3ステップでは、アレイ型超音波探触子2の現在の離間距離ynmを以下の式(1)によって算出する
また、Ynは、取付ヘッド1の基準線Lに対して管PのT方向の一方の側を正の値とし、他方の側を負の値とする。例えば、図3において、紙面の右側を正の値とし、左側を負の値とするのであれば、アレイ型超音波探触子2a、2bのYnは負の値となり、アレイ型超音波探触子2c、2dのYnは正の値となる。
さらに、式(1)において、δm及びδ’nmは、取付ヘッド1の初期相対位置Hに対して管PのT方向の前記一方の側を正の値とし、前記他方の側を負の値とする。前述のように、Ynについて図3の紙面の右側を正の値とし、左側を負の値とするのであれば、δm及びδ’nmについても、図3の紙面の右側が正の値となり、左側が負の値となる。図3に図示されているδm及びδ’nmの場合、δmは負の値となり、δ’nmは正の値となる。
第4ステップでは、第3ステップで算出した離間距離ynmに応じて、アレイ型超音波探触子2の探傷条件を設定する。
具体的には、本実施形態の第4ステップでは、離間距離ynmに応じた管Pの周方向の探傷屈折角θnmを少なくとも設定(更新)する。探傷条件として、設定した探傷屈折角θnmに応じた適切な探傷ゲートや、設定した探傷屈折角θnmに応じた適切なきず検出しきい位置も併せて設定(更新)することが好ましい。
なお、探傷屈折角θnmは、アレイ型超音波探触子2が具備する各振動子21に設定する超音波送信の遅延時間を公知の方法で調整することにより設定可能である。
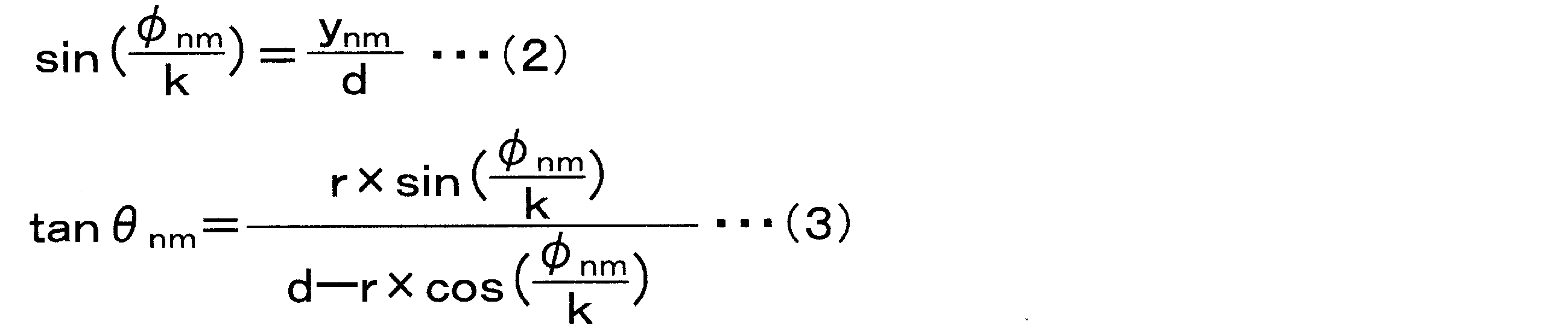

上記のように探傷屈折角θnmを設定することにより、アレイ型超音波探触子2から送信された超音波Uを溶接部Wの所望する位置(0.5スキップ及び1.5スキップの場合には管Pの内面、1.0スキップ及び2.0スキップの場合には管Pの外面)に入射させることができ、良好な探傷精度を得ることが期待できる。
ただし、実際の管Pは完全な真円ではないこと等に起因して、真に適切な探傷屈折角θnmが、上記の式(2)及び(3)の幾何学計算によって求まる探傷屈折角θnmからズレる可能性もある。このため、実際に探傷する管Pと同種・同寸法の管に人工きずを設けた試験管を用意し、この試験管に対して、アレイ型超音波探触子2の離間距離ynm及び探傷屈折角θnmを変更した探傷試験を行って、離間距離ynmに応じた適切な探傷屈折角θnmを試験的に求めることも可能である。
図5に示す結果は、管Pとして、外径22inch、肉厚25.4mmのUO鋼管を用い、このUO鋼管の溶接部W内面に人工きずとしてN5ノッチを設けた場合に得られた相対エコー強度である。図中に示す「44deg」等の数値は、探傷屈折角θnmの値を意味する。
本実施形態に係る超音波探傷方法によれば、図5に示すような結果に基づき、第3ステップで算出した離間距離ynmに応じて、アレイ型超音波探触子2の探傷条件(少なくとも探傷屈折角θnm)を設定(更新)するので、良好な探傷精度を得ることが可能である。
2,2a,2b,2c,2d・・・アレイ型超音波探触子
11・・・溶接線検出器
21・・・振動子
P・・・管
W・・・溶接部
W1・・・溶接線
Claims (4)
- アレイ型超音波探触子及び該アレイ型超音波探触子が取り付けられた取付ヘッドを用いて、前記取付ヘッドに対して軸方向に相対移動する管の溶接部を超音波探傷する方法であって、
前記取付ヘッドは、前記管の外面に対向配置され、先端側で前記溶接部の溶接線の位置を検出し、該検出した溶接線の位置に前記管の軸方向に延びる前記取付ヘッドの所定の基準線が相対的に追従するように、前記管に対して前記管の軸方向に直交する方向に相対移動し、
前記アレイ型超音波探触子は、前記取付ヘッドの後端側に取り付けられ、前記管に対して前記取付ヘッドと一体的に相対移動して前記管の溶接部を超音波探傷し、
前記管の軸方向についての前記取付ヘッドの複数の相対位置において、前記管に対する前記取付ヘッドの相対的な追従量である相対追従量を記憶する第1ステップと、
前記第1ステップで記憶した相対追従量のうち、前記管の軸方向についての前記アレイ型超音波探触子の現在の相対位置に前記取付ヘッドが位置しているときの前記取付ヘッドの相対追従量δ’nmを抽出する第2ステップと、
前記取付ヘッドの現在の相対位置Lmにおける前記取付ヘッドの相対追従量δmと、前記第2ステップで抽出した前記相対追従量δ’nmと、前記管の軸方向に直交する方向についての前記アレイ型超音波探触子の取付位置とに基づき、前記管の軸方向に直交する方向についての前記溶接線に対する前記アレイ型超音波探触子の現在の離間距離ynmを算出する第3ステップと、
前記第3ステップで算出した前記離間距離ynmに応じて、前記アレイ型超音波探触子の探傷条件を設定する第4ステップと、
を含むことを特徴とする管の溶接部の超音波探傷方法。 - 前記取付ヘッドは、先端側に取り付けられた溶接線検出器を具備し、該溶接線検出器で検出した溶接線の位置に前記基準線が相対的に追従するように、前記管の軸方向に直交する方向に相対移動し、
前記アレイ型超音波探触子は、前記溶接線検出器の取付位置よりも後端側に所定距離Xnだけ離間し、なお且つ、前記基準線に対して前記管の軸方向に直交する方向に所定距離Ynだけ離間した位置に取り付けられ、
前記第1ステップにおいて、前記管の軸方向についての前記溶接線検出器の複数の相対位置において、前記取付ヘッドの相対追従量を記憶し、
前記第2ステップにおいて、前記第1ステップで記憶した相対追従量のうち、前記管の軸方向についての前記溶接線検出器の現在の相対位置Lmから前記所定距離Xnだけ離間した相対位置に前記溶接線検出器が位置しているときの前記取付ヘッドの相対追従量δ’nmを抽出し、
前記第3ステップにおいて、前記溶接線検出器の現在の相対位置Lmにおける前記取付ヘッドの相対追従量δmと、前記第2ステップで抽出した前記相対追従量δ’nmと、前記所定距離Ynとに基づき、前記アレイ型超音波探触子の現在の離間距離ynmを算出する、
ことを特徴とする請求項1に記載の管の溶接部の超音波探傷方法。 - 前記第3ステップにおいて、前記溶接線に対する前記アレイ型超音波探触子の現在の離間距離ynmを以下の式(1)によって算出する、
ことを特徴とする請求項2に記載の管の溶接部の超音波探傷方法。

- 前記第4ステップにおいて、前記離間距離ynmに応じた前記管の周方向の探傷屈折角を少なくとも設定する、
ことを特徴とする請求項2又は3に記載の管の溶接部の超音波探傷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018118819A JP7028080B2 (ja) | 2018-06-22 | 2018-06-22 | 管の溶接部の超音波探傷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018118819A JP7028080B2 (ja) | 2018-06-22 | 2018-06-22 | 管の溶接部の超音波探傷方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019219344A JP2019219344A (ja) | 2019-12-26 |
| JP7028080B2 true JP7028080B2 (ja) | 2022-03-02 |
Family
ID=69096204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018118819A Active JP7028080B2 (ja) | 2018-06-22 | 2018-06-22 | 管の溶接部の超音波探傷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7028080B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111537615A (zh) * | 2020-04-29 | 2020-08-14 | 广州多浦乐电子科技股份有限公司 | 一种相控阵超声焊缝跟踪系统及其方法和控制装置 |
| JP7609704B2 (ja) | 2021-05-20 | 2025-01-07 | 日鉄鋼管株式会社 | 超音波探傷方法及び超音波探傷装置 |
| CN117464266B (zh) * | 2023-12-27 | 2024-06-14 | 中铁四局集团有限公司 | 一种圆弧形钢箱梁板单元焊接设备以及焊接方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003215115A (ja) | 2003-02-14 | 2003-07-30 | Jfe Engineering Kk | 鋼管の超音波探傷方法及びその装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5722555A (en) * | 1980-07-16 | 1982-02-05 | Nippon Steel Corp | Ultrasonic defect detection method for welded part of electrically welded tube |
| JPS5984154A (ja) * | 1982-11-05 | 1984-05-15 | Nippon Steel Corp | 電縫管溶接部の超音波探傷方法 |
| JPS62192653A (ja) * | 1986-02-19 | 1987-08-24 | Nippon Steel Corp | 鋼管溶接シ−ム部の超音波探傷方法 |
| JPS63111661U (ja) * | 1987-01-13 | 1988-07-18 | ||
| SU1602193A1 (ru) * | 1987-12-10 | 1994-04-30 | Мгту Им.Н.Э.Баумана | Автоматическое сканирующее устройство для ультразвукового контроля сварных швов изделий |
| JPH0299857A (ja) * | 1988-10-07 | 1990-04-11 | Kawasaki Steel Corp | 電縫鋼管溶接部の超音波探傷装置 |
-
2018
- 2018-06-22 JP JP2018118819A patent/JP7028080B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003215115A (ja) | 2003-02-14 | 2003-07-30 | Jfe Engineering Kk | 鋼管の超音波探傷方法及びその装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019219344A (ja) | 2019-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190091811A1 (en) | Method and apparatus for measuring a pipe weld joint | |
| EP2088427B1 (en) | Follow-up device for detecting flaw of pipe and automatic flaw detection apparatus of pipe employing it | |
| US10684261B2 (en) | Ultrasonic bar and tube end testing with linear axis robot | |
| CN101796373B (zh) | 用于借助于超声波全面检测检验对象的几何尺寸的方法 | |
| JP7028080B2 (ja) | 管の溶接部の超音波探傷方法 | |
| US9804129B2 (en) | Apparatus for inspecting a tube | |
| US20100131210A1 (en) | Method and system for non-destructive inspection of a colony of stress corrosion cracks | |
| US10921291B2 (en) | Method for inspecting a weld seam | |
| JP5649599B2 (ja) | 超音波検査装置及びその検査方法 | |
| JP2007187593A (ja) | 配管検査装置及び配管検査方法 | |
| US20180136169A1 (en) | Weld Analysis Using Lamb Waves and a Neural Network | |
| JP6512157B2 (ja) | 肉厚測定装置、肉厚評価装置、肉厚測定方法及び肉厚評価方法 | |
| Xu et al. | Data fusion of multi-view plane wave imaging for nozzle weld inspection | |
| JP6733650B2 (ja) | 超音波探傷方法、超音波探傷装置、鋼材の製造設備列、及び鋼材の製造方法 | |
| JP5920401B2 (ja) | 電縫管の超音波探傷装置及び方法ならびに品質保証方法 | |
| JP6529853B2 (ja) | 残留応力評価方法 | |
| JPH05240621A (ja) | 管の外径・肉厚測定装置 | |
| JP2001056318A (ja) | 超音波による管の探傷方法及び超音波探傷器 | |
| JP2008151588A (ja) | 二層ベローズの欠陥評価方法及びこれに用いる渦流探傷装置 | |
| JP3725126B2 (ja) | 超音波探傷方法及びその装置 | |
| JP4560796B2 (ja) | 超音波探傷装置 | |
| JP2004191088A (ja) | 超音波探傷方法及びその装置 | |
| JP2001324484A (ja) | 超音波探傷方法および超音波探傷装置 | |
| JP2004028899A (ja) | 突合せ溶接部の裏波高さ測定方法及び測定装置 | |
| JP5118339B2 (ja) | 超音波探傷装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220131 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7028080 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |