JP7010638B2 - ダイボンディング装置および半導体装置の製造方法 - Google Patents
ダイボンディング装置および半導体装置の製造方法 Download PDFInfo
- Publication number
- JP7010638B2 JP7010638B2 JP2017184291A JP2017184291A JP7010638B2 JP 7010638 B2 JP7010638 B2 JP 7010638B2 JP 2017184291 A JP2017184291 A JP 2017184291A JP 2017184291 A JP2017184291 A JP 2017184291A JP 7010638 B2 JP7010638 B2 JP 7010638B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- bonding
- die
- bonding stage
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Die Bonding (AREA)
Description
本開示の課題は、基板変形が少ないダイボンディング装置を提供することである。
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
すなわち、ダイボンディング装置は、複数のパッケージエリアを有する基板を基板供給部から基板搬出部に向かう第一方向に搬送する搬送レーンと、前記基板を加熱する加熱装置を有するボンディングステージと、前記ボンディングステージの上に搬送される前記基板にダイをボンディングするボンディングヘッドと、前記搬送レーン、前記ボンディングステージおよび前記ボンディングヘッドを制御する制御部と、を備える。前記制御部は、前記基板1枚分のボンディング中、前記基板の前記複数のパッケージエリアの全体を前記ボンディングステージの上または上方に位置させる。
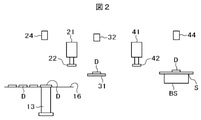
このような構成によって、ボンディングヘッド41は、ステージ認識カメラ32の撮像データに基づいてピックアップ位置・姿勢を補正し、中間ステージ31からダイDをピックアップし、基板認識カメラ44の撮像データに基づいて基板SにダイDをボンディングする。
このような構成によって、基板Sは、基板供給部6から搬送レーン52に沿ってボンディング位置まで移動し、ボンディング後、基板搬出部7まで移動して、基板搬出部7に基板Sを渡す。
ここで、本願発明者が本願発明に先立って検討した技術(比較例)に係る加熱のできるボンディングステージ(ヒートステージ)による基板の加熱方法について図7、8を用いて説明する。図7は比較例に係る基板の加熱方法を示す図であり、図7(A)は基板がボンディングステージに搬送される前の状態の上面図であり、図7(B)は図7(A)の側面図であり、図7(C)は基板がアタッチポイントに搬送された状態の上面図であり、図7(D)は図7(C)の状態の側面図であり、図7(E)は図7(C)の基板の位置でボンディングステージが上昇した状態の側面図である。図8は比較例に係る基板加熱の課題を説明する図であり、図8(A)は基板へのボンディングが完了した状態の上面図であり、図8(B)は図8(A)の状態の側面図であり、図8(C)は図8(A)の状態の基板変形を説明する模式図である。
以下、代表的な変形例について、幾つか例示する。以下の変形例の説明において、上述の実施例にて説明されているものと同様の構成および機能を有する部分に対しては、上述の実施例と同様の符号が用いられ得るものとする。そして、かかる部分の説明については、技術的に矛盾しない範囲内において、上述の実施例における説明が適宜援用され得るものとする。また、上述の実施例の一部、および、複数の変形例の全部または一部が、技術的に矛盾しない範囲内において、適宜、複合的に適用され得る。
変形例1に係るボンディングステージによる基板の加熱方法について図13、14を用いて説明する。図13は変形例1に係るボンディングステージを示す図であり、図13(A)は基板がボンディングステージに搬送された状態の上面図であり、図13(B)は図13(A)の側面図である。図14は変形例1に係るボンディングステージによる基板の加熱方法を説明する図であり、図14(A)は基板がアタッチポイントに搬送された状態の側面図であり、図14(B)は図14(A)の基板の位置でダイがアタッチされボンディングステージが上昇した状態の側面図であり、図14(C)は図14(A)の基板の位置から1列分基板搬出部の方向に移動した状態の側面図であり、図14(D)は基板の最終列にダイがアタッチされボンディングステージが下降した状態の側面図である。
実施例では、制御部8は、ダイDをボンディングした後、アタッチポイントAPでそのボンディング位置が正確になされているかを検査するが、変形例2ではさらにダイへのストレスチェックを行う。図15は変形例2に係るボンディングステージ付近の光学系を示す図である。
実施例ではボンディングステージBS全体の加熱を行っているが、変形例3ではボンディングエリアBA(1列のパッケージエリアP)に合わせてボンディングステージを複数のエリアに分割し個別に温調する。図16は変形例3に係るボンディングステージを示す図であり、図16(A)は基板がボンディングステージの上方に位置する状態の上面図であり、図16(B)は図16(A)の側面図である。
変形例3ではボンディングエリアBA(1列のパッケージエリアP)に合わせてボンディングステージを複数のエリアに分割し個別に温調しているが、ボンディングステージをアタッチポイントAPの上流側のエリア、アタッチポイントAPのエリア、アタッチポイントAPの下流側のエリアに3分割して温調する。図17は変形例4に係るボンディングステージを示す図であり、図17(A)は基板がボンディングステージに搬送された状態の上面図であり、図17(B)は図17(A)の側面図である。
実施例ではボンディングステージBSによって基板全体の加熱を行っているが、変形例5ではアタッチポイントAPの前後のエリアにはステージを設けず、非接触の加熱装置を設ける。図18は変形例5に係るボンディングステージを示す図であり、図18(A)は基板がボンディングステージの手前に搬送された状態の上面図であり、図18(B)は図18(A)の側面図である。
変形例4ではボンディングステージBSDによって基板全体の加熱を行っているが、変形例6ではボンディングステージの上方もヒートステージを設ける。図19は変形例6に係るボンディングステージを示す図であり、基板がボンディングステージに搬送された状態の側面図である。
また、実施例ではピックアップヘッドおよびボンディングヘッドをそれぞれ1つ備えているが、それぞれ2つ以上であってもよい。また、実施例では中間ステージを備えているが、中間ステージがなくてもよい。この場合、ピックアップヘッドとボンディングヘッドは兼用してもよい。
1・・・ダイ供給部
13・・・突上げユニット
2・・・ピックアップ部
24・・・ウェハ認識カメラ
3・・・アライメント部
31・・・中間ステージ
32・・・ステージ認識カメラ
4・・・ボンディング部
41・・・ボンディングヘッド
42・・・コレット
44・・・基板認識カメラ
45・・・ヒータ(加熱装置)
47・・・外観検査カメラ
5・・・搬送部
51・・・基板搬送爪
52・・・搬送レーン
6・・・基板供給部
7・・・基板搬出部
8・・・制御部
S・・・基板
BS・・・ボンディングステージ
D・・・ダイ
P・・・パッケージエリア
Claims (19)
- 複数のパッケージエリアを有する基板を基板供給部から基板搬出部に向かう第一方向に搬送する搬送レーンと、
前記基板を加熱する加熱装置を有するボンディングステージと、
前記ボンディングステージの上に搬送される前記基板にダイをボンディングするボンディングヘッドと、
前記搬送レーン、前記ボンディングステージおよび前記ボンディングヘッドを制御する制御部と、
を備え、
前記ボンディングステージのアタッチポイントより前記基板供給部が位置する側の前記第一方向の長さおよび前記アタッチポイントより前記基板搬出部が位置する側の前記第一方向の長さは、それぞれ前記基板の前記第一方向の長さ以上であり、
前記制御部は、前記基板1枚分のボンディング中、前記基板の前記複数のパッケージエリアの全体を前記ボンディングステージの上または上方に位置させるよう構成されるダイボンディング装置。 - 請求項1において、
前記ボンディングステージは温度センサを有するダイボンディング装置。 - 請求項1において、
前記制御部は、
(a)前記ボンディングステージを前記基板よりも下げた状態で、前記基板のN列目のパッケージエリアが前記アタッチポイントに位置するように前記基板を搬送し、
(b)前記ボンディングステージを上昇させて、前記基板を加熱しながら前記ダイを前記基板のN列目のパッケージエリアにボンディングするよう構成されるダイボンディング装置。 - 請求項3において、
前記制御部は、前記基板の最終列のパッケージエリアのボンディングが終わった場合、前記ボンディングステージを下降させて、前記ボンディングステージの外に前記基板を搬送するよう構成されるダイボンディング装置。 - 複数のパッケージエリアを有する基板を基板供給部から基板搬出部に向かう第一方向に搬送する搬送レーンと、
前記基板を加熱する加熱装置を有するボンディングステージと、
前記ボンディングステージの上に搬送される前記基板にダイをボンディングするボンディングヘッドと、
前記搬送レーン、前記ボンディングステージおよび前記ボンディングヘッドを制御する制御部と、
を備え、
前記制御部は、
前記基板1枚分のボンディング中、前記基板の前記複数のパッケージエリアの全体を前記ボンディングステージの上または上方に位置させ、
前記基板と共に前記ボンディングステージを前記第一方向に移動させるよう構成されるダイボンディング装置。 - 請求項5において、
前記制御部は、
(a)前記ボンディングステージを前記基板よりも下げた状態で、前記基板の1列目のパッケージエリアがアタッチポイントに位置するように前記基板を搬送し、
(b)前記ボンディングステージを上昇させて、前記基板を加熱しながら前記ダイを前記基板の1列目のパッケージエリアにボンディングし、
(c)前記ボンディングステージを前記基板と接触させた状態で、前記基板のN列目のパッケージエリアが前記アタッチポイントに位置するように前記基板と共に前記ボンディングステージを搬送し、
(d)前記基板を加熱しながら前記ダイを前記基板のN列目のパッケージエリアにボンディングするよう構成されるダイボンディング装置。 - 請求項6において、
前記制御部は、前記基板の最終列のパッケージエリアのボンディングが終わった場合、前記ボンディングステージを下降させて、前記第一方向に前記基板を搬送すると共に、前記第一方向とは反対方向に前記ボンディングステージを移動させるよう構成されるダイボンディング装置。 - 請求項1または5において、
さらに、前記ダイが貼り付けられたダイシングテープを保持するウェハリングを有するダイ供給部を備えるダイボンディング装置。 - 請求項8において、さらに、
前記ダイをピックアップするピックアップヘッドと、
前記ピックアップされたダイが載置される中間ステージと、
を備えるダイボンディング装置。 - 請求項1乃至9の何れか一つにおいて、
さらに、前記ボンディングステージと前記基板搬出部との間に設けられ、前記基板にボンディングされたダイを撮像する撮像装置を備え、
前記制御部は、前記撮像装置によって撮像される画像に基づいて前記基板と前記ダイの相対位置関係を検査するよう構成されるダイボンディング装置。 - (a)ダイが貼付されたダイシングテープを保持するウェハリングを搬入する工程と、
(b)複数のパッケージエリアを有する基板を搬入する工程と、
(c)前記ダイをピックアップする工程と、
(d)前記基板を基板供給部から基板搬出部に向かう第一方向に搬送する工程と、
(e)前記ピックアップしたダイを前記基板または既に前記基板にボンディングされているダイ上にボンディングする工程と、
を備え、
前記(e)工程は、前記基板を加熱する加熱装置を有するボンディングステージの上方に搬送し、前記基板1枚分のボンディング中、前記基板の前記複数のパッケージエリアの全体を前記ボンディングステージの上または上方に位置させて前記ピックアップしたダイをボンディングし、
前記ボンディングステージのアタッチポイントより前記基板供給部の位置する側の前記第一方向の長さおよび前記アタッチポイントより前記基板搬出部の位置する側の前記第一方向の長さは、それぞれ前記基板の前記第一方向の長さ以上である半導体装置の製造方法。 - 請求項11において、
前記ボンディングステージは温度センサを有する半導体装置の製造方法。 - 請求項11において、
前記(e)工程は、
(e1)前記ボンディングステージを前記基板よりも下げた状態で、前記基板のN列目のパッケージエリアが前記ボンディングステージのアタッチポイントに位置するように前記基板を搬送する工程と、
(e2)前記ボンディングステージを上昇させて、前記基板を加熱しながら前記ダイを前記基板のN列目のパッケージエリアにボンディングする工程と、
を有する半導体装置の製造方法。 - 請求項13において、
前記(e)工程は、さらに、(e3)前記基板の最終列のパッケージエリアのボンディングが終わった場合、前記ボンディングステージを下降させて、前記ボンディングステージの外に前記基板を搬送する工程を有する半導体装置の製造方法。 - (a)ダイが貼付されたダイシングテープを保持するウェハリングを搬入する工程と、
(b)複数のパッケージエリアを有する基板を搬入する工程と、
(c)前記ダイをピックアップする工程と、
(d)前記基板を基板供給部から基板搬出部に向かう第一方向に搬送する工程と、
(e)前記ピックアップしたダイを前記基板または既に前記基板にボンディングされているダイ上にボンディングする工程と、
を備え、
前記(e)工程は、前記基板を加熱する加熱装置を有するボンディングステージの上方に搬送し、前記基板1枚分のボンディング中、前記基板の前記複数のパッケージエリアの全体を前記ボンディングステージの上または上方に位置させて前記ピックアップしたダイをボンディングし、
前記基板と共に前記ボンディングステージを前記第一方向に移動させる半導体装置の製造方法。 - 請求項15において、
前記(e)工程は、
(e1)前記ボンディングステージを前記基板よりも下げた状態で、前記基板の1列目のパッケージエリアがアタッチポイントに位置するように前記基板を搬送する工程と、
(e2)前記ボンディングステージを上昇させて、前記基板を加熱しながら前記ダイを前記基板の1列目のパッケージエリアにボンディングする工程と、
(e3)前記ボンディングステージを前記基板と接触させた状態で、前記基板のN列目のパッケージエリアが前記アタッチポイントに位置するように前記基板と共に前記ボンディングステージを搬送する工程と、
(e4)前記基板を加熱しながら前記ダイを前記基板のN列目のパッケージエリアにボンディングする工程と、
を有する半導体装置の製造方法。 - 請求項16において、
前記(e)工程は、さらに、前記基板の最終列のパッケージエリアのボンディングが終わった場合、前記ボンディングステージを下降させて、前記第一方向に前記基板を搬送すると共に、前記第一方向とは反対方向に前記ボンディングステージを移動させる工程を有する半導体装置の製造方法。 - 請求項11または15において、
前記(c)工程は前記ピックアップされたダイを中間ステージに載置し、
前記(e)工程は前記中間ステージに載置されたダイをピックアップする半導体装置の製造方法。 - 請求項11乃至18の何れか一つにおいて、さらに
(f)前記(e)工程後、前記基板が冷却後、撮像装置によって撮像された画像に基づいて前記基板と前記ダイの相対位置関係を検査する工程を備える半導体装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017184291A JP7010638B2 (ja) | 2017-09-26 | 2017-09-26 | ダイボンディング装置および半導体装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017184291A JP7010638B2 (ja) | 2017-09-26 | 2017-09-26 | ダイボンディング装置および半導体装置の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019062034A JP2019062034A (ja) | 2019-04-18 |
| JP2019062034A5 JP2019062034A5 (ja) | 2020-08-13 |
| JP7010638B2 true JP7010638B2 (ja) | 2022-01-26 |
Family
ID=66177563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017184291A Active JP7010638B2 (ja) | 2017-09-26 | 2017-09-26 | ダイボンディング装置および半導体装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7010638B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022004170A1 (ja) * | 2020-07-03 | 2022-01-06 | キヤノン株式会社 | 物品の製造装置、物品の製造方法、プログラム、記録媒体 |
| JP7054315B2 (ja) * | 2020-07-27 | 2022-04-13 | キヤノンマシナリー株式会社 | 搬送装置、搬送方法、ダイボンダ、およびボンディング方法 |
| CN118315311B (zh) * | 2024-06-07 | 2024-08-16 | 合肥沛顿存储科技有限公司 | 一种多芯片堆叠封装装置及其工艺方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017117916A (ja) | 2015-12-24 | 2017-06-29 | ファスフォードテクノロジ株式会社 | 半導体製造装置および半導体装置の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2998603B2 (ja) * | 1995-08-18 | 2000-01-11 | 松下電器産業株式会社 | チップのボンディング装置 |
-
2017
- 2017-09-26 JP JP2017184291A patent/JP7010638B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017117916A (ja) | 2015-12-24 | 2017-06-29 | ファスフォードテクノロジ株式会社 | 半導体製造装置および半導体装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019062034A (ja) | 2019-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11062964B2 (en) | Method for manufacturing semiconductor device, and mounting apparatus | |
| JP6823103B2 (ja) | 実装方法および実装装置 | |
| KR101665249B1 (ko) | 다이 본더 및 본딩 방법 | |
| JP7010638B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| US7409761B2 (en) | Electronic component mounting apparatus and method of mounting electronic components | |
| JP7029900B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| US6797926B2 (en) | Apparatus and method for bonding electronic component, circuit board, and electronic component mounting apparatus | |
| CN110709977A (zh) | 翘曲减小装置和翘曲减小方法 | |
| TWI798619B (zh) | 晶粒接合裝置及半導體裝置之製造方法 | |
| JP6849468B2 (ja) | 半導体製造装置および半導体装置の製造方法 | |
| JP3674587B2 (ja) | 電子部品実装方法 | |
| JP7565240B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| US10285317B2 (en) | Component mounter | |
| CN113436988A (zh) | 芯片贴装装置、剥离夹具以及半导体器件的制造方法 | |
| JP5362404B2 (ja) | 半導体集積回路装置の製造方法 | |
| JP7291586B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| JP5851719B2 (ja) | マスクを用いてワークに導電性ボールを搭載する方法 | |
| TWI818620B (zh) | 黏晶裝置及半導體裝置的製造方法 | |
| US20230290666A1 (en) | Semiconductor manufacturing apparatus, carrier jig, and manufacturing method of semiconductor device | |
| JP2003188595A (ja) | 電子部品搭載装置および電子部品搭載方法 | |
| CN118448286A (zh) | 半导体制造装置及半导体器件的制造方法 | |
| JP2003303838A (ja) | 半導体パッケージ製造装置および製造方法 | |
| TW202336873A (zh) | 半導體製造裝置、塗佈裝置及半導體裝置之製造方法 | |
| JP2024045793A (ja) | 半導体製造装置、剥離ユニットおよび半導体装置の製造方法 | |
| JP2024106269A (ja) | 半導体製造装置、剥離ユニットおよび半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200620 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210629 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7010638 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |