JP6985953B2 - 複合材料の製造方法 - Google Patents
複合材料の製造方法 Download PDFInfo
- Publication number
- JP6985953B2 JP6985953B2 JP2018023384A JP2018023384A JP6985953B2 JP 6985953 B2 JP6985953 B2 JP 6985953B2 JP 2018023384 A JP2018023384 A JP 2018023384A JP 2018023384 A JP2018023384 A JP 2018023384A JP 6985953 B2 JP6985953 B2 JP 6985953B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- outer member
- composite material
- fiber
- reinforcing fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
- B29C70/222—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure the structure being shaped to form a three dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0809—Fabrics
- B29K2105/0845—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
Description
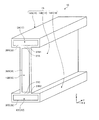
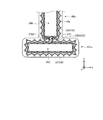
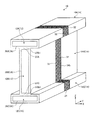
12、12A、12B、12C 内側部材
14、14a、14A、14Aa、14B、14Ba、14C、14Ca 外側部材
22 強化繊維(第2強化繊維)
24 樹脂
32 強化繊維(第1強化繊維)
34 樹脂
34a 樹脂繊維
35 空間
36、36A、36B、36C 開口
Claims (9)
- 織り込まれて波状に延在する第1強化繊維により、少なくとも一方の端部に開口が設けられ、前記開口に連通する空間が内部に設けられるように形成された外側部材の、前記空間に、第2強化繊維に樹脂が含浸した内側部材を挿入する挿入ステップと、
前記内側部材の樹脂を硬化させることで、前記外側部材と前記内側部材とを接合して、前記外側部材と前記内側部材とが接合した複合材料を形成する、複合材料形成ステップと、
を有する、複合材料の製造方法。 - 前記挿入ステップにおいて、複数の前記外側部材の外周面同士が連結して形成された連結部材の、それぞれの前記外側部材の内部に、前記内側部材を挿入する、請求項1に記載の複合材料の製造方法。
- 前記連結部材は、前記第1強化繊維が、複数の前記外側部材にわたって設けられている、請求項2に記載の複合材料の製造方法。
- 前記挿入ステップにおいて、前記内側部材と前記外側部材との間に発熱部材を設けつつ、前記外側部材の内部に前記内側部材を挿入する、請求項1から請求項3のいずれか1項に記載の複合材料の製造方法。
- 前記外側部材は、熱可塑性樹脂を含有する繊維が織り込まれており、前記複合材料形成ステップにおいて、前記外側部材が含む熱可塑性樹脂を溶融させた後硬化させることで、前記外側部材と前記内側部材とを接合する、請求項1から請求項4のいずれか1項に記載の複合材料の製造方法。
- 前記内側部材の樹脂は、前記熱可塑性樹脂を含有する繊維と同じ材料の熱可塑性樹脂である、請求項5に記載の複合材料の製造方法。
- 前記外側部材は、前記第1強化繊維が、三次元状に織り込まれている、請求項1から請求項4のいずれか1項に記載の複合材料の製造方法。
- 前記内側部材は、一方向に向かって延在する複数の前記第2強化繊維に樹脂が含浸した一方向材である、請求項1から請求項7のいずれか1項に記載の複合材料の製造方法。
- 前記第1強化繊維と前記第2強化繊維とは、同じ材料である、請求項1から請求項8のいずれか1項に記載の複合材料の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018023384A JP6985953B2 (ja) | 2018-02-13 | 2018-02-13 | 複合材料の製造方法 |
| PCT/JP2018/040764 WO2019159443A1 (ja) | 2018-02-13 | 2018-11-01 | 複合材料の製造方法及び複合材料 |
| US16/767,328 US11383460B2 (en) | 2018-02-13 | 2018-11-01 | Method for producing composite material |
| EP18906587.3A EP3702138A4 (en) | 2018-02-13 | 2018-11-01 | METHOD OF MANUFACTURING A COMPOSITE AND COMPOSITE |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018023384A JP6985953B2 (ja) | 2018-02-13 | 2018-02-13 | 複合材料の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019136970A JP2019136970A (ja) | 2019-08-22 |
| JP2019136970A5 JP2019136970A5 (ja) | 2020-12-17 |
| JP6985953B2 true JP6985953B2 (ja) | 2021-12-22 |
Family
ID=67618634
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018023384A Active JP6985953B2 (ja) | 2018-02-13 | 2018-02-13 | 複合材料の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11383460B2 (ja) |
| EP (1) | EP3702138A4 (ja) |
| JP (1) | JP6985953B2 (ja) |
| WO (1) | WO2019159443A1 (ja) |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3349537A (en) * | 1965-08-12 | 1967-10-31 | Hopfeld Henry | Reinforced structural member |
| US5188872A (en) | 1989-06-15 | 1993-02-23 | Fiberspar, Inc. | Composite structural member with high bending strength |
| JP3376455B2 (ja) * | 1990-06-14 | 2003-02-10 | ファイバー スパー インコーポレイテッド | 大きな曲げ強さを持つ複合構造部材 |
| JPH05459A (ja) * | 1991-01-25 | 1993-01-08 | Hitachi Ltd | 繊維強化樹脂複合材料を用いた構造部材 |
| US5407195A (en) * | 1992-10-06 | 1995-04-18 | K.C.G. Hockey Finland Oy | Blade construct for a hockey stick or the like |
| CA2330083C (en) * | 2000-01-07 | 2010-04-13 | Jas. D. Easton, Inc. | Hockey stick |
| US7434659B2 (en) * | 2005-04-04 | 2008-10-14 | Hexcel Corporation | Acoustic septum cap honeycomb |
| US7815160B2 (en) * | 2006-04-04 | 2010-10-19 | A & P Technology | Composite mandrel |
| US7935205B2 (en) * | 2006-06-19 | 2011-05-03 | United Technologies Corporation | Repair of composite sandwich structures |
| AU2007294461B2 (en) * | 2006-09-08 | 2012-08-30 | Advanced Composites Structures Ii Limited | Joining of concentric section polymer composite components |
| US9511571B2 (en) * | 2007-01-23 | 2016-12-06 | The Boeing Company | Composite laminate having a damping interlayer and method of making the same |
| DE102007018052A1 (de) | 2007-04-17 | 2008-10-23 | Airbus Deutschland Gmbh | Pultrusionsverfahren zur Herstellung eines endlosen Profils |
| JP5206599B2 (ja) * | 2009-06-22 | 2013-06-12 | 株式会社豊田自動織機 | 樹脂成形体である被締結部材に形成された締結用の貫通孔に配置される繊維強化複合材である補強部材及び貫通孔に補強部材が配置された被締結部材の締結構造 |
| JP5161903B2 (ja) * | 2010-02-19 | 2013-03-13 | 株式会社ハイメックス | 金属/frpパイプの製造方法及び金属/frpパイプ、並びに、金属/frpパイプの熱残留応力除去方法 |
| EP2671779B1 (en) | 2011-02-03 | 2018-06-20 | Teijin Limited | Vehicle skeleton member |
| JP2013204744A (ja) * | 2012-03-29 | 2013-10-07 | Hitachi Zosen Corp | パイプおよびパイプの製造方法 |
| DE102013215384A1 (de) | 2013-08-05 | 2015-02-26 | Wobben Properties Gmbh | Verfahren zur Herstellung eines Verbundformteils, Verbundformteil, Sandwichbauteil und Rotorblattelement und Windenergieanlage |
| US9827710B2 (en) * | 2014-02-04 | 2017-11-28 | The Boeing Company | Radius filler and method of manufacturing same |
| GB2525614A (en) * | 2014-04-29 | 2015-11-04 | Tods Aerospace Ltd | Resistance welding of thermoplastic composite components |
| US9693166B2 (en) * | 2014-06-24 | 2017-06-27 | The Boeing Company | Automated production of acoustic structures |
| FR3027550B1 (fr) * | 2014-10-24 | 2017-05-26 | Safran | Procede de fabrication d'une piece de transfert d'effort ayant une chape en materiau composite et piece obtenue par un tel procede |
| JP5874802B1 (ja) * | 2014-11-25 | 2016-03-02 | 株式会社豊田自動織機 | 繊維構造体及び繊維強化複合材 |
| US10399285B2 (en) * | 2016-02-08 | 2019-09-03 | Bell Helicopter Textron Inc. | Composite wing structure and methods of manufacture |
-
2018
- 2018-02-13 JP JP2018023384A patent/JP6985953B2/ja active Active
- 2018-11-01 WO PCT/JP2018/040764 patent/WO2019159443A1/ja unknown
- 2018-11-01 US US16/767,328 patent/US11383460B2/en active Active
- 2018-11-01 EP EP18906587.3A patent/EP3702138A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US11383460B2 (en) | 2022-07-12 |
| WO2019159443A1 (ja) | 2019-08-22 |
| EP3702138A1 (en) | 2020-09-02 |
| EP3702138A4 (en) | 2021-08-11 |
| US20210078262A1 (en) | 2021-03-18 |
| JP2019136970A (ja) | 2019-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DK2607075T3 (en) | Sandwich laminate and method of manufacture | |
| JP6005086B2 (ja) | 複合構造体の製造方法 | |
| EP2829569A1 (en) | Carbon fiber preform, carbon fiber reinforced plastic, and method for producing carbon fiber preform | |
| JP6433996B2 (ja) | 複合連接棒、そのような棒を製造するための方法、及びそれを組み込んだ航空機用の天井構造又は床構造 | |
| US10427361B2 (en) | Fiber-reinforced sheet and structure | |
| CN108284618B (zh) | 复合材料制成的结构部件及其制造方法 | |
| KR102474952B1 (ko) | 복합 리브 및 리브-및-시트 성형을 위한 방법 및 장치 | |
| CA3029945A1 (en) | Method for manufacturing an aeronautical structure | |
| JP6985953B2 (ja) | 複合材料の製造方法 | |
| EP2368697B1 (en) | Reinforced composite part composed of an assembly of at least two different composite members | |
| JP6964502B2 (ja) | 複合材料の接合方法 | |
| JP2017119432A (ja) | 繊維強化プラスチックの製造方法および繊維強化プラスチック | |
| TWM517970U (zh) | 具槽孔之碳纖維殼體 | |
| JP6229197B2 (ja) | 成型品およびその製造方法 | |
| JP7467681B2 (ja) | 電磁溶接での使用のためのファイバー強化複合ラミネート及びこのラミネート製の成形パーツの電磁溶接方法 | |
| JP6574106B2 (ja) | 繊維強化樹脂構造体及び繊維強化樹脂構造体の製造方法 | |
| JP6853278B2 (ja) | インサート用フィルムの樹脂層の厚さ決定方法、及びインサート用フィルム付き樹脂成形品の製造方法 | |
| JP3818079B2 (ja) | 防水床の製造方法 | |
| JP2019111710A (ja) | 炭素繊維テープ材及びその積層シート基材 | |
| JP6931850B2 (ja) | 繊維強化樹脂成形体 | |
| EP3556686B1 (en) | Composite material forming method, and composite material | |
| JP4837897B2 (ja) | 繊維強化樹脂およびその製造方法 | |
| JP2022014738A (ja) | 繊維構造体、及び繊維構造体の製造方法 | |
| JP2015030108A (ja) | 炭素繊維プリフォームの製造装置および炭素繊維プリフォームの製造方法 | |
| JP2022100510A (ja) | 繊維強化樹脂チョップ材、繊維強化樹脂複合材及び樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201105 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6985953 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |