JP6983243B2 - 拡散および/または濾過デバイス - Google Patents
拡散および/または濾過デバイス Download PDFInfo
- Publication number
- JP6983243B2 JP6983243B2 JP2019532197A JP2019532197A JP6983243B2 JP 6983243 B2 JP6983243 B2 JP 6983243B2 JP 2019532197 A JP2019532197 A JP 2019532197A JP 2019532197 A JP2019532197 A JP 2019532197A JP 6983243 B2 JP6983243 B2 JP 6983243B2
- Authority
- JP
- Japan
- Prior art keywords
- end cap
- housing
- section
- header section
- hollow fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009792 diffusion process Methods 0.000 title claims description 25
- 238000001914 filtration Methods 0.000 title claims description 25
- 239000012528 membrane Substances 0.000 claims description 43
- 239000012510 hollow fiber Substances 0.000 claims description 41
- 238000007789 sealing Methods 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 27
- 210000001331 nose Anatomy 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 17
- 238000004382 potting Methods 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 3
- FGUUSXIOTUKUDN-IBGZPJMESA-N C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 Chemical compound C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 FGUUSXIOTUKUDN-IBGZPJMESA-N 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims 1
- 239000012530 fluid Substances 0.000 description 12
- -1 polypropylene Polymers 0.000 description 9
- 238000003466 welding Methods 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000000746 purification Methods 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000008280 blood Substances 0.000 description 4
- 210000004369 blood Anatomy 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 239000004926 polymethyl methacrylate Substances 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 230000004927 fusion Effects 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 150000001925 cycloalkenes Chemical class 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000000502 dialysis Methods 0.000 description 2
- 229920005669 high impact polystyrene Polymers 0.000 description 2
- 239000004797 high-impact polystyrene Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000005119 centrifugation Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000001631 haemodialysis Methods 0.000 description 1
- 230000000322 hemodialysis Effects 0.000 description 1
- 238000002615 hemofiltration Methods 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000008085 renal dysfunction Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
- B01D63/0233—Manufacturing thereof forming the bundle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
- B01D63/022—Encapsulating hollow fibres
- B01D63/0222—Encapsulating hollow fibres using centrifugal forces
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/14—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis
- A61M1/16—Dialysis systems; Artificial kidneys; Blood oxygenators ; Reciprocating systems for treatment of body fluids, e.g. single needle systems for hemofiltration or pheresis with membranes
- A61M1/1621—Constructional aspects thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/04—Specific sealing means
- B01D2313/041—Gaskets or O-rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/20—Specific housing
- B01D2313/201—Closed housing, vessels or containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/21—Specific headers, end caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/44—Cartridge types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/14—Ultrafiltration; Microfiltration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/24—Dialysis ; Membrane extraction
- B01D61/28—Apparatus therefor
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- External Artificial Organs (AREA)
Description
第1の端部および第2の端部を含む長手方向に延びる内部チャンバ31を規定する、上述のハウジング10を提供するステップa)と、
束32が、内部チャンバ31の第1の端部から内部チャンバ31の第2の端部に長手方向に延びるとともに、中空ファイバ膜の第1の端部と第2の端部とが、内部チャンバ31の第1の端部と第2の端部とにそれぞれ対応するように、外側表面、第1の端部、および第2の端部を各々が有する半透性中空ファイバ膜の束32を、ハウジング10の内部チャンバ31に導入する、ステップb)と、
ポッティング材料をハウジング10のヘッダセクション12内に導入し、このポッティング材料を硬化させることにより、内部チャンバ31内の中空ファイバ膜の第1の端部および第2の端部を支持し、それにより、中空ファイバ膜の第1の端部および第2の端部を、その第1の端部と第2の端部との間で中空ファイバ膜の外側表面からシールするように分離する、端壁手段33を提供するステップc)と、
端壁手段33をハウジング10の長手軸に対して垂直に切り取ることにより、中空ファイバ膜の第1の端部および第2の端部を開くステップd)と、
各ヘッダセクション12に上述のエンドキャップ20を提供するステップe)と、
各ヘッダセクション12のリムの壁を周方向に角度を付けて、エンドキャップ20の周囲の平坦なシーリング面21の傾斜にマッチする角度で傾斜したヘッダセクション12のリムを形成するステップf)と、
エンドキャップ20で各ヘッダセクション12を閉じ、それにより、ハウジング10のヘッダセクション12のリムと、エンドキャップ20の周囲の平坦なシーリング面21とを、互いに接触させて、第1の密封部を形成するステップg1)と、
各エンドキャップ20をハウジング10に融合させ、それにより、第2の密封部を提供するステップg2)と、
を含んでいる。
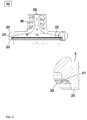
11 筒状中間セクション
12 ヘッダセクション
13 ノーズ
14 カラー
15 流体ポート
20 エンドキャップ
21 シーリング面
22 ノーズ
23 外側リム
24 環状平面
25 流体ポート
26 2条ネジ部
30 拡散および/または濾過装置
31 内部チャンバ
32 中空ファイバ膜の束
33 端壁手段
Claims (11)
- ハウジング(10)およびエンドキャップ(20)を備えた拡散および/または濾過装置(30)であって、ハウジング(10)は、筒状中央セクション(11)と、筒状中央セクション(11)の内径より大である内径を有する、筒状中央セクション(11)の両端のヘッダセクション(12)と、を備えており、ヘッダセクション(12)の壁の強度が、筒状中央セクション(11)の壁の強度より大であり、複数の細長いノーズ(13)が各ヘッダセクション(12)の内側表面に配置され、ノーズ(13)が、ハウジング(10)の長手軸に平行かつ、互いに平行に通っており、エンドキャップ(20)は、エンドキャップの長手軸に関して軸対称である内側表面を有し、かつ、直径が増大する方向に、円筒または円錐台の形態を取る第1のセクション(I)と、円環面の部分の形態を取る中間セクション(II)と、円錐台の形態を取る第3のセクション(III)とを備えた漏斗状の形態を有している内側表面を有し、エンドキャップが、径方向に5度から10度のレンジの角度で傾斜した、周囲の平坦なシーリング面(21)を備えており、ハウジング(10)のヘッダセクション(12)の上方リムが、エンドキャップ(20)の周囲の平坦なシーリング面(21)と同じ角度で傾斜しており、ハウジング(10)のヘッダセクション(12)の上方リムと、エンドキャップ(20)の周囲の平坦なシーリング面(21)とが、互いに接触し、第1の密封部を形成しており、エンドキャップ(20)の外側リム(23)が、ハウジング(10)に融合し、第2の密封部を提供している、拡散および/または濾過装置(30)。
- ハウジング(10)が第1の端部および第2の端部を含む長手方向に延びる内部チャンバ(31)を規定し、装置はさらに、
a)内部チャンバ(31)内に配置され、内部チャンバ(31)の第1の端部から内部チャンバ(31)の第2の端部に長手方向に延びる、半透性の中空ファイバ膜の束(32)であって、中空ファイバ膜の各々が外側表面を有し、第1の端部および第2の端部が、内部チャンバ(31)の第1の端部および第2の端部に対応している、束(32)と、
b)内部チャンバ(31)内の中空ファイバ膜の第1の端部および第2の端部を支持し、それにより、中空ファイバ膜の第1の端部および第2の端部を、その第1の端部と第2の端部との間で中空ファイバ膜の外側表面からシールするように分離する、端壁手段(33)と、
を備えている、請求項1に記載の拡散および/または濾過装置(30)。 - 各エンドキャップ(20)は、エンドキャップ(20)の内側表面の環状部分にわたって均等に配置された複数のノーズ(22)を備え、環状部分は、シーリング面(21)の外径より大である内径を有する、請求項1または請求項2に記載の拡散および/または濾過装置(30)。
- 第3のセクション(III)のゾーンの各エンドキャップ(20)の壁の強度が、エンドキャップ(20)の外縁に向かって増大している、請求項1から請求項3のいずれか一項に記載の拡散および/または濾過装置(30)。
- 各エンドキャップ(20)は、エンドキャップ(20)の外周に沿ってその上側で延びる環状平面(24)を備え、環状平面(24)が、エンドキャップ(20)の長手軸に対して垂直である、請求項1から請求項4のいずれか一項に記載の拡散および/または濾過装置(30)。
- エンドキャップ(20)の外側リム(23)が、ハウジング(10)のカラー(14)の上方リムに融合して、第2の密封部を提供している、請求項1から請求項5のいずれか一項に記載の拡散および/または濾過装置(30)。
- 拡散および/または濾過装置(30)を製造するプロセスであって、
ハウジング(10)を提供するステップであって、ハウジングは、筒状中央セクション(11)と、筒状中央セクション(11)の内径より大である内径を有する、筒状中央セクション(11)の両端のヘッダセクション(12)と、を備えており、ヘッダセクション(12)の壁の強度が、筒状中央セクション(11)の壁の強度より大であり、複数の細長いノーズ(13)が各ヘッダセクション(12)の内側表面に配置され、ノーズ(13)が、ハウジング(10)の長手軸に平行かつ、互いに平行に通っており、ハウジング(10)が第1の端部および第2の端部を含む長手方向に延びる内部チャンバ(31)を規定する、当該ハウジングを提供するステップa)と、
束(32)が、内部チャンバ(31)の第1の端部から内部チャンバ(31)の第2の端部に長手方向に延びるとともに、中空ファイバ膜の第1の端部と第2の端部とが、内部チャンバ(31)の第1の端部と第2の端部とにそれぞれ対応するように、外側表面、第1の端部、および第2の端部を各々が有する半透性中空ファイバ膜の束(32)を、ハウジング(10)の内部チャンバ(31)に導入する、ステップb)と、
ポッティング材料をハウジング(10)のヘッダセクション(12)内に導入するステップであって、当該導入によりポッティング材料を硬化させ、それにより、中空ファイバ膜の第1の端部および第2の端部を、その第1の端部と第2の端部との間で中空ファイバ膜の外側表面からシールするように分離されるよう、内部チャンバ(31)内の中空ファイバ膜の第1の端部および第2の端部を支持する端壁手段(33)を提供する、当該導入するステップc)と、
端壁手段(33)をハウジング(10)の長手軸に対して垂直に切り取ることにより、中空ファイバ膜の第1の端部および第2の端部を開くステップd)と、
エンドキャップ(20)を提供するステップであって、エンドキャップは、エンドキャップの長手軸に関して軸対称である内側表面を有し、かつ、直径が増大する方向に、円筒または円錐台の形態を取る第1のセクション(I)と、円環面の部分の形態を取る中間セクション(II)と、円錐台の形態を取る第3のセクション(III)とを備えた漏斗状の形態を有している内側表面を有し、エンドキャップが、各ヘッダセクション(12)の径方向に5度から10度のレンジの角度で傾斜した、周囲の平坦なシーリング面(21)を備えている、当該エンドキャップを提供するステップe)と、
各ヘッダセクション(12)のリムの壁を周方向に角度を付けて、エンドキャップ(20)の周囲の平坦なシーリング面(21)の傾斜にマッチする角度で傾斜したヘッダセクション(12)のリムを作成するステップf)と、
エンドキャップ(20)で各ヘッダセクション(12)を閉じ、それにより、ハウジング(10)のヘッダセクション(12)の上方リムと、エンドキャップ(20)の周囲の平坦なシーリング面(21)とを、互いに接触させて、第1の密封部を形成するステップg1)と、
各エンドキャップ(20)の外側リム(23)をハウジング(10)に融合させ、それにより、第2の密封部を提供するステップg2)と、を含むプロセス。 - 第2の密封部が、エンドキャップ(20)の外側リム(23)を、ハウジング(10)のカラー(14)の上方リムに融合させることによって提供される、請求項7に記載のプロセス。
- 接触力が、ヘッダセクション(12)がエンドキャップ(20)で閉じられた後に、エンドキャップ(20)の上側に、ハウジング(10)の長手軸の方向に印加され、それにより、エンドキャップ(20)の周囲の平坦なシーリング面(21)を、ハウジング(10)のヘッダセクション(12)の上方リム上に押圧し、接触力が、エンドキャップ(20)がハウジング(10)に融合されるまで維持される、請求項7または請求項8に記載のプロセス。
- 接触力が、エンドキャップ(20)の外周に沿ってその上側で延びる環状平面(24)に印加され、環状平面(24)が、エンドキャップ(20)の長手軸に対して垂直である、請求項9に記載のプロセス。
- 接触力が、3,000Nから5,000Nのレンジである、請求項9または請求項10のプロセス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16186583.7 | 2016-08-31 | ||
| EP16186583.7A EP3290100B1 (en) | 2016-08-31 | 2016-08-31 | Diffusion and/or filtration device |
| PCT/EP2017/071700 WO2018041858A1 (en) | 2016-08-31 | 2017-08-30 | Diffusion and/or filtration device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019528177A JP2019528177A (ja) | 2019-10-10 |
| JP6983243B2 true JP6983243B2 (ja) | 2021-12-17 |
Family
ID=56925988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019532197A Active JP6983243B2 (ja) | 2016-08-31 | 2017-08-30 | 拡散および/または濾過デバイス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11426698B2 (ja) |
| EP (1) | EP3290100B1 (ja) |
| JP (1) | JP6983243B2 (ja) |
| CN (1) | CN109641180B (ja) |
| WO (1) | WO2018041858A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109550094A (zh) * | 2018-11-05 | 2019-04-02 | 贝恩医疗设备(广州)有限公司 | 一种透析器端盖及其焊接工艺 |
| CN112108011A (zh) * | 2020-09-29 | 2020-12-22 | 杭州富阳万博空分设备有限公司 | 一种精密过滤器密封外壳及其使用方法 |
| DE102021108842A1 (de) * | 2021-04-09 | 2022-10-13 | Fresenius Medical Care Deutschland Gmbh | Dialysator |
| US12226560B2 (en) * | 2021-07-14 | 2025-02-18 | Bellco S.R.L. | Dialysis filter system |
| CN116407172B (zh) * | 2021-12-31 | 2025-11-25 | 先健科技(深圳)有限公司 | 一种密封系统及输送鞘 |
| CN115107285B (zh) * | 2022-06-16 | 2024-04-02 | 乾德生物医疗技术(重庆)有限公司 | 血液净化装置的制造方法 |
| CN116637509A (zh) * | 2023-07-06 | 2023-08-25 | 广州康盛生物科技股份有限公司 | 一种中空纤维膜分离器加工工艺 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4031012A (en) * | 1975-09-17 | 1977-06-21 | Gics Pharmaceuticals, Inc. | Separatory apparatus |
| US4414110A (en) * | 1979-05-14 | 1983-11-08 | Cordis Dow Corp. | Sealing for a hollow fiber separatory device |
| US4283284A (en) * | 1979-07-18 | 1981-08-11 | Baxter Travenol Laboratories, Inc. | Hollow fiber dialyzer end seal system |
| US4497104A (en) * | 1982-12-20 | 1985-02-05 | Baxter Travenol Laboratories, Inc. | Separation device manufacture |
| JPS60500083A (ja) * | 1982-12-20 | 1985-01-24 | バクスタ−、トラベノ−ル、ラボラトリ−ズ インコ−ポレイテッド | チュ−ブ状ハウジングのための端部閉鎖 |
| JPS6119404U (ja) * | 1984-07-10 | 1986-02-04 | ダイセル化学工業株式会社 | モジユ−ル構造体 |
| JPS6163240U (ja) * | 1984-09-29 | 1986-04-28 | ||
| SE454847B (sv) | 1987-08-31 | 1988-06-06 | Gambro Dialysatoren | Anordning for diffusion och/eller filtrering samt forfarande for tillverkning av denna anordning |
| JPH0347271A (ja) * | 1989-07-14 | 1991-02-28 | Terumo Corp | 液体処理器 |
| JPH06296834A (ja) | 1993-04-20 | 1994-10-25 | Kanegafuchi Chem Ind Co Ltd | 中空糸型フィルター |
| EP0844015B1 (de) | 1996-11-21 | 2003-10-15 | Fresenius Medical Care Deutschland GmbH | Hohlfasermembrantrennvorrichtung |
| DE10007327A1 (de) | 2000-02-17 | 2001-08-30 | Fresenius Medical Care De Gmbh | Filtervorrichtung, vorzugsweise Hohlfaserdialysator mit gelockten Hohlfasern |
| US6623638B2 (en) * | 2001-06-01 | 2003-09-23 | Baxter International Inc. | Hemodialyzer having improved dialysate perfusion |
| BR0315083A (pt) * | 2002-10-07 | 2005-08-16 | Bussan Nanotech Res Inst Inc | Módulo de membrana de separação do tipo multitubular |
| JP4381957B2 (ja) * | 2003-11-10 | 2009-12-09 | 日機装株式会社 | 中空糸型モジュール |
| US7264725B2 (en) * | 2004-03-04 | 2007-09-04 | Celgard Inc. | Hollow fiber membrane contactor and method of making same |
| JP4369840B2 (ja) * | 2004-09-24 | 2009-11-25 | 川澄化学工業株式会社 | 体液処理装置 |
| EP2156881A1 (en) * | 2008-08-22 | 2010-02-24 | Gambro Lundia AB | Cap for a diffusion and/or filtration device |
| JP6028730B2 (ja) * | 2012-03-28 | 2016-11-16 | 東レ株式会社 | 中空糸膜モジュール |
| CN202740496U (zh) | 2012-06-21 | 2013-02-20 | 甘布罗伦迪亚股份公司 | 毛细管透析器 |
| JP6076831B2 (ja) * | 2013-05-22 | 2017-02-08 | ダイセン・メンブレン・システムズ株式会社 | 中空糸膜モジュール |
-
2016
- 2016-08-31 EP EP16186583.7A patent/EP3290100B1/en active Active
-
2017
- 2017-08-30 WO PCT/EP2017/071700 patent/WO2018041858A1/en not_active Ceased
- 2017-08-30 US US16/326,449 patent/US11426698B2/en active Active
- 2017-08-30 JP JP2019532197A patent/JP6983243B2/ja active Active
- 2017-08-30 CN CN201780053142.6A patent/CN109641180B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109641180A (zh) | 2019-04-16 |
| CN109641180B (zh) | 2022-03-29 |
| EP3290100B1 (en) | 2020-08-19 |
| EP3290100A1 (en) | 2018-03-07 |
| US20210283553A1 (en) | 2021-09-16 |
| JP2019528177A (ja) | 2019-10-10 |
| WO2018041858A1 (en) | 2018-03-08 |
| US11426698B2 (en) | 2022-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6983243B2 (ja) | 拡散および/または濾過デバイス | |
| TWI630952B (zh) | 中空絲膜模組與中空絲膜模組之製造方法 | |
| TWI554292B (zh) | 中空絲膜模組及其製造方法 | |
| US4414110A (en) | Sealing for a hollow fiber separatory device | |
| US4269712A (en) | Hollow fiber separatory element and method of making same | |
| US4497104A (en) | Separation device manufacture | |
| WO2014079991A1 (en) | Capillary dialyzers | |
| EP2878362B1 (en) | Capillary dialyzers | |
| US12161974B2 (en) | Process for making a filtration and/or diffusion device | |
| JP2017104781A (ja) | 分離膜モジュールおよび分離膜モジュールの製造方法 | |
| GB2052301A (en) | Improved medical separatory device and method of making same | |
| TWI653063B (zh) | 血液透析器及其製造方法 | |
| US20250032991A1 (en) | Hollow-fibre membrane filter | |
| JP2004187746A (ja) | 血液処理装置 | |
| EP3610937A1 (en) | Process for manufacturing a filter assembly, filter assembly and water container | |
| WO2025220467A1 (ja) | 中空糸膜モジュール及びその製造方法 | |
| EP3446861A1 (en) | Method for sealing medical devices | |
| HK1203878B (en) | Hollow fiber membrane module | |
| JP2002143651A (ja) | 中空糸膜モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6983243 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |