JP6991663B2 - 加工方法 - Google Patents
加工方法 Download PDFInfo
- Publication number
- JP6991663B2 JP6991663B2 JP2018000516A JP2018000516A JP6991663B2 JP 6991663 B2 JP6991663 B2 JP 6991663B2 JP 2018000516 A JP2018000516 A JP 2018000516A JP 2018000516 A JP2018000516 A JP 2018000516A JP 6991663 B2 JP6991663 B2 JP 6991663B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- acid
- holding
- group
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Description
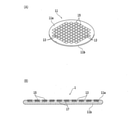
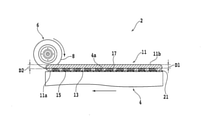
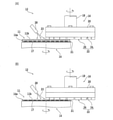
11a 表面
11b 裏面
13 分割予定ライン(ストリート)
15 デバイス
17 金属ポスト(金属を含む部材)
21 保護部材
23 加工液(研削液)
2 切削装置
4 チャックテーブル(保持テーブル)
4a 保持面
6 切削ユニット
8 切削ブレード
12 研削装置(加工装置)
14 チャックテーブル(保持テーブル)
14a 保持面
16 研削ユニット(加工手段)
18 スピンドル
20 マウント
22 研削ホイール
24 ホイール基台
26 研削砥石
28 ノズル
Claims (1)
- 被加工領域に金属を含む部材が設けられている被加工物を研削砥石又は研磨パッドが装着された加工手段で加工する加工方法であって、
該被加工領域を露出させた状態で被加工物を保持テーブルで保持する保持ステップと、
該保持ステップを実施した後、被加工物の該被加工領域に有機酸と酸化剤とを含む加工液を供給しつつ該被加工領域を該加工手段で該被加工領域の下端の深さまで研削又は研磨して被加工物を薄くする加工ステップと、
該加工ステップを実施する前に、該下端の深さを超えない深さの溝を被加工物の該被加工領域に形成する溝形成ステップと、を備えることを特徴とする加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018000516A JP6991663B2 (ja) | 2018-01-05 | 2018-01-05 | 加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018000516A JP6991663B2 (ja) | 2018-01-05 | 2018-01-05 | 加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019119006A JP2019119006A (ja) | 2019-07-22 |
| JP6991663B2 true JP6991663B2 (ja) | 2022-01-12 |
Family
ID=67305816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018000516A Active JP6991663B2 (ja) | 2018-01-05 | 2018-01-05 | 加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6991663B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7451043B2 (ja) * | 2020-06-05 | 2024-03-18 | 株式会社ディスコ | 被加工物の研削方法及び研削装置 |
| JP7684178B2 (ja) * | 2021-09-30 | 2025-05-27 | 株式会社ディスコ | 被加工物の研削方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020197935A1 (en) | 2000-02-14 | 2002-12-26 | Mueller Brian L. | Method of polishing a substrate |
| JP2004022697A (ja) | 2002-06-14 | 2004-01-22 | Oki Electric Ind Co Ltd | 半導体素子の製造方法 |
| JP2014220443A (ja) | 2013-05-10 | 2014-11-20 | 株式会社ディスコ | パッケージ基板の加工方法 |
| JP2015082627A (ja) | 2013-10-24 | 2015-04-27 | 株式会社ディスコ | パッケージ基板の加工方法 |
| JP2015171748A (ja) | 2014-03-12 | 2015-10-01 | 株式会社ディスコ | 加工方法 |
| JP2016069522A (ja) | 2014-09-30 | 2016-05-09 | 株式会社フジミインコーポレーテッド | 組成物 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08148454A (ja) * | 1994-11-22 | 1996-06-07 | Sony Corp | 基板の研磨方法 |
-
2018
- 2018-01-05 JP JP2018000516A patent/JP6991663B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020197935A1 (en) | 2000-02-14 | 2002-12-26 | Mueller Brian L. | Method of polishing a substrate |
| JP2004022697A (ja) | 2002-06-14 | 2004-01-22 | Oki Electric Ind Co Ltd | 半導体素子の製造方法 |
| JP2014220443A (ja) | 2013-05-10 | 2014-11-20 | 株式会社ディスコ | パッケージ基板の加工方法 |
| JP2015082627A (ja) | 2013-10-24 | 2015-04-27 | 株式会社ディスコ | パッケージ基板の加工方法 |
| JP2015171748A (ja) | 2014-03-12 | 2015-10-01 | 株式会社ディスコ | 加工方法 |
| JP2016069522A (ja) | 2014-09-30 | 2016-05-09 | 株式会社フジミインコーポレーテッド | 組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019119006A (ja) | 2019-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9349647B2 (en) | Cutting method | |
| JP6890885B2 (ja) | 加工方法 | |
| CN104916582B (zh) | 加工方法 | |
| JP6991663B2 (ja) | 加工方法 | |
| JP6824581B2 (ja) | 加工方法 | |
| KR102422912B1 (ko) | 가공 방법 | |
| KR20180112691A (ko) | 가공 방법 | |
| CN108687978B (zh) | 加工方法 | |
| JP6949421B2 (ja) | 加工方法 | |
| JP6385085B2 (ja) | バイト切削方法 | |
| US10468302B2 (en) | Workpiece processing method | |
| KR20180112683A (ko) | 가공 방법 | |
| KR20180112685A (ko) | 가공 방법 | |
| JP2025091496A (ja) | 加工水用の添加剤及び被加工物の加工方法 | |
| KR20180112684A (ko) | 가공 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6991663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |