JP6965731B2 - 蓄電モジュール及び蓄電モジュールの製造方法 - Google Patents
蓄電モジュール及び蓄電モジュールの製造方法 Download PDFInfo
- Publication number
- JP6965731B2 JP6965731B2 JP2017247841A JP2017247841A JP6965731B2 JP 6965731 B2 JP6965731 B2 JP 6965731B2 JP 2017247841 A JP2017247841 A JP 2017247841A JP 2017247841 A JP2017247841 A JP 2017247841A JP 6965731 B2 JP6965731 B2 JP 6965731B2
- Authority
- JP
- Japan
- Prior art keywords
- side portion
- rib
- outer edge
- stacking direction
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description
Claims (6)
- 矩形状の電極板、前記電極板の一方面に設けられた正極、及び前記電極板の他方面に設けられた負極を含むバイポーラ電極がセパレータを介して積層されてなる電極積層体と、
前記電極積層体の積層方向において隣り合うバイポーラ電極間を封止する封止体と、を備え、
前記封止体は、
前記電極板の外縁部に設けられた第1樹脂部と、
前記第1樹脂部の周囲に設けられた第2樹脂部と、
前記第2樹脂部を構成する樹脂材料と同じ樹脂材料によって構成されたリブと、を有し、
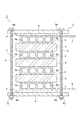
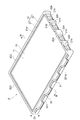
前記第2樹脂部は、前記外縁部に沿って延在する第1側部、第2側部、第3側部及び第4側部を有し、
前記リブは、前記第1側部の外面に立設され、厚さが前記第1側部の厚さよりも小さい板状部材であり、前記第1側部が前記外縁部及び前記積層方向に沿って熱収縮することを抑制する第1リブ部分を有し、
前記第1側部及び前記第1リブ部分は、互いに同時に形成される射出成形体であり、
前記第1リブ部分は、前記積層方向から見て前記外縁部に沿って延在すると共に、前記外縁部に沿う方向から見て前記積層方向に沿って延在する、蓄電モジュール。 - 前記第1側部及び前記第2側部は、前記電極積層体を挟んで互いに対向し、
前記リブは、前記第2側部の外面に立設され、厚さが前記第2側部の厚さよりも小さい板状部材であり、前記第2側部が前記外縁部及び前記積層方向に沿って熱収縮することを抑制する第2リブ部分を更に有し、
前記第2側部及び前記第2リブ部分は、互いに同時に形成される射出成形体であり、
前記第2リブ部分は、前記積層方向から見て前記外縁部に沿って延在すると共に、前記外縁部に沿う方向から見て前記積層方向に沿って延在する、請求項1に記載の蓄電モジュール。 - 前記外縁部は長方形枠状であり、
前記第1側部及び前記第2側部が前記外縁部に沿って延在する長さは、前記第3側部及び前記第4側部が前記外縁部に沿って延在する長さよりも長い、請求項1又は2に記載の蓄電モジュール。 - 前記リブは、前記第3側部の外面に立設され、厚さが前記第3側部の厚さよりも小さい板状部材であり、前記第3側部が前記外縁部及び前記積層方向に沿って熱収縮することを抑制する第3リブ部分を更に有し、
前記第3側部及び前記第3リブ部分は、互いに同時に形成される射出成形体であり、
前記第3リブ部分は、前記積層方向から見て前記外縁部に沿って延在すると共に、前記外縁部に沿う方向から見て前記積層方向に沿って延在し、
前記第4側部には、前記電極積層体において隣り合う前記バイポーラ電極間の複数の内部空間と連通する開口が設けられている、請求項1〜3のいずれか一項に記載の蓄電モジュール。 - 前記第1リブ部分は、前記積層方向から見て重複部分を有していない、請求項1〜4のいずれか一項に記載の蓄電モジュール。
- 矩形状の電極板、前記電極板の一方面に設けられた正極、及び前記電極板の他方面に設けられた負極を含むバイポーラ電極がセパレータを介して積層されてなる電極積層体と、第1樹脂部、第2樹脂部、及びリブを有し、前記電極積層体の積層方向において隣り合うバイポーラ電極間を封止する封止体と、を備える蓄電モジュールの製造方法であって、
前記電極板の外縁部に前記第1樹脂部を設ける工程と、
前記第1樹脂部が設けられた前記バイポーラ電極を前記セパレータを介して積層することにより、前記電極積層体を形成する工程と、
矩形枠状である前記外縁部に沿って延在する第1側部、第2側部、第3側部、及び第4側部を有する前記第2樹脂部を前記第1樹脂部の周囲に設ける工程と、
板状部材であり、前記第1側部が前記外縁部及び前記積層方向に沿って熱収縮することを抑制する第1リブ部分であって、前記積層方向から見て前記外縁部に沿って延在すると共に、前記外縁部に沿う方向から見て前記積層方向に沿って延在する第1リブ部分を有し、前記第2樹脂部を構成する樹脂材料と同じ樹脂材料によって構成された前記リブを設ける工程と、を含み、
前記第2樹脂部を設ける工程と、前記リブを設ける工程とは、一対の金型を用いた射出成型により同時に行われ、前記第1樹脂部の周囲に前記第1側部が設けられると共に、前記積層方向からみて重複部分を有しておらず、厚さが前記第1側部の厚さよりも小さい前記第1リブ部分が前記第1側部の外面に立設される、蓄電モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017247841A JP6965731B2 (ja) | 2017-12-25 | 2017-12-25 | 蓄電モジュール及び蓄電モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017247841A JP6965731B2 (ja) | 2017-12-25 | 2017-12-25 | 蓄電モジュール及び蓄電モジュールの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019114456A JP2019114456A (ja) | 2019-07-11 |
| JP2019114456A5 JP2019114456A5 (ja) | 2020-05-28 |
| JP6965731B2 true JP6965731B2 (ja) | 2021-11-10 |
Family
ID=67221650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017247841A Active JP6965731B2 (ja) | 2017-12-25 | 2017-12-25 | 蓄電モジュール及び蓄電モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6965731B2 (ja) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49102916U (ja) * | 1972-12-25 | 1974-09-04 | ||
| US4900643A (en) * | 1988-04-08 | 1990-02-13 | Globe-Union Inc. | Lead acid bipolar battery plate and method of making the same |
| CA2118866A1 (en) * | 1993-06-21 | 1994-12-22 | Clarence A. Meadows | Bipolar battery housing and method |
| JPH07142040A (ja) * | 1993-11-15 | 1995-06-02 | Honda Motor Co Ltd | バッテリ |
| US5508131A (en) * | 1994-04-07 | 1996-04-16 | Globe-Union Inc. | Injection molded battery containment for bipolar batteries |
| US5912090A (en) * | 1996-03-08 | 1999-06-15 | Hitachi Maxell, Ltd. | Nickel-hydrogen stacked battery pack |
| JP2013062109A (ja) * | 2011-09-13 | 2013-04-04 | Furukawa Battery Co Ltd:The | 鉛蓄電池用電槽蓋 |
| JP6743417B2 (ja) * | 2016-02-29 | 2020-08-19 | 株式会社Gsユアサ | 蓄電素子 |
-
2017
- 2017-12-25 JP JP2017247841A patent/JP6965731B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019114456A (ja) | 2019-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6721053B2 (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| JP6860091B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6805979B2 (ja) | 蓄電装置およびその製造方法 | |
| JP7102912B2 (ja) | 蓄電モジュールの製造方法及び蓄電モジュール | |
| JP2018106967A (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| JP6911749B2 (ja) | 蓄電装置 | |
| JP6959523B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6988089B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6965731B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP7222335B2 (ja) | 蓄電モジュール、及び蓄電モジュールの製造方法 | |
| JP7164459B2 (ja) | 蓄電モジュール | |
| JP6959514B2 (ja) | 蓄電モジュール、蓄電モジュールの製造方法、及び、蓄電装置の製造方法 | |
| JP7070279B2 (ja) | 蓄電モジュール | |
| JP7063762B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP7152948B2 (ja) | 蓄電装置 | |
| JP6870641B2 (ja) | 電池モジュール | |
| JP7056167B2 (ja) | 蓄電モジュール、及び、蓄電モジュールの製造方法 | |
| JP2020145102A (ja) | 蓄電モジュールの製造方法 | |
| JP7103055B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP7110875B2 (ja) | 蓄電モジュールの製造方法及び蓄電モジュールの製造装置 | |
| JP7095630B2 (ja) | 蓄電モジュールの製造装置及び蓄電モジュールの製造方法 | |
| JP6858165B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP7103033B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6965730B2 (ja) | 蓄電モジュールの製造方法 | |
| JP7172696B2 (ja) | 電極ユニット及び蓄電モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200410 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210316 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210921 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211004 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6965731 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |